
The Tribological Performance of CrMoN/MoS2 Solid Lubrication Coating on a Piston Ring

Abstract
:1. Introduction
2. Experimental Method
2.1. Coating Preparation
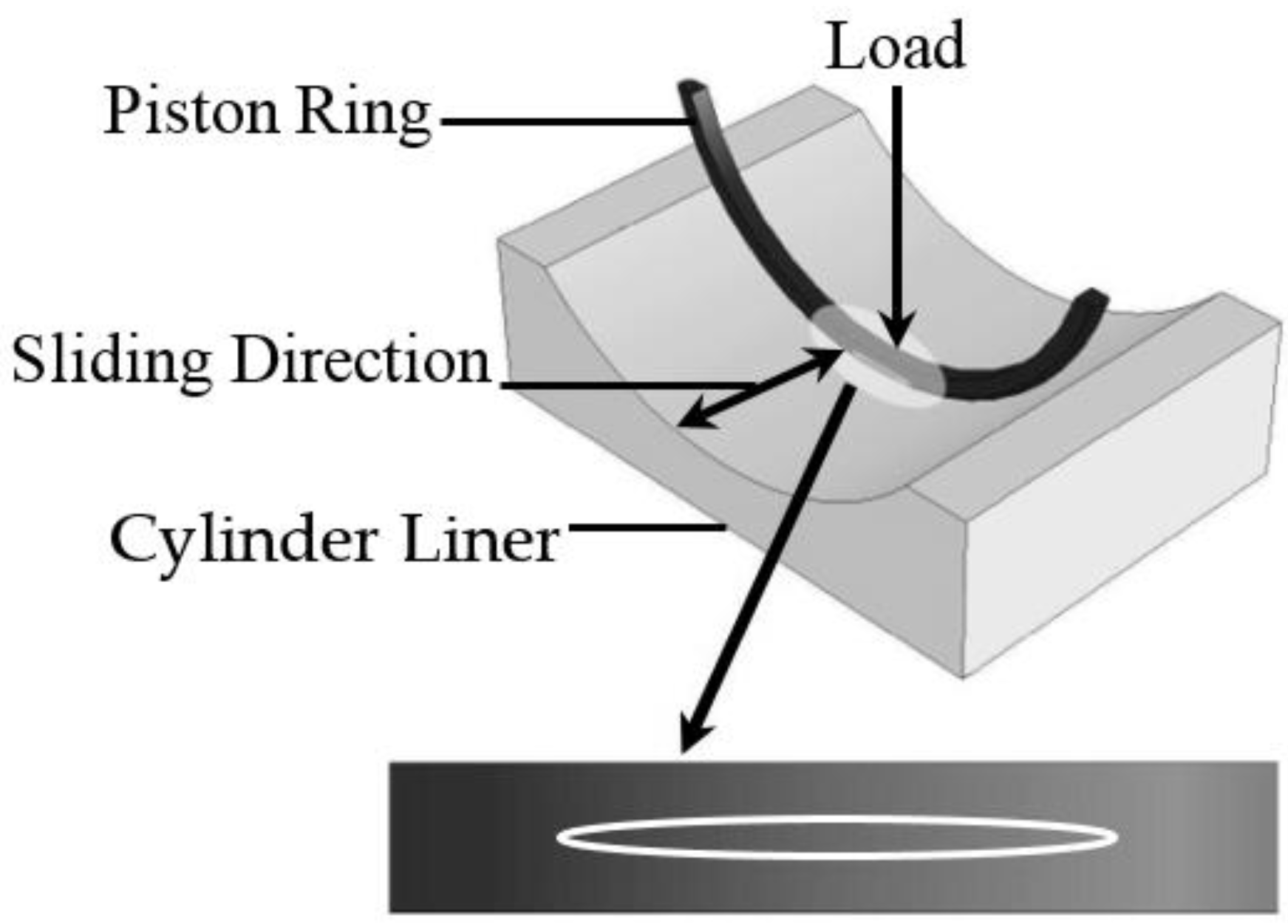
2.2. Performance Test Method
3. Results and Discussion
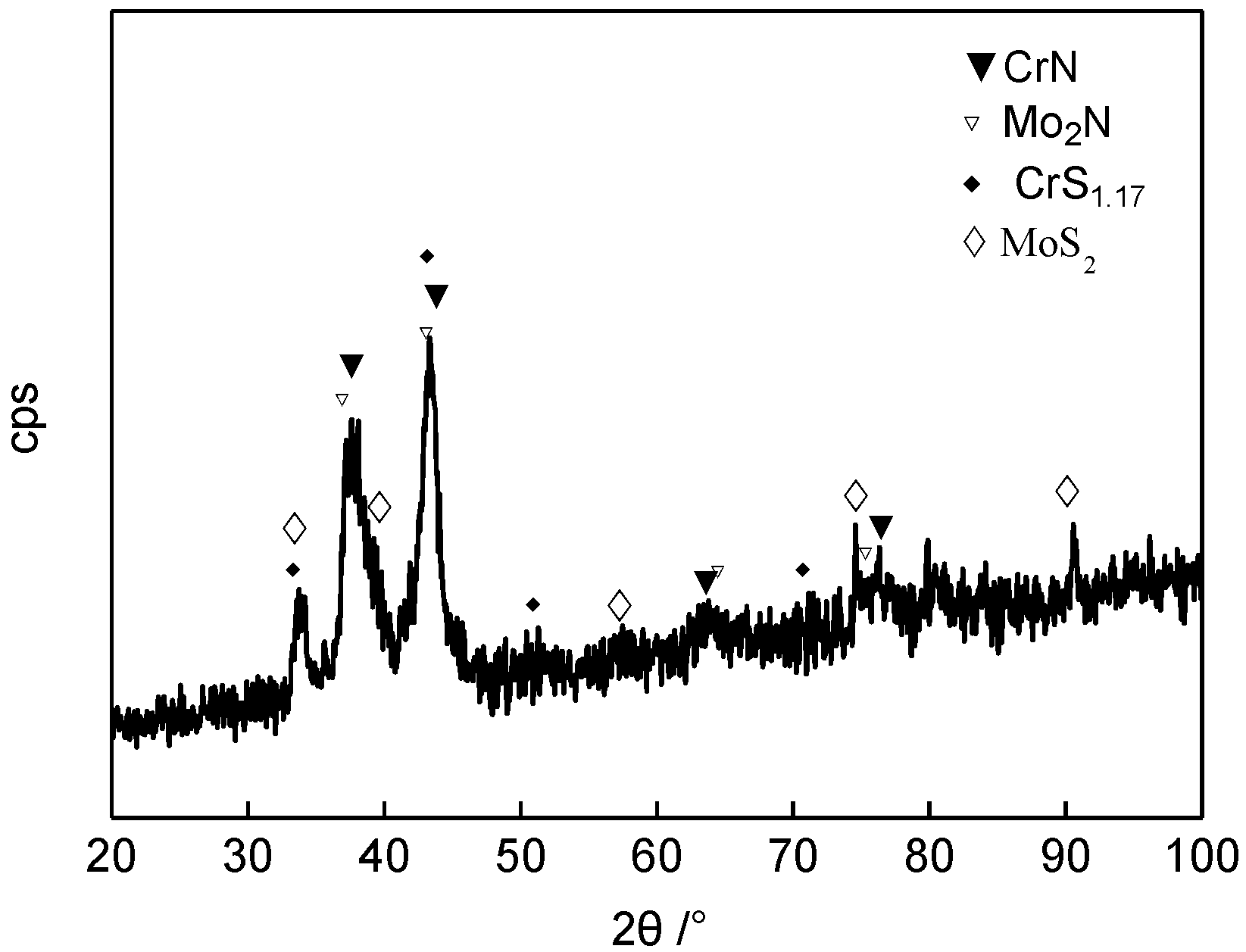
3.1. Component and Phase Structure
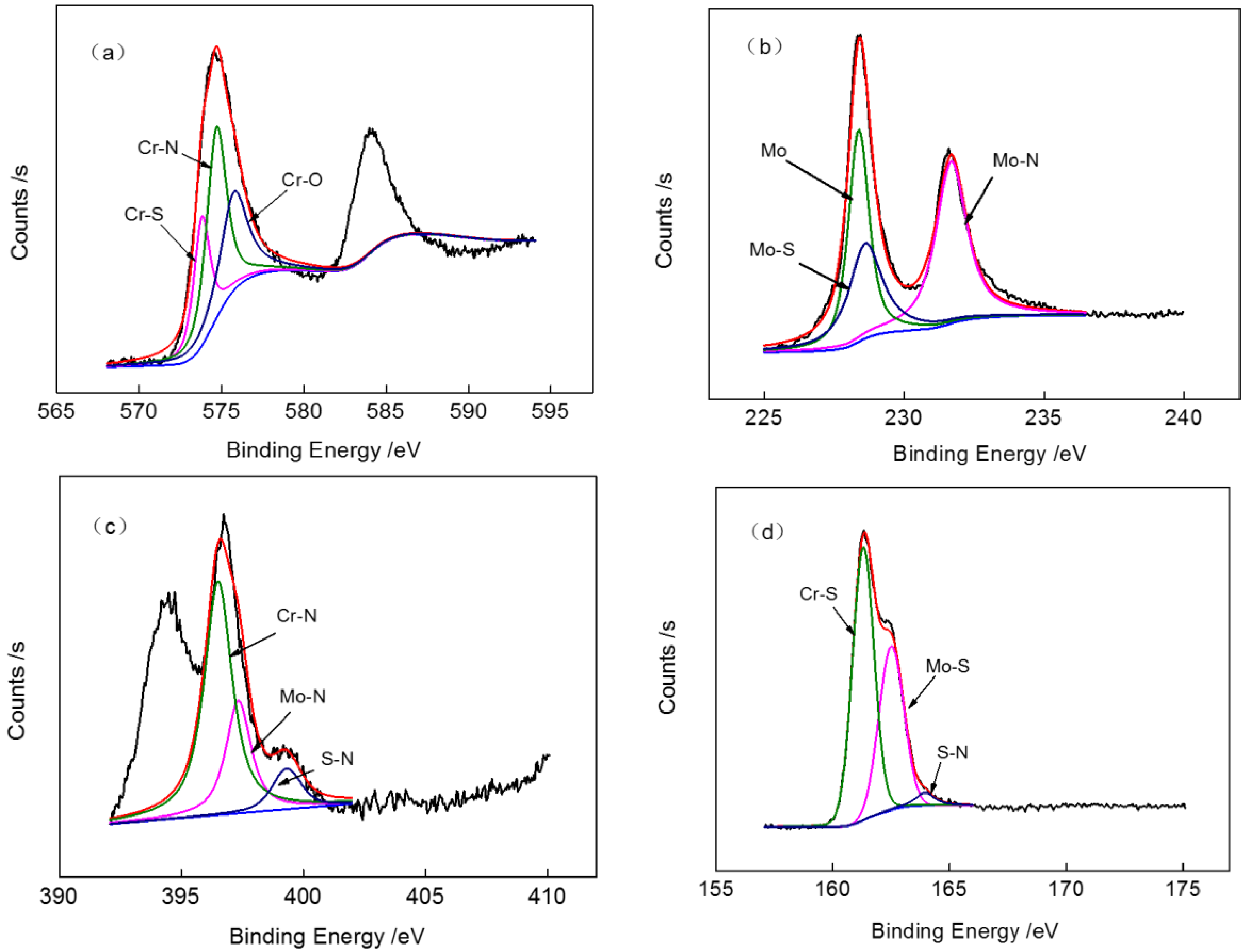
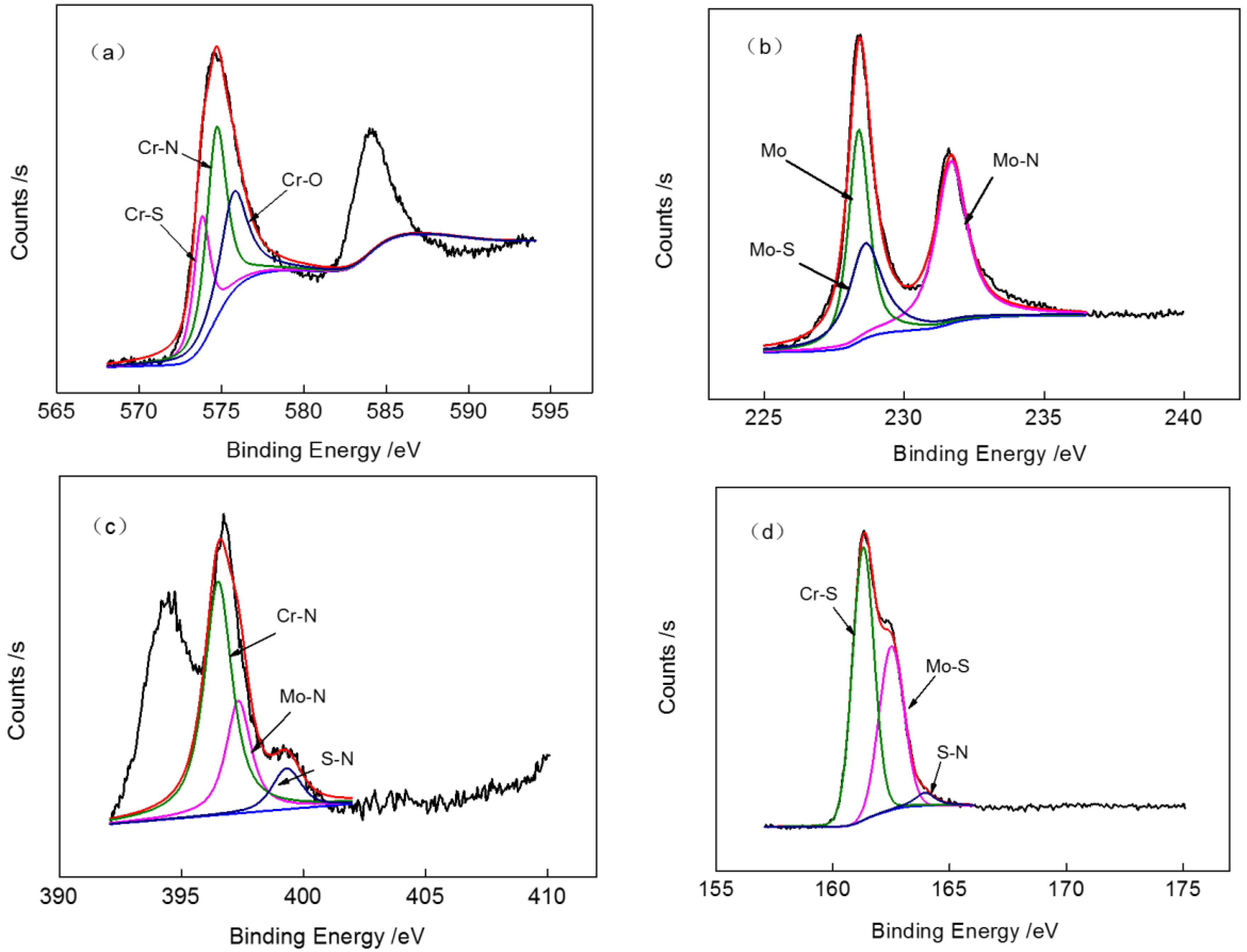
3.2. XPS Analysis
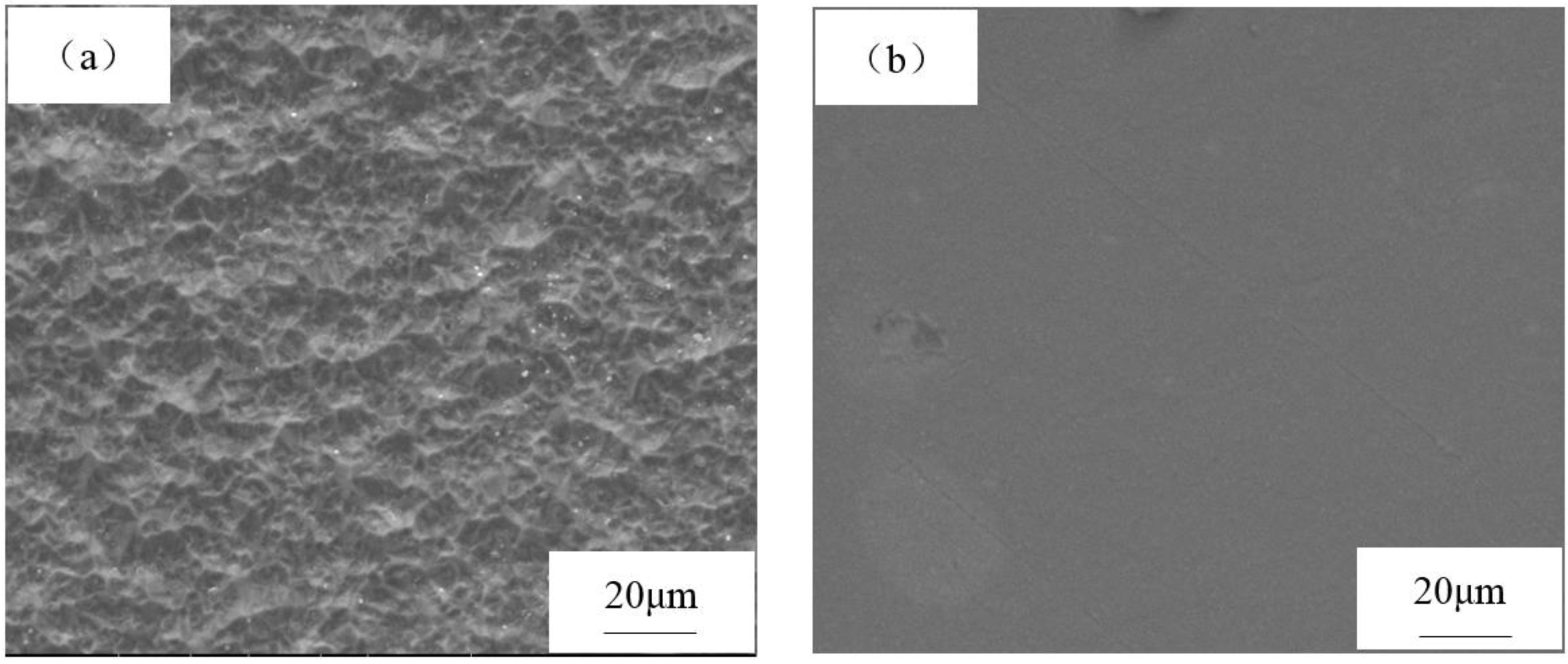
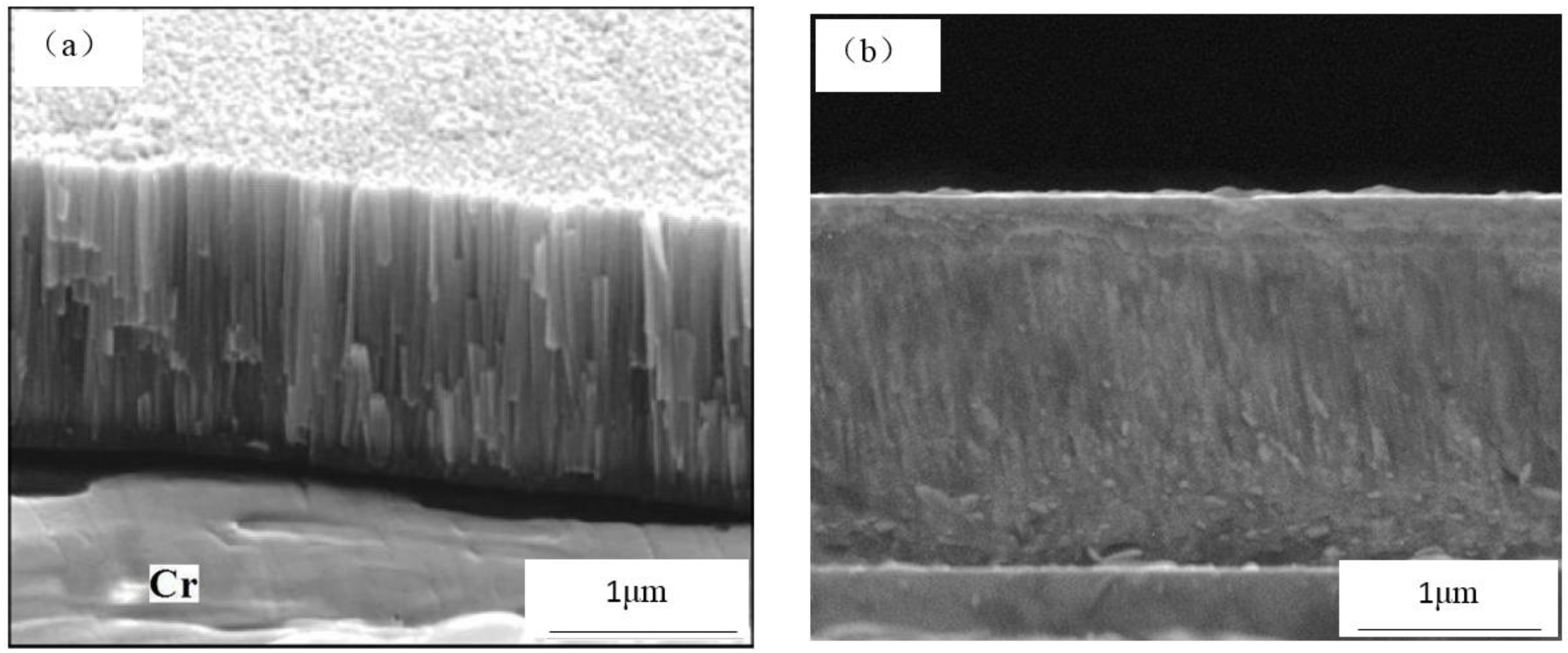
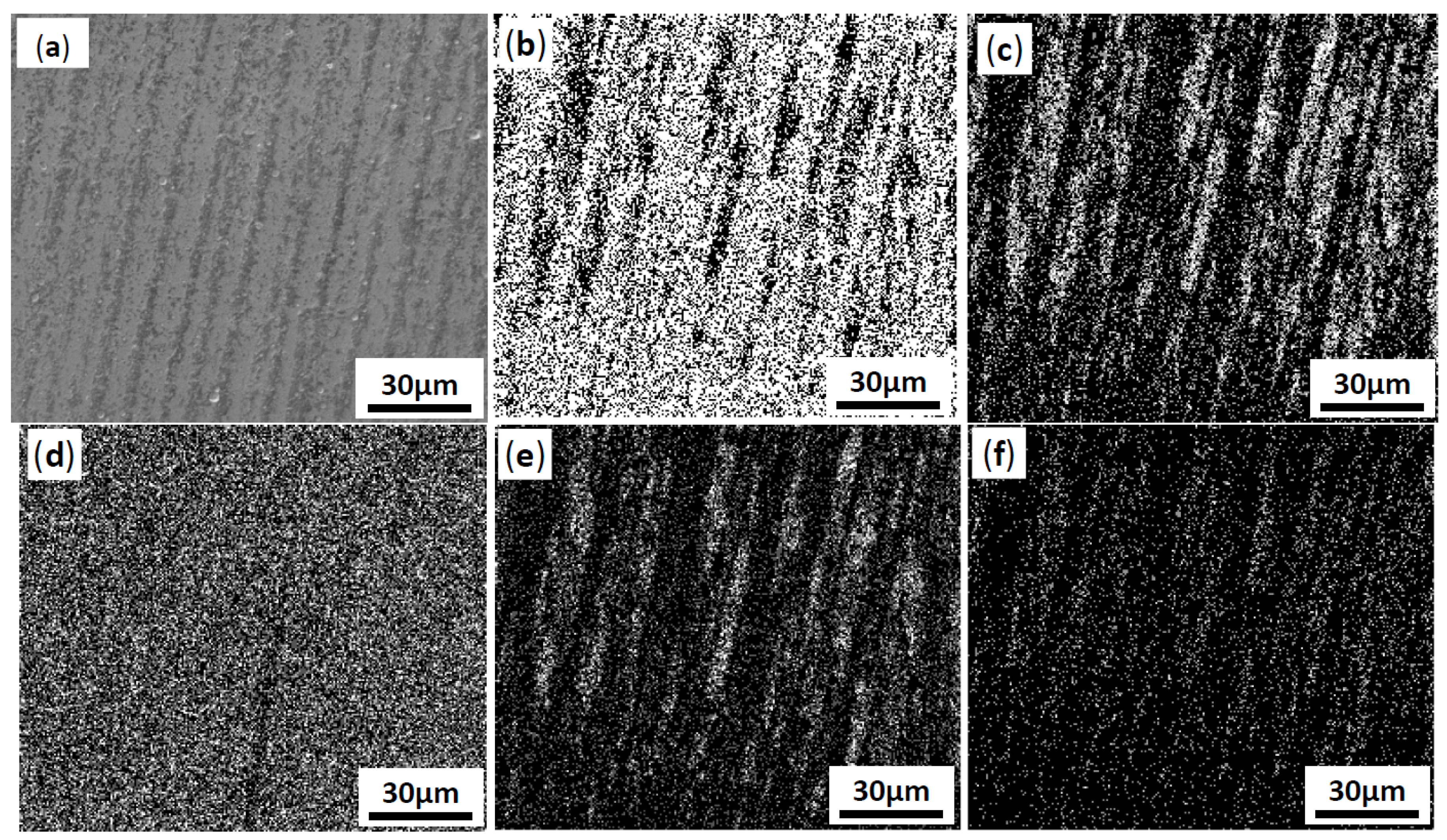
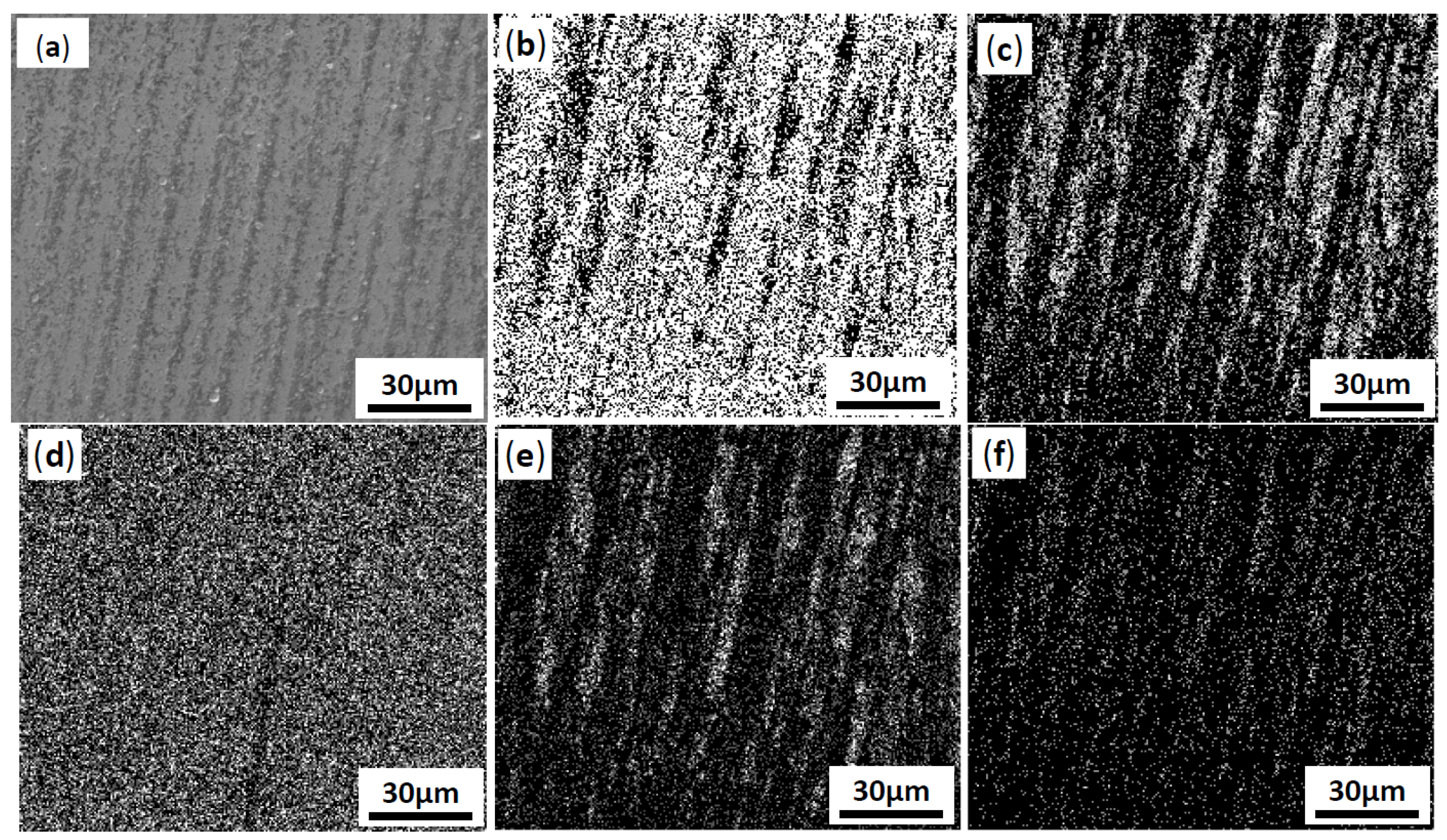
3.3. Surface Morphologies
3.4. Nanoindentation
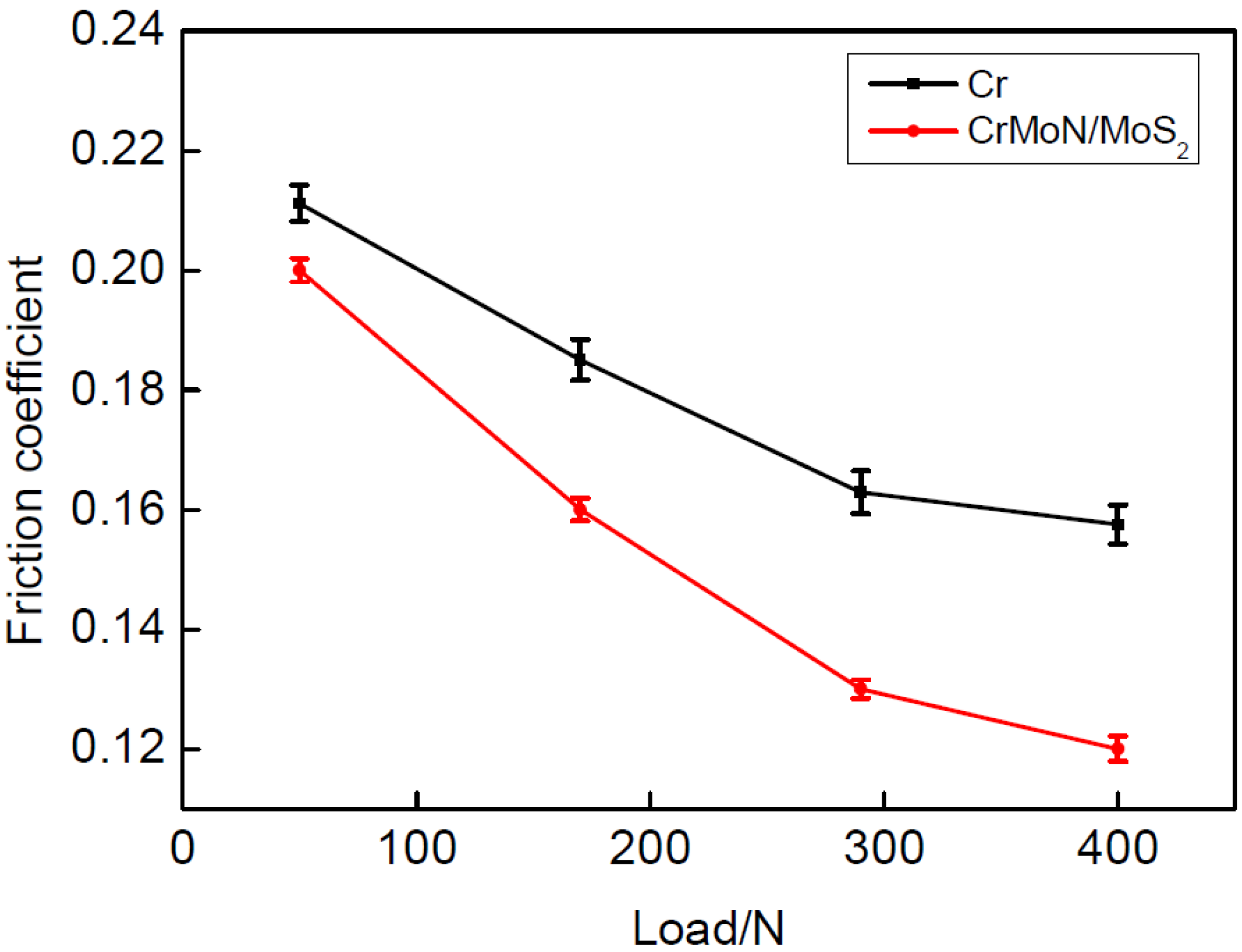
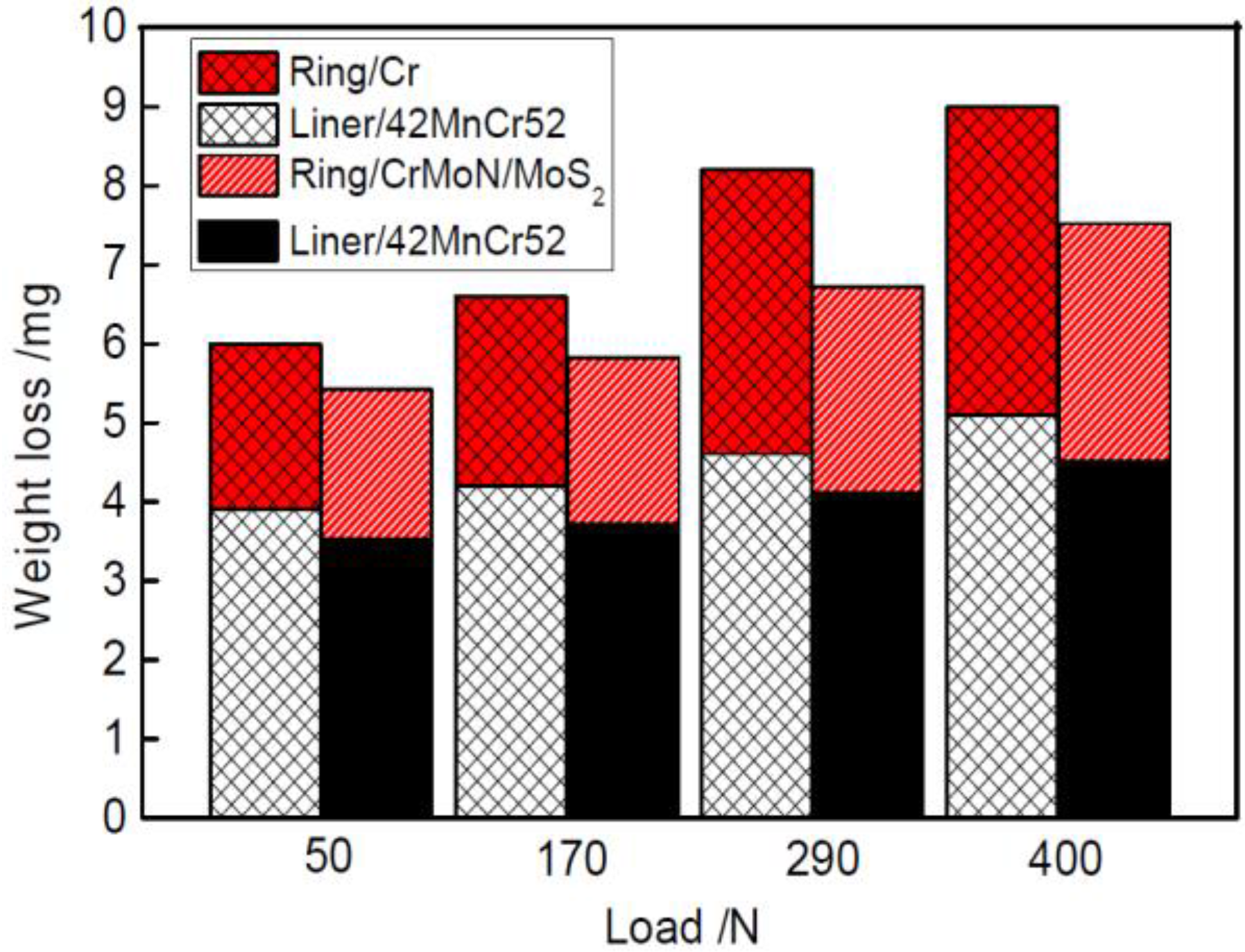
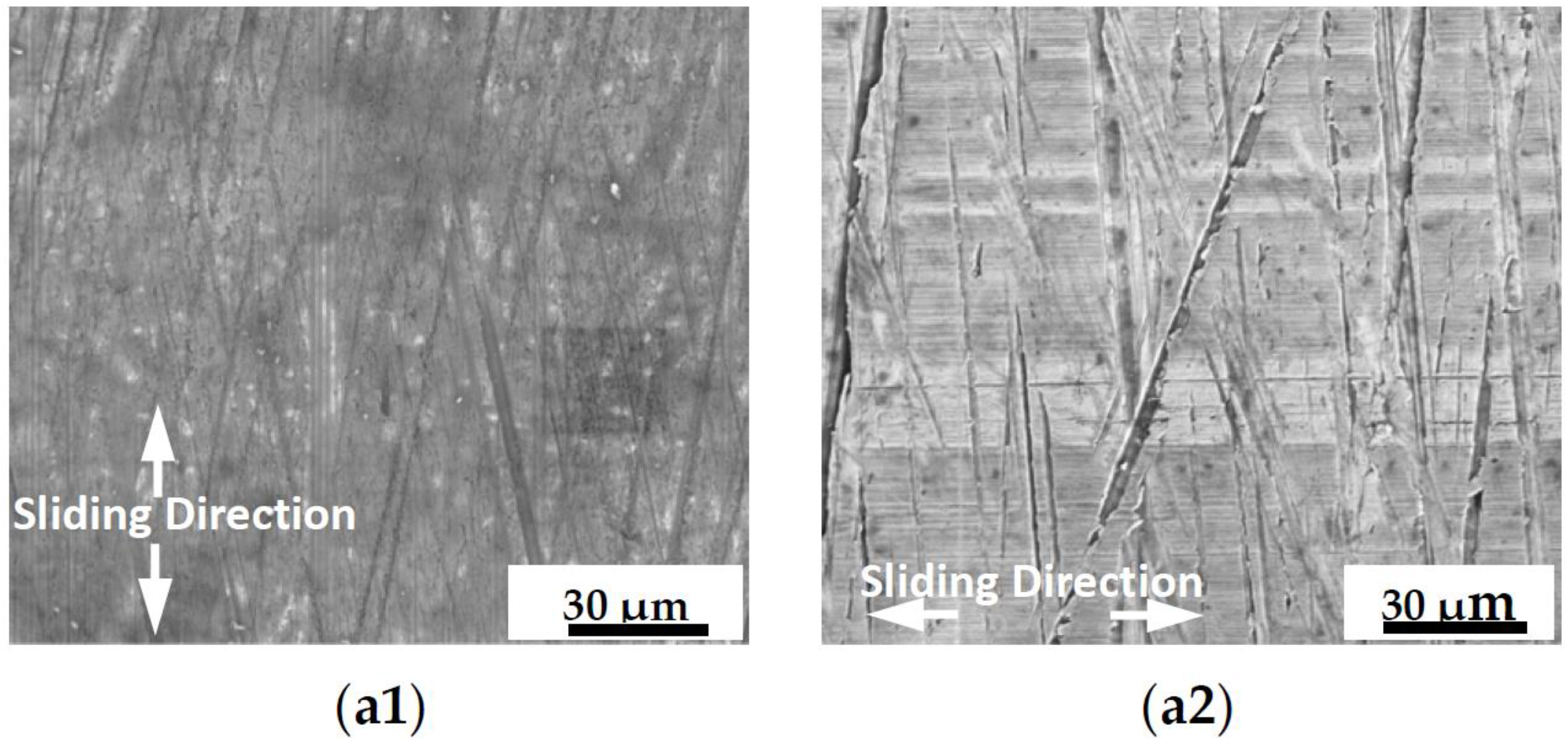
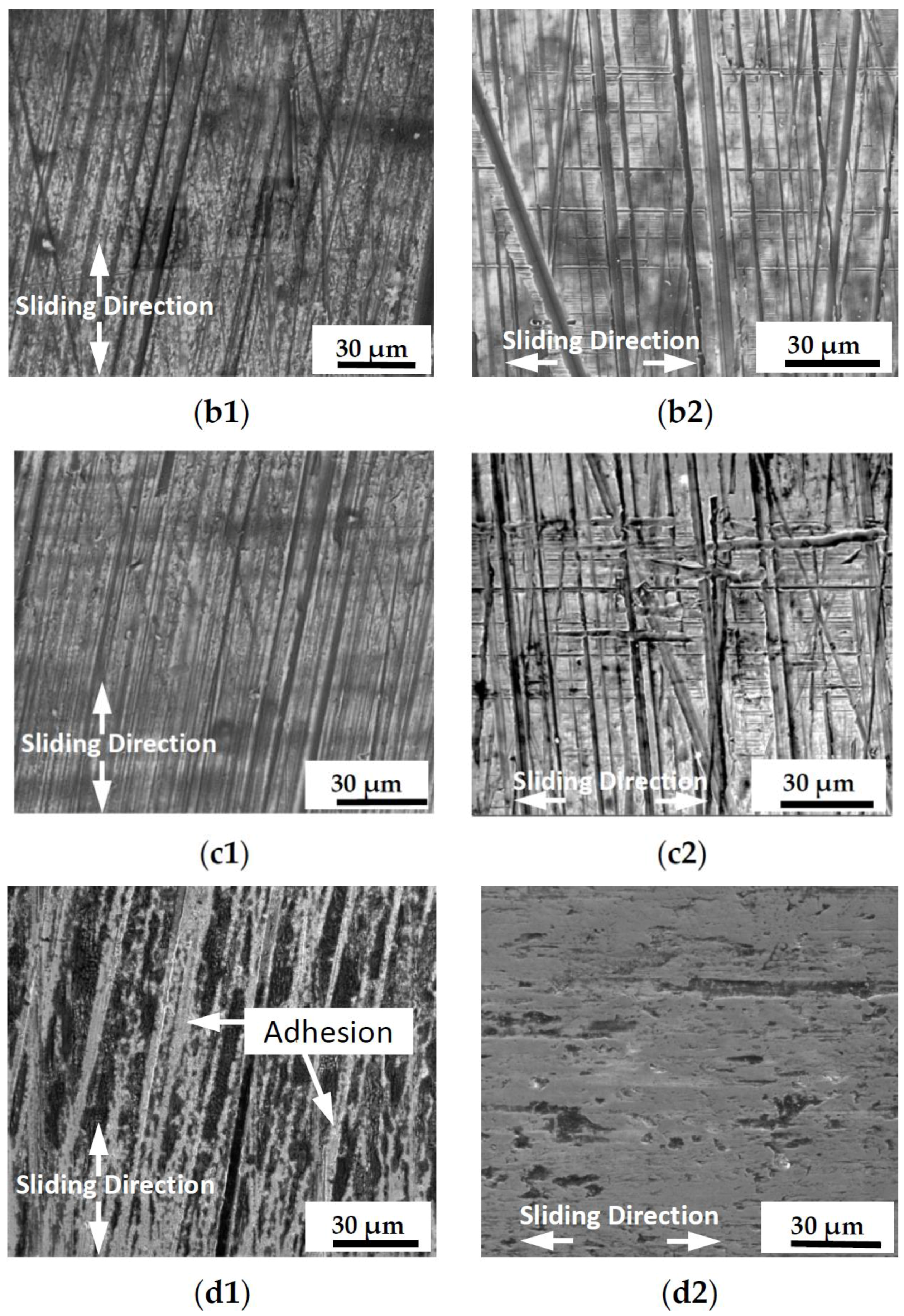
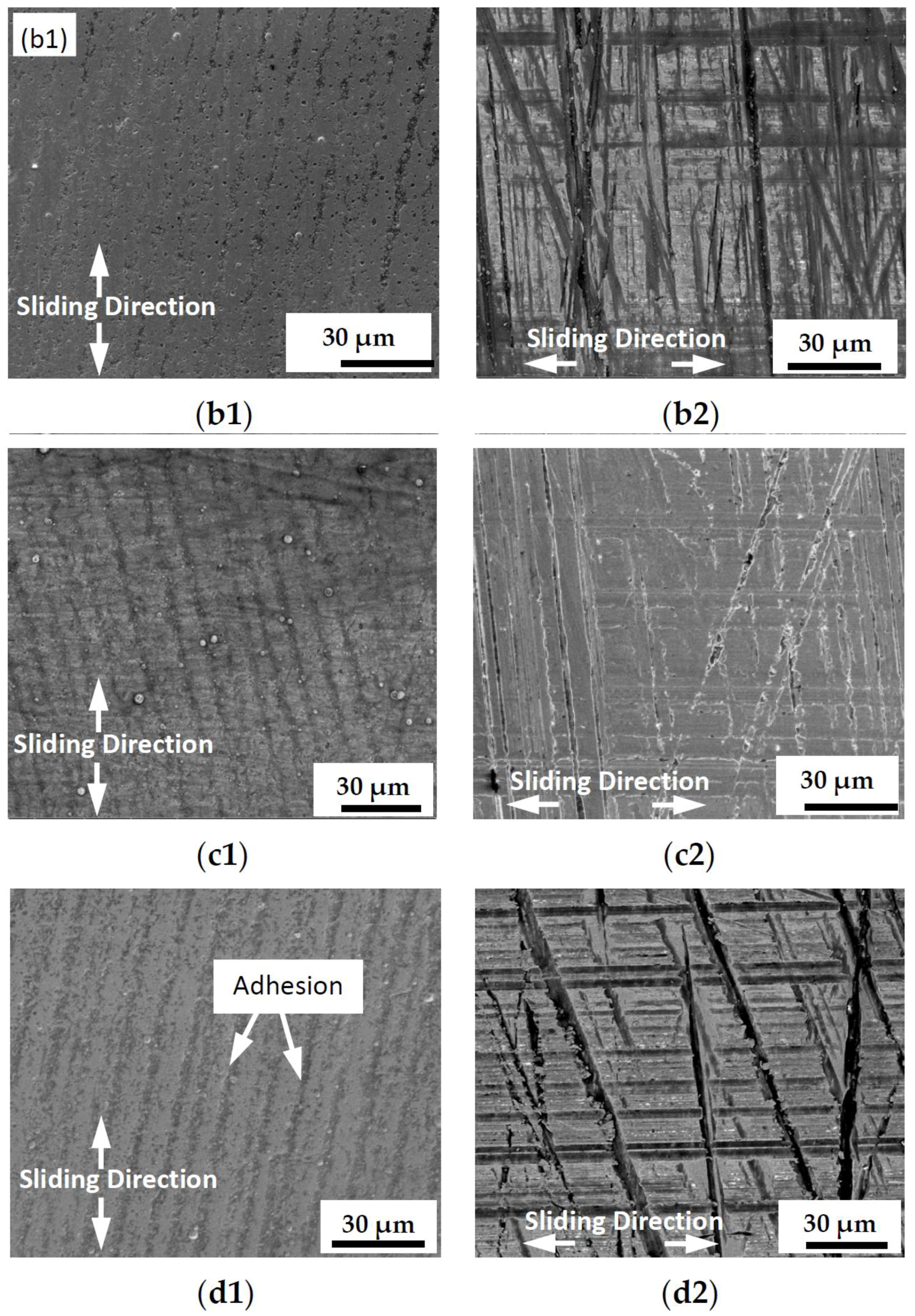
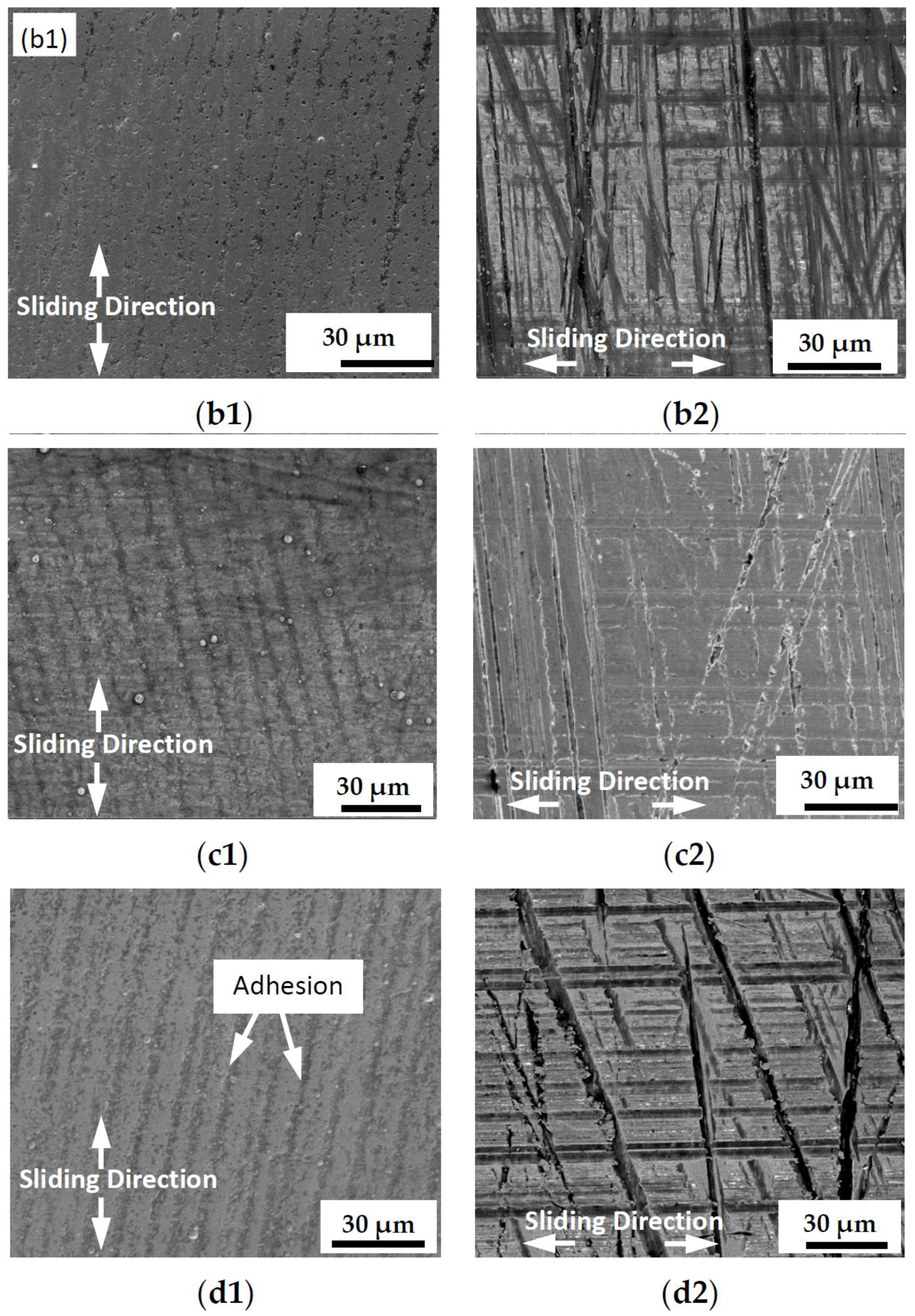
3.5. Friction Behavior
4. Conclusions
- (1)
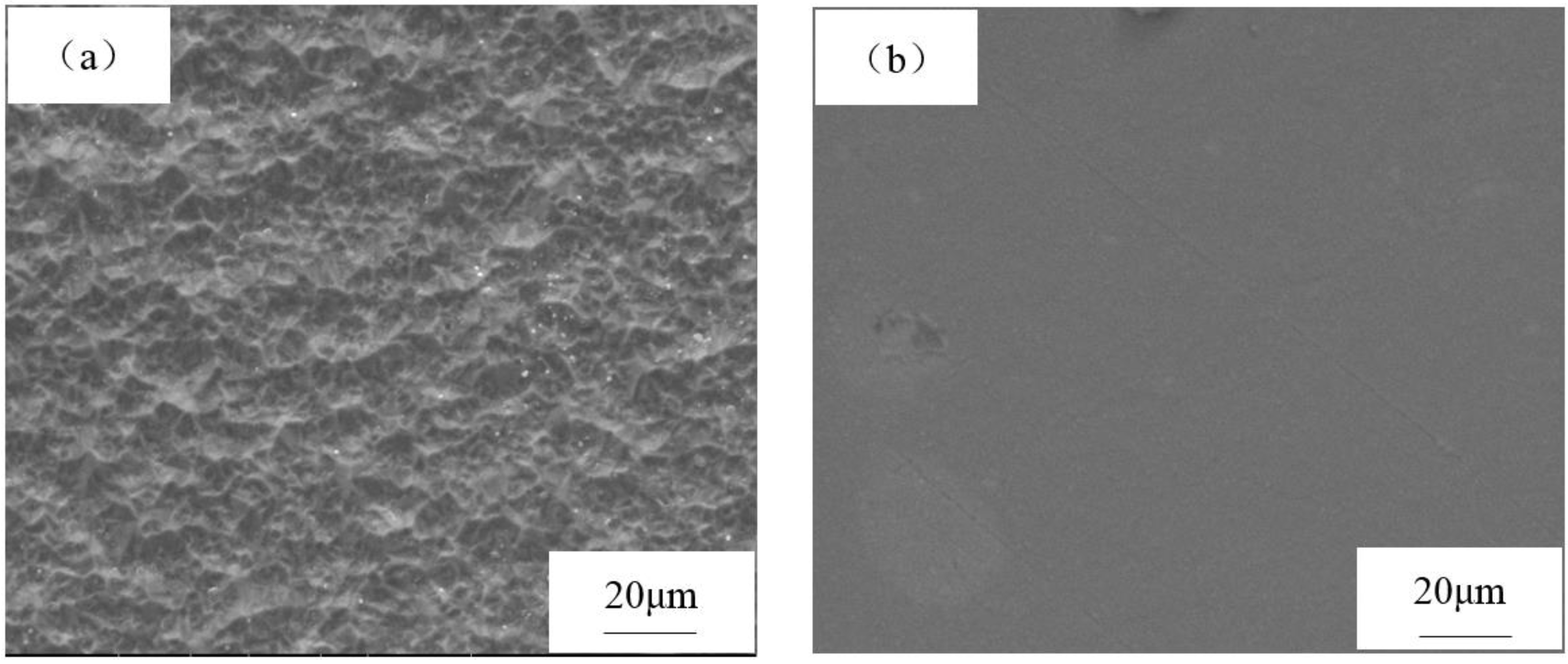
- Compared with Cr plating, the CrMoN/MoS2 coating shows a dense and compact surface structure, and its grains are fine and granular. A composite phase structure was formed on the surface of the CrMoN/MoS2 composite coating after sulfurizing. The outer surface is MoS2 with antifriction and lubricant effects, and the subsurface is CrN and Mo2N with high hardness.
- (2)
- The average nano-hardness and Young’s modulus of the CrMoN/MoS2 composite coating was 29.2 and 347.1, respectively, which was much higher than those of Cr plating.
- (3)
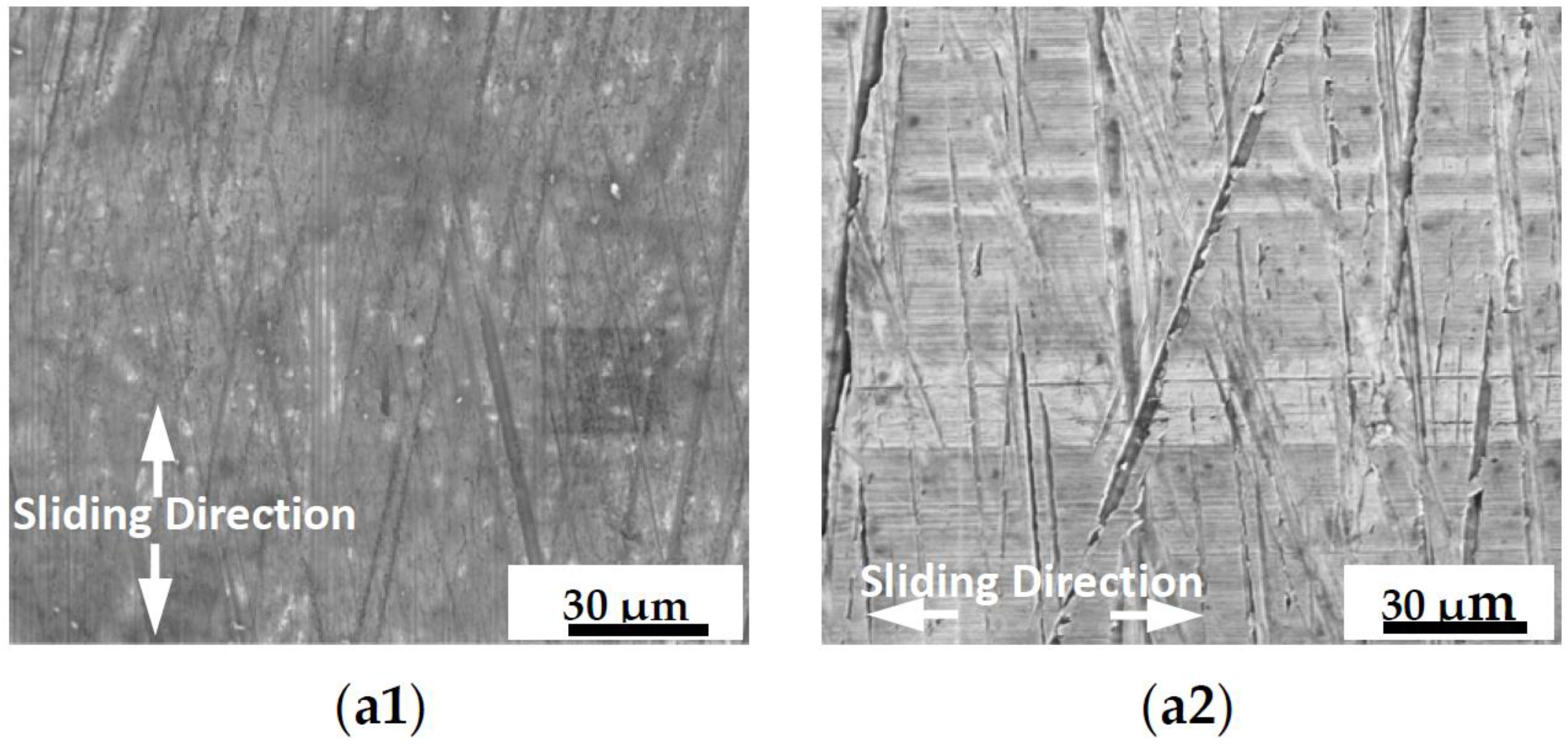
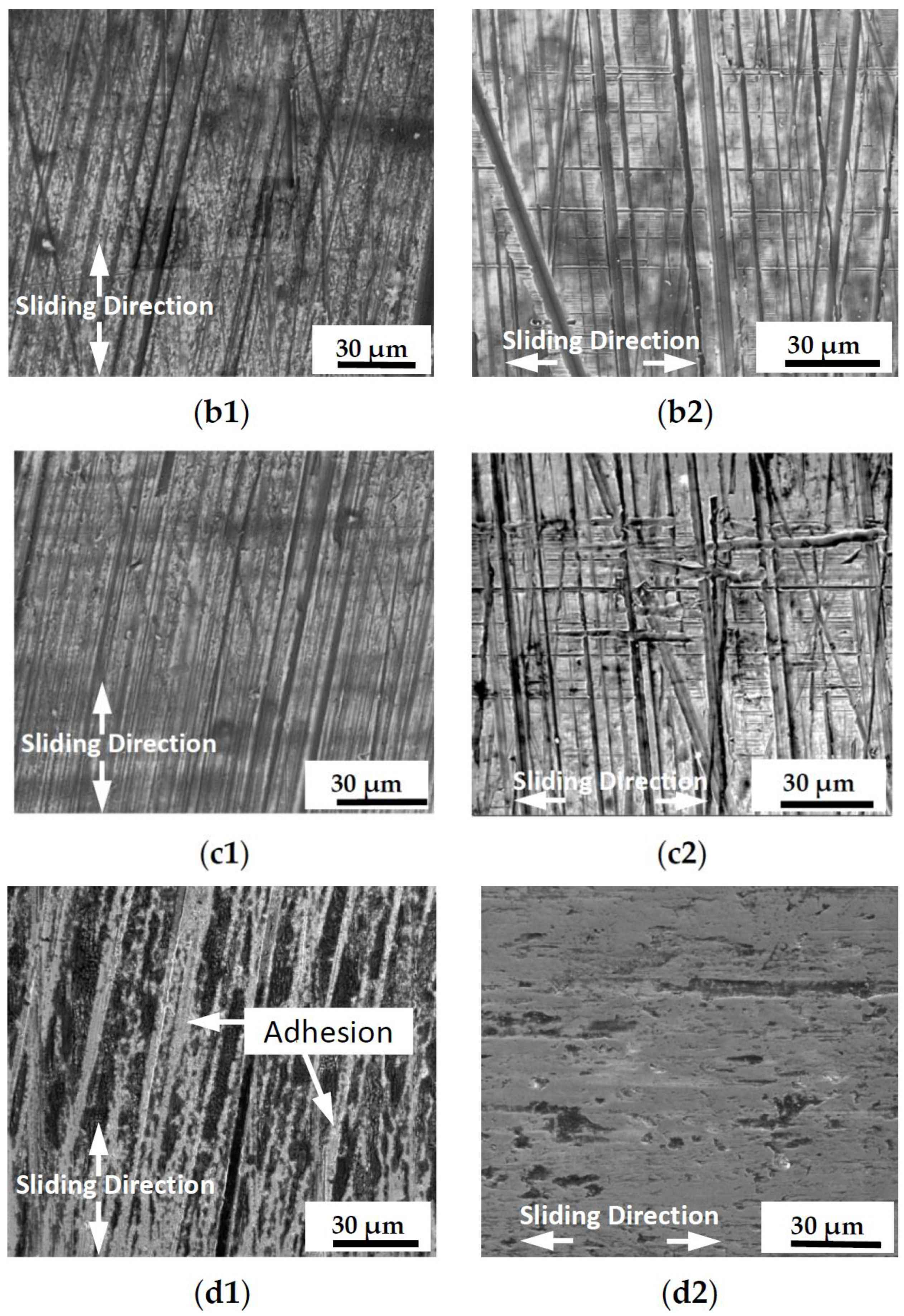
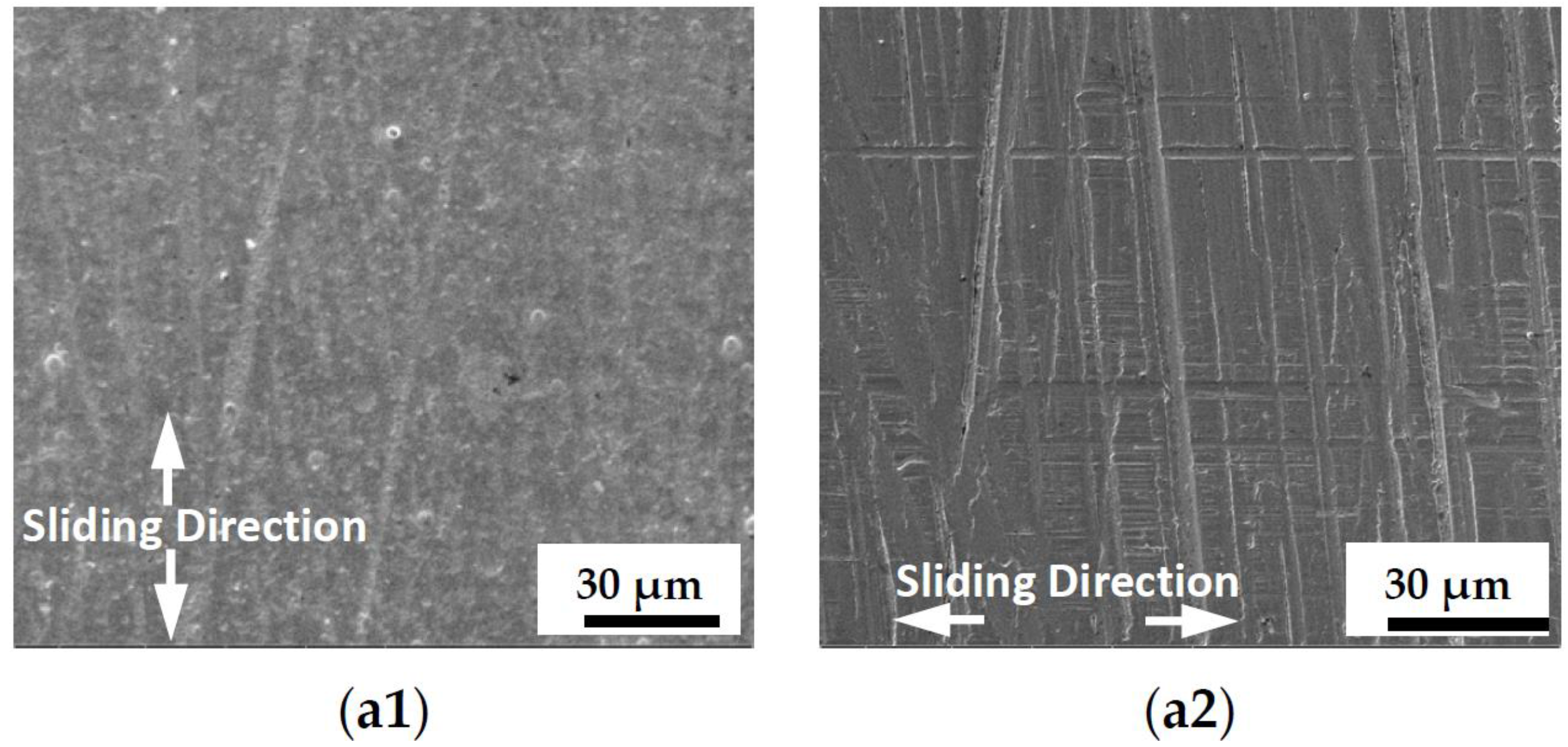
- Under poor lubrication friction conditions, as the static load and frequency increases, the friction coefficient of both kinds of coating decreased; the friction coefficient of the CrMoN/MoS2 solid lubricating composite coating was lower than that of the Cr plating layer, and under high load conditions, the Cr electroplated friction pair wear amount is larger and the wear mechanism changed into complicated grinding abrasive wear and adhesive wear. The wear weight loss of the CrMoN/MoS2 composite coating was far below that of the Cr electroplated friction pair, showing superior antifriction and wear resistance performance.
Acknowledgements
Author Contributions
Conflicts of Interest
References
- Liu, H. A Comprehensive Study on Nano-Lubricant in Piston Set and Cylinder Liner of Internal Combustion Engine for Heat Transfer and Lubrication Friction; Dalian University of Technology: Dalian, China, 2015. [Google Scholar]
- Nakasa, M. Engine friction overview. In Proceedings of the International Tribology Conference, Yokohama, Japan, 29 October–2 November 1995. [Google Scholar]
- Spearot, J.A. Friction, wear, health, and environmental impacts-tribology in the new millennium. Presented at the STLE Annual Meeting, Nashville, Tennessee, 22–26 May 2000. [Google Scholar]
- Li, Q.; Wang, X.C.; He, X.G.; Cai, Z.-H.; He, M. Wear Failure Mechanism of Cylinder Liner-Piston Ring Friction Pair for High Power Diesel Engines. China Surf. Eng. 2012, 25, 36–41. [Google Scholar] [CrossRef]
- Zhang, Q.M.; Liu, W.J. Wear performance of cast iron piston rings strengthened by laser. Chin. J. Met. 2006, 16, 447–452. [Google Scholar]
- Cai, Z.H.; Di, Y.L.; Zhang, P. Microstructure and tribological property of Cr/CrN nano-multilayer film deposited on piston ring. J. Shenyang Univ. Technol. 2011, 33, 375–381. [Google Scholar]
- Hao, Q.G.; Wang, Y.; Jia, X.S.; Zuo, X.W.; Chen, N.L. Dynamic compression behavior and microstructure of a novel low-carbon quenching-partitioning-tempering steel. Acta Metall. Sin. 2014, 27, 444–451. [Google Scholar] [CrossRef]
- Aouadi, S.M.; Gao, H.Y.; Martini, A.; Muratore, C. Lubricious oxide coatings for extreme temperature applications: A review. Surf. Coat. Tchanol. 2014, 257, 266–277. [Google Scholar] [CrossRef]
- Zhang, N.; Zhuang, D.M.; Liu, J.J.; Fang, X.D.; Guan, M.X. Wear mechanisms of ion-sulphurization layer on steel under dry conditions. Wear 2001, 247, 1–8. [Google Scholar]
- Wang, H.D.; Zhuang, D.M.; Wang, K.L.; Liu, J.-J. Comparative investigation on tribological properties of ion-sulfuration layers under dry friction. Tribol. Lett. 2002, 13, 55–61. [Google Scholar]
- Jensen, M.F.; Bǿttiger, J.; Reitz, H.H.; Benzon, M.E. Simulation of wear characteristics of engine cylinders. Wear 2002, 253, 1044–1056. [Google Scholar] [CrossRef]
- Renevier, N.M.; Fox, V.C.; Teer, D.G.; Hampshire, J. Coating characteristics and tribological properties of sputter-deposited MoS2 metal composite coatings deposited by closed field unbalanced magnetron sputter ion plating. Surf. Coat. Technol. 2000, 127, 24–37. [Google Scholar] [CrossRef]
- Guo, C.; Chen, J.M.; Zhou, J.S.; Zhou, H.D. Microstructure and tribological properties of TiAg intermetallic compound coating. Appl. Surf. Sci. 2011, 257, 10692–10698. [Google Scholar] [CrossRef]
- La, P.Q.; Ma, J.Q.; Zhu, Y.T.; Valiev, R.Z. Dry–sliding tribological properties of ultrafine-grained Ti prepared by severe plastic deformation. Acta Mater. 2005, 53, 5167–5173. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Load/N | Frequency/Hz | Temperature/°C | Time/s | Stroke/mm |
|---|---|---|---|---|
| 50 | 20 | 100 | 7200 | 4 |
| 170 | ||||
| 290 | ||||
| 400 |
| Coatings | As Deposited | Sulfurized | |||
|---|---|---|---|---|---|
| Cr | Mo | Cr | Mo | S | |
| Cr0.35Mo0.65N | 17.07% | 33.27% | 14.93% | 28.17% | 6.9% |
| Coatings | H/GPa | E/GPa | H3/E2/Gpa | Dmax/NM |
|---|---|---|---|---|
| Cr | 5.4 | 194.7 | 0.004 | 1063.453 |
| CrMoN/MoS2 | 29.2 | 347.1 | 0.207 | 1027.832 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Di, Y.; Cai, Z.; Zhang, P. The Tribological Performance of CrMoN/MoS2 Solid Lubrication Coating on a Piston Ring. Lubricants 2017, 5, 13. https://doi.org/10.3390/lubricants5020013
Di Y, Cai Z, Zhang P. The Tribological Performance of CrMoN/MoS2 Solid Lubrication Coating on a Piston Ring. Lubricants. 2017; 5(2):13. https://doi.org/10.3390/lubricants5020013
Chicago/Turabian StyleDi, Yuelan, Zhihai Cai, and Ping Zhang. 2017. "The Tribological Performance of CrMoN/MoS2 Solid Lubrication Coating on a Piston Ring" Lubricants 5, no. 2: 13. https://doi.org/10.3390/lubricants5020013
APA StyleDi, Y., Cai, Z., & Zhang, P. (2017). The Tribological Performance of CrMoN/MoS2 Solid Lubrication Coating on a Piston Ring. Lubricants, 5(2), 13. https://doi.org/10.3390/lubricants5020013