
Additive Manufacturing of Biodegradable Metallic Implants by Selective Laser Melting: Current Research Status and Application Perspectives


Abstract
1. Introduction
2. Additive Manufacturing of Biodegradable Metals: Process Overview
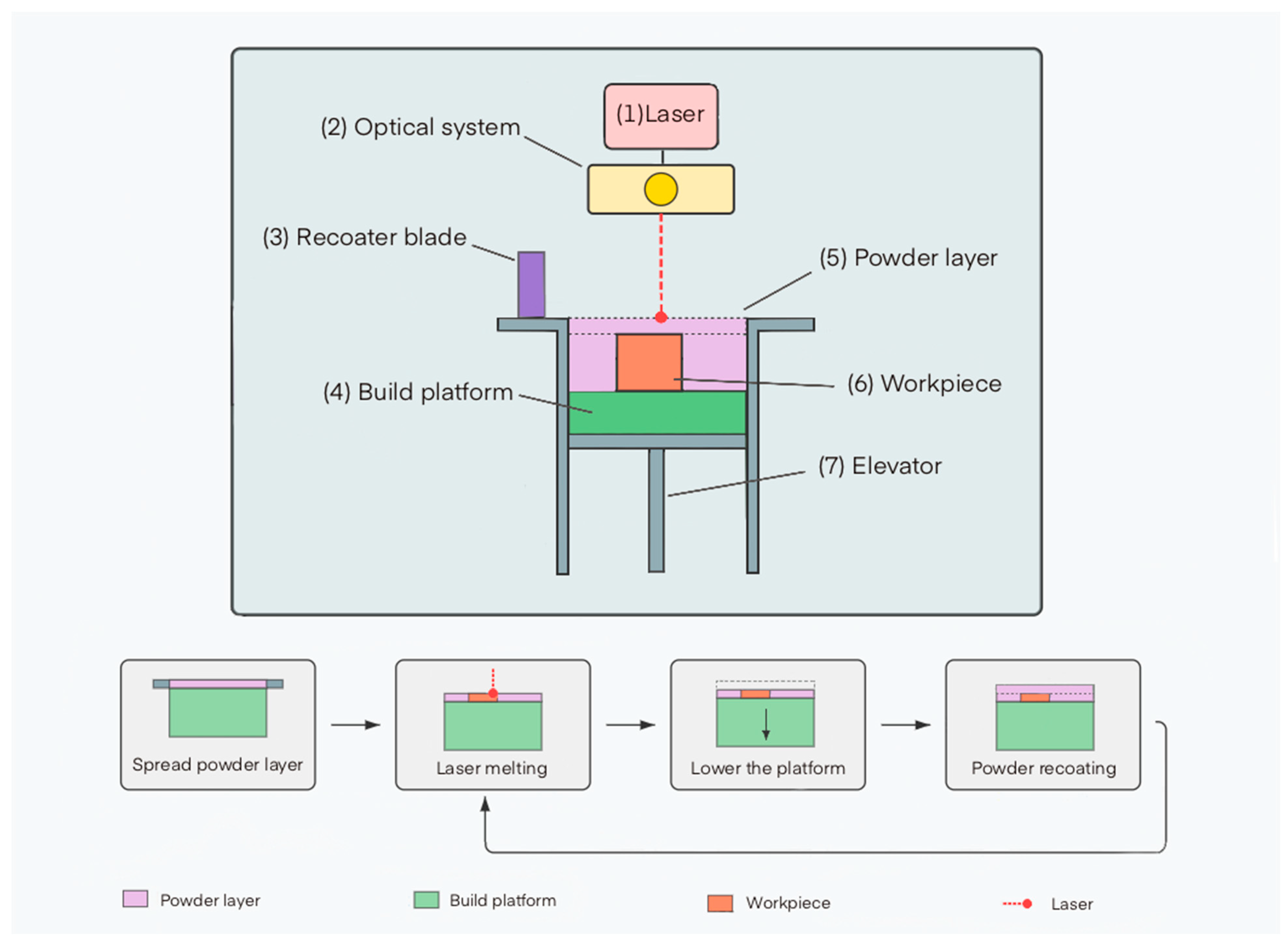
2.1. Technology of the Selective Laser Melting Process
- Deposition of a thin layer of metal powder (typically 20–100 μm) on the build platform using a recoater blade or roller mechanism.
- Selective melting of the powder by a laser beam according to the geometry of the current cross-section of the model.
- Lowering the build platform by the height of one layer.
- Applying a new layer of powder and repeating the melting process.
- Sequential repetition of these stages until the complete formation of the product.
2.2. Features of Working with Biodegradable Metals
2.2.1. Reactivity and Temperature Regime
2.2.2. Requirements for Process Parameters and Control of Structural-Phase Composition
2.2.3. Post-Processing, Sterilization and Degradation Rate Control
2.3. Key Process Parameters and Their Influence
2.3.1. Laser Power
2.3.2. Scanning Speed
2.3.3. Layer Thickness and Hatch Distance
2.3.4. Scanning Strategy
2.3.5. Energy Density
2.4. Requirements for Powder Materials for Additive Manufacturing
2.5. Problems in Additive Manufacturing of Biodegradable Alloys
2.5.1. Degradation Rate Control
2.5.2. Manufacturing Difficulties
2.5.3. Corrosion Fatigue and Stress Corrosion Cracking
2.6. Lattice Structures Manufactured by Additive Methods in Tissue Engineering
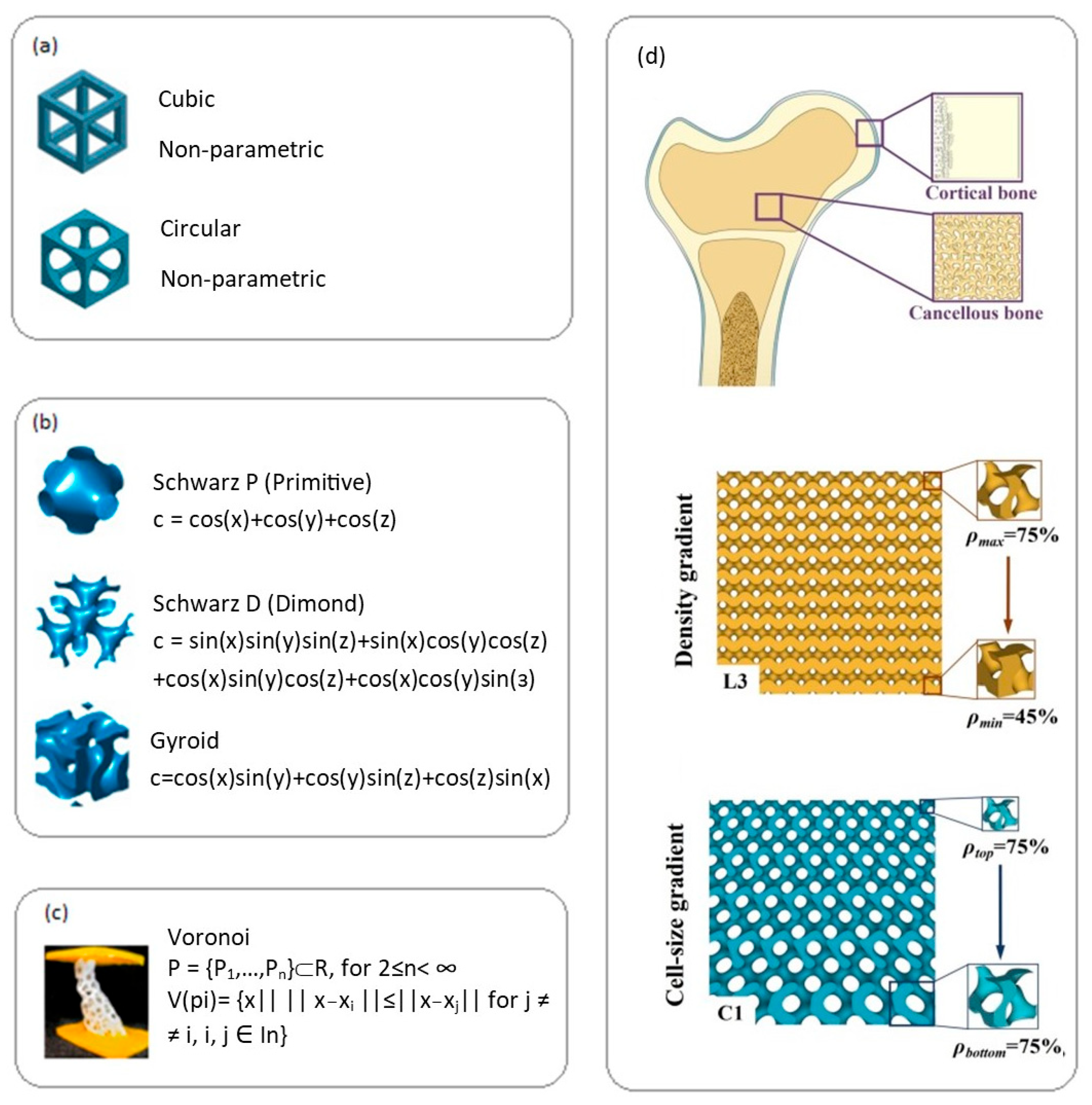
2.6.1. Types of Lattice Structures
2.6.2. Influence of Lattice Structure Parameters on Mechanical Properties and Biodegradation
3. Magnesium Alloys in Selective Laser Melting
3.1. Historical Overview and Basic Properties
- Mechanical properties—magnesium’s elastic modulus (41–45 GPa) is significantly closer to cortical bone (5–23 GPa) than traditional implant materials (titanium alloys—110–120 GPa, stainless steel—200–210 GPa), reducing the risk of stress shielding effects [67].
- Biocompatibility—magnesium is an essential element for the human body, participating in more than 300 biochemical reactions, including protein synthesis and energy metabolism regulation. The daily requirement of an adult for magnesium is 300–400 mg [68].
- Osteogenic properties—magnesium ions released during implant degradation stimulate the proliferation and differentiation of osteoblasts, promoting bone tissue formation [69].
- Degradation in physiological conditions—magnesium undergoes electrochemical corrosion in biological environments with the formation of magnesium hydroxide and hydrogen: Mg + 2H2O → Mg(OH)2 + H2. Magnesium corrosion products are non-toxic and gradually dissolve or are excreted from the body [70].
3.2. Influence of Alloying Elements
3.2.1. Calcium (Ca)
3.2.2. Zinc (Zn)
3.2.3. Strontium (Sr)
3.2.4. Rare Earth Elements (REE)
3.2.5. Manganese (Mn) and Zirconium (Zr)
3.3. Features of the SLM Process for Magnesium Alloys
3.3.1. Reactivity and Thermal Properties
3.3.2. Optimization of SLM Parameters for Magnesium Alloys
3.4. Microstructure and Mechanical Properties
3.4.1. Features of SLM-Magnesium Alloys Microstructure
3.4.2. Mechanical Properties of SLM-Magnesium Alloys
3.4.3. Effect of Heat Treatment
3.5. Biodegradation and Biocompatibility
3.5.1. Mechanism of Biodegradation of Magnesium Alloys
3.5.2. Influence of Microstructure on Biodegradation
3.5.3. Comparison of Biodegradation Rate of SLM and Traditional Materials
3.5.4. Methods of Controlling Biodegradation Rate
3.5.5. Biocompatibility of SLM-Magnesium Implants
3.6. Clinical Applications and Prospects
4. Iron-Based Alloys in Selective Laser Melting
4.1. Historical Overview and Basic Properties
- Low degradation rate—the corrosion rate of pure iron in physiological conditions is 0.1–0.5 mm/year, which is significantly lower than clinically acceptable values for temporary implants (0.5–2.0 mm/year) [134].
- Formation of insoluble corrosion products—iron corrosion products (predominantly oxides and hydroxides) have low solubility and can accumulate around the implant, creating a diffusion barrier that further slows down corrosion [135].
- Potential toxicity—Iron ions, especially when exceeding certain concentrations, can have a cytotoxic effect. Studies have shown that high levels of iron ions can reduce cell proliferation rate and affect metabolic activity [132].
4.2. Influence of Alloying Elements
4.2.1. Manganese (Mn)
4.2.2. Carbon (C)
4.2.3. Silicon (Si)
4.2.4. Calcium (Ca) and Magnesium (Mg)
4.2.5. Palladium (Pd) and Copper (Cu)
4.3. Features of the SLM Process for Iron Alloys
4.3.1. Technological Features of SLM for Iron Alloys
- High melting temperature requires higher laser power and energy density for complete powder melting [155].
- Selective evaporation of alloying elements—In the Fe-Mn SLM process, evaporation of large amounts of Mn will lead to Mn mass loss, defect formation, and chemical composition changes in the final product [156].
- High coefficient of thermal expansion—austenitic Fe-Mn alloys have a relatively high coefficient of thermal expansion [157], which can lead to significant thermal stresses and deformations during SLM.
- Oxidation—although iron alloys are less reactive than magnesium or zinc alloys, they are still subject to oxidation at high temperatures, especially alloys containing Mn, which requires working in a protective atmosphere [158].
4.3.2. Optimization of SLM Parameters for Iron Alloys
- Laser power—higher power (200–400 W) is usually required for effective melting of iron alloys compared to magnesium and zinc alloys. Donik et al. (2021) showed that for the Fe-Mn alloy, the optimal power is 250–300 W [159].
- Scanning speed—relatively high scanning speeds (600–1200 mm/s) are applied for iron alloys, allowing reduction in laser interaction time and minimization of selective evaporation of alloying elements. The optimal speed for Fe-Mn alloys is about 800 mm/s [159].
- Hatch distance—for iron alloys, a distance of 70–100 μm is usually used, providing sufficient overlap of tracks for forming a monolithic structure. Donik et al. (2021) used 80 μm [159].
- Layer thickness—typical values for Fe-alloys are 20–40 μm, providing a balance between productivity and quality of the resulting products.
- Scanning strategy—to minimize thermal stresses and property anisotropy, a strategy with rotation of scanning direction between layers (usually by 67° or 90°) is commonly applied [160].
- Platform preheating temperature—preheating the platform to 500 °C allows reducing thermal gradients and residual stresses, as well as improving product quality [163].
4.3.3. Influence of SLM Parameters on Phase Composition and Microstructure of Fe-Mn Alloys
4.3.4. Post-Processing of SLM Products from Iron Alloys
- Heat treatment—various heat treatment regimes can be applied to reduce residual stresses, homogenize microstructure, and modify phase composition. For Fe-Mn alloys, Mn oxides have several transformations in the temperature range from 700 to 1000 °C, from which heat treatment regimes are often selected [24,164].
- Hot isostatic pressing (HIP)—this method allows eliminating residual porosity and improving mechanical properties of SLM products.
- Mechanical processing—to achieve the necessary dimensional accuracy and surface quality, finish mechanical processing can be applied. However, for complex porous structures, traditional mechanical processing methods are often inapplicable, requiring the use of specialized approaches such as electric discharge machining or chemical etching.
4.4. Microstructure and Mechanical Properties
4.4.1. Features of SLM-Iron Alloys Microstructure
4.4.2. Mechanical Properties of SLM-Iron Alloys
4.4.3. Special Mechanical Effects in Fe-Mn Alloys
- TRIP effect (Transformation-Induced Plasticity)—plasticity induced by phase transformation. In Fe-Mn-C alloys with predominantly austenitic structure, mechanical deformation can cause martensite formation, leading to enhanced plasticity and strengthening [174].
- TWIP effect (Twinning-Induced Plasticity)—plasticity induced by twinning. In high-manganese alloys (Fe-Mn with Mn content 25–35%), deformation occurs predominantly through the twinning mechanism, providing high plasticity and strengthening [174].
- Shape memory effect—some Fe-Mn-Si alloys demonstrate shape memory effect associated with reversible martensitic transformation γ ↔ ε. This effect can be used to create implants with functional properties, for example, self-expanding stents [175].
- Superelasticity—Fe-Mn-Si-Al alloys can demonstrate superelastic behavior similar to NiTi alloys, but with better biocompatibility and biodegradability [176].
4.4.4. Fatigue Characteristics and Durability
- Fatigue limit—for Fe-Mn alloys obtained by SLM, the fatigue limit is usually 40–45% of the tensile strength, which corresponds to 330 MPa for alloys with tensile strength of 839 MPa [177].
- Corrosion fatigue—high fatigue strength (70% of yield strength in air, 65% in r-SBF) due to the plasticity of iron and slow degradation is shown. Cyclic loading accelerated iron degradation, but iron remains a promising bioactive bone implant [178].
- Microstructure influence—fatigue characteristics strongly depend on microstructure and presence of defects. Fine-grained structure with uniform phase distribution usually provides better fatigue strength [179].
- Residual stresses—characteristic for SLM, residual stresses can significantly reduce fatigue strength. Heat treatment for stress relief (heat treatment at 600–700 °C [180]).
4.5. Biodegradation and Biocompatibility
4.5.1. Mechanism of Biodegradation of Iron Alloys
4.5.2. Influence of Microstructure on Biodegradation
4.5.3. Comparison of Biodegradation Rate of SLM and Traditional Materials
4.5.4. Methods of Controlling Biodegradation Rate
4.5.5. Biocompatibility of SLM-Iron Implants
4.6. Clinical Applications and Prospects
5. Zinc Alloys in Selective Laser Melting
5.1. Historical Overview and Basic Properties
5.2. Influence of Alloying Elements
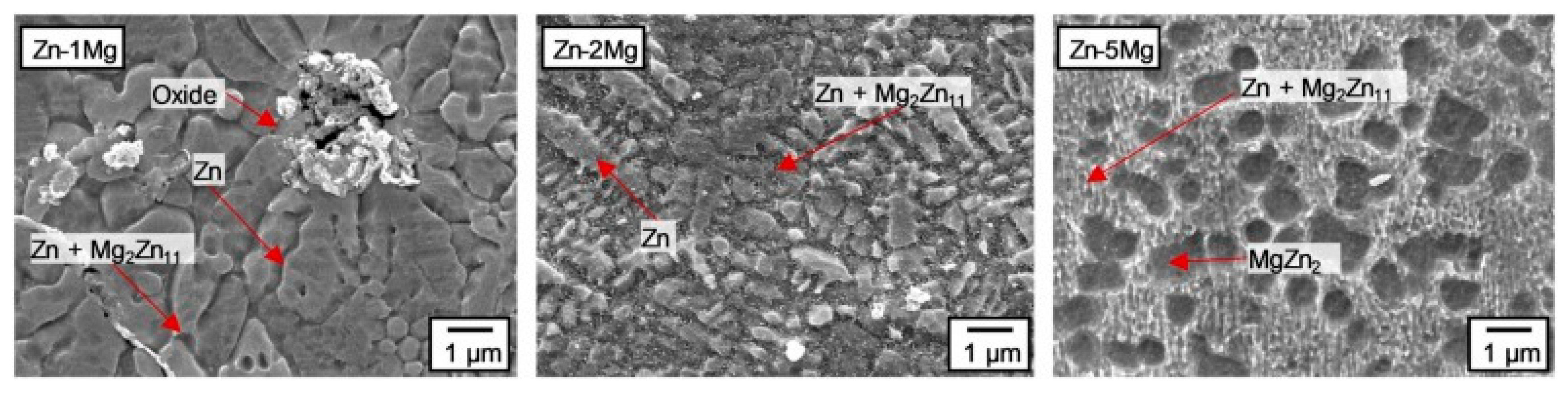
5.2.1. Magnesium (Mg)
5.2.2. Calcium (Ca)
5.2.3. Strontium (Sr)
5.2.4. Copper (Cu)
5.2.5. Silver (Ag)
5.2.6. Multi-Component Alloys
5.3. Features of the SLM Process for Zinc Alloys
5.3.1. Technological Features and Optimization of SLM Parameters for Zinc Alloys
5.3.2. Optimization of SLM Parameters for Zinc and Zinc Alloys
5.3.3. Influence of SLM Parameters on Microstructure of Zinc Alloys
5.3.4. Post-Processing of SLM Products from Zinc Alloys
5.4. Microstructure and Mechanical Properties
5.4.1. Features of SLM Zinc and Zinc Alloys Microstructure
5.4.2. Mechanical Properties of SLM–Zinc Alloys
5.4.3. Fatigue Characteristics and Creep
5.5. Biodegradation and Biocompatibility
5.5.1. Mechanism of Biodegradation of Zinc Alloys
5.5.2. Influence of Microstructure on Biodegradation
5.5.3. Comparison of Biodegradation Rate of SLM and Traditional Materials
5.5.4. Methods of Controlling Biodegradation Rate
5.5.5. Biocompatibility of SLM-Zinc Implants
5.6. Clinical Applications and Prospects
6. Comparative Analysis of Biodegradable Metallic Systems
7. Current Problems and Prospects
7.1. Current Development Problems
7.2. Promising Research Directions
8. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| AI | Artificial Intelligence |
| AM | Additive Manufacturing |
| ASTM | American Society for Testing and Materials |
| BCC | Body-Centered Cubic |
| CAGR | Compound Annual Growth Rate |
| CE | Conformité Européenne |
| EBSD | Electron Backscatter Diffraction |
| FCC | Face-Centered Cubic |
| HBSS | Hank’s Balanced Salt Solution |
| HCP | Hexagonal Close-Packed |
| HIP | Hot Isostatic Pressing |
| ISO | International Organization for Standardization |
| MAO | Micro-Arc Oxidation |
| ML | Machine Learning |
| OM | Optical Microscopy |
| PBF | Powder Bed Fusion |
| PBS | Phosphate Buffered Saline |
| PEO | Plasma Electrolytic Oxidation |
| PM | Powder Metallurgy |
| REE | Rare Earth Elements |
| SBF | Simulated Body Fluid |
| SCC | Stress Corrosion Cracking |
| SEM | Scanning Electron Microscopy |
| SLM | Selective Laser Melting |
| TPMS | Triply Periodic Minimal Surfaces |
| TRIP | Transformation-Induced Plasticity |
| TWIP | Twinning-Induced Plasticity |
References
- Grand View Research. Orthopedic Implants Market Size, Share & Trends Analysis Report By Product (Lower Extremity Implants, Spinal Implants, Dental Implants, Upper Extremity Implants), By End Use (Hospitals, Outpatient Specialties), By Region, And Segment Forecasts, 2025–2030. Available online: https://www.researchandmarkets.com/reports/5899491/orthopedic-implants-market-size-share-and-trends?srsltid=AfmBOoohp1h9BX4o9SoqB78gB-6JwVdlyL84saMdYnVP8u5KmxCDEnF1 (accessed on 22 April 2025).
- Li, J.; Liu, Y.; Hermansson, L.; Soremark, R. Evaluation o biocompatibility of various ceramic powders with human fibroblasts in vitro. Clin. Mater. 1993, 12, 197–201. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Wen, J.; Liu, Y.; He, J.; Shi, H.; Tian, P. Progress in Research on Biodegradable Magnesium Alloys: A Review. Adv. Eng. Mater. 2020, 22, 2000213. [Google Scholar] [CrossRef]
- Li, J.; Qin, L.; Yang, K.; Ma, Z.; Wang, Y.; Cheng, L.; Zhao, D. Materials evolution of bone plates for internal fixation of bone fractures: A review. J. Mater. Sci. Technol. 2020, 36, 190–208. [Google Scholar] [CrossRef]
- Joshi, M.G.; Advani, S.G.; Miller, F.; Santare, M.H. Analysis of a femoral hip prosthesis designed to reduce stress shielding. J. Biomech. 2000, 33, 1655–1662. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.; Tan, L.; Yu, X.; Etim, I.P.; Ibrahim, M.; Yang, K. Mechanical properties of magnesium alloys for medical application: A review. J. Mech. Behav. Biomed. Mater. 2018, 87, 68–79. [Google Scholar] [CrossRef]
- Zheng, Y.F.; Gu, X.N.; Witte, F. Biodegradable metals. Mater. Sci. Eng. R Rep. 2014, 77, 1–34. [Google Scholar] [CrossRef]
- Witte, F.; Fischer, J.; Nellesen, J.; Crostack, H.-A.; Kaese, V.; Pisch, A.; Beckmann, F.; Windhagen, H. In vitro and in vivo corrosion measurements of magnesium alloys. Biomaterials 2006, 27, 1013–1018. [Google Scholar] [CrossRef]
- de Baaij, J.H.F.; Hoenderop, J.G.J.; Bindels, R.J.M. Magnesium in Man: Implications for Health and Disease. Physiol. Rev. 2015, 95, 1–46. [Google Scholar] [CrossRef]
- Peuster, M.; Hesse, C.; Schloo, T.; Fink, C.; Beerbaum, P. Long-term biocompatibility of a corrodible peripheral iron stent in the porcine descending aorta. Biomaterials 2006, 27, 4955–4962. [Google Scholar] [CrossRef]
- Kádár, C.; Gorejová, R.; Kubelka, P.; Oriňaková, R.; Orbulov, I.N. Mechanical and Degradation Behavior of Zinc-Based Biodegradable Metal Foams. Adv Eng Mater 2024, 26, 2301496. [Google Scholar] [CrossRef]
- John, E.; Laskow, T.C.; Buchser, W.J.; Pitt, B.R.; Basse, P.H.; Butterfield, L.H.; Kalinski, P.; Lotze, M.T. Zinc in innate and adaptive tumor immunity. J. Transl. Med. 2010, 8, 118. [Google Scholar] [CrossRef] [PubMed]
- Hüner, B.; Kıstı, M.; Uysal, S.; Uzgören, İ.N.; Özdoğan, E.; Süzen, Y.O.; Demir, N.; Kaya, M.F. An Overview of Various Additive Manufacturing Technologies and Materials for Electrochemical Energy Conversion Applications. ACS Omega 2022, 7, 40638–40658. [Google Scholar] [CrossRef] [PubMed]
- Sing, S.L.; An, J.; Yeong, W.Y.; Wiria, F.E. Laser and electron-beam powder-bed additive manufacturing of metallic implants: A review on processes, materials and designs. J. Orthop. Res. 2016, 34, 369–385. [Google Scholar] [CrossRef]
- Wadge, M.D.; McGuire, J.; Hanby, B.V.T.; Felfel, R.M.; Ahmed, I.; Grant, D.M. Tailoring the degradation rate of magnesium through biomedical nano-porous titanate coatings. J. Magnes. Alloys 2021, 9, 336–350. [Google Scholar] [CrossRef]
- Qin, Y.; Wen, P.; Guo, H.; Xia, D.; Zheng, Y.; Jauer, L.; Poprawe, R.; Voshage, M.; Schleifenbaum, J.H. Additive manufacturing of biodegradable metals: Current research status and future perspectives. Acta Biomater. 2019, 98, 3–22. [Google Scholar] [CrossRef]
- Soni, N.; Renna, G.; Leo, P. Advancements in Metal Processing Additive Technologies: Selective Laser Melting (SLM). Metals 2024, 14, 1081. [Google Scholar] [CrossRef]
- Liu, S.; Yang, W.; Shi, X.; Li, B.; Duan, S.; Guo, H.; Guo, J. Influence of laser process parameters on the densification, microstructure, and mechanical properties of a selective laser melted AZ61 magnesium alloy. J. Alloys Compd. 2019, 808, 151160. [Google Scholar] [CrossRef]
- Kruth, J.P.; Froyen, L.; Van Vaerenbergh, J.; Mercelis, P.; Rombouts, M.; Lauwers, B. Selective laser melting of iron-based powder. J. Mater. Process Technol. 2004, 149, 616–622. [Google Scholar] [CrossRef]
- Li, K.; Ji, C.; Bai, S.; Jiang, B.; Pan, F. Selective laser melting of magnesium alloys: Necessity, formability, performance, optimization and applications. J. Mater. Sci. Technol. 2023, 154, 65–93. [Google Scholar] [CrossRef]
- Gajanan, M.N.; Narendranath, S.; Satheesh Kumar, S.S. Effect of grain refinement on mechanical and corrosion behavior of AZ91 magnesium alloy processed by ECAE. IOP Conf. Ser. Mater. Sci. Eng. 2019, 591, 012015. [Google Scholar] [CrossRef]
- Qin, Y.; Wen, P.; Xia, D.; Guo, H.; Voshage, M.; Jauer, L.; Zheng, Y.; Schleifenbaum, J.H.; Tian, Y. Effect of grain structure on the mechanical properties and in vitro corrosion behavior of additively manufactured pure Zn. Addit. Manuf. 2020, 33, 101134. [Google Scholar] [CrossRef]
- Mugwagwa, L.; Dimitrov, D.; Matope, S.; Muvunz, R. Residual Stresses and Distortions in Selective Laser Melting—A Review. In Proceedings of the 17th Rapid Product Development Association of South Africa, Vanderbijlpark, South Africa, 2–4 November 2016. [Google Scholar]
- Kraner, J.; Medved, J.; Godec, M. Thermodynamic Behavior of Fe-Mn and Fe-Mn-Ag Powder Mixtures during Selective Laser Melting. Metals 2021, 11, 234. [Google Scholar] [CrossRef]
- Jo, J.-H.; Hong, J.-Y.; Shin, K.-S.; Kim, H.-E.; Koh, Y.-H. Enhancing biocompatibility and corrosion resistance of Mg implants via surface treatments. J. Biomater. Appl. 2012, 27, 469–476. [Google Scholar] [CrossRef]
- Gao, C.; Li, S.; Liu, L.; Bin, S.; Yang, Y.; Peng, S.; Shuai, C. Dual alloying improves the corrosion resistance of biodegradable Mg alloys prepared by selective laser melting. J. Magnes. Alloys 2021, 9, 305–316. [Google Scholar] [CrossRef]
- Seitz, J.; Collier, K.; Wulf, E.; Bormann, D.; Angrisani, N.; Meyer-Lindenberg, A.; Bach, F. The Effect of Different Sterilization Methods on the Mechanical Strength of Magnesium Based Implant Materials. Adv. Eng. Mater. 2011, 13, 1146–1151. [Google Scholar] [CrossRef]
- Li, Y.; Zhou, J.; Pavanram, P.; Leeflang, M.A.; Fockaert, L.I.; Pouran, B.; Tümer, N.; Schröder, K.U.; Mol, J.M.C.; Weinans, H.; et al. Additively Manufactured Biodegradable Porous Magnesium. Acta Biomater. 2018, 67, 378–392. [Google Scholar] [CrossRef]
- Han, H.-S.; Minghui, Y.; Seok, H.-K.; Byun, J.-Y.; Cha, P.-R.; Yang, S.-J.; Kim, Y.C. The modification of microstructure to improve the biodegradation and mechanical properties of a biodegradable Mg alloy. J. Mech. Behav. Biomed. Mater. 2013, 20, 54–60. [Google Scholar] [CrossRef] [PubMed]
- Liu, S.; Guo, H. A Review of SLMed Magnesium Alloys: Processing, Properties, Alloying Elements and Postprocessing. Metals 2020, 10, 1073. [Google Scholar] [CrossRef]
- Palanivel, S.; Nelaturu, P.; Glass, B.; Mishra, R.S. Friction stir additive manufacturing for high structural performance through microstructural control in an Mg based WE43 alloy. Mater. Des. (1980–2015) 2015, 65, 934–952. [Google Scholar] [CrossRef]
- Ewald, F.C.; Brenne, F.; Gustmann, T.; Vollmer, M.; Krooß, P.; Niendorf, T. Laser Powder Bed Fusion Processing of Fe-Mn-Al-Ni Shape Memory Alloy—On the Effect of Elevated Platform Temperatures. Metals 2021, 11, 185. [Google Scholar] [CrossRef]
- Deng, Q.; Wu, Y.; Luo, Y.; Su, N.; Xue, X.; Chang, Z.; Wu, Q.; Xue, Y.; Peng, L. Fabrication of high-strength Mg-Gd-Zn-Zr alloy via selective laser melting. Mater. Charact. 2020, 165, 110377. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, L.; Feng, Z.; Chen, Y. Research progress on selective laser melting (SLM) of magnesium alloys: A review. Optik 2020, 207, 163842. [Google Scholar] [CrossRef]
- Xie, T.; Liu, J.; Xiao, L.; Xie, Y.; Qian, S.; Dai, Y.; Wu, J. Additive Manufacturing of Fe–Mn–Al–C Lightweight Steel by Laser Powder Bed Fusion: The Role of Laser Scanning Speed on Forming Quality, Microstructure and Properties. J. Mater. Res. Technol. 2024, 33, 6610–6621. [Google Scholar] [CrossRef]
- Pola, A.; Tocci, M.; Goodwin, F.E. Review of Microstructures and Properties of Zinc Alloys. Metals 2020, 10, 253. [Google Scholar] [CrossRef]
- Venezuela, J.; Dargusch, M.S. Addressing the slow corrosion rate of biodegradable Fe-Mn: Current approaches and future trends. Curr. Opin. Solid. State Mater. Sci. 2020, 24, 100822. [Google Scholar] [CrossRef]
- Rabeeh, V.P.M.; Hanas, T. Progress in manufacturing and processing of degradable Fe-based implants: A review. Prog. Biomater. 2022, 11, 163–191. [Google Scholar] [CrossRef]
- Bai, J.; Wang, Q.; Men, Z.; Chen, W.; Huang, H.; Ji, C.; Li, Y.; Wang, L.; Zhu, L.; Li, K.; et al. Generation Mechanism of Anisotropy in Mechanical Properties of WE43 Fabricated by Laser Powder Bed Fusion. Micromachines 2024, 15, 976. [Google Scholar] [CrossRef]
- Mouzou, E.; Paternoster, C.; Tolouei, R.; Purnama, A.; Chevallier, P.; Dubé, D.; Prima, F.; Mantovani, D. In vitro degradation behavior of Fe–20Mn–1.2C alloy in three different pseudo-physiological solutions. Mater. Sci. Eng. C 2016, 61, 564–573. [Google Scholar] [CrossRef]
- Wu, C.L.; Zai, W.; Man, H.C. Additive manufacturing of ZK60 magnesium alloy by selective laser melting: Parameter optimization, microstructure and biodegradability. Mater. Today Commun. 2021, 26, 101922. [Google Scholar] [CrossRef]
- Choi, J.-P.; Shin, G.-H.; Lee, H.-S.; Yang, D.-Y.; Yang, S.; Lee, C.-W.; Brochu, M.; Yu, J.-H. Evaluation of Powder Layer Density for the Selective Laser Melting (SLM) Process. Mater. Trans. 2017, 58, 294–297. [Google Scholar] [CrossRef]
- ISO 13485:2016; Medical Devices—Quality Management Systems—Requirements for Regulatory Purposes. International Organization for Standardization (ISO): Geneva, Switzerland, 2016.
- ASTM International. Standard Guide for Characterizing Properties of Metal Powders Used for Additive Manufacturing Processes; ASTM: West Conshohocken, PA, USA, 2014. [Google Scholar]
- Jana, A.; Das, M.; Balla, V.K. In vitro and in vivo degradation assessment and preventive measures of biodegradable Mg alloys for biomedical applications. J. Biomed. Mater. Res. A 2022, 110, 462–487. [Google Scholar] [CrossRef]
- Pogorielov, M.; Husak, E.; Solodivnik, A.; Zhdanov, S. Magnesium-based biodegradable alloys: Degradation, application, and alloying elements. Interv. Med. Appl. Sci. 2017, 9, 27–38. [Google Scholar] [CrossRef] [PubMed]
- Kawamura, N.; Nakao, Y.; Ishikawa, R.; Tsuchida, D.; Iijima, M. Degradation and Biocompatibility of AZ31 Magnesium Alloy Implants In Vitro and In Vivo: A Micro-Computed Tomography Study in Rats. Materials 2020, 13, 473. [Google Scholar] [CrossRef]
- Li, Y.; Jahr, H.; Lietaert, K.; Pavanram, P.; Yilmaz, A.; Fockaert, L.I.; Leeflang, M.A.; Pouran, B.; Gonzalez-Garcia, Y.; Weinans, H.; et al. Additively manufactured biodegradable porous iron. Acta Biomater. 2018, 77, 380–393. [Google Scholar] [CrossRef]
- Kabir, H.; Munir, K.; Wen, C.; Li, Y. Recent research and progress of biodegradable zinc alloys and composites for biomedical applications: Biomechanical and biocorrosion perspectives. Bioact. Mater. 2021, 6, 836–879. [Google Scholar] [CrossRef] [PubMed]
- Manjhi, S.K.; Sekar, P.; Bontha, S.; Balan, A.S.S. Additive manufacturing of magnesium alloys: Characterization and post-processing. Int. J. Lightweight Mater. Manuf. 2024, 7, 184–213. [Google Scholar] [CrossRef]
- Esmaily, M.; Zeng, Z.; Mortazavi, A.N.; Gullino, A.; Choudhary, S.; Derra, T.; Benn, F.; D’Elia, F.; Müther, M.; Thomas, S.; et al. A detailed microstructural and corrosion analysis of magnesium alloy WE43 manufactured by selective laser melting. Addit. Manuf. 2020, 35, 101321. [Google Scholar] [CrossRef]
- Jafari, S.; Harandi, S.E.; Singh Raman, R.K. A review of stress-corrosion cracking and corrosion fatigue of magnesium alloys for biodegradable implant applications. JOM Miner. Met. Mater. Soc. 2015, 67, 1143–1153. [Google Scholar] [CrossRef]
- Singh Raman, R.K.; Wen, C.; Löffler, J.F. Human Body-Fluid-Assisted Fracture of Zinc Alloys as Biodegradable Temporary Implants: Challenges, Research Needs and Way Forward. Materials 2023, 16, 4984. [Google Scholar] [CrossRef]
- Ali, M.; Sajjad, U.; Hussain, I.; Abbas, N.; Ali, H.M.; Yan, W.M.; Wang, C.C. On the assessment of the mechanical properties of additively manufactured lattice structures. Eng. Anal. Bound. Elem. 2022, 142, 93–116. [Google Scholar] [CrossRef]
- Feng, J.; Fu, J.; Lin, Z.; Shang, C.; Niu, X. Layered infill area generation from triply periodic minimal surfaces for additive manufacturing. Comput.-Aided Des. 2019, 107, 50–63. [Google Scholar] [CrossRef]
- Liang, H.; Yang, Y.; Xie, D.; Li, L.; Mao, N.; Wang, C.; Tian, Z.; Jiang, Q.; Shen, L. Trabecular-like Ti-6Al-4V scaffolds for orthopedic: Fabrication by selective laser melting and in vitro biocompatibility. J. Mater. Sci. Technol. 2019, 35, 1284–1297. [Google Scholar] [CrossRef]
- Chen, J.; Song, C.; Deng, Z.; Huang, J.; Han, C.; Yang, Y.; Wang, J.; Xu, K. Functional gradient design of additive manufactured gyroid tantalum porous structures: Manufacturing, mechanical behaviors and permeability. J. Manuf. Process 2024, 125, 202–216. [Google Scholar] [CrossRef]
- Ataollahi, S. A review on additive manufacturing of lattice structures in tissue engineering. Bioprinting 2023, 35, e00304. [Google Scholar] [CrossRef]
- Dargusch, M.S.; Soro, N.; Demir, A.G.; Venezuela, J.; Sun, Q.; Wang, Y.; Abdal-hay, A.; Alali, A.Q.; Ivanovski, S.; Previtali, B.; et al. Optimising degradation and mechanical performance of additively manufactured biodegradable Fe–Mn scaffolds using design strategies based on triply periodic minimal surfaces. Smart Mater. Med. 2024, 5, 127–139. [Google Scholar] [CrossRef]
- Karageorgiou, V.; Kaplan, D. Porosity of 3D biomaterial scaffolds and osteogenesis. Biomaterials 2005, 26, 5474–5491. [Google Scholar] [CrossRef]
- Demir, C.D.; Bermingham, A.G.; Dargusch, M.J. Challenges and Opportunities in the Selective Laser Melting of Biodegradable Metals for Load-Bearing Bone Scaffold Applications. Metall. Mater. Trans. A 2020, 51, 3311–3334. [Google Scholar]
- Bandyopadhyay, A.; Mitra, I.; Goodman, S.B.; Kumar, M.; Bose, S. Improving biocompatibility for next generation of metallic implants. Prog. Mater. Sci. Pergamon 2023, 133, 101053. [Google Scholar] [CrossRef]
- Huse, E.C. A New Ligature. Chic. Med. J. Exam. 1878, 37, 171–172. [Google Scholar]
- Rostock, P. Ist das Magnesium als Naht-und Schienungsmaterial für Knochenoperationen geeignet? Arch. Orthop. Unfallchir. 1937, 38, 486–492. [Google Scholar] [CrossRef]
- Plaass, C.; Ettinger, S.; Sonnow, L.; Koenneker, S.; Noll, Y.; Weizbauer, A.; Reifenrath, J.; Claassen, L.; Daniilidis, K.; Stukenborg-Colsman, C.; et al. Early results using a biodegradable magnesium screw for modified chevron osteotomies. J. Orthop. Res. 2016, 34, 2207–2214. [Google Scholar] [CrossRef] [PubMed]
- Windhagen, H.; Radtke, K.; Weizbauer, A.; Diekmann, J.; Noll, Y.; Kreimeyer, U.; Schavan, R.; Stukenborg-Colsman, C.; Waizy, H. Biodegradable magnesium-based screw clinically equivalent to titanium screw in hallux valgus surgery: Short term results of the first prospective, randomized, controlled clinical pilot study. Biomed. Eng. Online 2013, 12, 62. [Google Scholar] [CrossRef] [PubMed]
- Cha, P.-R.; Han, H.-S.; Yang, G.-F.; Kim, Y.-C.; Hong, K.-H.; Lee, S.-C.; Jung, J.-Y.; Ahn, J.-P.; Kim, Y.-Y.; Cho, S.-Y.; et al. Biodegradability engineering of biodegradable Mg alloys: Tailoring the electrochemical properties and microstructure of constituent phases. Sci. Rep. 2013, 3, 2367. [Google Scholar] [CrossRef] [PubMed]
- Strumińska-Parulska, D.; Strumińska-Parulska, D.; Moniakowska, A.; Block, K. Radiation safety of calcium and magnesium diet supplements. J. Elem. 2023, 29, 679–691. [Google Scholar] [CrossRef]
- Wu, J.; Cheng, X.; Wu, J.; Chen, J.; Pei, X. The development of magnesium-based biomaterials in bone tissue engineering: A review. J. Biomed. Mater. Res. B Appl. Biomater. 2024, 112, e35326. [Google Scholar] [CrossRef]
- Wang, C.; Sun, M.; Yang, C.; Wang, H.; Wang, J.; Mao, L.; Yang, Y.; Ying, T.; Chu, P.K.; Zeng, X. Degradation behavior of pure Mg in the physiological medium and growth mechanism of surface corrosion product films. J. Magnes. Alloys 2024, 13, 1523–1535. [Google Scholar] [CrossRef]
- Mei, D.; Li, Y.; Tian, Y.; Zhang, Q.; Liu, M.; Zhu, S.; Wang, L.; Guan, S. The effect of selected corrosion inhibitors on localized corrosion of magnesium alloy: The expanded understanding of “inhibition efficiency”. Corros. Sci. 2024, 226, 111650. [Google Scholar] [CrossRef]
- Pan, H.; Qin, G.; Huang, Y.; Ren, Y.; Sha, X.; Han, X.; Liu, Z.-Q.; Li, C.; Wu, X.; Chen, H.; et al. Development of low-alloyed and rare-earth-free magnesium alloys having ultra-high strength. Acta Mater. 2018, 149, 350–363. [Google Scholar] [CrossRef]
- Çam, G.; Günen, A. Challenges and Opportunities in the Production of Magnesium Parts by Directed Energy Deposition Processes. J. Magnes. Alloys 2024, 12, 1663–1686. [Google Scholar] [CrossRef]
- Witte, F.; Kaese, V.; Haferkamp, H.; Switzer, E.; Meyer-Lindenberg, A.; Wirth, C.J.; Windhagen, H. In vivo corrosion of four magnesium alloys and the associated bone response. Biomaterials 2005, 26, 3557–3563. [Google Scholar] [CrossRef]
- Jung, Y.-G.; Yang, W.; Kim, Y.J.; Kim, S.K.; Yoon, Y.-O.; Lim, H.; Kim, D.H. Effect of Ca addition on the microstructure and mechanical properties of heat-treated Mg-6.0Zn-1.2Y-0.7Zr alloy. J. Magnes. Alloys 2021, 9, 1619–1631. [Google Scholar] [CrossRef]
- Chaudry, U.M.; Farooq, A.; bin Tayyab, K.; Malik, A.; Kamran, M.; Kim, J.-G.; Li, C.; Hamad, K.; Jun, T.-S. Corrosion behavior of AZ31 magnesium alloy with calcium addition. Corros. Sci. 2022, 199, 110205. [Google Scholar] [CrossRef]
- Lin, X.; Saijilafu; Wu, X.; Wu, K.; Chen, J.; Tan, L.; Witte, F.; Yang, H.; Mantovani, D.; Zhou, H.; et al. Biodegradable Mg-based alloys: Biological implications and restorative opportunities. Int. Mater. Rev. 2023, 68, 365–403. [Google Scholar] [CrossRef]
- Cai, S.; Lei, T.; Li, N.; Feng, F. Effects of Zn on microstructure, mechanical properties and corrosion behavior of Mg–Zn alloys. Mater. Sci. Eng. C 2012, 32, 2570–2577. [Google Scholar] [CrossRef]
- Yu, F.; Guohua, W.; Chunquan, Z. Effect of Strontium on Mechanical Properties and Corrosion Resistance of AZ91D. Materials Science Forum 2007, 546–549, 567–570. [Google Scholar]
- Ding, Y.; Wen, C.; Hodgson, P.; Li, Y. Effects of alloying elements on the corrosion behavior and biocompatibility of biodegradable magnesium alloys: A review. J. Mater. Chem. B 2014, 2, 1912–1933. [Google Scholar] [CrossRef]
- Tang, C.; Wu, K.; Liu, W.; Feng, D.; Wang, X.; Miao, G.; Yang, M.; Liu, X.; Li, Q. Effects of Gd, Y Content on the Microstructure and Mechanical Properties of Mg-Gd-Y-Nd-Zr Alloy. Metals 2018, 8, 790. [Google Scholar] [CrossRef]
- Yang, Y.; Ling, C.; Yang, M.; Yang, L.; Wang, D.; Peng, S.; Shuai, C. Selective Laser Melted Rare Earth Magnesium Alloy with High Corrosion Resistance. Int. J. Bioprint 2022, 8, 574. [Google Scholar] [CrossRef]
- Shi, L.; Yan, Y.; Shao, C.; Yu, K.; Zhang, B.; Chen, L. The influence of yttrium and manganese additions on the degradation and biocompatibility of magnesium-zinc-based alloys: In vitro and in vivo studies. J. Magnes. Alloys 2024, 12, 608–624. [Google Scholar] [CrossRef]
- Yu, Z.; Tang, A.; Li, C.; Liu, J.; Pan, F. Effect of manganese on the microstructure and mechanical properties of magnesium alloys. Int. J. Mater. Res. 2019, 110, 1016–1024. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhang, K.; Liang, Y.; Cheng, J.; Dai, Y. Selective Laser Melted Magnesium Alloys: Fabrication, Microstructure and Property. Materials 2022, 15, 7049. [Google Scholar] [CrossRef] [PubMed]
- Mousavian, S.M.H.; Tabaian, S.H.; Badihehaghdam, M. Effects of zirconium addition on electrochemical and mechanical properties of Mg-3Zn-1Ca-1RE alloy. Anti-Corros. Methods Mater. 2020, 67, 583–591. [Google Scholar] [CrossRef]
- Seong, J.W.; Kim, W.J. Development of biodegradable Mg–Ca alloy sheets with enhanced strength and corrosion properties through the refinement and uniform dispersion of the Mg2Ca phase by high-ratio differential speed rolling. Acta Biomater. 2015, 11, 531–542. [Google Scholar] [CrossRef]
- Du, Y.Z.; Qiao, X.G.; Zheng, M.Y.; Wang, D.B.; Wu, K.; Golovin, I.S. Effect of microalloying with Ca on the microstructure and mechanical properties of Mg-6 mass%Zn alloys. Mater. Des. 2016, 98, 285–293. [Google Scholar] [CrossRef]
- Erdmann, N.; Angrisani, N.; Reifenrath, J.; Lucas, A.; Thorey, F.; Bormann, D.; Meyer-Lindenberg, A. Biomechanical testing and degradation analysis of MgCa0.8 alloy screws: A comparative in vivo study in rabbits. Acta Biomater. 2011, 7, 1421–1428. [Google Scholar] [CrossRef]
- Zuo, Y.B.; Fu, X.; Mou, D.; Zhu, Q.F.; Li, L.; Cui, J.Z. Study on the role of Ca in the grain refinement of Mg–Ca binary alloys. Mater. Res. Innov. 2015, 19, S1-94–S1-97. [Google Scholar] [CrossRef]
- Ahmadi, M.; Tabary, S.A.A.B.; Rahmatabadi, D.; Ebrahimi, M.S.; Abrinia, K.; Hashemi, R. Review of selective laser melting of magnesium alloys: Advantages, microstructure and mechanical characterizations, defects, challenges, and applications. J. Mater. Res. Technol. 2022, 19, 1537–1562. [Google Scholar] [CrossRef]
- Nagata, M.; Lönnerdal, B. Role of zinc in cellular zinc trafficking and mineralization in a murine osteoblast-like cell line. J. Nutr. Biochem. 2011, 22, 172–178. [Google Scholar] [CrossRef]
- Xi, H.; Jihua, C.; Hongge, Y.; Bin, S.; Guanghao, Z.; Chongming, M. Effects of minor Sr addition on microstructure and mechanical properties of the as-cast Mg–4.5Zn–4.5Sn–2Al-based alloy system. J. Alloys Compd. 2013, 579, 39–44. [Google Scholar] [CrossRef]
- Peng, Q.; Li, X.; Ma, N.; Liu, R.; Zhang, H. Effects of backward extrusion on mechanical and degradation properties of Mg–Zn biomaterial. J. Mech. Behav. Biomed. Mater. 2012, 10, 128–137. [Google Scholar] [CrossRef]
- Shuai, C.; He, C.; Feng, P.; Guo, W.; Gao, C.; Wu, P.; Yang, Y.; Bin, S.; Feng, P. Biodegradation mechanisms of selective laser-melted Mg-xAl-Zn alloy: Grain size and intermetallic phase. Virtual Phys. Prototyp. 2018, 13, 59–69. [Google Scholar] [CrossRef]
- Zhang, B.; Hou, Y.; Wang, X.; Wang, Y.; Geng, L. Mechanical properties, degradation performance and cytotoxicity of Mg–Zn–Ca biomedical alloys with different compositions. Mater. Sci. Eng. C 2011, 31, 1667–1673. [Google Scholar] [CrossRef]
- Atkins, G.J.; Welldon, K.J.; Halbout, P.; Findlay, D.M. Strontium ranelate treatment of human primary osteoblasts promotes an osteocyte-like phenotype while eliciting an osteoprotegerin response. Osteoporos. Int. 2009, 20, 653–664. [Google Scholar] [CrossRef]
- Zhao, C.; Pan, F.; Zhang, L.; Pan, H.; Song, K.; Tang, A. Microstructure, mechanical properties, bio-corrosion properties and cytotoxicity of as-extruded Mg-Sr alloys. Mater. Sci. Eng. C 2017, 70, 1081–1088. [Google Scholar] [CrossRef]
- Bornapour, M.; Celikin, M.; Cerruti, M.; Pekguleryuz, M. Magnesium implant alloy with low levels of strontium and calcium: The third element effect and phase selection improve bio-corrosion resistance and mechanical performance. Mater. Sci. Eng. C 2014, 35, 267–282. [Google Scholar] [CrossRef]
- Li, H.; Wang, P.; Lin, G.; Huang, J. The role of rare earth elements in biodegradable metals: A review. Acta Biomater. 2021, 129, 33–42. [Google Scholar] [CrossRef]
- Wang, L.; Hu, J.; Guo, E.; Li, Y.; Kang, H.; Feng, Y. Microstructure and Mechanical Properties of Thick-Walled WE43A Alloy Fabricated by Wire Arc Additive Manufacturing. J. Mater. Eng. Perform. 2024. [Google Scholar] [CrossRef]
- Davis, J.R. (Ed.) Magnesium and Magnesium Alloys. In Alloying; ASM International: Almere, The Netherlands, 2001; pp. 432–453. [Google Scholar] [CrossRef]
- Cox, B. Oxidation of Zirconium and its Alloys. In Advances in Corrosion Science and Technology; Springer: Boston, MA, USA, 1976; pp. 173–391. [Google Scholar]
- Hendea, R.E.; Raducanu, D.; Claver, A.; García, J.A.; Cojocaru, V.D.; Nocivin, A.; Stanciu, D.; Serban, N.; Ivanescu, S.; Trisca-Rusu, C.; et al. Biodegradable Magnesium Alloys for Personalised Temporary Implants. J. Funct. Biomater. 2023, 14, 400. [Google Scholar] [CrossRef]
- Ng, C.C.; Savalani, M.; Man, H.C. Fabrication of Magnesium Using Selective Laser Melting Technique. Rapid Prototyp. J. 2011, 17, 479–490. [Google Scholar]
- Li, X.; Fang, X.; Wang, S.; Wang, S.; Zha, M.; Huang, K. Selective laser melted AZ91D magnesium alloy with superior balance of strength and ductility. J. Magnes. Alloys 2023, 11, 4644–4658. [Google Scholar] [CrossRef]
- Liu, S.H.; Liu, X.J.; Liu, B.; Liu, L.M.; Jin, W.Z.; Hu, X.J. Effect of some alloying elements on boiling point of magnesium. Mater. Sci. Technol. 2005, 21, 735–738. [Google Scholar] [CrossRef]
- Lun Sin, S.; Elsayed, A.; Ravindran, C. Inclusions in magnesium and its alloys: A review. Int. Mater. Rev. 2013, 58, 419–436. [Google Scholar] [CrossRef]
- Nopová, K.; Jaroš, J.; Červinek, O.; Pantělejev, L.; Gneiger, S.; Senck, S.; Koutný, D. Processing of AZ91D Magnesium Alloy by Laser Powder Bed Fusion. Appl. Sci. 2023, 13, 1377. [Google Scholar] [CrossRef]
- Wei, K.; Wang, Z.; Zeng, X. Influence of element vaporization on formability, composition, microstructure, and mechanical performance of the selective laser melted Mg–Zn–Zr components. Mater. Lett. 2015, 156, 187–190. [Google Scholar] [CrossRef]
- Ji, C.; Li, K.; Liao, R.; Li, Z.; Yin, B.; Wen, P.; Jiang, B.; Murr, L.E.; Pan, F. Tensile creep mechanisms of laser powder bed fused WE43 alloy with heterogeneous microstructure: Evolution in dislocations and precipitates. J. Mater. Sci. Technol. 2025, 238, 209–229. [Google Scholar] [CrossRef]
- Zumdick, N.A.; Jauer, L.; Kersting, L.C.; Kutz, T.N.; Schleifenbaum, J.H.; Zander, D. Additive manufactured WE43 magnesium: A comparative study of the microstructure and mechanical properties with those of powder extruded and as-cast WE43. Mater. Charact. 2019, 147, 384–397. [Google Scholar] [CrossRef]
- Neh, K.; Ullmann, M.; Kawalla, R. Twin-Roll-Casting and Hot Rolling of Magnesium Alloy WE43. Procedia. Eng. 2014, 81, 1553–1558. [Google Scholar] [CrossRef]
- Cosma, C.; Kessler, J.; Gebhardt, A.; Campbell, I.; Balc, N. Improving the Mechanical Strength of Dental Applications and Lattice Structures SLM Processed. Materials 2020, 13, 905. [Google Scholar] [CrossRef]
- Hu, Q.; Chen, C.; Liu, M.; Chang, C.; Yan, X.; Dai, Y. Improved corrosion resistance of magnesium alloy prepared by selective laser melting through T4 heat treatment for biomedical applications. J. Mater. Res. Technol. 2023, 27, 813–825. [Google Scholar] [CrossRef]
- Höhn, S.; Virtanen, S.; Boccaccini, A.R. Protein adsorption on magnesium and its alloys: A review. Appl. Surf. Sci. 2019, 464, 212–219. [Google Scholar] [CrossRef]
- Yao, H.; Wen, J.-B.; Xiong, Y.; Lu, Y.; Huttula, M. Microstructure Evolution in Mg-Zn-Zr-Gd Biodegradable Alloy: The Decisive Bridge Between Extrusion Temperature and Performance. Front. Chem. 2018, 6, 71. [Google Scholar] [CrossRef] [PubMed]
- Mraied, H.; Wang, W.; Cai, W. Influence of chemical heterogeneity and microstructure on the corrosion resistance of biodegradable WE43 magnesium alloys. J. Mater. Chem. B 2019, 7, 6399–6411. [Google Scholar] [CrossRef] [PubMed]
- Yang, L.; Zhou, X.; Curioni, M.; Pawar, S.; Liu, H.; Fan, Z.; Scamans, G.; Thompson, G. Corrosion Behavior of Pure Magnesium with Low Iron Content in 3.5 wt% NaCl Solution. J. Electrochem. Soc. 2015, 162, 362–368. [Google Scholar] [CrossRef]
- Yuwono, J.A.; Birbilis, N.; Williams, K.S.; Medhekar, N.V. Electrochemical stability of magnesium surfaces in an aqueous environment. J. Phys. Chem. C Am. Chem. Soc. 2016, 120, 26922–26933. [Google Scholar] [CrossRef]
- Lovašiová, P.; Lovaši, T.; Kubásek, J.; Jablonská, E.; Msallamová, Š.; Michalcová, A.; Vojtěch, D.; Suchý, J.; Koutný, D.; Ghassan Hamed Alzubi, E. Biodegradable WE43 Magnesium Alloy Produced by Selective Laser Melting: Mechanical Properties, Corrosion Behavior, and In-Vitro Cytotoxicity. Metals 2022, 12, 469. [Google Scholar] [CrossRef]
- Ling, C.; Li, Q.; Zhang, Z.; Yang, Y.; Zhou, W.; Chen, W.; Dong, Z.; Pan, C.; Shuai, C. Influence of heat treatment on microstructure, mechanical and corrosion behavior of WE43 alloy fabricated by laser-beam powder bed fusion. Int. J. Extrem. Manuf. 2023, 6, 015001. [Google Scholar] [CrossRef]
- Shi, X.; Wang, Y.; Li, H.; Zhang, S.; Zhao, R.; Li, G.; Zhang, R.; Sheng, Y.; Cao, S.; Zhao, Y.; et al. Corrosion resistance and biocompatibility of calcium-containing coatings developed in near-neutral solutions containing phytic acid and phosphoric acid on AZ31B alloy. J. Alloys Compd. 2020, 823, 153721. [Google Scholar] [CrossRef]
- Dou, J.; Wang, J.; Lu, Y.; Chen, C.; Yu, H.; Ma, R.L.-W. Bioactive MAO/CS composite coatings on Mg-Zn-Ca alloy for orthopedic applications. Prog. Org. Coat. 2021, 152, 106112. [Google Scholar] [CrossRef]
- Li, Y.; Jahr, H.; Pavanram, P.; Bobbert, F.S.L.; Puggi, U.; Zhang, X.Y.; Pouran, B.; Leeflang, M.A.; Weinans, H.; Zhou, J.; et al. Additively manufactured functionally graded biodegradable porous iron. Acta Biomater. 2019, 96, 646–661. [Google Scholar] [CrossRef]
- Charyeva, O.; Dakischew, O.; Sommer, U.; Heiss, C.; Schnettler, R.; Lips, K.S. Biocompatibility of magnesium implants in primary human reaming debris-derived cells stem cells in vitro. J. Orthop. Traumatol. 2016, 17, 63–73. [Google Scholar] [CrossRef]
- Nourisa, J.; Zeller-Plumhoff, B.; Helmholz, H.; Luthringer-Feyerabend, B.; Ivannikov, V.; Willumeit-Römer, R. Magnesium ions regulate mesenchymal stem cells population and osteogenic differentiation: A fuzzy agent-based modeling approach. Comput. Struct. Biotechnol. J. 2021, 19, 4110–4122. [Google Scholar] [CrossRef] [PubMed]
- Siring, J.; Cökelek, A.; Mohnfeld, N.; Wester, H.; Behrens, B.A. Evaluating the Degradation of WE43 for Implant Applications: Optical and Mechanical Insights. Appl. Sci. 2025, 15, 3300. [Google Scholar] [CrossRef]
- Jayasathyakawin, S.; Ravichandran, M.; Naveenkumar, R.; Radhika, N.; Ismail, S.O.; Mohanavel, V. Recent advances in magnesium alloys for biomedical applications: A review. Mater. Today Commun. 2025, 42, 111239. [Google Scholar] [CrossRef]
- Coheña-Jiménez, M.; Prieto-Domínguez, R.; Pérez-Belloso, A.J.; Muriel-Sánchez, J.M.; Gómez-Carrión, Á.; Montaño-Jiménez, P. Comparison of Resorbable and Non-Resorbable Osteosynthesis Material in Hallux Surgery: A Systematic Review. Life 2023, 13, 2018. [Google Scholar] [CrossRef] [PubMed]
- Zhang, T.; Wang, W.; Liu, J.; Wang, L.; Tang, Y.; Wang, K. A review on magnesium alloys for biomedical applications. Front. Bioeng. Biotechnol. 2022, 10, 953344. [Google Scholar] [CrossRef] [PubMed]
- Wegener, B.; Sichler, A.; Milz, S.; Sprecher, C.; Pieper, K.; Hermanns, W.; Jansson, V.; Nies, B.; Kieback, B.; Müller, P.E.; et al. Development of a novel biodegradable porous iron-based implant for bone replacement. Sci. Rep. 2020, 10, 9141. [Google Scholar] [CrossRef]
- Salama, M.; Vaz, M.F.; Colaço, R.; Santos, C.; Carmezim, M. Biodegradable Iron and Porous Iron: Mechanical Properties, Degradation Behaviour, Manufacturing Routes and Biomedical Applications. J. Funct. Biomater. 2022, 13, 72. [Google Scholar] [CrossRef]
- Shuai, C.; Li, S.; Peng, S.; Feng, P.; Lai, Y.; Gao, C. Biodegradable metallic bone implants. Mater. Chem. Front. 2019, 3, 544–562. [Google Scholar] [CrossRef]
- Md Yusop, A.H.; Al Sakkaf, A.; Nur, H. Modifications on porous absorbable Fe-based scaffolds for bone applications: A review from corrosion and biocompatibility viewpoints. J. Biomed. Mater. Res. B Appl. Biomater. 2022, 110, 18–44. [Google Scholar] [CrossRef]
- Hermawan, H.; Purnama, A.; Dube, D.; Couet, J.; Mantovani, D. Fe–Mn alloys for metallic biodegradable stents: Degradation and cell viability studies. Acta Biomater. 2010, 6, 1852–1860. [Google Scholar] [CrossRef]
- Hermawan, H.; Alamdari, H.; Mantovani, D.; Dubé, D. Iron–manganese: New class of metallic degradable biomaterials prepared by powder metallurgy. Powder Metall. 2008, 51, 38–45. [Google Scholar] [CrossRef]
- Li, L.; Yang, X. The Essential Element Manganese, Oxidative Stress, and Metabolic Diseases: Links and Interactions. Oxid. Med. Cell. Longev. 2018, 2018, 7580707. [Google Scholar] [CrossRef]
- Seol, J.B.; Jung, J.E.; Jang, Y.W.; Park, C.G. Influence of carbon content on the microstructure, martensitic transformation and mechanical properties in austenite/ε-martensite dual-phase Fe–Mn–C steels. Acta Mater. 2013, 61, 558–578. [Google Scholar] [CrossRef]
- Dai, Y.J.; Mi, Z.L. Influence of Carbon on Mechanical Behavior of Fe-Mn-C System Alloys. Adv. Mat. Res. 2014, 941–944, 1469–1472. [Google Scholar] [CrossRef]
- Liu, B.; Zheng, Y.F. Effects of alloying elements (Mn, Co, Al, W, Sn, B, C and S) on biodegradability and in vitro biocompatibility of pure iron. Acta Biomater. 2011, 7, 1407–1420. [Google Scholar] [CrossRef] [PubMed]
- Roman, A.M.; Cimpoeșu, R.; Pricop, B.; Cazacu, M.M.; Zegan, G.; Istrate, B.; Cocean, A.; Chelariu, R.; Moscu, M.; Bădărău, G.; et al. Investigations on the Degradation Behavior of Processed FeMnSi-xCu Shape Memory Alloys. Nanomaterials 2024, 14, 330. [Google Scholar] [CrossRef]
- Xu, Z.; Hodgson, M.A.; Cao, P. Microstructure and degradation behavior of forged Fe-Mn-Si alloys. Int. J. Mod. Phys. B. World Sci. 2015, 29, 10–11. [Google Scholar] [CrossRef]
- Fiocchi, J.; Lemke, J.N.; Zilio, S.; Biffi, C.A.; Coda, A.; Tuissi, A. The effect of Si addition and thermomechanical processing in an Fe-Mn alloy for biodegradable implants: Mechanical performance and degradation behavior. Mater Today Commun. 2021, 27, 102447. [Google Scholar] [CrossRef]
- Hermawan, H.; Dubé, D.; Mantovani, D. Development of Degradable Fe-35Mn Alloy for Biomedical Application. Adv. Mat. Res. 2006, 15–17, 107–112. [Google Scholar]
- Park, J.W.; Hanawa, T.; Chung, J.H. The relative effects of Ca and Mg ions on MSC osteogenesis in the surface modification of microrough Ti implants. Int. J. Nanomed. 2019, 14, 5697–5711. [Google Scholar] [CrossRef]
- Alsakkaf, A.; Md Yusop, A.H.; Idris, H.; Hassan, A.G.; Iqbal, N.; Unal, R.; Sudin, I. Development of Fe-Mg alloys with intermediate degradation kinetics as potential biodegradable bone implants. Mater. Today Commun. 2024, 41, 110609. [Google Scholar] [CrossRef]
- Čapek, J.; Msallamová, Š.; Jablonská, E.; Lipov, J.; Vojtěch, D. A novel high-strength and highly corrosive biodegradable Fe-Pd alloy: Structural, mechanical and in vitro corrosion and cytotoxicity study. Mater. Sci. Eng. C 2017, 79, 550–562. [Google Scholar] [CrossRef]
- Schinhammer, M.; Hänzi, A.C.; Löffler, J.F.; Uggowitzer, P.J. Design strategy for biodegradable Fe-based alloys for medical applications. Acta Biomater. 2010, 6, 1705–1713. [Google Scholar] [CrossRef]
- Wei, S.; Ma, Z.; Tan, L.; Chen, J.; Misra, R.D.K.; Yang, K. Effect of copper content on the biodegradation behavior of Fe-Mn-C alloy system. Mater. Technol. 2022, 37, 1109–1119. [Google Scholar] [CrossRef]
- Paul, B.; Kiel, A.; Otto, M.; Gemming, T.; Hoffmann, V.; Giebeler, L.; Kaltschmidt, B.; Hütten, A.; Gebert, A.; Kaltschmidt, B.; et al. Inherent Antibacterial Properties of Biodegradable FeMnC(Cu) Alloys for Implant Application. ACS Appl Bio Mater. Am. Chem. Soc. 2024, 7, 839–852. [Google Scholar] [CrossRef] [PubMed]
- Prokoshkin, S.; Pustov, Y.; Zhukova, Y.; Kadirov, P.; Karavaeva, M.; Prosviryakov, A.; Dubinskiy, S. Effect of Thermomechanical Treatment on Structure and Functional Fatigue Characteristics of Biodegradable Fe-30Mn-5Si (wt%) Shape Memory Alloy. Materials 2021, 14, 3327. [Google Scholar] [CrossRef]
- Hong, D.; Chou, D.T.; Velikokhatnyi, O.I.; Roy, A.; Lee, B.; Swink, I.; Issaev, I.; Kuhn, H.A.; Kumta, P.N. Binder-jetting 3D printing and alloy development of new biodegradable Fe-Mn-Ca/Mg alloys. Acta Biomater. 2016, 45, 375–386. [Google Scholar] [CrossRef]
- Schinhammer, M.; Steiger, P.; Moszner, F.; Löffler, J.F.; Uggowitzer, P.J. Degradation performance of biodegradable FeMnC(Pd) alloys. Mater. Sci. Eng. C 2013, 33, 1882–1893. [Google Scholar] [CrossRef]
- Chen, D.; Wang, P.; Pan, R.; Zha, C.; Fan, J.; Liang, D.; Zhao, Y. Characteristics of Metal Specimens Formed by Selective Laser Melting: A State-of-the-Art Review. J. Mater. Eng. Perform. 2020, 30, 7073–7100. [Google Scholar] [CrossRef]
- Block-Bolten, A.; Eagar, T.W. Metal vaporization from weld pools. Metall. Trans. B 1984, 15, 461–469. [Google Scholar] [CrossRef]
- Cabañas, N.; Akdut, N.; Penning, J.; De Cooman, B.C. High-temperature deformation properties of austenitic Fe-Mn alloys. Met. Mater. Trans. A Phys. Met. Mater. Sci. 2006, 37, 3305–3315. [Google Scholar] [CrossRef]
- Wang, F.; Tan, Q.; Liu, T.; Venezuela, J.; Shi, Z.; Hurley, S.; Ly, A.; Xu, C.; Erbulut, D.; Yin, J.; et al. Reassessing the Biodegradation Behavior of Additively Manufactured Pure Iron and Iron-Manganese Alloys. 2025. Available online: https://ssrn.com/abstract=5135577 (accessed on 22 April 2025).
- Donik, Č.; Kraner, J.; Kocijan, A.; Paulin, I.; Godec, M. Evolution of the ε and γ phases in biodegradable Fe–Mn alloys produced using laser powder-bed fusion. Sci. Rep. 2021, 11, 19506. [Google Scholar] [CrossRef] [PubMed]
- Zheng, Z.; Sun, B.; Mao, L. Effect of Scanning Strategy on the Manufacturing Quality and Performance of Printed 316L Stainless Steel Using SLM Process. Materials 2024, 17, 1189. [Google Scholar] [CrossRef] [PubMed]
- Cao, Q.N.; Cherqaoui, A.; Henrique Michelin Beraldo, C.; Paternoster, C.; Gélinas, S.; Blais, C.; Mengucci, P.; Mantovani, D. Effect of Volumetric Energy Density on the Evolution of the Microstructure and the Degradation Behavior of 3D-Printed Fe-Mn-C Alloys from Water-Atomized Powders. Metals 2025, 15, 101. [Google Scholar] [CrossRef]
- Gökhan, A.; Carluccio, D.; Bermingham, M.; Dargusch, M.; Gökhan Demir, A.; Caprio, L.; Previtali, B. Selective laser melting Fe and Fe-35Mn for biodegradable implants. Int. J. Mod. Phys. B 2020, 34, 2040034. [Google Scholar]
- Mugwagwa, L.; Dimitrov, D.; Matope, S.; Yadroitsev, I. Influence of process parameters on residual stress related distortions in selective laser melting. Procedia Manuf. 2018, 21, 92–99. [Google Scholar] [CrossRef]
- Nie, Y.; Yuan, B.; Liang, J.; Deng, T.; Li, X.; Chen, P.; Zhang, K.; Li, X.; Li, K.; Peng, H.; et al. Mechanical and functional properties of Fe–Mn–Si biodegradable alloys fabricated by laser powder bed fusion: Effect of heat treatment. Mater. Sci. Eng. A 2024, 908, 146725. [Google Scholar] [CrossRef]
- de Andrade, L.M.; Paternoster, C.; Chevallier, P.; Gambaro, S.; Copes, F.; de Oliveira Sales, V.F.; Mantovani, D. Electropolishing Fe-based biodegradable metals for vascular applications: Impact on surface properties, corrosion and cell viability. RSC Applied Interfaces. R. Soc. Chem. 2025, 2, 420–438. [Google Scholar] [CrossRef]
- Huang, S.; Ulloa, A.; Nauman, E.; Stanciu, L. Collagen Coating Effects on Fe–Mn Bioresorbable Alloys. J. Orthop. Res. 2020, 38, 523–535. [Google Scholar] [CrossRef]
- Liu, J.; Xie, T.; Xie, Y.; Xiao, L.; Lin, Y.; Dai, Y.; Wu, J. Microstructure and Mechanical Properties of Fe–30Mn–9Al–C–3Ni Low-Density Steel Manufactured by Selective Laser Melting. J. Mater. Res. Technol. 2024, 33, 4280–4289. [Google Scholar] [CrossRef]
- Jafarian, H.R.; Sabzi, M.; Mousavi Anijdan, S.H.; Eivani, A.R.; Park, N. The influence of austenitization temperature on microstructural developments, mechanical properties, fracture mode and wear mechanism of Hadfield high manganese steel. J. Mater. Res. Technol. 2021, 10, 819–831. [Google Scholar] [CrossRef]
- Hufenbach, J.; Sander, J.; Kochta, F.; Pilz, S.; Voss, A.; Kühn, U.; Gebert, A. Effect of Selective Laser Melting on Microstructure, Mechanical, and Corrosion Properties of Biodegradable FeMnCS for Implant Applications. Adv. Eng. Mater. 2020, 22, 2000182. [Google Scholar] [CrossRef]
- Shi, Z.-Z.; Gao, X.-X.; Zhang, H.-J.; Liu, X.-F.; Li, H.-Y.; Zhou, C.; Yin, Y.-X.; Wang, L.-N. Design biodegradable Zn alloys: Second phases and their significant influences on alloy properties. Bioact. Mater. 2020, 5, 210–218. [Google Scholar] [CrossRef] [PubMed]
- Dehestani, M.; Trumble, K.; Wang, H.; Wang, H.; Stanciu, L.A. Effects of microstructure and heat treatment on mechanical properties and corrosion behavior of powder metallurgy derived Fe–30Mn alloy. Mater. Sci. Eng. A 2017, 703, 214–226. [Google Scholar] [CrossRef]
- Liu, B.; Zheng, Y.F.; Ruan, L. In vitro investigation of Fe30Mn6Si shape memory alloy as potential biodegradable metallic material. Mater. Lett. 2011, 65, 540–543. [Google Scholar] [CrossRef]
- Tolosa, I.; Garciandía, F.; Zubiri, F.; Zapirain, F.; Esnaola, A. Study of mechanical properties of AISI 316 stainless steel processed by “selective laser melting”, following different manufacturing strategies. Int. J. Adv. Manuf. Technol. 2010, 51, 639–647. [Google Scholar] [CrossRef]
- Grässel, O.; Krüger, L.; Frommeyer, G.; Meyer, L.W. High strength Fe–Mn–(Al, Si) TRIP/TWIP steels development—Properties—Application. Int. J. Plast. 2000, 16, 1391–1409. [Google Scholar] [CrossRef]
- Sawaguchi, T.; Bujoreanu, L.G.; Kikuchi, T.; Ogawa, K.; Koyama, M.; Murakami, M. Mechanism of reversible transformation-induced plasticity of Fe–Mn–Si shape memory alloys. Scr. Mater. 2008, 59, 826–829. [Google Scholar] [CrossRef]
- Omori, T.; Ando, K.; Okano, M.; Xu, X.; Tanaka, Y.; Ohnuma, I.; Kainuma, R.; Ishida, K. Superelastic Effect in Polycrystalline Ferrous Alloys. Science 2011, 333, 68–71. [Google Scholar] [CrossRef]
- Liu, P.; Wu, H.; Liang, L.; Song, D.; Liu, J.; Ma, X.; Li, K.; Fang, Q.; Tian, Y.; Baker, I. Microstructure, mechanical properties and corrosion behavior of additively-manufactured Fe–Mn alloys. Mater. Sci. Eng. A 2022, 852, 143585. [Google Scholar] [CrossRef]
- Li, Y.; Lietaert, K.; Li, W.; Zhang, X.Y.; Leeflang, M.A.; Zhou, J.; Zadpoor, A.A. Corrosion fatigue behavior of additively manufactured biodegradable porous iron. Corros Sci. 2019, 156, 106–116. [Google Scholar] [CrossRef]
- Han, S.Z.; Choi, E.A.; Lim, S.H.; Kim, S.; Lee, J. Alloy design strategies to increase strength and its trade-offs together. Prog. Mater. Sci. 2021, 117, 100720. [Google Scholar] [CrossRef]
- Shiomi, M.; Osakada, K.; Nakamura, K.; Yamashita, T.; Abe, F. Residual stress within metallic model made by selective laser melting process. CIRP Ann. Manuf. Technol. 2004, 53, 195–198. [Google Scholar] [CrossRef]
- Gorejová, R.; Haverová, L.; Oriňaková, R.; Oriňak, A.; Oriňak, M. Recent advancements in Fe-based biodegradable materials for bone repair. J. Mater. Sci. 2019, 54, 1913–1947. [Google Scholar] [CrossRef]
- Zhang, E.; Chen, H.; Shen, F. Biocorrosion properties and blood and cell compatibility of pure iron as a biodegradable biomaterial. J. Mater. Sci. Mater. Med. 2010, 21, 2151–2163. [Google Scholar] [CrossRef] [PubMed]
- Williams, D.F. On the Mechanisms of Biocompatibility. Biomaterials 2008, 29, 2941–2953. [Google Scholar] [CrossRef] [PubMed]
- Kadirov, P.; Zhukova, Y.; Gunderov, D.; Antipina, M.; Teplyakova, T.; Tabachkova, N.; Baranova, A.; Gunderova, S.; Pustov, Y.; Prokoshkin, S. Effect of Accumulative High-Pressure Torsion on Structure and Electrochemical Behavior of Biodegradable Fe-30Mn-5Si (wt.%) Alloy. Crystals 2025, 15, 351. [Google Scholar] [CrossRef]
- Li, Y.; Jahr, H.; Zhou, J.; Zadpoor, A.A. Additively Manufactured Biodegradable Porous Metals. Acta Biomater. 2020, 115, 29–50. [Google Scholar] [CrossRef]
- Zhao, Y.; Feng, J.; Yu, H.; Lin, W.; Li, X.; Tian, Y.; Zhao, M. Comparative Study on Biodegradation of Pure Iron Prepared by Microwave Sintering and Laser Melting. Materials 2022, 15, 1604. [Google Scholar] [CrossRef]
- Cheng, J.; Zheng, Y.F. In vitro study on newly designed biodegradable Fe-X composites (X = W, CNT) prepared by spark plasma sintering. J. Biomed. Mater. Res. B Appl. Biomater. 2013, 101, 485–497. [Google Scholar] [CrossRef]
- Rybalchenko, O.; Anisimova, N.; Martynenko, N.; Rybalchenko, G.; Kiselevskiy, M.; Tabachkova, N.; Shchetinin, I.; Raab, A.; Dobatkin, S. Structure Optimization of a Fe–Mn–Pd Alloy by Equal-Channel Angular Pressing for Biomedical Use. Materials 2022, 16, 45. [Google Scholar] [CrossRef] [PubMed]
- Rivkin, B.; Akbar, F.; Otto, M.; Beyer, L.; Paul, B.; Kosiba, K.; Gustmann, T.; Hufenbach, J.; Medina-Sánchez, M. Remotely Controlled Electrochemical Degradation of Metallic Implants. Small 2024, 20, 2307742. [Google Scholar] [CrossRef]
- Aufa, A.N.; Hassan, M.Z.; Ismail, Z.; Ramlie, F.; Jamaludin, K.R.; Md Daud, M.Y.; Ren, J. Current trends in additive manufacturing of selective laser melting for biomedical implant applications. J. Mater. Res. Technol. 2024, 31, 213–243. [Google Scholar] [CrossRef]
- Chen, L.; Shen, Q.; Liu, Y.; Zhang, Y.; Sun, L.; Ma, X.; Song, N.; Xie, J. Homeostasis and metabolism of iron and other metal ions in neurodegenerative diseases. Signal Transduct. Target. Ther. 2025, 10, 31. [Google Scholar]
- Hu, J.; Shao, J.; Huang, G.; Zhang, J.; Pan, S. In Vitro and In Vivo Applications of Magnesium-Enriched Biomaterials for Vascularized Osteogenesis in Bone Tissue Engineering: A Review of Literature. J. Funct. Biomater. 2023, 14, 326. [Google Scholar] [CrossRef] [PubMed]
- Tai, C.-C.; Huang, Y.-M.; Liaw, C.-K.; Yang, K.-Y.; Ma, C.-H.; Huang, S.-I.; Huang, C.-C.; Tsai, P.-I.; Shen, H.-H.; Sun, J.-S.; et al. Biocompatibility and Biological Performance of Additive-Manufactured Bioabsorbable Iron-Based Porous Interference Screws in a Rabbit Model: A 1-Year Observational Study. Int. J. Mol. Sci. 2022, 23, 14626. [Google Scholar] [CrossRef]
- Flege, C.; Vogt, F.; Höges, S.; Jauer, L.; Borinski, M.; Schulte, V.A.; Hoffmann, R.; Poprawe, R.; Meiners, W.; Jobmann, M.; et al. Development and characterization of a coronary polylactic acid stent prototype generated by selective laser melting. J. Mater. Sci. Mater. Med. 2013, 24, 241–255. [Google Scholar] [CrossRef]
- Sing, N.B.; Mostavan, A.; Hamzah, E.; Mantovani, D.; Hermawan, H. Degradation behavior of biodegradable Fe35Mn alloy stents. J. Biomed. Mater. Res. B Appl. Biomater. 2015, 103, 572–577. [Google Scholar] [CrossRef] [PubMed]
- Bowen, P.K.; Shearier, E.R.; Zhao, S.; Guillory, R.J.; Zhao, F.; Goldman, J.; Drelich, J.W. Biodegradable Metals for Cardiovascular Stents: From Clinical Concerns to Recent Zn-Alloys. Adv. Health Mater. 2016, 5, 1121–1140. [Google Scholar] [CrossRef]
- Bowen, P.K.; Guillory, R.J.; Shearier, E.R.; Seitz, J.-M.; Drelich, J.; Bocks, M.; Zhao, F.; Goldman, J. Metallic zinc exhibits optimal biocompatibility for bioabsorbable endovascular stents. Mater. Sci. Eng. C 2015, 56, 467–472. [Google Scholar] [CrossRef]
- Kong, L.; Heydari, Z.; Lami, G.H.; Saberi, A.; Baltatu, M.S.; Vizureanu, P. A Comprehensive Review of the Current Research Status of Biodegradable Zinc Alloys and Composites for Biomedical Applications. Materials 2023, 16, 4797. [Google Scholar] [CrossRef]
- Zhu, S.; Wu, C.; Li, G.; Zheng, Y.; Nie, J.-F. Creep properties of biodegradable Zn-0.1Li alloy at human body temperature: Implications for its durability as stents. Mater. Res. Lett. 2019, 7, 347–353. [Google Scholar] [CrossRef]
- Domínguez López, G.; Williams, P.L.; Llorca, J.; Echeverry-Rendón, M.; Echeverry-Rendon, M. Screening of Zn Alloys for Cardiovascular and Bone Applications: Effect of the Alloying Elements. Available online: https://ssrn.com/abstract=5027614 (accessed on 14 March 2025).
- Imtiaz, H.; Riaz, M.; Anees, E.; Bashir, F.; Hussain, T. Biodegradable zinc–magnesium alloys for bone fixation: A study of their structural integrity, corrosion resistance, and mechanical properties. Mater. Chem. Phys. 2025, 334, 130429. [Google Scholar] [CrossRef]
- Cao, X.; Wang, X.; Chen, J.; Geng, X.; Tian, H. 3D Printing of a Porous Zn-1Mg-0.1Sr Alloy Scaffold: A Study on Mechanical Properties, Degradability, and Biosafety. J. Funct. Biomater. 2024, 15, 109. [Google Scholar] [CrossRef]
- Yang, H.; Jia, B.; Zhang, Z.; Qu, X.; Li, G.; Lin, W.; Zhu, D.; Dai, K.; Zheng, Y. Alloying design of biodegradable zinc as promising bone implants for load-bearing applications. Nat. Commun. 2020, 11, 401. [Google Scholar] [CrossRef] [PubMed]
- Tang, Z.; Huang, H.; Niu, J.; Zhang, L.; Zhang, H.; Pei, J.; Tan, J.; Yuan, G. Design and characterizations of novel biodegradable Zn-Cu-Mg alloys for potential biodegradable implants. Mater. Des. 2017, 117, 84–94. [Google Scholar] [CrossRef]
- Zhu, K.; Prince, R.L. Calcium and bone. Clin. Biochem. 2012, 45, 936–942. [Google Scholar] [CrossRef]
- Čapek, J.; Kubásek, J.; Pinc, J.; Drahokoupil, J.; Čavojský, M.; Vojtěch, D. Extrusion of the biodegradable ZnMg0.8Ca0.2 alloy–The influence of extrusion parameters on microstructure and mechanical characteristics. J. Mech. Behav. Biomed. Mater. 2020, 108, 103796. [Google Scholar] [CrossRef]
- Zhang, Z.; Jia, B.; Yang, H.; Han, Y.; Wu, Q.; Dai, K.; Zheng, Y. Biodegradable ZnLiCa ternary alloys for critical-sized bone defect regeneration at load-bearing sites: In vitro and in vivo studies. Bioact. Mater. 2021, 6, 3999–4013. [Google Scholar] [CrossRef] [PubMed]
- Cabrera, W.E.; Schrooten, I.; De Broe, M.E.; D’Haese, P.C. Strontium and Bone. J. Bone Miner. Res. 1999, 14, 661–668. [Google Scholar] [CrossRef]
- Mostaed, E.; Sikora-Jasinska, M.; Drelich, J.W.; Vedani, M. Zinc-based alloys for degradable vascular stent applications. Acta Biomater. 2018, 71, 1–23. [Google Scholar] [CrossRef]
- Song, J.; Gao, Y.; Liu, C.; Chen, Z. The effect of Sr addition on the microstructure and corrosion behaviour of a Mg-Zn-Ca alloy. Surf. Coat. Technol. 2022, 437, 128328. [Google Scholar] [CrossRef]
- Reginster, J. Strontium Ranelate in Osteoporosis. Curr. Pharm. Des. 2005, 8, 1907–1916. [Google Scholar] [CrossRef] [PubMed]
- Palai, D.; Roy, T.; Prasad, P.S.; Hazra, C.; Dhara, S.; Sen, R.; Das, S.; Das, K. Influence of Copper on the Microstructural, Mechanical, and Biological Properties of Commercially Pure Zn-Based Alloys for a Potential Biodegradable Implant. ACS Biomater. Sci. Eng. Am. Chem. Soc. 2022, 8, 1443–1463. [Google Scholar] [CrossRef]
- Tang, Z.; Niu, J.; Huang, H.; Zhang, H.; Pei, J.; Ou, J.; Yuan, G. Potential biodegradable Zn-Cu binary alloys developed for cardiovascular implant applications. J. Mech. Behav. Biomed. Mater. 2017, 72, 182–191. [Google Scholar] [CrossRef]
- Čákyová, V.; Gorejová, R.; Kupková, M.; Sopčák, T.; Strečková, M.; Fáberová, M.; Özaltin, K.; Džupon, M.; Oriňaková, R. Study of Zn-Ag Alloys Prepared via Powder Metallurgy. 2025. Available online: https://ssrn.com/abstract=5115727 (accessed on 17 March 2025).
- Xiao, X.; Liu, E.; Shao, J.; Ge, S. Advances on biodegradable zinc-silver-based alloys for biomedical applications. J. Appl. Biomater. Funct. Mater. 2021, 19, 22808000211062407. [Google Scholar] [CrossRef]
- Xie, Z.; Yang, M.Z.; Xue, J.B.; Chen, Y.; Peng, L.J.; Cai, B.; Zhang, Y.Y. Antibacterial properties of biodegradable zinc alloys in vivo. Chinese Journal of Tissue Engineering Research. Chin. J. Tissue Eng. Res. 2019, 23, 2196–2201. [Google Scholar]
- Di, T.; Xu, Y.; Liu, D.; Sun, X. Microstructure, Mechanical Performance and Anti-Bacterial Activity of Degradable Zn-Cu-Ag Alloy. Metals 2022, 12, 1444. [Google Scholar] [CrossRef]
- Liu, X.; Sun, J.; Yang, Y.; Zhou, F.; Pu, Z.; Li, L.; Zheng, Y. Microstructure, mechanical properties, in vitro degradation behavior and hemocompatibility of novel Zn–Mg–Sr alloys as biodegradable metals. Mater. Lett. 2016, 162, 242–245. [Google Scholar] [CrossRef]
- Waqas, M.; He, D.; Wu, X.; Tan, Z.; Shao, W.; Guo, X. Investigation on the preparation, microstructure, mechanical and degradation properties of laser additive manufactured Zn–Li–Mg alloy for bioresorbable application. J. Mater. Res. Technol. 2023, 26, 8509–8526. [Google Scholar] [CrossRef]
- Meng, F.; Du, Y. Research Progress on Laser Powder Bed Fusion Additive Manufacturing of Zinc Alloys. Materials 2024, 17, 4309. [Google Scholar] [CrossRef] [PubMed]
- Gao, W.; Li, Z.W.; Harikisun, R.; Chang, S.S. Zinc oxide films formed by oxidation of zinc under low partial pressure of oxygen. Mater. Lett. 2003, 57, 1435–1440. [Google Scholar] [CrossRef]
- Waqas, M.; He, D.; Tan, Z.; Yang, P.; Gao, M.; Guo, X. A study of selective laser melting process for pure zinc and Zn10mg alloy on process parameters and mechanical properties. Artic. Rapid Prototyp. J. 2023, 29, 1923–1939. [Google Scholar] [CrossRef]
- Cui, Z.; Zhang, Y.; Wang, J.; Zhou, L.; Hao, X.; Wang, W.; Li, W.; Cheng, W.; Chang, C. Comparison on microstructure and properties of Zn-10 Mg alloy prepared by SPS and SLM techniques. Mater Lett. 2025, 389, 138327. [Google Scholar] [CrossRef]
- Cockerill, I.; Su, Y.; Sinha, S.; Qin, Y.X.; Zheng, Y.; Young, M.L.; Zhu, D. Porous zinc scaffolds for bone tissue engineering applications: A novel additive manufacturing and casting approach. Mater. Sci. Eng. C 2020, 110, 110738. [Google Scholar] [CrossRef]
- Mahmood, M.A.; Chioibasu, D.; Rehman, A.U.; Mihai, S.; Popescu, A.C. Post-Processing Techniques to Enhance the Quality of Metallic Parts Produced by Additive Manufacturing. Metals 2022, 12, 77. [Google Scholar] [CrossRef]
- Wang, C.; Hu, Y.; Zhong, C.; Lan, C.; Li, W.; Wang, X. Microstructural evolution and mechanical properties of pure Zn fabricated by selective laser melting. Mater. Sci. Eng. A 2022, 846, 143276. [Google Scholar] [CrossRef]
- Voshage, M.; Megahed, S.; Schückler, P.G.; Wen, P.; Qin, Y.; Jauer, L.; Poprawe, R.; Schleifenbaum, J.H. Additive manufacturing of biodegradable Zn-xMg alloys: Effect of Mg content on manufacturability, microstructure and mechanical properties. Mater. Today Commun. 2022, 32, 103805. [Google Scholar] [CrossRef]
- Yang, Y.; Yuan, F.; Gao, C.; Feng, P.; Xue, L.; He, S.; Shuai, C. A combined strategy to enhance the properties of Zn by laser rapid solidification and laser alloying. J. Mech. Behav. Biomed. Mater. 2018, 82, 51–60. [Google Scholar] [CrossRef]
- Galib, R.H.; Sharif, A. Development of Zn-Mg Alloys as a Degradable Biomaterial. Columbia Int. Publ. Adv. Alloys Compd. 2016, 1, 1–7. [Google Scholar]
- Dambatta, M.S.; Izman, S.; Kurniawan, D.; Hermawan, H. Processing of Zn-3Mg alloy by equal channel angular pressing for biodegradable metal implants. J. King Saud. Univ. Sci. 2017, 29, 455–461. [Google Scholar] [CrossRef]
- Liu, X.; Sun, J.; Qiu, K.; Yang, Y.; Pu, Z.; Li, L.; Zheng, Y. Effects of alloying elements (Ca and Sr) on microstructure, mechanical property and in vitro corrosion behavior of biodegradable Zn–1. 5Mg alloy. J. Alloys Compd. 2016, 664, 444–452. [Google Scholar] [CrossRef]
- Li, Y.; Li, W.; Bobbert, F.S.L.; Lietaert, K.; Dong, J.H.; Leeflang, M.A.; Zhou, J.; Zadpoor, A.A. Corrosion fatigue behavior of additively manufactured biodegradable porous zinc. Acta Biomater. 2020, 106, 439–449. [Google Scholar] [CrossRef]
- Eliaz, N. Corrosion of Metallic Biomaterials: A Review. Materials 2019, 12, 407. [Google Scholar] [CrossRef] [PubMed]
- Sun, S.; Chen, W.; Wu, C.; Liu, Y.; Su, X.; Wang, J. Effect of calcium on microstructure and corrosion resistance of Zn-6Al-3Mg alloy coatings. Mater. Today Commun. 2025, 46, 112495. [Google Scholar] [CrossRef]
- Chao, Z.; Wang, B.; Xu, C.; Li, Y. Study of grain orientation effect on the corrosion behavior of biocompatible magnesium alloy Mg–2Zn-0.5Ca. Mater. Chem. Phys. 2024, 328, 130039. [Google Scholar] [CrossRef]
- Ning, J.; Ma, Z.-X.; Zhang, L.-J.; Wang, D.-P.; Na, S.-J. Effects of magnesium on microstructure, properties and degradation behaviors of zinc-based alloys prepared by selective laser melting. Mater. Res. Express. 2022, 9, 086511. [Google Scholar] [CrossRef]
- Dambatta, M.S.; Izman, S.; Kurniawan, D.; Farahany, S.; Yahaya, B.; Hermawan, H. Influence of thermal treatment on microstructure, mechanical and degradation properties of Zn–3Mg alloy as potential biodegradable implant material. Mater. Des. 2015, 85, 431–437. [Google Scholar] [CrossRef]
- Bandekian, S.; Baghbaderani, M.Z.; Drelich, J.W.; Sharif, S.; Ismail, A.F.; Bakhsheshi-Rad, H.R. Additive manufacturing of zinc-based biomaterials: Fabrication, performance and property evaluation. J. Mater. Res. Technol. 2025, 36, 5484–5508. [Google Scholar] [CrossRef]
- Pham, D.N.; Hiromoto, S.; Kobayashi, E. Influences of Zinc Content and Solution Heat Treatment on Microstructure and Corrosion Behavior of Mg-Zn Binary Alloys. Corrosion 2021, 77, 323–338. [Google Scholar] [CrossRef]
- Yuan, W.; Xia, D.; Wu, S.; Zheng, Y.; Guan, Z.; Rau, J.V. A review on current research status of the surface modification of Zn-based biodegradable metals. Bioact. Mater. 2022, 7, 192–216. [Google Scholar] [CrossRef] [PubMed]
- Shearier, E.R.; Bowen, P.K.; He, W.; Drelich, A.; Drelich, J.; Goldman, J.; Zhao, F. In Vitro Cytotoxicity, Adhesion, and Proliferation of Human Vascular Cells Exposed to Zinc. ACS Biomater. Sci. Eng. Am. Chem. Soc. 2016, 2, 634–642. [Google Scholar] [CrossRef]
- Du, C.; Zuo, K.; Ma, Z.; Zhao, M.; Li, Y.; Tian, S.; Lu, Y.; Xiao, G. Effect of Substrates Performance on the Microstructure and Properties of Phosphate Chemical Conversion Coatings on Metal Surfaces. Molecules 2022, 27, 6434. [Google Scholar] [CrossRef] [PubMed]
- Guan, Z.; Linsley, C.S.; Pan, S.; Yao, G.; Wu, B.M.; Levi, D.S.; Li, X. Zn-Mg-WC Nanocomposites for Bioresorbable Cardiovascular Stents: Microstructure, Mechanical Properties, Fatigue, Shelf Life, and Corrosion. ACS Biomater. Sci. Eng. Am. Chem. Soc. 2022, 8, 328–339. [Google Scholar] [CrossRef] [PubMed]
- Hermawan, H.; Dubé, D.; Mantovani, D. Developments in metallic biodegradable stents. Acta Biomater. 2010, 6, 1693–1697. [Google Scholar] [CrossRef]
- Liu, Y.; Zheng, Y.; Chen, X.; Yang, J.; Pan, H.; Chen, D.; Wang, L.; Zhang, J.; Zhu, D.; Wu, S.; et al. Fundamental Theory of Biodegradable Metals—Definition, Criteria, and Design. Adv. Funct. Mater. 2019, 29, 1805402. [Google Scholar] [CrossRef]
- Chen, Y.; Xu, Z.; Smith, C.; Sankar, J. Recent advances on the development of magnesium alloys for biodegradable implants. Acta Biomater. 2014, 10, 4561–4573. [Google Scholar] [CrossRef]
- Zhang, E.; Yang, L. Microstructure, mechanical properties and bio-corrosion properties of Mg–Zn–Mn–Ca alloy for biomedical application. Mater. Sci. Eng. A 2008, 497, 111–118. [Google Scholar] [CrossRef]
- Zhang, B.; Li, Y.; Bai, Q. Defect Formation Mechanisms in Selective Laser Melting: A Review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Wang, D.; Yang, Y.; Liu, R.; Xiao, D.; Sun, J. Study on the designing rules and processability of porous structure based on selective laser melting (SLM). J. Mater. Process Technol. 2013, 213, 1734–1742. [Google Scholar] [CrossRef]
- Yasa, E.; Kruth, J.-P. Microstructural investigation of Selective Laser Melting 316L stainless steel parts exposed to laser re-melting. Procedia Eng. 2011, 19, 389–395. [Google Scholar] [CrossRef]
- Mellal, A.; Wiskott, H.W.A.; Botsis, J.; Scherrer, S.S.; Belser, U.C. Stimulating effect of implant loading on surrounding bone. Clin. Oral. Implant. Res. 2004, 15, 239–248. [Google Scholar] [CrossRef]
- Jahr, H.; Li, Y.; Zhou, J.; Zadpoor, A.A.; Schröder, K.-U. Additively Manufactured Absorbable Porous Metal Implants–Processing, Alloying and Corrosion Behavior. Front. Mater. 2021, 8, 628633. [Google Scholar] [CrossRef]
- Fazel-Rezai, R. Biomedical Engineering–From Theory to Applications Edited by Reza Fazel-Rezai; InTechOpen: London, UK, 2011; Volume 498. [Google Scholar]
- Doll, K.; Doll, P.W.; Doll, C.; Doll, T. Importance of interdisciplinary training for successful development of innovative biomedical implants. Curr. Dir. Biomed. Eng. 2022, 8, 761–764. [Google Scholar] [CrossRef]
- Khan, A.R.; Grewal, N.S.; Zhou, C.; Yuan, K.; Zhang, H.-J.; Jun, Z. Recent advances in biodegradable metals for implant applications: Exploring in vivo and in vitro responses. Results Eng. 2023, 20, 101526. [Google Scholar] [CrossRef]
- Rashidy Ahmady, A.; Ekhlasi, A.; Nouri, A.; Haghbin Nazarpak, M.; Gong, P.; Solouk, A. High entropy alloy coatings for biomedical applications: A review. Smart Mater. Manuf. 2023, 1, 100009. [Google Scholar] [CrossRef]
- Pompe, W.; Worch, H.; Epple, M.; Friess, W.; Gelinsky, M.; Greil, P.; Hempel, U.; Scharnweber, D.; Schulte, K. Functionally graded materials for biomedical applications. Mater. Sci. Eng. A 2003, 362, 40–60. [Google Scholar] [CrossRef]
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. Current trends and research opportunities in hybrid additive manufacturing. Int. J. Adv. Manuf. Technol. 2021, 113, 623–648. [Google Scholar] [CrossRef]
- Gao, B.; Zhao, H.; Peng, L.; Sun, Z. A Review of Research Progress in Selective Laser Melting (SLM). Micromachines 2022, 14, 57. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Fan, H.; Li, H.; Hua, L.; Du, J.; He, Y.; Jin, Y. Recent Advancements in the Surface Modification of Additively Manufactured Metallic Bone Implants. Addit. Manuf. Front. 2025, 4, 200195. [Google Scholar] [CrossRef]
- Yi Wang, W.; Li, J.; Liu, W.; Liu, Z.-K. Integrated computational materials engineering for advanced materials: A brief review. Comput. Mater. Sci. 2019, 158, 42–48. [Google Scholar] [CrossRef]
- Ng, W.L.; Goh, G.L.; Goh, G.D.; Ten, J.S.J.; Yeong, W.Y. Progress and Opportunities for Machine Learning in Materials and Processes of Additive Manufacturing. Adv. Mater. 2024, 36, e2310006. [Google Scholar] [CrossRef]
- Diniz, P.; Grimm, B.; Garcia, F.; Fayad, J.; Ley, C.; Mouton, C.; Oeding, J.F.; Hirschmann, M.T.; Samuelsson, K.; Seil, R. Digital twin systems for musculoskeletal applications: A current concepts review. Knee Surgery, Sports Traumatology. Arthroscopy 2025, 33, 1892–1910. [Google Scholar]
- Maintz, M.; Tourbier, C.; de Wild, M.; Cattin, P.C.; Beyer, M.; Seiler, D.; Honigmann, P.; Sharma, N.; Thieringer, F.M. Patient-specific implants made of 3D printed bioresorbable polymers at the point-of-care: Material, technology, and scope of surgical application. 3D Print. Med. 2024, 10, 13. [Google Scholar] [CrossRef]
- Merces, L.; Ferro, L.M.M.; Thomas, A.; Karnaushenko, D.D.; Luo, Y.; Egunov, A.I.; Zhang, W.; Bandari, V.K.; Lee, Y.; McCaskill, J.S.; et al. Bio-Inspired Dynamically Morphing Microelectronics toward High-Density Energy Applications and Intelligent Biomedical Implants. Adv. Mater. 2024, 36, e2313327. [Google Scholar] [CrossRef]
- Xue, L.; Dai, S.; Li, Z. Biodegradable shape-memory block co-polymers for fast self-expandable stents. Biomaterials 2010, 31, 8132–8140. [Google Scholar] [CrossRef]
- Kadhim, A.C.; Azzahrani, A.S.; Alsheikhy, A.A.; Resen, D.A. Smart Bandages with Integrated Sensors for Real-Time Monitoring of Wound Inflammation and Infection. J. Opt. 2023. [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloying Element | Optimal Content | Effect on Mechanical Properties | Effect on Degradation Rate | Biological Effects |
|---|---|---|---|---|
| Calcium (Ca) | 0.3–1.0% | Increased yield strength, grain refinement [75] | Improved corrosion resistance at content up to 0.5%, decreased at higher content [76] | Stimulation of bone tissue formation, activation of osteoblasts [77] |
| Zinc (Zn) | 1.0–5.0% | Increases tensile strength by 30–40%, decreases plasticity [78] | Improved corrosion resistance at content up to 3–4%, deterioration at higher content | Stimulation of osteoblast proliferation, antibacterial action |
| Strontium (Sr) | 0.5–2.0% | Moderate strength increase, improved plasticity [79] | Decreased corrosion resistance with increasing content [80] | Stimulation of osteogenesis, inhibition of osteoclast activity [80] |
| Rare Earth Elements (Gd, Y, Nd) | 2.0–4.0% | Significant strength increase, improved fatigue characteristics [81] | Substantial improvement in corrosion resistance [82] | Depend on the specific element, Gd and Y show osteoinductive properties [83] |
| Manganese (Mn) | 0.2–0.8% | Moderate effect on strength, reduced property anisotropy [84] | Improved corrosion resistance due to binding Fe impurities [84] | Participation in connective tissue formation, enzymatic processes [85] |
| Zirconium (Zr) | 0.3–0.6% | Grain refinement, improved microstructure homogeneity, reduced anisotropy [51] | Moderate improvement in corrosion resistance [86] | Low cytotoxicity, neutral biological action [86] |
| Alloy | Production Method | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Source |
|---|---|---|---|---|---|
| WE43 | SLM | 296.3 ± 2.5 | 308.0 ± 1.0 | 12.2 ± 1.4 | [112] |
| WE43 | Extrusion | 284.4 ± 0.9 | 306.6 ± 0.5 | 22.4 ± 3.6 | [112] |
| WE43 | Casting | 145.4 ± 6.6 | 189.2 ± 9.2 | 4.4 ± 0.6 | [112] |
| WE43 | Rolling + aging | 310 ± 3 | 357 ± 4 | 2.9 ± 0.1 | [113] |
| AZ91D | SLM | 181 | 305 | 5.2 | [109] |
| AZ91D | Casting | 160 | 220 | 5.8 | [106] |
| GZ112K | SLM | 252 | 275 | 4.3 | [33] |
| Alloy | Manufacturing Method | Testing Environment | Corrosion Rate (mm/Year) | Reference |
|---|---|---|---|---|
| WE43 | SLM | SBF, in vitro | 2.6 ± 1.9 | [121] |
| WE43 | Casting | SBF, in vitro | 1.0 ± 0.5 | [121] |
| AZ91D | SLM | 3.5% NaCl | 1.68 | [106] |
| AZ91D | Casting | 3.5% NaCl | 0.89 | [106] |
| Mg-Ca | SLM | HBSS | 1.35–1.81 | [91] |
| Mg-Ca | Casting | HBSS | 0.72–0.96 | [91] |
| Pure Mg | SLM | PBS | 2.28 | [115] |
| Pure Mg | Casting | PBS | 1.02 | [115] |
| WE43 | SLM, T4 treated | SBF, in vitro | 1.8 ± 0.7 | [41,122] |
| ZK60 | SLM | HBSS | 1.47 | [41] |
| ZK60 | Extrusion | HBSS | 0.83 | [41] |
| Alloying Element | Optimal Content | Effect on Mechanical Properties | Effect on Degradation Rate | Biological Effects |
|---|---|---|---|---|
| Manganese (Mn) | 20–35% | Increased strength and plasticity, change in phase composition (γ, γ + ε), reduced magnetic properties [136] | Acceleration of corrosion compared to pure Fe [137] | Essential microelement, participates in metabolism [138] |
| Carbon (C) | 0.5–1.2% | Significant strength increase [139], austenitic phase stabilization, TRIP effect [140] | Can accelerate or slow down corrosion depending on microstructure [141] | - |
| Silicon (Si) | 3–6% | Increased yield strength, shape memory effect [142] | Significant acceleration of corrosion (by 2–3 times) [143] | Biocompatible with various cell types [144] |
| Calcium (Ca) | 0.5–2.0% | - | Substantial acceleration of corrosion [145] | Stimulation of osteogenesis [146], important element for bone tissue |
| Magnesium (Mg) | 0.5–2.0% | Increased hardness [147] | Significant acceleration of corrosion [145] | - |
| Palladium (Pd) | 0.5–1.0% | Increased strength and corrosion rate [148] | Acceleration of corrosion by 3–4 times through microgalvanic effect [149] | Acceptable cytotoxicity [148] |
| Copper (Cu) | 1.0–4.0% | Moderate reduction in mechanical properties [150] | Acceleration of corrosion [150] | Antimicrobial action [151] |
| Alloy | Production Method | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Source |
|---|---|---|---|---|---|
| Fe-30Mn-1.2C-1Si | SLM | 599 ± 27 | 843 ± 23 | 24 ± 4 | [169] |
| Fe-30Mn-1.2C-1Si | Casting | 341 ± 6 | 767 ± 51 | 30 ± 1 | [169,170] |
| Fe-30Mn | PM | 134 ± 5 | 216 ± 12 | 11 ± 1 | [171] |
| Fe–30Mn | Casting | 124 | 366 | 55 | [172] |
| Fe–Mn–Si | SLM | 325.8 ± 20.3 | 863.2 ± 10.7 | 11.0 ± 4.6 | [164] |
| FeMn | SLM | 331 ± 8 | 553 ± 10 | 3.8 ± 1 | [24] |
| 316L | SLM | 638 ± 22 | 674 ± 9 | 30 ± 3 | [173] |
| Alloy | Production Method | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Source |
|---|---|---|---|---|---|
| Pure Zn | SLM | 84 | 95 | 11.7 | [226] |
| Pure Zn | Casting | 17 | 20 | 0.2 | [46] |
| Zn-2Mg | SLM | 117 | 162 | 4.1 | [228] |
| Zn-2Mg | Casting | - | 154 | 2 | [229] |
| Zn-3Cu | SLM | 152 | 222 | 7.2 | [228] |
| Zn-3Cu | Casting | 64 | 84 | 1.3 | [230] |
| Zn-1Mg-0.5Sr | Casting | 130 | 209 | 2 | [231] |
| Characteristic | Magnesium Alloys | Iron Alloys | Zinc Alloys |
|---|---|---|---|
| Density (g/cm3) | 1.7–2 | 7.8–8.1 | 7.0–7.2 |
| Elastic modulus (GPa) | 40–45 | 190–210 | 80–110 |
| Yield strength of SLM material (MPa) | 180–300 | 400–600 | 80–200 |
| Tensile strength of SLM material (MPa) | 250–350 | 250–850 | 100–350 |
| Typical degradation rate (mm/year) | 1.0–3.0 | 0.1–0.5 | 0.2–0.5 |
| Main alloying elements | Ca, Zn, REE | Mn, C, Si | Mg, Ca, Cu |
| Parameter | Magnesium Alloys | Iron Alloys | Zinc Alloys |
|---|---|---|---|
| Optimal laser power | 100–200 W | 200–400 W | 80–150 W |
| Scanning speed | 400–800 mm/s | 600–1200 mm/s | 300–700 mm/s |
| Layer thickness | 30–50 μm | 20–40 μm | 20–40 μm |
| Hatch distance | 80–120 μm | 70–100 μm | 60–100 μm |
| Energy density | 120–150 J/mm3 | 60–150 J/mm3 | 100–130 J/mm3 |
| Protective atmosphere requirements | High purity argon (<10 ppm O2) | Argon (<100 ppm O2) | High purity argon (<50 ppm O2) |
| Main technological problems | Evaporation, oxidation, high reactivity | High melting temperature, selective evaporation of Mn | Low melting temperature, evaporation, smoke formation |
| Literature references | [30] | [153,154] | [216,217] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gracheva, A.; Polozov, I.; Popovich, A. Additive Manufacturing of Biodegradable Metallic Implants by Selective Laser Melting: Current Research Status and Application Perspectives. Metals 2025, 15, 754. https://doi.org/10.3390/met15070754
Gracheva A, Polozov I, Popovich A. Additive Manufacturing of Biodegradable Metallic Implants by Selective Laser Melting: Current Research Status and Application Perspectives. Metals. 2025; 15(7):754. https://doi.org/10.3390/met15070754
Chicago/Turabian StyleGracheva, Anna, Igor Polozov, and Anatoly Popovich. 2025. "Additive Manufacturing of Biodegradable Metallic Implants by Selective Laser Melting: Current Research Status and Application Perspectives" Metals 15, no. 7: 754. https://doi.org/10.3390/met15070754
APA StyleGracheva, A., Polozov, I., & Popovich, A. (2025). Additive Manufacturing of Biodegradable Metallic Implants by Selective Laser Melting: Current Research Status and Application Perspectives. Metals, 15(7), 754. https://doi.org/10.3390/met15070754