1. Introduction
Glass fiber reinforced plastics (GFRPs) have been widely used for decades for building small ships, such as fishing boats and yachts [
1,
2], as they exhibit good specific strength, corrosion resistance, and excellent workability. Many GFRP ships are manufactured with a large design margin, as this enables faster and cheaper production. However, it also results in heavier vessels due to the thicker GFRP laminate structures. Laminate structures for composite ships are considerably thicker than those used for aviation and automobile components, which can cause adverse structural effects such as fatigue over the ship’s lifetime [
3]. In addition, GFRPs have elicited environmental concerns related to their poor recyclability and issues during drying and disposal [
4,
5]. Accordingly, increased research attention has been directed toward the optimal design and weight reduction of GFRP ships.
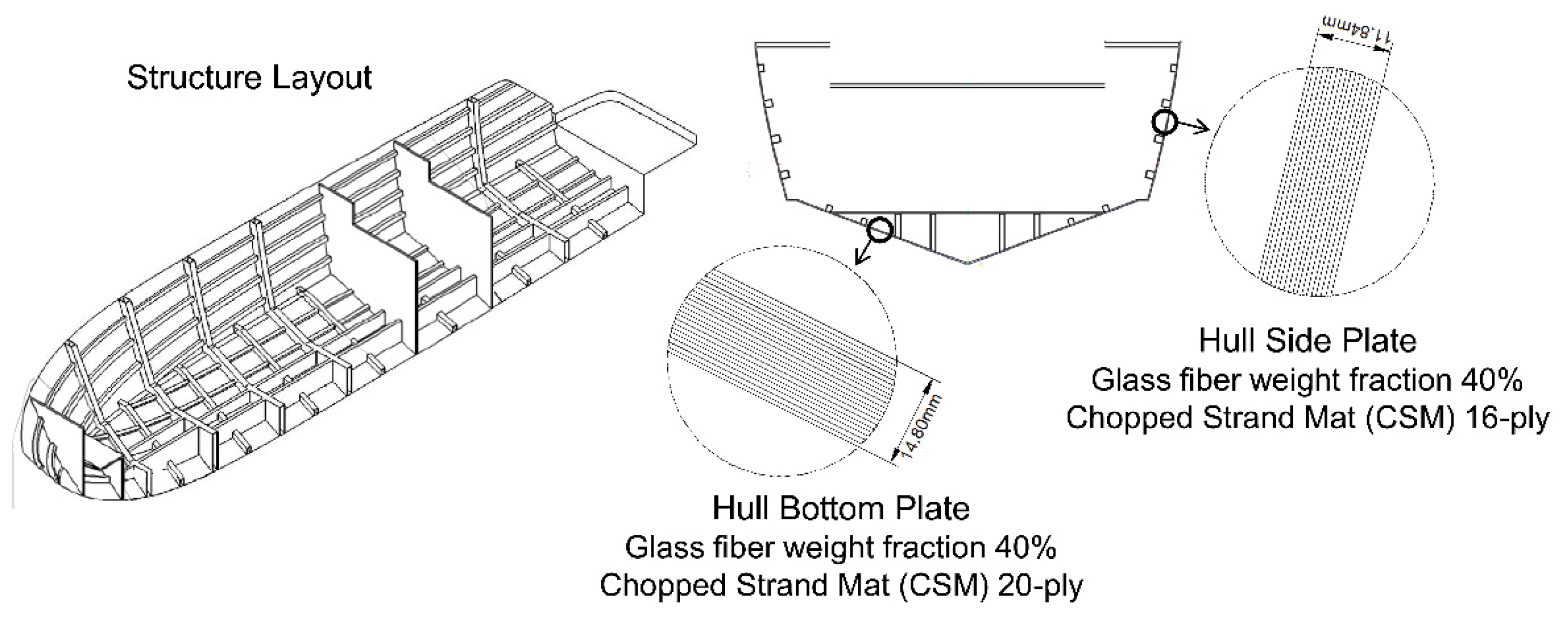
The design regulations for GFRP structures of small crafts are addressed in the international standard ISO 12215-5 [
6]. The laminate thickness, controlled by the number of glass fiber cloth layers (plies), is designed based on ship variables such as hull shape, displacement, speed, and hull form, as well as structural variables such as the layout of stiffeners, design loads, and the design of the composite material (type of reinforcement material, reinforcement method, and mechanical properties) [
7,
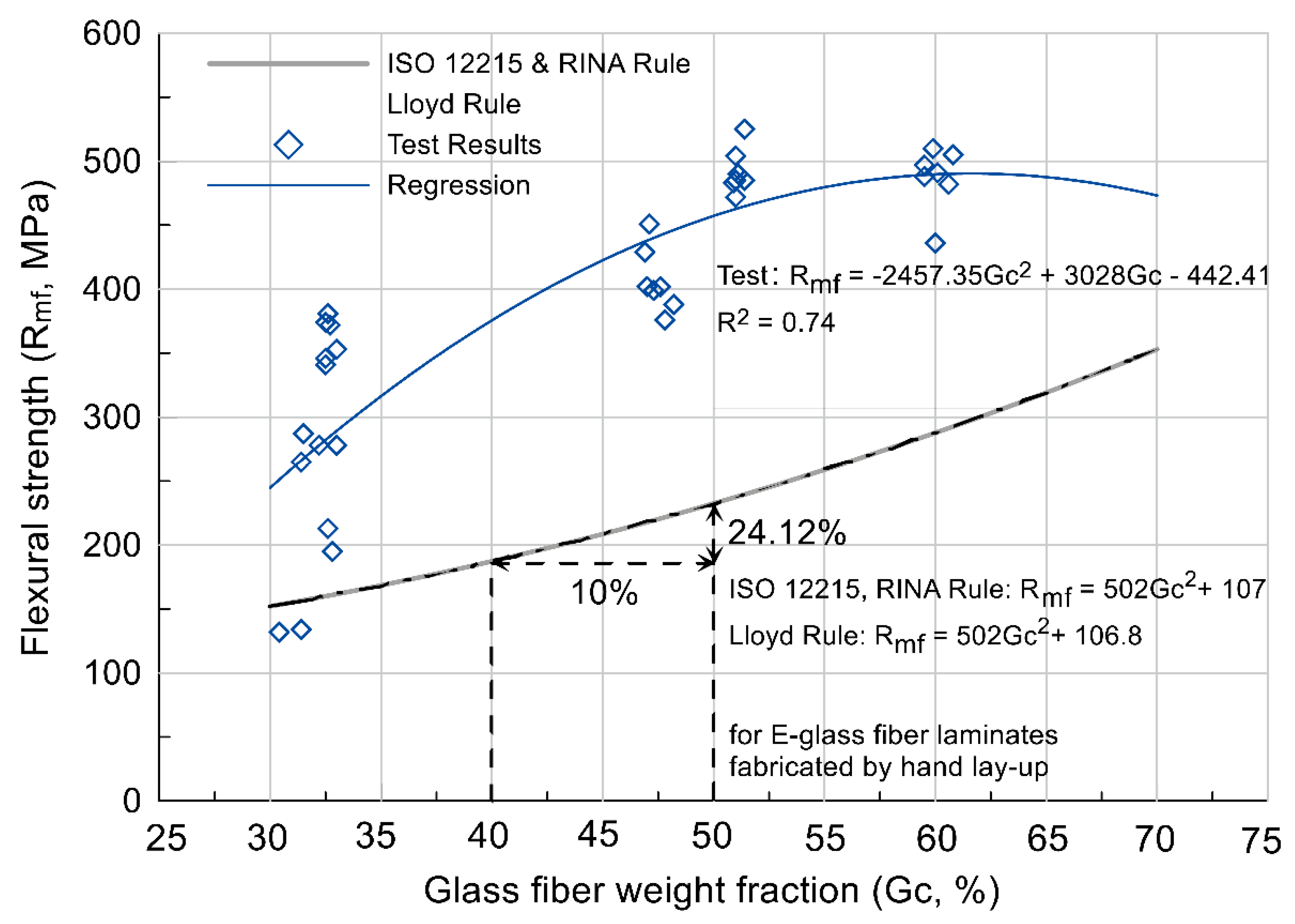
8]. The glass fiber weight fraction, Gc, is a critical design element that significantly affects the mechanical properties of the laminate. The ISO standards and classification society rules provide equations for estimating the mechanical properties of laminate structures according to variations in Gc. These theoretical equations are also differentiated according to the type of glass fiber, reinforcement method, number of plies, and amount of resin used [
6,
9,
10].
However, while Gc is an important indicator of the fabrication quality of a laminate structure [
11], the quality of the laminate can vary widely according to the manufacturing method, environment, and operator skill level. GFRP ships are typically manufactured using the hand lay-up method, which can lead to degradation of the glass fiber or resin due to human error [
12,
13]. Moreover, the laminate structures often contain fabrication defects, such as porosity or voids. These fabrication defects can have a significant impact on the physical performance of the laminate structure, even if Gc meets the design parameters [
14,
15,
16].
For ships that adopt special glass fibers, special structures, or structures thinner than the rules allow, classification societies require manufacturers to disclose the Gc of the laminate structure along with the results of material tests. The mechanical properties are often verified by fracture testing according to the ASTM standards [
3,
7,
11,
17], while experimental methods (e.g., resin burn-off) or theoretical calculations are recommended to determine Gc. Nevertheless, the classification rules do not provide detailed specifications on determining Gc. In addition, because of the flexible fabrication characteristics and different types and combinations of materials, it is difficult to verify that laminates are fabricated according to the designed Gc.
To aid the design and manufacture of GFRP laminates for shipbuilding, it is critical to identify an accurate and consistent method of determining Gc. The method should also measure the size and volume of voids inside the laminate structure, as well as the measurement error of the outer shape. Considering the diverse methods currently in use to determine Gc and defect incidence, a comparative study of the different methods is of significant applicative interest. Herein, we empirically tested four different methods of measuring the Gc of GFRP ship components: a widely used theoretical calculation proposed in the classification rules; direct measurement of the volume and weight or relative density of a specimen followed by calculation of Gc; and the burn-off method, wherein the resin matrix is combusted from the laminate. The methods were used to assess two types of composite hull plates for a 16-m ship. A comparative analysis of the results methods was then conducted to determine:
The reliability of each method for analyzing the laminate structure and establishing the manufacturing precision according to the material design
The accuracy of each method for testing the fabrication quality of the laminate structure
The advantages and disadvantages of each method
Overall, we found that the calculation method is effective at measuring Gc if the quality of the manufacturing process is known, but that it cannot detect fabrication errors. The direct measurement methods are also unsuitable for determining the volume of inner defects. In contrast, the burn-off method can accurately measure Gc, the defect volume, and the non-uniformity of the external shape; hence, this method is recommended for ship design when the exact Gc and fabrication quality need to be known. There has been considerable research in other industries on fiber-reinforced composites. However, limited research has been conducted on the use of GFRPs in shipbuilding. Therefore, we expect that this comparative study on methods for assessing laminate structures of actual GFRP ship components will provide a good reference for GFRP ship design.
5. Discussion
The Gc values of the two hull plates with different design Gc were verified through four methods.
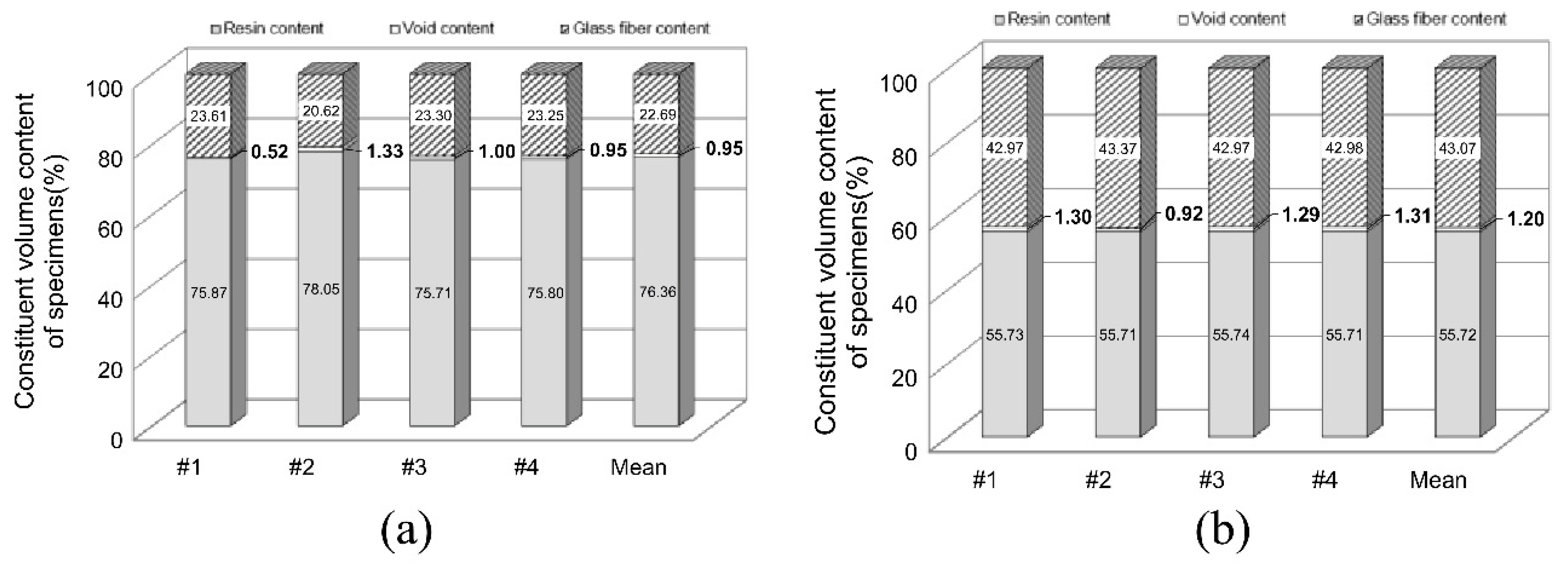
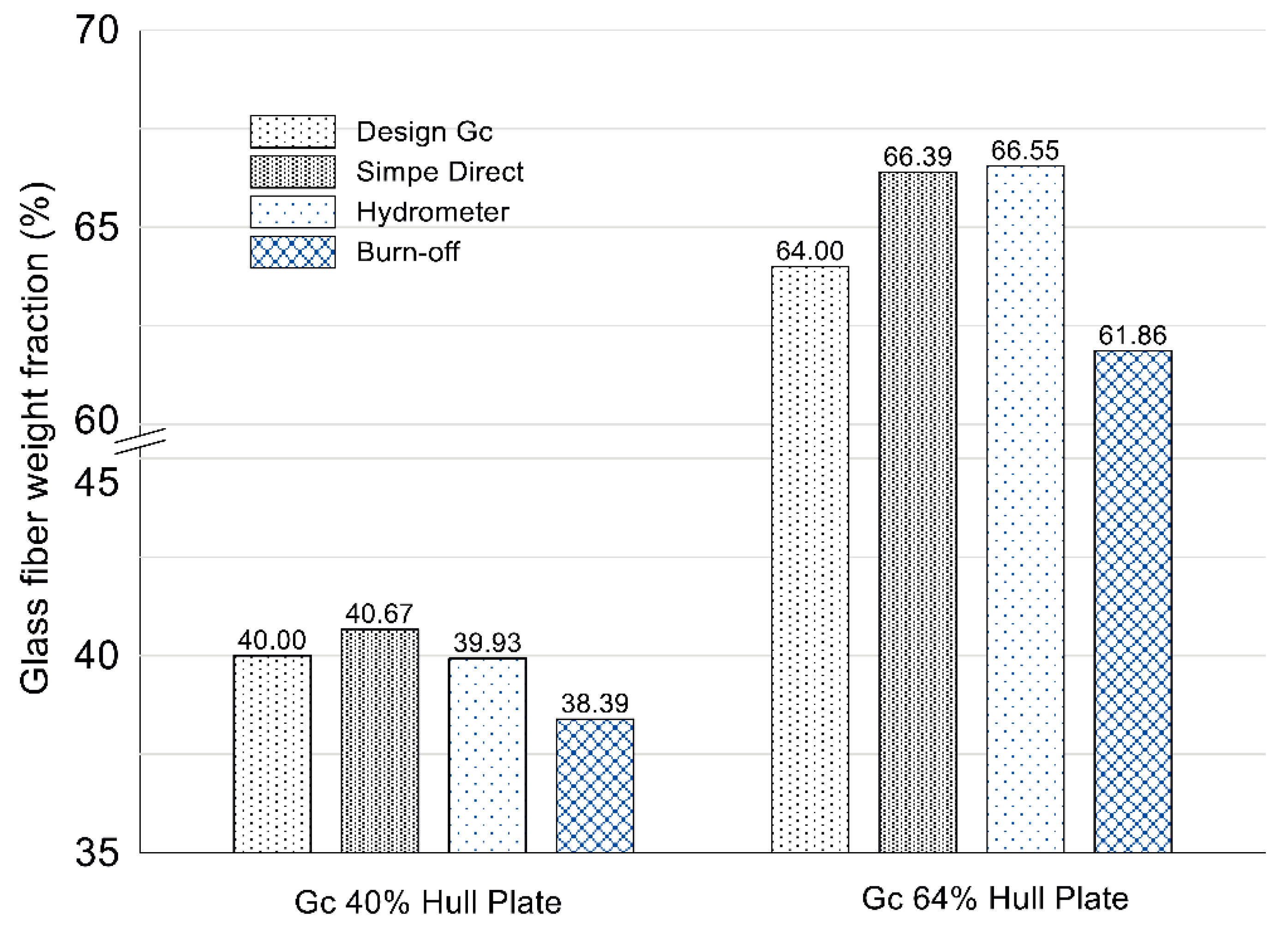
Figure 15 shows a comparison of the experimental results. The differences between the Gc values obtained by the simple direct measurement and hydrometer method were not significant, because the error in the measurement of the external volume was relatively small. Therefore, the discrepancies in the results obtained using the burn-off method are likely due to differences in the volume of inner defects, such as voids. In other words, it was found that the volumes of hull plates with design Gc values of 40 and 64 wt.% contained voids with volumes comprising 0.95 and 1.20 wt.% of the total volume. As shown in
Figure 14, the larger difference in the measured results for the Gc 64 wt.% hull plate can be considered to arise from the fabrication qualities of the laminate structures. Furthermore, although these are relatively well-fabricated prototypes produced using the vacuum infusion method, the differences in the results are not negligible. For example, the 2.14 wt.% difference in Gc obtained in the burn-off measurement method for the hull plate with a design Gc value of 64 wt.% corresponds to a decrease in the bending strength of the laminate of about 4.32%, based on the ISO 12215 equations.
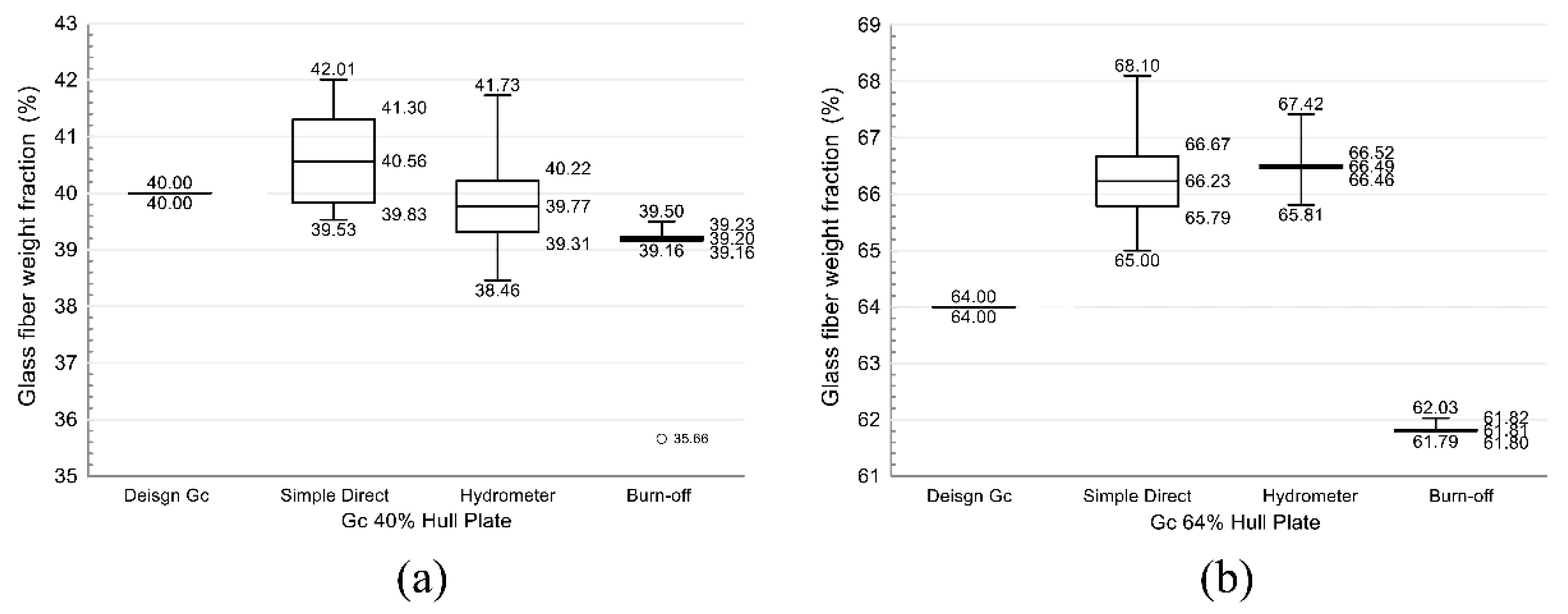
The experimental results are summarized in the form of a box plot, as shown in
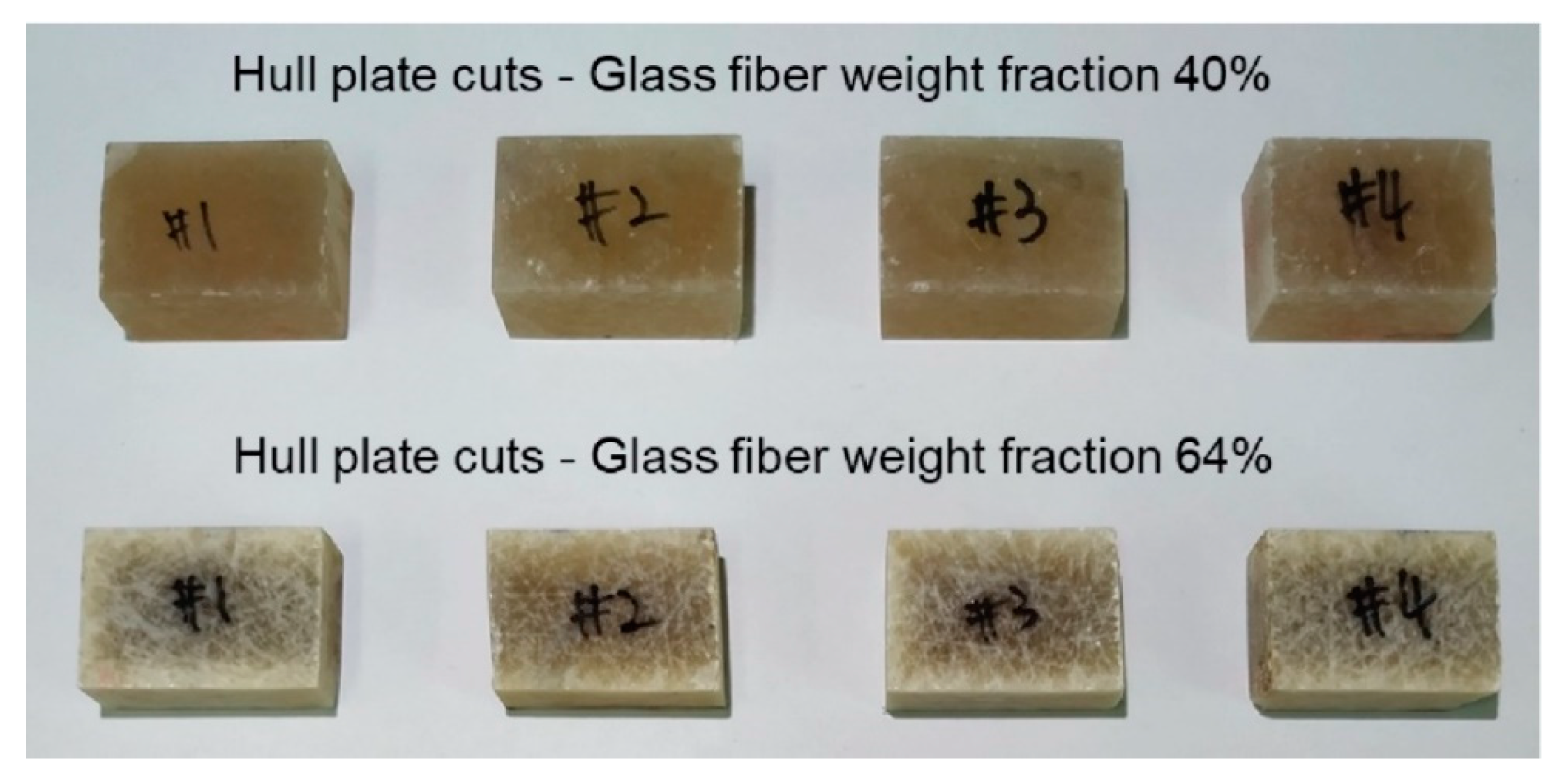
Figure 16. In the case of the 40 wt.% Gc hull plate, the shape, including the thickness, corresponded well with the design. Nevertheless, nonuniform impregnation of the polyester resin can be confirmed by the deviation in Gc value shown in
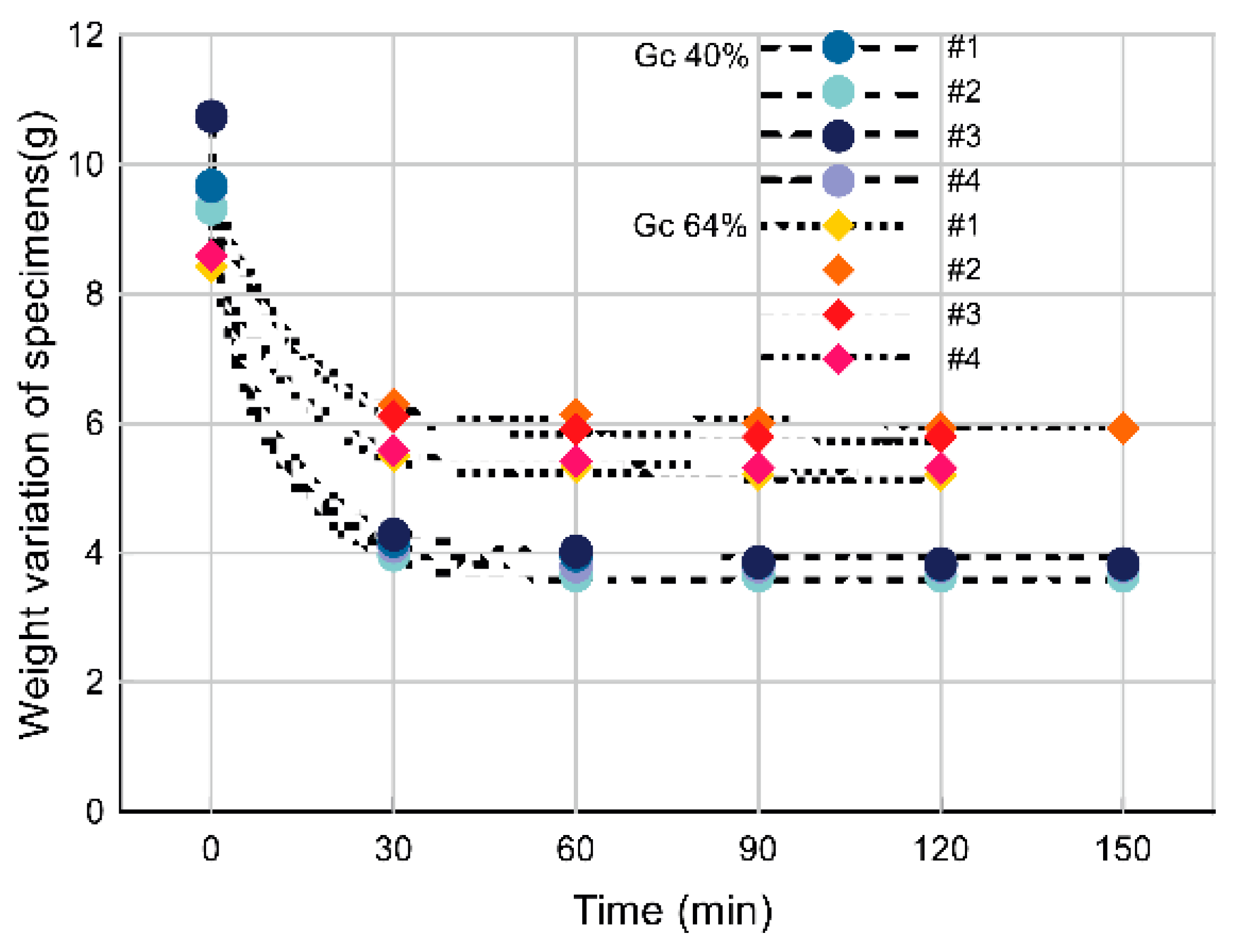
Figure 15. In particular, as shown in
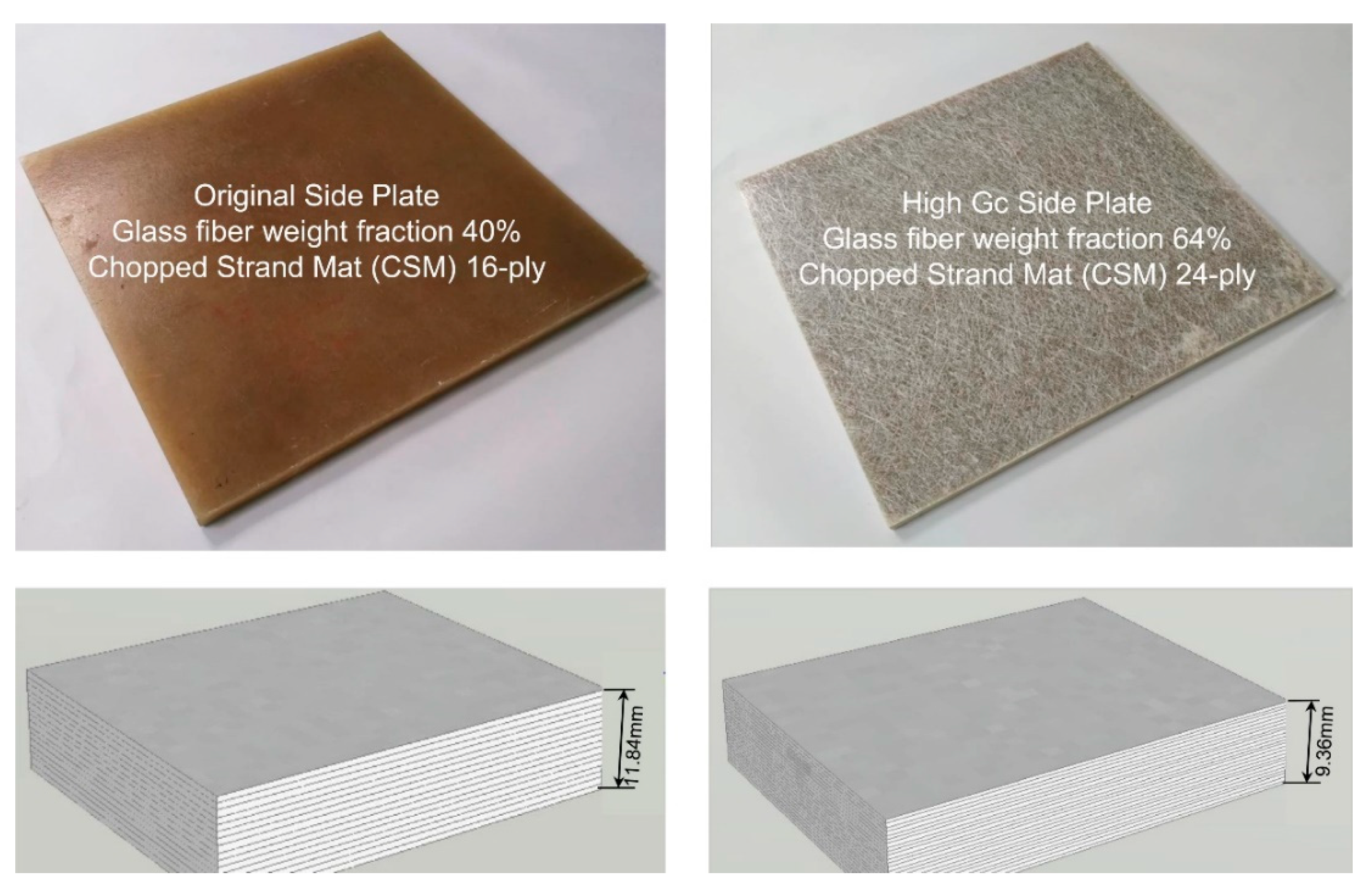
Figure 14, specimen #2 (with a Gc of 35.66 wt.%) contained a relatively large volume of voids and polyester. In the case of the hull plate with a Gc of 64 wt.%, it can be confirmed from the increased Gc seen with the simple direct and hydrometer measurement methods that the pressure of the air compressor was slightly excessive during infusion. This was done to achieve the high Gc level, and it was confirmed that they were fabricated with a thickness slightly below the design thickness. However, this does not constitute an increase in the actual Gc value, but rather an increase in the internal void volume. This resulted in a lower E-glass fiber content, relative to the content specified in the design, and this was confirmed in the burn-off measurement results.
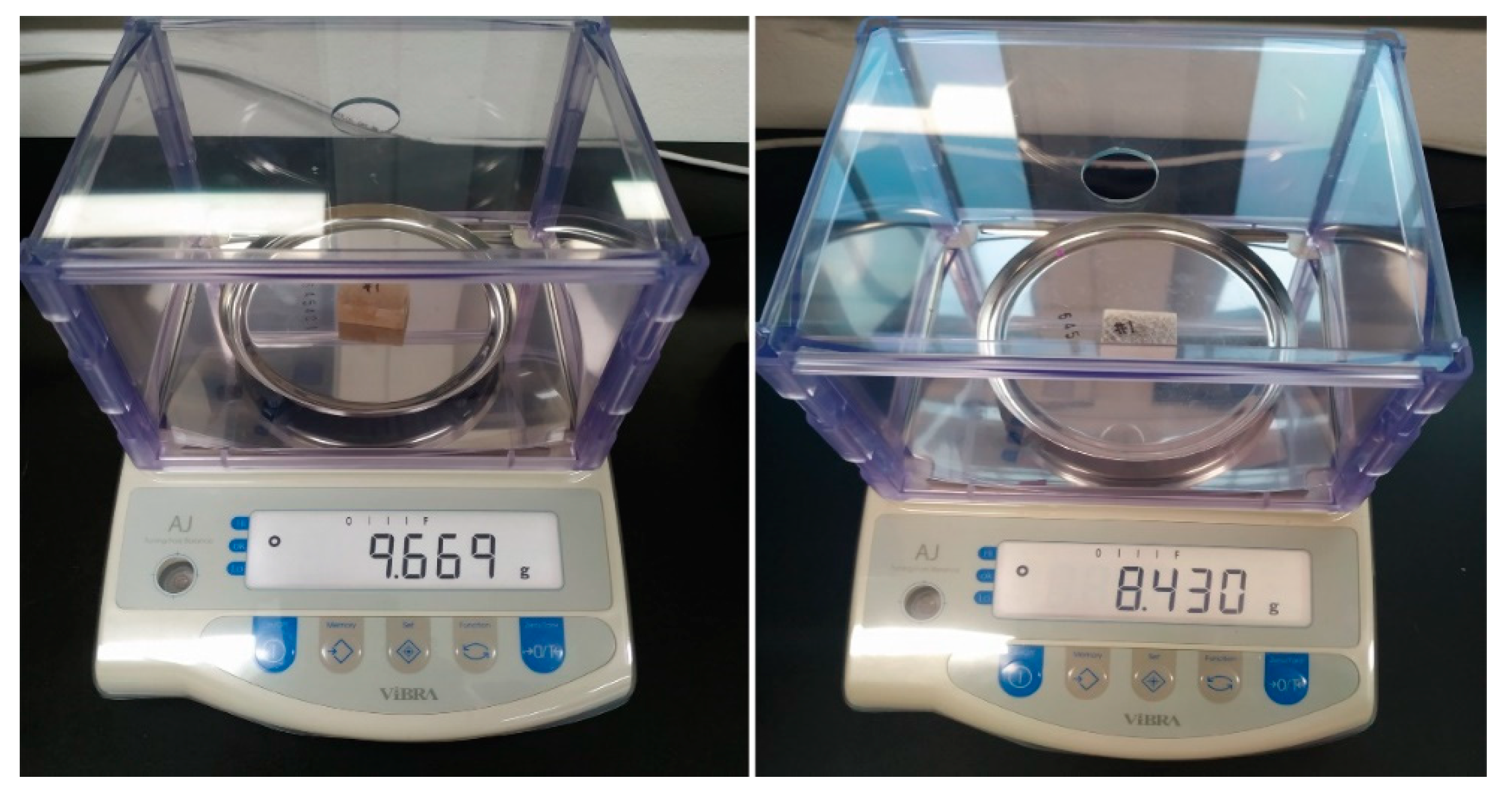
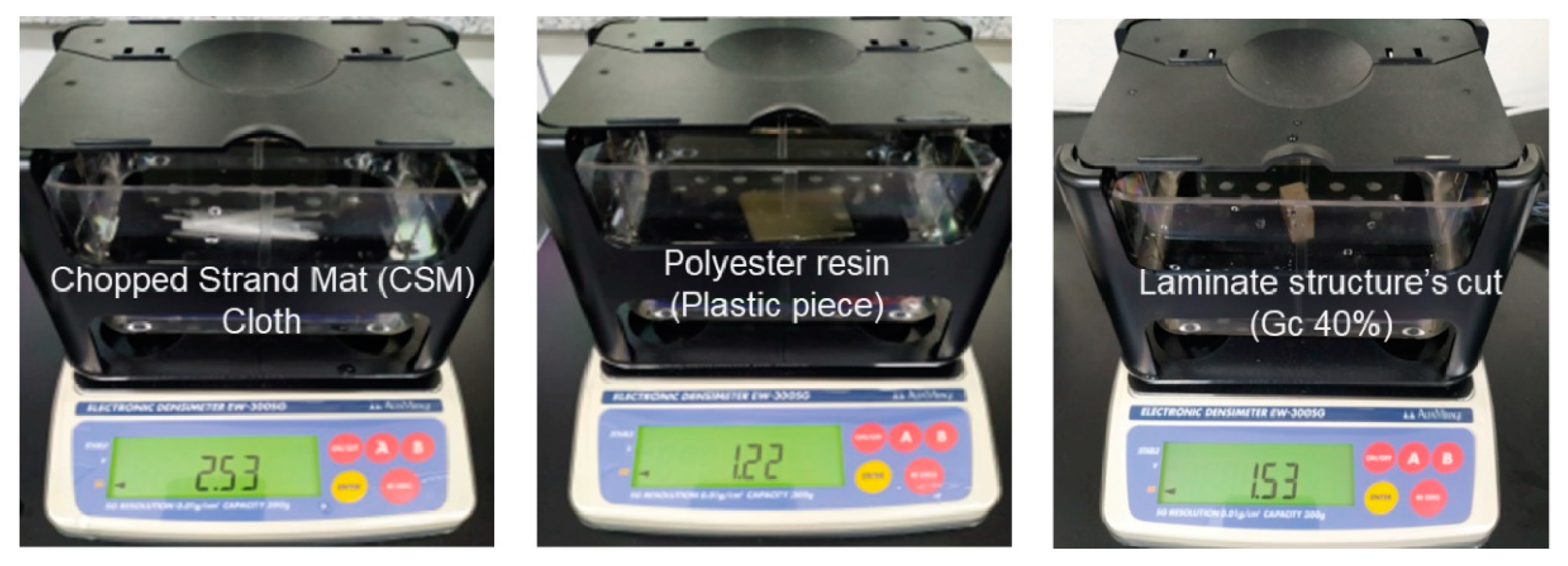
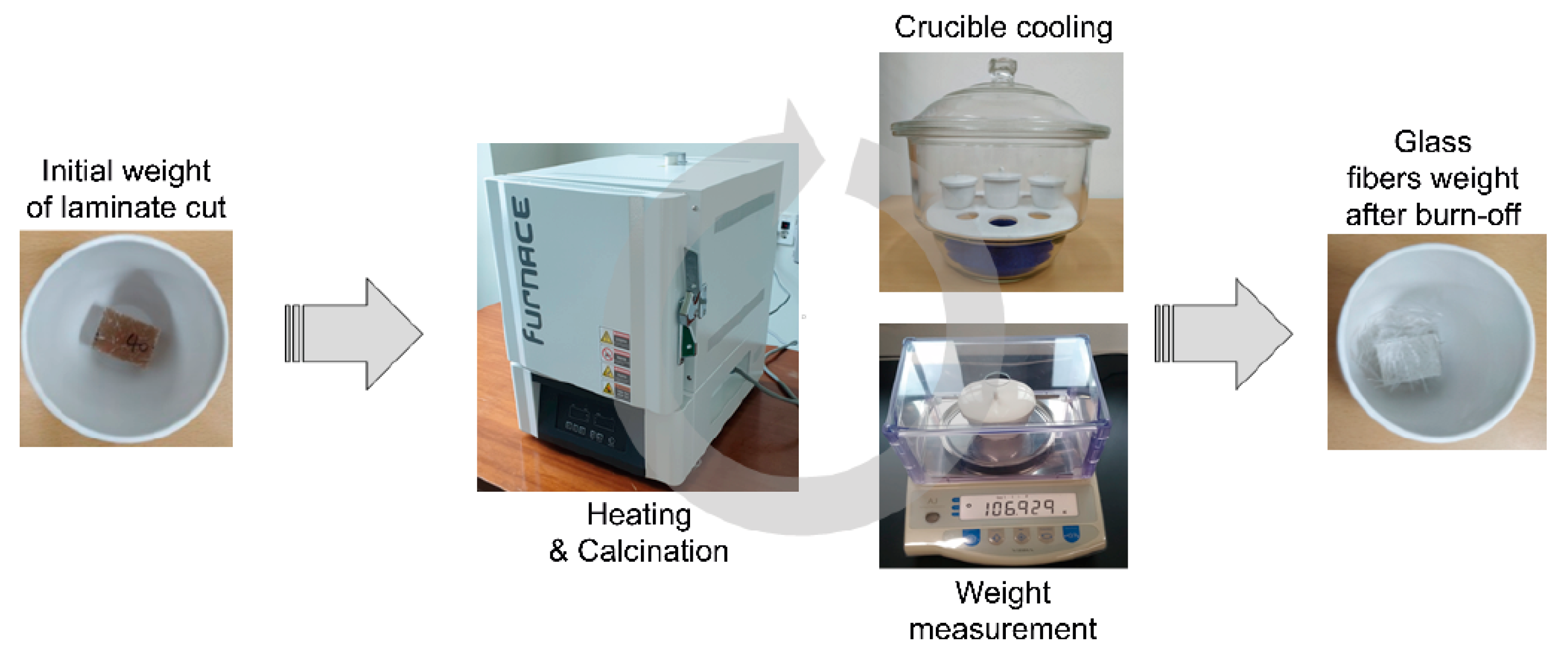
The results of each measurement method may be summarized as follows: the rule calculation can be used very quickly and efficiently if the ship design and material design are known. However, depending on the manufacturing quality of laminate structures, the errors in the measurements of physical properties may increase, and these errors cannot be confirmed. To reduce this error, it is reasonable to use the density suggested by the manufacturer or the density measured directly, rather than use the density of the fiber and resin suggested by the rule. In the simple direct measurement, the differences in shape between the design and laminate can be easily compared. In particular, it is easy to identify key errors from the comparisons of laminate thicknesses and weights. Nonetheless, it is preferable to use a device such as a hydrometer to identify apparent quality defects involving the density of raw materials or the non-uniformity of the external shape. However, with these methods, the effect of internal defects on Gc cannot be identified. Using the burn-off measurement method, suggested in the rules of classification societies, it was possible to measure Gc most accurately, and defects in laminates, including voids, could also be measured very accurately. However, this method requires specialized knowledge regarding analysis with the equipment used for combustion.
6. Conclusions
In this study, the Gc values of two hull plates of composite ships with different glass fiber weight fractions were measured using rule calculation, simple direct measurement, hydrometer, and burn-off methods, with the aim of identifying the change in fabrication quality resulting from quantitative changes in Gc. Because laminate structures for hull plates are typically fabricated by mixing two or more cloths in building yards, large differences can occur between the fabricated laminate structure and the designed structure. The following conclusions were obtained with these practical measurement tests.
Because the rule calculation suggested by classification societies is based on statistics and long-term experience, a logical and relatively accurate Gc value can be calculated for laminate structure design. For more accurate structure determinations, direct measurements using tools such as a hydrometer are recommended. However, only the combustion method was able to measure both the volume of internal defects and Gc with high accuracy.
Overall, it is reasonable to conclude that, in the case of a high-performance ship or a ship built using new materials, it is significantly important to ensure performance by verifying the weight fraction of glass fibers through the use of an accurate test method such as the burn-off method.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}