
Optimization of Billet Cooling after Continuous Casting Using Genetic Programming—Industrial Study

Abstract
1. Introduction
2. Materials and Methods
- -
- scrap melting in an electric arc furnace;
- -
- ladle (50 tons) treatment (alloying, slag forming, and homogenization);
- -
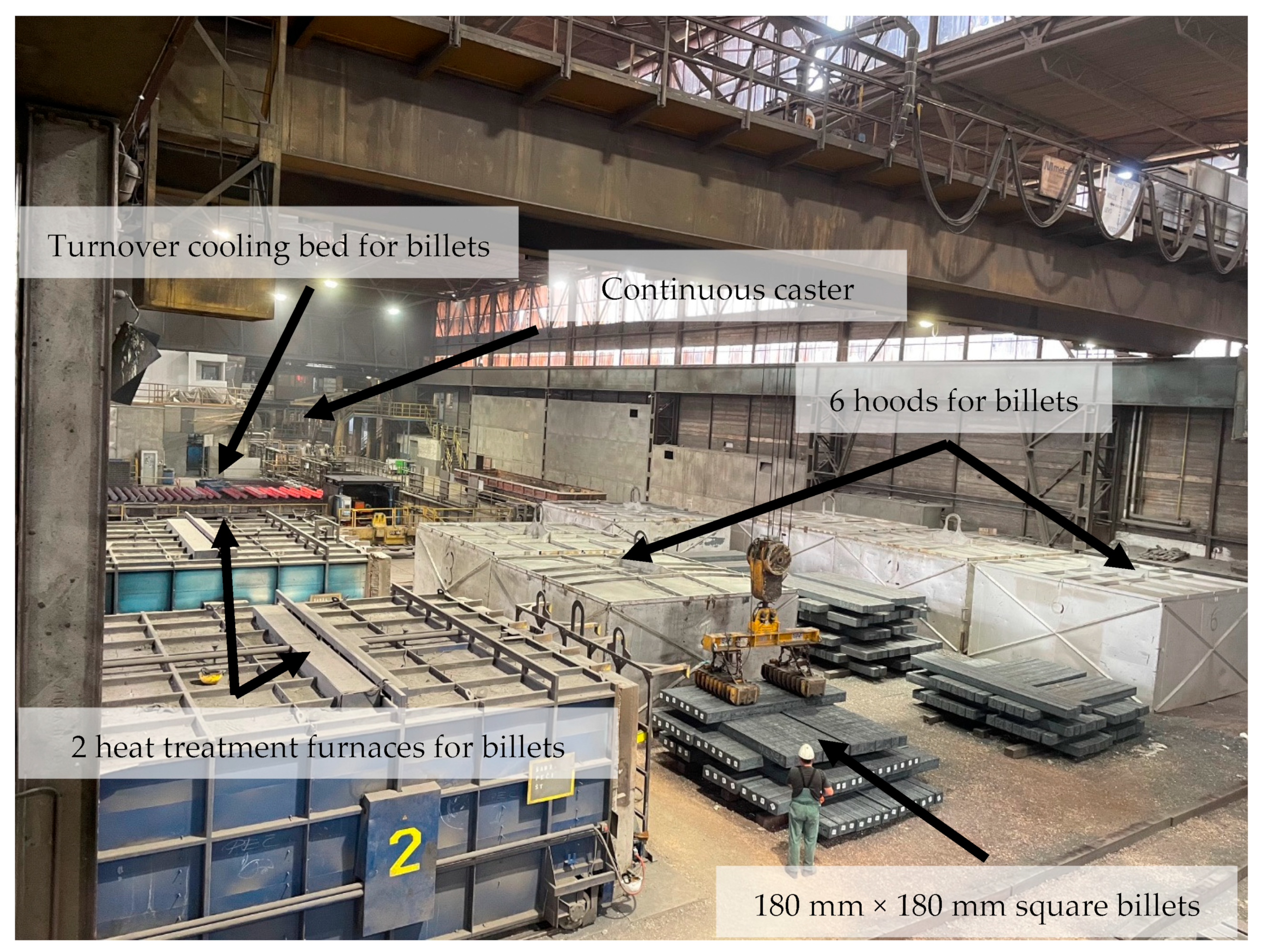
- continuous casting of square billets 180 mm × 180 mm using a 9 m radius continuous caster;
- -
- cooling of billets using:
- turnover cooling bed;
- hoods (for 24 h);
- heat treatment (from 36 h up to 72 h at 650 °C).
- -
- storing of the cooled-down (to room temperature) billets (stock with a capacity of 12,000 tons).
- Chemical composition: content of carbon (C), silicon (SI), manganese (MN), sulfur (S), chromium (CR), molybdenum (MO), nickel (NI), aluminum (AL), and vanadium (V) [%];
- Casting parameters:
- The average temperature of the melt in the tundish (TEMP) [°C].
- Mold water flow (MOLDQ) [l/min].
- The average difference between input and output mold cooling water temperature (DELTAT) [°C].
- The average cooling water flow [l/min] and pressure [bar] in the first (Z1Q and Z1P), second (Z2Q and Z2P), and third zone (Z3Q and Z3P) of secondary cooling.
- Time of cooling of cast billets under hoods (HOODS) [h].
- Time of heating of cast billets in the furnace at 650 °C (HT) [h].
- Reduction rate—the ratio between billet and ultrasonically examined rolled material cross-section area (REDUCTION).
- The occurrence/detection of defects using ultrasonic testing (automatic control line and manual). If the scrap rate was over 2%, the occurrence was defined as 1, otherwise 0.
3. Results
3.1. Modeling of Occurrence of Defects Using Logistic Regression
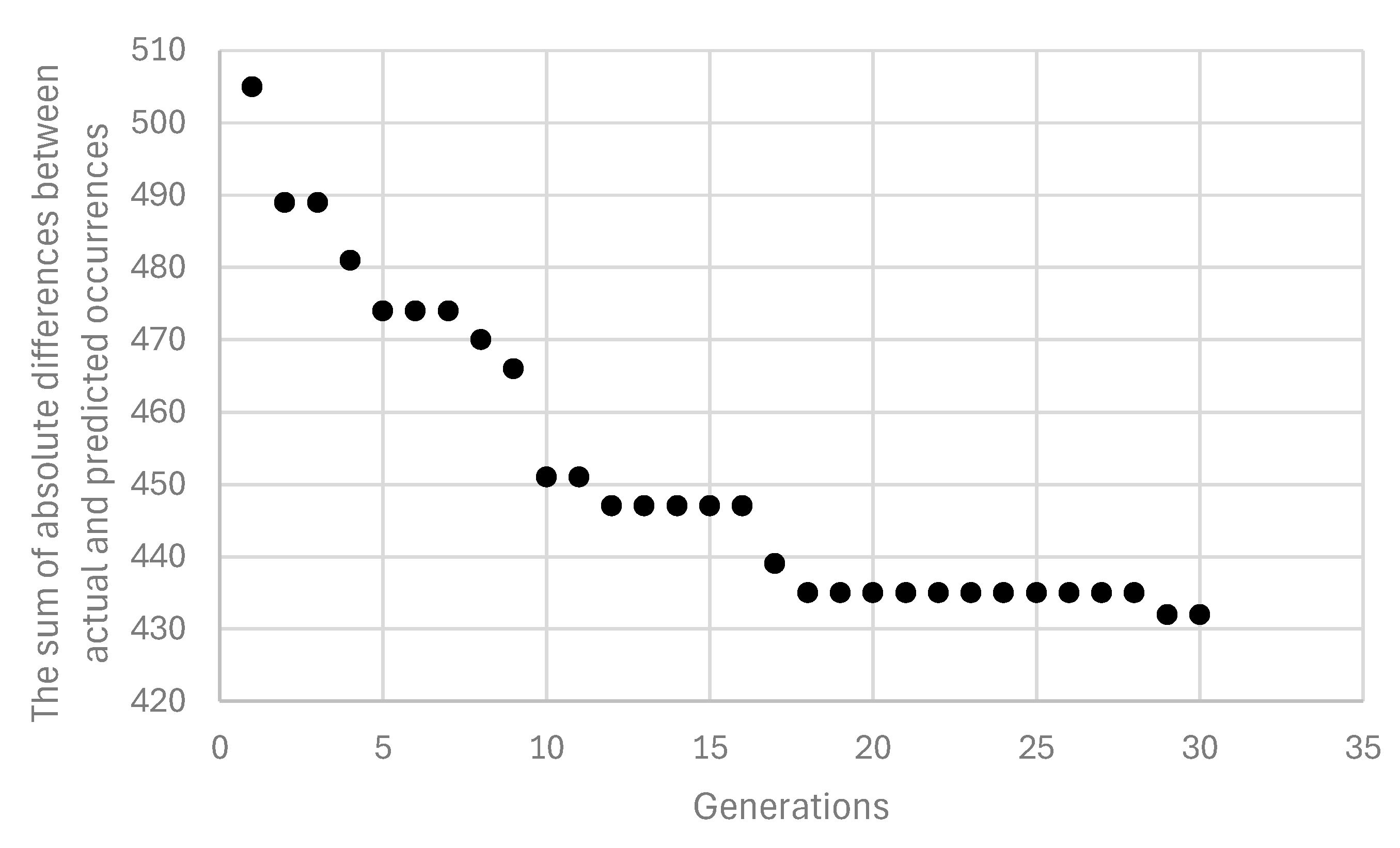
3.2. Modeling of Occurrence of Defects Using Genetic Programming
- size of the population of organisms: 200;
- maximum number of generations: 30;
- reproduction probability: 0.3;
- crossover probability: 0.7;
- maximum permissible depth in the creation of the population: 30;
- maximum permissible depth after the operation of crossover of two organisms: 30;
- smallest permissible depth of organisms in generating new organisms: 2.
3.3. Validation of Modeling Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Balan, K.P. Casting defects in iron and steel. In Metallurgical Failure Analysis; Elsevier: Amsterdam, The Netherlands, 2018; pp. 93–110. [Google Scholar] [CrossRef]
- Vynnycky, M. On the formation of centreline shrinkage porosity in the continuous casting of steel. J. Math. Ind. 2020, 10, 14. [Google Scholar] [CrossRef]
- Kovačič, M.; Župerl, U. Continuous caster final electromagnetic stirrers position optimization using genetic programming. Mater. Manuf. Process 2023, 38, 2009–2017. [Google Scholar] [CrossRef]
- Kovačič, M.; Župerl, U. Genetic programming in the steelmaking industry. Genet. Program. Evolvable Mach. 2020, 21, 99–128. [Google Scholar] [CrossRef]
- Hutny, A.M.; Warzecha, M.; Derda, W.; Wieczorek, P. Segregation of Elements in Continuous Cast Carbon Steel Billets Designated for Long Products. Arch. Metall. Mater. 2016, 61, 2037–2042. [Google Scholar] [CrossRef]
- Scholes, A. Segregation in continuous casting. Ironmak. Steelmak. 2005, 32, 101–108. [Google Scholar] [CrossRef]
- Yao, Y.; Liu, Z.; Li, B.; Xiao, L.; Gan, Y. Effect of steel strip feeding on the columnar-equiaxed solidification in a large continuous casting round bloom. J. Mater. Res. Technol. 2022, 20, 1770–1785. [Google Scholar] [CrossRef]
- Kotas, P.; Tutum, C.C.; Thorborg, J.; Hattel, J.H. Elimination of Hot Tears in Steel Castings by Means of Solidification Pattern Optimization. Metall. Mater. Trans. B 2012, 43, 609–626. [Google Scholar] [CrossRef]
- Li, X.; Wang, X.; Bao, Y.; Gong, J.; Pang, W.; Wang, M. Effect of Electromagnetic Stirring on the Solidification Behavior of High-Magnetic-Induction Grain-Oriented Silicon Steel Continuous Casting Slab. JOM 2020, 72, 3628–3633. [Google Scholar] [CrossRef]
- Zeng, J.; Chen, W.; Wang, Q.; Wang, G. Improving Inner Quality in Continuous Casting Rectangular Billets: Comparison Between Mechanical Soft Reduction and Final Electromagnetic Stirring. Trans. Indian Inst. Met. 2016, 69, 1623–1632. [Google Scholar] [CrossRef]
- Xu, Y.; Xu, R.; Fan, Z.; Li, C.; Deng, A.; Wang, E. Analysis of cracking phenomena in continuous casting of 1Cr13 stainless steel billets with final electromagnetic stirring. Int. J. Miner. Metall. Mater. 2016, 23, 534–541. [Google Scholar] [CrossRef]
- Wu, H.J.; Xu, C.J.; Jin, H.Y.; Gao, Y.L.; Zhang, X.B.; Jin, Y.K. Effect of different positions of final electromagnetic stirring for ϕ800mm vertical round billet on fluid flow and heat transfer. Appl. Phys. A 2022, 128, 108. [Google Scholar] [CrossRef]
- Zong, N.; Huang, J.; Liu, Y.; Jing, T.; Lu, Z. Controlling centre segregation and shrinkage cavities without internal crack in as-cast bloom of steel GCr15 induced by soft reduction technologies. Ironmak. Steelmak. 2021, 48, 944–952. [Google Scholar] [CrossRef]
- Tao, H.; Zhang, H.; Wang, M. Research on solidification structure and internal quality defects of 0.1%C–5%Mn Steel. Ironmak. Steelmak. 2020, 47, 351–360. [Google Scholar] [CrossRef]
- Kirpichnikov, M.S.; Sinitsyn, E.O.; Borovinskikh, M.P. Heat treatment technology for roll billets of steel 150KhNM for improving their quality and operating life. Metallurgist 2011, 54, 791–792. [Google Scholar] [CrossRef]
- Lukin, S.V.; Levashev, K.Y. Improvement of Heat-Treatment Conditions for Square-Cross-Section Steel Billets Downstream of a Continuous-Section Billet Casting Machine. Metallurgist 2019, 63, 249–256. [Google Scholar] [CrossRef]
- Zhang, J.; Chen, D.-F.; Zhang, C.-Q.; Wang, S.-G.; Hwang, W.-S.; Han, M.-R. Effects of an even secondary cooling mode on the temperature and stress fields of round billet continuous casting steel. J. Mater. Process Technol. 2015, 222, 315–326. [Google Scholar] [CrossRef]
- Ai, S.; Long, M.; Yang, X.; Chen, D.; Duan, H. Prediction model for crack sensitive temperature region and phase fractions of slab under continuous casting cooling rates based on finite number of experiments. J. Mater. Res. Technol. 2023, 22, 1103–1117. [Google Scholar] [CrossRef]
- Li, T.; Li, H.; Li, R.; Wang, Z.; Wang, G. Analysis of ductile fractures at the surface of continuous casting steel during hot-core heavy reduction rolling. J. Mater. Process Technol. 2020, 283, 116713. [Google Scholar] [CrossRef]
- Jayakrishna, P.; Chakraborty, S.; Ganguly, S.; Talukdar, P. Computational investigation of the transient cyclic thermal distortion of funnel shaped mould in thin slab continuous casting process. Therm. Sci. Eng. Prog. 2022, 36, 101508. [Google Scholar] [CrossRef]
- Sui, Y.; Zhang, H.; Zhang, X. Study on the creep behavior and microstructure evolution of a low alloy steel in continuous casting processing. Mater. Sci. Eng. A 2022, 838, 142828. [Google Scholar] [CrossRef]
- Lee, Y.-S.; Kim, S.; Jang, D.-W.; Lee, S.-B. Mechanism of crack initiation and propagation in high-alloy steel slabs during the cooling and scarfing processes after the continuous casting process. Mech. Mater. 2022, 166, 104240. [Google Scholar] [CrossRef]
- Allazadeh, M.R.; Garcia, C.I. FEM technique to study residual stresses developed in continuously cast steel during solid–solid phase transformation. Ironmak. Steelmak. 2011, 38, 566–576. [Google Scholar] [CrossRef]
- Li, G.; Yu, W.; Cai, Q. Investigation of reduction pretreatment process for continuous casting. J. Mater. Process Technol. 2016, 227, 41–48. [Google Scholar] [CrossRef]
- Zhang, L.; Shen, H.F.; Rong, Y.; Huang, T.Y. Numerical simulation on solidification and thermal stress of continuous casting billet in mold based on meshless methods. Mater. Sci. Eng. A 2007, 466, 71–78. [Google Scholar] [CrossRef]
- Galkin, S.P.; Aleschenko, A.S.; Romantsev, B.A.; Gamin, Y.V.; Iskhakov, R.V. Effect of Preliminary Deformation of Continuously Cast Billets by Radial-Shear Rolling on the Structure and Properties of Hot-Rolled Chromium-Containing Steel Pipes. Metallurgist 2021, 65, 185–195. [Google Scholar] [CrossRef]
- Koza, J.R. The genetic programming paradigm: Genetically breeding populations of computer programs to solve problems. In Dynamic, Genetic, and Chaotic Programming; John Wiley: Hoboken, NJ, USA, 1992; pp. 203–321. [Google Scholar]
- Koza, J.R. Genetic Programming II: Automatic Discovery of Reusable Programs; MIT Press: Cambridge, MA, USA, 1994. [Google Scholar]
- John, R.K.; Forrest, H.B.I.; David, A.; Martin, A.K. Genetic Programming III: Darwinian Invention and Problem Solving; Morgan Kaufmann: Cambridge, MA, USA, 1999. [Google Scholar]
- Kovačič, M.; Salihu, S.; Gantar, G.; Župerl, U. Modeling and Optimization of Steel Machinability with Genetic Programming: Industrial Study. Metals 2021, 11, 426. [Google Scholar] [CrossRef]
- Kovačič, M.; Župerl, U. Modeling of Tensile Test Results for Low Alloy Steels by Linear Regression and Genetic Programming Taking into Account the Non-Metallic Inclusions. Metals 2022, 12, 1343. [Google Scholar] [CrossRef]
- Kovačič, M.; Lešer, B.; Brezocnik, M. Modelling and optimization of sulfur addition during 70MnVS4 steelmaking: An industrial case study. Adv. Prod. Eng. Manag. 2021, 16, 253–261. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Grade | Ratio between the Number of Cases with Detected Inner Defects and Examined Cases | Examined Quantity [t] | ||||
|---|---|---|---|---|---|---|
| 2022 | 2023 | 2024 | 2022 | 2023 | 2024 | |
| 100Cr6 | 7.69% | 0.00% | 159.516 | 22.332 | ||
| 100Cr6 + S | 14.29% | 13.33% | 212.268 | 117.01 | ||
| 15NiCr13 | 14.29% | 5.672 | 51.603 | |||
| 16MnCr5 | 5.00% | 2.60% | 1444.177 | 411.409 | ||
| 16MnCrS5 | 1.49% | 0.00% | 68.501 | 2551.845 | 923.423 | |
| 16NiCrS4 | 7.14% | 0.00% | 176.822 | 49.367 | ||
| 17NiCrMoS6-4 | 20.83% | 0.00% | 208.194 | 5.676 | ||
| 18CrNiMo7-6 | 22.22% | 16.67% | 281.799 | 54.044 | ||
| 18CrNiMo7-6 + S | 25.00% | 12.50% | 90.081 | 68.84 | ||
| 20CrMoS5 | 5.00% | 0.00% | 35.55 | 243.801 | 12.547 | |
| 20MnCr5 | 2.13% | 0.00% | 545.237 | 16.252 | ||
| 20MnCrS5 | 5.06% | 0.00% | 2229.406 | 165.786 | ||
| 20MnV6 | 0.00% | 0.00% | 4705.104 | 2347.917 | ||
| 20NiCrMo2 | 16.67% | 17.50% | 7.14% | 98.201 | 645.811 | 224.742 |
| 20NiCrMoS2-2 | 9.09% | 5.56% | 930.212 | 239.911 | ||
| 28MnCrB7 | 69.23% | 41.94% | 1423.876 | 371.665 | ||
| 28MnCrNiB | 20.55% | 11.11% | 22.5 | 770.672 | 134.585 | |
| 30CrMnV | 5.26% | 0.00% | 134.675 | 24.638 | ||
| 30CrNiMo8 | 0.00% | 13.33% | 9.09% | 18.565 | 61.615 | 177.635 |
| 30CrNiMoS8 | 100.00% | 100.00% | 0.00% | 14.326 | 40.703 | 12.905 |
| 30MnVS6 | 1.82% | 6.67% | 48.001 | 1477.119 | 322.759 | |
| 30NiCrMoV | 100.00% | 37.50% | 120.321 | 12.225 | ||
| 31CrMoV9 | 33.33% | 16.67% | 89.014 | 36.652 | ||
| 31CrMoV9 + S | 50.00% | 20.00% | 58.835 | 66.834 | ||
| 33MnCrB5 | 0.00% | 0.00% | 50.7 | 43.924 | 43.023 | |
| 33MnCrB5-2 | 0.00% | 0.00% | 49.725 | 1726.451 | 369.42 | |
| 34CrNiMo6 | 40.00% | 50.00% | 27.27% | 53.02 | 531.816 | 136.195 |
| 36CrNiMo4 + S | 0.00% | 0.00% | 52.456 | 231.263 | ||
| 38MnVS6 | 5.56% | 0.00% | 867.677 | 401.686 | ||
| 41Cr4 | 0.00% | 0.00% | 3.556 | 17.221 | ||
| 42CrMo4 | 27.03% | 6.90% | 69.183 | 501.547 | 300.55 | |
| 42CrMoS4 | 7.02% | 0.00% | 1033.863 | 195.627 | ||
| 42CrMoS4 + QT | 14.29% | 0.00% | 40.29 | 129.822 | ||
| 51CrV4 | 4.55% | 11.30% | 7.31% | 395.191 | 16358.96 | 3724.482 |
| 52CrMoV4 | 22.90% | 11.63% | 101.793 | 3404.76 | 474.703 | |
| 52SiCrNi5 | 16.67% | 0.00% | 0.00% | 26.7 | 79.558 | 5.791 |
| 58CrMoV4 | 22.22% | 0.00% | 302.888 | 139.088 | ||
| 60MnSiCr4 | 0.00% | 0.00% | 23.368 | 24.384 | ||
| 61SiCr7 | 17.86% | 25.36% | 10.26% | 208.544 | 1215.025 | 387.124 |
| 61SiCr7 + Ti | 25.00% | 40.38% | 0.00% | 103.215 | 1784.753 | 83.116 |
| C22 | 20.00% | 4.76% | 1474.754 | 461.829 | ||
| C45 | 5.66% | 0.00% | 723.012 | 116.617 | ||
| C45S | 0.00% | 0.00% | 0.00% | 19.4 | 924.148 | 42.713 |
| C50 + S | 25.00% | 0.00% | 75.337 | 79.547 | ||
| C60 | 0.00% | 0.00% | 0.00% | 43.001 | 438.618 | 33.529 |
| C60S | 0.00% | 8.00% | 0.00% | 11.4 | 461.378 | 107.899 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kovačič, M.; Zupanc, A.; Vertnik, R.; Župerl, U. Optimization of Billet Cooling after Continuous Casting Using Genetic Programming—Industrial Study. Metals 2024, 14, 819. https://doi.org/10.3390/met14070819
Kovačič M, Zupanc A, Vertnik R, Župerl U. Optimization of Billet Cooling after Continuous Casting Using Genetic Programming—Industrial Study. Metals. 2024; 14(7):819. https://doi.org/10.3390/met14070819
Chicago/Turabian StyleKovačič, Miha, Aljaž Zupanc, Robert Vertnik, and Uroš Župerl. 2024. "Optimization of Billet Cooling after Continuous Casting Using Genetic Programming—Industrial Study" Metals 14, no. 7: 819. https://doi.org/10.3390/met14070819
APA StyleKovačič, M., Zupanc, A., Vertnik, R., & Župerl, U. (2024). Optimization of Billet Cooling after Continuous Casting Using Genetic Programming—Industrial Study. Metals, 14(7), 819. https://doi.org/10.3390/met14070819