
Multi-Parameter Optimization and Corrosion Behavior of FeCoNiCrAl HEA Coatings via Laser Cladding
 ,
,
Abstract
1. Introduction
2. Experimental Procedure
2.1. Material and Coating Preparation
2.2. Phase Composition and Microstructure
2.3. Electrochemical Test
2.4. Experimental Design and Analysis Method
3. Results and Discussion
3.1. Phase Structure of Coating
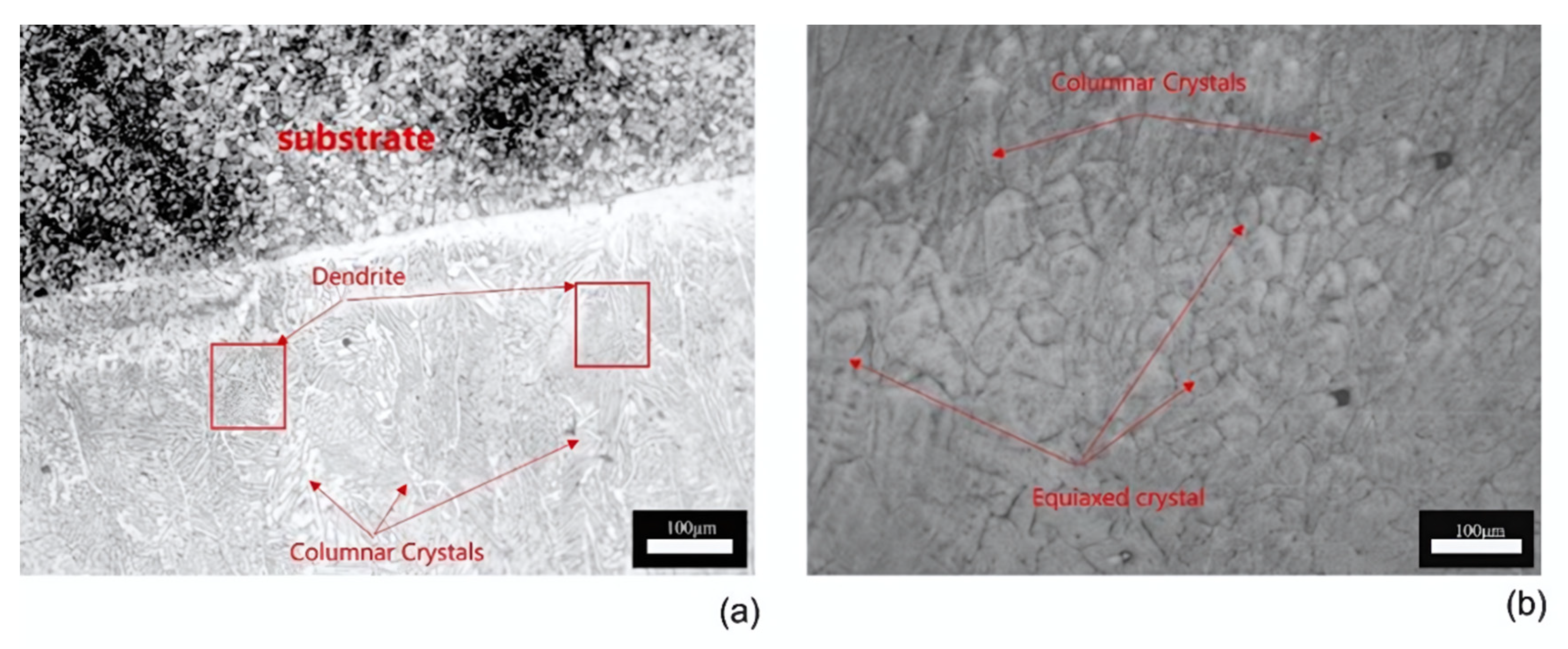
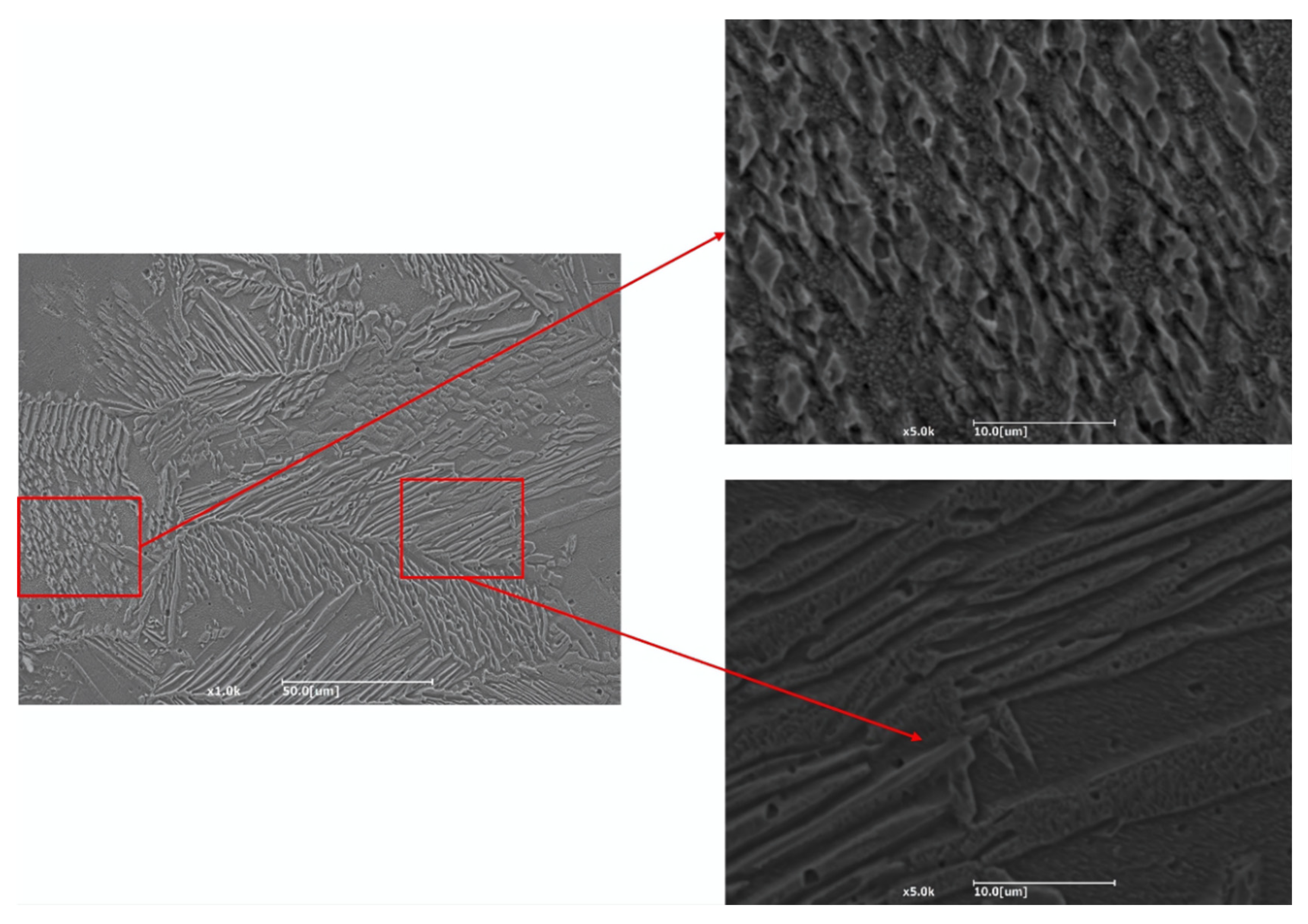
3.2. Microstructure of Coating
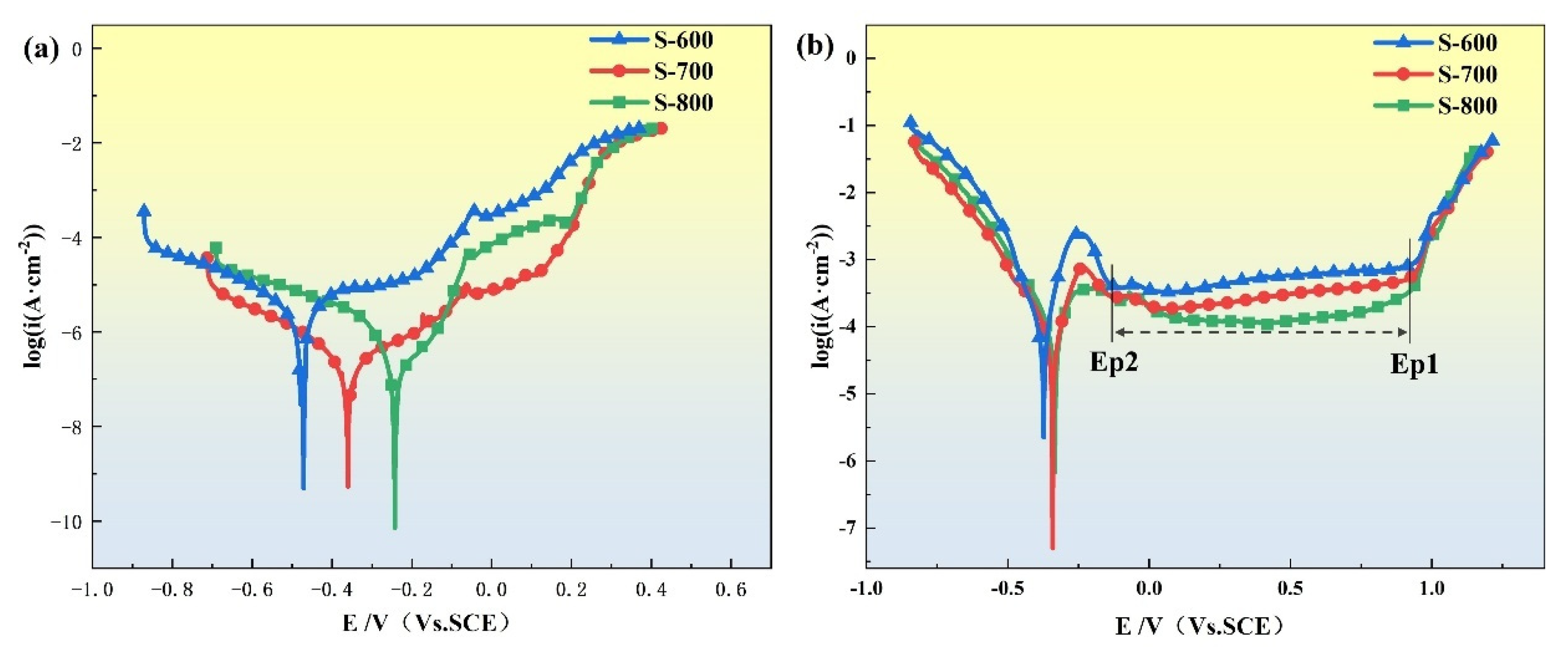
3.3. Analysis of Dynamic Potential Polarization Test Results
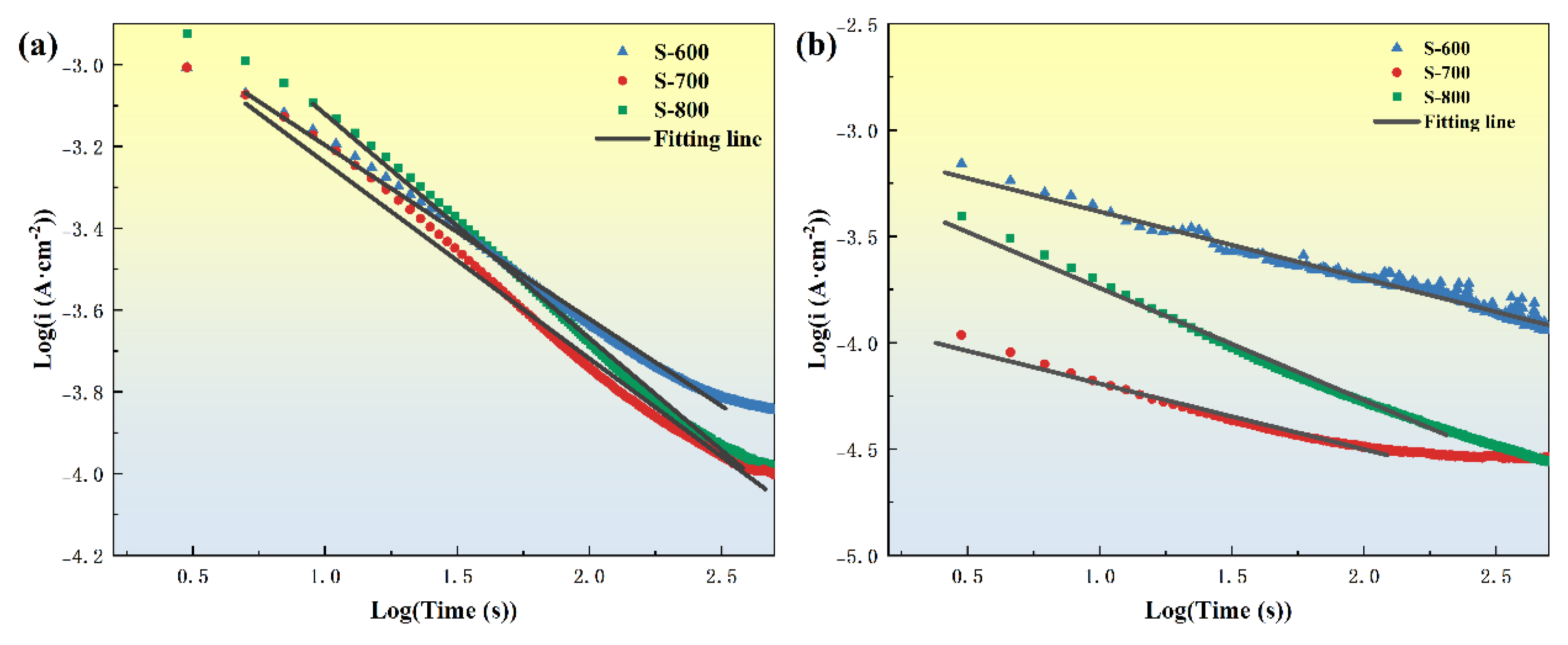
3.4. Constant Potential Polarization Analysis
3.5. Analysis of the Composition and Structure of Passive Films
3.6. Analysis of EIS Test and Mott–Schottky Test of Passive Films
3.7. Experimental Analysis of Corrosion Immersion
3.8. Corrosion Mechanism Analysis
4. Conclusions
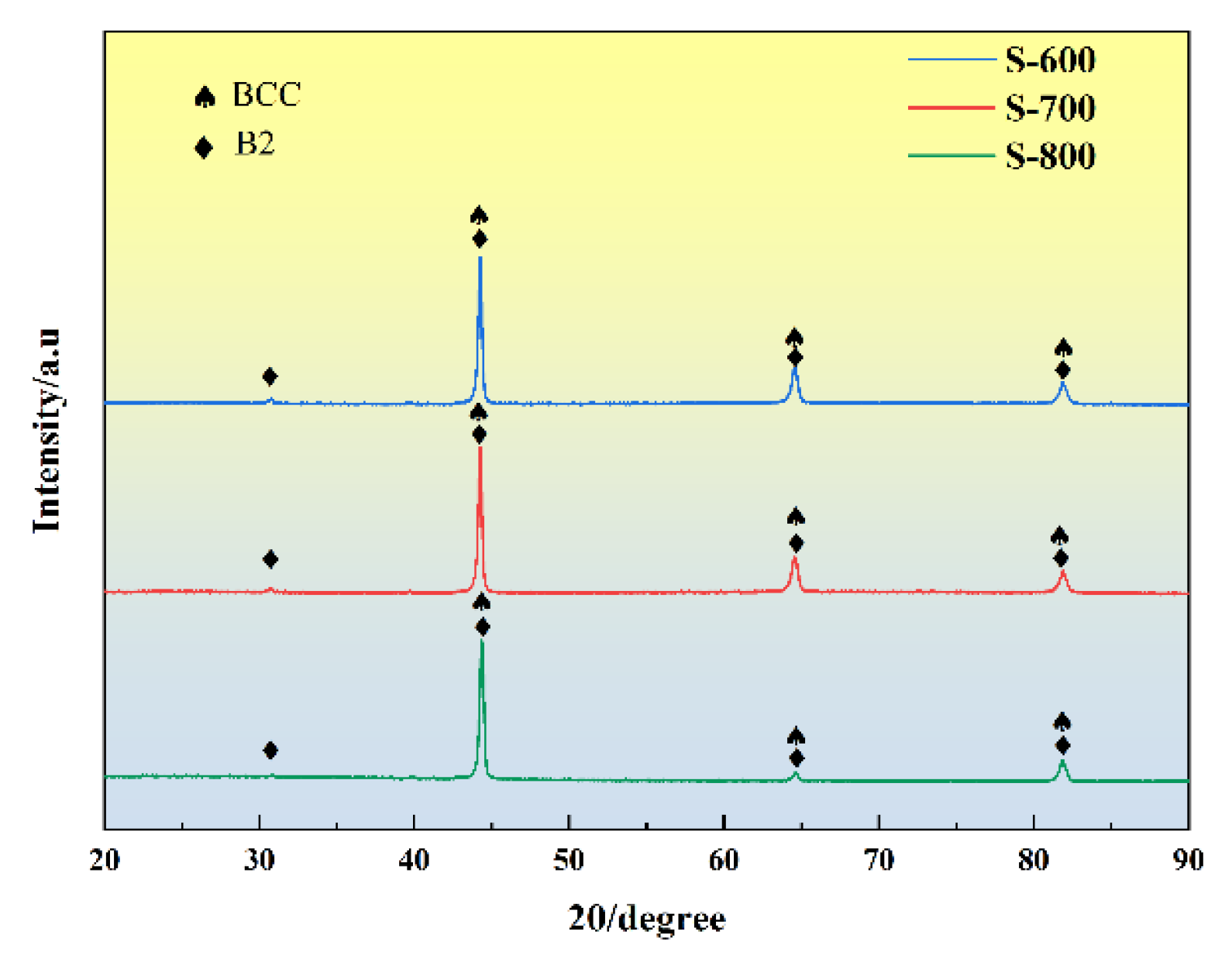
- The RSM-optimized laser cladding process produced FeCoNiCrAl HEA coatings with a multi-phase solid solution structure, primarily composed of an Al-Ni-rich disordered B2 phase and a Cr-Fe-enriched ordered BCC phase.
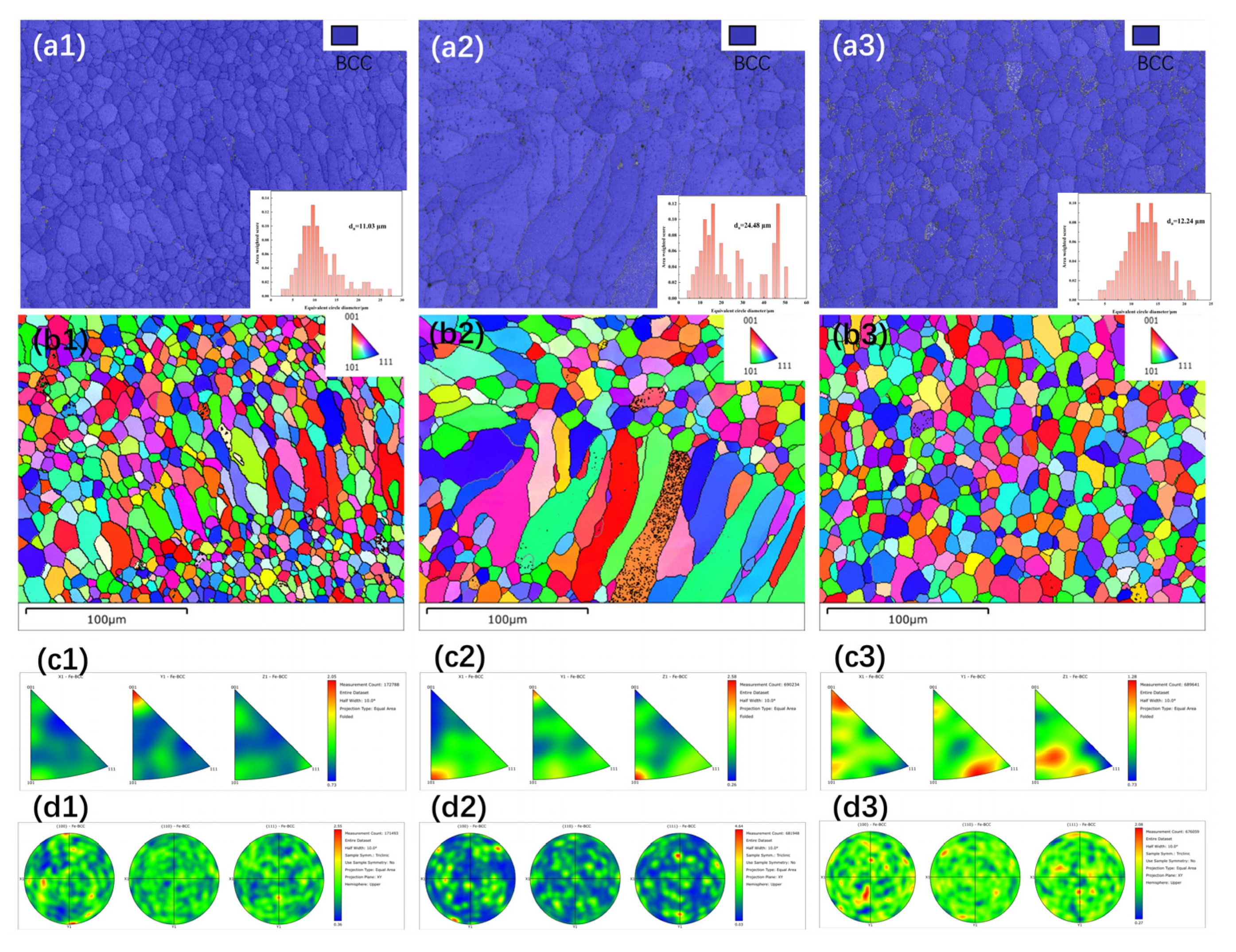
- The cooling rate emerged as the critical factor affecting phase transformation and grain refinement, with laser power and scanning speed having the most substantial influence on the cooling rate. A balanced adjustment of laser power and scanning speed facilitated the formation of equiaxed grains and promoted grain refinement. Additionally, reducing specific energy density effectively mitigated elemental segregation, contributing to enhanced corrosion resistance.
- Under conditions of 12% dilution, high laser power, high scanning speed, and low specific energy density, the S-800 HEA coating displayed a fine, uniformly distributed equiaxed grain structure with minimal elemental segregation, exhibiting optimal corrosion resistance, which may be attributed to a higher proportion of (100)-oriented planes in the coating.
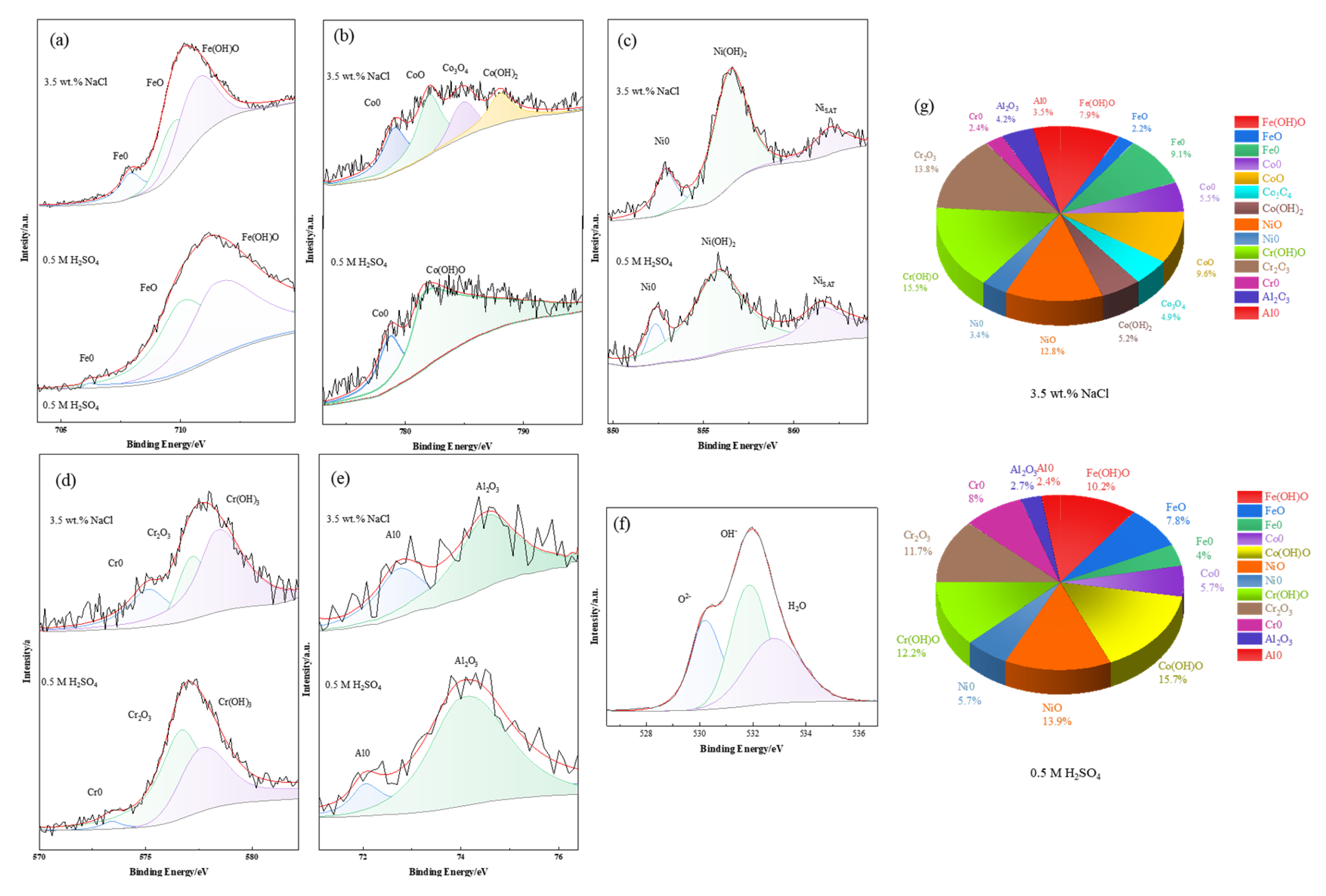
- In neutral and acidic corrosive environments, FeCoNiCrAl HEA coatings developed a dense, stable passive film via electrochemical passivation, significantly enhancing corrosion resistance. XPS analysis revealed that the passive film primarily comprised Cr oxides and hydroxides, while the resultant p-n heterojunction semiconductor characteristics of the film effectively blocked the migration of corrosive ions, further stabilizing the passive layer. The high Cr and low Al content in the S-800 coating contributed to reduced defect and oxygen vacancy densities in the passive film, effectively inhibiting pitting and uniform corrosion in acidic environments, thus playing a pivotal role in its superior corrosion resistance.
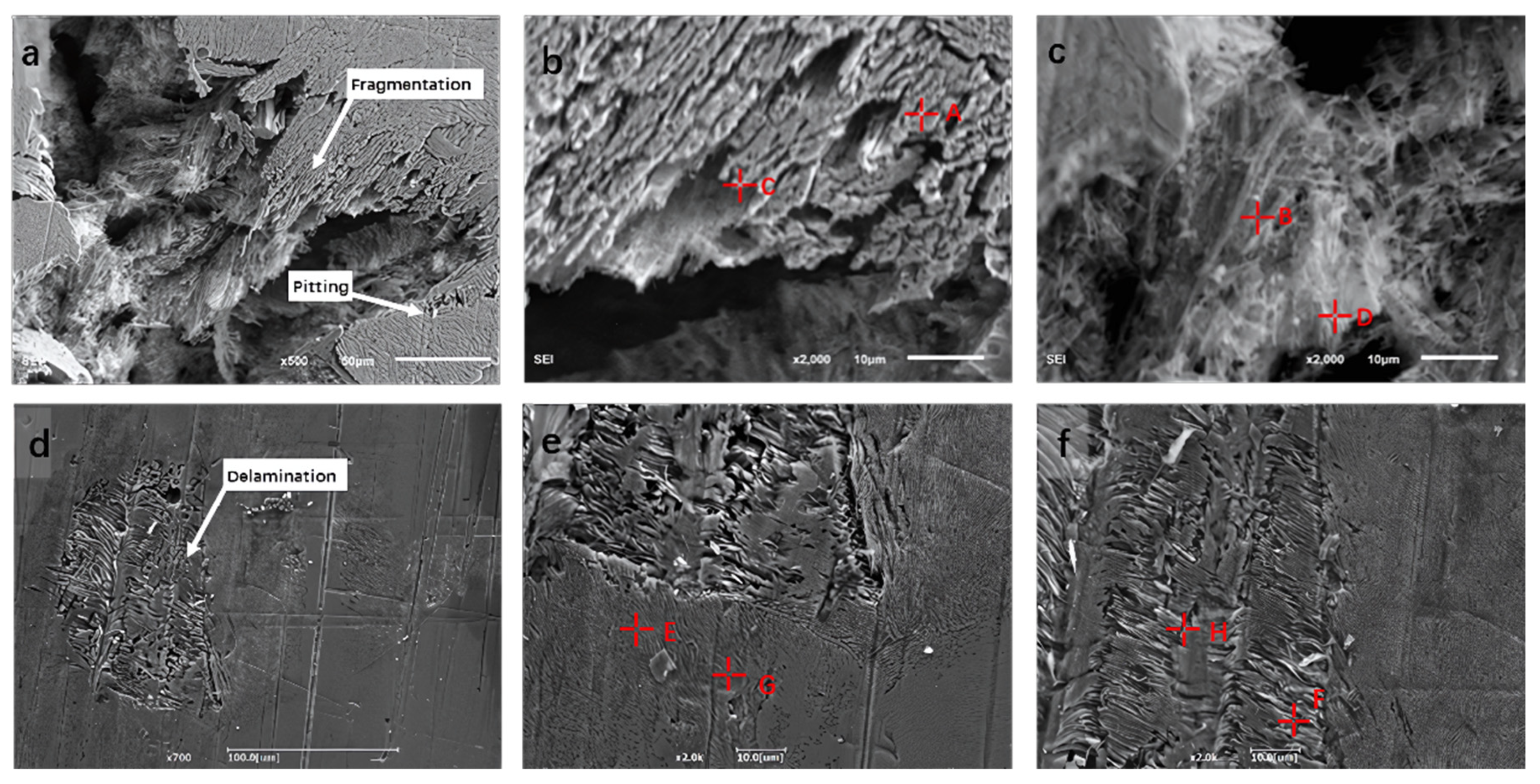
- In immersion tests, FeCoNiCrAl HEA coatings showed selective dissolution of Al and Ni. In neutral environments, the Al-Ni-rich B2 phase was preferentially corroded due to Cl− accumulation, leading to localized pitting. In acidic media, the B2 phase experienced uniform corrosion, while micro-galvanic interactions between the Cr-rich BCC and B2 phases further accelerated B2 dissolution.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Zhang, H.; Pan, Y.; He, Y.; Jiao, H. Microstructure and properties of 6FNiCoSiCrAlTi high-entropy alloy coating prepared by laser cladding. Appl. Surf. Sci. 2011, 257, 2259–2263. [Google Scholar] [CrossRef]
- Guo, S.; Liu, C.T. Phase stability in high entropy alloys: Formation of solid-solution phase or amorphous phase. Prog. Nat. Sci. Mater. Int. 2011, 21, 433–446. [Google Scholar] [CrossRef]
- Guo, S.; Ng, C.; Lu, J.; Liu, C.T. Effect of valence electron concentration on stability of fcc or bcc phase in high entropy alloys. J. Appl. Phys. 2011, 109, 103505. [Google Scholar] [CrossRef]
- Li, Z.; Zhao, S.; Ritchie, R.O.; Meyers, M.A. Mechanical properties of high-entropy alloys with emphasis on face-centered cubic alloys. Prog. Mater. Sci. 2019, 102, 296–345. [Google Scholar] [CrossRef]
- Tsai, K.-Y.; Tsai, M.-H.; Yeh, J.-W. Sluggish diffusion in Co–Cr–Fe–Mn–Ni high-entropy alloys. Acta Mater. 2013, 61, 4887–4897. [Google Scholar] [CrossRef]
- Ranganathan, S. Alloyed pleasures: Multimetallic cocktails. Sci. C 2003, 85, 1404–1406. [Google Scholar]
- Gludovatz, B.; Hohenwarter, A.; Catoor, D.; Chang, E.H.; George, E.P.; Ritchie, R.O. A fracture-resistant high-entropy alloy for cryogenic applications. Science 2014, 345, 1153–1158. [Google Scholar] [CrossRef]
- Dehm, G.; Bamberger, M. Laser cladding of Co-based hardfacing on Cu substrate. J. Mater. Sci. 2002, 37, 5345–5353. [Google Scholar] [CrossRef]
- Li, C.; Yu, Z.; Gao, J.; Zhao, J.; Han, X. Numerical simulation and experimental study of cladding Fe60 on an ASTM 1045 substrate by laser cladding. Surf. Coat. Technol. 2019, 357, 965–977. [Google Scholar] [CrossRef]
- Chen, T.-K.; Wong, M.-S.; Shun, T.-T.; Yeh, J.-W. Nanostructured nitride films of multi-element high-entropy alloys by reactive DC sputtering. Surf. Coat. Technol. 2005, 200, 1361–1365. [Google Scholar] [CrossRef]
- Meghwal, A.; Anupam, A.; Murty, B.S.; Berndt, C.C.; Kottada, R.S.; Ang, A.S.M. Thermal spray high-entropy alloy coatings: A review. J. Therm. Spray Technol. 2020, 29, 857–893. [Google Scholar] [CrossRef]
- Gao, M.C.; Yeh, J.-W.; Liaw, P.K.; Zhang, Y. High-Entropy Alloys; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Wang, X.; Liu, S.S.; Zhao, G.L.; Zhang, M. Fabrication of in-situ TiN ceramic particle reinforced high entropy alloy composite coatings by laser cladding processing. J. ASME J. Tribol. 2022, 144, 031402. [Google Scholar] [CrossRef]
- Chen, X.; Ivanov, Y.F.; Gromov, V.E.; Efimov, M.O.; Konovalov, S.V.; Shlyarov, V.V.; Panchenko, I.A. High-Entropy FeCoCrNiMn and FeCoNiCrAl Alloys Coatings Structure and Properties. Izv. Altai State Univ. 2023, 4, 11–19. [Google Scholar] [CrossRef]
- Ren, Z.Y.; Hu, Y.L.; Tong, Y.; Cai, Z.H.; Liu, J.; Wang, H.D.; Liao, J.Z.; Xu, S.; Li, L.K. Wear-resistant NbMoTaWTi high entropy alloy coating prepared by laser cladding on TC4 titanium alloy. Tribol. Int. 2023, 182, 108366. [Google Scholar] [CrossRef]
- Liu, J.; Liu, H.; Chen, P.; Hao, J. Microstructural characterization and corrosion behaviour of AlCoCrFeNiTix high-entropy alloy coatings fabricated by laser cladding. Surf. Coat. Technol. 2019, 361, 63–74. [Google Scholar] [CrossRef]
- Kumar, S.; Mandal, A.; Das, A.K. The effect of process parameters and characterization for the laser cladding of cBN based composite clad over the Ti6Al4V alloy. Mater. Chem. Phys. 2022, 288, 126410. [Google Scholar] [CrossRef]
- Ma, M.Y.; Xiong, W.J.; Lian, Y.; Han, D.; Zhao, C.; Zhang, J. Modeling and optimization for laser cladding via multi-objective quantum-behaved particle swarm optimization algorithm. Surf. Coat. Technol. 2020, 381, 125129. [Google Scholar] [CrossRef]
- Khorram, A.; Jamaloei, A.D.; Paidar, M.; Cao, X. Laser cladding of Inconel 718 with 75Cr3C2 + 25(80Ni20Cr) powder: Statistical modeling and optimization. Surf. Coat. Technol. 2019, 378, 124933. [Google Scholar] [CrossRef]
- Gao, Q.; Liu, H.; Chen, P.; Liu, X.; Yang, H.; Hao, J. Multi-objective optimization for laser cladding refractory MoNbTiZr high-entropy alloy coating on Ti6Al4V. Opt. Laser Technol. 2023, 161, 109220. [Google Scholar] [CrossRef]
- Shrivastava, A.; Mukherjee, S.; Chakraborty, S.S. Addressing the challenges in remanufacturing by laser-based material deposition techniques. Opt. Laser Technol. 2021, 144, 107404. [Google Scholar] [CrossRef]
- Lou, L.-Y.; Liu, K.-C.; Jia, Y.-J.; Ji, G.; Wang, W.; Li, C.-J.; Li, C.-X. Microstructure and properties of lightweight Al0.2CrNbTiV refractory high entropy alloy coating with different dilutions deposited by high speed laser cladding. Surf. Coat. Technol. 2022, 447, 128873. [Google Scholar] [CrossRef]
- Chen, Z.; Ren, X.; Wang, P.; Wang, W.; Wang, Y.; Ge, C. Microstructure, corrosion resistance and high temperature oxidation properties of AlCrFeNiCu high-entropy alloy coating by high-speed laser cladding. Surf. Coat. Technol. 2024, 49, 131159. [Google Scholar] [CrossRef]
- Yang, S.; Lu, J.; Xing, F.; Zhang, L.; Zhong, Y. Revisit the VEC rule in high entropy alloys (HEAs) with high-throughput CALPHAD approach and its applications for material design-A case study with Al–Co–Cr–Fe–Ni system. Acta Mater. 2020, 192, 11–19. [Google Scholar] [CrossRef]
- Calvo-Dahlborg, M.; Brown, S.G.R. Hume-Rothery for HEA classification and self-organizing map for phases and properties prediction. J. Alloys Compd. 2017, 724, 353–364. [Google Scholar] [CrossRef]
- Kurz, W.; Bezençon, C.; Gäumann, M. Columnar to equiaxed transition in solidification processing. Sci. Technol. Adv. Mater. 2001, 2, 185–191. [Google Scholar] [CrossRef]
- Kim, Y.S.; Gokcekaya, O.; Matsugaki, A.; Ozasa, R.; Nakano, T. Laser energy-dependent processability of non-equiatomic TiNbMoTaW high-entropy alloy through in-situ alloying of elemental feedstock powders by laser powder bed fusion. Materialia 2024, 38, 102241. [Google Scholar] [CrossRef]
- Ren, X.; Sun, W.; Tian, S.; Zhu, C.; Qin, M.; Yang, Y.; Wu, W. Tribological and electrochemical behaviors of FeCoNiCrMox HEA coatings prepared by internal laser cladding on 316L steel tube. Mater. Charact. 2024, 211, 113906. [Google Scholar] [CrossRef]
- Davis, B.W.; Moran, P.J.; Natishan, P.M. Metastable pitting behavior of aluminum single crystals. Corros. Sci. 2000, 42, 2187–2192. [Google Scholar] [CrossRef]
- Kruger, J. Influence of Crystallographic Orientation on the Pitting of Iron in Distilled Water. J. Electrochem. Soc. 1959, 106, 736. [Google Scholar]
- Shahryari, A.; Szpunar, J.A.; Omanovic, S. The influence of crystallographic orientation distribution on 316LVM stainless steel pitting behavior. Corros. Sci. 2009, 51, 677–682. [Google Scholar] [CrossRef]
- Hasannaeimi, V.; Mukherjee, S. Galvanic corrosion in a eutectic high entropy alloy. J. Electroanal. Chem. 2019, 848, 113331. [Google Scholar] [CrossRef]
- Escriva-Cerdan, C.; Blasco-Tamarit, E.; Garcia-Garcia, D.M.; Garcia-Anton, J.; Akid, R.; Walton, J. Effect of temperature on passive film formation of UNS N08031 Cr-Ni alloy in phosphoric acid contaminated with different aggressive anions. Electrochim. Acta 2013, 111, 552–561. [Google Scholar] [CrossRef]
- Fernandez-Domene, R.M.; Blasco-Tamarit, E.; Garcia-Garcia, D.M.; Garcia-Anton, J. Repassivation of the damage generated by cavitation on UNS N08031 in a LiBr solution by means of electrochemical techniques and Confocal Laser Scanning Microscopy. Corros. Sci. 2010, 52, 3453–3464. [Google Scholar] [CrossRef]
- Luo, H.; Li, Z.; Mingers, A.M.; Raabe, D. Corrosion behavior of an equiatomic CoCrFeMnNi high-entropy alloy compared with 304 stainless steel in sulfuric acid solution. Corros. Sci. 2018, 134, 131–139. [Google Scholar] [CrossRef]
- Hashimoto, K.; Asami, K.; Teramoto, K. An X-ray photo-electron spectroscopic study on the role of molybdenum in increasing the corrosion resistance of ferritic stainless steels in HC1. Corros. Sci. 1979, 19, 3–14. [Google Scholar] [CrossRef]
- Bommersbach, P.; Alemany-Dumont, C.; Millet, J.P.; Normand, B. Formation and behaviour study of an environment-friendly corrosion inhibitor by electrochemical methods. Electrochim. Acta 2005, 51, 1076–1084. [Google Scholar] [CrossRef]
- Ningshen, S.; Mudali, U.K.; Amarendra, G.; Gopalan, P.; Dayal, R.K.; Khatak, H.S. Hydrogen effects on the passive film formation and pitting susceptibility of nitrogen containing type 316L stainless steels. Corros. Sci. 2006, 48, 1106–1121. [Google Scholar] [CrossRef]
- Zhang, Z.-C.; Lan, A.-D.; Zhang, M.; Qiao, J.-W. Effect of Ce on the pitting corrosion resistance of non-equiatomic high-entropy alloy Fe40Mn20Cr20Ni20 in 3.5wt% NaCl solution. J. Alloys Compd. 2022, 909, 164641. [Google Scholar] [CrossRef]
- Maurice, V.; Yang, W.P.; Marcus, P. X-ray photoelectron spectroscopy and scanning tunneling microscopy study of passive films formed on (100) Fe-18Cr-13Ni single-crystal surfaces. J. Electrochem. Soc. 1998, 145, 909–920. [Google Scholar] [CrossRef]
- Yang, W.P.; Costa, D.; Marcus, P. Resistance to pitting and chemical-composition of passive films of a FE-17-PERCENT-CR alloy in chloride-containing acid-solution. J. Electrochem. Soc. 1994, 141, 2669–2676. [Google Scholar] [CrossRef]
- Zinola, C.F.; Luna, A.M.C. The inhibition of Ni corrosion in H2SO4 solutions containing simple non-saturated substances. Corros. Sci. 1995, 37, 1919–1929. [Google Scholar] [CrossRef]
- Szklarska-Smialowska, Z. Pitting corrosion of aluminum. Corros. Sci. 1999, 41, 1743–1767. [Google Scholar] [CrossRef]
- Kao, Y.-F.; Lee, T.-D.; Chen, S.-K.; Chang, Y.-S. Electrochemical passive properties of AlxCoCrFeNi (x = 0, 0.25, 0.50, 1.00) alloys in sulfuric acids. Corros. Sci. 2010, 52, 1026–1034. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Level | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| Laser Power/W | 600 | 700 | 800 |
| Scanning Speed/(mm/min) | 200 | 350 | 500 |
| Defocus Amount/mm | −15 | −12.5 | −10 |
| Laser Spot Diameter (mm) | 5 | 4.5 | 4 |
| Scheme | Process Variable | Optimization Object | |||
|---|---|---|---|---|---|
| Laser Power P (W) | Scanning Speed V (mm/min) | Defocus Amount D (mm) | Laser Spot Diameter (mm) | Dilution Rate μ (%) | |
| 1 | 800 | 350 | −10 | 4 | 20 |
| 2 | 650 | 350 | −12.5 | 4.5 | 14 |
| 3 | 650 | 350 | −12.5 | 4.5 | 13 |
| 4 | 650 | 350 | −12.5 | 4.5 | 14 |
| 5 | 500 | 500 | −12.5 | 4.5 | 10 |
| 6 | 650 | 200 | −10 | 4 | 18 |
| 7 | 650 | 200 | −10 | 4 | 11 |
| 8 | 650 | 500 | −10 | 4 | 14 |
| 9 | 800 | 350 | −15 | 5 | 12 |
| 10 | 800 | 200 | −12.5 | 4.5 | 15 |
| 11 | 650 | 500 | −15 | 5 | 9 |
| 12 | 650 | 350 | −12.5 | 4.5 | 14 |
| 13 | 500 | 350 | −10 | 4 | 16 |
| 14 | 800 | 500 | −12.5 | 4.5 | 13 |
| 15 | 650 | 350 | −12.5 | 4.5 | 14 |
| 16 | 500 | 350 | −15 | 5 | 8 |
| 17 | 500 | 200 | −12.5 | 4.5 | 12 |
| Sum of Squares | df | Root Mean Square | F-Value | p-Value | ||
|---|---|---|---|---|---|---|
| Model | 140.49 | 4 | 35.12 | 78.21 | <0.0001 | Significant |
| p | 22.50 | 1 | 24.50 | 54.56 | <0.0001 | |
| v | 13.50 | 1 | 12.50 | 27.84 | 0.0002 | |
| d | 97.00 | 1 | 98.00 | 218.23 | <0.0001 | |
| V2 | 5.49 | 1 | 5.49 | 12.23 | 0.0044 | |
| Residual | 5.39 | 12 | 0.45 | |||
| Lack of fit | 4.59 | 8 | 0.57 | Not significant | ||
| Pure error | 0.80 | 4 | 0.20 | 2.87 | ||
| Total | 145.88 | 16 | ||||
| Std. dev. | 0.67 | R2 | 0.9631 | |||
| Mean | 13.35 | Adjusted R2 | 0.9445 | |||
| C.V.% | 5.02 | PredictedR2 | 0.9067 | |||
| Press | 12.57 |
| Laser Power (w) | Scanning Speed (mm/min) | Defocus Amount (mm) | Laser Spot Diameter (mm) | K (J/mm2) | |
|---|---|---|---|---|---|
| Scheme 1 | 600 | 250 | −10 | 4 | 36 |
| Scheme 2 | 700 | 400 | −13 | 4.6 | 22.82 |
| Scheme 3 | 800 | 450 | −15 | 5 | 21.33 |
| Area | Fe | Co | Ni | Cr | Al | |
|---|---|---|---|---|---|---|
| S-600 | A | 34.13 | 13.53 | 17.77 | 19.42 | 15.15 |
| B | 36.41 | 16.25 | 13.8 | 16.8 | 15.74 | |
| C | 38.23 | 15.62 | 17.82 | 17.71 | 10.62 | |
| S-700 | A | 32.53 | 18.16 | 19.34 | 16.76 | 13.21 |
| B | 33.72 | 14.01 | 12.74 | 23.08 | 16.45 | |
| C | 34.61 | 16.23 | 13.2 | 24.83 | 11.13 | |
| S-800 | A | 25.31 | 17.51 | 18.84 | 20.62 | 17.72 |
| B | 30.51 | 15.35 | 17.43 | 20.01 | 16.7 | |
| C | 31.2 | 12.14 | 15.74 | 19.56 | 21.36 |
| 3.5 wt.% NaCl | 0.5mol·L−1 H2SO4 | |||||
|---|---|---|---|---|---|---|
| S-600 | S-700 | S-800 | S-600 | S-700 | S-800 | |
| Ecorr (mV) | −476 | −360 | −242 | −373 | −335 | −319 |
| icorr (A·cm−2) | 2.45 × 10−6 | 5.2 × 10−7 | 1.78 × 10−7 | 3.02 × 10−5 | 2.84 × 10−5 | 1.07 × 10−5 |
| Epp (mV) | / | / | / | −252.5 | −236.5 | −203 |
| Ipp (A·cm−2) | / | / | / | 6.07 × 10−4 | 1.83 × 10−4 | 8.89 × 10−5 |
| Eb (mV) | 154.37 | 109 | 101 | 913.75 | 951 | 939 |
| ∆E (mV) | 70.88 | 71.15 | 74.12 | 792.75 | 811 | 837.75 |
| S-600 | S-700 | S-800 | |
|---|---|---|---|
| 100 | 3.88% | 3.44% | 5.31% |
| 101 | 7.76% | 14.11% | 14.11% |
| 111 | 11.91% | 8.62% | 6.39% |
| Solution | Sample | Rs (Ω·cm2) | CPE1 | R1 (Ω·cm2) | CPE2 | R2 (Ω·cm2) | Δ (nm) | ||
|---|---|---|---|---|---|---|---|---|---|
| Y1 (Ω−1·cm−2·Sn) | n1 | Y2 (Ω−1·cm−2·Sn) | n2 | ||||||
| 3.5 wt.% NaCl | S-600 | 2.38 | 1.26 × 10−4 | 0.886 | 4.82 × 104 | 3.44 × 10−4 | 0.782 | 1.41 × 104 | 10.962 |
| S-700 | 1.01 | 1.02 × 10−3 | 0.885 | 5.27 × 104 | 2.41 × 10−2 | 0.608 | 1.57 × 104 | 1.354 | |
| S-800 | 14.3 | 3.44 × 10−5 | 0.783 | 7.4 × 105 | 6.13 × 10−5 | 0.782 | 4.86 × 103 | 40.151 | |
| 0.5 M H2SO4 | S-600 | 3.23 | 1.28 × 10−4 | 0.879 | 1.43 × 103 | 1.04 × 10−4 | 0.58 | 1.74 | 10.79 |
| S-700 | 3.12 | 1.83 × 10−4 | 0.761 | 1.54 × 103 | 1.39 × 10−4 | 0.785 | 33.3 | 7.547 | |
| S-800 | 4.86 | 1.57 × 10−4 | 0.785 | 1.44 × 104 | 2.45 × 10−4 | 0.782 | 811 | 8.797 | |
| 3.5 w.t% NaCl | 0.5 M H2SO4 | |||||
|---|---|---|---|---|---|---|
| ND (cm−3) | S-600 | S-700 | S-800 | S-600 | S-700 | S-800 |
| 3.321 × 1023 | 2.223 × 1023 | 1.937 × 1023 | 9.221 × 1022 | 1.001 × 1022 | 4.967 × 1021 | |
| Area | Al (wt%) | Co (wt%) | Cr (wt%) | Fe (wt%) | Ni (wt%) | O (wt%) | |
|---|---|---|---|---|---|---|---|
| 3.5 wt.% NaCl | A | 17.31 | 11.33 | 28.07 | 20.65 | 12.09 | 10.55 |
| B | 12.31 | 13.94 | 27.21 | 15.98 | 8.97 | 21.59 | |
| C | 15.57 | 14.45 | 28.08 | 17.28 | 14.42 | 10.22 | |
| D | 11.53 | 12.32 | 27.38 | 13.79 | 10.41 | 24.57 | |
| 0.5 M H2SO4 | E | 8.61 | 22.84 | 26.6 | 20.98 | 22.68 | 18.29 |
| F | 1.16 | 16.87 | 25.76 | 17.63 | 8.37 | 30.21 | |
| G | 5.91 | 20.49 | 25.38 | 20.94 | 18.74 | 8.54 | |
| H | 0.98 | 15.94 | 23.95 | 18.42 | 14.43 | 36.29 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, R.; Zheng, C.; Ma, H.; Yi, G.; Ju, D.; Zhang, J.; Hu, X.; Wang, J. Multi-Parameter Optimization and Corrosion Behavior of FeCoNiCrAl HEA Coatings via Laser Cladding. Metals 2025, 15, 406. https://doi.org/10.3390/met15040406
Chen R, Zheng C, Ma H, Yi G, Ju D, Zhang J, Hu X, Wang J. Multi-Parameter Optimization and Corrosion Behavior of FeCoNiCrAl HEA Coatings via Laser Cladding. Metals. 2025; 15(4):406. https://doi.org/10.3390/met15040406
Chicago/Turabian StyleChen, Rang, Chuanbo Zheng, Han Ma, Guo Yi, Dianchun Ju, Jiming Zhang, Xianjun Hu, and Jincheng Wang. 2025. "Multi-Parameter Optimization and Corrosion Behavior of FeCoNiCrAl HEA Coatings via Laser Cladding" Metals 15, no. 4: 406. https://doi.org/10.3390/met15040406
APA StyleChen, R., Zheng, C., Ma, H., Yi, G., Ju, D., Zhang, J., Hu, X., & Wang, J. (2025). Multi-Parameter Optimization and Corrosion Behavior of FeCoNiCrAl HEA Coatings via Laser Cladding. Metals, 15(4), 406. https://doi.org/10.3390/met15040406