
Optimized Fermentation and Freezing Conditions for Ready-to-Proof and Ready-to-Bake Frozen Dough of Sweet Bread


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Setting Up Processing Conditions Based on an Experimental Design
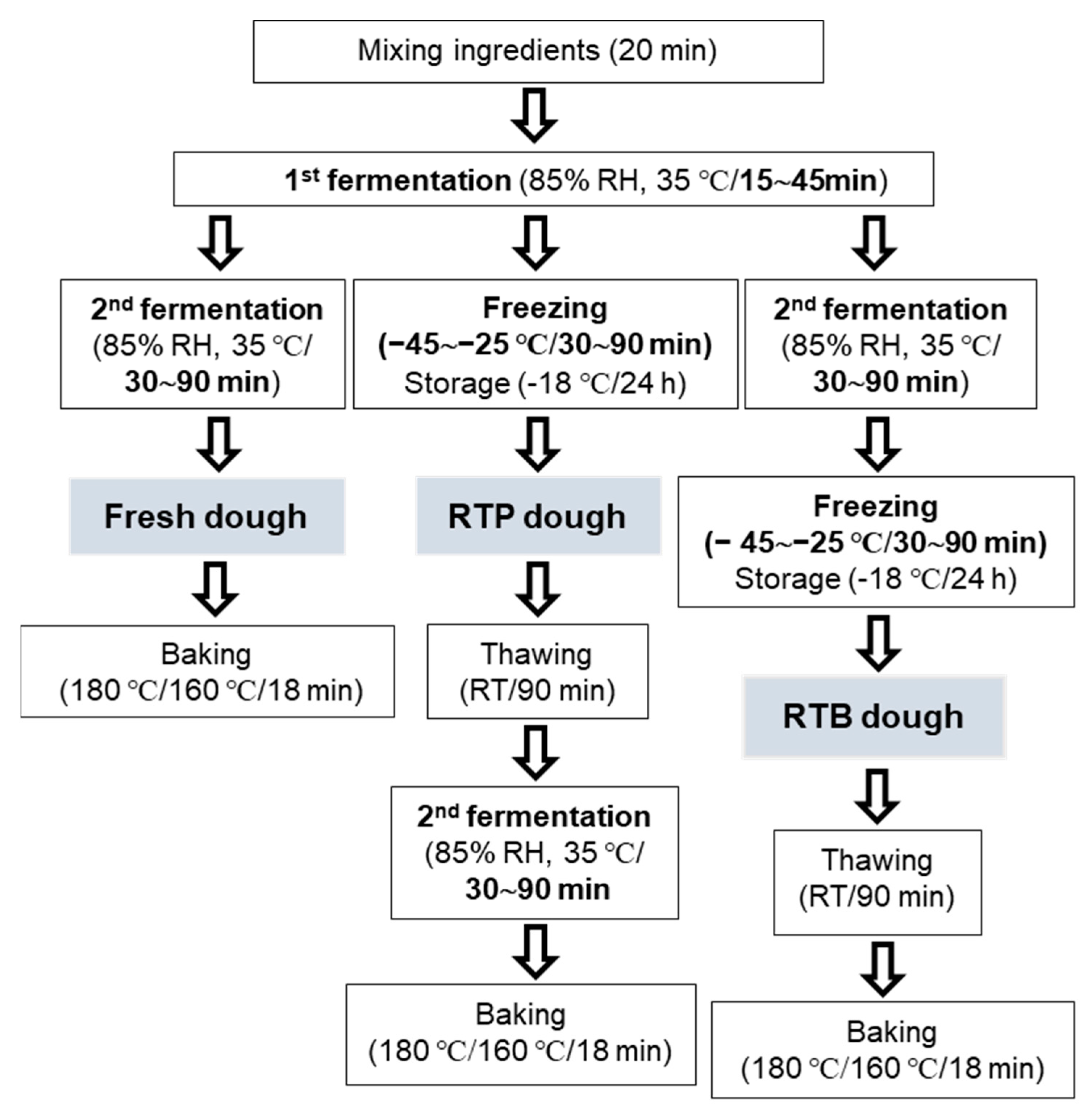
2.3. Preparation of Fresh and RTP and RTB Frozen Dough
2.4. Measurement of Bread Weight and Moisture Content
2.5. Measurement of Bread Crust Color
2.6. Assessment of Bread Height and Volume
2.7. Determination of Bread Crumb Firmness
2.8. Statistical Analysis
3. Results and Discussion
3.1. Weight, Moisture Content, and Crust Color of Bread
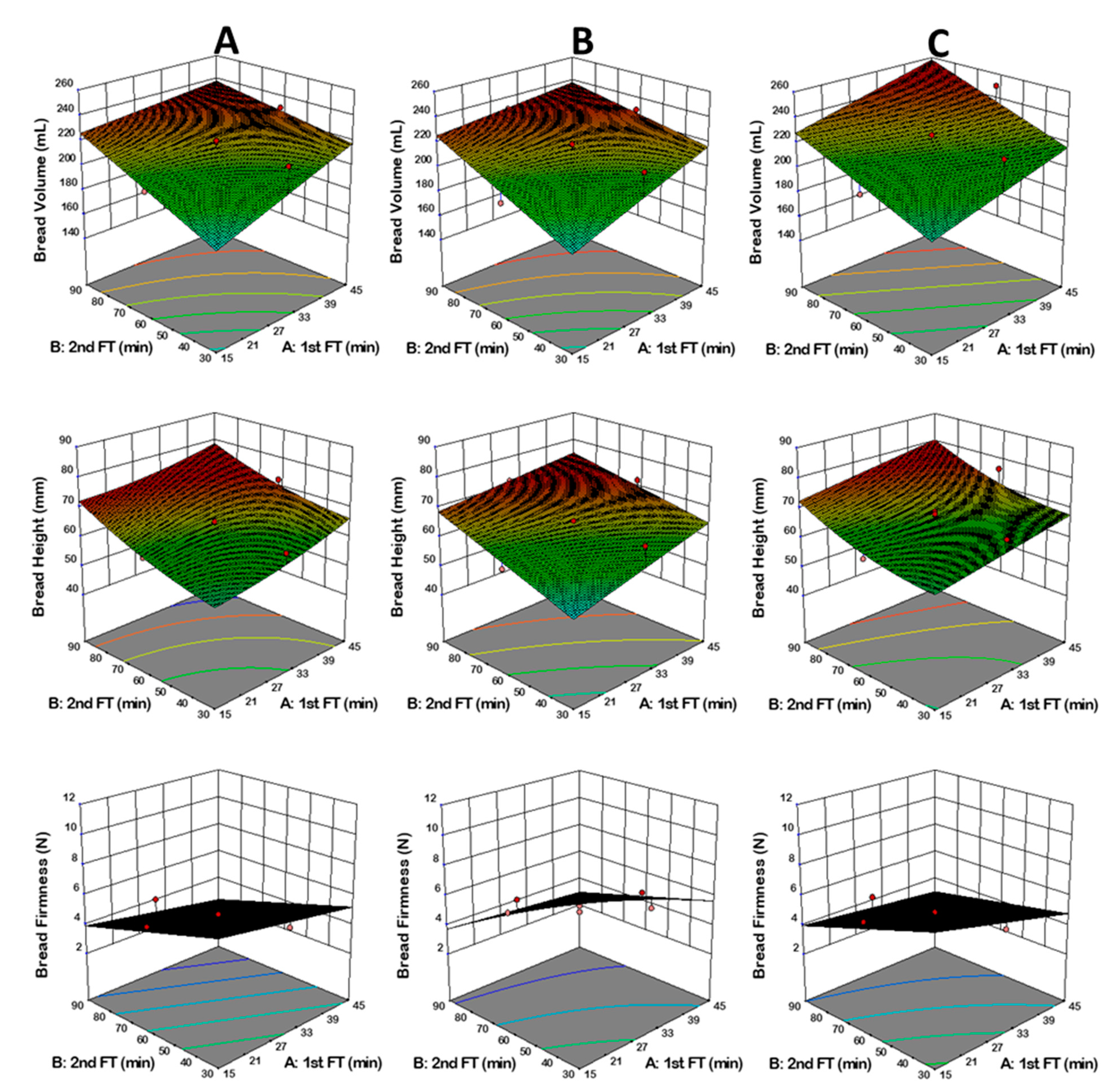
3.2. Volume of Bread
3.3. Height of Bread
3.4. Firmness of Bread Crumb
3.5. The Models Fitted for Quality Characteristics of Bread
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Frauenlob, J.; Moriano, M.E.; Innerkofler, U.; D’Amico, S.; Lucisano, M.; Schoenlechner, R. Effect of physicochemical and empirical rheological wheat flour properties on quality parameters of bread made from pre-fermented frozen dough. J. Cereal Sci. 2017, 77, 58–65. [Google Scholar] [CrossRef]
- Ayati, S.V.; Hamdami, N.; Le-Bail, A. Frozen sangak dough and bread properties: Impact of pre-fermentation and freezing rate. Int. J. Food Prop. 2016, 20, 782–791. [Google Scholar] [CrossRef] [Green Version]
- Le-Bail, A.; Nicolitch, C.; Vuillod, C. Fermented frozen dough: Impact of pre-fermentation time and of freezing rate for a pre-fermented frozen dough on final volume of the bread. Food Bioprocess Technol. 2010, 3, 197–203. [Google Scholar] [CrossRef]
- Kenny, S.; Wehrle, K.; Dennehy, T.; Arendt, E.K. Correlations between empirical and fundamental rheology measurements and baking performance of frozen bread dough. Cereal Chem. 1999, 76, 421–425. [Google Scholar] [CrossRef]
- Hino, A.; Takano, H.; Tanaka, Y. New freeze-tolerant yeast for frozen dough preparations. Cereal Chem. 1987, 64, 269–275. [Google Scholar]
- Ribotta, P.D.; León, A.E.; Añón, M.C. Effects of freezing in frozen dough. Cereal Chem. 2003, 80, 454–458. [Google Scholar] [CrossRef]
- Gharaie, Z.; Azizi, M.H.; Barzegar, M.; Aghagholizade, R. Effects of hydrocolloids on the rheological characteristics of dough and the quality of bread made from frozen dough. J. Texture Stud. 2015, 46, 365–373. [Google Scholar] [CrossRef]
- Luo, W.; Sun, D.W.; Zhu, Z.; Wang, Q.J. Improving freeze tolerance of yeast and dough properties for enhancing frozen dough quality-A review of effective methods. Trends Food Sci. Technol. 2018, 72, 25–33. [Google Scholar] [CrossRef]
- Giannou, V.; Kessoglou, V.; Tzia, C. Quality and safety characteristics of bread made from frozen dough. Trends Food Sci. Technol. 2003, 14, 99–108. [Google Scholar] [CrossRef]
- Akbarian, M.; Dehkordi, M.S.M.; Ghasemkhani, N.; Koladoozi, M.; Niknam, O.; Morshedi, A. Hydrocolloids and cryoprotectant used in frozen dough and effect of freezing on yeast survival and dough structure: A Review. Int. J. Life Sci. 2015, 9, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Sharadanant, R.; Khan, K. Effect of hydrophilic gums on frozen dough. I. Dough quality. Cereal Chem. 2003, 80, 764–772. [Google Scholar] [CrossRef]
- Sharadanant, R.; Khan, K. Effect of hydrophilic gums on frozen dough. II. Bread characteristics. Cereal Chem. 2003, 80, 773–780. [Google Scholar] [CrossRef]
- Lee, M.G.; Lee, J.M.; Chang, J.H.; Park, C.J. The effect of addition of potato starch on the frozen dough. Korean J. Food Nutr. 2000, 13, 403–410. [Google Scholar]
- Lee, J.H.; Choi, D.R.; Lee, S.K.; Lee, J.K. Effect of emulsifiers on properties of the breads made by dough frozen after first fermentation. J. Korean Soc. Appl. Biol. Chem. 2004, 47, 107–112. [Google Scholar]
- Choi, D.R.; Lee, J.H.; Yoon, Y.C.; Lee, S.K. Effect of vital wheat gluten on the quality characteristics of the dough frozen after 1st fermentation. Korean J. Food Sci. Technol. 2005, 37, 55–60. [Google Scholar]
- Park, B.J.; Shin, E.H.; Kim, S.H.; Park, C.S. Influence of emulsifiers and α-amylases on the quality of frozen dough. Korean J. Food Sci. Technol. 2006, 38, 59–67. [Google Scholar]
- Steffolani, M.E.; Ribotta, P.D.; Perez, G.T.; Puppo, M.C.; León, A.E. Use of enzymes to minimize dough freezing damage. Food Bioprocess Technol. 2012, 5, 2242–2255. [Google Scholar] [CrossRef]
- Omedi, J.O.; Huang, W.; Zhang, B.; Li, Z.; Zheng, J. Advances in present-day frozen dough technology and its improver and novel biotech ingredients development trends-A review. Cereal Chem. 2019, 96, 34–56. [Google Scholar] [CrossRef] [Green Version]
- Rouille, J.; Le Bail, A.; Courcoux, P. Influence of formulation and mixing conditions on breadmaking qualities of French frozen dough. J. Food Eng. 2000, 43, 197–203. [Google Scholar] [CrossRef]
- Ban, C.; Yoon, S.; Han, J.; Kim, S.O.; Han, J.S.; Lim, S.; Choi, Y.J. Effects of freezing rate and terminal freezing temperature on frozen croissant dough quality. LWT-Food Sci. Technol. 2016, 73, 219–225. [Google Scholar] [CrossRef]
- Hsu, K.H.; Hoseney, R.C.; Seib, P.A. Frozen dough. II. Effects of freezing and storing conditions on the stability of yeasted doughs. Cereal Chem. 1979, 56, 424–426. [Google Scholar]
- Zhao, Y.; Kweon, M. Formula optimization of ready-to-proof and ready-to-bake frozen dough of sweet bread using response surface methodology. LWT-Food Sci. Technol. 2021, 139, 110581. [Google Scholar] [CrossRef]
- AACC. Method 08-01.01, 10-05.01, 42-50.01, 44-15.02, 56-11.02, 74-09.01. In Approved Methods of Analysis, 11th ed.; AACC International: St. Paul, MN, USA, 2010. [Google Scholar]
- Jang, K.J.; Hong, Y.E.; Moon, Y.J.; Jeon, S.J.; Angalat, S.; Kweon, M. Exploring the applicability of tamarind gum for making gluten-free rice bread. Food Sci. Biotechnol. 2018, 27, 1639–1648. [Google Scholar] [CrossRef]
- Hsu, K.H.; Hoseney, R.C.; Seib, P.A. Frozen dough. I. Factors affecting stability of yeasted doughs. Cereal Chem. 1979, 56, 419–424. [Google Scholar]
- Räsänen, J.; Härkönen, H.; Autio, K. Freeze-thaw stability of prefermented frozen lean wheat doughs: Effect of flour quality and fermentation time. Cereal Chem. 1995, 72, 637–642. [Google Scholar]
- Öhgren, C.; Fabregat, N.; Langton, M. Quality of bread baked from frozen dough–effects of rye, and sugar content, kneading time and proofing profile. LWT-Food Sci. Technol. 2016, 68, 626–633. [Google Scholar] [CrossRef] [Green Version]
- Lucas, T.; Grenier, D.; Bornett, M.; Challois, S.; Quellec, S. Bubble growth and collapse in pre-fermented doughs during freezing, thawing and final proving. Food Res. Int. 2010, 43, 1041–1048. [Google Scholar] [CrossRef]
- Kenny, S.; Grau, H.; Arendt, E.K. Use of response surface methodology to investigate the effects of processing conditions on frozen dough quality and stability. Eur. Food Res. Technol. 2001, 213, 323–328. [Google Scholar] [CrossRef]
- Kittisuban, P.; Ritthiruangdej, P.; Suphantharika, M. Optimization of hydroxypropylmethylcellulose, yeast β-glucan, and whey protein levels based on physical properties of gluten-free rice bread using response surface methodology. LWT-Food Sci. Technol. 2014, 57, 738–748. [Google Scholar] [CrossRef]
- Suwannarong, S.; Wongsagonsup, R.; Luangpituksa, P.; Wongkongkatep, J.; Somboonpanyakul, P.; Suphantharika, M. Optimization of yeast β-glucan and additional water levels, and chilled storage time on characteristics of chilled bread using response surface methodology. J. Food Meas. Charact. 2019, 13, 1683–1694. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| Standard Order | Run Order | First Fermentation Time (min) | Second Fermentation Time (min) | Freezing Temperature (°C) | Freezing Time (min) |
|---|---|---|---|---|---|
| 1 | 11 | 15 | 30 | −45 | 30 |
| 2 | 20 | 45 | 30 | −45 | 30 |
| 3 | 6 | 15 | 90 | −45 | 30 |
| 4 | 27 | 45 | 90 | −45 | 30 |
| 5 | 18 | 15 | 30 | −25 | 30 |
| 6 | 21 | 45 | 30 | −25 | 30 |
| 7 | 7 | 15 | 90 | −25 | 30 |
| 8 | 15 | 45 | 90 | −25 | 30 |
| 9 | 10 | 15 | 30 | −45 | 90 |
| 10 | 23 | 45 | 30 | −45 | 90 |
| 11 | 3 | 15 | 90 | −45 | 90 |
| 12 | 24 | 45 | 90 | −45 | 90 |
| 13 | 26 | 15 | 30 | −25 | 90 |
| 14 | 9 | 45 | 30 | −25 | 90 |
| 15 | 13 | 15 | 90 | −25 | 90 |
| 16 | 17 | 45 | 90 | −25 | 90 |
| 17 | 2 | 15 | 60 | −35 | 60 |
| 18 | 12 | 45 | 60 | −35 | 60 |
| 19 | 14 | 30 | 30 | −35 | 60 |
| 20 | 4 | 30 | 90 | −35 | 60 |
| 21 | 5 | 30 | 60 | −45 | 60 |
| 22 | 19 | 30 | 60 | −25 | 60 |
| 23 | 1 | 30 | 60 | −35 | 30 |
| 24 | 22 | 30 | 60 | −35 | 90 |
| 25 | 25 | 30 | 60 | −35 | 60 |
| 26 | 8 | 30 | 60 | −35 | 60 |
| 27 | 16 | 30 | 60 | −35 | 60 |
| Response | Fresh Dough | RTP Dough | RTB Dough | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Min | Max | Mean | Min | Max | Mean | Min | Max | Mean | |
| Weight (g) | 63.8 | 64.7 | 64.2 | 63.6 | 64.9 | 64.1 | 63.2 | 65.5 | 64.6 |
| Moisture (%) | 30.6 | 33.5 | 31.8 | 31.0 | 35.3 | 32.6 | 31.1 | 35.9 | 33.1 |
| Volume (mL) | 156.2 | 235.2 | 202.8 | 153.9 | 233.2 | 200.7 | 156.3 | 249.9 | 208.1 |
| Height (mm) | 46.5 | 72.3 | 61.5 | 45.5 | 72.1 | 61.8 | 49.3 | 76.4 | 64.3 |
| Firmness (N) | 1.0 | 10.1 | 5.2 | 4.1 | 10.6 | 6.5 | 4.1 | 13.8 | 7.9 |
| Color L* | 36.9 | 43.2 | 41.0 | 38.1 | 44.2 | 41.1 | 37.6 | 49.2 | 42.9 |
| Color a* | 15.9 | 18.5 | 17.8 | 14.4 | 17.6 | 16.3 | 15.5 | 18.3 | 17.1 |
| Color b* | 19.6 | 24.6 | 21.8 | 17.2 | 25.0 | 21.5 | 19.1 | 28.8 | 24.5 |
| Response | Fresh Dough | Rtp Dough | Rtb Dough | |||
|---|---|---|---|---|---|---|
| Factor | p-Value | Factor | p-Value | Factor | p-Value | |
| Weight | ns (1) | ns | ns | |||
| Moisture | ns | ns | ns | |||
| Volume | A (2) | <0.0001 | A | <0.0001 | A | <0.0001 |
| B | <0.0001 | B | <0.0001 | B | <0.0001 | |
| Height | A | <0.0001 | A | <0.0001 | A | <0.0001 |
| B | <0.0001 | B | <0.0001 | B | <0.0001 | |
| C | 0.0181 | |||||
| Firmness | A | <0.0001 | A | <0.0001 | A | <0.0001 |
| B | <0.0001 | B | <0.0001 | B | <0.0001 | |
| Color L* | ns | ns | B | 0.0045 | ||
| Color a* | ns | B | 0.0116 | A | 0.0010 | |
| C | 0.0018 | B | 0.0002 | |||
| D | 0.0181 | |||||
| Color b* | ns | B | 0.0463 | A | 0.0015 | |
| C | 0.0059 | B | <0.0001 | |||
| Response | Dough | Source | DF | Sum of Squares | Mean Square | F Value | R2 | AdjR2 |
|---|---|---|---|---|---|---|---|---|
| Bread volume | Fresh | Model | 5 | 11,065.60 | 2213.12 | 27.89 *** | 0.868 | 0.838 |
| Residual | 21 | 1666.30 | 79.35 | |||||
| Total | 26 | 12,731.90 | ||||||
| RTP | Model | 8 | 11,868.74 | 1483.59 | 24.64 *** | 0.916 | 0.879 | |
| Residual | 15 | 12,858.01 | 857.20 | |||||
| Total | 29 | 92,832.24 | ||||||
| RTB | Model | 4 | 14,833.25 | 3708.31 | 35.91 *** | 0.867 | 0.843 | |
| Residual | 22 | 2272.04 | 103.27 | |||||
| Total | 26 | 17,105.29 | ||||||
| Bread height | Fresh | Model | 14 | 1486.24 | 106.16 | 16.81 *** | 0.952 | 0.895 |
| Residual | 12 | 75.80 | 6.32 | |||||
| Total | 29 | 1562.04 | ||||||
| RTP | Model | 5 | 1468.86 | 293.77 | 45.58 *** | 0.916 | 0.896 | |
| Residual | 21 | 135.34 | 6.44 | |||||
| Total | 26 | 1604.20 | ||||||
| RTB | Model | 5 | 1264.40 | 252.88 | 37.76 *** | 0.900 | 0.876 | |
| Residual | 21 | 793.01 | 52.87 | |||||
| Total | 26 | 2889.05 | ||||||
| Bread firmness | Fresh | Model | 4 | 63.70 | 15.93 | 36.51 *** | 0.869 | 0.845 |
| Residual | 22 | 9.60 | 0.44 | |||||
| Total | 26 | 73.30 | ||||||
| RTP | Model | 8 | 148.00 | 18.50 | 60.00 *** | 0.964 | 0.948 | |
| Residual | 18 | 5.55 | 0.31 | |||||
| Total | 26 | 153.55 | ||||||
| RTB | Model | 5 | 57.91 | 11.58 | 33.93 *** | 0.890 | 0.864 | |
| Residual | 21 | 7.17 | 0.34 | |||||
| Total | 26 | 65.08 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Kweon, M. Optimized Fermentation and Freezing Conditions for Ready-to-Proof and Ready-to-Bake Frozen Dough of Sweet Bread. Appl. Sci. 2021, 11, 7904. https://doi.org/10.3390/app11177904
Zhao Y, Kweon M. Optimized Fermentation and Freezing Conditions for Ready-to-Proof and Ready-to-Bake Frozen Dough of Sweet Bread. Applied Sciences. 2021; 11(17):7904. https://doi.org/10.3390/app11177904
Chicago/Turabian StyleZhao, Yuxia, and Meera Kweon. 2021. "Optimized Fermentation and Freezing Conditions for Ready-to-Proof and Ready-to-Bake Frozen Dough of Sweet Bread" Applied Sciences 11, no. 17: 7904. https://doi.org/10.3390/app11177904
APA StyleZhao, Y., & Kweon, M. (2021). Optimized Fermentation and Freezing Conditions for Ready-to-Proof and Ready-to-Bake Frozen Dough of Sweet Bread. Applied Sciences, 11(17), 7904. https://doi.org/10.3390/app11177904