
Effect of Direct Recycling Hot Press Forging Parameters on Mechanical Properties and Surface Integrity of AA7075 Aluminum Alloys

 , , ,
, , ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Material Preparation and Processing
2.2. Mechanical Characterization
2.3. Surface Integrity
2.3.1. Microstructure Analysis
2.3.2. Fracture Analysis
2.3.3. Grain Analysis
2.3.4. Microhardness Test
2.3.5. Density Measurement
3. Results and Discussion
3.1. Mechanical Properties
3.2. Surface Integrity
3.2.1. Microstructural Analysis
3.2.2. Fracture Surface Analysis
3.2.3. Density and Microhardness Analysis
4. Conclusions
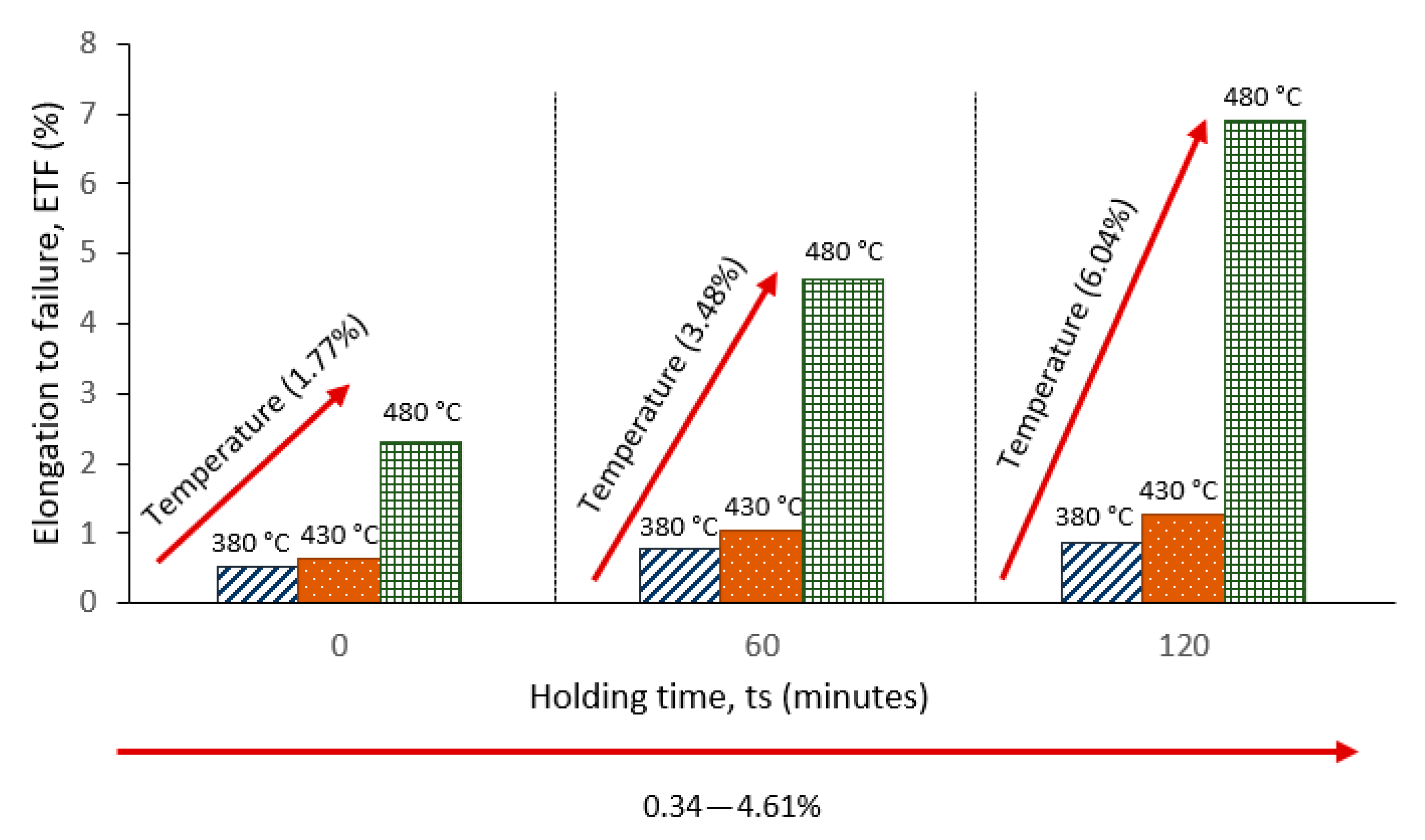
- The ETF value shows a linear trend with increasing temperature that is quite similar to the UTS trend. From the minimum (380 °C/0 min) to the maximum (480 °C/120 min) parameters, the UTS value increased by 93.07% and the ETF value increased by 92.33%.
- Increasing the operating temperature and time resulted in a decrease in the grain by 51.26% and in void size between the aluminum chips. At the maximum working temperature and time, it can be seen that UTS and ETF had the highest values of 245.62 MPa and 6.91%, respectively, with a small grain size (0.212 μm) and less porosity in the microstructure.
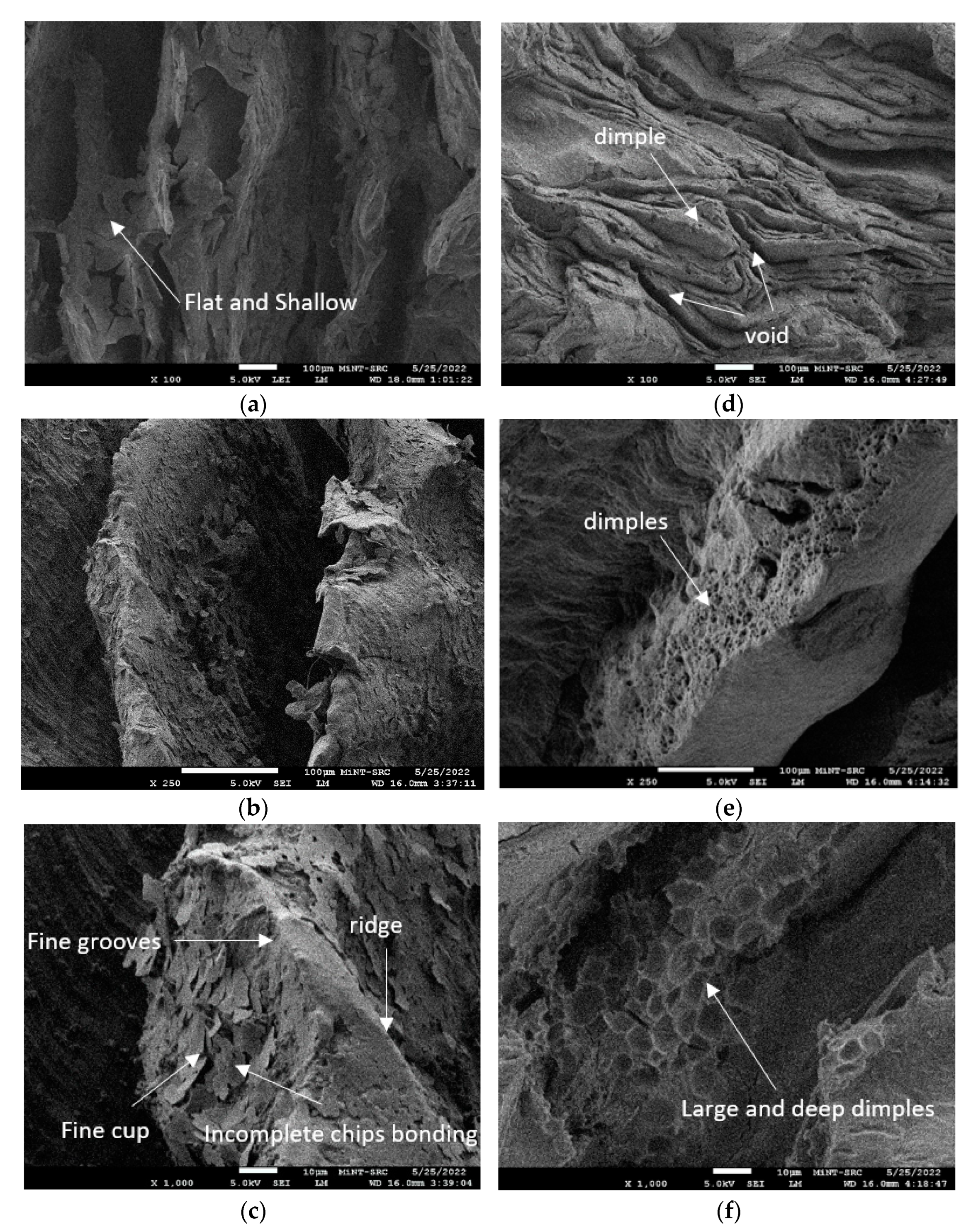
- At the minimum parameter, the fractured surface was revealed as shallow and flat, with no dimples at all. Meanwhile, at the maximum parameter, many microvoids and dimples can be seen, indicating the ductile fracture mode.
- From the minimum to maximum holding time, the percentage of microhardness increased by 33.66% and the density value increased by 41.14%.
- The most influential factor for increasing UTS, ETF, microhardness, and density is the operating temperature. The operating temperature contributes to a higher increment percentage result than the holding time.
- An increase in UTF and ETF values causes an increase in grain boundaries with the decrease in grain size, porosity in microstructure, and increased density, leading to a greater microhardness value.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ingarao, G.; Priarone, P.C.; Deng, Y.; Paraskevas, D. Environmental modelling of aluminium based components manufacturing routes: Additive manufacturing versus machining versus forming. J. Clean. Prod. 2018, 176, 261–275. [Google Scholar] [CrossRef]
- Latif, A.; Ingarao, G.; Fratini, L. Multi-material based functionally graded billets manufacturing through friction stir consolidation of aluminium alloys chips CIRP Annals—Manufacturing Technology friction stir consolidation of aluminium alloys chips. CIRP Ann.-Manuf. Technol. 2022, 71, 261–264. [Google Scholar] [CrossRef]
- Brough, D.; Jouhara, H. The aluminium industry: A review on state-of-the-art technologies, environmental impacts and possibilities for waste heat recovery. Int. J. Thermofluids 2020, 2, 100007. [Google Scholar] [CrossRef]
- Priarone, P.C.; Ingarao, G.; Settineri, L.; Di, R. On the impact of recycling strategies on energy demand and CO2 emissions when manufacturing Al-based components. Procedia CIRP 2016, 48, 194–199. [Google Scholar] [CrossRef]
- Ingarao, G. Manufacturing strategies for efficiency in energy and resources use: The role of metal shaping processes. J. Clean. Prod. 2017, 142, 2872–2886. [Google Scholar] [CrossRef]
- Joshi, T.C.; Prakash, U.; Dabhade, V.V. Microstructural development during hot forging of Al 7075 powder. J. Alloys Compd. 2015, 639, 123–130. [Google Scholar] [CrossRef]
- Zhou, W.; Shao, Z.; Yu, J.; Lin, J. Advances and Trends in Forming Curved Extrusion Profiles. Materials 2021, 14, 1603. [Google Scholar] [CrossRef]
- Zhou, W.; Lin, J.; Dean, T.A.; Wang, L. Analysis and modelling of a novel process for extruding curved metal alloy profiles. Int. J. Mech. Sci. 2018, 138–139, 524–536. [Google Scholar] [CrossRef]
- Bulei, C.; Stojanovic, B.; Utu, D. Developments of discontinuously reinforced aluminium matrix composites: Solving the needs for the matrix Developments of discontinuously reinforced aluminium matrix composites: Solving the needs for the matrix. J. Phys. Conf. Ser. 2022, 2022, 012029. [Google Scholar] [CrossRef]
- Kazemi-navaee, A.; Jamaati, R.; Aval, H.J. Asymmetric cold rolling of AA7075 alloy: The evolution of microstructure, crystallographic texture, and mechanical properties. Mater. Sci. Eng. A 2021, 824, 141801. [Google Scholar] [CrossRef]
- Canakci, A.; Varol, T. Microstructure and properties of AA7075/Al-SiC composites fabricated using powder metallurgy and hot pressing. Powder Technol. 2014, 268, 72–79. [Google Scholar] [CrossRef]
- Gancarczyk, K.; Nowotnik, A.; Boczkal, G. Microstructure and Properties of As-Cast and Heat-Treated 2017A Aluminium Alloy Obtained from Scrap Recycling. Materials 2021, 14, 89. [Google Scholar]
- Dzurňák, R.; Augustín Varga, J.K.; Jablonský, G.; Lukáč, L. Influence of Burner Nozzle Parameters Analysis on the Aluminium Melting Process. Appl. Sci. 2019, 9, 1614. [Google Scholar] [CrossRef]
- Ho, C.S.; Mohd Nor, M.K.; Ma’at, N.; Alaric Sim, K.Y.; Ibrahim, M.N.; Jamian, S.; Lajis, M.A.; Yusuf, N.K. Damage Initiation and Evolution Analysis of Hot Extruded Recycled Aluminium Alloys (AA6061). Mater. Sci. Eng. 2020, 824, 012017. [Google Scholar] [CrossRef]
- Ingarao, G.; Zaheer, O.; Fratini, L. Manufacturing processes as material and energy ef fi ciency strategies enablers: The case of Single Point Incremental Forming to reshape end-of-life metal components. CIRP J. Manuf. Sci. Technol. 2021, 32, 145–153. [Google Scholar] [CrossRef]
- Wan, B.; Chen, W.; Lu, T.; Liu, F.; Jiang, Z. Review of solid state recycling of aluminum chips. Resour. Conserv. Recycl. 2017, 125, 37–47. [Google Scholar] [CrossRef]
- Söderholm, P.; Ekvall, T. Metal markets and recycling policies: Impacts and challenges. Miner. Econ. 2019, 33, 257–272. [Google Scholar] [CrossRef]
- Dwivedi, S.P.; Sharma, P. Utilization of waste spent alumina catalyst and agro-waste rice husk ash as reinforcement materials with scrap aluminium alloy wheel matrix. J. Process Mech. Eng. 2020, 234, 543–552. [Google Scholar] [CrossRef]
- Yasinskiy, A.; Padamata, S.K.; Moiseenko, I.; Stopic, S.; Feldhaus, D.; Friedrich, B.; Polyakov, P. Aluminium Recycling in Single- and Multiple-Capillary Laboratory Electrolysis Cells. Metals 2021, 11, 1053. [Google Scholar] [CrossRef]
- Rivera, T.; Flores, A. A-242 Aluminium Alloy Foams Manufacture from the recycling of beverage cans. Metals 2019, 9, 92. [Google Scholar] [CrossRef]
- Wong, D.S.; Lavoie, P. Aluminum: Recycling and Environmental Footprint. JOM 2019, 71, 2926–2927. [Google Scholar] [CrossRef]
- Paraskevas, D.; Kellens, K.; Dewulf, W.; Duflou, J.R. Resource Efficiency in Manufacturing: Identifying Low Impact Paths. In Proceedings of the 10th Global Conference on Sustainable Manufacturing (GCSM 2012), Istanbul, Turkey, 31 October–2 November 2012; pp. 271–276. [Google Scholar]
- Ingarao, G.; Baffari, D.; Bracquene, E.; Fratini, L.; Duflou, J. Energy demand reduction of aluminum alloys recycling through friction stir extrusion processes implementation. Procedia Manuf. 2019, 33, 632–638. [Google Scholar] [CrossRef]
- Buffa, G.; Baffari, D.; Ingarao, G.; Fratini, L. Uncovering Technological and Environmental Potentials of Aluminum Alloy Scraps Recycling Through Friction Stir Consolidation. Int. J. Precis. Eng. Manuf.-Green Technol. 2020, 7, 955–964. [Google Scholar] [CrossRef]
- Rady, M.H.; Mustapa, M.S.; Wagiman, A.; Shamsudin, S.; Lajis, M.A.; Al Alimi, S.; Mansor, M.N.; Harimon, M.A. Effect of the heat treatment on mechanical and physical properties of direct recycled aluminium alloy (AA6061). Int. J. Integr. Eng. 2020, 12, 82–89. [Google Scholar] [CrossRef]
- Paraskevas, D.; Kellens, K.; Dewulf, W.; Du, J.R. Environmental modelling of aluminium recycling: A Life Cycle Assessment tool for sustainable metal management. J. Clean. Prod. 2014, 105, 357–370. [Google Scholar] [CrossRef]
- Baffari, D.; Reynolds, A.P.; Masnata, A.; Fratini, L.; Ingarao, G. Friction stir extrusion to recycle aluminum alloys scraps: Energy efficiency characterization. J. Manuf. Process. 2019, 43, 63–69. [Google Scholar] [CrossRef]
- Shen, H.; Liu, B.; Ekberg, C.; Zhang, S. Harmless disposal and resource utilization for secondary aluminum dross: A review. Sci. Total Environ. 2021, 760, 143968. [Google Scholar] [CrossRef] [PubMed]
- Hatayama, H.; Daigo, I.; Matsuno, Y.; Adachi, Y. Evolution of aluminum recycling initiated by the introduction of next-generation vehicles and scrap sorting technology. Resour. Conserv. Recycl. 2012, 66, 8–14. [Google Scholar] [CrossRef]
- Lajis, M.A.; Yusuf, N.K.; Ahmad, A. Life cycle assessment on the effects of parameter setting in direct recycling hot press forging of aluminum. Mater. Sci. Forum 2018, 923 MSF, 143–148. [Google Scholar] [CrossRef]
- Koch, A.; Bonhage, M.; Teschke, M.; Luecker, L.; Behrens, B.; Walther, F. Electrical resistance-based fatigue assessment and capability prediction of extrudates from recycled field-assisted sintered EN AW-6082 aluminium chips. Mater. Charact. 2020, 169, 110644. [Google Scholar] [CrossRef]
- Yusuf, N.K.; Lajis, M.A.; Ahmad, A. Hot press as a sustainable direct recycling technique of aluminium: Mechanical properties and surface integrity. Materials 2017, 10, 902. [Google Scholar] [CrossRef] [PubMed]
- Duflou, J.R.; Tekkaya, A.E.; Haase, M.; Welo, T.; Vanmeensel, K.; Kellens, K.; Dewulf, W.; Paraskevas, D. Environmental assessment of solid state recycling routes for aluminium alloys: Can solid state processes significantly reduce the environmental impact of aluminium recycling? CIRP Ann.-Manuf. Technol. 2015, 64, 37–40. [Google Scholar] [CrossRef]
- Wagiman, A.; Mustapa, M.S.; Asmawi, R.; Shamsudin, S.; Lajis, M.A.; Mutoh, Y. A review on direct hot extrusion technique in recycling of aluminium chips. Int. J. Adv. Manuf. Technol. 2020, 106, 641–653. [Google Scholar] [CrossRef]
- Zhou, W.; Yu, J.; Lin, J.; Dean, T.A. Manufacturing a curved profile with fine grains and high strength by differential velocity sideways extrusion. Int. J. Mach. Tools Manuf. 2019, 140, 77–88. [Google Scholar] [CrossRef]
- Zhou, W.; Yu, J.; Lu, X.; Lin, J.; Dean, T.A. A comparative study on deformation mechanisms, microstructures and mechanical properties of wide thin-ribbed sections formed by sideways and forward extrusion. Int. J. Mach. Tools Manuf. 2021, 168, 103771. [Google Scholar] [CrossRef]
- Zhou, W.; Yu, J.; Lin, J.; Dean, T.A. Effects of die land length and geometry on curvature and effective strain of profiles produced by a novel sideways extrusion process. J. Mater. Process. Tech. 2020, 282, 116682. [Google Scholar] [CrossRef]
- Al-Alimi, S.; Lajis, M.; Shamsudin, S.; Yusuf, N.K.; Altharan, Y.; Didane, D.H.; Saif, Y.; Sadeq, S.; Sabbar, H.M.; Msebawi, M.S. Effects of Preheating Temperature on Deformed AA6061 Aluminium Properties of Hot Equal Channel Angular Pressing (ECAP) by Using Deform-3D Software. Arab. J. Sci. Eng. 2022, 47, 1–9. [Google Scholar] [CrossRef]
- Al Alimi, S.; Shamsudin, S.; Yusuf, N.K.; Lajis, M.A.; Zhou, W.; Didane, D.H.; Sadeq, S.; Saif, Y.; Wahib, A.; Harun, Z. Recycling Aluminium AA6061 Chips with Reinforced Boron Carbide (B4C) and Zirconia (ZrO2) Particles via Hot Extrusion. Metals 2022, 12, 1329. [Google Scholar] [CrossRef]
- Gronostajski, J.Z.; Kaczmar, J.W.; Marciniak, H.; Matuszak, A. Direct recycling of aluminium chips into extruded products. J. Mater. Process. Technol. 1997, 64, 149–156. [Google Scholar] [CrossRef]
- Fogagnolo, J.B.; Ruiz-Navas, E.M.; Simón, M.A.; Martinez, M.A. Recycling of aluminium alloy and aluminium matrix composite chips by pressing and hot extrusion. J. Mater. Process. Technol. 2003, 143–144, 792–795. [Google Scholar] [CrossRef]
- Haase, M.; Tekkaya, A.E. Cold extrusion of hot extruded aluminum chips. J. Mater. Process. Technol. 2015, 217, 356–367. [Google Scholar] [CrossRef]
- Güley, V.; Güzel, A.; Jäger, A.; Ben Khalifa, N.; Tekkaya, A.E.; Misiolek, W.Z. Effect of die design on the welding quality during solid state recycling of AA6060 chips by hot extrusion. Mater. Sci. Eng. A 2013, 574, 163–175. [Google Scholar] [CrossRef]
- Gronostajski, J.; Marciniak, H.; Matuszak, A. New methods of aluminium and aluminium-alloy chips recycling. J. Mater. Process. Technol. 2000, 106, 34–39. [Google Scholar] [CrossRef]
- Tekkaya, A.E.; Schikorra, M.; Becker, D.; Biermann, D.; Hammer, N.; Pantke, K. Hot profile extrusion of AA-6060 aluminum chips. J. Mater. Process. Technol. 2008, 9, 3343–3350. [Google Scholar] [CrossRef]
- Li, J.; Zhang, A.; Pan, H.; Ren, Y.; Zeng, Z.; Huang, Q. Effect of extrusion speed on microstructure and mechanical properties of the Mg-Ca binary alloy. J. Magnes. Alloys 2021, 9, 1297–1303. [Google Scholar] [CrossRef]
- Rahim, S.N.A.; Lajis, M.A.; Tun, U.; Onn, H. Effect of extrusion speed and temperature on hot extrusion process of 6061 aluminum alloy chip. ARPN J. Eng. Appl. Sci. 2016, 11, 2272–2277. [Google Scholar]
- Rahim, S.N.A.; Lajis, M.A.; Ariffin, S. A Review on Recycling Aluminum Chips by Hot Extrusion Process. Procedia CIRP 2015, 26, 761–766. [Google Scholar] [CrossRef]
- Al-alimi, S.; Lajis, M.A.; Shamsudin, S.; Yusuf, N.K.; Chan, B.L.; Hissein, D.D.; Rady, M.H.; Msebawi, M.S.; Sabbar, H.M. Hot extrusion followed by a hot ecap consolidation combined technique in the production of boron carbide (b4c) reinforced with aluminium chips (aa6061) composite. Mater. Technol. 2021, 55, 347–354. [Google Scholar] [CrossRef]
- Al-alimi, S.; Amri, M.; Shamsudin, S.; Kamilah, N. Development of Hot Equal Channel Angular Processing (ECAP) Consolidation Technique in the Production of Boron Carbide (B4C)-Reinforced Aluminium Development of Hot Equal Channel Angular Processing (ECAP) Consolidation Technique in the Production of Boron. Int. J. Renew. Energy Dev. 2021, 10, 607–621. [Google Scholar] [CrossRef]
- Krolo, J.; Lela, B.; Dumanić, I. Statistical analysis of the combined ecap and heat treatment for recycling aluminum chips without remelting. Metals 2019, 9, 660. [Google Scholar] [CrossRef]
- Khajouei-Nezhad, M.; Paydar, M.H.; Mokarizadeh Haghighi Shirazi, M.; Gubicza, J. Microstructure and Tensile Behavior of Al7075/Al Composites Consolidated from Machining Chips Using HPT: A Way of Solid-State Recycling. Met. Mater. Int. 2019, 26, 1881–1898. [Google Scholar] [CrossRef]
- Kuzman, K.; Kacmarcik, L.; Pepelnjak, T.; Plancak, M.; Vilotic, D. Experimental consolidation of aluminium chips by cold compression. J. Prod. Eng. 2012, 15, 79–82. [Google Scholar]
- Khamis, S.S.; Lajis, M.A.; Albert, R.A.O. A sustainable direct recycling of aluminum chip (AA6061) in hot press forging employing Response surface methodology. Procedia CIRP 2015, 26, 477–481. [Google Scholar] [CrossRef]
- Ahmad, A.; Lajis, M.A.; Yusuf, N.K.; Ab Rahim, S.N. Statistical optimization by the response surface methodology of direct recycled aluminum-alumina metal matrix composite (MMC-AlR) employing the metal forming process. Processes 2020, 8, 805. [Google Scholar] [CrossRef]
- Ahmad, A.; Lajis, M.A.; Yusuf, N.K.; Wagiman, A. Hot press forging as the direct recycling technique of aluminium—A review. ARPN J. Eng. Appl. Sci. 2016, 11, 2258–2265. [Google Scholar]
- Yusuf, N.K.; Lajis, M.A.; Ahmad, A. Multiresponse optimization and environmental analysis in direct recycling hot press forging of aluminum AA6061. Materials 2019, 12, 1918. [Google Scholar] [CrossRef]
- Yusuf, N.K.; Lajis, M.A.; Daud, M.I.; Noh, M.Z. Effect of operating temperature on direct recycling aluminium chips (AA6061) in hot press forging process. Appl. Mech. Mater. 2013, 315, 728–732. [Google Scholar] [CrossRef]
- Yusuf, N.K. Effect of Hot Press Forging Parameter and Life Cycle Assessment in Direct Recycling of AA6061 Aluminium; Universiti Tun Hussein Onn Malaysia: Parit Raja, Malaysia, 2017. [Google Scholar]
- ASM International Handbook Committee. Forging of Aluminum Alloys; ASM International Handbook Committee: Almere, The Netherlands, 2005; Volume 14A. [Google Scholar]
- Huo, W.; Guo, M.; Hou, L.; Cui, H.; Sun, T.; Zhuang, L.; Zhang, J. Recrystallization behavior of high-strength AA 7075 alloy processed by new short-cycled thermo-mechanical processing. Mater. Sci. Forum 2014, 794–796, 1269–1274. [Google Scholar] [CrossRef]
- Wang, L.; Yang, X.; Robson, J.D.; Sanders, R.E.; Liu, Q. Microstructural Evolution of Cold-Rolled AA7075 Sheet during Solution Treatment. Materials 2020, 13, 2734. [Google Scholar] [CrossRef]
- Bakkiyaraj, M.; Palanisamy, P.; Pk, N. Effect of post-weld heat treatment on tensile strength and microstructure characteristics in dissimilar friction welded (AA6061—AA7075-T6) joints Effect of post-weld heat treatment on tensile strength and microstructure characteristics in dissimilar f. Mater. Res. Express 2020, 6, 1265c1. [Google Scholar] [CrossRef]
- Sun, S.; Liu, P.; Hu, J.; Hong, C.; Qiao, X.; Liu, S.; Zhang, R.; Wu, C. Effect of solid solution plus double aging on microstructural characterization of 7075 Al alloys fabricated by selective laser melting (SLM). Opt. Laser Technol. 2019, 114, 158–163. [Google Scholar] [CrossRef]
- Wang, X.; Pan, Q.; Liu, L.; Xiong, S.; Wang, W.; Lai, J.; Sun, Y.; Huang, Z. Characterization of hot extrusion and heat treatment on mechanical properties in a spray formed ultra-high strength Al-Zn-Mg-Cu alloy. Mater. Charact. 2018, 144, 131–140. [Google Scholar] [CrossRef]
- Pankade, S.B.; Khedekar, D.S.; Gogte, C.L. The influence of heat treatments on electrical conductivity and corrosion performance of AA 7075-T6 aluminium alloy. Procedia Manuf. 2018, 20, 53–58. [Google Scholar] [CrossRef]
- Lu, T.; Chen, W.; Xu, W.; Wang, P.; Mao, M.; Liu, Y.; Fu, Z. The effects of Cr particles addition on the aging behavior and mechanical properties of SiCp/7075Al composites. Mater. Charact. 2018, 136, 264–271. [Google Scholar] [CrossRef]
- Yusuf, N.K.; Lajis, M.A.; Ahmad, A. Life Cycle Assessment on the Direct Recycling Aluminium Alloy AA6061 Chips and Metal Matrix Composite (MMC-AlR). Int. J. Integr. Eng. 2021, 7, 95–100. [Google Scholar]
- Meng, C. Effect of Preheating Condition on Strength of AA6060 Aluminium Alloy for Extrusion. Ph.D. Thesis, Auckland University of Technology, Auckland, New Zealand, 2010. [Google Scholar]
- ASM International Handbook Committee. Forming and Forging; ASM International Handbook Committee: Almere, The Netherlands, 2006; Volume 14. [Google Scholar]
- Monteiro, V.M. Microstructural and mechanical study of aluminium alloys submitted to distinct soaking times during solution heat treatment. Tecnol. Em Metal. Mater. E Min. 2014, 11, 332–339. [Google Scholar] [CrossRef]
- Sajadifar, S.V.; Moeini, G.; Scharifi, E.; Lauhoff, C.; Böhm, S.; Niendorf, T. On the Effect of Quenching on Postweld Heat Treatment of Friction-Stir-Welded Aluminum 7075 Alloy. J. Mater. Eng. Perform. 2019, 28, 5255–5265. [Google Scholar] [CrossRef]
- Rashid, M. Mathematical Modeling and Optimization of Precipitation Hardening of Extrudable Aluminum Alloys. Ph.D. Thesis, King Fahd University of Petroleum and Minerals, Dhahran, Saudi Arabia, 1997. [Google Scholar]
- Groover, M.P. Fundamentals of Modern Manufacturing: Materials, Processes, and Systems; John Wiley & Sons: Hoboken, NJ, USA, 2013; Volume 53, ISBN 9788578110796. [Google Scholar]
- Ahmad, A.; Lajis, M.A.; Yusuf, N.K. On the role of processing parameters in Producing recycled aluminum AA6061 based metal matrix composite (MMC-AlR) prepared using hot press forging (HPF) process. Materials 2017, 10, 98. [Google Scholar] [CrossRef]
- Kadir, M.I.A.; Mustapa, M.S.; Mahdi, A.S.; Kuddus, S.; Samsi, M.A. Evaluation of hardness strength and microstructures of recycled Al chip and powder AA6061 fabricated by cold compaction method. IOP Conf. Ser. Mater. Sci. Eng. 2017, 166, 012012. [Google Scholar] [CrossRef]
- Kumar, M.; Kumar, A.; Ji, H.; Song, Q.; Liu, Z.; Cai, W.; Mia, M.; Khanna, N. Impact of layer rotation on micro-structure, grain size, surface integrity and mechanical behaviour of SLM Al-Si-10Mg alloy. Integr. Med. Res. 2020, 9, 9506–9522. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Weight Percentage (wt %) |
|---|---|
| Aluminum, Al | 88.21 |
| Magnesium, Mg | 3.01 |
| Silicone, Si | 0.25 |
| Titanium, Ti | 0.18 |
| Chromium, Cr | 0.26 |
| Iron, Fe | 0.39 |
| Copper, Cu | 1.61 |
| Zinc, Zn | 6.08 |
| Sample Designation | Operating Temperature, Ts (°C) | Holding Time, ts (min) |
|---|---|---|
| S1 | 380 | 0 |
| S2 | 380 | 60 |
| S3 | 380 | 120 |
| S4 | 430 | 0 |
| S5 | 430 | 60 |
| S6 | 430 | 120 |
| S7 | 480 | 0 |
| S8 | 480 | 60 |
| S9 | 480 | 120 |
| Subsize Sample (6 mm Wide) | Dimensional (mm) |
|---|---|
| G—Gauge length | 25 |
| W—Width | 6 |
| T—Thickness | <6 |
| R—Radius of fillet, min | 6 |
| L—Overall length, min | 100 |
| A—Length of reduced section, min | 32 |
| B—Length of grip section, min | 30 |
| C—Width of grip section, approximate | 10 |
| Sample Designation | Ultimate Tensile Test (UTS) | Elongation to Failure (ETF) | Microhardness | Density |
|---|---|---|---|---|
| (MPa) | (%) | (HV) | (g/cm3) | |
| S1 | 17.02 | 0.53 | 45.79 | 1.645 |
| S2 | 26.48 | 0.79 | 50.89 | 1.709 |
| S3 | 43.48 | 0.87 | 51.89 | 2.290 |
| S4 | 63.19 | 0.64 | 53.49 | 2.608 |
| S5 | 77.85 | 1.05 | 55.97 | 2.699 |
| S6 | 113.08 | 1.28 | 59.12 | 2.726 |
| S7 | 185.89 | 2.30 | 61.58 | 2.755 |
| S8 | 218.87 | 4.63 | 63.74 | 2.783 |
| S9 | 245.62 | 6.91 | 69.02 | 2.795 |
| Sample Designation | Operating Temperature (°C) | Holding Time (Minutes) | Grain Size (μm) |
|---|---|---|---|
| S1 | 380 | 0 | 0.435 |
| S2 | 380 | 120 | 0.212 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ruhaizat, N.E.; Yusuf, N.K.; Lajis, M.A.; Al-Alimi, S.; Shamsudin, S.; Tukiat, I.S.T.; Zhou, W. Effect of Direct Recycling Hot Press Forging Parameters on Mechanical Properties and Surface Integrity of AA7075 Aluminum Alloys. Metals 2022, 12, 1555. https://doi.org/10.3390/met12101555
Ruhaizat NE, Yusuf NK, Lajis MA, Al-Alimi S, Shamsudin S, Tukiat IST, Zhou W. Effect of Direct Recycling Hot Press Forging Parameters on Mechanical Properties and Surface Integrity of AA7075 Aluminum Alloys. Metals. 2022; 12(10):1555. https://doi.org/10.3390/met12101555
Chicago/Turabian StyleRuhaizat, Nasha Emieza, Nur Kamilah Yusuf, Mohd Amri Lajis, Sami Al-Alimi, Shazarel Shamsudin, Ikhwan Shah Tisadi Tukiat, and Wenbin Zhou. 2022. "Effect of Direct Recycling Hot Press Forging Parameters on Mechanical Properties and Surface Integrity of AA7075 Aluminum Alloys" Metals 12, no. 10: 1555. https://doi.org/10.3390/met12101555
APA StyleRuhaizat, N. E., Yusuf, N. K., Lajis, M. A., Al-Alimi, S., Shamsudin, S., Tukiat, I. S. T., & Zhou, W. (2022). Effect of Direct Recycling Hot Press Forging Parameters on Mechanical Properties and Surface Integrity of AA7075 Aluminum Alloys. Metals, 12(10), 1555. https://doi.org/10.3390/met12101555