Laser Surface Texturing for Ground Surface: Frictional Effect of Plateau Roughness and Surface Textures under Oil Lubrication



Abstract

1. Introduction
2. Materials and Methods
2.1. Sample Preparation
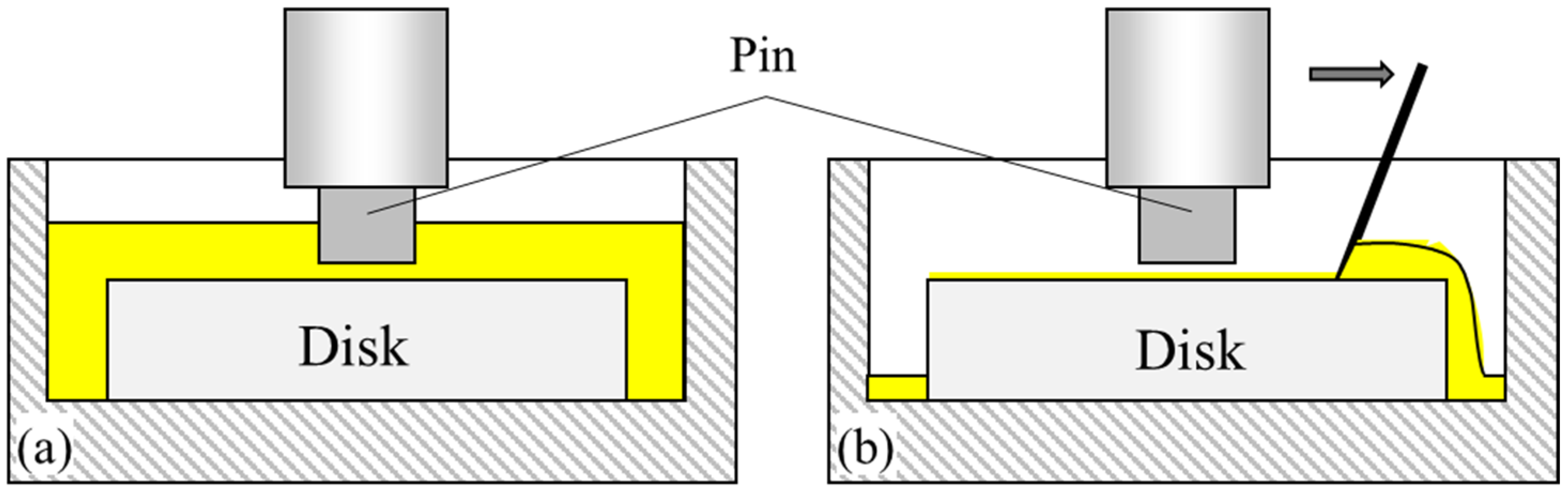
2.2. Tribological Test
3. Results
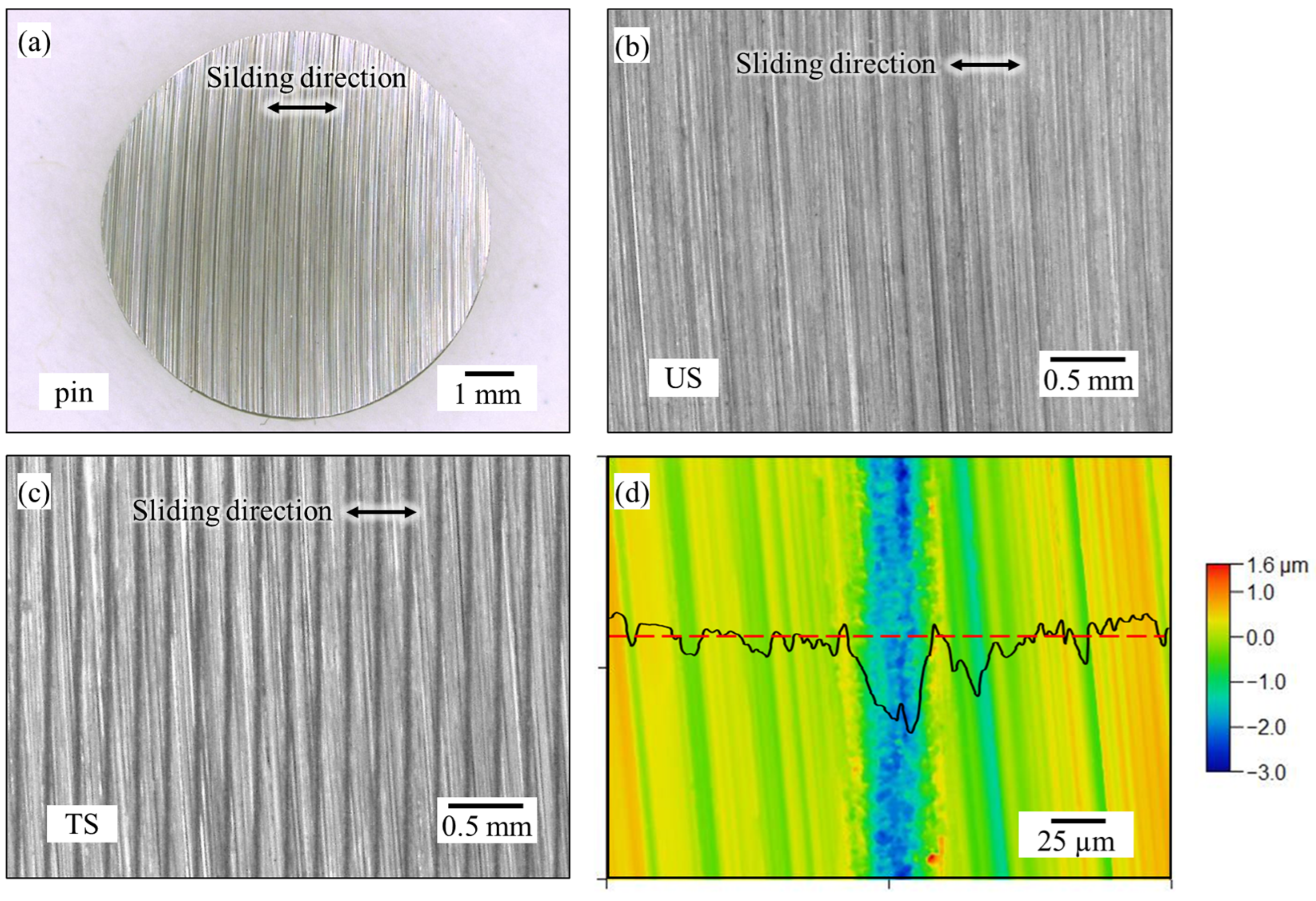
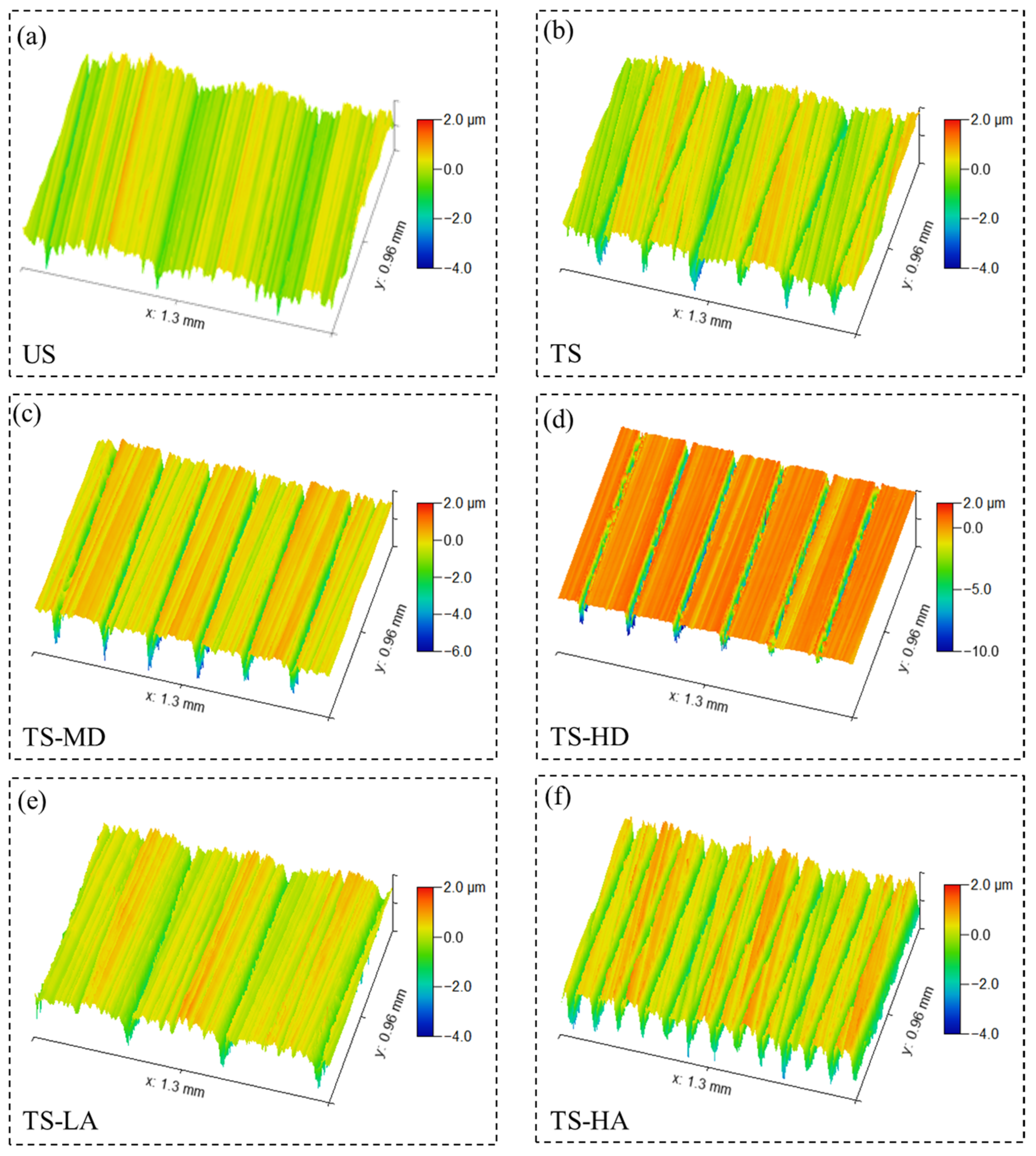
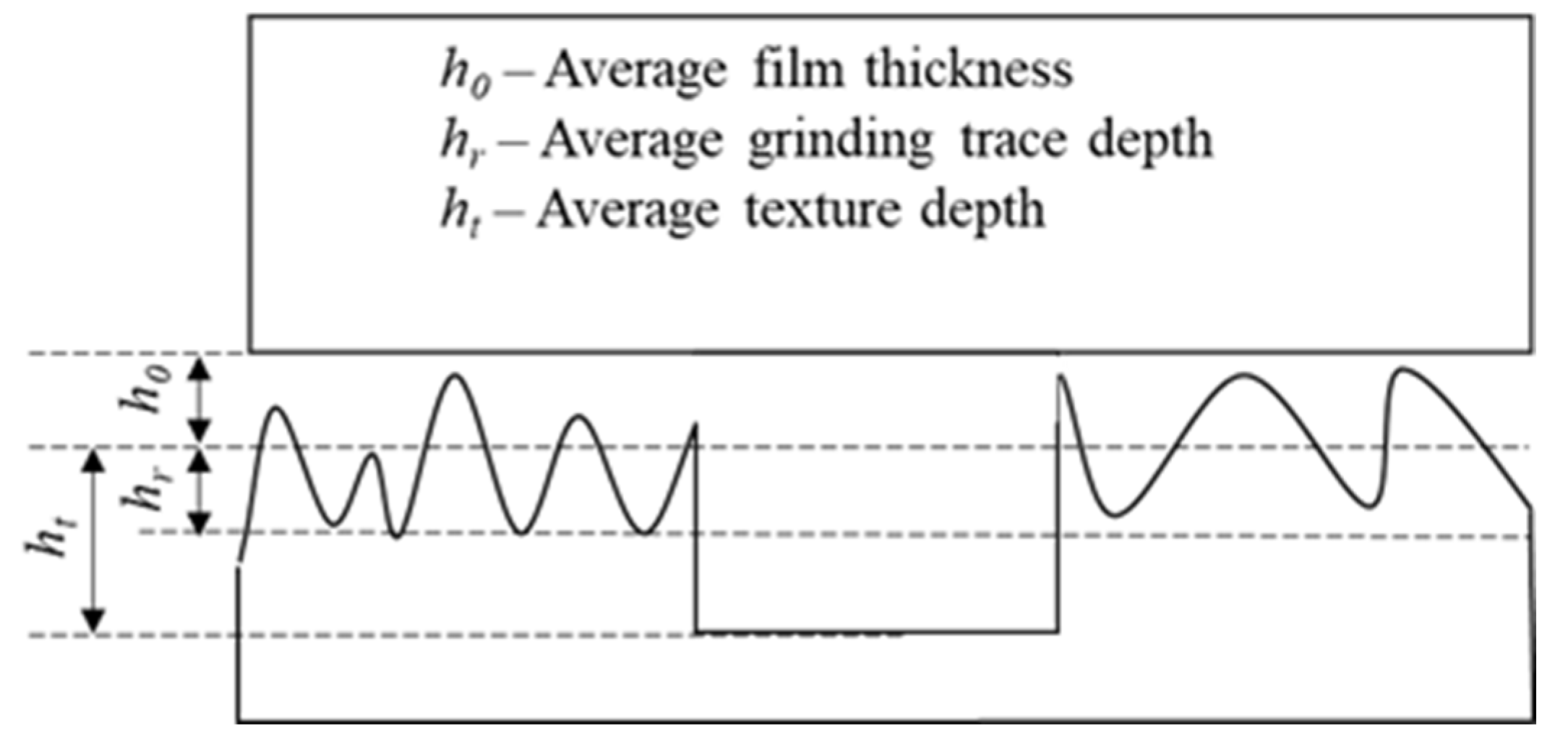
3.1. Surface Characterization
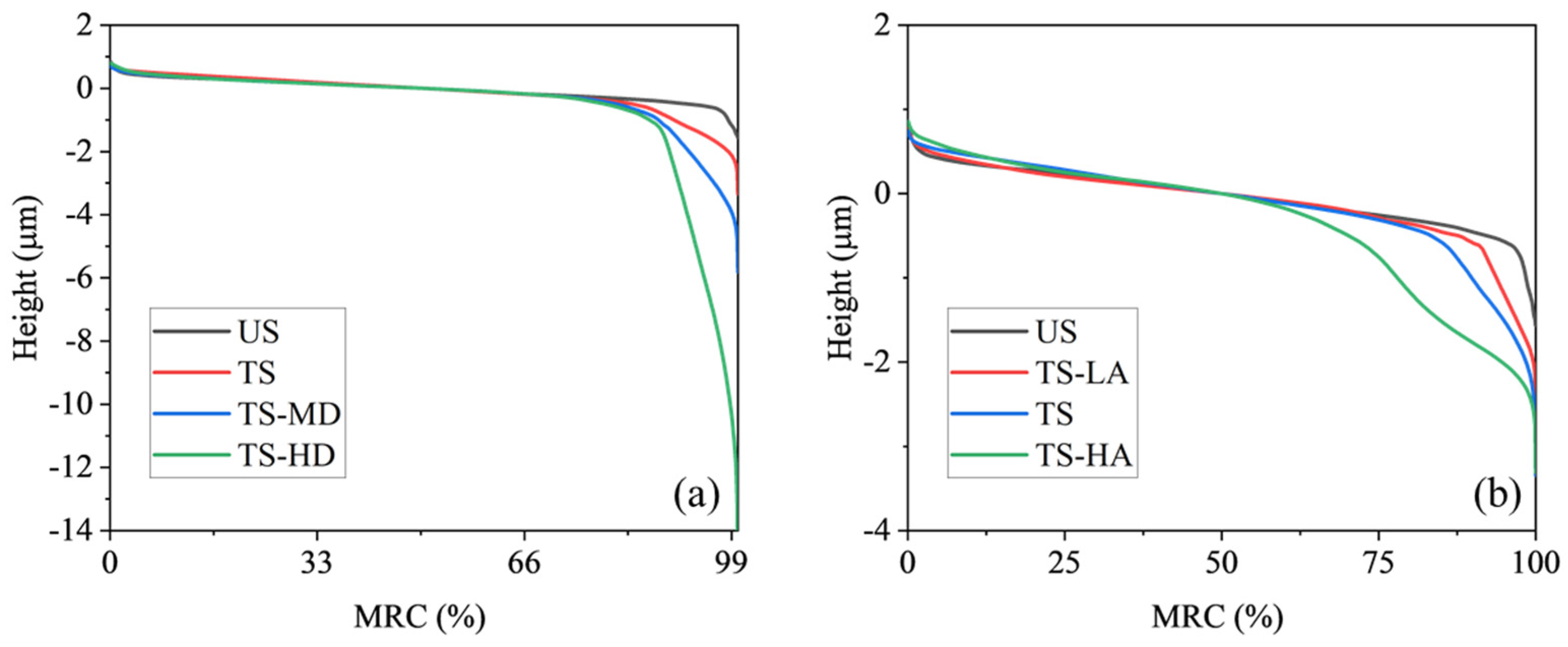
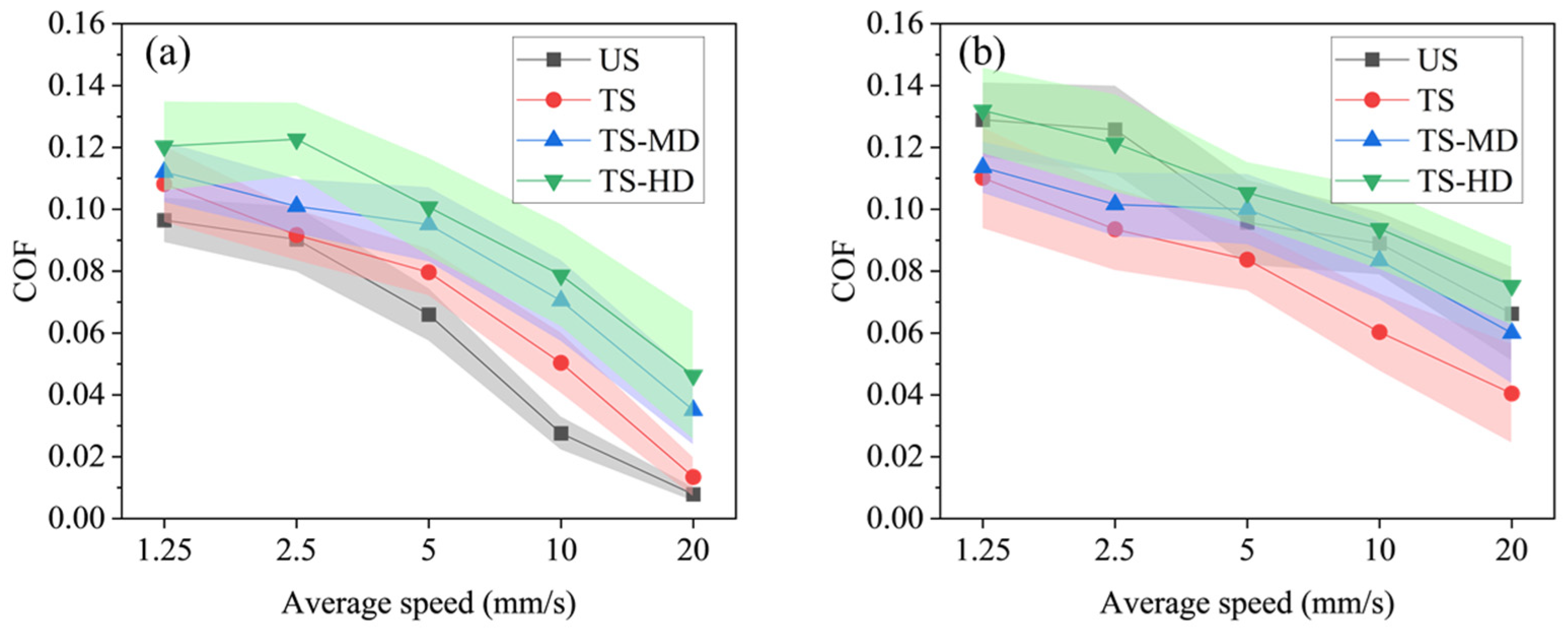
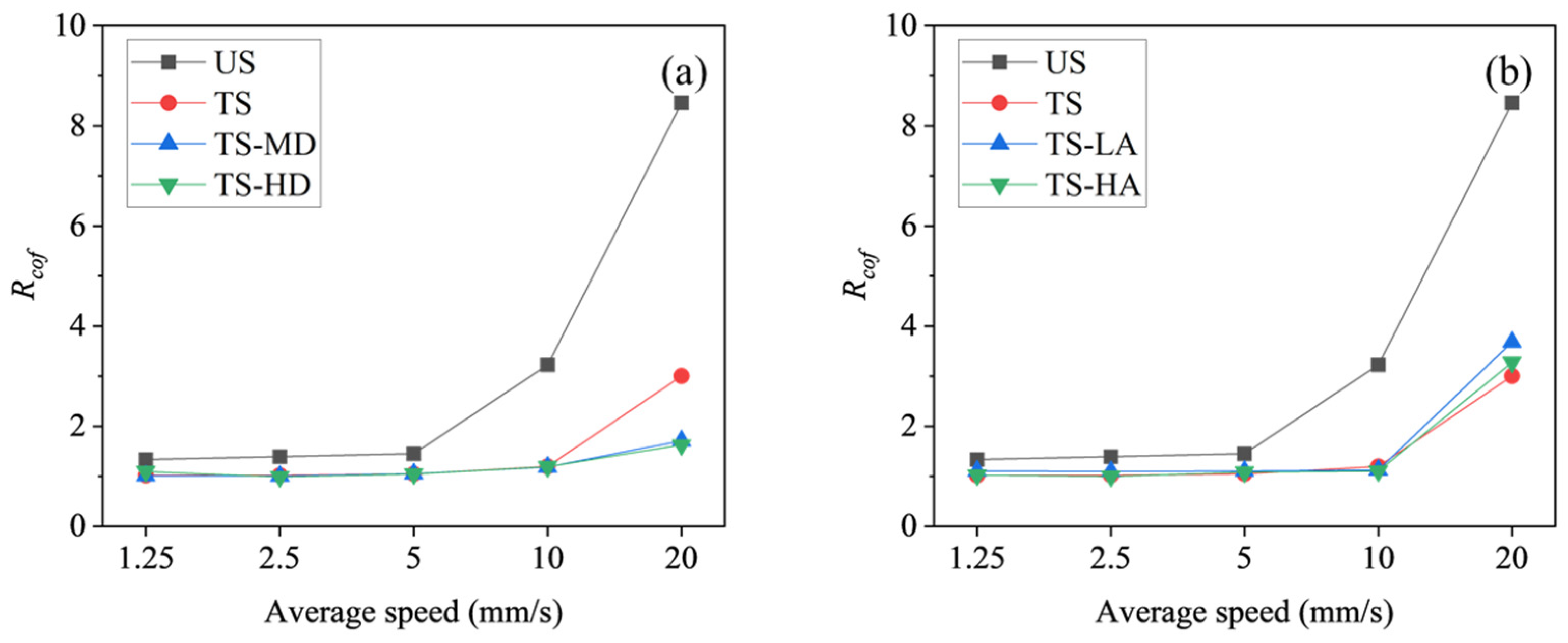
3.2. Influence of the Texture Depth
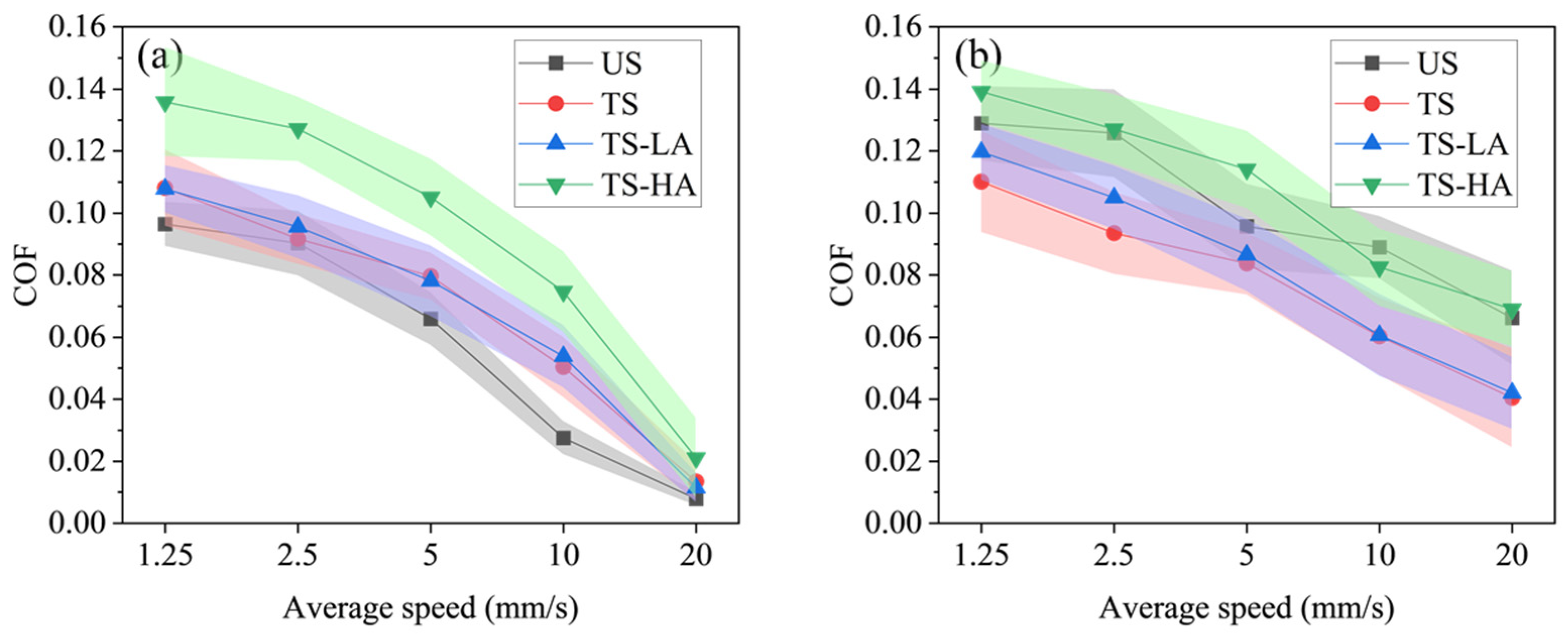
3.3. Influence of the Texture Area Density
4. Discussion
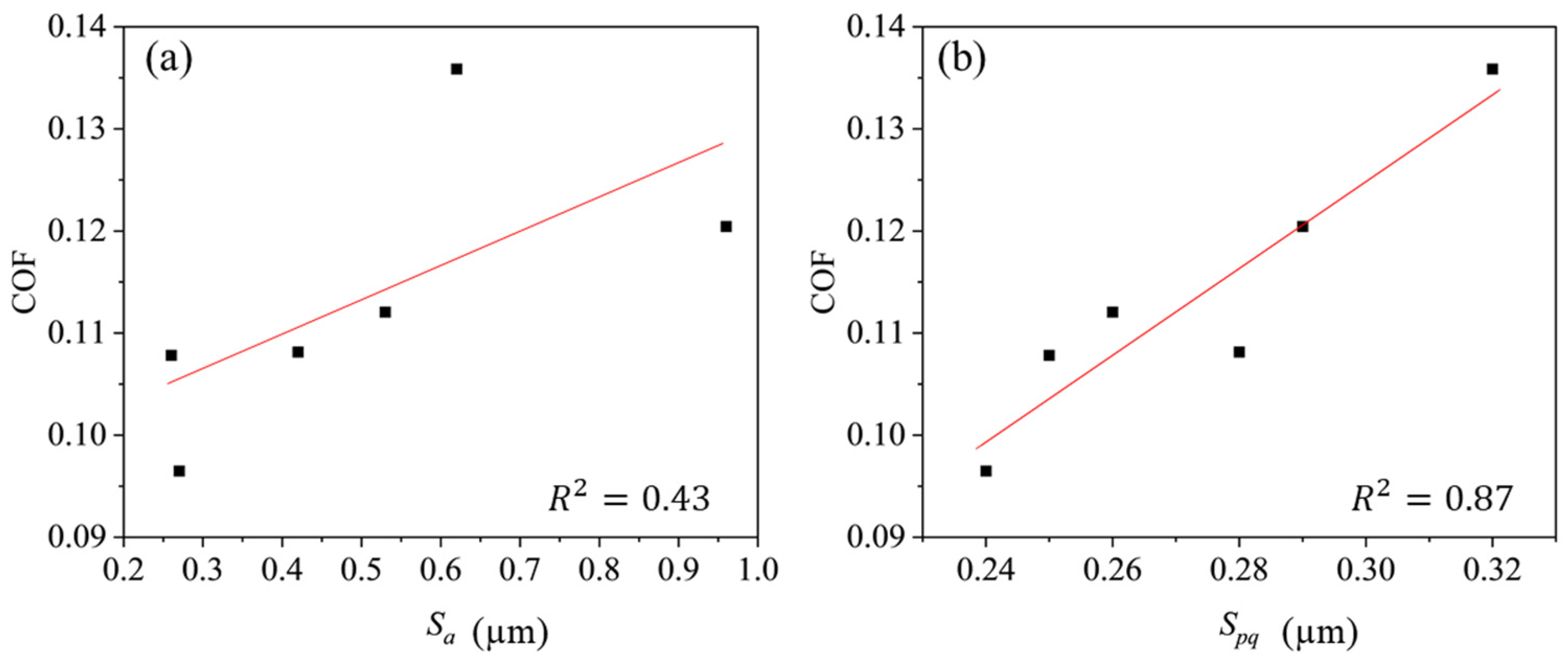
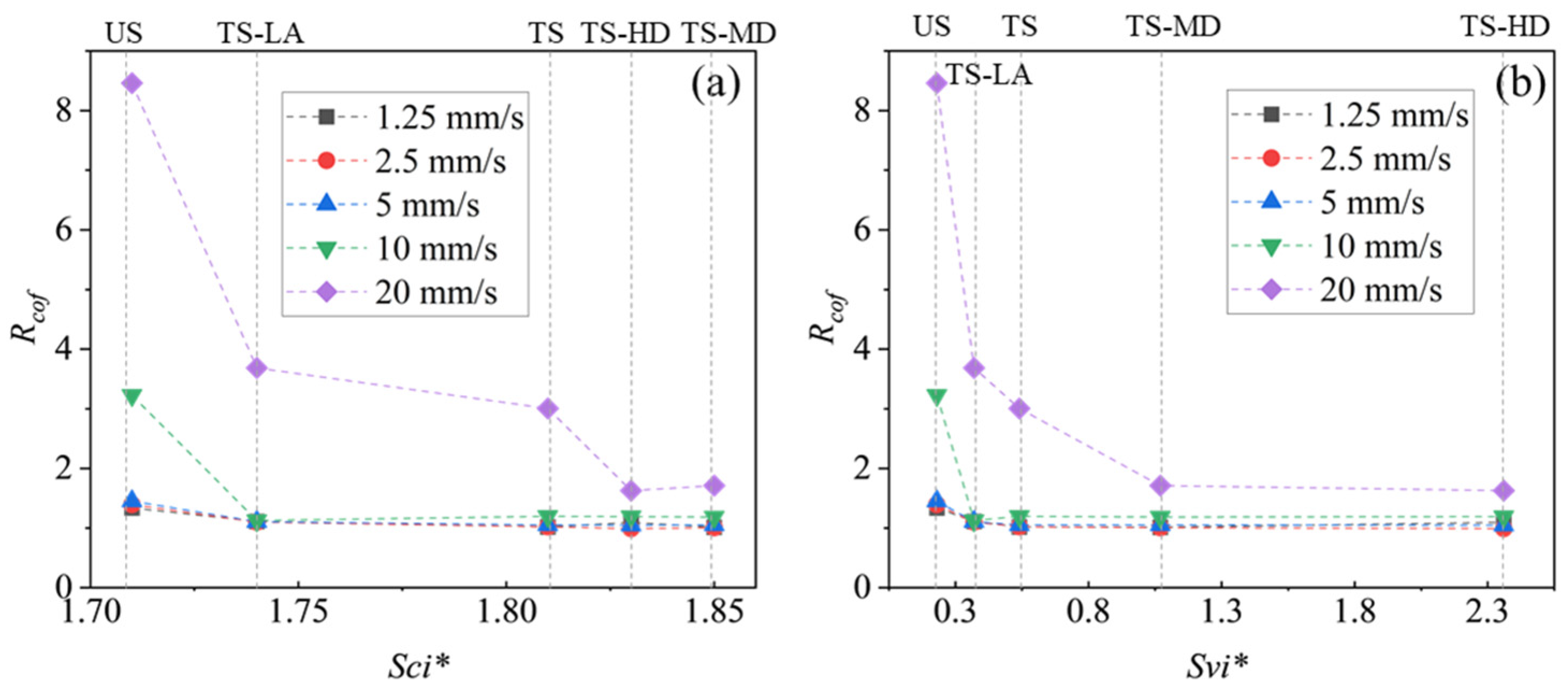
4.1. Surface Roughness
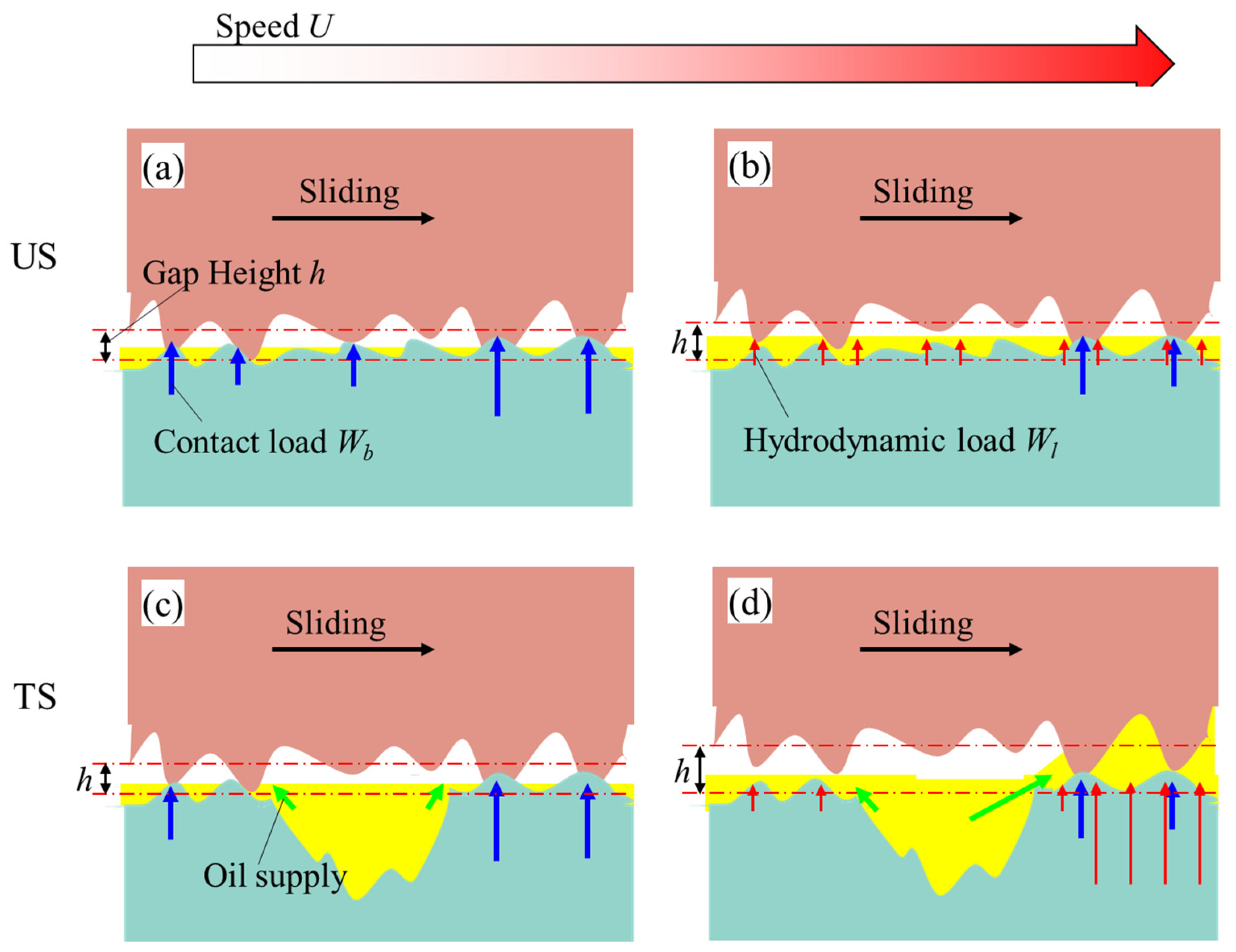
4.2. Immerged Lubrication
4.3. Limited Lubrication
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A
References
- Holmberg, K.; Erdemir, A. Influence of tribology on global energy consumption, costs and emissions. Friction 2017, 5, 263–284. [Google Scholar] [CrossRef]
- Etsion, I.; Kligerman, Y.; Halperin, G. Analytical and experimental investigation of laser-textured mechanical seal faces. Tribol. Trans. 1999, 42, 511–516. [Google Scholar] [CrossRef]
- Braun, D.; Greiner, C.; Schneider, J.; Gumbsch, P. Efficiency of laser surface texturing in the reduction of friction under mixed lubrication. Tribol. Int. 2014, 77, 142–147. [Google Scholar] [CrossRef]
- Gachot, C.; Rosenkranz, A.; Hsu, S.M.; Costa, H.L. A critical assessment of surface texturing for friction and wear improvement. Wear 2017, 372, 21–41. [Google Scholar] [CrossRef]
- Gropper, D.; Wang, L.; Harvey, T.J. Hydrodynamic lubrication of textured surfaces: A review of modeling techniques and key findings. Tribol. Int. 2016, 94, 509–529. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Grützmacher, P.G.; Gachot, C.; Costa, H.L. Surface texturing in machine elements- a critical discussion for rolling and sliding contacts. Adv. Eng. Mater. 2019, 21, 1900194. [Google Scholar] [CrossRef]
- Marian, M.; Almqvist, A.; Rosenkranz, A.; Fillon, M. Numerical micro-texture optimization for lubricated contacts-a critical discussion. Friction 2022, 10, 1772–1809. [Google Scholar] [CrossRef]
- Patir, N.; Cheng, H. An average flow model for determining effects of three- dimensional roughness on partial hydrodynamic lubrication. ASME J. Lubr. Technol. 1978, 100, 12–17. [Google Scholar] [CrossRef]
- Patir, N.; Cheng, H. Application of average flow model to lubrication between rough sliding surfaces. ASME J. Lubr. Technol. 1979, 101, 220–229. [Google Scholar] [CrossRef]
- Phan-Thien, N. Hydrodynamic lubrication of rough surfaces. Proc. Math. Phys. Eng. Sci. 1982, 383, 439–446. [Google Scholar] [CrossRef]
- Allaire, G. Homogenization and two-scale convergence. SIAM J. Math. Anal. 1992, 23, 1482–1518. [Google Scholar] [CrossRef]
- Rom, M.; König, F.; Müller, S.; Jacobs, G. Why homogenization should be the averaging method of choice in hydrodynamic lubrication. Appl. Eng. Sci. 2021, 7, 100055. [Google Scholar] [CrossRef]
- Grützmacher, P.G.; Profito, F.J.; Rosenkranz, A. Multi-scale surface texturing in tribology-current knowledge and future perspectives. Lubricants 2019, 7, 95. [Google Scholar] [CrossRef]
- Spencer, A.; Almqvist, A.; Larsson, R. A semi-deterministic texture-roughness model of the piston ring-cylinder liner contact. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2011, 225, 325–333. [Google Scholar] [CrossRef]
- Brunetière, N.; Tournerie, B. Numerical analysis of a surface-textured mechanical seal operating in mixed lubrication regime. Tribol. Int. 2012, 49, 80–89. [Google Scholar] [CrossRef]
- Gu, C.; Meng, X.; Wang, S.; Ding, X. Study on the mutual influence of surface roughness and texture features of rough-textured surfaces on the tribological properties. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2021, 235, 256–273. [Google Scholar] [CrossRef]
- Podgornik, B.; Vilhena, L.M.; Sedlacek, M.; Rek, Z.; Zun, I. Effectiveness and design of surface texturing for different lubrication regimes. Meccanica 2012, 47, 1613–1622. [Google Scholar] [CrossRef]
- Sedlacek, M.; Podgornik, B.; Vizintin, J. Planning surface texturing for reduced friction in lubricated sliding using surface roughness parameters skewness and kurtosis. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2012, 226, 661–667. [Google Scholar] [CrossRef]
- Sedlacek, M.; Gregorcic, P.; Podgornik, B. Use of the roughness parameters Ssk and Sku to control friction—A method for designing surface texturing. Tribol. Trans. 2017, 60, 260–266. [Google Scholar] [CrossRef]
- Meylan, B.; Saeidi, F.; Wasmer, K. Effect of surface texturing on cast iron reciprocating against steel under cyclic loading in boundary and mixed lubrication conditions. Lubricants 2018, 6, 2. [Google Scholar] [CrossRef]
- Yue, H.; Deng, J.; Zhang, Y.; Meng, Y.; Zou, X. Characterization of the textured surfaces under boundary lubrication. Tribol. Int. 2020, 151, 106359. [Google Scholar] [CrossRef]
- Zum Gahr, K.H.; Wahl, R.; Wauthier, K. Experimental study of the effect of microtexturing on oil lubricated ceramic/steel friction pairs. Wear 2009, 267, 1241–1251. [Google Scholar] [CrossRef]
- Wahl, R.; Schneider, J.; Gumbsch, P. Influence of the real geometry of the protrusions in micro textured surfaces on frictional behaviour. Tribol. Lett. 2012, 47, 447–453. [Google Scholar] [CrossRef]
- Stephens, L.; Siripuram, R.; Hayden, M.; McCartt, B. Deterministic micro asperities on bearings and seals using a modified liga process. J. Eng. Gas. Turbines Power 2004, 126, 147–154. [Google Scholar] [CrossRef]
- Vlădescu, S.C.; Olver, A.V.; Pegg, I.G.; Reddyhoff, T. Combined friction and wear reduction in a reciprocating contact through laser surface texturing. Wear 2016, 358, 51–61. [Google Scholar] [CrossRef]
- Huang, J.; Guan, Y.; Ramakrishna, S. Tribological behavior of femtosecond laser-textured leaded brass. Tribol. Int. 2021, 162, 107115. [Google Scholar] [CrossRef]
- Biboulet, N.; Bouassida, H.; Lubrecht, A. Cross hatched texture influence on the load carrying capacity of oil control rings. Tribol. Int. 2015, 82, 12–19. [Google Scholar] [CrossRef]
- Pettersson, U.; Jacobson, S. Textured surfaces in sliding boundary lubricated contacts-mechanisms, possibilities and limitations. Tribol.—Mater. Surf. Interfaces 2007, 1, 181–189. [Google Scholar] [CrossRef]
- Schneider, J.; Braun, D.; Greiner, C. Laser textured surfaces for mixed lubrication: Influence of aspect ratio, textured area and dimple arrangement. Lubricants 2017, 5, 32. [Google Scholar] [CrossRef]
- Kovalchenko, A.; Ajayi, O.; Erdemir, A.; Fenske, G.; Etsion, I. The effect of laser surface texturing on transitions in lubrication regimes during unidirectional sliding contact. Tribol. Int. 2005, 38, 219–225. [Google Scholar] [CrossRef]
- Wos, S.; Koszela, W.; Dzierwa, A.; Pawlus, P. Effects of operating conditions and pit area ratio on the coefficient of friction of textured assemblies in lubricated reciprocating sliding. Materials 2022, 15, 7199. [Google Scholar] [CrossRef] [PubMed]
- Codrignani, A.; Frohnapfel, B.; Magagnato, F.; Schreiber, P.; Schneider, J.; Gumbsch, P. Numerical and experimental investigation of texture shape and position in the macroscopic contact. Tribol. Int. 2018, 122, 46–57. [Google Scholar] [CrossRef]
- Bhushan, B. Introduction to Tribology; John Wiley & Sons: New York, NY, USA, 2013. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, D.; Hua, M.; Dong, G.; Chin, K. A study on the tribological behavior of surface texturing on babbitt alloy under mixed or starved lubrication. Tribol. Lett. 2014, 56, 305–315. [Google Scholar] [CrossRef]
- Saeidi, F.; Meylan, B.; Hoffmann, P.; Wasmer, K. Effect of surface texturing on cast iron reciprocating against steel under starved lubrication conditions: A parametric study. Wear 2016, 348, 17–26. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R. Functional importance of honed cylinder liner surface texture: A review. Tribol. Int. 2022, 167, 107409. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Surface | Texture | Texture Depth (µm) | Texture Area Density (%) |
|---|---|---|---|
| US | No | -- | -- |
| TS | Yes | 1 | 15 |
| TS-MD | Yes | 4 | 15 |
| TS-HD | Yes | 7 | 15 |
| TS-LA | Yes | 1 | 7.5 |
| TS-HA | Yes | 1 | 30 |
| Surface | (µm) | (µm) | (µm) | |||
|---|---|---|---|---|---|---|
| US | 0.27 | 0.34 | 0.24 | 0.58 | 1.71 | 0.18 |
| TS | 0.42 | 0.60 | 0.28 | 0.55 | 1.81 | 0.49 |
| TS-MD | 0.53 | 0.95 | 0.26 | 0.58 | 1.85 | 1.02 |
| TS-HD | 0.96 | 2.31 | 0.29 | 0.61 | 1.83 | 2.31 |
| TS-LA | 0.26 | 0.41 | 0.25 | 0.58 | 1.74 | 0.32 |
| TS-HA | 0.62 | 0.84 | 0.32 | 0.55 | 2.46 | 0.38 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yue, H.; Schneider, J.; Deng, J. Laser Surface Texturing for Ground Surface: Frictional Effect of Plateau Roughness and Surface Textures under Oil Lubrication. Lubricants 2024, 12, 22. https://doi.org/10.3390/lubricants12010022
Yue H, Schneider J, Deng J. Laser Surface Texturing for Ground Surface: Frictional Effect of Plateau Roughness and Surface Textures under Oil Lubrication. Lubricants. 2024; 12(1):22. https://doi.org/10.3390/lubricants12010022
Chicago/Turabian StyleYue, Hongzhi, Johannes Schneider, and Jianxin Deng. 2024. "Laser Surface Texturing for Ground Surface: Frictional Effect of Plateau Roughness and Surface Textures under Oil Lubrication" Lubricants 12, no. 1: 22. https://doi.org/10.3390/lubricants12010022
APA StyleYue, H., Schneider, J., & Deng, J. (2024). Laser Surface Texturing for Ground Surface: Frictional Effect of Plateau Roughness and Surface Textures under Oil Lubrication. Lubricants, 12(1), 22. https://doi.org/10.3390/lubricants12010022