
Hole Cleaning Performance of V-Shaped Hole Cleaning Device in Horizontal Well Drilling: Numerical Modeling and Experiments

Abstract
:1. Introduction
2. Methodology
2.1. Governing Equations
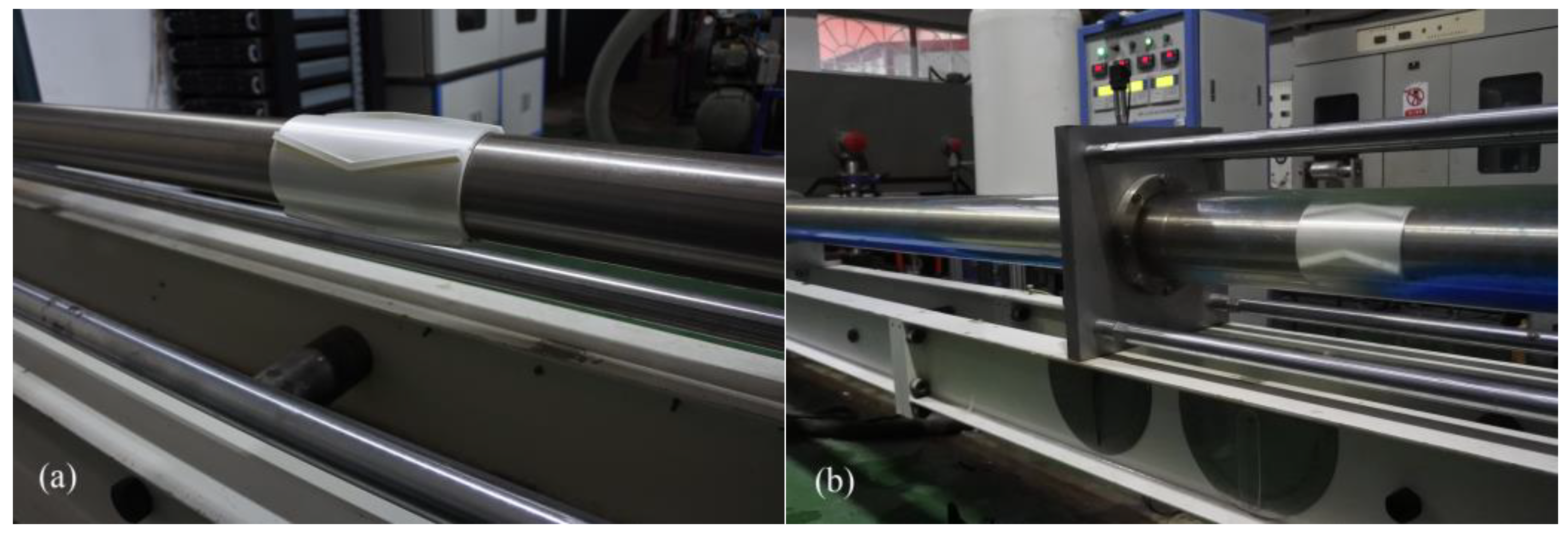
2.2. Experimental and Numerical Setup
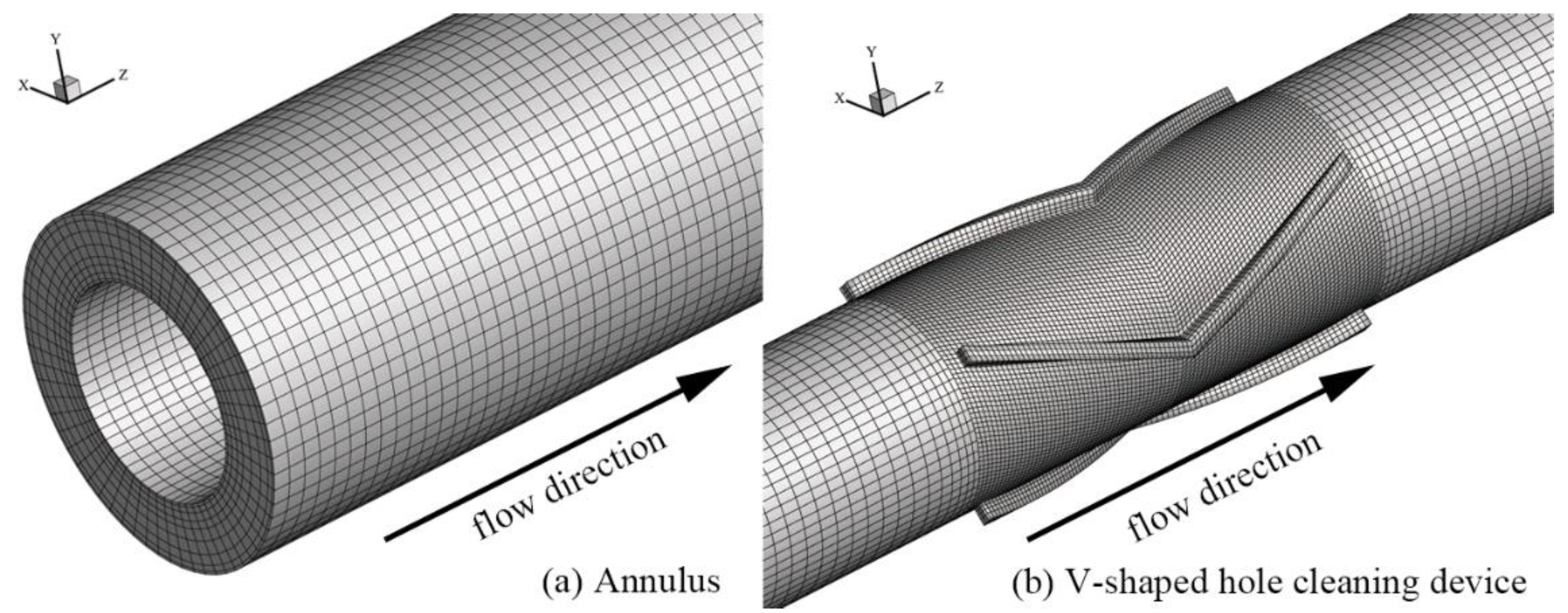
2.3. Grid Division and Independence
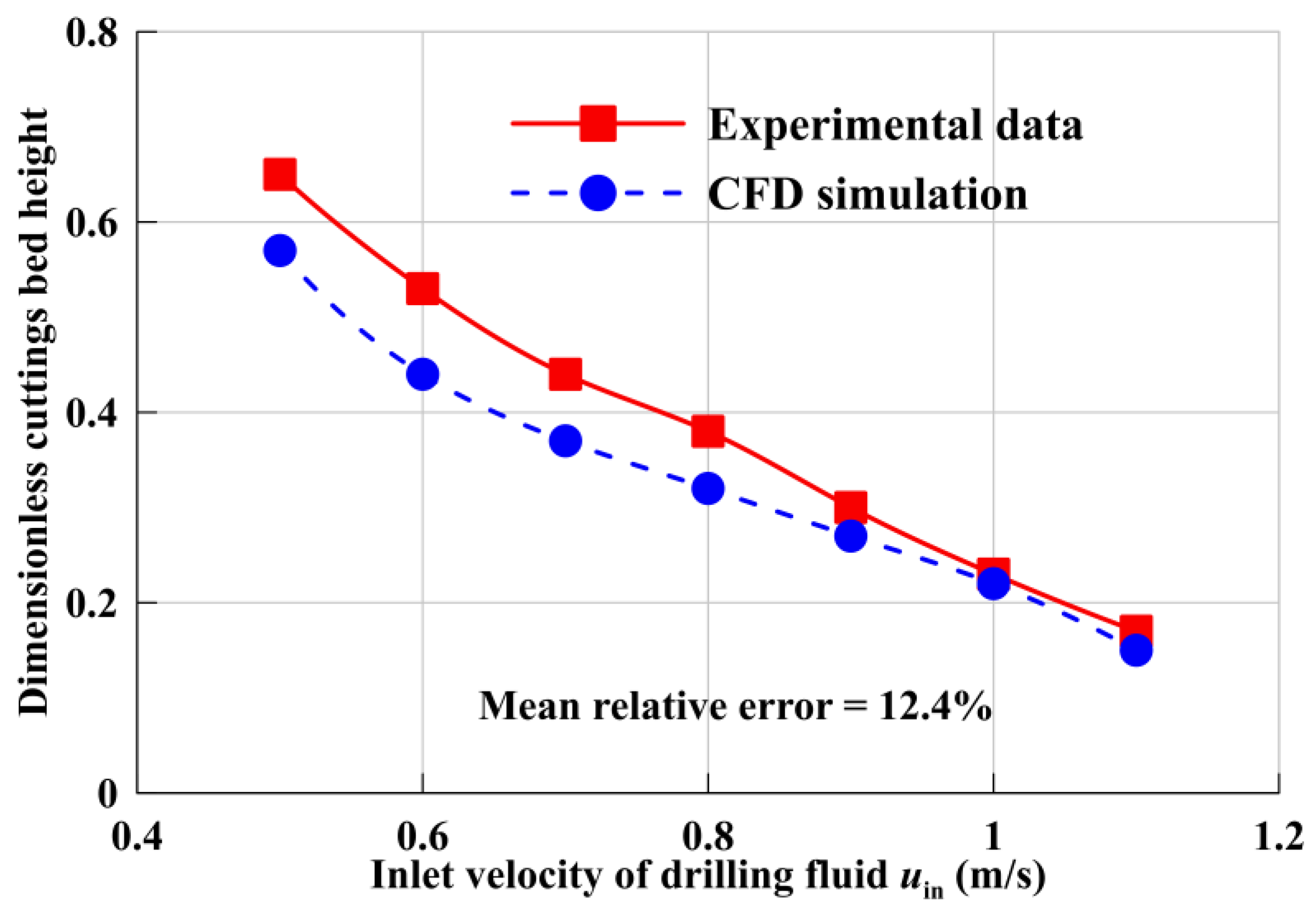
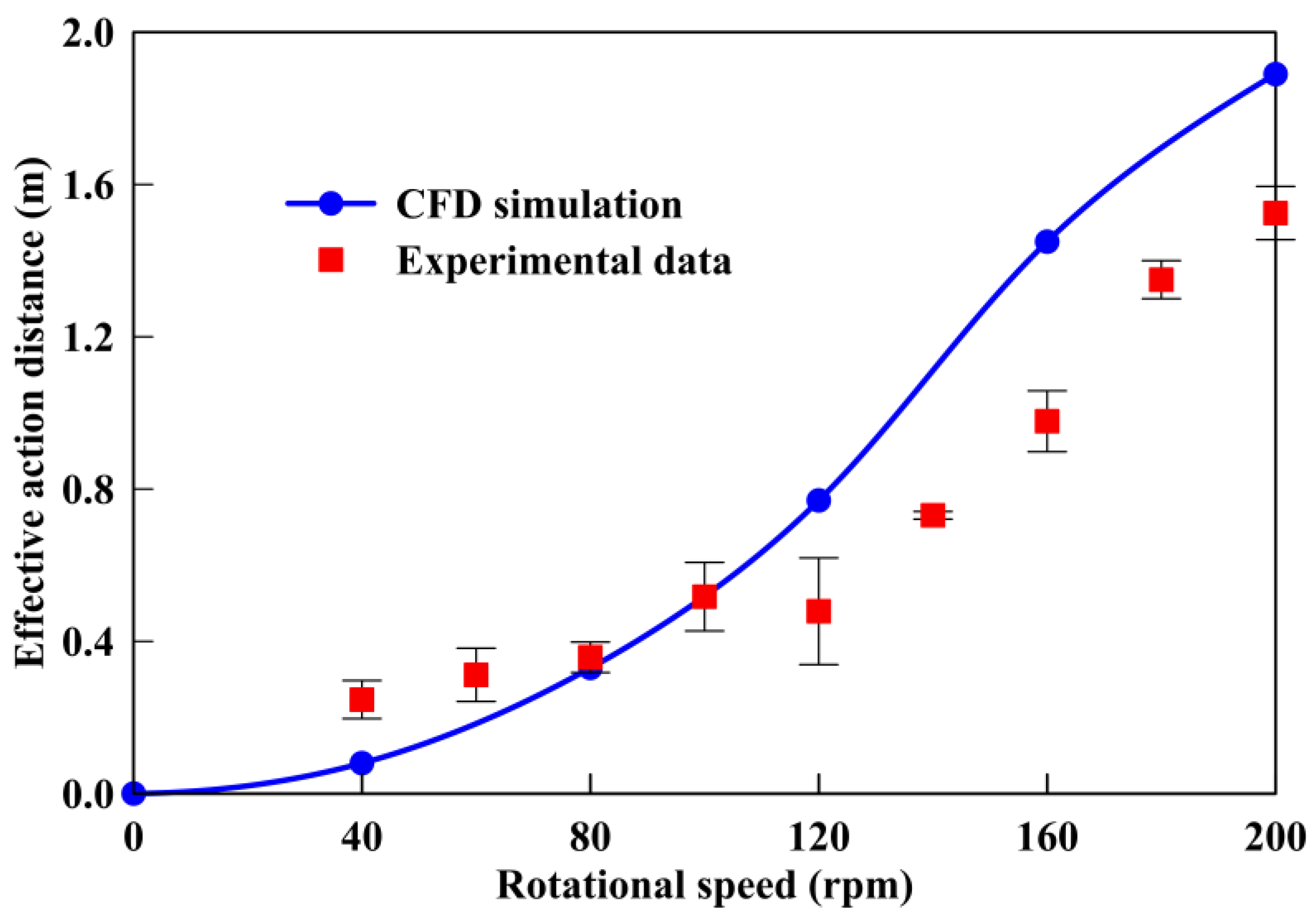
2.4. CFD Verification
3. Results and Discussion
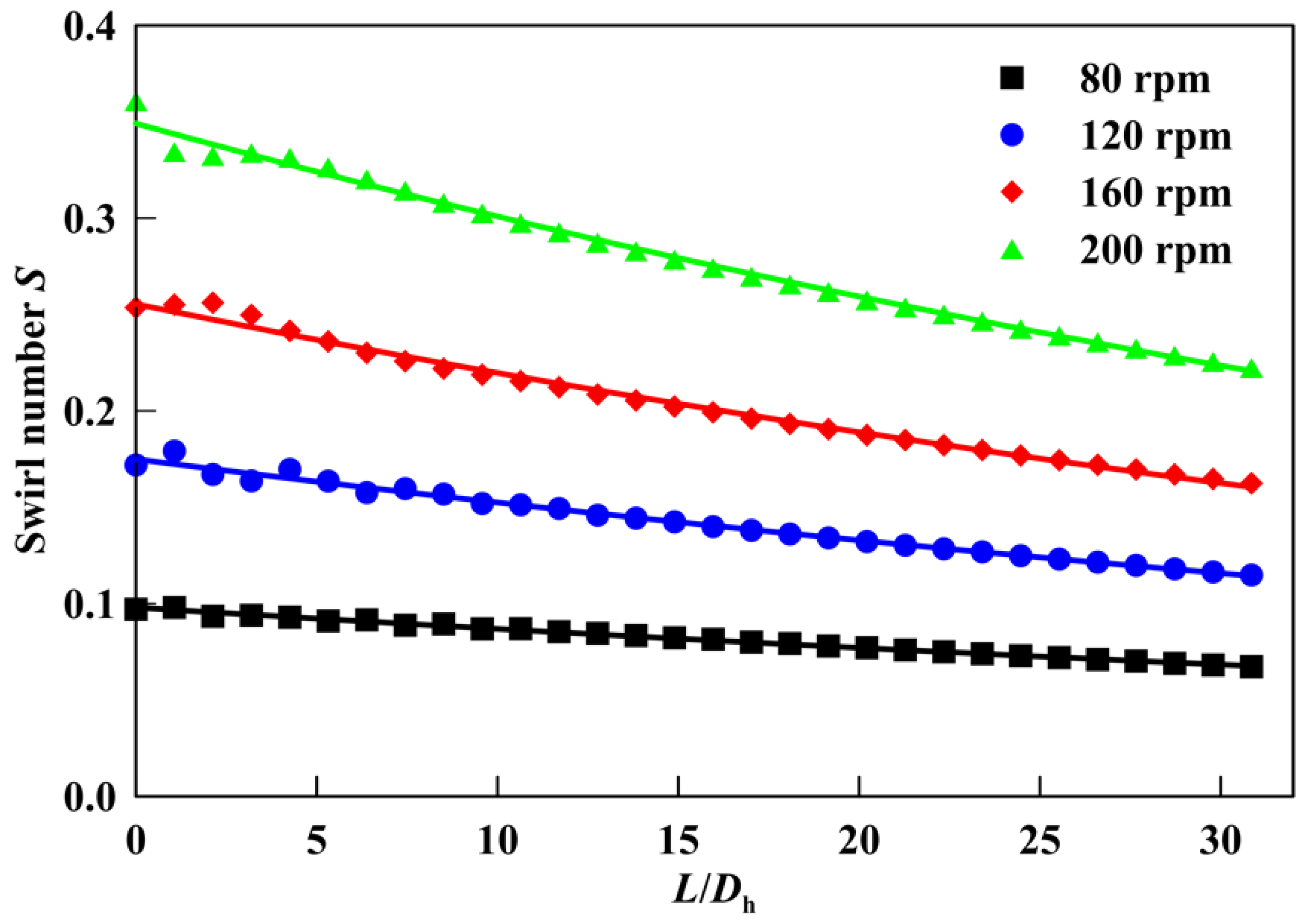
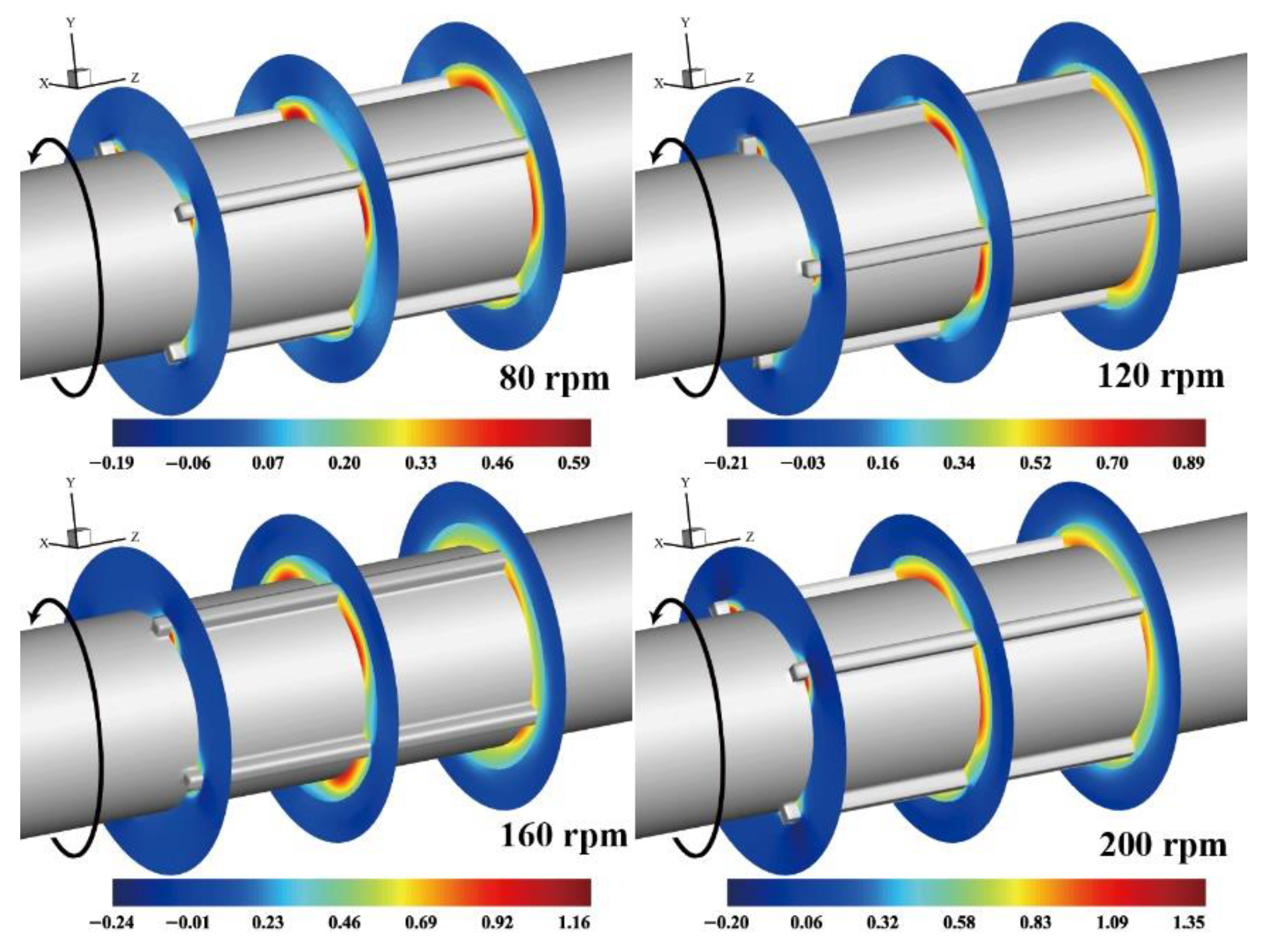
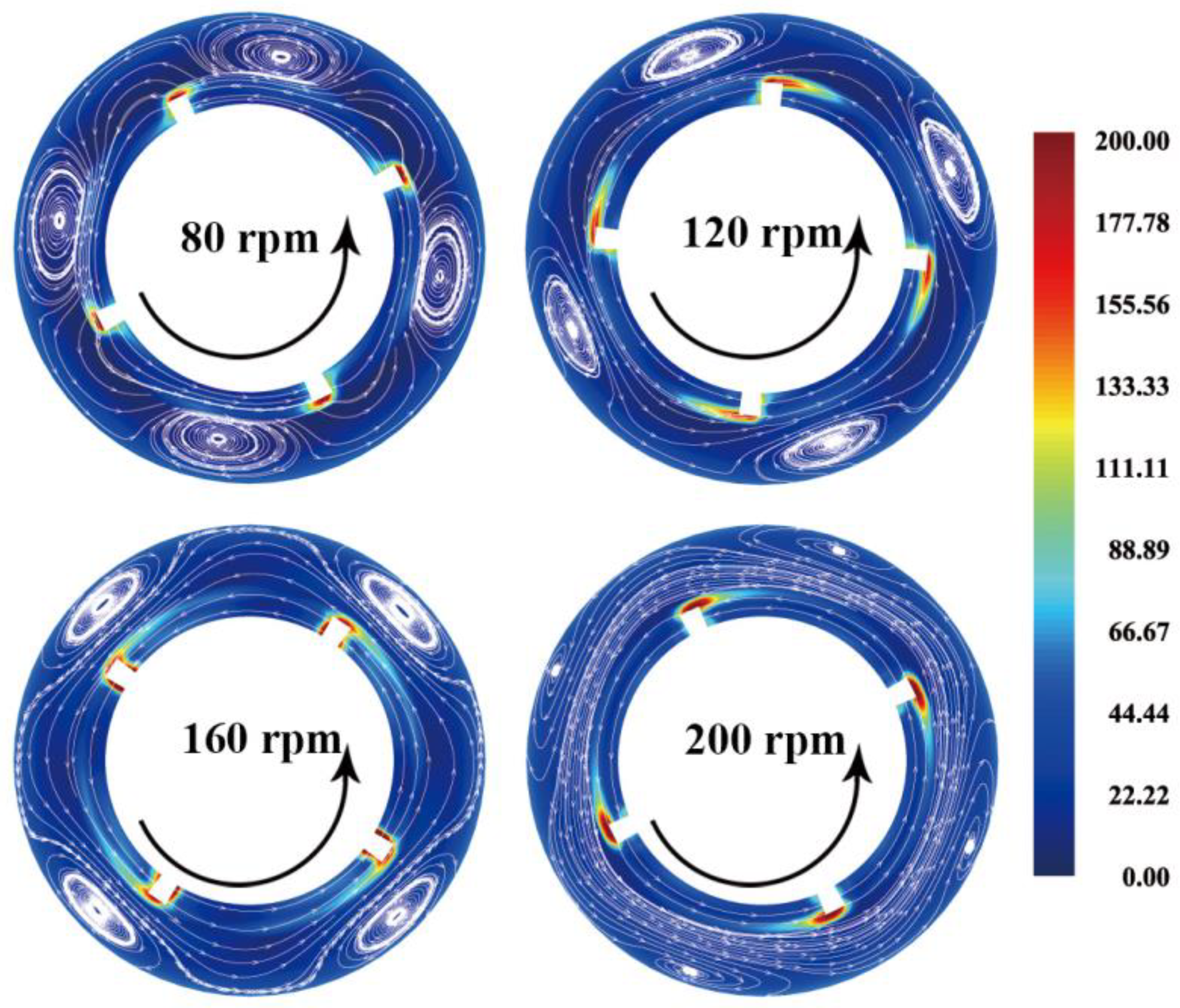
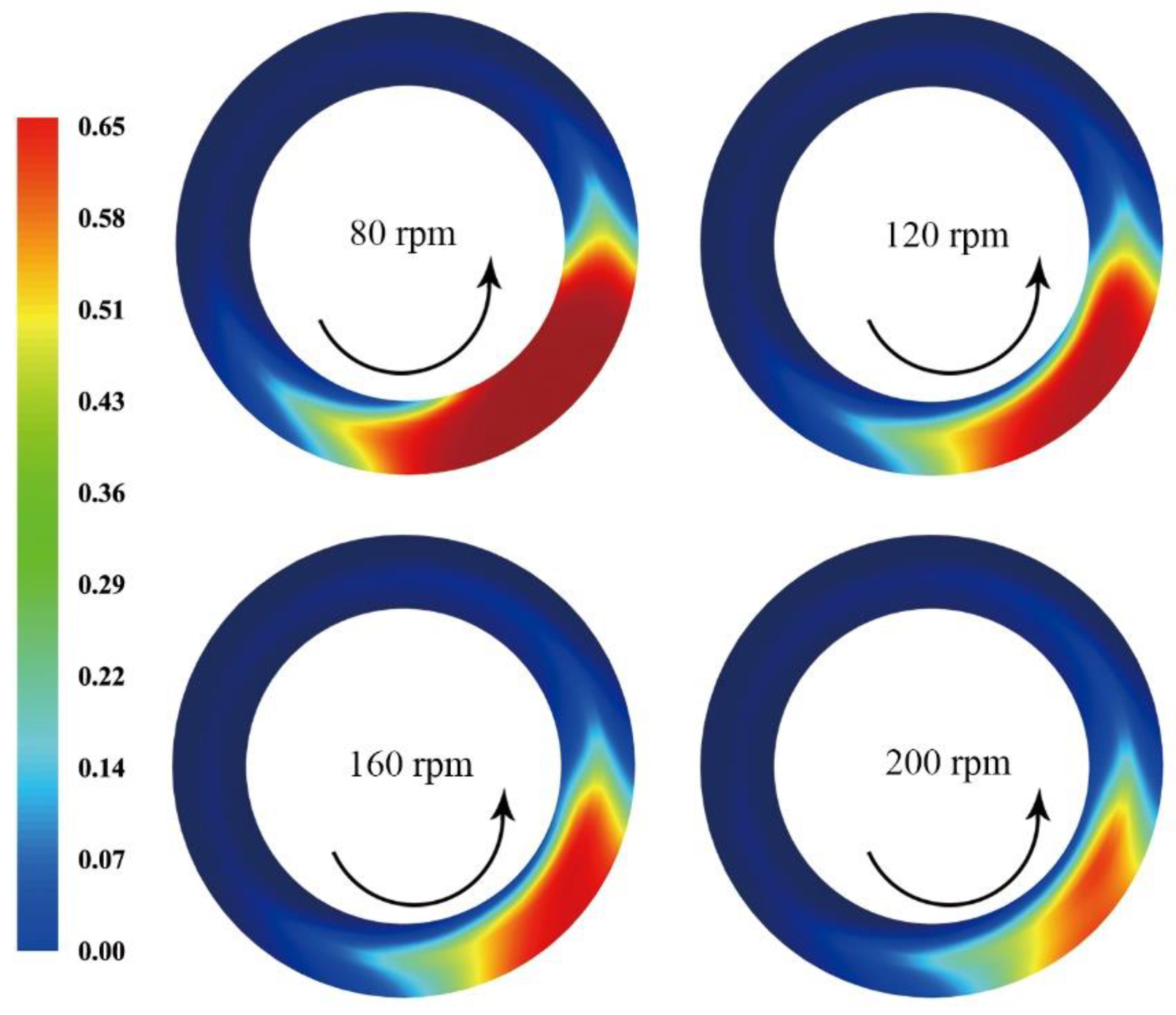
3.1. Effects of the Rotational Speed
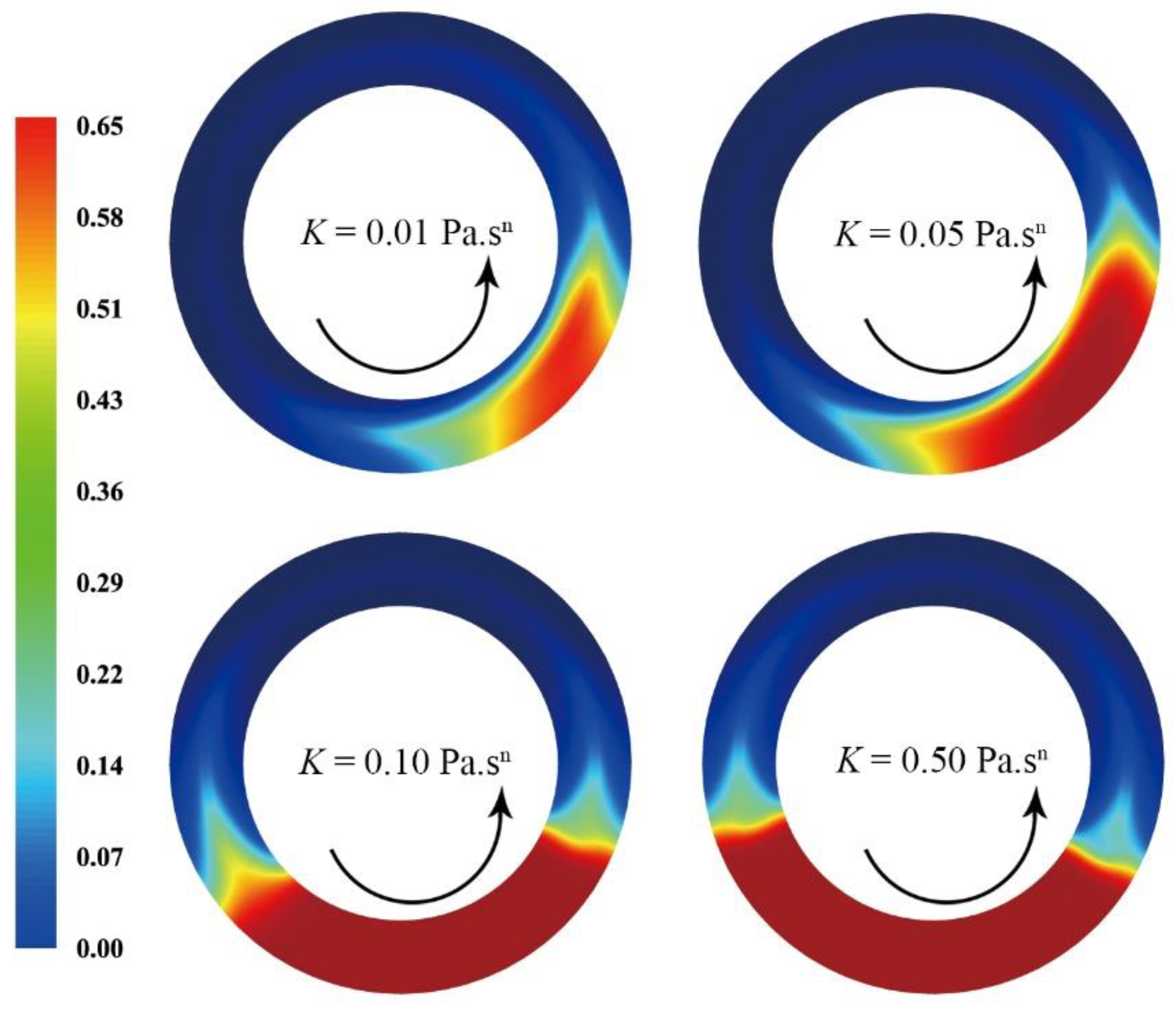
3.2. Effects of Consistency Coefficient of Drilling Fluid
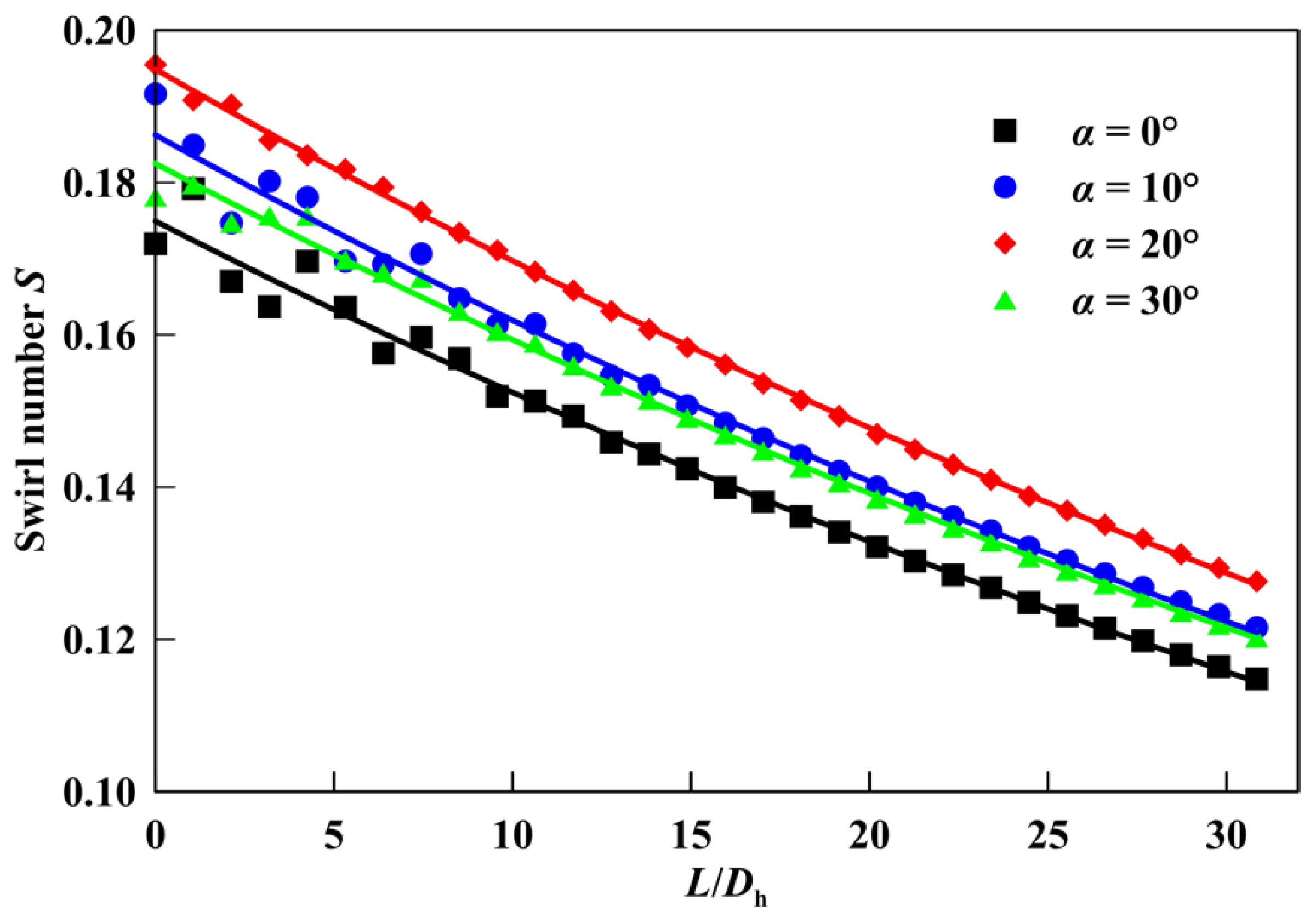
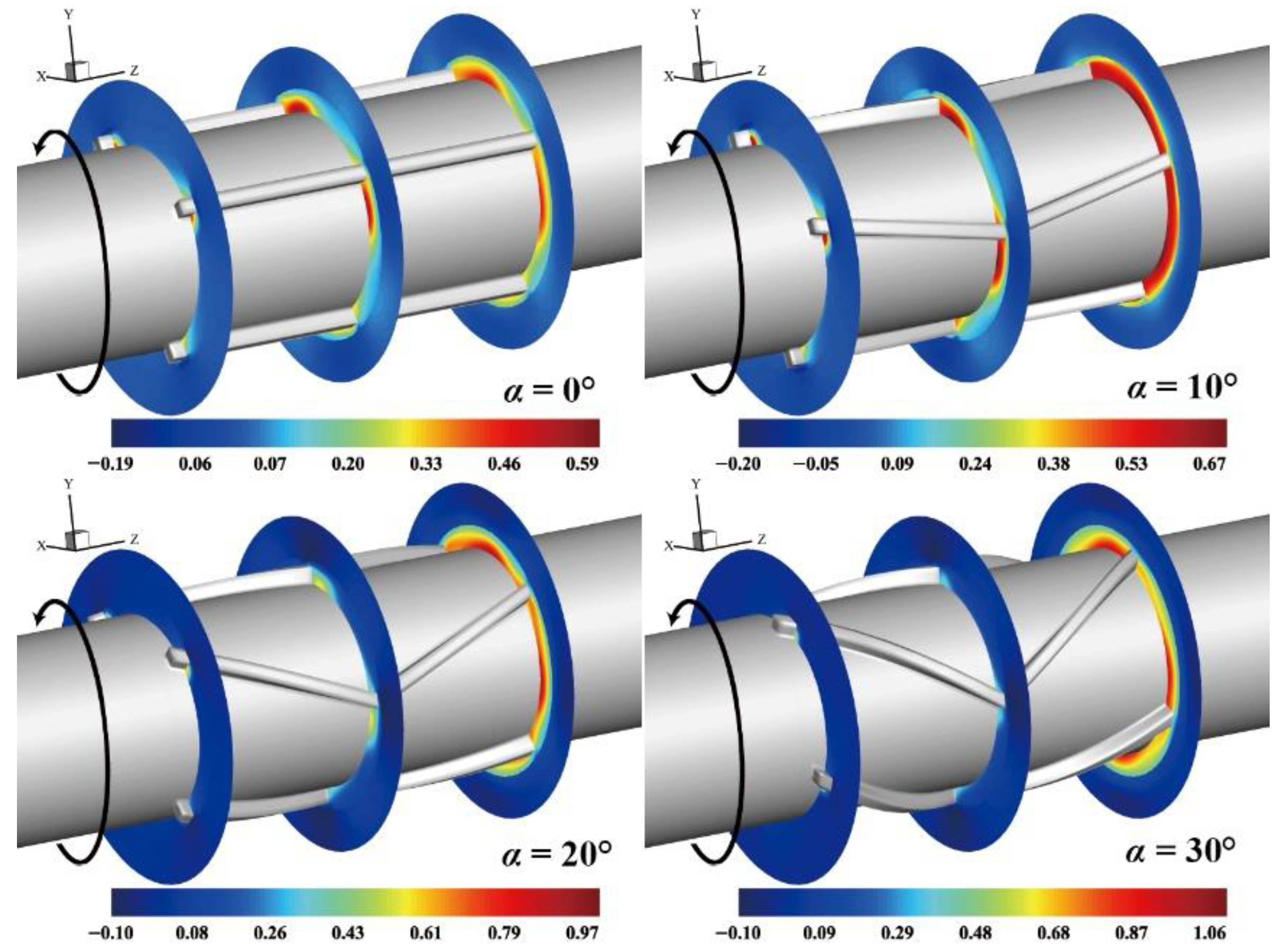
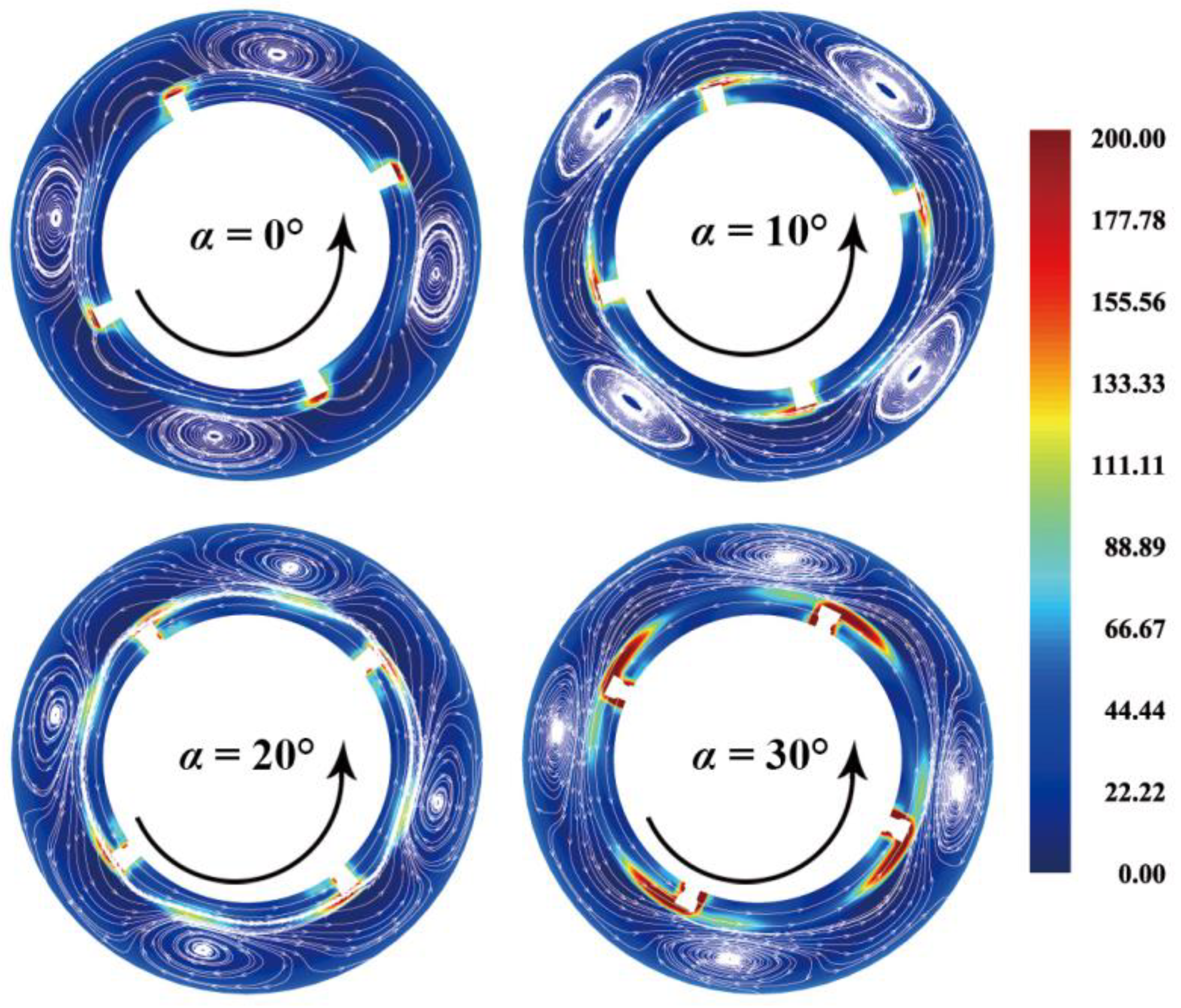
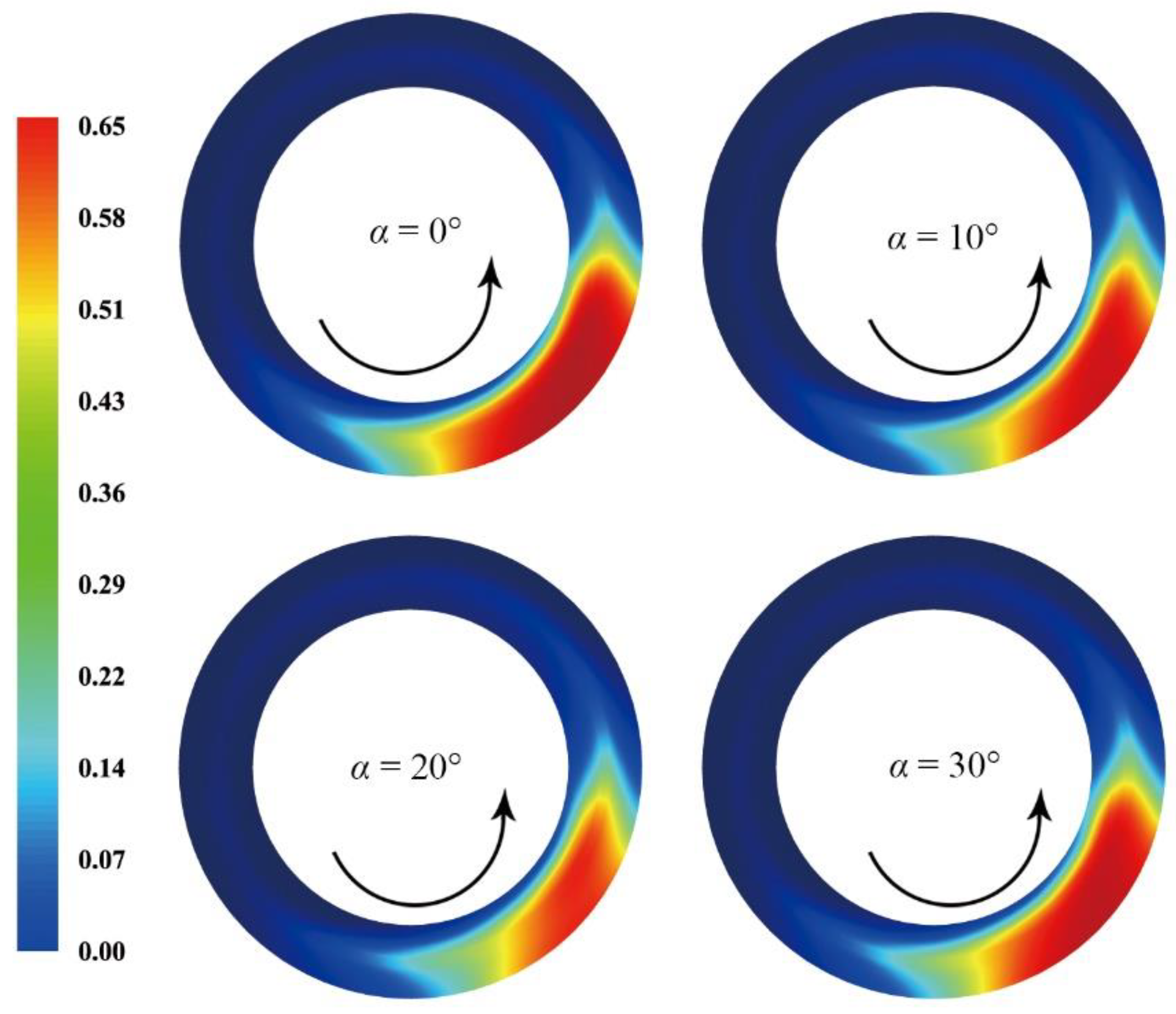
3.3. Effects of the Helix Angle of V-Shaped Hole Cleaning Device
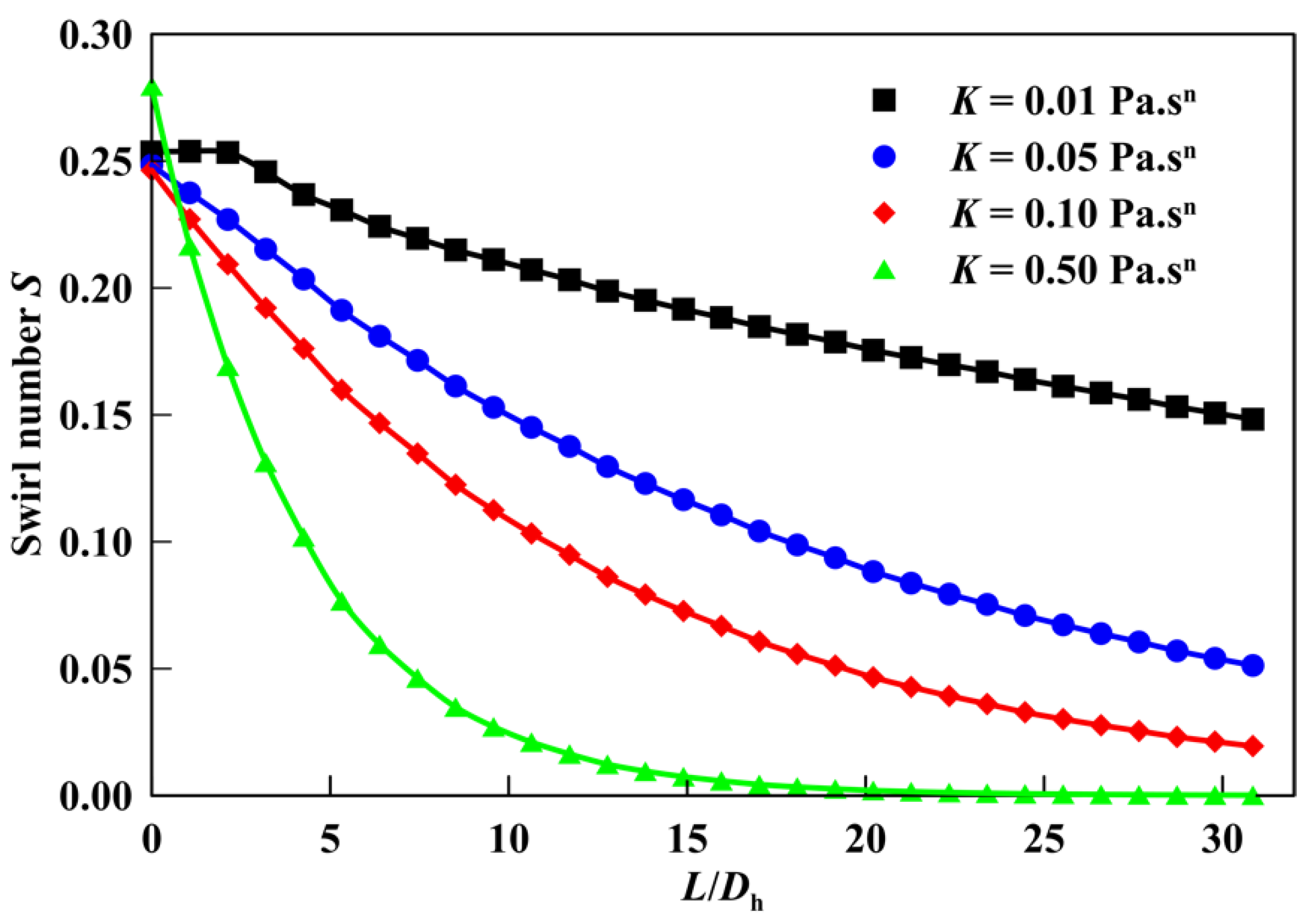
3.4. Evaluation of the Effective Action Distance of V-Shaped Hole Cleaning Device
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Heydari, O.; Sahraei, E.; Skalle, P. Investigating the impact of drillpipe’s rotation and eccentricity on cuttings transport phenomenon in various horizontal annuluses using computational fluid dynamics (CFD). J. Pet. Sci. Eng. 2017, 156, 801–813. [Google Scholar] [CrossRef]
- Sayindla, S.; Lund, B.; Ytrehus, J.D.; Saasen, A. Hole-cleaning performance comparison of oil-based and water-based drilling fluids. J. Pet. Sci. Eng. 2017, 159, 49–57. [Google Scholar] [CrossRef] [Green Version]
- Yeu, W.J.; Katende, A.; Sagala, F.; Ismail, I. Improving hole cleaning using low density polyethylene beads at different mud circulation rates in different hole angles. J. Nat. Gas Sci. Eng. 2019, 61, 333–343. [Google Scholar] [CrossRef]
- Heshamudin, N.S.; Katende, A.; Rashid, H.A.; Ismail, I.; Sagala, F.; Samsuri, A. Experimental investigation of the effect of drill pipe rotation on improving hole cleaning using water-based mud enriched with polypropylene beads in vertical and horizontal wellbores. J. Pet. Sci. Eng. 2019, 179, 1173–1185. [Google Scholar] [CrossRef]
- Boyou, N.V.; Ismail, I.; Wan Sulaiman, W.R.; Sharifi Haddad, A.; Husein, N.; Hui, H.T.; Nadaraja, K. Experimental investigation of hole cleaning in directional drilling by using nano-enhanced water-based drilling fluids. J. Pet. Sci. Eng. 2019, 176, 220–231. [Google Scholar] [CrossRef] [Green Version]
- Pang, B.; Wang, S.; Liu, G.; Jiang, X.; Lu, H.; Li, Z. Numerical prediction of flow behavior of cuttings carried by Herschel-Bulkley fluids in horizontal well using kinetic theory of granular flow. Powder Technol. 2018, 329, 386–398. [Google Scholar] [CrossRef]
- Epelle, E.I.; Gerogiorgis, D.I. A multiparametric CFD analysis of multiphase annular flows for oil and gas drilling applications. Comput. Chem. Eng. 2017, 106, 645–661. [Google Scholar] [CrossRef] [Green Version]
- Zhu, X.H.; Sun, C.; Tong, H. Distribution features, transport mechanism and destruction of cuttings bed in horizontal well. J. Hydrodyn. 2013, 25, 628–638. [Google Scholar] [CrossRef]
- Wilson, A. Innovative Tool Improves Hole-Cleaning Efficiency in Extended-Reach Wells. J. Pet. Technol. 2016, 68, 80–82. [Google Scholar] [CrossRef]
- Vanpuymbroeck, L.; Drilling, V.A.M. Increasing Drilling Performance Using Hydro-Mechanical Hole Cleaning Devices. In SPE Unconventional Gas Conference and Exhibition; OnePetro: Richardson, TX, USA, 2013. [Google Scholar]
- Ahmed, R.; Sagheer, M.; Takach, N.; Majidi, R.; Yu, M.; Miska, S.; Rohart, C.; Boulet, J. Experimental Studies on the Effect of Mechanical Cleaning Devices on Annular Cuttings Concentration and Applications for Optimizing ERD Systems. In SPE Annual Technical Conference and Exhibition; OnePetro: Richardson, TX, USA, 2010. [Google Scholar] [CrossRef]
- Qu, J.; Yan, T.; Sun, X.; Li, Z.; Li, W. Decaying swirl flow and particle behavior through the hole cleaning device for horizontal drilling of fossil fuel. Energies 2019, 12, 336. [Google Scholar] [CrossRef] [Green Version]
- Yan, T.; Qu, J.; Sun, X.; Li, Z.; Li, W. Investigation on horizontal and deviated wellbore cleanout by hole cleaning device using CFD approach. Energy Sci. Eng. 2019, 7, 1292–1305. [Google Scholar] [CrossRef] [Green Version]
- Yan, T.; Qu, J.; Sun, X.; Chen, Y.; Hu, Q.; Li, W.; Zhang, H. Numerical investigation on horizontal wellbore hole cleaning with a four-lobed drill pipe using CFD-DEM method. Powder Technol. 2020, 375, 249–261. [Google Scholar] [CrossRef]
- Movahedi, H.; Vasheghani Farahani, M.; Jamshidi, S. Application of Hydrated Basil Seeds (HBS) as the herbal fiber on hole cleaning and filtration control. J. Pet. Sci. Eng. 2017, 152, 212–228. [Google Scholar] [CrossRef]
- Movahedi, H.; Shad, S.; Mokhtari-Hosseini, Z.B. Modeling and simulation of barite deposition in an annulus space of a well using CFD. J. Pet. Sci. Eng. 2018, 161, 476–496. [Google Scholar] [CrossRef]
- Zeneli, M.; Nikolopoulos, A.; Nikolopoulos, N.; Grammelis, P.; Karellas, S.; Kakaras, E. Simulation of the reacting flow within a pilot scale calciner by means of a three phase TFM model. Fuel Process. Technol. 2017, 162, 105–125. [Google Scholar] [CrossRef]
- Xia, Z.; Fan, Y.; Wang, T.; Guo, X.; Chen, C. A TFM-KTGF jetting fluidized bed coal gasification model and its validations with data of a bench-scale gasifier. Chem. Eng. Sci. 2015, 131, 12–21. [Google Scholar] [CrossRef]
- Hernández-Jiménez, F.; Sánchez-Prieto, J.; Cano-Pleite, E.; Soria-Verdugo, A. Lateral solids meso-mixing in pseudo-2D fluidized beds by means of TFM simulations. Powder Technol. 2018, 334, 183–191. [Google Scholar] [CrossRef]
- Huilin, L.; Gidaspow, D.; Bouillard, J.; Wentie, L. Hydrodynamic simulation of gas-solid flow in a riser using kinetic theory of granular flow. Chem. Eng. J. 2003, 95, 1–13. [Google Scholar] [CrossRef]
- Parsi, M.; Kara, M.; Agrawal, M.; Kesana, N.; Jatale, A.; Sharma, P.; Shirazi, S. CFD simulation of sand particle erosion under multiphase flow conditions. Wear 2017, 376–377, 1176–1184. [Google Scholar] [CrossRef]
- Kim, S. A novel design method of the dividing header configuration using 3D numerical simulation for a heat exchanger with a parallel arrangement. Appl. Therm. Eng. 2019, 159, 113807. [Google Scholar] [CrossRef]
- Chouaieb, S.; Kriaa, W.; Mhiri, H.; Bournot, P. Swirl generator effect on a confined coaxial jet characteristics. Int. J. Hydrogen Energy 2017, 42, 29014–29025. [Google Scholar] [CrossRef]
- Yan, T.; Qu, J.Y.; Sun, X.F.; Li, W.; Chen, Y.; Hu, Q.B. A novel predictive model of drag coefficient and settling velocity of drill cuttings in non-Newtonian drilling fluids. Pet. Sci. 2021, 18, 1729–1738. [Google Scholar] [CrossRef]
- Li, G.; Hall, P.; Miles, N.; Wu, T. Improving the efficiency of “Clean-In-Place” procedures using a four-lobed swirl pipe: A numerical investigation. Comput. Fluids 2015, 108, 116–128. [Google Scholar] [CrossRef]
- Li, G.; Miles, N.J.; Wu, T.; Hall, P. Large eddy simulation and Reynolds-averaged Navier–Stokes based modelling of geometrically induced swirl flows applied for the better understanding of Clean-In-Place procedures. Food Bioprod. Process. 2017, 104, 77–93. [Google Scholar] [CrossRef]
- Fokeer, S.; Lowndes, I.S.; Hargreaves, D.M. Numerical modelling of swirl flow induced by a three-lobed helical pipe. Chem. Eng. Process. Process Intensif. 2010, 49, 536–546. [Google Scholar] [CrossRef]
- Yan, T.; Qu, J.; Sun, X.; Chen, Y.; Hu, Q.; Li, W. Numerical evaluation on the decaying swirling flow in a multi-lobed swirl generator. Eng. Appl. Comput. Fluid Mech. 2020, 14, 1198–1214. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbols | Properties | Values | Units |
|---|---|---|---|
| D1 | Hole diameter | 120 | mm |
| D2 | Pipe diameter | 73 | mm |
| E | Eccentricity | 0 | - |
| ρl | Density of fluid | 1000 | kg/m3 |
| ρs | Density of cuttings | 2500 | kg/m3 |
| K | Consistency index | 0.01/0.05/0.10/0.50 | Pa.sn |
| n | Flow behavior index | 0.7 | - |
| ω | Rotational speed | 80/120/160/200 | rpm |
| ds | Diameter of cuttings | 2 | mm |
| uin | Fluid inlet velocity | 0.5 | m/s |
| h | Height of blade | 5.75 | mm |
| N | Number of blades | 4 | - |
| α | Helix angle of blade | 0; 10; 20; 30 | degree |
| Mesh Numbers | Pressure Drop (Pa/m) | Error (%) |
|---|---|---|
| 522,100 | 1284.3 | 6.21% |
| 784,950 | 1363.2 | 0.45% |
| 1,036,950 | 1367.0 | 0.17% |
| 1,396,200 | 1369.3 | / |
| Rotational Speed rpm | Decay Equation | Initial Swirl Intensity S0 | Decay Coefficient β | R2 |
|---|---|---|---|---|
| 80 | 0.097 | 0.012 | 0.993 | |
| 120 | 0.172 | 0.013 | 0.982 | |
| 160 | 0.254 | 0.015 | 0.990 | |
| 200 | 0.361 | 0.017 | 0.975 |
| Consistency Coefficient Pa.sn | Decay Equation | Initial Swirl Intensity S0 | Decay Coefficient β | R2 |
|---|---|---|---|---|
| 0.01 | 0.254 | 0.018 | 0.992 | |
| 0.05 | 0.248 | 0.051 | 0.999 | |
| 0.10 | 0.246 | 0.082 | 0.999 | |
| 0.50 | 0.280 | 0.241 | 0.999 |
| Helix Angle Degree | Decay Equation | Initial Swirl Intensity S0 | Decay Coefficient β | R2 |
|---|---|---|---|---|
| 0 | 0.172 | 0.013 | 0.982 | |
| 10 | 0.192 | 0.016 | 0.976 | |
| 20 | 0.195 | 0.014 | 0.999 | |
| 30 | 0.178 | 0.012 | 0.984 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, Y.; He, Y.; Li, Z.; Ju, G. Hole Cleaning Performance of V-Shaped Hole Cleaning Device in Horizontal Well Drilling: Numerical Modeling and Experiments. Appl. Sci. 2022, 12, 5141. https://doi.org/10.3390/app12105141
Zhou Y, He Y, Li Z, Ju G. Hole Cleaning Performance of V-Shaped Hole Cleaning Device in Horizontal Well Drilling: Numerical Modeling and Experiments. Applied Sciences. 2022; 12(10):5141. https://doi.org/10.3390/app12105141
Chicago/Turabian StyleZhou, Yunjian, Yufa He, Zijian Li, and Guoshuai Ju. 2022. "Hole Cleaning Performance of V-Shaped Hole Cleaning Device in Horizontal Well Drilling: Numerical Modeling and Experiments" Applied Sciences 12, no. 10: 5141. https://doi.org/10.3390/app12105141
APA StyleZhou, Y., He, Y., Li, Z., & Ju, G. (2022). Hole Cleaning Performance of V-Shaped Hole Cleaning Device in Horizontal Well Drilling: Numerical Modeling and Experiments. Applied Sciences, 12(10), 5141. https://doi.org/10.3390/app12105141