Abstract
Three air-hardening forging steels are presented, concerning their microstructure and their mechanical properties. The materials have been produced industrially and achieve either bainitic or martensitic microstructures by air-cooling directly from the forging heat. The bainitic steels are rather conservative steel concepts with an overall alloy concentration of approximately 3 wt.%, while the martensitic concept is alloyed with 4 wt.% manganese (and additional elements), and therefore belongs to the recently developed steel class of medium manganese steels. The presented materials achieve high strengths (YS: 720 MPa to 850 MPa, UTS: 1055 MPa to 1350 MPa), good elongations (Au: 4.0% to 5.9%, At: 12.3% to 14.9%), and impact toughnesses (up to 37 J) in the air-hardened condition. It is shown that air-hardened steels achieve properties close to standard Q + T steels, while being produced with a significantly reduced heat treatment.
1. Introduction
Quenching and tempering steels (Q + T) are widely used in the forging industry if the produced component requires high strength as well as high toughness. This property balance is achieved by a three-stepped heat treatment of austenization, quenching, and tempering, which transforms the brittle as-quenched martensite into a technical usable tempered material, but the long heat treatment procedure introduces high costs and CO2 emissions. Additionally, the quenching results in distortion of the forged components which can lead to extensive machining adding additional cost (and CO2-emissions) to the final product. To address this issue, different steel concepts have been developed in the past, trying to achieve the properties of Q + T steels by air-cooling from the forging heat [1]. Precipitation-hardening ferritic pearlitic steels (PHFP) were the first attempt to achieve this goal and are already widely used in the industry, but the properties of Q + T steels stay unreached [1]. The PHFP-steels were succeeded by different grades of bainitic steels, which achieve higher ductilities and impact toughness by strain-induced martensite formation of retained austenite [2]. Additions of molybdenum and chromium have been succesfully used to further increase the impact toughness and the strength of these materials [3]. The latter even increased the resistance against hydrogen embrittlement [4]; however, these concepts are limited to components with thin wall thicknesses, as the temperature must be controlled precisely to obtain the necessary complex microstructure of bainite and retained austenite. Several concepts for hot forging have been developed based on the material group of advanced high-strength steels (AHSS) of the third generation. This concepts contain isothermal transformation processes after hot forging, to improve the mechanical properties [5].
Besides the PHFP-steels, different steel concepts have been developed [1] which form bainitic [2,6] or martensitic microstructures [7] after air-cooling. The use of bainitic microstructures is limited to components with small wall thicknesses. The reason for this is the different local cooling paths of large components (difference between edge and core) [2,6], which can lead to different microstructures and thus to a gradient in the mechanical properties. In particular, reheating due to bainitic phase transformation affects the local time–temperature profiles. Therefore, air-hardening martensitic steels are more promising for forging components with large cross sections, as the martensitic transformation is an athermal process and the process window for cooling with similar mechanical properties is wider. These air-hardening concepts show static and cyclic properties comparable to, or even higher than, Q + T steels, which has already been proven on a laboratory [8] and an industrial scale [7,9]. However, a broad application is prevented so far by a lack of available data of industrial trials.
Con-rods, used in engines of different kinds, are standard die-forging products, as they combine the need for a high-strength steel and are produced in large quantities. Con-rods were originally produced from Q + T steels but, due to the abovementionend reasons, the focus shifted to PHFP steels [10]. Due to the direct influence of the con-rods on the fuel consumption, different studies on the lightweighting potential [11,12] or the general performance [13,14] were carried out in the past. Besides die-forging, sinter die forging of con-rods has been investigated as an alternative process. However, it was demonstrated that the die-forged steels have a much higher fatigue resistance than the sinter components, which prohibited the broad application of this elaborate process [13]. As con-rods are produced by fracture-splitting [15,16,17], the fracture behaviour of steels for this application needs to be investigated. Contrary to other applications, the material needs to split in a brittle manner, as ductile deformation might lead to quality issues [17,18] or completely prevent the splitting process.
The aim of this study is to investigate the usability of recently developed air-hardening steels for forged con-rod application. For this matter, two optimized bainitic steel grades (35MnCrB6-4 and 19MnCrMo7-6, consecutively called B1 and B2) and a recently developed martensitic concept (consecutively called M) were industrially produced and forged into semifinished con-rods, which have been characterized concerning their microstructure and their mechanical properties. It is demonstrated that these steels reach mechanical properties which fit the requirements of specific applications, in this case con-rods, while being produced with a reduced heat treatment in comparison to standard quench and tempering steels. Contrary to the majority of studies available, the presented results are obtained from industrial manufactured components. Therefore, this study demonstrates the efforts of the forging industry to reduce the CO2-equivalent of steel products.
2. Materials and Methods
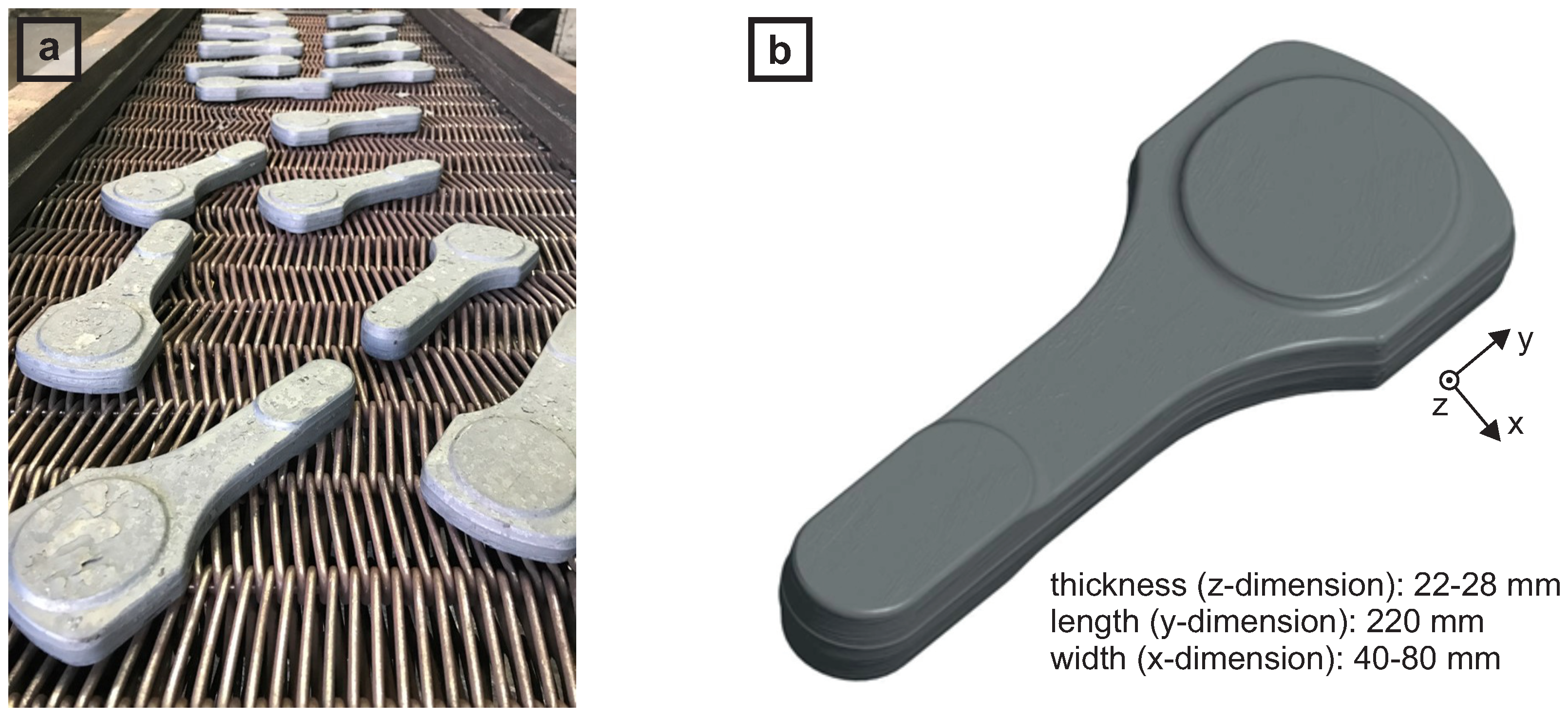
The investigated materials were industrially produced at Lech-Stahlwerke GmbH (alloys 35MnCrB6-4 ‘B1’ and 19MnCrMo7-6 ‘B2’, commercially available steel grades) and at BGH Edelstahl Siegen GmbH (alloy 15MnSi16-2 “M”, produced during the research project “IGF 27 EWN” [9]). The chemical compositions are displayed in Table 1. The steels B1 and B2 were melted in an electric arc furnace (EAF) with a charge weight of 85 t. After a vacuum treatment, the steels were continuously casted in a bow-type continuous caster with a casting format of 240 × 240 . Steel M1 was melted in an EAF as well, but consecutive to the vacuum treatment casted via ingot casting. The charge weight was 50 t, with each ingot weighing 3.3 t. The ingots had a conical casting format with a diameter from 420 mm to 520 mm. After the casting, all steel grades were hot-rolled to a format of 130 × 130 with a rolling temperature between 1220 and 1250 °C. Prior to the forging, all steels were heated to 1250 °C. Die forging was performed approximately 15 s after the reheating, with a material surface temperature of 1200 °C. After the forging, the components were air-cooled to room temperature on a conveyer belt. No artificial air flow was created; the components were cooled in resting air. The forging and the consecutive heat treatment was performed at Frauenthal Powertrain GmbH & Co. KG. The semifinished products have a thickness between 22 mm to 28 mm, a length of 220 mm, and a width between 40 mm to 80 mm, as displayed in Figure 1. The martensitic components (produced from steel M) were additionally batch-annealed at 450 °C for 2 h (this state is consecutively called “M + ba”). The samples for microstructure investigation were mechanically grinded and polished with diamond slurry. Consecutively, the samples were etched with either Nital etchant for general analyses or Picric etchant for the determination of the prior austenite grain size. The prior austenite grain size was determined by the line intercept method. For each steel, at least 300 grains were measured. Scanning electron microscopy (SEM) experiments were performed on aZeiss Sigma SEM, using multiple detectors and parameters. Tensile tests were performed on cylindric specimens with a diameter of 5 mm and a gauge length of 25 mm with a constant strain rate of 0.008 s−1 using an ZwickRoell Z100. Instrumented Charpy V-notch samples were tested at room temperature using a 300 J hammer, produced by Losenhausenwerk AG. Vickers hardness measurements [19] were performed on an Instron Wolpert Dia Testor using a testing force of 294.2 N (HV30).

Table 1.
Chemical compositions of the investigated steels determined by spark spectral analysis. The steels of type 35MnCrB6-4 (modified 33MnCrB5-2/1.7185), 19MnCrMo7-6 (1.7971) and 15MnSi16-2 (1.5132) are abbreviated to “B1”, “B2”, and “M”, respectively. All concentrations are given in .
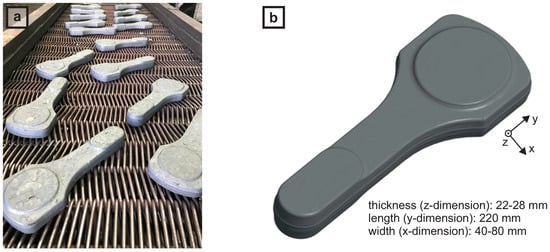
Figure 1.
Shape and geometry of the semifinished con-rod. (a) Picture of the components after forging at a conveyor belt; (b) computer model of the component.
3. Results
3.1. Microstructure
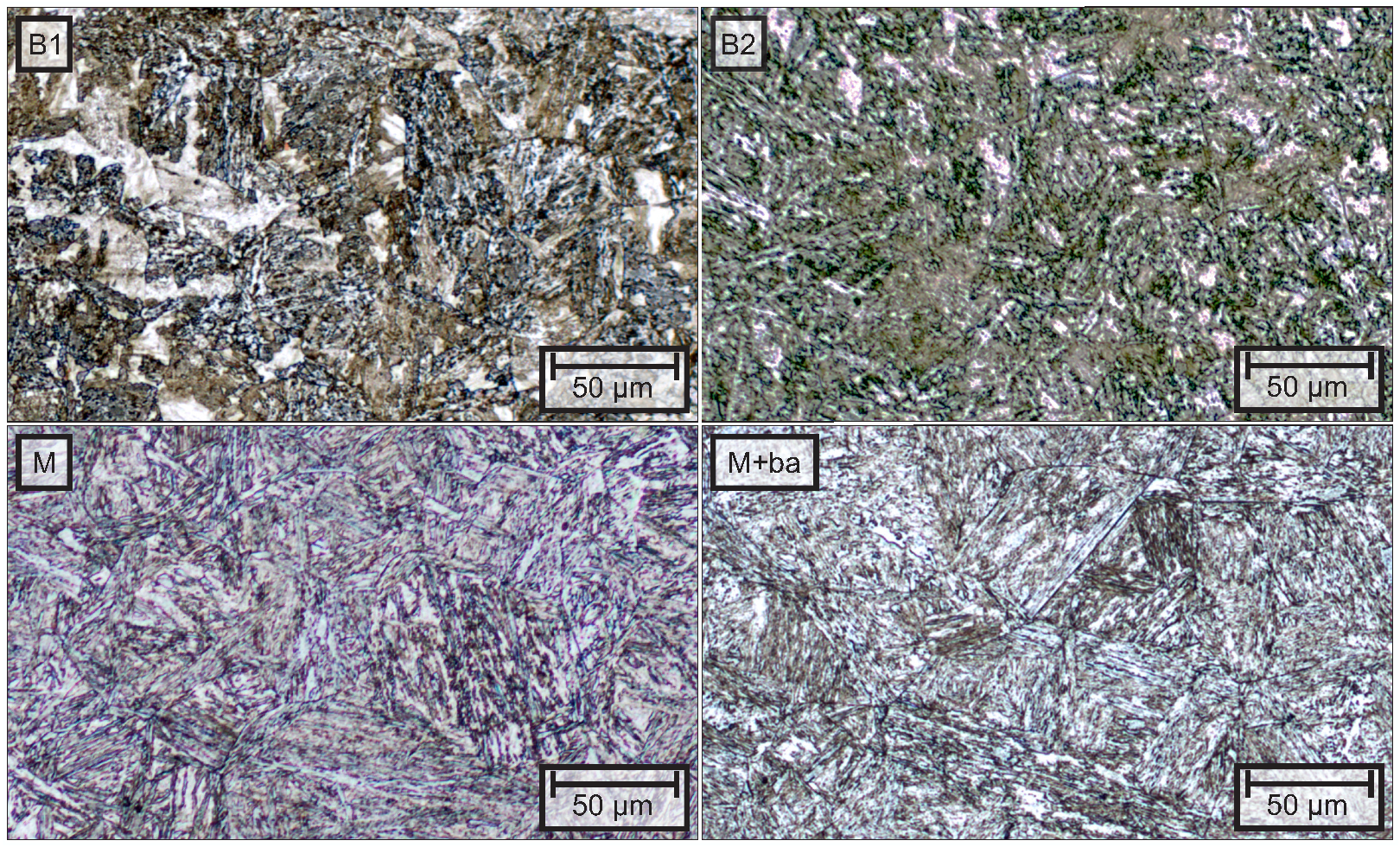
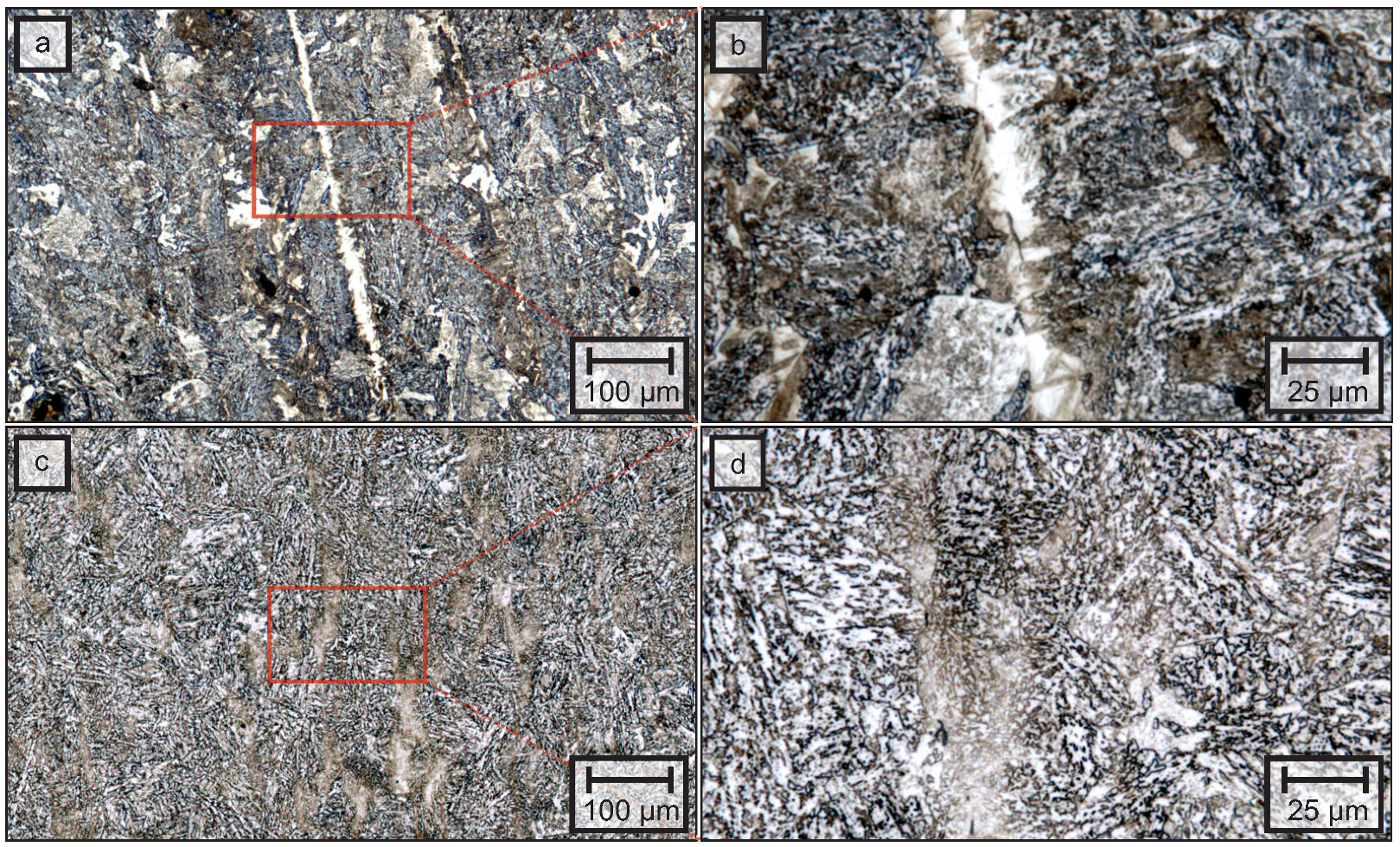
Steels B1 and B2 show a thoroughly bainitic structure, as displayed in Figure 2. Specimen B1 shows a coarse structure of the bainite constituents (bainite grains, lamelas) with a grain size of 10 μm to 30 μm, which consist mainly of lamellar bainite, with large, globular-shaped bainite grains in between. The structure of B2 is finer and the global bainite grains are, with around 10 μm in size, much smaller. The globular bainite shows an elongated morphology and is evenly distributed between the lancets. The specimens M and M + ba show a typical martensitic microstructure with lancets and a similar grain size. Adjacent to the fine martensitic structure, small carbide accumulations, with a size under 10 μm, were found. Smaller magnifications of different regions of the component reveals lamellar superstructures in rolling direction for steel B1, as seen in Figure 3a,b. The structures appear globular when they are observed parallel to the rolling direction, as seen in Figure 3b,c. The other materials do not show these deformation structures.
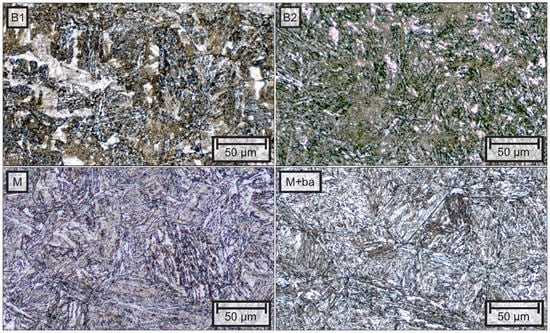
Figure 2.
Microstructure of the bainitic steel grades (B1 and B2) as well as the martensitic steel in the as-forged condition (M) and in the annealed condition (M + ba).
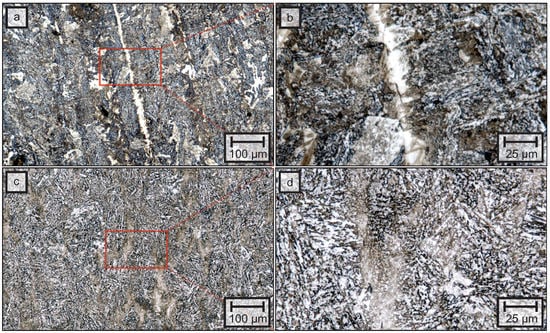
Figure 3.
Microstructural inhomogeneities (superstructures) visible in the bainitic materials. The superstructures appear elongated when they are examined parallel to the rolling direction (a,b) and globular when examined vertical to the rolling direction (c,d).
The local size of the bainite constituents in the center of the component is, with 10 μm to 30 μm, slightly smaller than on the edges, with 30 μm to 50 μm. The same applies to the local size distribution of material B2. M and M + ba show no size alteration of the martensite laths between the edges and the inner area of the component. The accumulated carbides, however, are larger at the edges of the specimen than in the core and build longitudinal structures between the martensite lancets, with a similar size and direction.
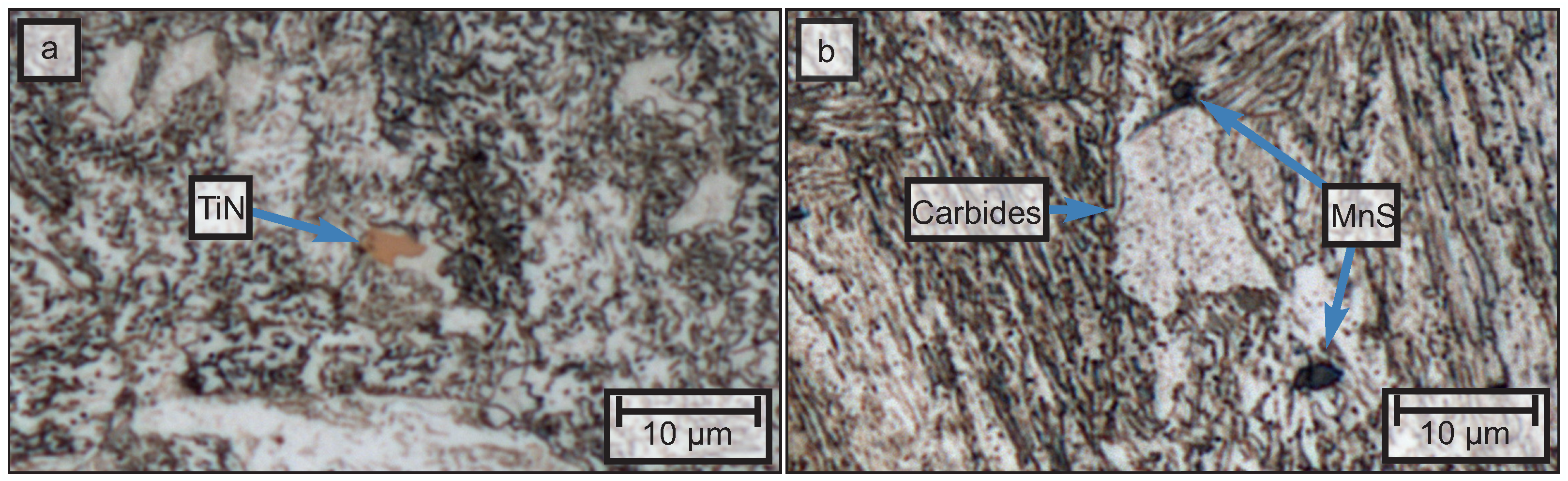
Taking a look at the precipitations, B1 shows titanium nitrides with a size under 5 μm (Figure 4a). They can be found sporadically, but are not representative for the alloy. In M and M + ba, many carbides can be found, which accumulate in stretched areas between the martensite lancets. After the annealing, these carbides have grown in size forming larger carbide areas, as shown in Figure 4b). These areas reach sizes of 10 μm to 15 μm. Additionally, the M and M + ba materials show small, globular manganese sulfides, with a diameter of under 5 μm.
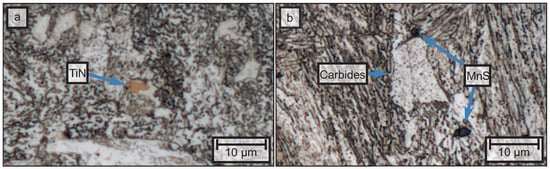
Figure 4.
Precipitates observed by optical microscopy: (a) titanium nitride, (b) carbide agglomeration and manganese sulfides.
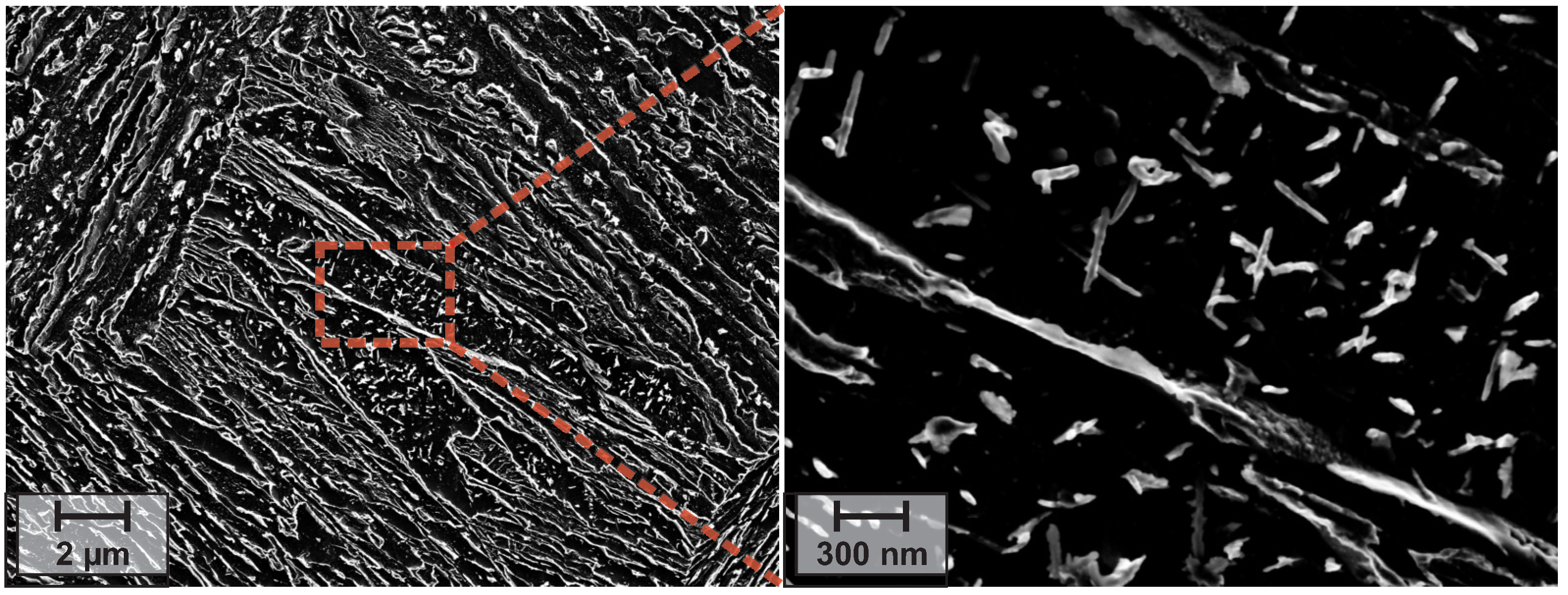
The carbides in the martensitic steel are barely observable by LOM. SEM images reveal (Figure 5) that the carbides have a length between 100 nm to 300 nm and a thickness smaller than 50 nm.
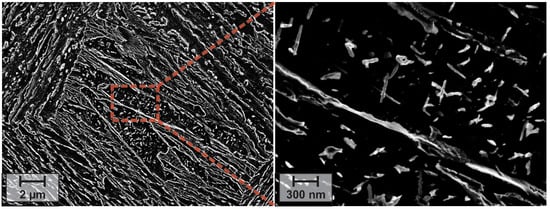
Figure 5.
Carbide structures observed by SEM in the “M” steel after air-hardening.
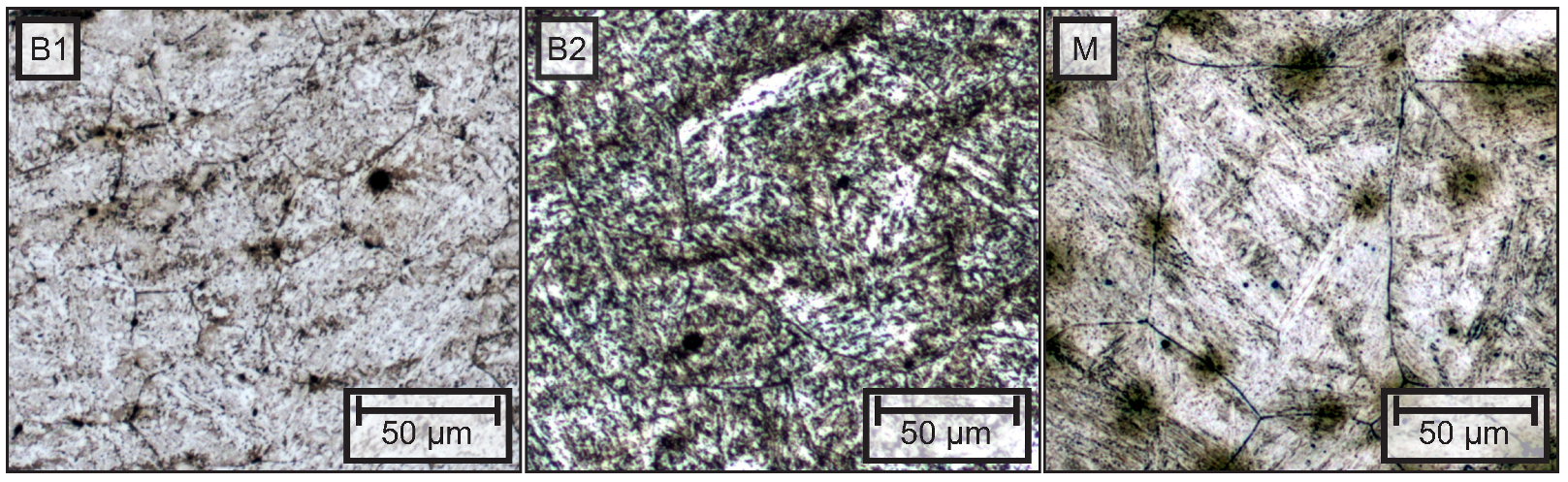
The prior austenite grain size of the materials was measured by the line intercept method. For each material, a dataset of approximately 300 measurements was collected. To reveal the prior austenite grain size, picric etching was performed on the steels. The resulting microstructures with visualized prior austenite grain boundaries are displayed in Figure 6. All three steels show globular prior austenitic grains, while B1 and B2 are smaller than M. The dark areas on the specimen are caused by etching artefacts. The arithmetic mean of the prior austenite grain size for the steels B1, B2, and M were measured to be 34 μm, 34 μm, and 55 μm, respectively. In order to characterize the distribution of the measured grain sizes, box plot diagrams and histograms are displayed in Figure 7.
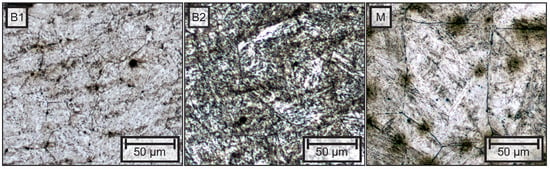
Figure 6.
Prior austenite grains of the investigated bainitic (B1 and B2) and martensitic (M) steel, revealed by picric etching.
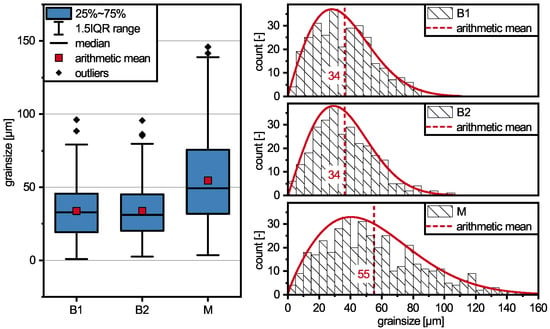
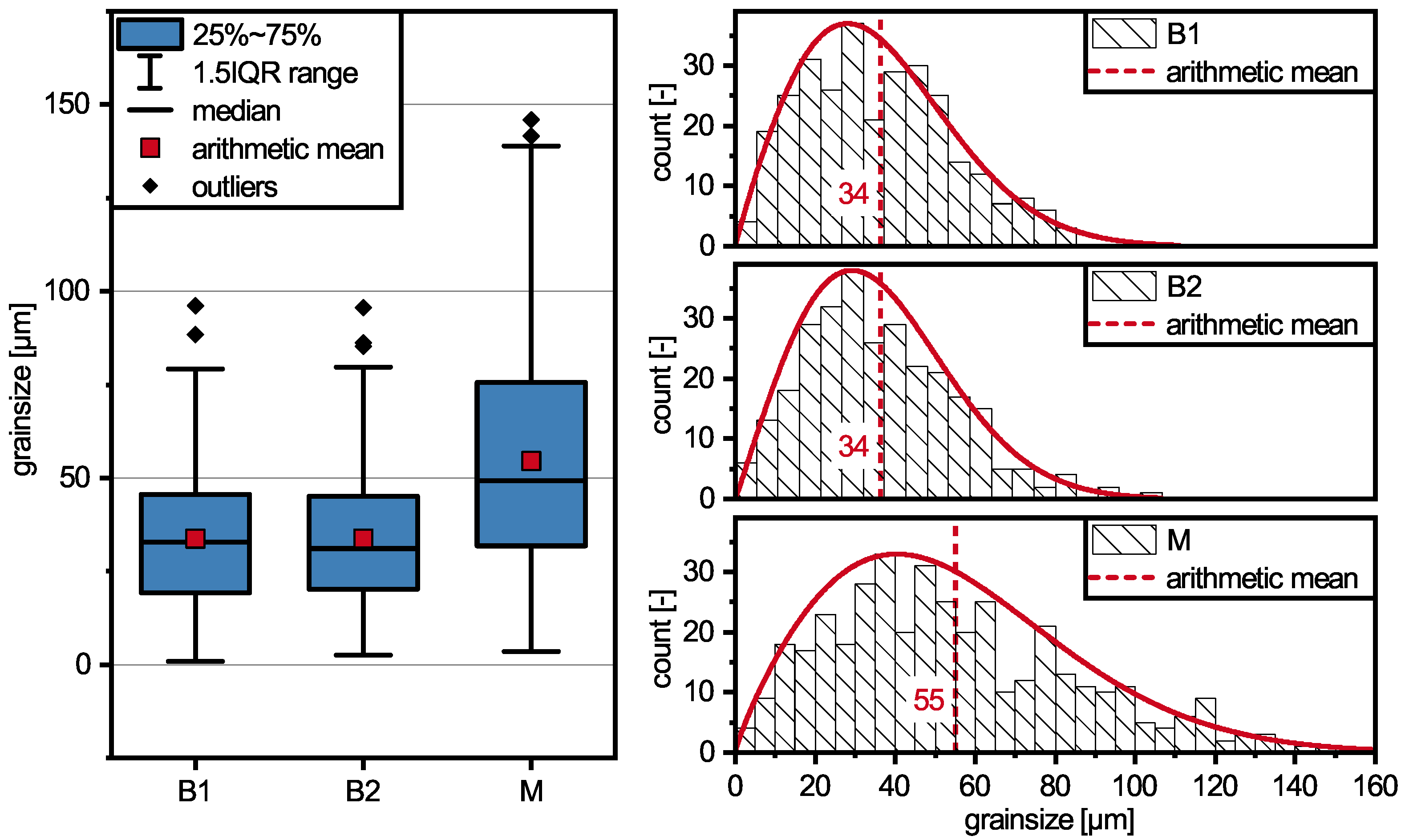
Figure 7.
Visualization of the grain size distribution of the investigated materials determined by line intercept method. The box diagram on the left displays the medians and arithmetic means, interquartile ranges (IQR), and outliers of the dataset. Additionally, the grain size histogram is displayed on the right together with the corresponding Weibull fit and the arithmetic mean, which is represented by the dashed line.
The box plot diagram reveals that the interquartile range of the bainitic alloys is approximately from 20 μm to 50 μm while it is from 35 μm to 75 μm for the martensitic grade. While the largest grains were measured to be slightly below 100 μm for the bainitic grades, steel M showed some outliers with a prior austenite grain size of up to 150 μm. The medians of the dataset were all found to be slightly lower than the arithmetic mean, with a maximum difference for steel M of 5 μm. An analysis of the histograms reveals comparable observations. The arithmetic mean (visualized by the dashed line) lies on the left of the peak of the Weibull fit. If the bainitic steels are compared with the martensitic one, it can be seen that the width of the Weibull fit is increased for the martensitic steel, while the height is reduced. The bainitic steels have a similar shape, with a steep climb to 35 μm, followed by a hyperbolic fall to 110 μm. The grain size distribution of M is shifted to larger grains and appears more inhomogeneous, overall. The Weibull plot climbs less steeply to the maximum of 40 μm and falls hyperbolically to a grain size of 160 μm.
3.2. Fracture Surfaces
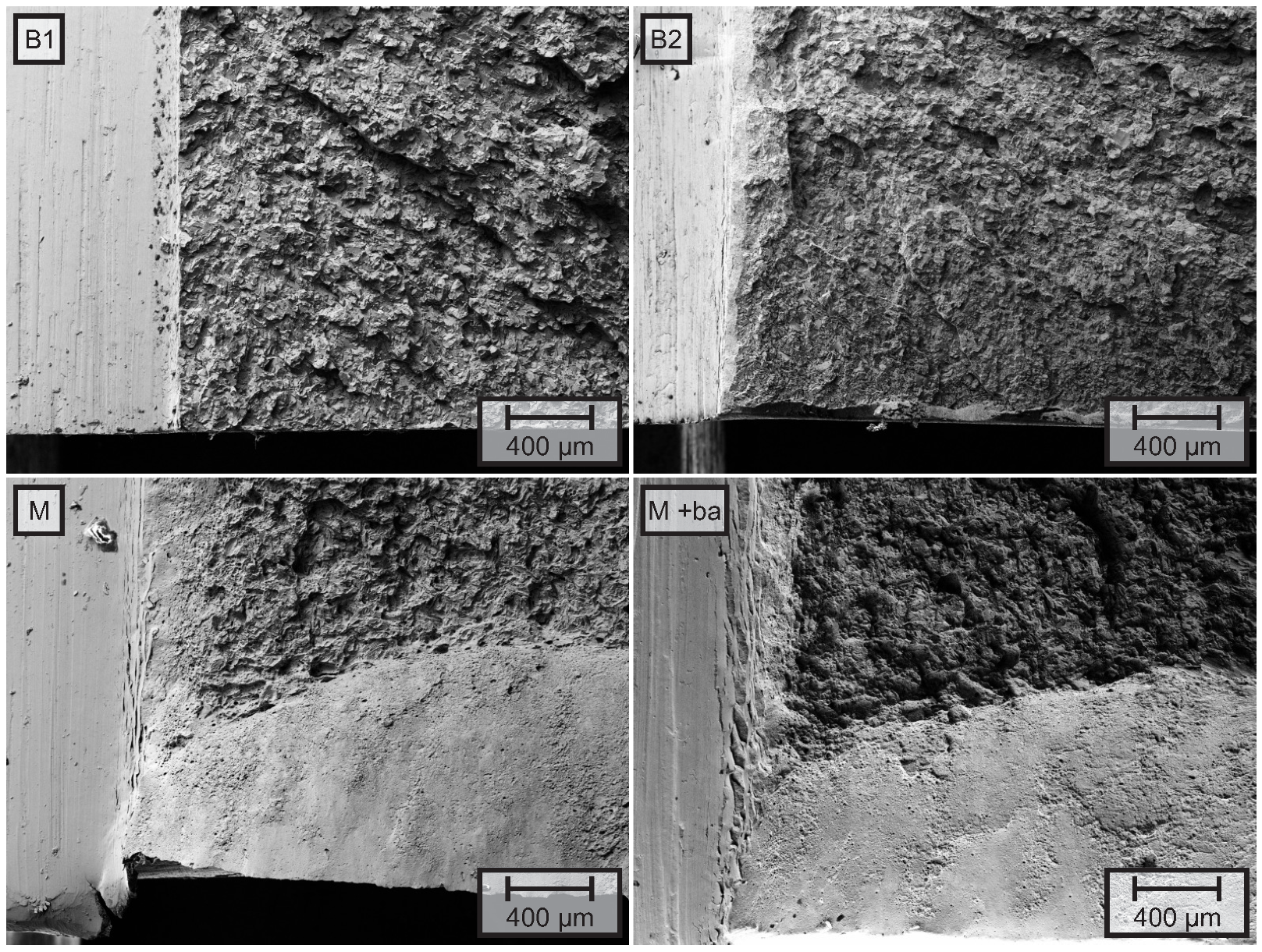
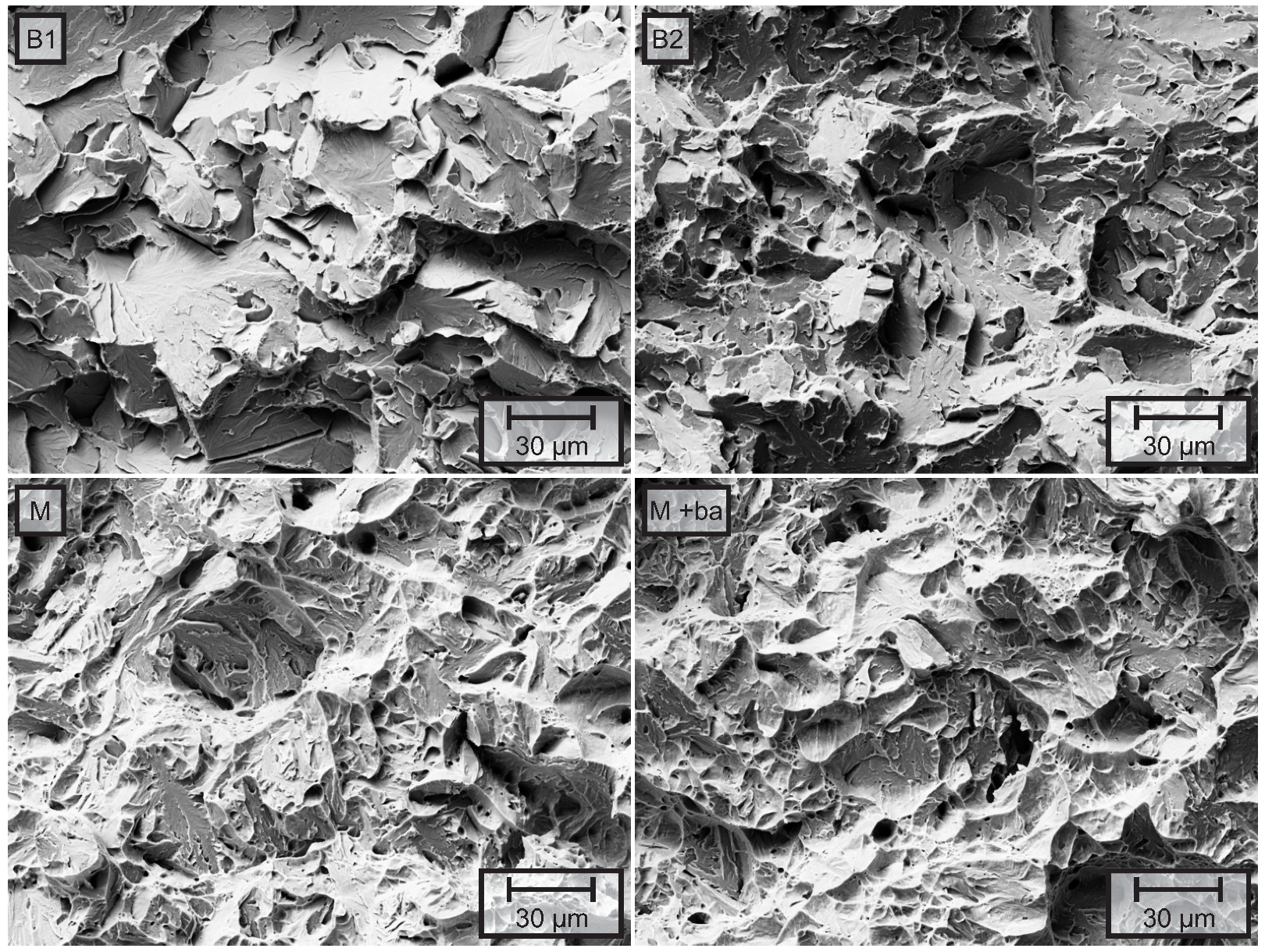
In addition to the microstructure, fracture surfaces after Charpy V-notch impact test were observed using SE imaging and EDX analyses. A comparison of the overall fracture morphology is displayed in Figure 8. All samples are oriented with the notch positioned on the left edge of the image. The bainitic steel grades B1 and B2 show a complete brittle fracture, while the martensitic grades show regions which failed by ductile fracture. These regions are on the edge of the sample and have a thickness of approximately 1000 μm, resulting in an area fraction of ductile fracture of approximately 25%. The brittle areas of all investigated samples show a mixture of intra- and transgranular fracture at higher magnifications, as displayed in Figure 9. The bainitic grade B1 shows facets with a diameter of >30 μm, while the other materials have smaller facet diameters. Additionally, the amount of intragranular fractures seems to be higher for the bainitic grades.
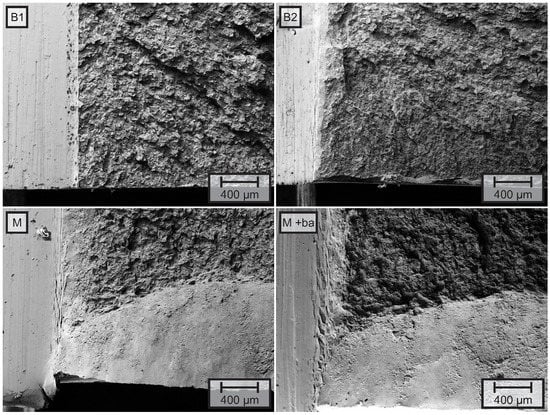
Figure 8.
Fracture surface of Charpy V-notch impact test samples: Overview of the different overall fracture morphology, with the notch visible on the left edge of the image.
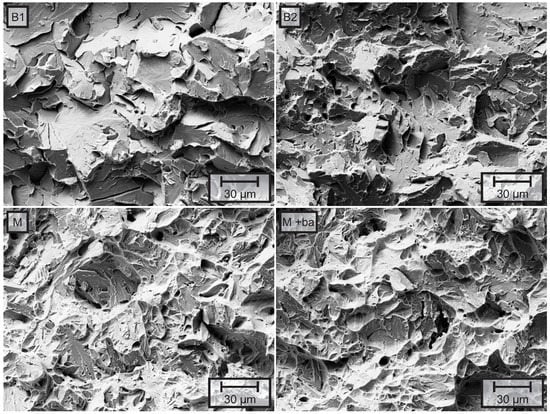
Figure 9.
Fracture surface of Charpy V-notch impact test samples: Comparison of the areas where mostly brittle fracture can be seen.
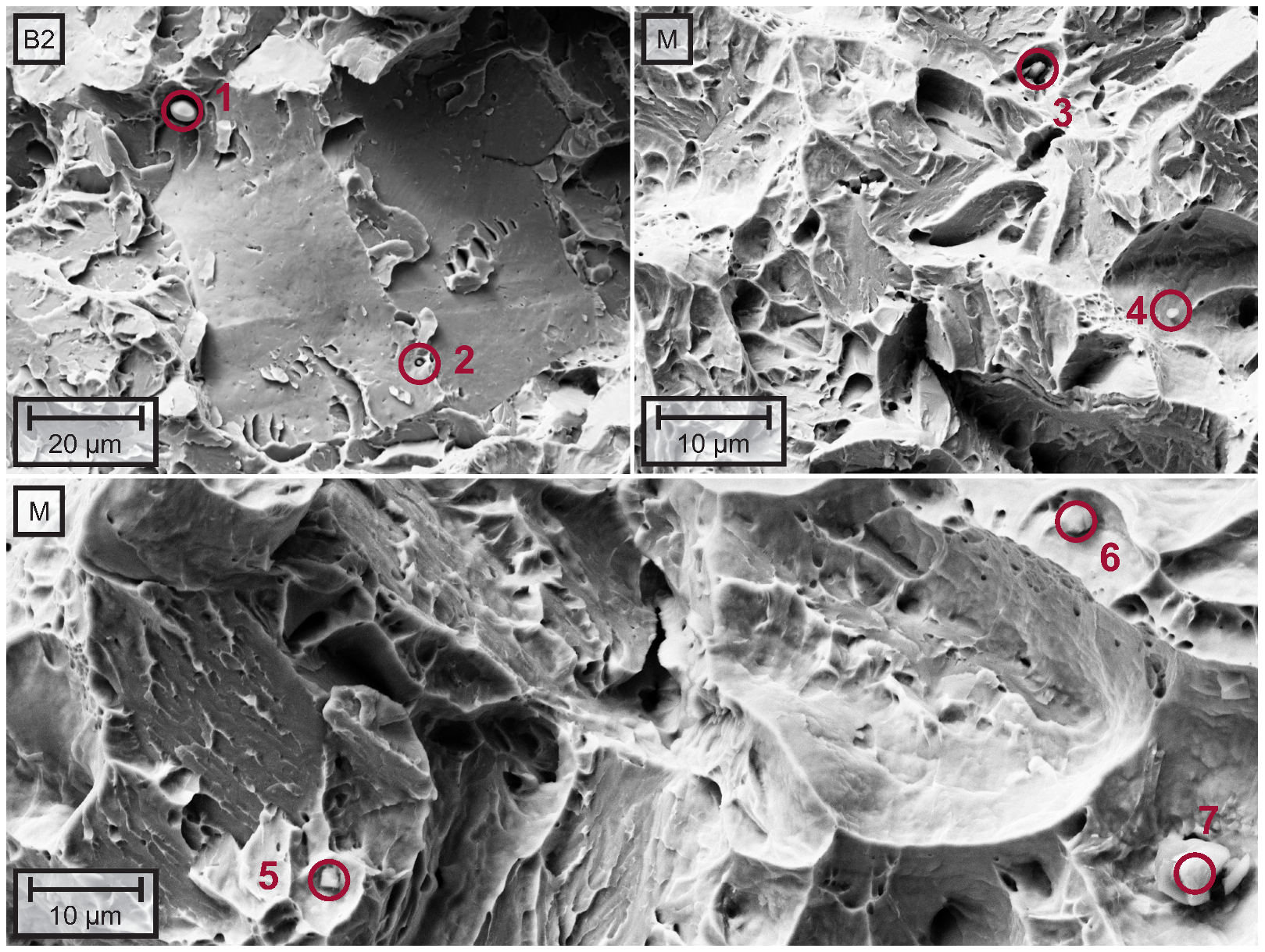
At even higher magnifications (Figure 10), it can be seen that the martensitic grades (M and M + ba) have ductile regions on the edges of the facets. Figure 10 further reveals different precipitates or inclusions at the bottom of pores which were investigated by EDX measurements. The results of the EDX measurements 1 to 7 are displayed in Table 2. Measurements 1, 2, 3, 4, and 7 mainly show large increases in the manganese and sulfur concentration while measurements 5 and 6 show larger increases in the aluminum and nitrogen concentration. Scan 3 shows, besides the increases in manganese and sulfur, additional increases in aluminum and nitrogen.
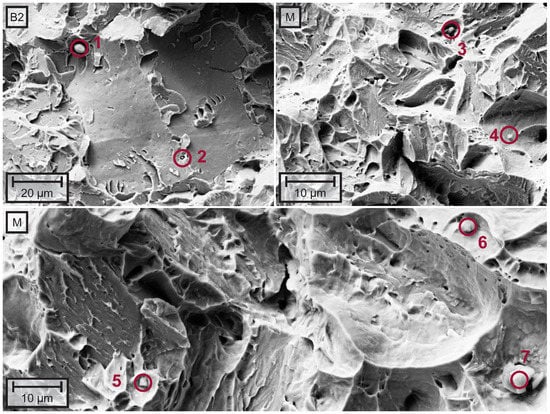
Figure 10.
Fracture surface of Charpy V-notch impact test samples: Observed particles which were investigated with EDX, consecutively.
Table 2.
Chemical composition determined with EDX measurements. All concentrations are given in .
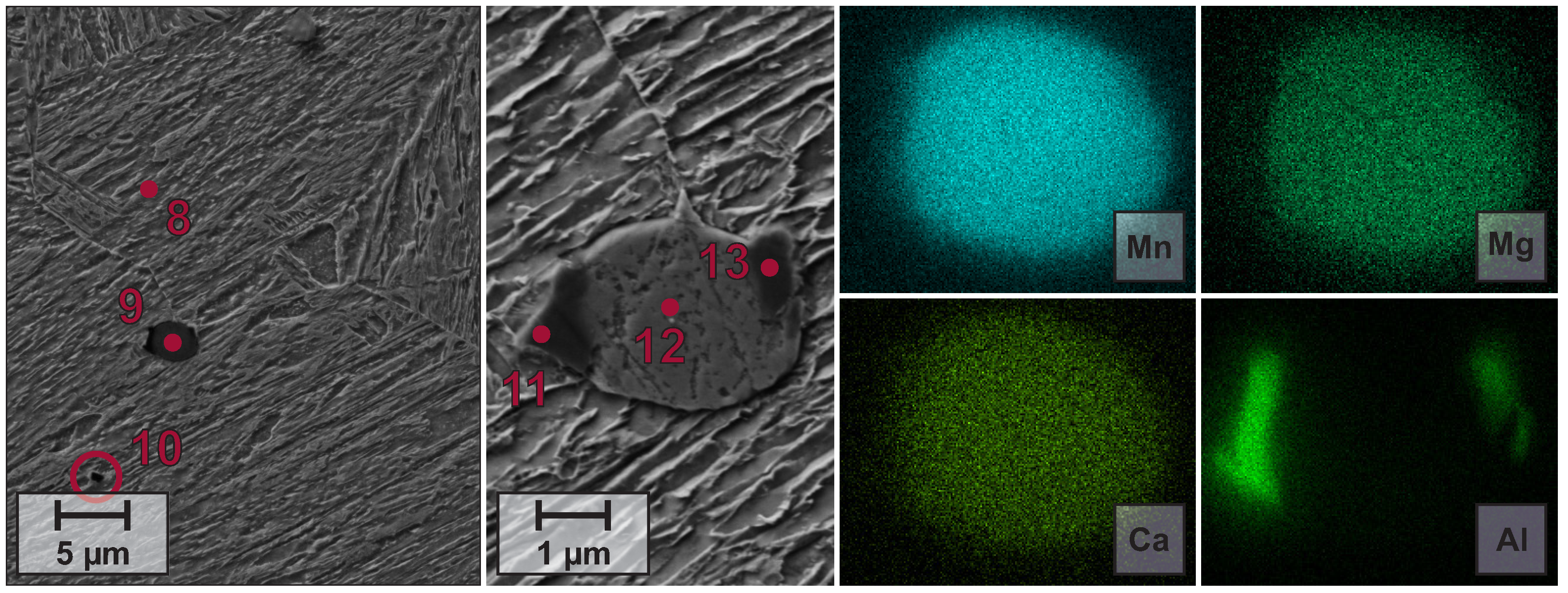
Precipitates with similar compositions were found during the characterization of the microstructure, as exemplary shown in Figure 11. The EDX measurements (Table 2) reveal a manganese-rich and an aluminum-rich particle (scan 9 and 10, respectively). Higher magnification of the manganese-rich particle reveals areas of different contrast very close to the globular main particle. An EDX mapping (Figure 11) shows that these areas are enriched with aluminum. Additionally, the mapping demonstrates the enrichment of the further alloying elements in the precipitate, namely magnesium and calcium.
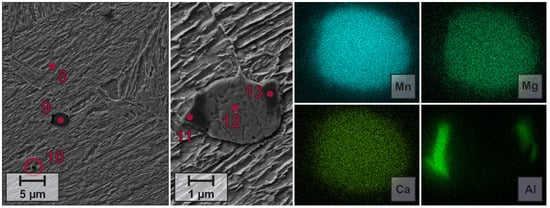
Figure 11.
Microstructure of steel “M” observed by SEM. Different types of precipitates are displayed and the positions of EDX analyses are indicated. The figure is completed by an EDX mapping of aluminum and manganese, as well as the trace elements magnesium and calcium.
3.3. Mechanical Properties
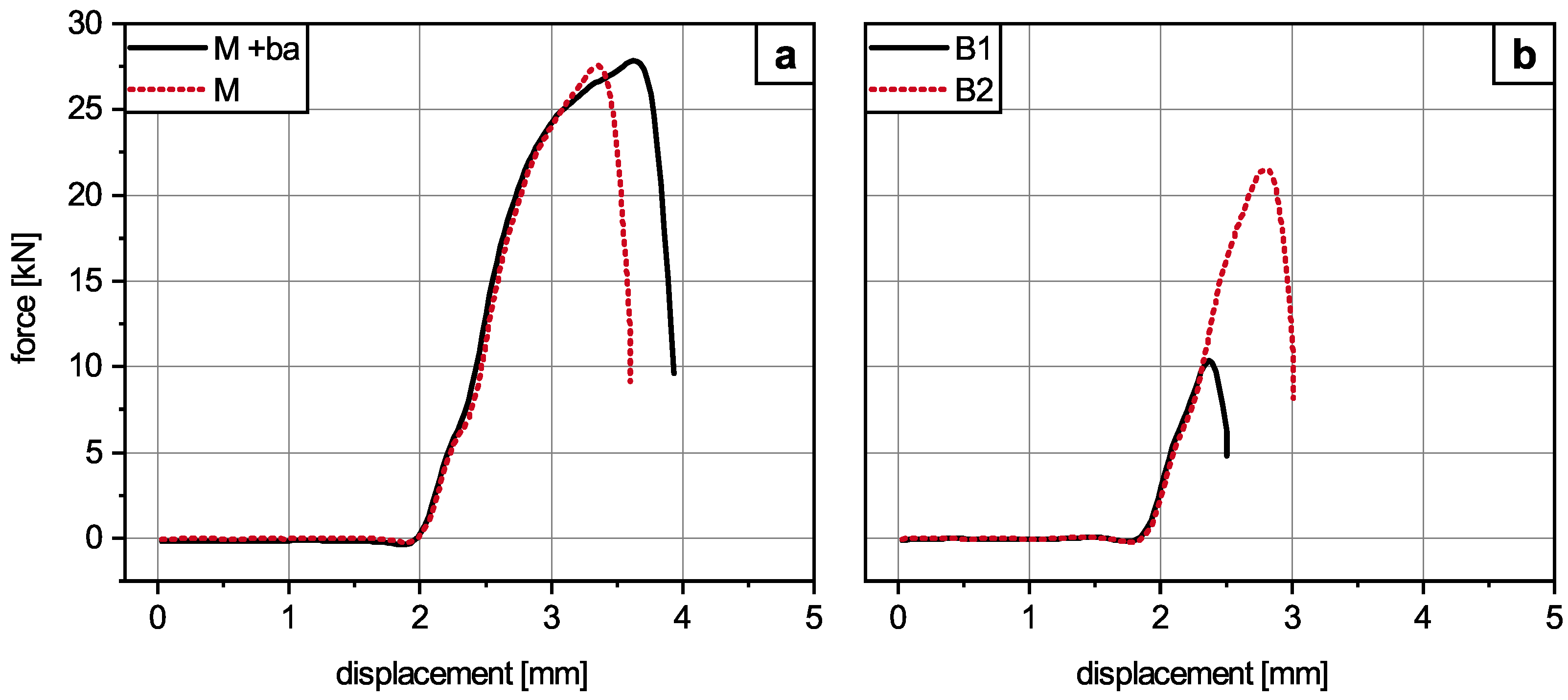
The mechanical properties of the alloys were investigated by tensile tests, instrumented Charpy V-notch tests, and Vickers hardness measurements. The obtained values are summarized in Table 3, and are augmented by the properties of the standard quenched and tempered steel 42CrMo4 (AISI 4140) [7]. The bainitic materials do not differ significantly, concerning their strength. Alloys B1 and B2 reach yield strengths (YS) of 732 MPa and 721 MPa, as well as ultimate tensile strengths (UTS) of 1114 MPa and 1055 MPa, respectively. The same can be found for the measured hardness of the steels which is also comparable at 332 HV30 and 343 HV30. A comparison of ductility and toughness of steels B1 and B2 shows that the uniform and total elongation are higher for steel B2 by 1.3% and 3.3%, while the impact energy is increased from 6 J to 15 J. The progression of the force–displacement curves of these materials, as displayed in Figure 12b, shows that both materials fracture without any plastic deformation. The impact energy calculated from the force–displacement curves (CVNc) results in 4.4 J and 13.6 J for steels B1 and B2, respectively. B1 reaches a maximum force Fmax of 14.34 N, while B2 reaches 21.52 N.
Table 3.
Mechanical properties obtained by tensile tests, hardness measurements, and instrumented Charpy V-notch tests.
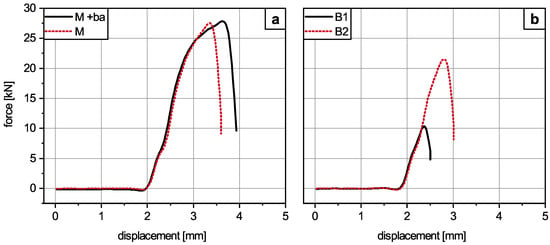
Figure 12.
Force–displacement curves of the investigated materials obtained by instrumented Charpy V-notch impact test. The curves of the martensitic steel for both conditions are shown in (a), while the bainitic steels are displayed in (b).
The martensitic material shows higher strength values (YS: 847 MPa, UTS: 1341 MPa) and higher hardness in the air-cooled condition, as expected. The uniform elongation reaches 4%, which is slightly below the B1 and B2 material, while At has 12.3% in between the values of B1 and B2. The impact energy is 37 J with an Fm of 27.45 N. The annealing of the martensitic steel leads to an increase of the YS by 67 MPa and a decrease of the UTS by 60 MPa, while the elongations stay approximately the same (Au: ±0.0%, At: +0.4%). An increase of the impact energy can also be observed after annealing (up to 44 J), while Fmax stays unchanged (27.55 N).
4. Discussion
A comparison of the investigated steels shows that the bainitic grades differ concerning their ductility and toughness, while the strength is nearly identical. As the influence of prior austenite grains can be neglected (Figure 7), it can be concluded that the higher ductility and toughness of B2 can be attributed to the much finer bainite morphology. The difference in bainite morphology can be explained by the chemical composition of steels B1 and B2, especially by the carbon concentrations, which is much higher in alloy B1 than in alloy B2. Additionally, the steels contain different concentrations of boron and molybdenum, which are known to influence the bainite morphology [20]. Larger concentrations of carbon naturally enable higher phase fractions of carbon-containing bainitic microstructure constituents such as carbides and martensite–austenite (M–A) islands. Molybdenum is known to decrease the size of the (M–A) islands [20], and further depletes the matrix of carbon by precipitating MoC carbides [20,21]. The effect of boron is predominantly the suppression of diffusion-controlled phase transformations [22] and thus an increase in hardenability. In addition, boron decreases the proportion of coarse lath bainite [23], which can have positive effects on strength and toughness. The superstructures observed in Figure 3 are presumably caused by chemical inhomogeneities or the small differences in the degree of deformation caused by the hot-rolling process, as the features align with the rolling direction. The microstructure of the martensitic alloy in the as-forged condition is comparable to microstructures in different forging components which have been investigated in the past [9]. The microstructure consists of martensite and carbides, which demonstrates that in situ tempering takes place during air-cooling. The additional annealing at 450 °C for 2 h leads to an improvement of the yield ratio (from 0.63 to 0.71) and to an increase of the impact toughness. Both changes can be attributed to the coarsening of existing carbides, the resulting depletion of the matrix by carbon and the relaxation of the martensitic microstructure, as previously reported for alloys cast on the laboratory scale [24]. The progression of force–displacement curves of the bainitic grades (Figure 12) demonstrates that both materials fracture completely brittle. This corresponds well with the observed fracture surfaces (Figure 8) which only show brittle fracture. The differences in impact energy (+ 9 ) can be explained by the higher Fmax, which was reached during the tests. The force–displacement curves of both sample states show ductile deformation (Figure 12a), with steel M + ba having slightly more deformation before the fracture. This also corresponds well with the observed fracture surfaces (Figure 8), which show a mixture of brittle and ductile regions.
Statistical analyses revealed that the prior austenite grain size of the martensitic alloys has a broader scattering than the bainitic alloys. This is demonstrated by the size of the interquartile ranges as well as the width of Weibull fit of the histograms. TEM analyses of chemically similar alloys showed that hot forging at 1200 °C with consecutive air cooling results in niobium carbide precipitates with sizes between 20 nm to 50 nm [8]. Niobium precipitates are known for the retardation of recrystallization [25]. However, thermodynamic calculations with MatCalc6 reveal that NbC precipitates in steel M dissolve at 1100 °C. Therefore, it can be assumed that the niobium precipitates are dissolved after the hot forging (at least to a certain extend), which might reduce their beneficial effect.
The EDX measurements reveal the presence of manganese sulfides (MnS) in the bainitic materials as well as in the martensitic materials. Aluminum nitrides (AlN) were naturally only observed in the martensitic steel, as the aluminum concentration is much higher in comparison to the bainitic grades. The additional increase of aluminum and nitrogen in scan 3 can be explained by a second AlN precipitated close to or beyond the primary investigated MnS-particle. The negative effect of MnS particles on the impact toughness caused by them acting as inner notches is well known in the literature [26]. Especially for steel products which exhibited large degrees of deformation during the production, elongated MnS particles might lead to anisotropic impact toughness [27,28,29]. As reported, large MnS particles were observed in the microstructure (Figure 11) and at the fracture surfaces (Figure 10) of the martensitic steel, accompanied by AlN precipitations in the close vicinity. Similar observations have been reported by Marich and Player [30], who found that Al2O3 inclusions act as nucleation sites for MnS, which was also observed for MgO in magnesium killed steels [31]. It can therefore be assumed that AlN acts similar in the investigated material, explaining the relatively large MnS-particles in the martensitic steel. The bainitic steels exceed the strength of standard PHFP steels in the air-cooled condition [5], while the impact toughness is similar. The higher strength of the bainitic steels might enable new lightweight designs of con-rods, which are currently produced from PHFP steels. As the Charpy tests revealed completely brittle failure, for the investigated bainitic steels, it can be assumed that the splitting process can be performed successfully. The martensitic steel achieved higher strengths (YS: 847 MPa) and the impact toughness reached values above 30 J, which is required for most automotive chassis application [9]. However, due to the partly ductile fracture, quality issues might occur during the splitting process [17,18]. Both materials offer the possibility to reduce the CO2-footprint of con-rods, either by lightweighting or by a reduction of the heat treatment, if quench and tempering steels are substituted. Lightweighting of the con-rods will additionally reduce the necessary counterweights at the crankshaft as well as other motor components [11].
5. Conclusions
Air-hardening steels offer mechanical properties close to those of standard quench and tempering steels. A broad market introduction of these steels can reduce the carbon footprint of the forging industry, as the heat treatment process is significantly shortened. Especially for die-forged con-rods, these materials show interesting combinations of strength and toughness, as the production of these components requires rather low toughness values. The following can be concluded from this study:
- The presented steels show good balances of strength and ductility in the air-hardened condition, which enables the substitution of other standard steel grades.
- The CO2-footprint of forged components can be reduced by lightweighting or shortening the heat treatment through the utilization of new air-hardening materials.
- The combination of impact toughness and yield strength is suitable for con-rod production in the case of the bainitic steels, while final confirmation has to be made for the martensitic steel.
- A comparison of the bainitic grades reveals that the 19MnCrMo7-6 steel achieves comparable strength but higher elongations and impact toughness than the 35MnCrB6-4 steel. The differences in mechanical properties can be explained by the differences in the bainite morphology.
Author Contributions
Conceptualization, A.G.; methodology, A.G.; formal analysis, A.G. and K.B.; investigation, A.G. and K.B.; resources, A.G., R.L., and U.Z.; data curation, A.G.; writing—original draft preparation, A.G. and K.B.; writing—review and editing, R.L. and U.Z.; visualization, A.G. and K.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Bleck, W.; Bambach, M.; Wirths, V.; Stieben, A. Microalloyed Engineering Steels with Improved Performance—An Overview. HTM J. Heat Treat. Mater. 2017, 72, 346–354. [Google Scholar] [CrossRef]
- Wirths, V.; Wagener, R.; Bleck, W.; Melz, T. Bainitic Forging Steels for Cyclic Loading. Adv. Mater. Res. 2014, 922, 813–818. [Google Scholar] [CrossRef]
- Sugimoto, K.I.; Sato, S.H.; Kobayashi, J.; Srivastava, A.K. Effects of Cr and Mo on Mechanical Properties of Hot-Forged Medium Carbon TRIP-Aided Bainitic Ferrite Steels. Metals 2019, 9, 1066. [Google Scholar] [CrossRef] [Green Version]
- Hojo, T.; Kobayashi, J.; Sugimoto, K.i.; Nagasaka, A.; Akiyama, E. Effects of Alloying Elements Addition on Delayed Fracture Properties of Ultra High-Strength TRIP-Aided Martensitic Steels. Metals 2020, 10, 6. [Google Scholar] [CrossRef] [Green Version]
- Sugimoto, K.i.; Hojo, T.; Srivastava, A.K. Low and Medium Carbon Advanced High-Strength Forging Steels for Automotive Applications. Metals 2019, 9, 1263. [Google Scholar] [CrossRef] [Green Version]
- Keul, C.; Wirths, V.; Bleck, W. New bainitic steels for forgings. Arch. Civ. Mech. Eng. 2012, 12, 119–125. [Google Scholar] [CrossRef]
- Stieben, A.; Bleck, W.; Schönborn, S. Lufthärtender duktiler Stahl mit mittlerem Mangangehalt für die Massivumformung. massivUmformung 2016, 1, 50–55. [Google Scholar]
- Gramlich, A.; Schmiedl, T.; Schönborn, S.; Melz, T.; Bleck, W. Development of air-hardening martensitic forging steels. Mater. Sci. Eng. A 2020, 784, 139321. [Google Scholar] [CrossRef]
- Gramlich, A.; Schönborn, S.; Schmiedl, T.; Baumgartner, J.; Krupp, U. Lufthärtende duktile Schmiedestähle für zyklische Beanspruchung. massivUmformung 2021, 5, 64–69. [Google Scholar]
- Wegner, K.W. Werkstoffentwicklung für Schmiedeteile im Automobilbau. ATZ—Automob. Z. 1998, 100, 918–927. [Google Scholar] [CrossRef]
- Lapp, M.T.; Hall, C.C. Verringerung bewegter Massen durch Leichtbaupleuel. Lightweight Des. 2011, 4, 30–37. [Google Scholar] [CrossRef]
- Spangenberg, S.; Kemnitz, P.; Kopf, E.; Repgen, B. Massereduzierung an Bauteilen des Kurbeltriebs. MTZ—Mot. Z. 2006, 67, 254–261. [Google Scholar] [CrossRef]
- Lipp, K.; Kaufmann, H. Schmiede- und Sinterschmiedewerkstoffe für Pkw-Pleuel. MTZ—Mot. Z. 2011, 72, 416–421. [Google Scholar] [CrossRef]
- Shi, Z.; Kou, S. Inverse Reconstruction of Fracture Splitting Connecting Rod and its Strength and Fatigue Life. J. Fail. Anal. Prev. 2018, 18, 619–627. [Google Scholar] [CrossRef]
- Fukuda, S. Development of fracture splitting connecting rod. JSAE Rev. 2002, 23, 101–104. [Google Scholar] [CrossRef]
- Gu, Z.; Yang, S.; Ku, S.; Zhao, Y.; Dai, X. Fracture splitting technology of automobile engine connecting rod. Int. J. Adv. Manuf. Technol. 2005, 25, 883–887. [Google Scholar] [CrossRef]
- Shi, Z.; Kou, S. Study on Fracture-Split Performance of 36MnVS4 and Analysis of Fracture-Split Easily-Induced Defects. Metals 2018, 8, 696. [Google Scholar] [CrossRef] [Green Version]
- Shi, Z.; Kou, S. Analysis of quality defects in the fracture surface of fracture splitting connecting rod based on three-dimensional crack growth. Results Phys. 2018, 10, 1022–1029. [Google Scholar] [CrossRef]
- Smith, R.L.; Sandly, G.E. An Accurate Method of Determining the Hardness of Metals, with Particular Reference to Those of a High Degree of Hardness. Proc. Inst. Mech. Eng. 1922, 102, 623–641. [Google Scholar] [CrossRef]
- Ackermann, M.; Resiak, B.; Buessler, P.; Michaut, B.; Bleck, W. Effect of Molybdenum and Cooling Regime on Microstructural Heterogeneity in Bainitic Steel Wires. Steel Res. Int. 2020, 37, 1900663. [Google Scholar] [CrossRef] [Green Version]
- Capdevila, C.; Caballero, F.G.; García De Andrés, C. Determination of Ms Temperature in Steels: A Bayesian Neural Network Model. ISIJ Int. 2002, 42, 894–902. [Google Scholar] [CrossRef] [Green Version]
- Gramlich, A.; van der Linde, C.; Ackermann, M.; Bleck, W. Effect of Molybdenum, Aluminium and Boron on the phase transformation in 4 wt.–% Manganese Steels. Results Mater. 2020, 8, 100147. [Google Scholar] [CrossRef]
- Wang, X.M.; He, X.L. Effect of Boron Addition on Structure and Properties of Low Carbon Bainitic Steels. ISIJ Int. 2002, 42, S38–S46. [Google Scholar] [CrossRef]
- Gramlich, A.; Bleck, W. Tempering and Intercritical Annealing of Air-Hardening 4 wt% Medium Manganese Steels. Steel Res. Int. 2021, 92, 2100180. [Google Scholar] [CrossRef]
- Speer, J.G.; Hansen, S.S. Austenite recrystallization and carbonitride precipitation in niobium microalloyed steels. Metall. Mater. Trans. A 1989, 20, 25–38. [Google Scholar] [CrossRef]
- Cyril, N.; Fatemi, A.; Cryderman, B. Effects of Sulfur Level and Anisotropy of Sulfide Inclusions on Tensile, Impact, and Fatigue Properties of SAE 4140 Steel. SAE Int. J. Mater. Manuf. 2009, 1, 218–227. [Google Scholar] [CrossRef] [Green Version]
- Pickering, F.B. Some Effects of Mechanical Working on the Deformation of Non-Metallic Inclusions. J. Iron Steel Inst. 1958, 189, 148–159. [Google Scholar]
- Berns, H. Zur Zähigkeit von Vergütungsstählen. Mater. Werkst. 1978, 9, 189–204. [Google Scholar] [CrossRef]
- Kirby, B.G.; van Tyne, C.J.; Matlock, D.K.; Krauss, G.; Turonek, R.; Filar, R.J. Carbon and Sulfur Effects on Performance of Microalloyed Spindle Forgings; SAE Technical Paper Series; SAE International: Warrendale, PA, USA, 1993. [Google Scholar] [CrossRef]
- Marich, S.; Player, R. Sulfide inclusions in iron. Metall. Mater. Trans. B 1970, 1, 1853–1857. [Google Scholar] [CrossRef]
- Kimura, S.; Nakajima, K.; Mizoguchi, S.; Hasegawa, H. In-situ observation of the precipitation of manganese sulfide in low-carbon magnesium-killed steel. Metall. Mater. Trans. A 2002, 33, 427–436. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).