
Study on Simulation of Mold Filling and Solidification Characteristics of Hypereutectic High-Chromium Cast Iron by Lost Foam Suspension Casting


Abstract
:1. Introduction
2. Mathematical Model
3. Experimental Method
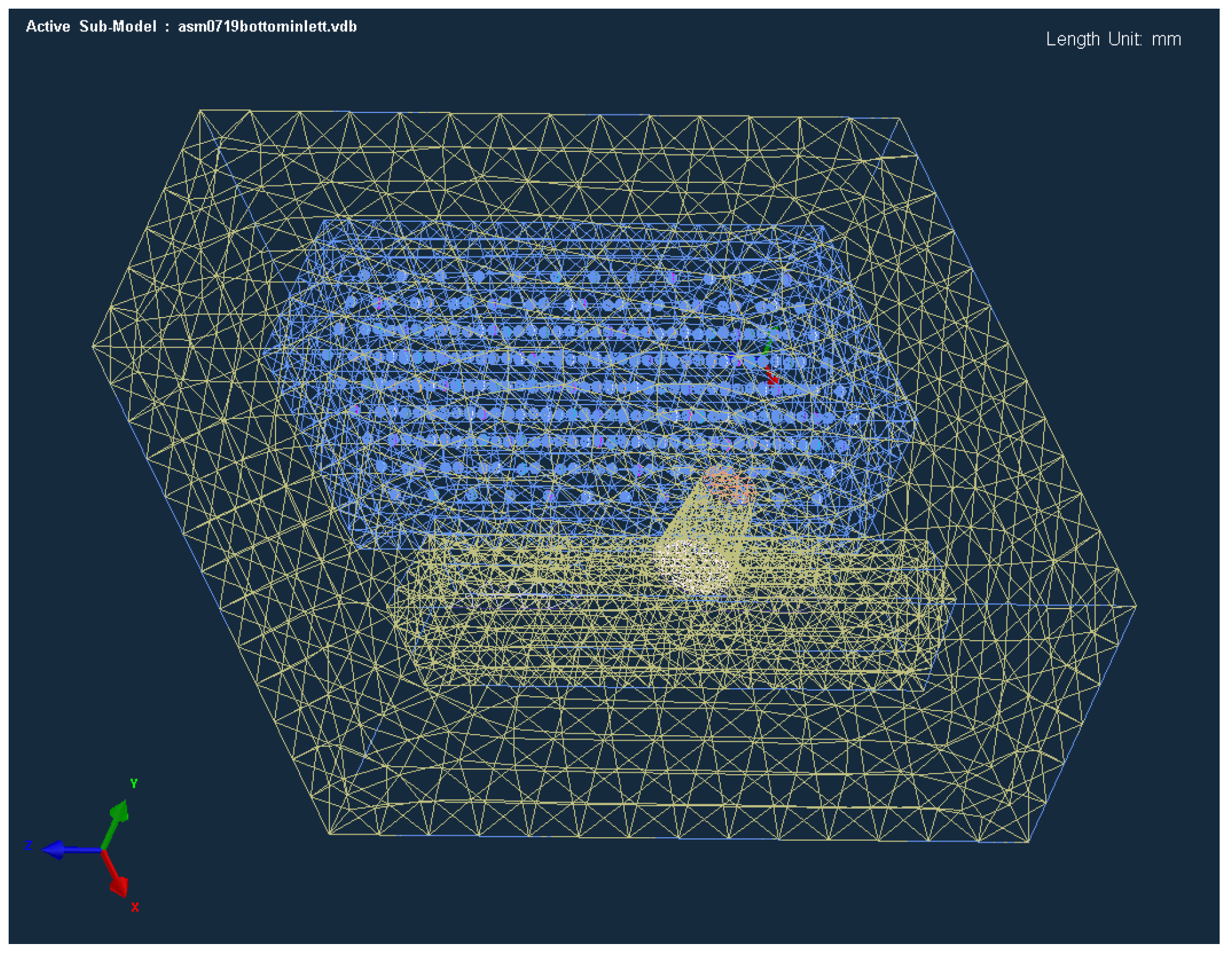
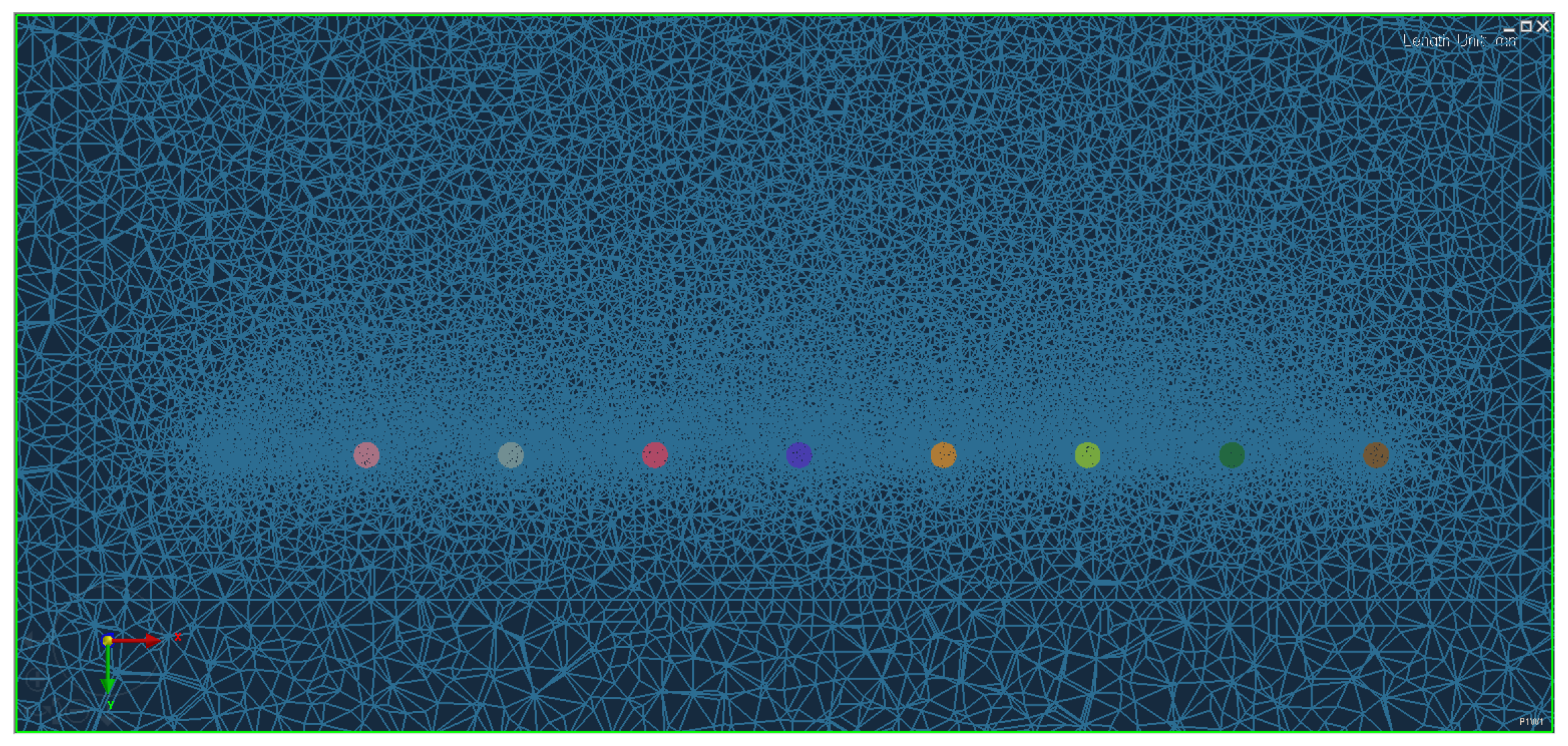
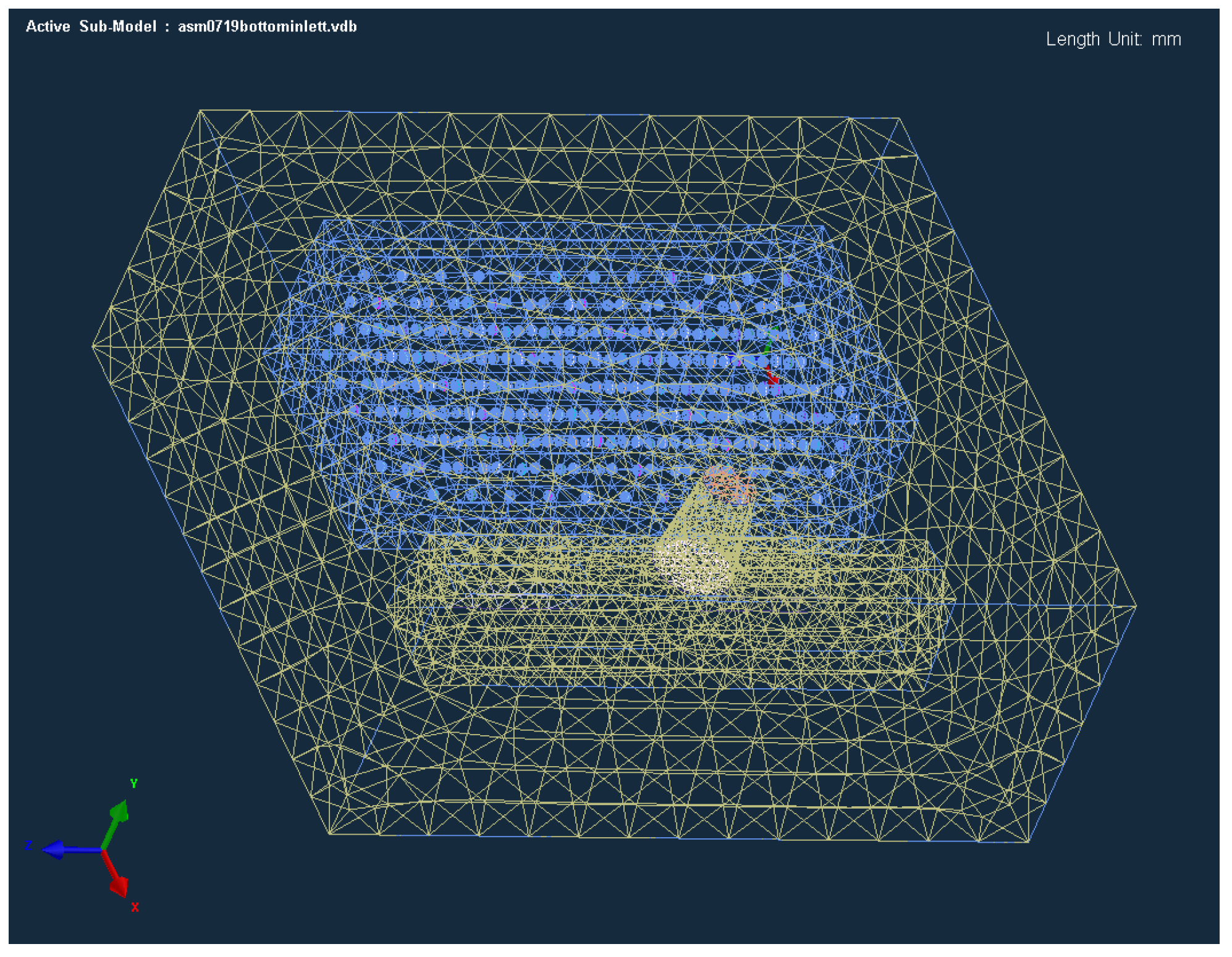
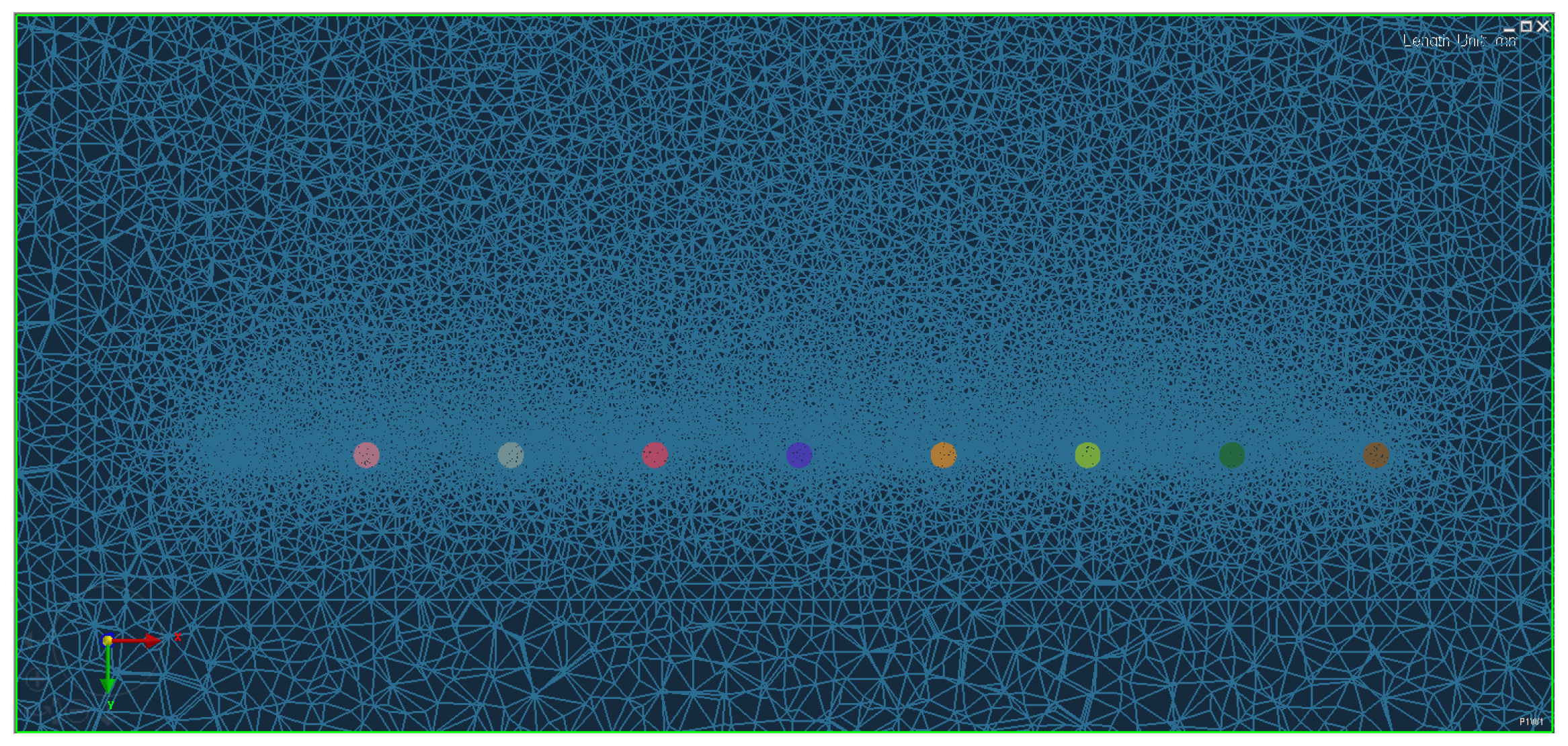
3.1. Three-Dimensional Modeling and Mesh Division
3.2. Material Selection
3.3. Simulation Parameter Settings
4. Results and Discussions
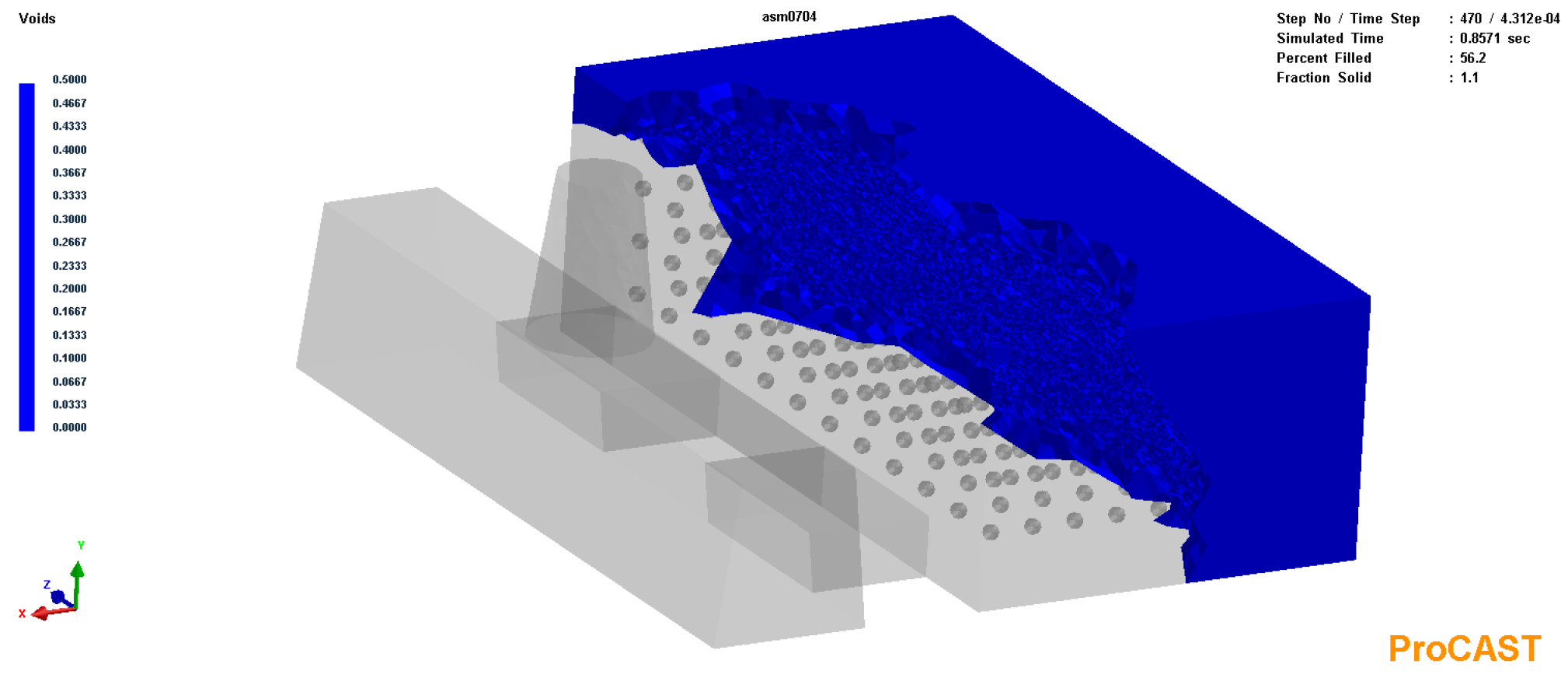
4.1. Shrinkage Porosity Simulation
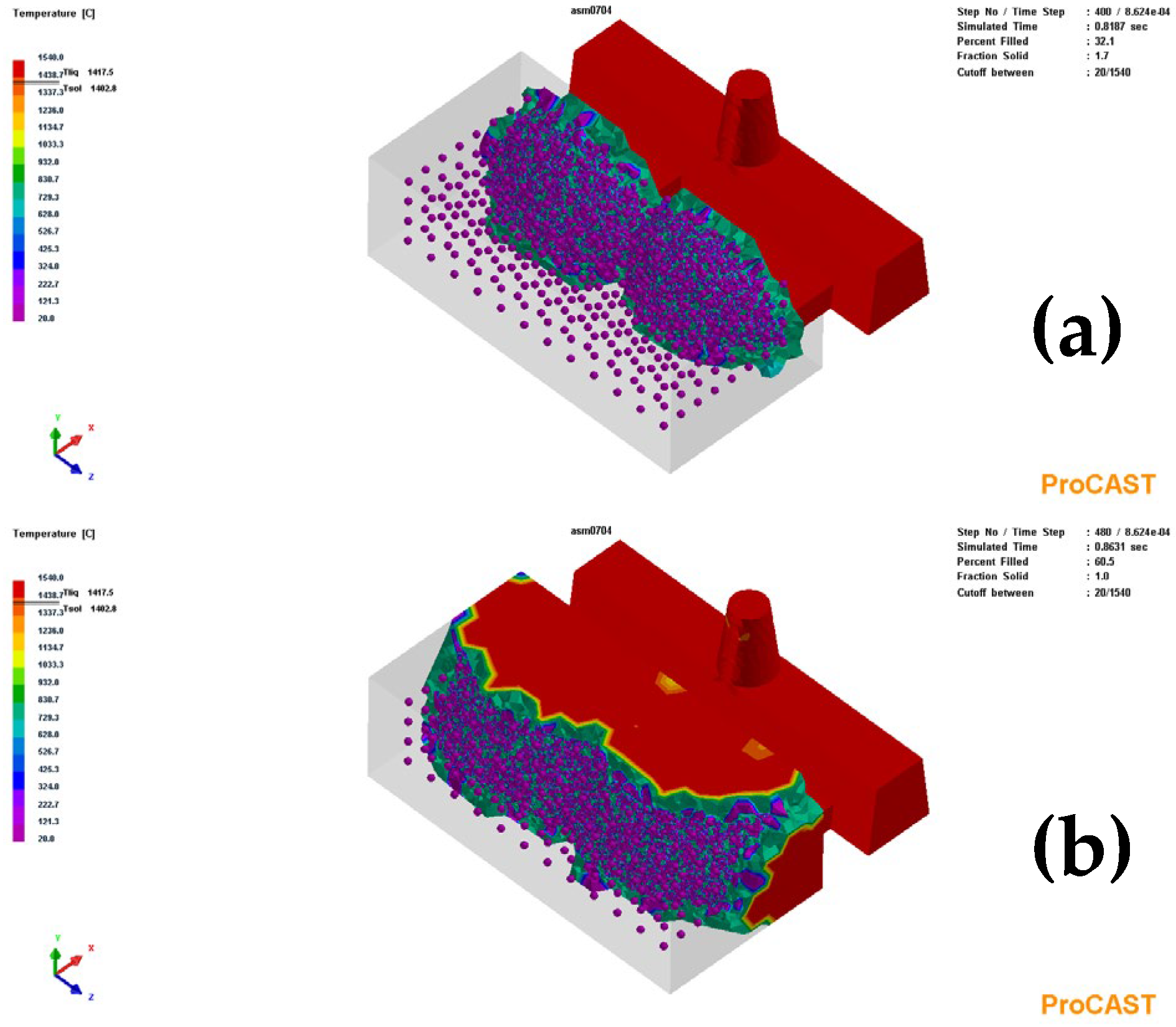
4.2. Filling Characteristics
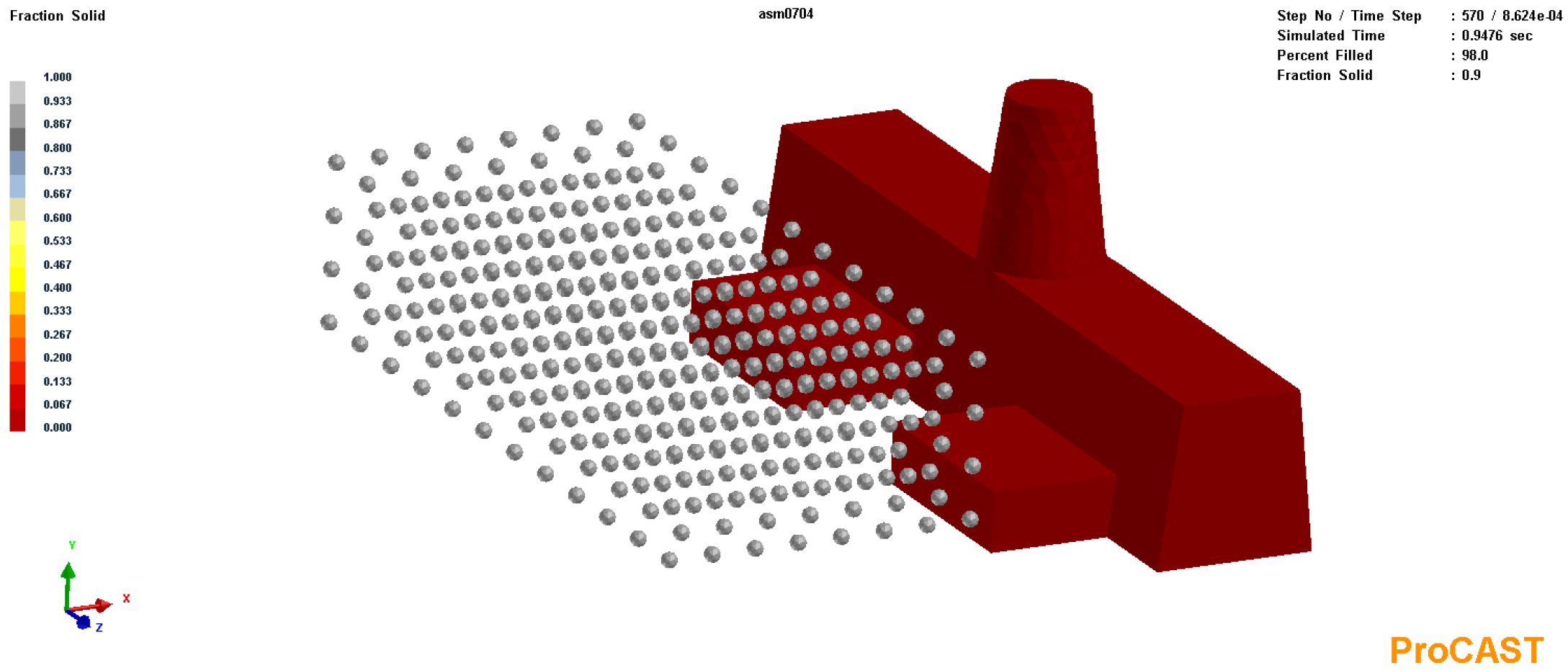
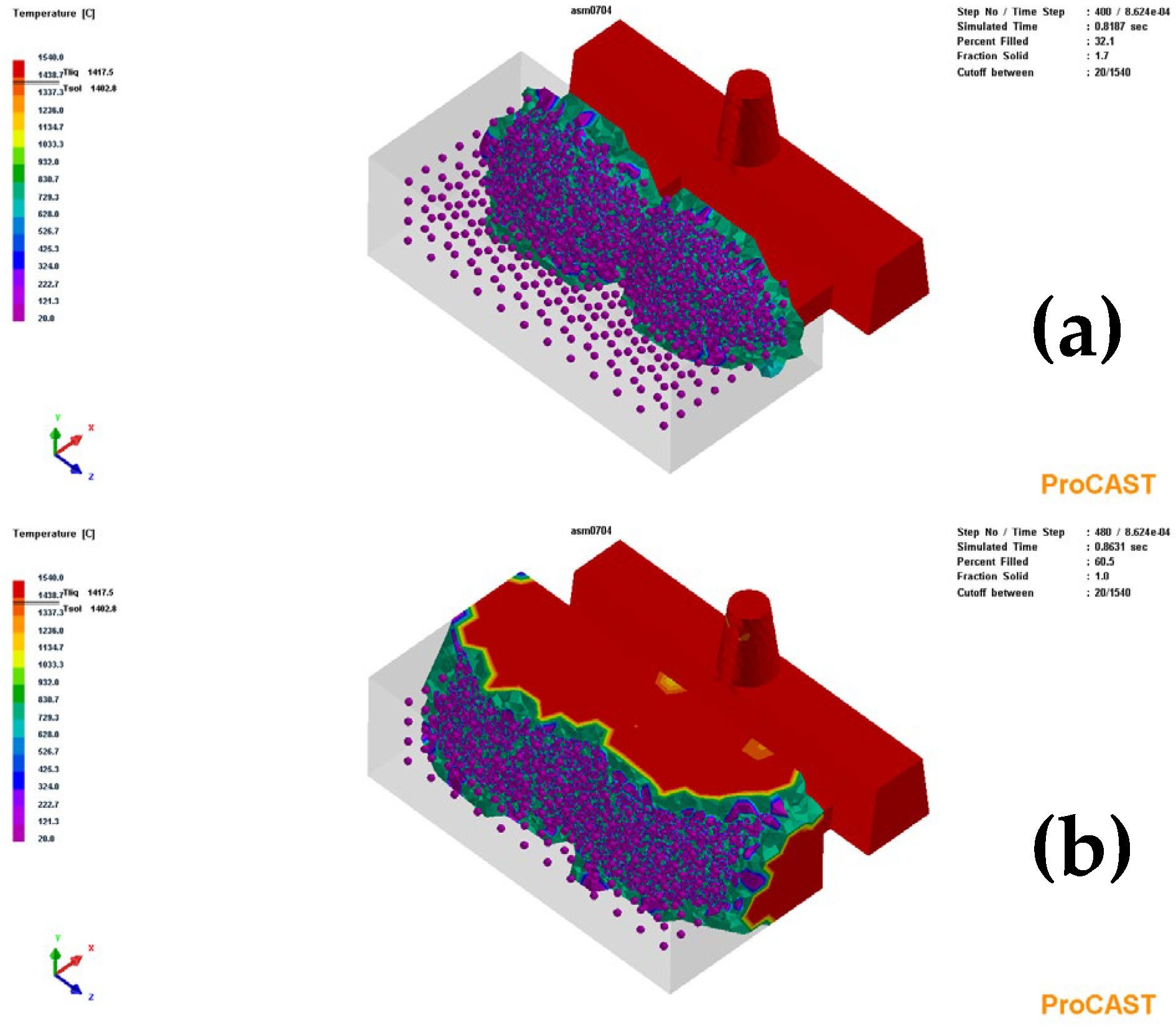
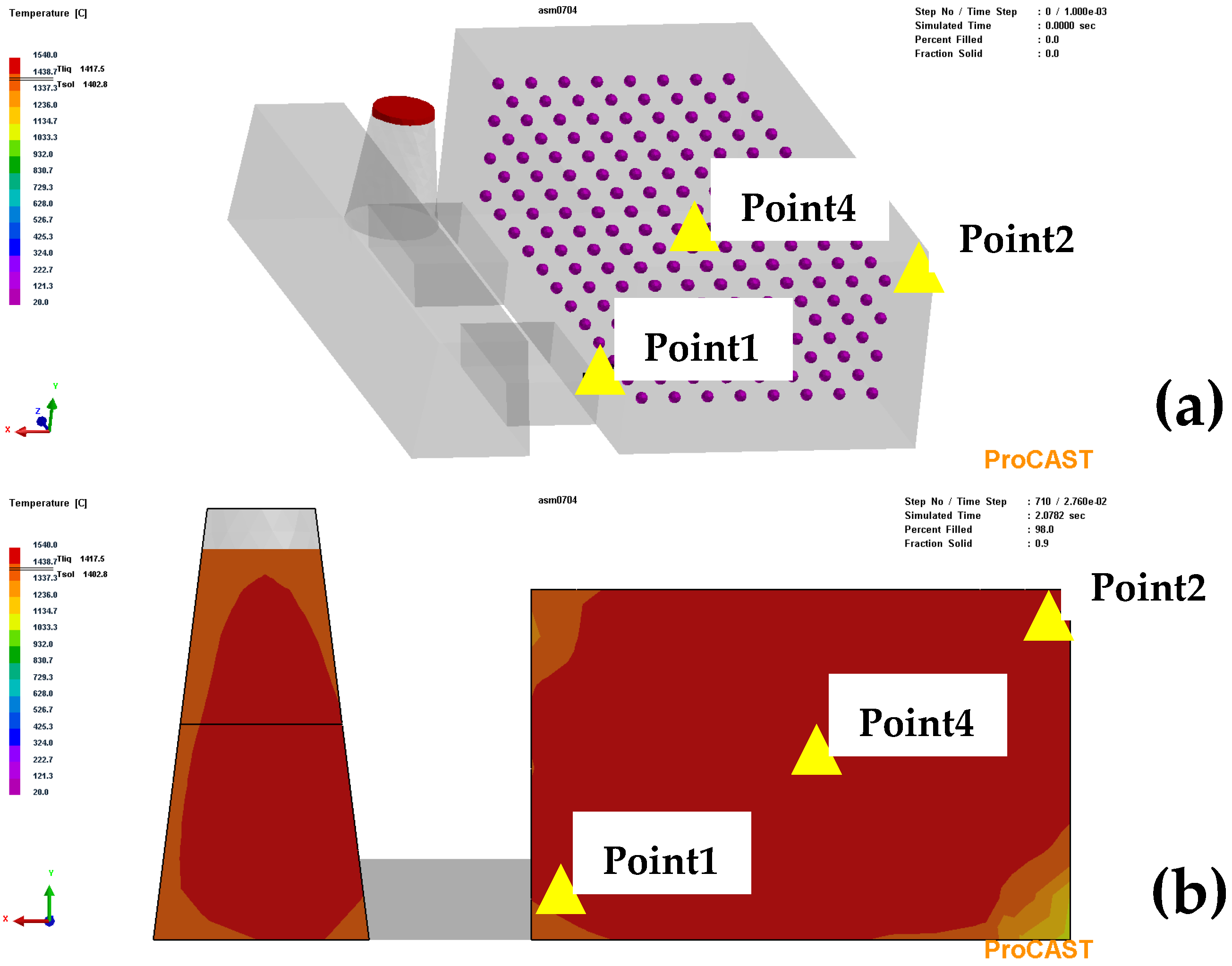
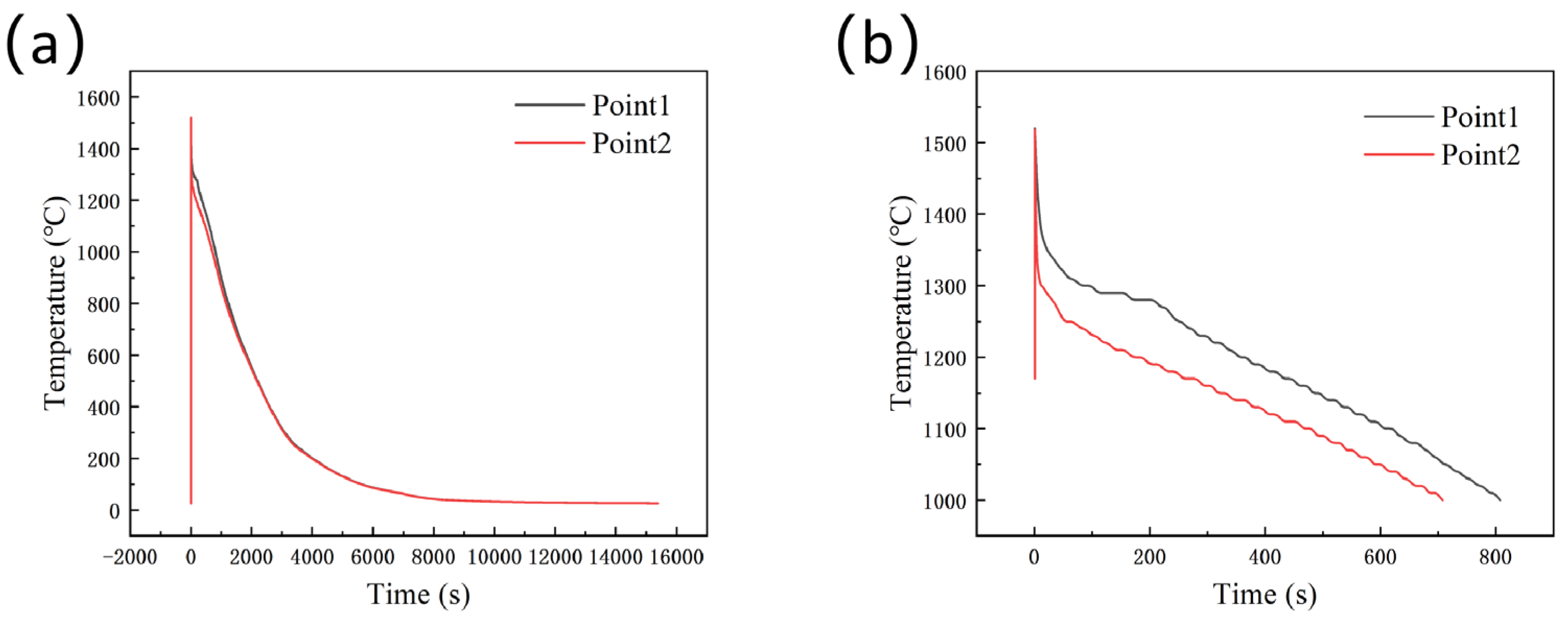
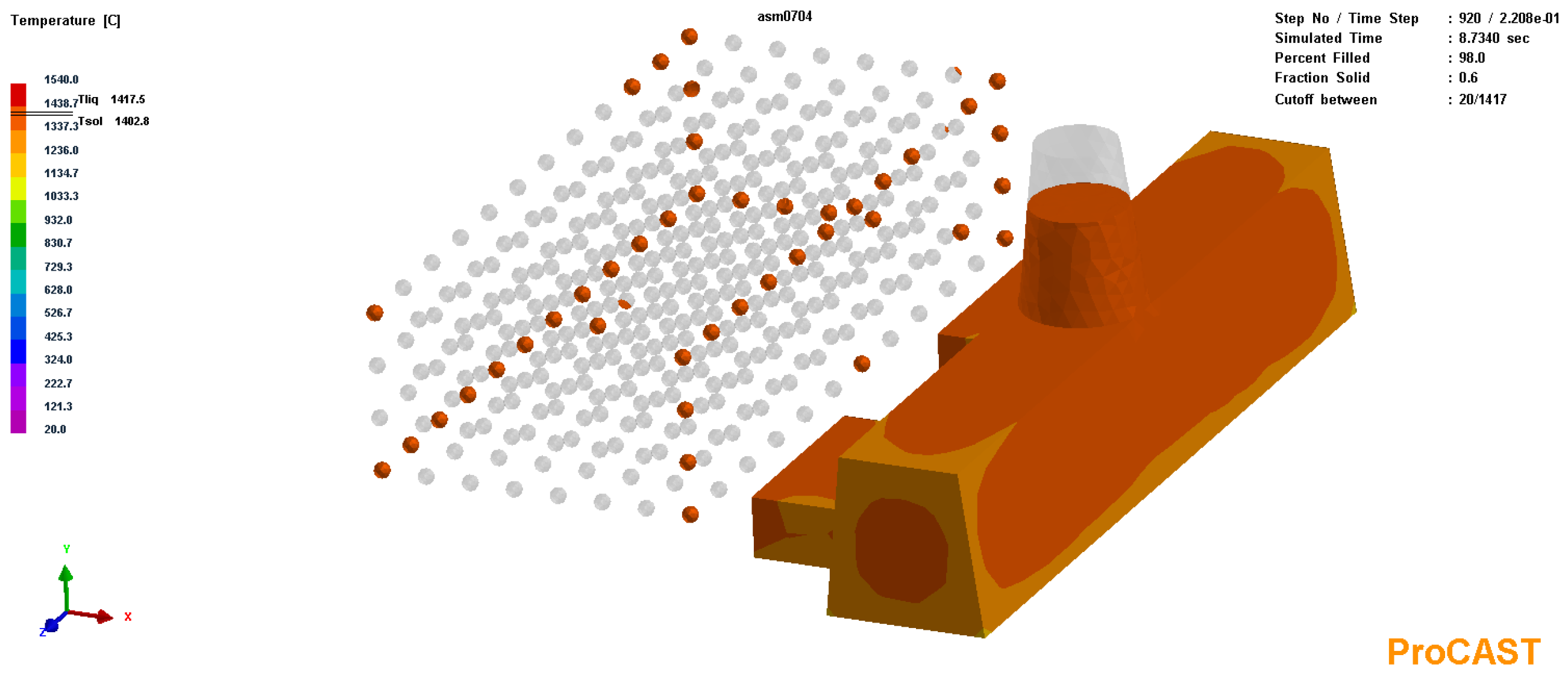
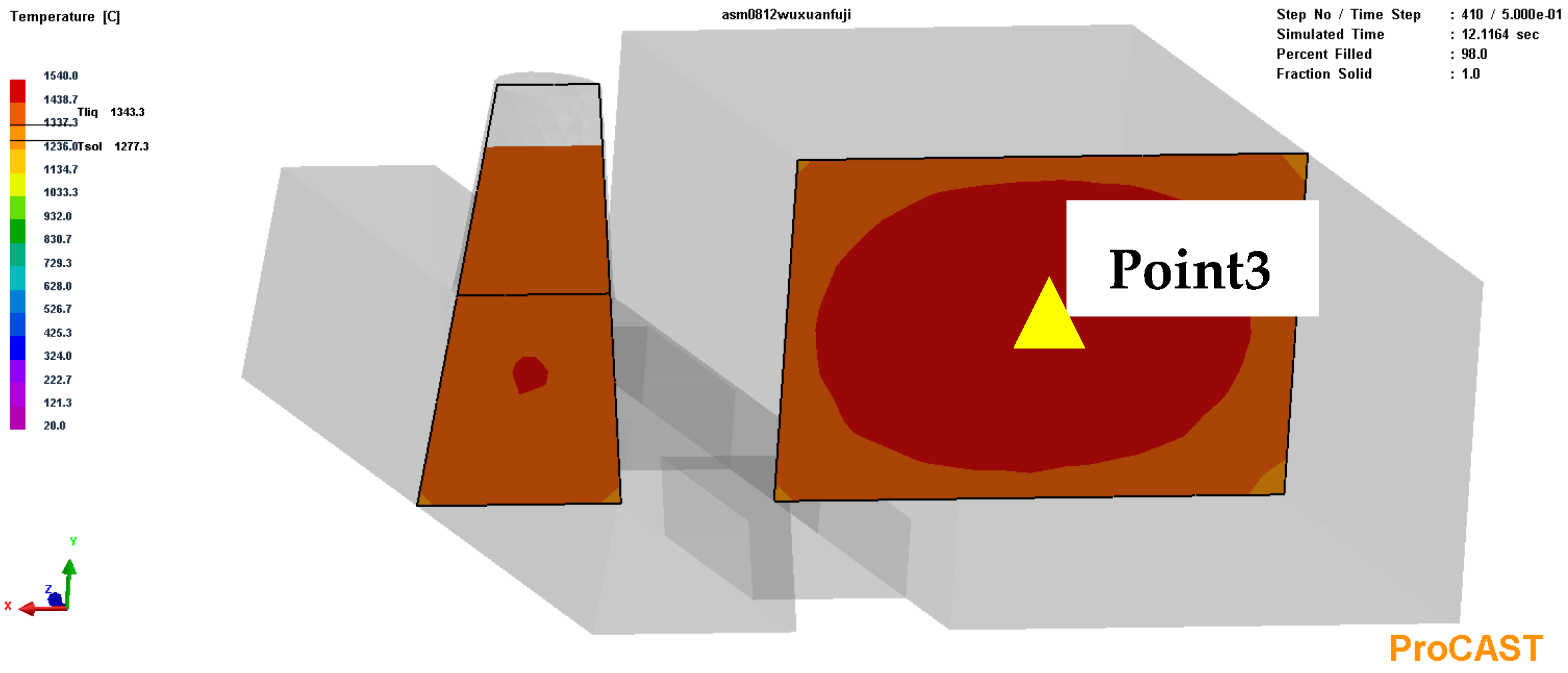
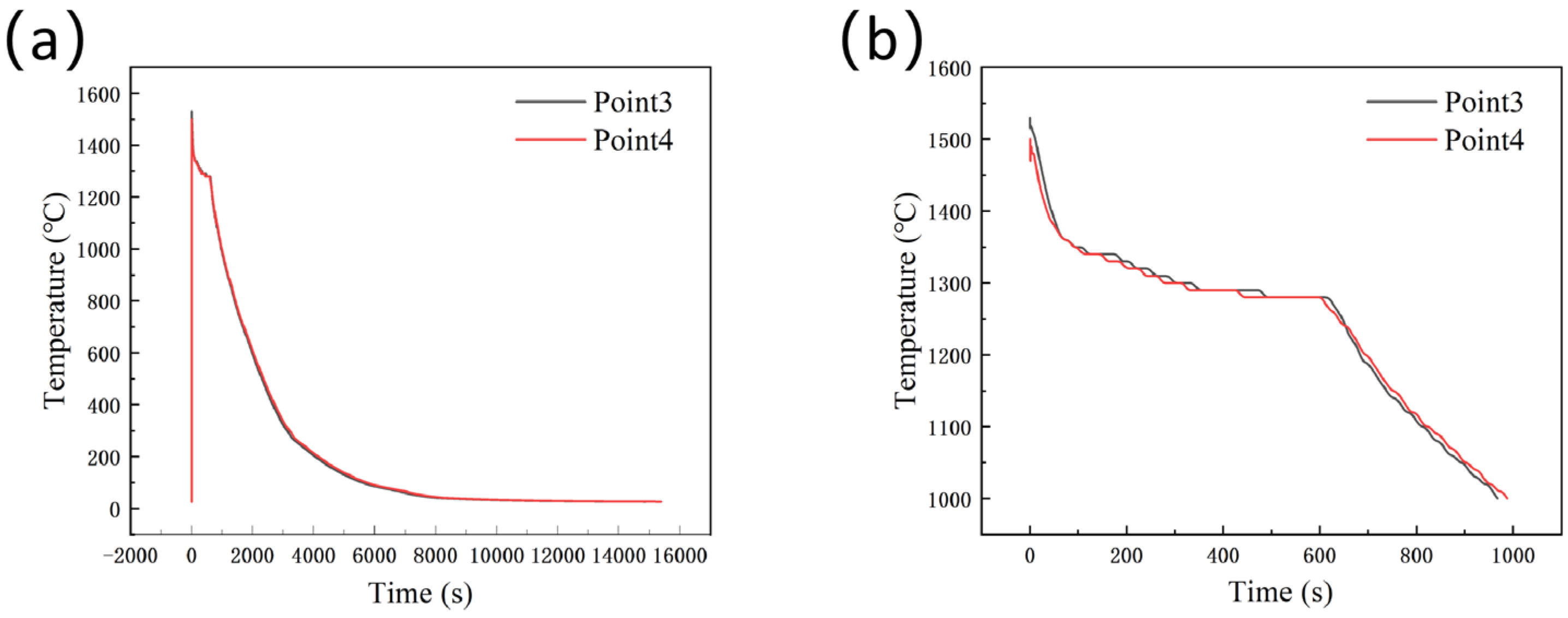
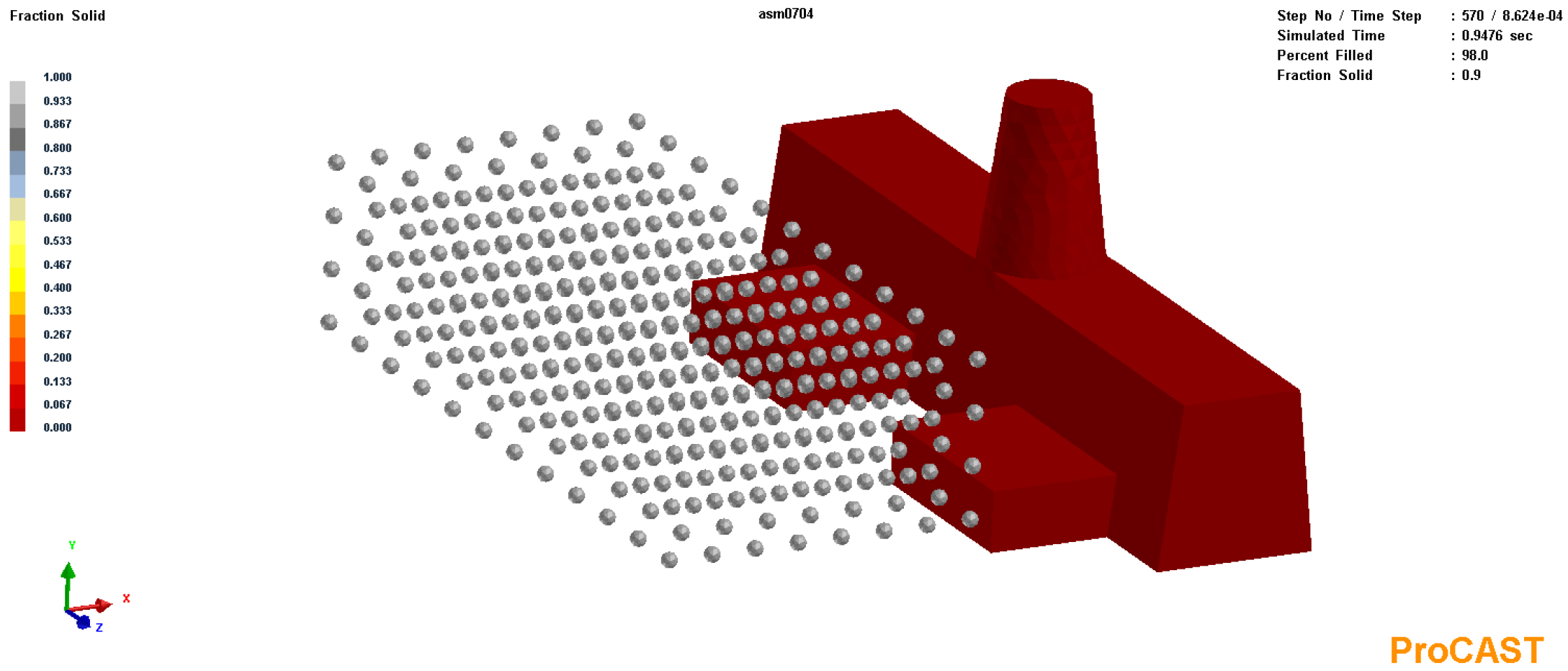
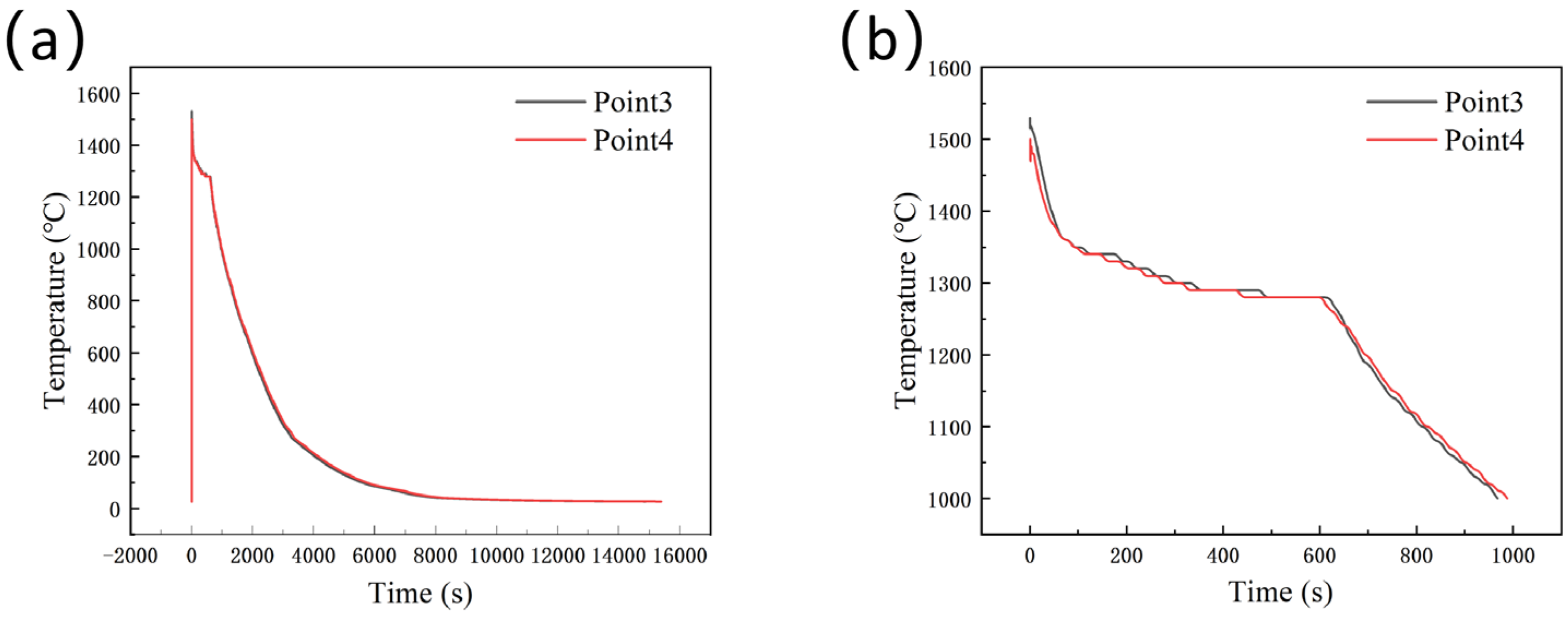
4.3. Solidification Characteristics
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, X.H.; Jiao, Y.L. Effect of Ce Modification on Microstructure and Properties of Boron Containing Hypereutectic High Chromium Cast Iron. Foundry 2023, 72, 810–818. [Google Scholar]
- Jian, A.S.; Chang, H.W.; Ahmad, H.; Ma, X.D.; Zhang, M.X. Effect of solutes on the formation of primary carbides during solidification of hypereutectic high chromium cast irons through thermodynamic modeling. J. Mater. Sci. 2022, 57, 1429–1447. [Google Scholar] [CrossRef]
- Yilmaz, S.O.; Teker, T. Effect of TiBAl inoculation and heat treatment on microstructure and mechanical properties of hypereutectic high chromium white cast iron. J. Alloys Compd. 2016, 672, 324–331. [Google Scholar] [CrossRef]
- Zhou, X.K.; Wang, Y.; Wu, S.; Xiao, X.L. Effect of Nb Content on Microstructure and Mechanical Properties of Hypereutectic High Chromium Cast Iron. Hot Work. Technol. 2022, 51, 50–52. [Google Scholar]
- Li, P.; Yang, Y.H.; Shen, D.P.; Gong, M.Y.; Tian, C.; Tong, W.P. Mechanical behavior and microstructure of hypereutectic high chromium cast iron: The combined effects of tungsten, manganese and molybdenum additions. J. Mater. Res. Technol. 2020, 9, 5735–5748. [Google Scholar] [CrossRef]
- Jain, A.S.; Mustafa, M.I.; Sazili, M.I.I.M.; Chang, H.W.; Zhang, M.X. Effects of destabilization and tempering on microstructure and mechanical properties of a hypereutectic high-chromium cast iron. J. Mater. Sci. 2022, 57, 15581–15597. [Google Scholar] [CrossRef]
- Liu, Q.; Peter, H.; Zhang, H.W.; Wang, Q.; Pär, G.J.; Keiji, N. Effect of Heat Treatment on Microstructure and Mechanical Properties of Ti-alloyed Hypereutectic High Chromium Cast Iron. ISIJ Int. 2012, 52, 2288–2294. [Google Scholar] [CrossRef]
- Deng, J.X.; Cai, H.T.; Tian, Y.L. Study on Casting Process of Hypereutectic High Chromium Cast Iron. Foundry Eng. 2022, 46, 34–37. [Google Scholar]
- Zhang, K.; Zhang, J.P.; Zhang, Z.; Zhong, N.; Lu, S.W. Effect of Heat Treatment on Properties of Hypereutectic High Chromium Cast Iron. Foundry 2022, 71, 1133–1138. [Google Scholar]
- Zhang, K.; Zhang, J.P.; Zhong, N.; Lu, S.W. Effect of quenching and tempering process on microstructure and properties of Cr26 hypereutectic high chromium cast iron. Heat Treat. Met. 2022, 47, 156–163. [Google Scholar]
- Geng, B.Y.; Zhou, R.F.; Li, L.; Lv, H.Y.; Li, Y.K.; Bai, D.; Jiang, Y.H. Change in Primary (Cr, Fe)7C3 Carbides Induced by Electric Current Pulse Modification of Hypereutectic High Chromium Cast Iron Melt. Materials 2018, 12, 32. [Google Scholar] [CrossRef] [PubMed]
- Geng, B.Y.; Zhou, R.F.; Li, Y.K.; Jiang, Y.H. Effect of electric current pulse on size of primary carbides in hypereutectic high chromium cast irons in different solidification stages. Mater. Res. Express 2019, 6, 126551. [Google Scholar] [CrossRef]
- Gong, L.Q.; Fu, H.G.; Zhi, X.H. Corrosion Wear of Hypereutectic High Chromium Cast Iron: A Review. Metals 2023, 13, 308. [Google Scholar] [CrossRef]
- Wang, J.H. Suspension casting process. MW Met. Form. 1980, 05, 60–62. [Google Scholar]
- Fu, H.G.; Xie, P.M. Development and Application of Suspension Casting Process. Mod. Cast Iron 1966, 01, 33–34+46. [Google Scholar]
- Jiang, Z.W.; Luo, H.F.; Li, Z.J. The Effect of Suspension Casting on the Properties of Fly-Ash Particle Reinforced Al Matrix Composites. Adv. Mater. Res. 2012, 2044, 581–582. [Google Scholar] [CrossRef]
- Li, Q.S.; Liu, M.S. Effects of Suspension Casting on the Structure and Properties of High Chromium White Cast Iron. J. Taiyuan Univ. Sci. Technol. 2002, 23, 56–59. [Google Scholar]
- Dai, B.Y. Application of Suspension Casting to Firebrick Forming Dies of High-Chromium Cast Iron. Foundry 2009, 58, 726–728. [Google Scholar]
- Zhi, X.H.; Xing, J.D.; Fu, H.G.; Gao, Y.M. Effect of fluctuation, modification and surface chill on structure of 20%Cr hypereutectic white cast iron. Mater. Sci. Technol. 2009, 25, 56–60. [Google Scholar] [CrossRef]
- Yan, X.N. Present situation and development trend of lost foam casting technology. Sci. Technol. Ind. Parks 2017, 10, 120. [Google Scholar]
- Ma, G.B.; Tan, J.B.; Yu, Y.L.; Li, C.H. Study on Microstructure of Lost Foam Cast WCp/Fe Composites. Foundry 2020, 69, 149–153. [Google Scholar]
- Suyitno; Sutiyoko. Effect of Pouring Temperature and Casting Thickness on Fluidity, Porosity and Surface Roughness in Lost Foam Casting of Gray Cast Iron. Procedia Eng. 2012, 50, 88–94. [Google Scholar]
- Xie, M.G.; Zhu, C.G.; Zhou, J.X. Effect on Solidification Structure of Hypoeutectic Grey Cast Iron by Vacuum Condition in Lost Foam Casting. In Proceedings of the 2015 6th International Conference on Manufacturing Science and Engineering, Qingdao, China, 17–19 July 2015; pp. 1496–1500. [Google Scholar]
- Wu, G.H.; Luo, J.R.; Xie, M. Porosity of aluminum alloy in lost foam casting process. Trans. Nonferrous Met. Soc. China 2000, 10, 645–649. [Google Scholar]
- Li, M.X.; Guo, Q.W.; Chen, L.W.; Li, L.M.; Hou, H.; Zhao, Y.H. Microstructure and properties of graphene nanoplatelets reinforced AZ91D matrix composites prepared by electromagnetic stirring casting. J. Mater. Res. Technol. 2022, 21, 4138–4150. [Google Scholar] [CrossRef]
- Wang, J.; Pan, Z.X.; Wang, Y.F.; Wang, L.; Su, L.H.; Dominic, C.; Zhao, Y.H.; Li, H.J. Evolution of crystallographic orientation, precipitation, phase transformation and mechanical properties realized by enhancing deposition current for dual-wire arc additive manufactured Ni-rich NiTi alloy. Addit. Manuf. 2020, 34, 101240. [Google Scholar] [CrossRef]
- Liu, G.S.; Wang, W.C.; Zhang, Z.M.; Liu, J.H.; Li, Q.L. Effect of Suspension Casting on the Property of Low-Chromium White Cast Iron Produced by the EPC Process. Foundry 2001, 50, 666–669. [Google Scholar]
- Dai, H.Z.; Dai, H.M. Suspension Casting Process for Producing Wear Resistant High Manganese Steel. CN101880839A, 10 November 2010. [Google Scholar]
- Fu, H.G.; Wu, Z.W.; Li, E.; Lei, Y.P.; Lin, J.; Zhang, J.G. Method of Manufacturing Castings by Suspension Casting. CN104084541B, 13 April 2016. [Google Scholar]
- Edward, G.; Dariusz, K.; Andriy, B.; Andrzej, S. Evaluation of the Number of Primary Grains in Hypoeutectic Chromium Cast Iron with Different Wall Thickness Using the ProCAST Program. Materials 2023, 16, 3217. [Google Scholar]
- Albuquerque, C.E.S.; Silva, P.C.S.; Grassi, E.N.D.; Araujo, C.J.D.; Delgado, J.M.P.Q.; Lima, A.G.B. Optimizing the Gating System for Rapid Investment Casting of Shape Memory Alloys: Computational Numerical Analysis for Defect Minimization in a Simple-Cubic Cell Structure. Metals 2023, 13, 1138. [Google Scholar] [CrossRef]
- Yang, Q.; Zhu, X.T.; Wang, F.; Ma, D.X.; Wu, J.T. A Study of Sliver in C-Shaped Grain Selectors during Investment Casting of Single-Crystal Superalloy. Metals 2023, 13, 1102. [Google Scholar] [CrossRef]
- Gong, Y.N.; Malik, A.; Wang, Y.W.; Feng, S.J.; Zhao, D.H. Numerical Simulation and Experimental Studies of Gas Pressure Infiltration Al-356/SiC Composites. Metals 2022, 12, 2150. [Google Scholar] [CrossRef]
- He, T.Z.; Chen, Y.Y. Influence of Mold Design on Shrinkage Porosity of Ti-6Al-4V Alloy Ingots. Metals 2022, 12, 2122. [Google Scholar] [CrossRef]
- Yan, J.W. Estabishment of Foam Pattern Database and Research on Numerical Simulation of Lost Foam Casting. Master’s Thesis, Harbin University of Science and Technology, Harbin, China, 2014. [Google Scholar]
- Feng, B. Numerical Simulation of Mould Filling and Solidification of EPC For Aluminum Alloys Cylinder Head. Master’s Thesis, Hebei University of Science & Technology, Shijiazhuang, China, 2012. [Google Scholar]
- Wang, J.H. Suspension Casting; National Defense Industry Press: Beijing, China, 1982; p. 56. [Google Scholar]
- Huang, J.; Lin, Y.X.; Chen, W.P.; Qi, X.J. Numerical analysis of lost foam casting for large-caliber water meter shell. Adv. Mech. Eng. 2021, 13, 16878140211028059. [Google Scholar] [CrossRef]
- Zhao, Z.W.; Jia, L.M.; Yu, Y.L.; Li, C.H.; Zhao, H.S.; Tan, J.B. Process design and numerical simulation of lost foam casting for grey cast iron end caps. Hebei J. Ind. Sci. Technol. 2022, 39, 341–348. [Google Scholar]
- Hu, G.Q.; Peng, F.; Pan, F.Y.; Yang, Z.G.; Zhu, W.W. Influence of Negative Pressure Degree on Quality of Vacuum Negative Pressure Lost Foam Gray Iron Casting. Mod. Cast Iron 2018, 38, 33–37. [Google Scholar]
- Deng, C.; Long, J.; Zheng, Z.B.; Huang, Y.; Zheng, K.H. Numerical Simulation of Solidification Process in Lost Foam Casting of Caterpillar Board Based on ProCAST Software. Spec. Cast. Nonferrous Alloys 2021, 41, 368–371. [Google Scholar]
- Liang, H.; Li, Z.M.; Wang, Y.C.; Zahng, X.M.; Li, L.X.; Tan, J.B.; Xue, X.X. Filling Morphology of Gray Cast Iron Melt in Lost Foam Casting. Spec. Cast. Nonferrous Alloys 2007, 27, 870–871+818. [Google Scholar]
- Chang, Q.M.; Huang, N.Y.; Luo, J.R.; Ye, S.P. Numerical Simultion of Mold Filling in EPC Process. Foundry 1997, 2, 7–11. [Google Scholar]
- Li, F.J.; Zhao, H.; Ren, F.Z.; Song, S.B.; Shao, X.H. Simulations and experiments of mould filling in lost foam casting. Int. J. Cast Met. Res. 2020, 33, 194–200. [Google Scholar] [CrossRef]
- Dai, G.H. Application of Lost Foam Casting Process for Ductile Iron Shell Based on ProCAST. Master’s Thesis, Anhui University of Technology, Maanshan, China, 2018. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Mo | Mn | Si | Fe |
|---|---|---|---|---|---|
| 4 | 35 | 1 | 0.6 | 0.8 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, H.; Fu, H. Study on Simulation of Mold Filling and Solidification Characteristics of Hypereutectic High-Chromium Cast Iron by Lost Foam Suspension Casting. Metals 2023, 13, 1761. https://doi.org/10.3390/met13101761
Ma H, Fu H. Study on Simulation of Mold Filling and Solidification Characteristics of Hypereutectic High-Chromium Cast Iron by Lost Foam Suspension Casting. Metals. 2023; 13(10):1761. https://doi.org/10.3390/met13101761
Chicago/Turabian StyleMa, Hongliang, and Hanguang Fu. 2023. "Study on Simulation of Mold Filling and Solidification Characteristics of Hypereutectic High-Chromium Cast Iron by Lost Foam Suspension Casting" Metals 13, no. 10: 1761. https://doi.org/10.3390/met13101761
APA StyleMa, H., & Fu, H. (2023). Study on Simulation of Mold Filling and Solidification Characteristics of Hypereutectic High-Chromium Cast Iron by Lost Foam Suspension Casting. Metals, 13(10), 1761. https://doi.org/10.3390/met13101761