Functionally Graded AISI 316L and AISI H13 Manufactured by L-DED for Die and Mould Applications




Abstract
Featured Application
Abstract
1. Introduction
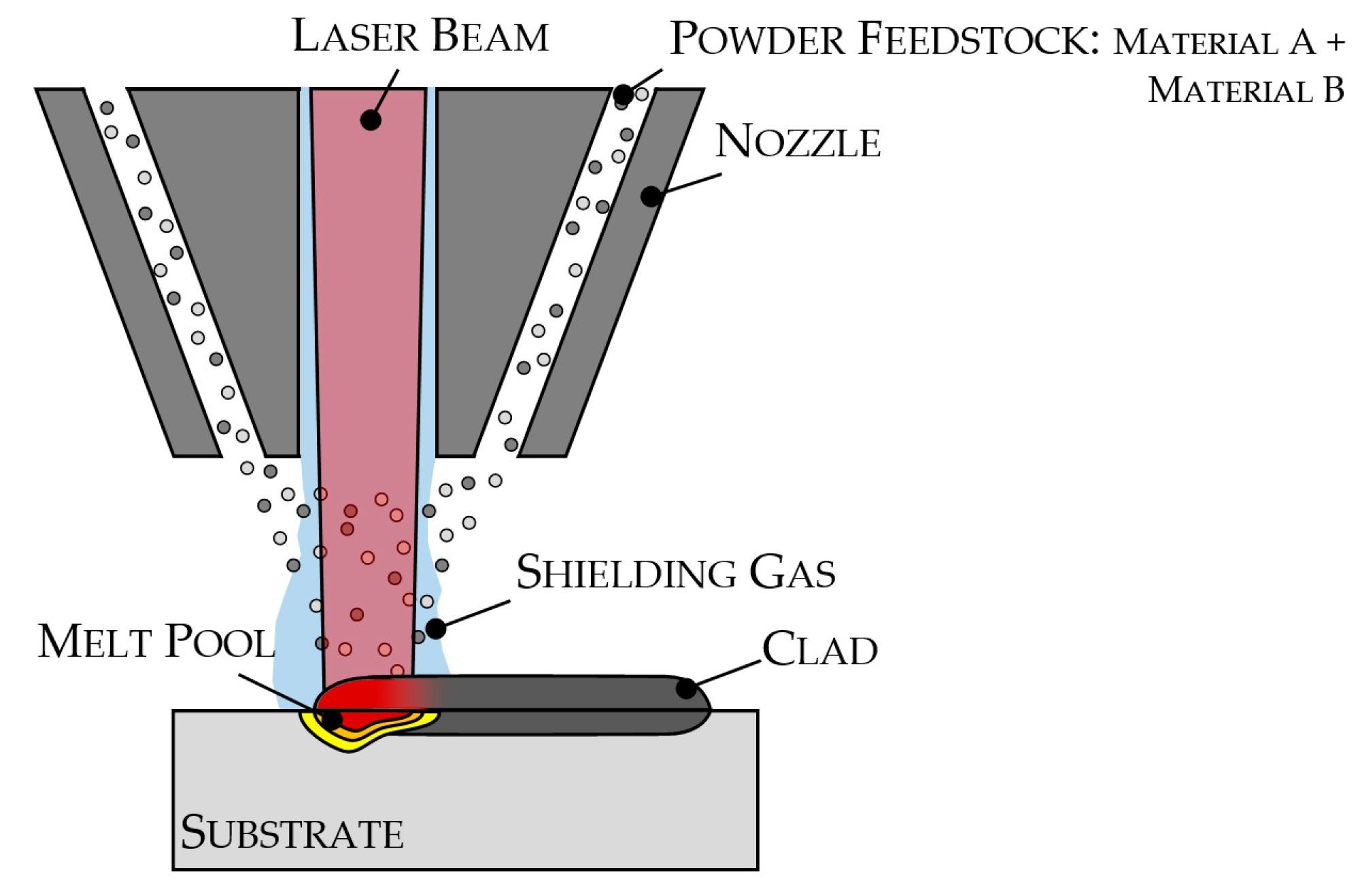
1.1. Introduction to L-DED Processes
1.2. Metal Functionally Graded Materials and Applications to the Die and Mould Industry
2. Materials and Methods
2.1. Materials
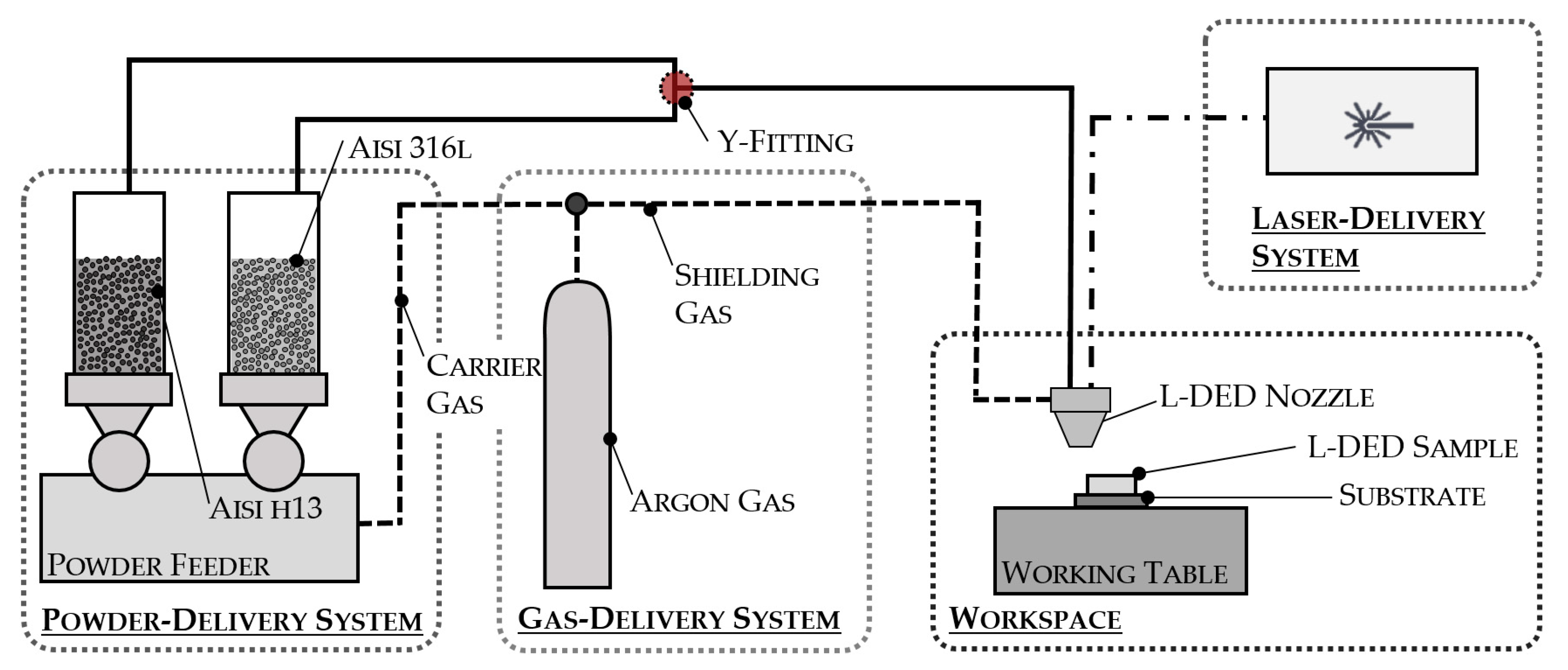
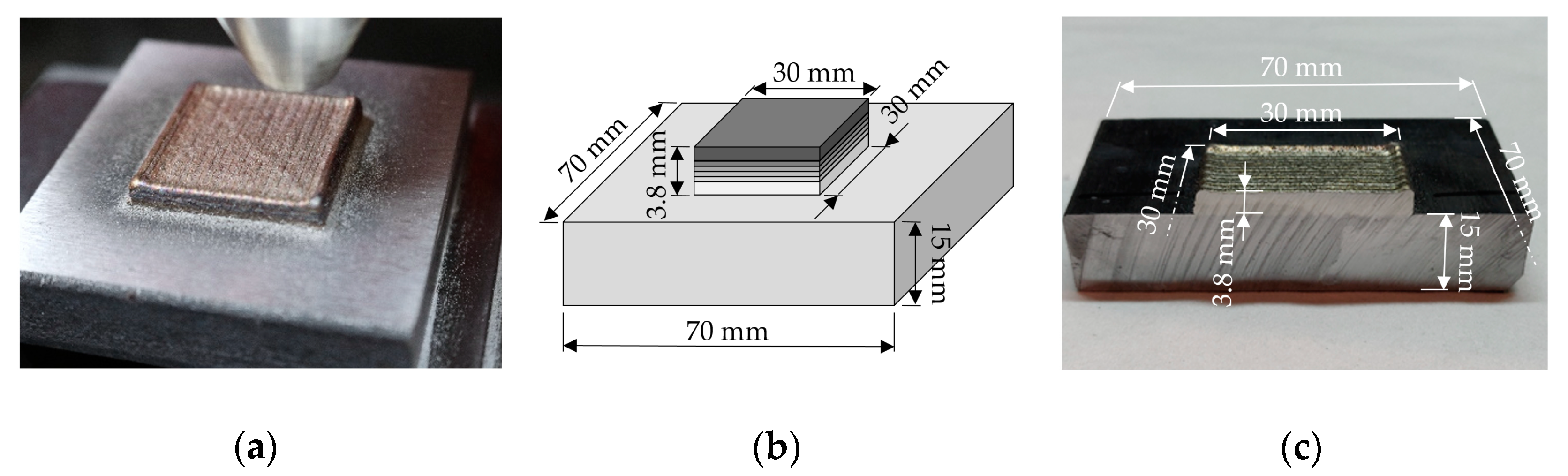
2.2. L-DED Process
2.3. Metallographic Preparation, Microstructure Analysis, and Hardness Measurement
3. Results
4. Discussion
- Regarding metallurgical integrity of the added material, severe cracking and several lack-of-fusion defects have been observed. The first was concluded to be due to the brittle sigma phase formation. This issue has been also reported in the literature and it is associated with the successive heating and cooling cycles inherent to the L-DED process, which tend to promote sigma phase growth.
- The corrosion resistance of the graded structure did not follow a linear behaviour. The initial 100% AISI 316L and the intermediate layers with mixed composition showed similar corrosion resistance, while the upper layers composed of AISI H13 were strongly affected by the etching process. This was due to the nonlinearity of corrosion resistance according to chromium content range present in this work.
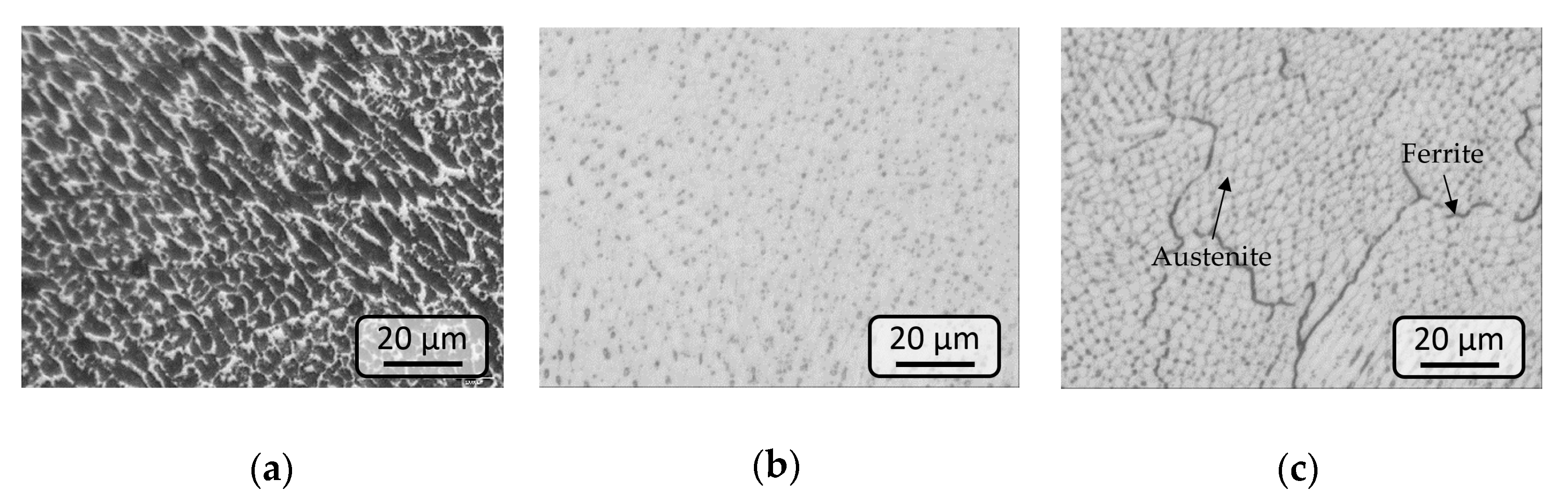
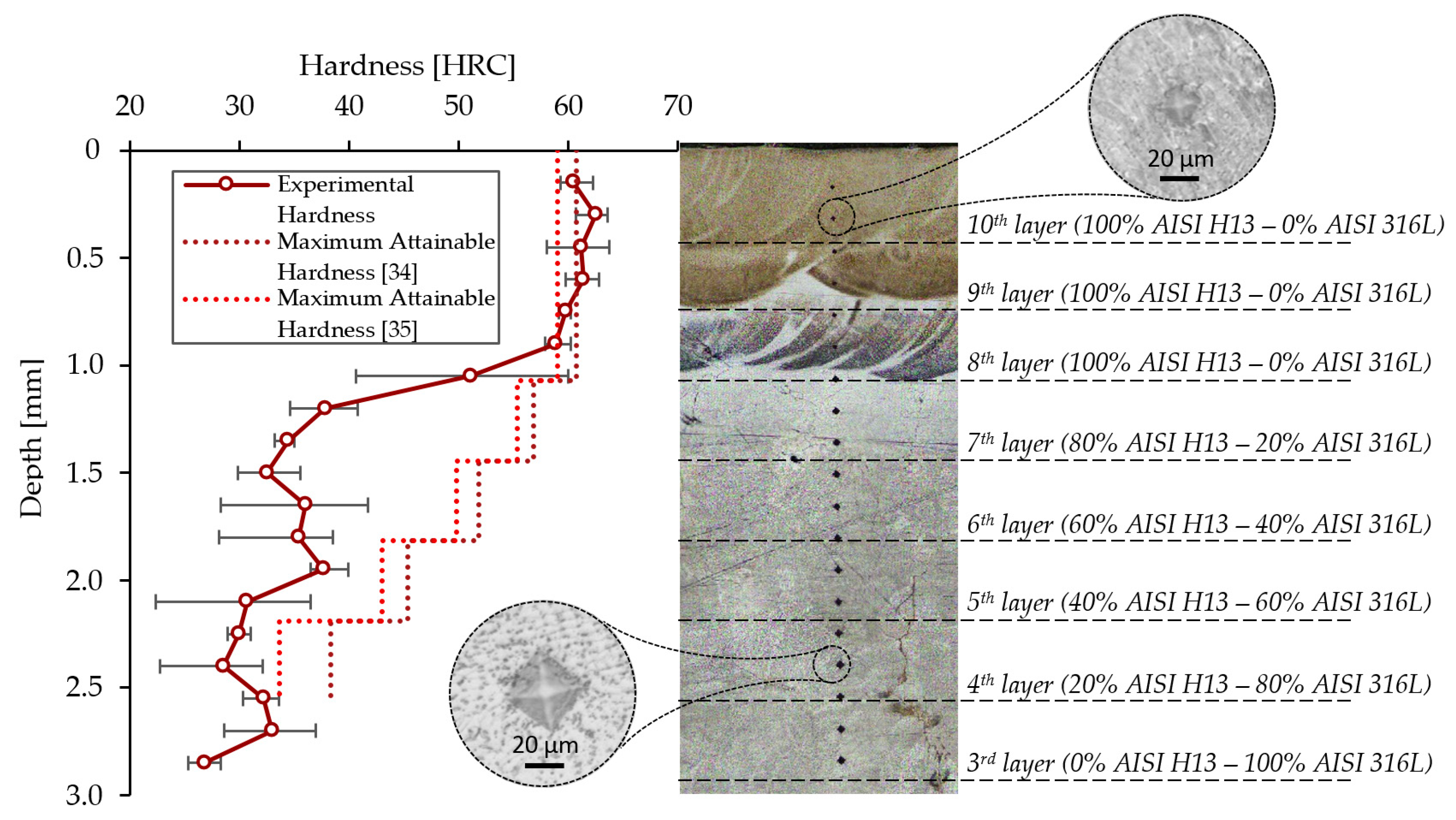
- As far as the microstructure of the FGM is concerned, it depended on the composition of the deposited materials and, consequently, a variation along the sample has been observed. Lower layers composed of AISI 316L and low AISI H13 contents, showed an austenite + ferrite microstructure; while intermediate layers with higher AISI H13 contents had an austenitic microstructure; and, finally, AISI H13 layers presented a martensite + austenite microstructure.
- The aforementioned microstructure variation strongly conditioned the hardness of the graded sample, and consequently, a nonlinear hardness profile has been measured. In fact, the hardness abruptly increased when reaching the upper three layers composed of AISI H13, while lower values of hardness were present in the rest of the FGM.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Arrizubieta, J.I.; Ukar, O.; Ostolaza, M.; Mugica, A. Study of the Environmental Implications of Using Metal Powder in Additive Manufacturing and Its Handling. Metals 2020, 10, 261. [Google Scholar] [CrossRef]
- Han, D.; Lee, H. Recent advances in multi-material additive manufacturing: Methods and applications. Curr. Opin. Chem. Eng. 2020, 28, 158–166. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 12–224. [Google Scholar] [CrossRef]
- ISO/ASTM. 52900: 2015 Additive Manufacturing—General Principles—Terminology. Available online: https://www.iso.org/obp/ui/#iso:std:iso-astm:52900:ed-1:v1:en (accessed on 14 December 2020).
- Loh, G.H.; Pei, E.; Harrison, D.; Monzón, M.D. An overview of functionally graded additive manufacturing. Addit. Manuf. 2018, 23, 34–44. [Google Scholar] [CrossRef]
- Bandyopdhyay, A.; Heer, B. Additive manufacturing of multi-material structures. Mater. Sci. Eng. R Rep. 2018, 129, 1–16. [Google Scholar] [CrossRef]
- Siddiqui, A.A.; Dubey, A.K. Recent trends in laser cladding and surface alloying. Opt. Laser Technol. 2021, 134, 106619. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, Y.; Liou, F. Fabrication of SS316L-IN625 functionally graded materials by powder-fed directed energy deposition. Sci. Technol. Weld. Join. 2019, 24, 504–516. [Google Scholar] [CrossRef]
- Dass, A.; Moridi, A. State of the Art in Directed Energy Deposition: From Additive Manufacturing to Materials desing. Coatings 2019, 9, 418. [Google Scholar] [CrossRef]
- Klocke, F.; Arntz, K.; Teli, M.; Winands, K.; Wegener, M.; Oliari, S. State-of-the-art Laser Additive Manufacturing for Hot-work Tool Steels. Procedia CIRP 2017, 63, 58–63. [Google Scholar] [CrossRef]
- Saboori, A.; Psicopo, G.; Lai, M.; Salmi, A.; Biamino, S. An investigation on the effect of deposition pattern on the microstructure, mechanical properties and residual stress of 316L produced by Directed Energy Deposition. Mater. Sci. Eng. A 2020, 780, 139179. [Google Scholar] [CrossRef]
- Yan, L.; Chen, Y.; Liou, F. Additive manufacturing of functionally graded metallic materials using laser metal deposition. Addit. Manuf. 2020, 31, 100901. [Google Scholar] [CrossRef]
- Cortina, M.; Arrizubieta, J.I.; Calleja, A.; Ukar, E.; Alberdi, A. Case Study to Illustrate the Potential of Conformal Cooling Channels for Hot Stamping Dies Manufactured Using Hybrid Process of Laser Metal Deposition (LMD) and Milling. Metals 2018, 8, 102. [Google Scholar] [CrossRef]
- Brueckner, F.; Riede, M.; Müller, M.; Marquardt, F.; Willner, R.; Seidel, A.; Lopéz, E.; Leyens, C.; Beyer, E. Enhanced manufacturing possibilities using multi-materials in laser metal deposition. J. Laser Appl. 2018, 30, 032308. [Google Scholar] [CrossRef]
- Ituarte, I.F.; Boddeti, N.; Hassani, V.; Dunn, M.L.; Rosen, D.W. Design and additive manufacture of functionally graded structures based on digital materials. Addit. Manuf. 2019, 30, 100839. [Google Scholar] [CrossRef]
- Yao, X.; Moon, S.K.; Bi, G.; Wei, J. A multi-material part design framework in additive manufacturing. Int. J. Adv. Manuf. Tech. 2018, 99, 2111–2119. [Google Scholar] [CrossRef]
- Yu, H.Z.; Cross, S.R.; Schuh, C.A. Mesostrucure optimization in multi-material additive manufacturing: A theoretical perspective. J. Mater. Sci 2017, 52, 4288–4298. [Google Scholar] [CrossRef]
- Zhou, W.; Zhang, R.; Ai, S.; He, R.; Pei, Y.; Fang, D. Load distribution in threads of porous metal-ceramic functionally graded composite joints subjected to thermomechanical loading. Compos. Struct. 2015, 134, 680–688. [Google Scholar] [CrossRef]
- Zhou, W.; Ai, S.; Chen, M.; Zhang, R.; He, R.; Pei, Y.; Fang, D. Preparation and thermodynamic analysis of the porous ZrO2/(ZrO2 + Ni) functionally graded bolted joint. Compos. Part B-Eng. 2015, 82, 13–22. [Google Scholar] [CrossRef]
- Saleh, B.; Jiang, J.; Fathi, R.; Tareq, A.; Xu, Q.; Wang, L.; Song, D.; Ma, A. 30 Years of functionally graded materials: An overview of manufacturing methods, Applications and Future Challenges. Compos. Part B-Eng. 2020, 201, 108376. [Google Scholar] [CrossRef]
- Zhou, W.; Zhang, R.; Fang, D. Design and analysis of the porous ZrO2/(ZrO2 + Ni) ceramic joint with load bearing-heat insulation integration. Ceram. Int. 2016, 42, 1416–1424. [Google Scholar] [CrossRef]
- Kim, D.K.; Woo, W.; Kim, E.Y.; Choi, S.H. Microstrucutre and mechanical characteristics of multi-layered materials composed of 316L stainless steel and ferritic steel produced by direct energy deposition. J. Alloys Compd. 2019, 774, 896–907. [Google Scholar] [CrossRef]
- Reichardt, A.; Shapiro, A.A.; Otis, R.; Dillon, R.P.; Borgonia, J.P.; McEnerney, B.W.; Hosemann, P.; Beese, A.M. Advance in additive manufacturing of metal-based functionally graded materials. Int. Mater. Rev. 2020. [Google Scholar] [CrossRef]
- Carroll, B.E.; Otis, R.A.; Borgonia, J.P.; Suh, J.; Dillon, R.P.; Shapiro, A.A.; Hofmann, D.C.; Liu, Z.K.; Beese, A.M. Functionally graded material of 304L stainless steel and Inconel 625 fabricated by directed energy deposition: Characterization and thermodynamic modeling. Acta Mater. 2016, 108, 46–54. [Google Scholar] [CrossRef]
- Meng, W.; Zhang, W.; Zhang, W.; Yin, X.; Cui, B. Fabrication of steel-Inconel functionally graded materials by laser melting deposition integrating with laser synchronous preheating. Opt. Laser Technol. 2020, 131, 106451. [Google Scholar] [CrossRef]
- Su, Y.; Chen, B.; Tan, C.; Song, X.; Feng, J. Influence of composition gradient variation on the microstructure and mechanical properties of 316 L/Inconel718 functionally graded material fabricated by additive manufacturing. J. Mater. Process. Technol. 2020, 283, 116702. [Google Scholar] [CrossRef]
- Nam, S.; Cho, H.; Kim, C.; Kim, Y.M. Effect of Process Parameters on Deposition Properties of Functionally Graded STS 316/Fe Manufactured by Laser Direct Metal Deposition. Metals 2018, 8, 607. [Google Scholar] [CrossRef]
- Fessler, J.; Nickel, A.; Link, G.; Priz, F. Functional Gradient Metallic Prototypes through Shape Deposition Manufacturing. In Proceedings of the International Solid Freeform Fabrication Symposium, Austin, TX, USA, 11–13 August 1997. [Google Scholar]
- FST Flame Spray Technologies. ST H13 (DIN 1.2344) Powder Datasheet.
- Metallied Powder Solutions SA Erasteel. Pearl® Micro 316L Datasheet.
- MatWeb Material Property Data. Available online: http://www.matweb.com/search/datasheet.aspx?matguid=193434cf42e343fab880e1dabdb143ba&ckck=1 (accessed on 16 December 2020).
- Boobio, L.D.; Bocklund, B.; Reichardt, A.; Otis, R.; Borgonia, J.P.; Dillon, R.P.; Shapiro, A.A.; McEnerney, B.W.; Hosemann, P.H.; Liu, Z.K.; et al. Analysis of formation and growth of the σ phase in additively manufactured functionally graded materials. J. Alloys Compd. 2020, 814, 151729. [Google Scholar] [CrossRef]
- Ostolaza, M.; Arrizubieta, J.I.; Cortina, M.; Lamikiz, A. Study of the reinforcement phase dilution into the metal matrix in functionally graded Stellite 6 and WC metal matrix composite by Laser Metal Deposition. Procedia CIRP 2020, 94, 330–335. [Google Scholar] [CrossRef]
- Verhoeven, J.D. Steel Metallurgy for the Non-Metallurgist; ASM International, Ohio: Materials Park, OH, USA, 2007; pp. 133–155. [Google Scholar] [CrossRef]
- Sourmail, T. Stainless Steels. Available online: http://thomas-sourmail.net/stainless/ (accessed on 16 December 2020).
- Zhou, L.; Liu, Y.; Li, Z.; Zhu, L.; Li, Y.; Xiong, A. Microstructure and properties of Fe-Cr-Ni alloy coatings on T10 steel by laser cladding. Mater. Res. Express 2019, 7, 016513. [Google Scholar] [CrossRef]
- Payson, P. The Metallurgy of Tool Steels; John Wiley & Sons, Inc.: London, UK, 1962. [Google Scholar]
- Dossett, J.; Totten, G.E. ASM Handbook, Volume 4A, Steel Heat Treating Fundamentals and Processes; ASM International: Materials Park, OH, USA, 2013. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Cr | Mo | Ni | V |
| AISI H13 | 0.41 | 5.12 | 1.33 | - | 1.13 |
| AISI 316L | <0.03 | 16.50–18.50 | 2.00–2.50 | 10–13 | - |
| AISI 1045 | 0.42–0.50 | - | - | - | - |
| Material | Si | Mn | P | S | Fe |
| AISI H13 | 0.80 | 0.25 | 0.010 | <0.010 | Bal. |
| AISI 316L | <1.00 | <2.00 | <0.045 | <0.015 | Bal. |
| AISI 1045 | - | 0.60–0.90 | <0.040 | <0.050 | Bal. |
| Layer | Composition (wt.%) |
|---|---|
| 1–3 | 100% AISI 316L |
| 4 | 80% AISI 316L + 20% AISI H13 |
| 5 | 60% AISI 316L + 40% AISI H13 |
| 6 | 40% AISI 316L + 60% AISI H13 |
| 7 | 20% AISI 316L + 80% AISI H13 |
| 8–10 | 100% AISI H13 |
| Layer | Power (W) | Scan Velocity (mm·min−1) | Powder Flow Rate (g·min−1) | |
|---|---|---|---|---|
| AISI 316L | AISI H13 | |||
| 1–3 | 625 | 550 | 5.00 | 0.00 |
| 4 | 620 | 530 | 4.00 | 0.66 |
| 5 | 615 | 510 | 3.00 | 1.32 |
| 6 | 610 | 490 | 2.00 | 1.98 |
| 7 | 605 | 470 | 1.00 | 2.64 |
| 8–10 | 600 | 450 | 0.00 | 3.30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ostolaza, M.; Arrizubieta, J.I.; Lamikiz, A.; Cortina, M. Functionally Graded AISI 316L and AISI H13 Manufactured by L-DED for Die and Mould Applications. Appl. Sci. 2021, 11, 771. https://doi.org/10.3390/app11020771
Ostolaza M, Arrizubieta JI, Lamikiz A, Cortina M. Functionally Graded AISI 316L and AISI H13 Manufactured by L-DED for Die and Mould Applications. Applied Sciences. 2021; 11(2):771. https://doi.org/10.3390/app11020771
Chicago/Turabian StyleOstolaza, Marta, Jon Iñaki Arrizubieta, Aitzol Lamikiz, and Magdalena Cortina. 2021. "Functionally Graded AISI 316L and AISI H13 Manufactured by L-DED for Die and Mould Applications" Applied Sciences 11, no. 2: 771. https://doi.org/10.3390/app11020771
APA StyleOstolaza, M., Arrizubieta, J. I., Lamikiz, A., & Cortina, M. (2021). Functionally Graded AISI 316L and AISI H13 Manufactured by L-DED for Die and Mould Applications. Applied Sciences, 11(2), 771. https://doi.org/10.3390/app11020771