3.1. Friction and Wear of PTE Material
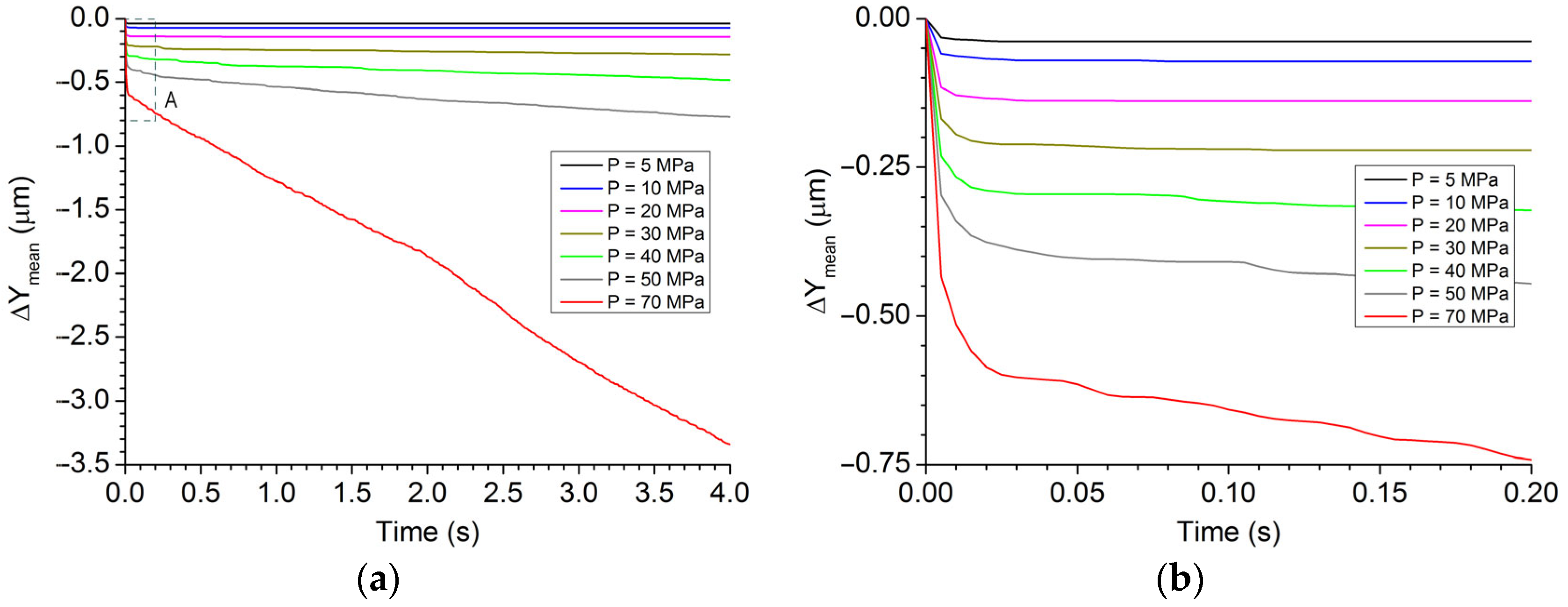
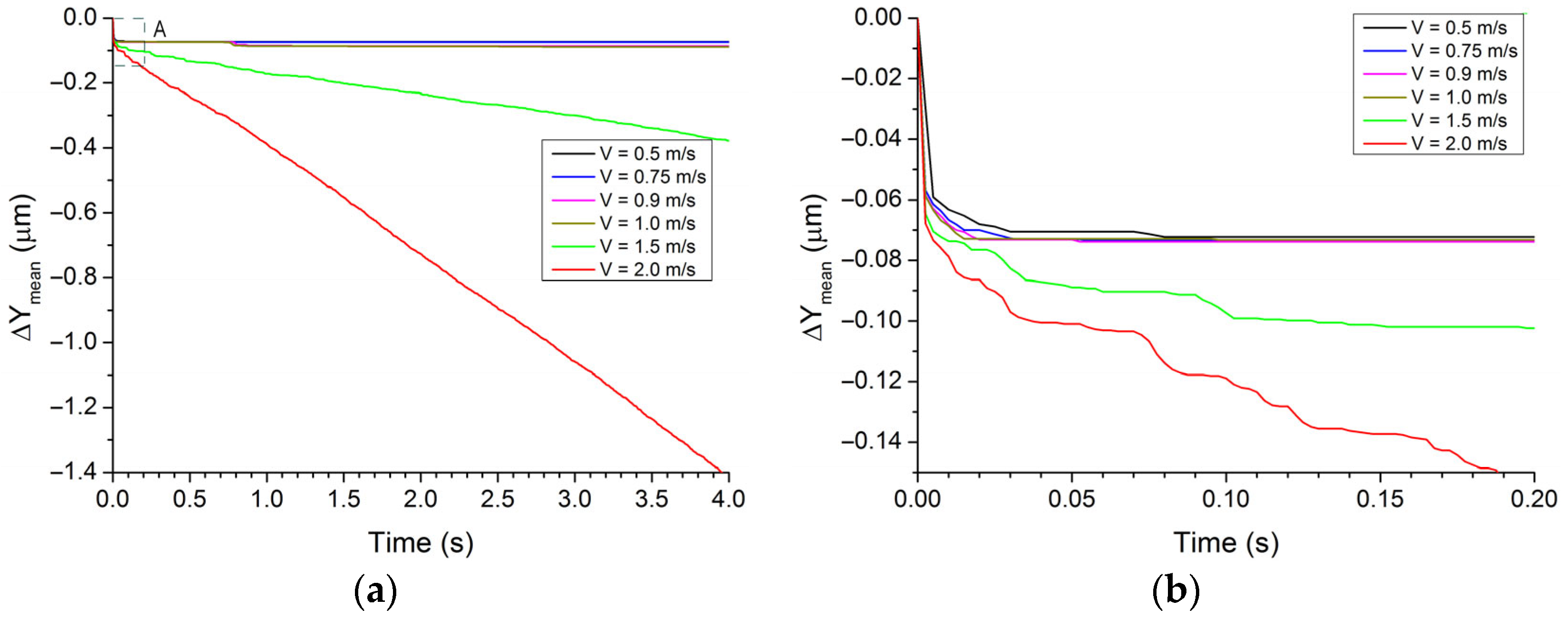
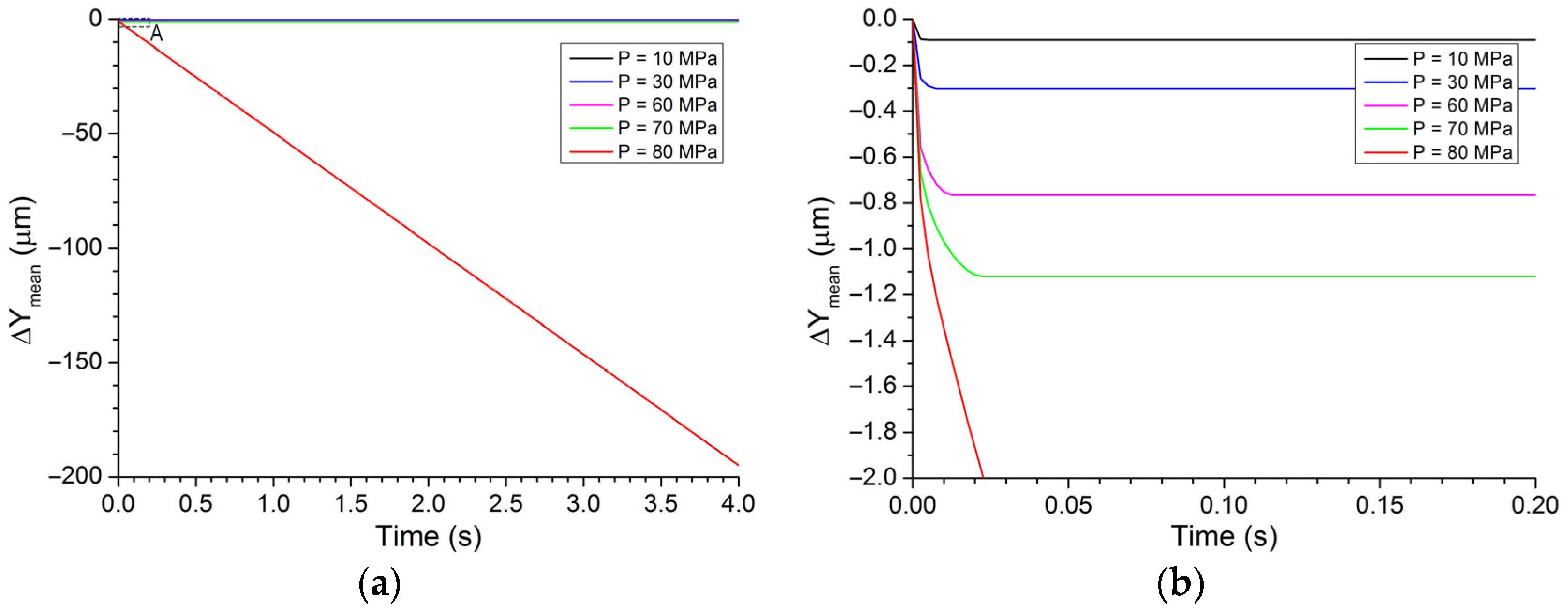
Figure 2 shows typical wear vs. time dependencies for the PTE model material at different applied pressures (σ
Load) and the same sliding velocity (
Vsl). The wear is characterized by a change in the mean position of the surface asperity tips along the
Y-axis (
, where
is the initial value of
Ymean). Here, as well as below, we will present the simulation results only for one of the bodies; for the lower body, it can be observed that the wear mode qualitatively changes with increasing the pressure.
At some “small” σ
Load magnitudes, i.e., below a certain threshold value
(
≈ 30 MPa for the PTE material under consideration), wear occurs only at the initial stage of sliding, for less than 0.1 s (
Figure 2b). After such a running-in stage, the surfaces can interact without wear if no adhesion occurs between them. The amount of wear
increases when contact pressure increases. However, in all cases, it stays less than the roughness
Ra of the initial surface. When
is exceeded, wear becomes continuous, and its rate in the steady state of friction increases non-linearly with the applied pressure. Note that the transition from the running-in stage to the steady wear regime also occurs during the first hundredths of a second.
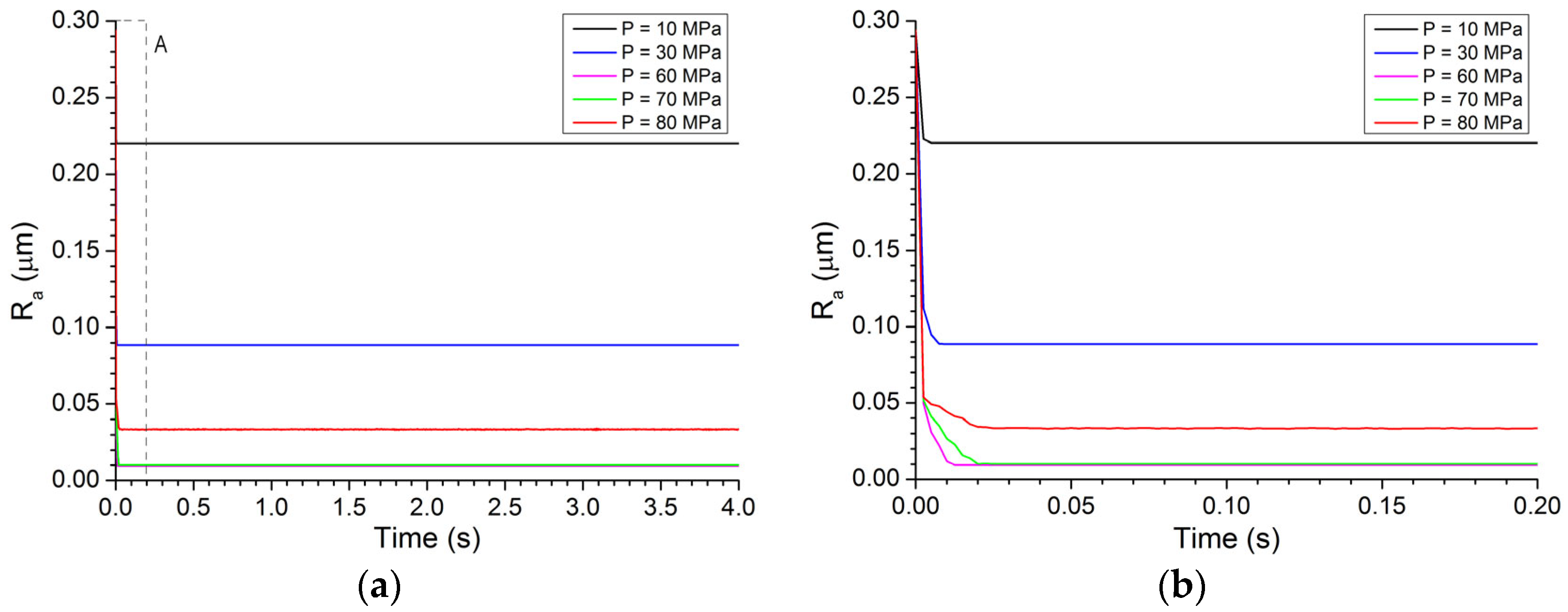
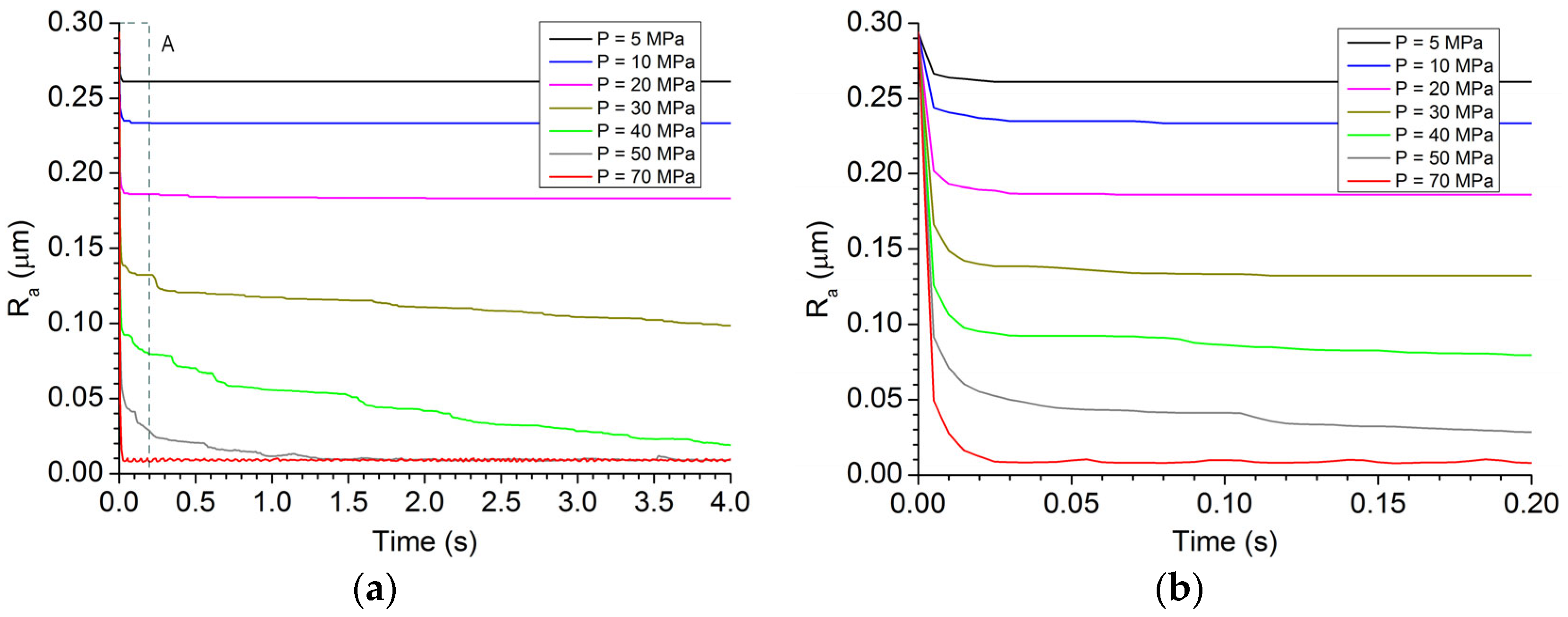
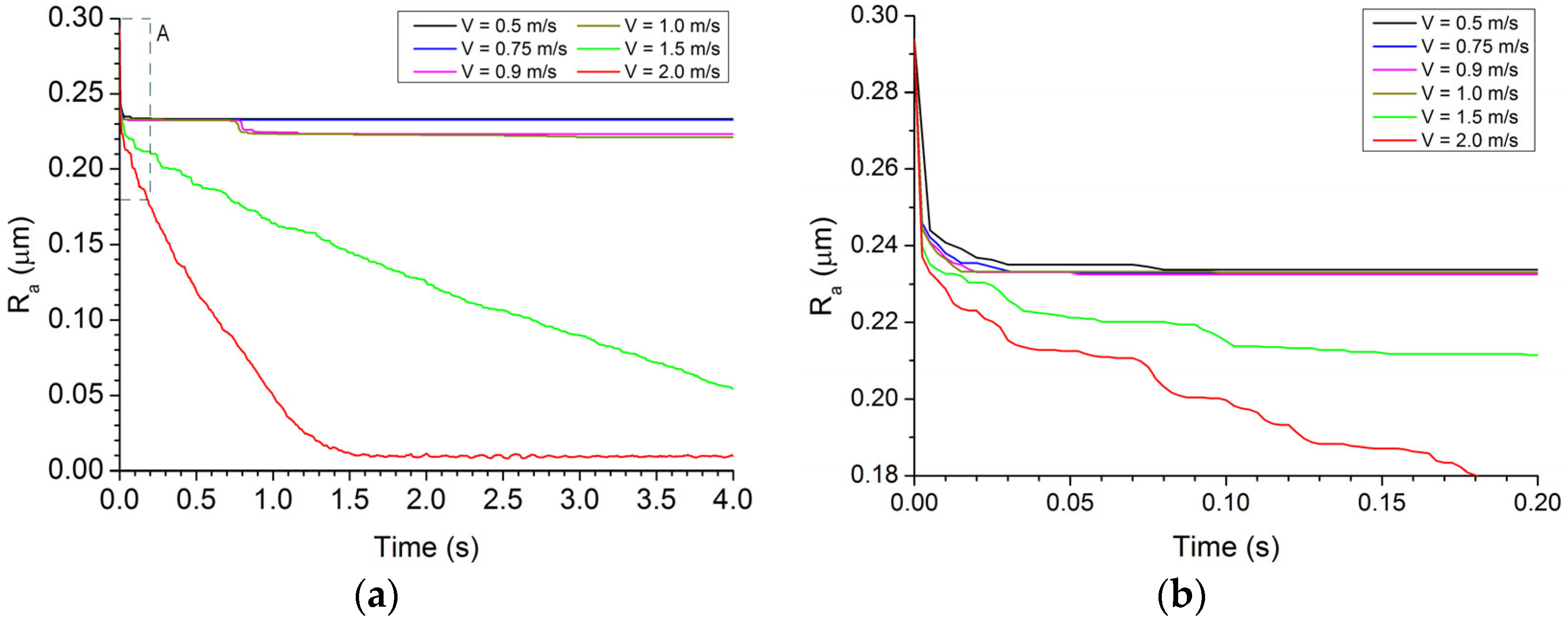
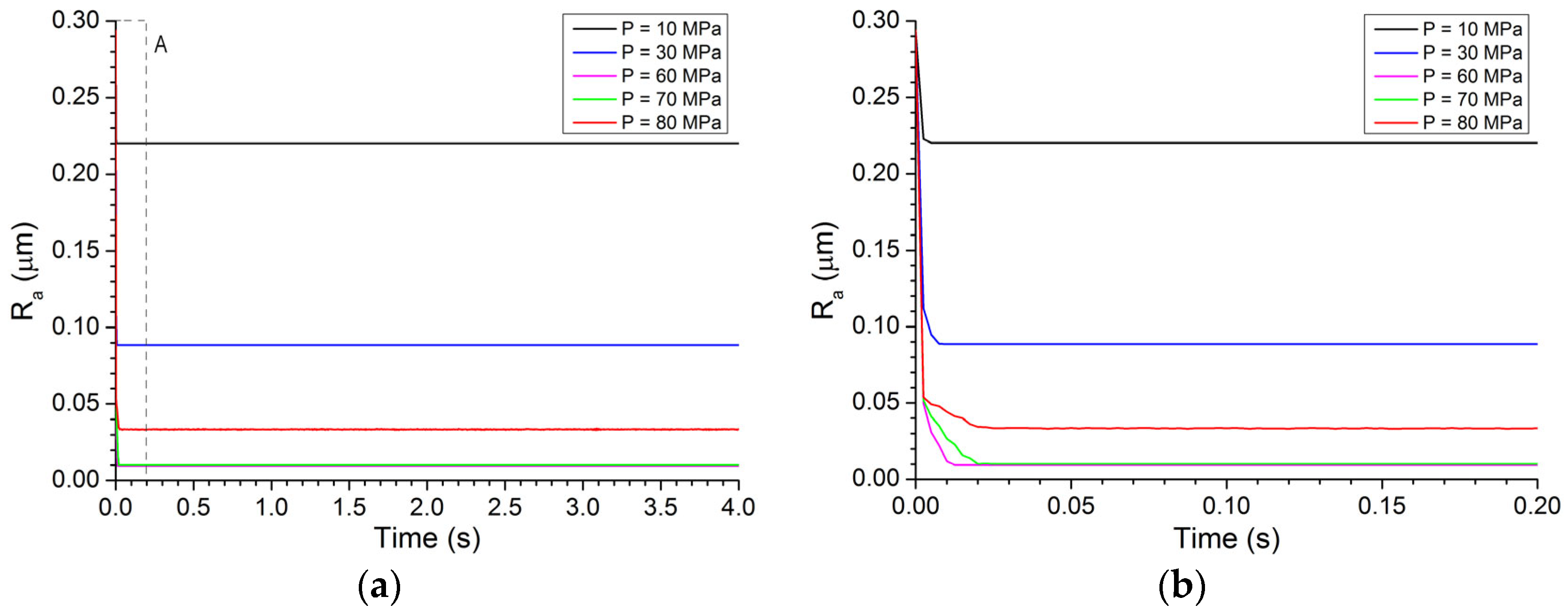
Wear is accompanied by smoothing the initial surface roughness (
Figure 3) as shown by reduction of the
Ra values in sliding. It can be observed that the steady-state value of
Ra consistently decreases with increasing the pressure. At the same time, at low pressures σ
Load when the “wear-free” friction mode is established, the
Ra reduction is not more than 30–35%. With σ
Load >
, the
Ra value dramatically decreases to a certain lower limit (
Ra ≈ 10 nm). Thus, the steady wear regime is characterized by the nanoscale roughness of the worn surfaces. In this regard, two facts should be noted. First, the rate of roughness reduction at a constant sliding speed depends on the degree of excessing the critical pressure. As the ratio σ
Load/
increases, the characteristic time needed for the
Ra to reach a steady level decreases from 10s of seconds to hundredths of a second (the speed of surface smoothing increases by three orders of magnitude). Secondly, the steady nanoscale value of
Ra is the same for all values of σ
Load/
. Its specific value does not depend on the sliding velocity (this will be shown below) and is determined by the material parameters of the rubbing bodies.
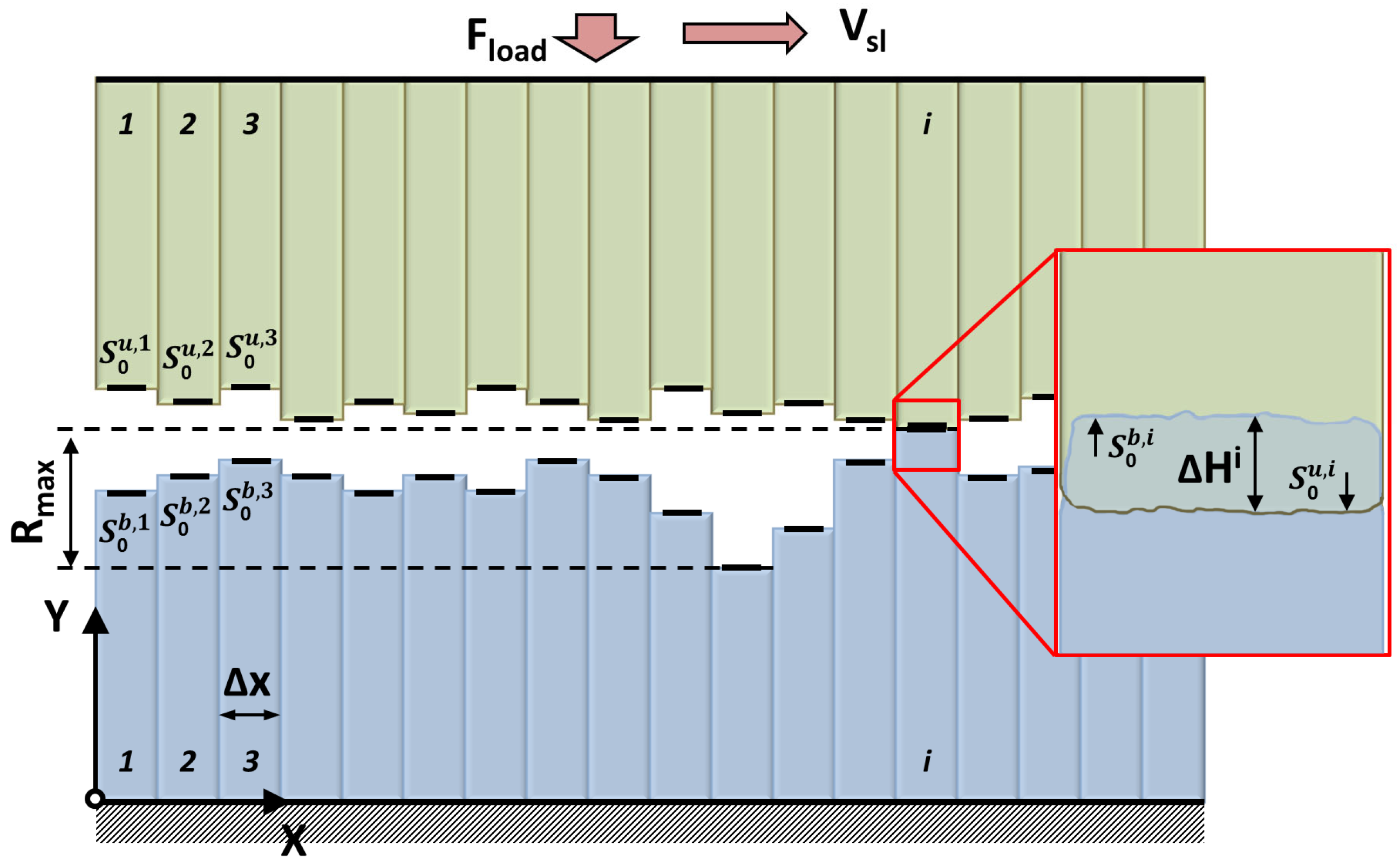
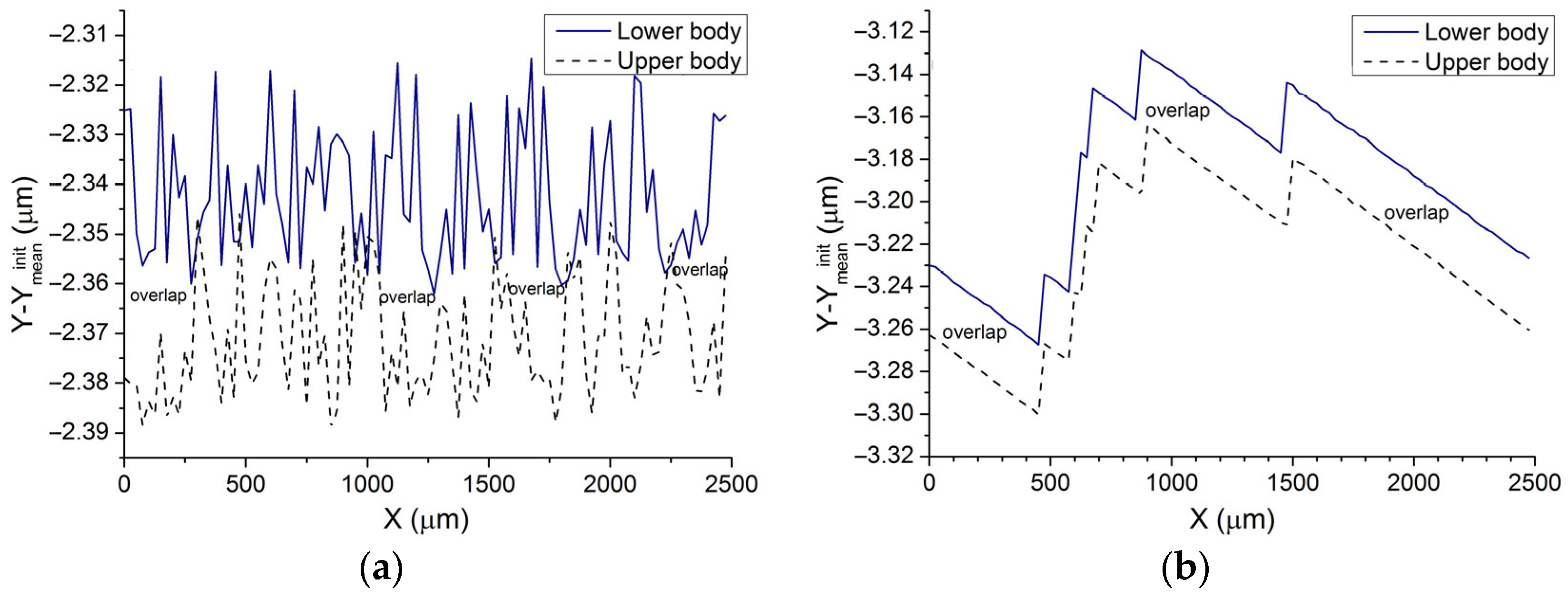
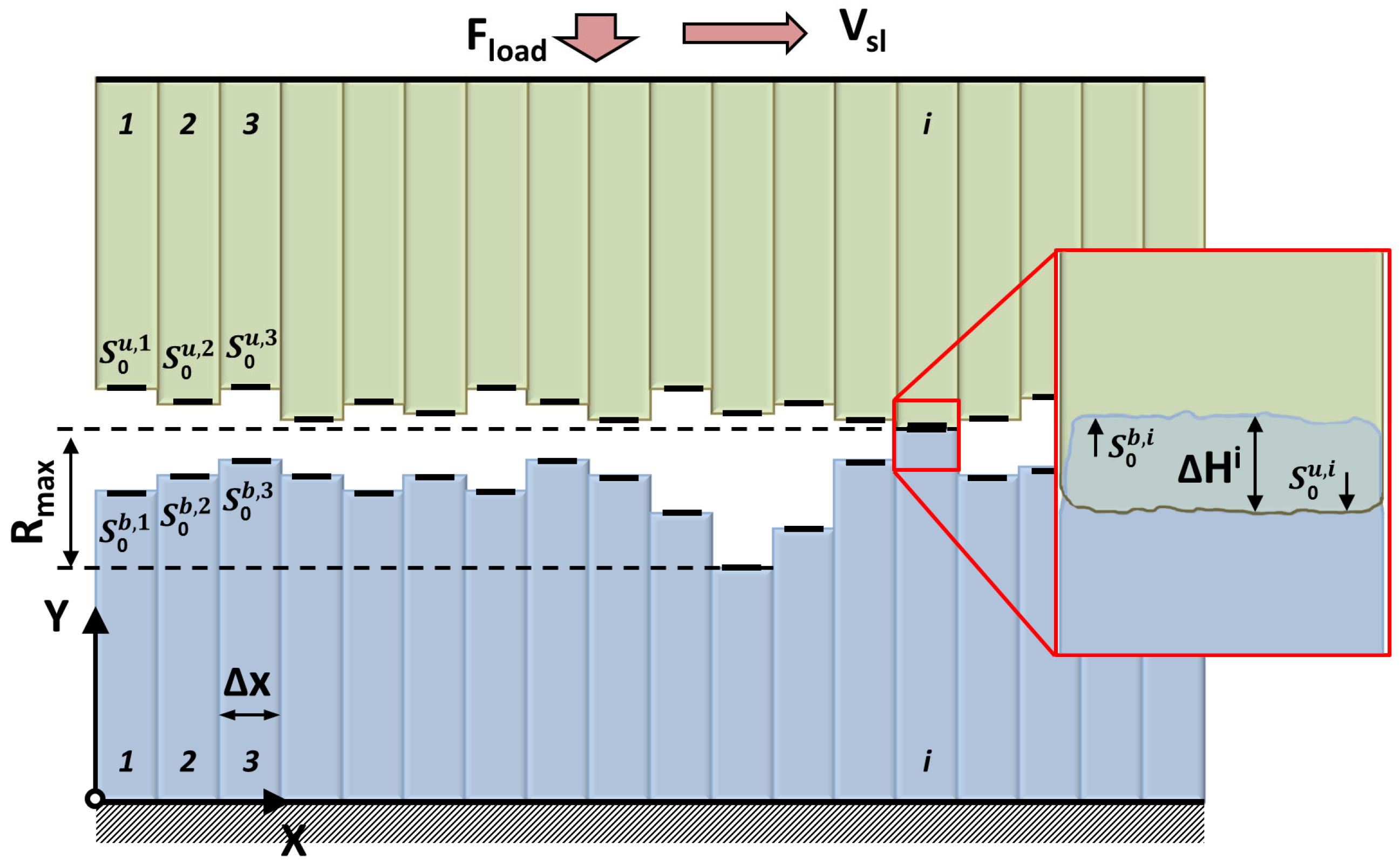
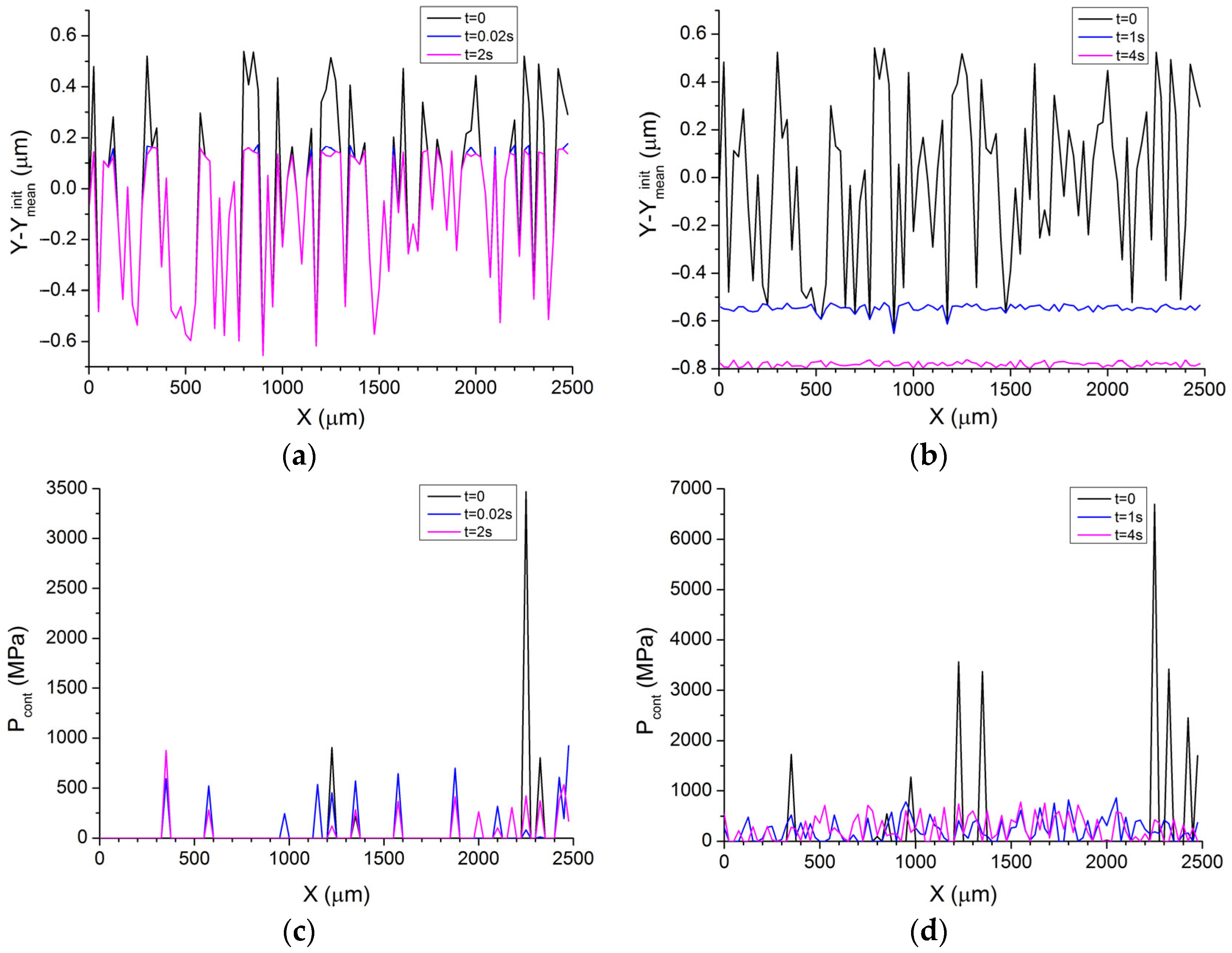
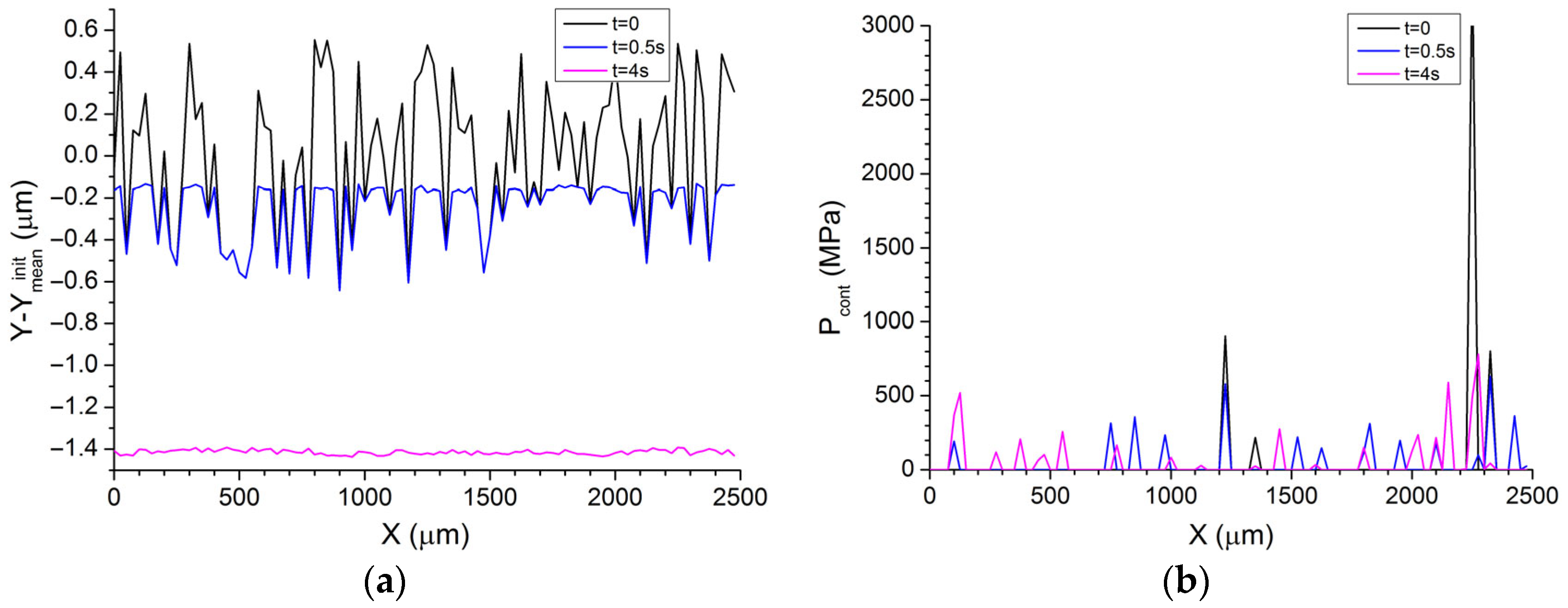
Wear occurs by failure of the highest asperities, which are therefore most highly loaded. In this case, the local wear volume depends on value of the asperity overlapping, i.e., on the local contact pressure. Local contact pressures, in turn, are determined not only by the applied pressure σ
Load but also by the number of contact spots. Smoothing the surface during the running-in stage leads to a multiple increase in the number of contact spots and, accordingly, to reducing the local contact stress and stress leveling over the asperity ensemble.
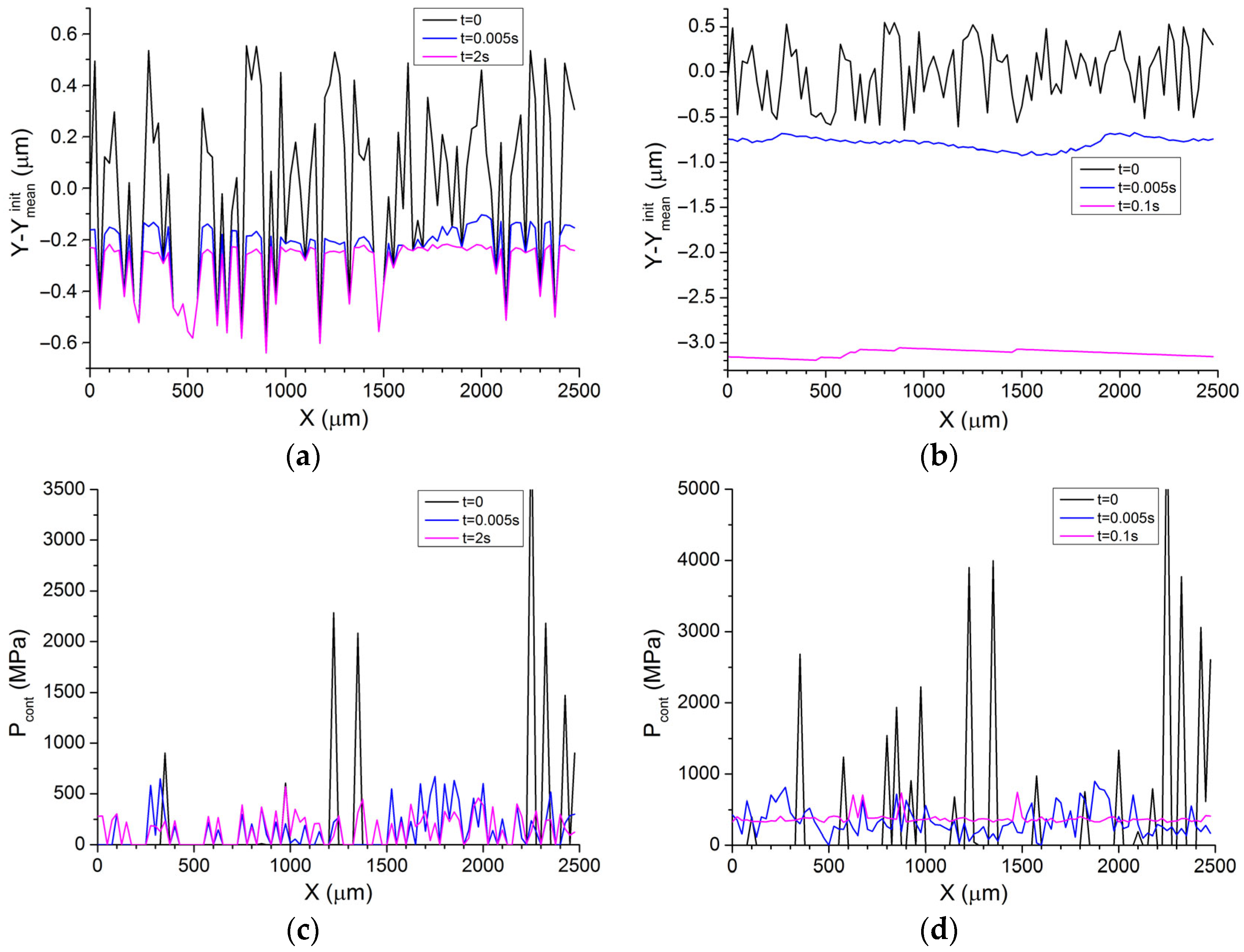
Figure 4 shows the examples of changes occurring to the asperities and local contact pressures during sliding at various values of the applied pressure σ
Load.
Only the highest asperities experience wear at low values of the applied load σLoad < . The corresponding increase in the number of contact spots ensures a decrease in the maximum local pressures to a level at which no further local asperity failure occurs. Such a situation can be characterized as wear-free sliding even if the proportion of contact spots to the total number of asperities is rather small (less than 20%).
When exceeding the critical value of the applied load (σLoad > ), the wear of the highest asperities can no longer provide the necessary reduction in local contact pressures. In other words, there is always a certain number of contact spots at which local stresses exceed their critical value (condition (A15) is fulfilled) and local failure occurs. It is important to note that the wear-free sliding does not occur even when the surface roughness is reduced to the nanoscale value and the percentage of contact spots is more than 50%. Such an unobvious effect is a consequence of frictional heating and thermal expansion of the asperities. Indeed, in the process of relative sliding, the highest asperities of the lower surface occasionally contact those of the upper surfaces and local stresses exceed their critical value with ensuing local failure. At the same time, other asperities may interact without fracture and experience heating with the corresponding thermally induced increasing of their heights. Later, these asperities can be also destroyed when they meet the highest asperities of the opposite surface. The balance of processes of “thermal growth” of asperities and their wear determines the steady value of roughness and wear rate.
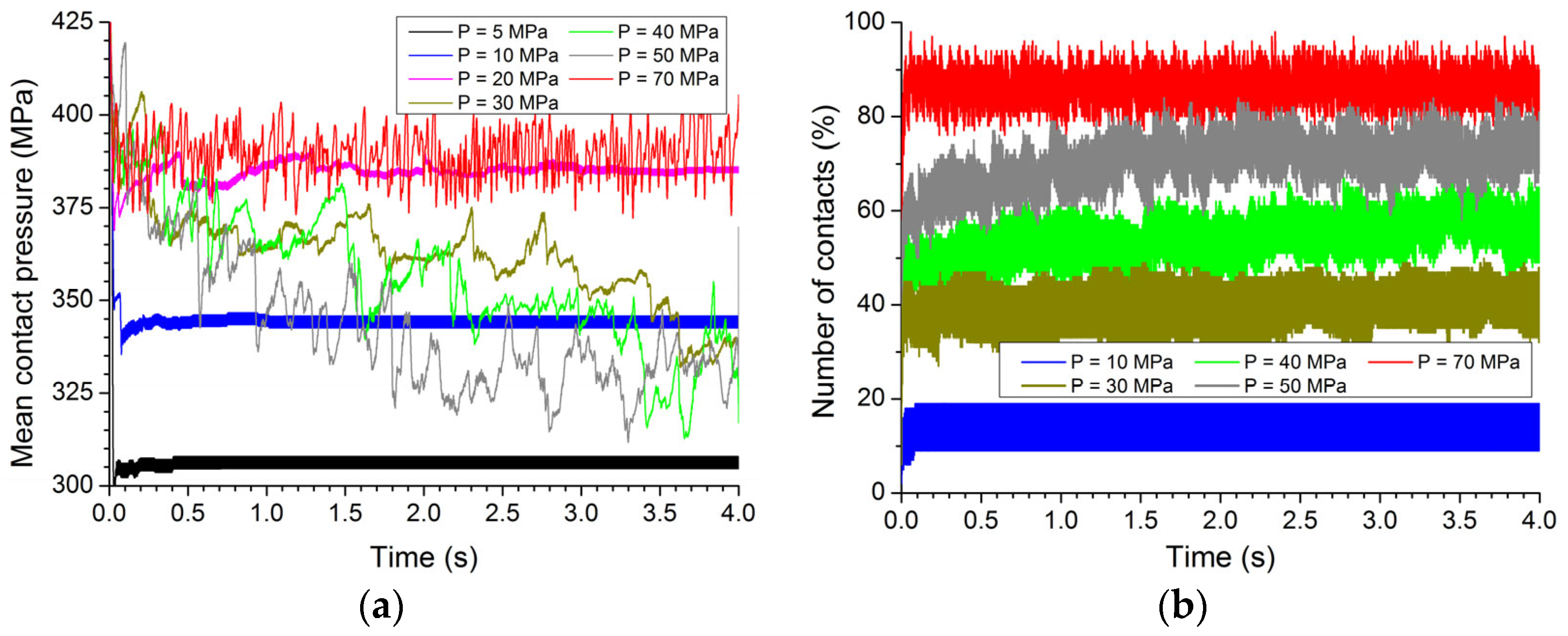
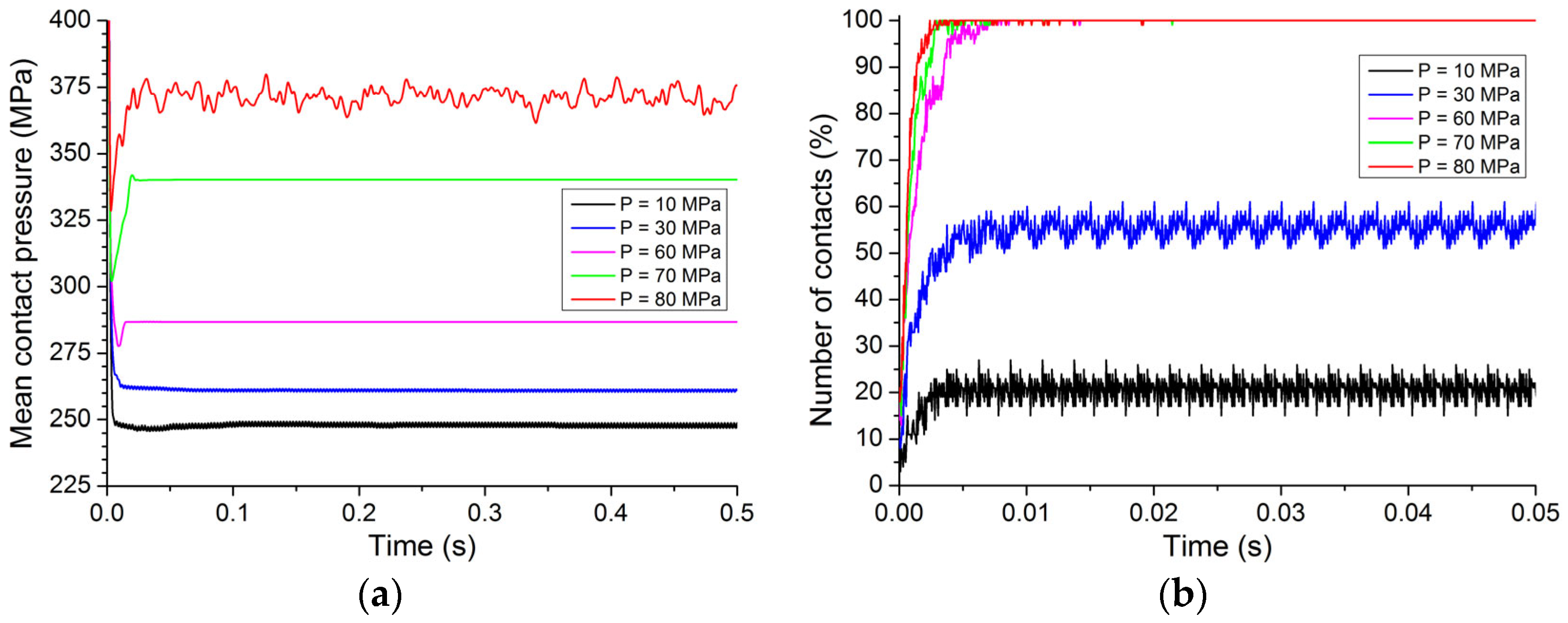
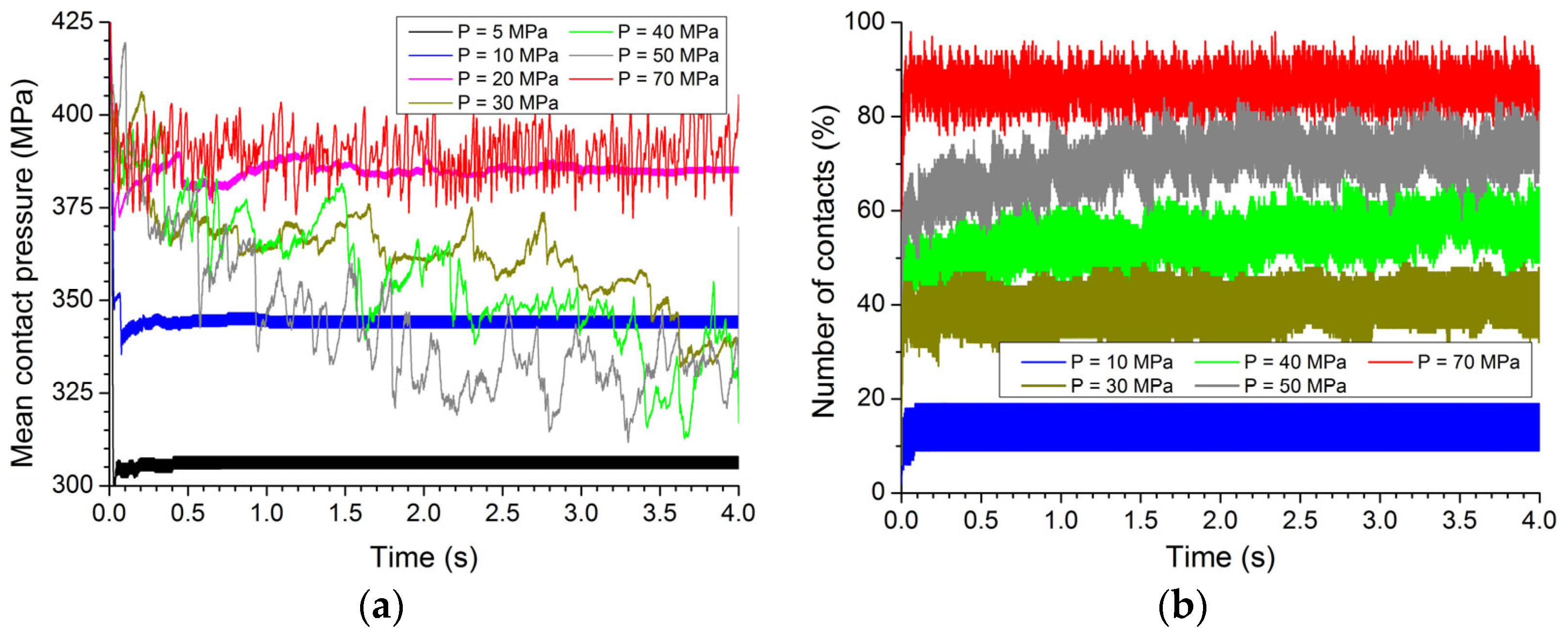
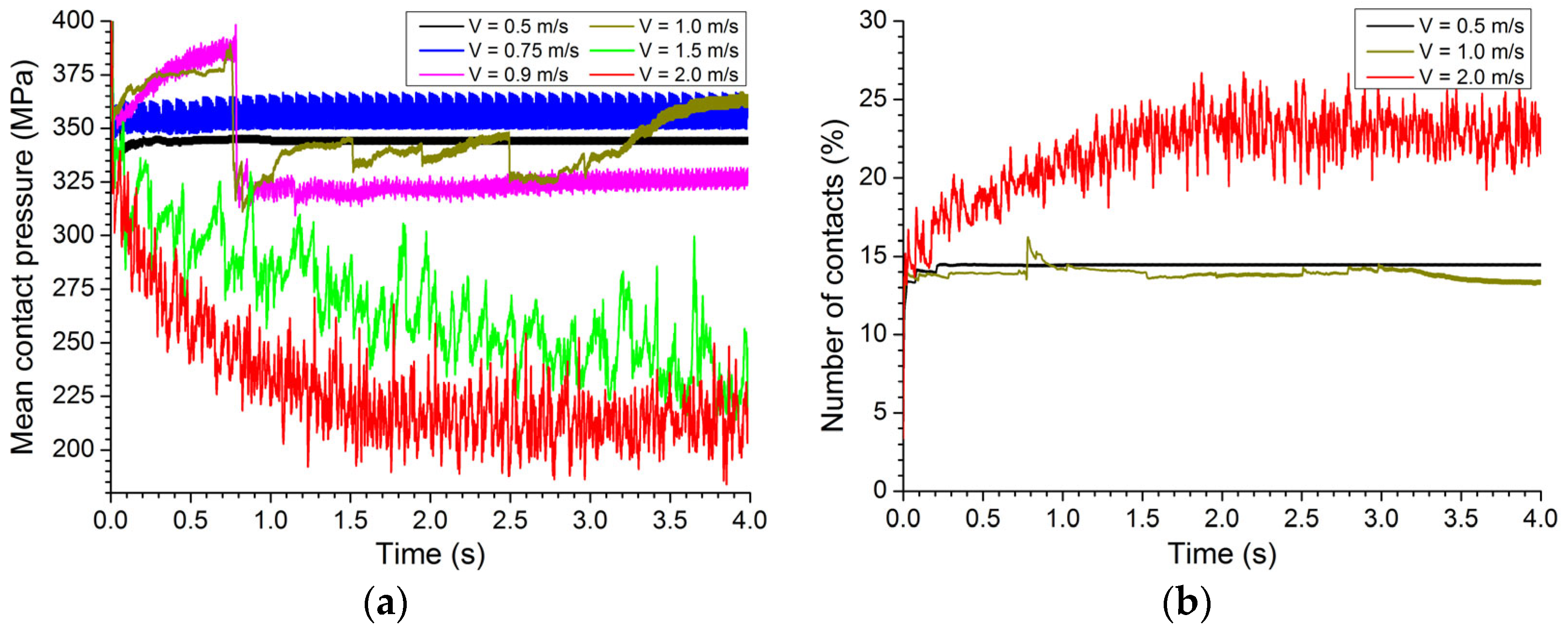
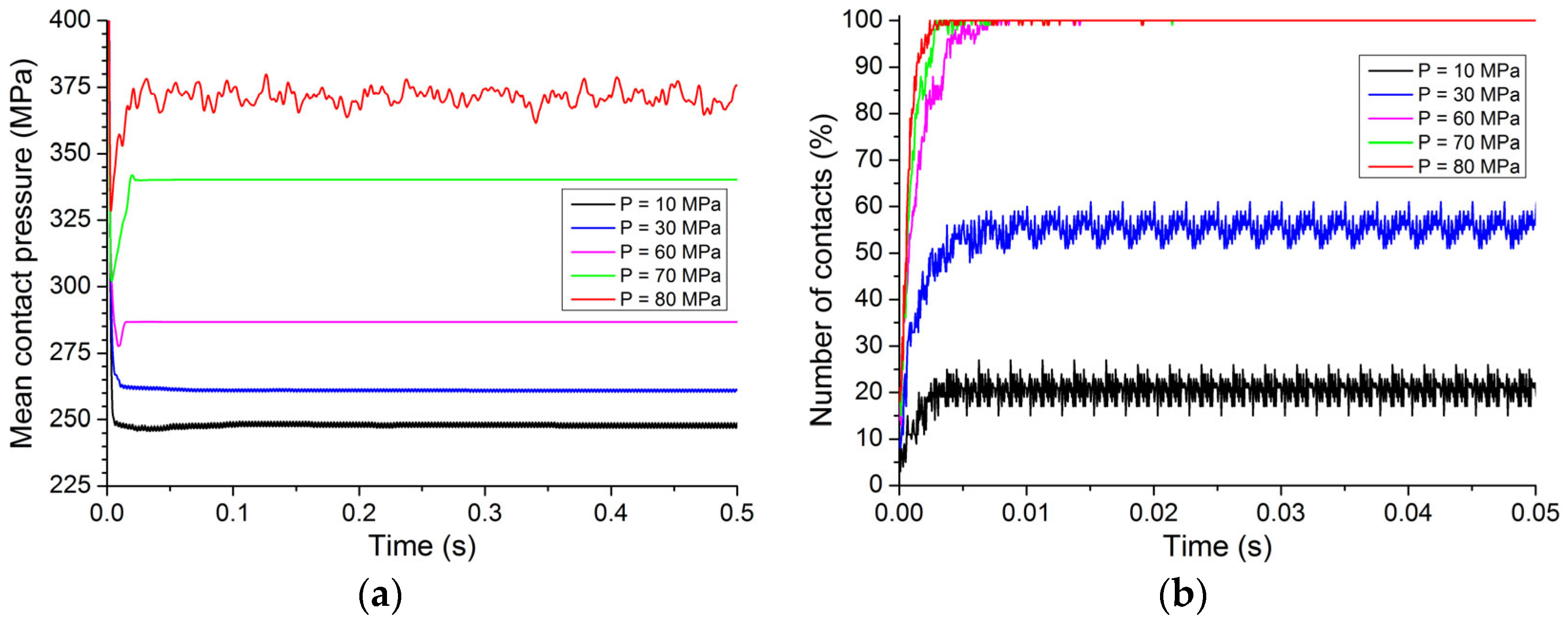
In
Figure 5, it is shown how such integral characteristics as mean contact pressure
Pmean and number of contacts
Ncont normalized to the number of surface asperities change with the sliding time. It can be observed that as the applied pressure σ
Load increases, the dynamics of variation of the average contact pressure undergoes qualitative changes. At small loads σ
Load <
(wear-free sliding), the average contact pressure reaches a steady level during the running-in stage within the first tenths of a second. In this case, the dependence
Pmean(σ
Load) demonstrates a non-linear growth. When critical load (σ
Load >
) is exceeded, the value of
Pmean gradually decreases and tends to a certain lower limit, which is due to gradual wear and surface smoothing (
Figure 2,
Figure 3 and
Figure 4b). The characteristic time required for
Pmean to reach a steady state is 1–2 orders of magnitude longer than that in the wear-free regime as well as it is decreased with the pressure. In this case, the steady-state value of
Pmean is practically independent of σ
Load. It is important to note that as σ
Load increases, the specific number of contact spots is increased too. When
Ncont approaches 100% level, the dynamics of
Pmean undergoes a further qualitative change. Like with the wear-free friction, the value of
Pmean reaches its steady value already during the first tenths of a second; however, the oscillation amplitude is an order of magnitude higher than that of with the wear-free sliding. Further increase in σ
Load does not lead to any qualitative changes in the dynamics, yet the steady-state value of
Pmean increases in proportion to σ
Load because almost all asperities interact with each other.
It follows from
Figure 5 that two wear regimes can be distinguished at applied pressures σ
Load >
, such as mild wear and catastrophic wear. At moderately high loads, when the steady-state specific number of contacts is no more than 80% or 90%, the failure criterion is met only for a small number of asperities. Accordingly, the wear rate is low and slowly increased with σ
Load. When a certain threshold level σ
Load is reached, the number of contacts approaches 100%, and, at the same time, the number of simultaneously worn asperities increases multiply, which determines the multiple increase in the total wear rate. It should be noted that, in contrast to the distinguished (sharp) boundary between the wear-free and continuous wear friction regimes (
), the boundary between mild wear and catastrophic wear is diffuse within the interval Δσ
Load ≈ 10 MPa.
The temperature-induced change in the linear dimensions of asperities is determined by the rate of their frictional heating, which depends not only on applied pressure, but also on the sliding velocity. Indeed, increasing
Vsl will cause the enhanced heat release on the contact spot thus accelerate its thermal expansion. The simulation results show that in sliding between two PTE materials, this effect leads to a threshold dependence of the wear rate on
Vsl.
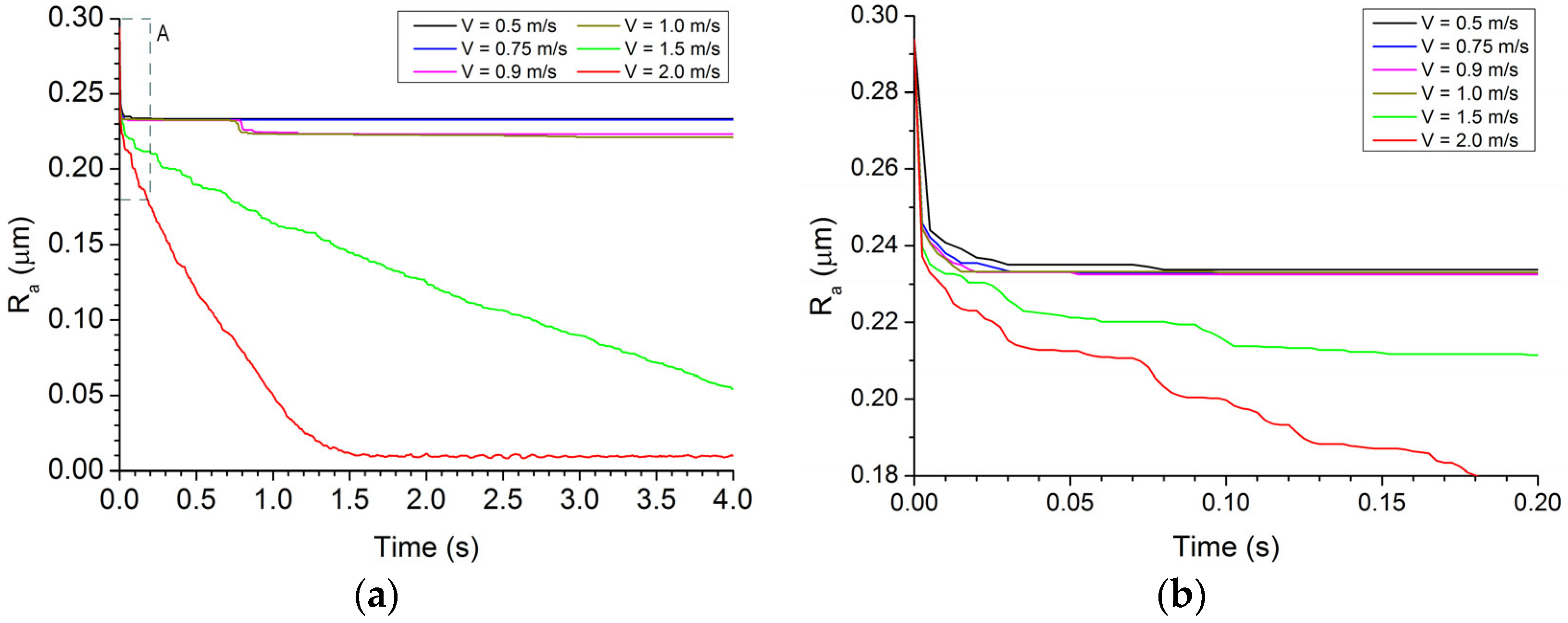
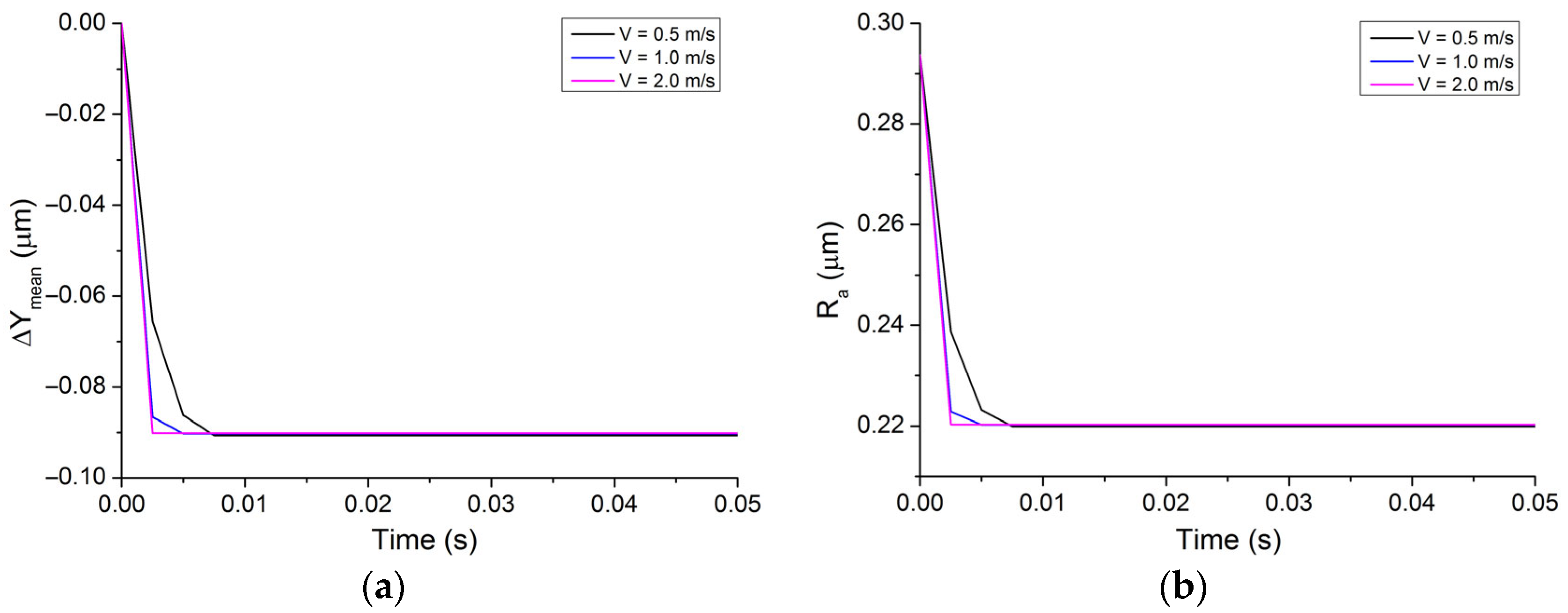
Figure 6 shows an example of wear curves obtained at σ
Load = 10 MPa and various
Vsl.
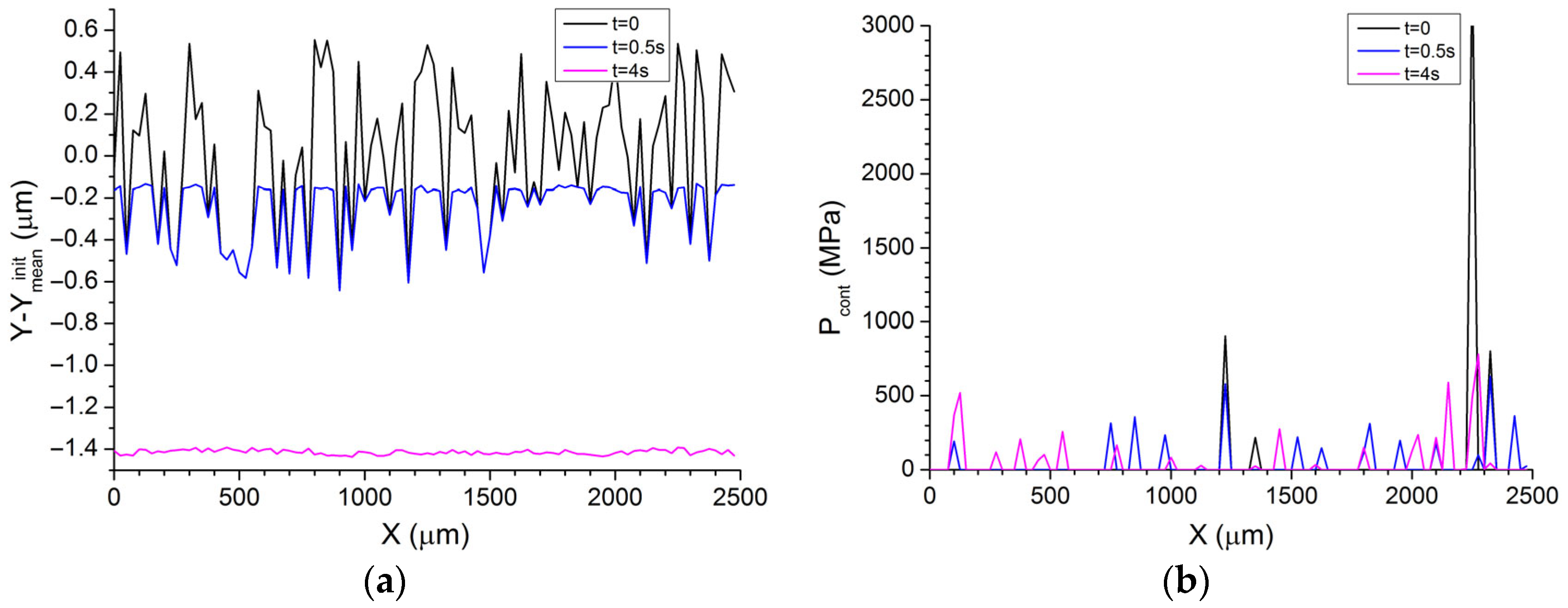
At small
Vsl, below its critical value, at the initial stage of friction (during the first tenths of a second), only the highest asperities are subjected to wear and the surface roughness decreases by several tens of percent (
Figure 7). This ensures that the pressures in the local contact spots are equalized and reduced to a level where no further wear may occur (
Figure 4a,c and
Figure 8). In other words, at
Vsl <
, the wear-free regime may be established (in the given example
≈ 1 m/s). When the threshold value of the sliding speed is exceeded, the wear of the contacting surfaces becomes continuous, and the wear rate increases non-linearly with the
Vsl. At the same time, similarly to the results described above for various σ
Load, the roughness value decreases to a certain minimum nanoscale value (
Figure 7). The quantitative value of this steady level does not depend on the sliding velocity (as well as on σ
Load), that is, it is a material characteristic. Similarly to what happens in the case of varying σ
Load, the characteristic time for
Ra to reach its minimum level decreases with the sliding velocity.
Despite the apparent similarity of the effects that are determined either by applied pressure σ
Load or sliding velocity
Vsl, the mechanisms that govern the transition from the wear-free to the steady wear regime are different. Thus, the existence of threshold type dependence of the wear rate on the applied load σ
Load is associated with achieving a certain threshold level of local pressures, at which contact spots regularly appear where local stresses exceed their critical value and wear of the corresponding asperities occurs. Therefore, the characteristic
is determined by the strength of the material. Thermal expansion has a significant effect on the
, i.e., it reduces it as will be shown in the next section by the example of an NTE material, nevertheless it is not the main reason for the transition from wear-free to steady wear. Thermally induced change in the linear dimensions of asperities is the reason that determines the sensitivity of the sliding regime to the sliding velocity. In particular, as can be seen from
Figure 8, both the number of contact spots and the mean contact pressure change only slightly when passing over
. At
Vsl >
, the asperities grow faster compared to their critical growth value and the contact spots regularly appear, wherein local stresses reach their critical value and asperities fail. As the sliding velocity increases, the number of such contact spots increases too, and the wear rate increases despite that the total number of contact spots grows and average contact pressure reduces. In other words, if the
Vsl >
and the sliding velocity increases, both the inhomogeneity of the contact pressure distribution and the number of “critically” loaded contact spots increase too (
Figure 9). In this range of
Vsl values, the wear of the most highly loaded asperities and corresponding smoothing of surfaces do not compensate for the effect of their thermal expansion.
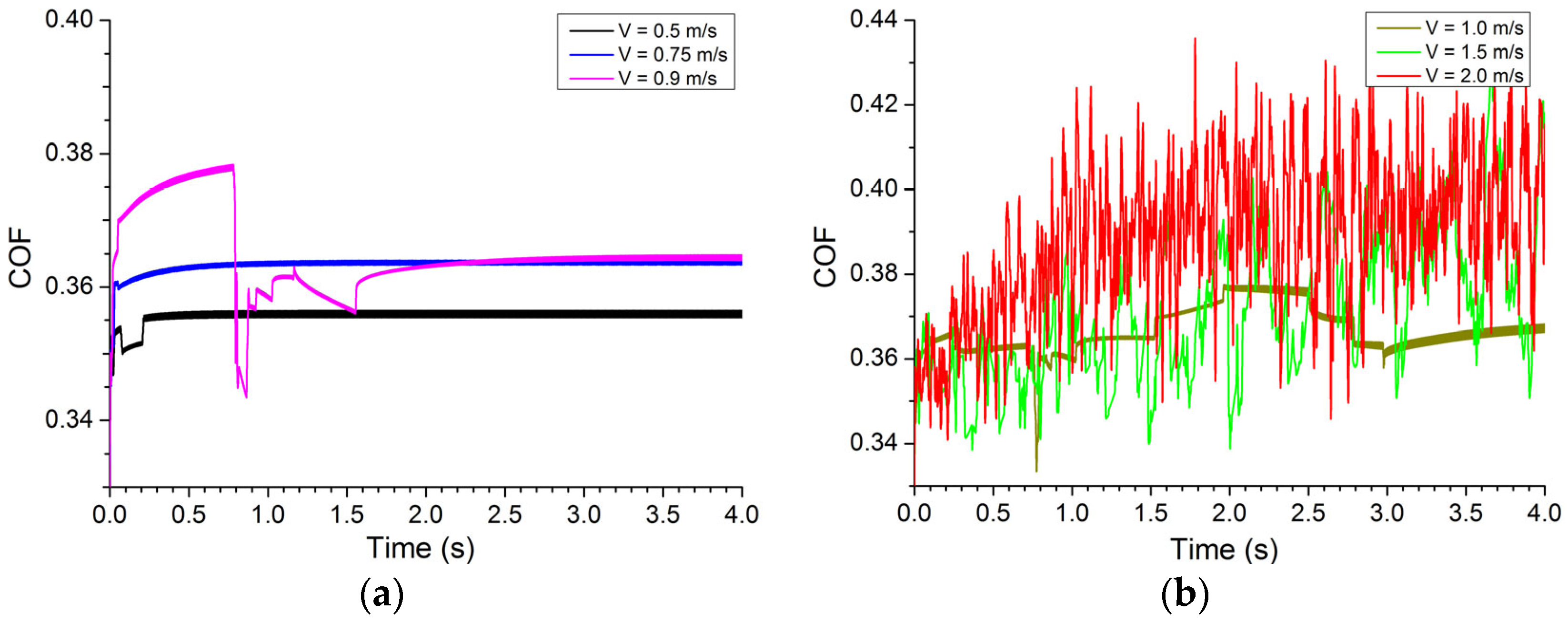
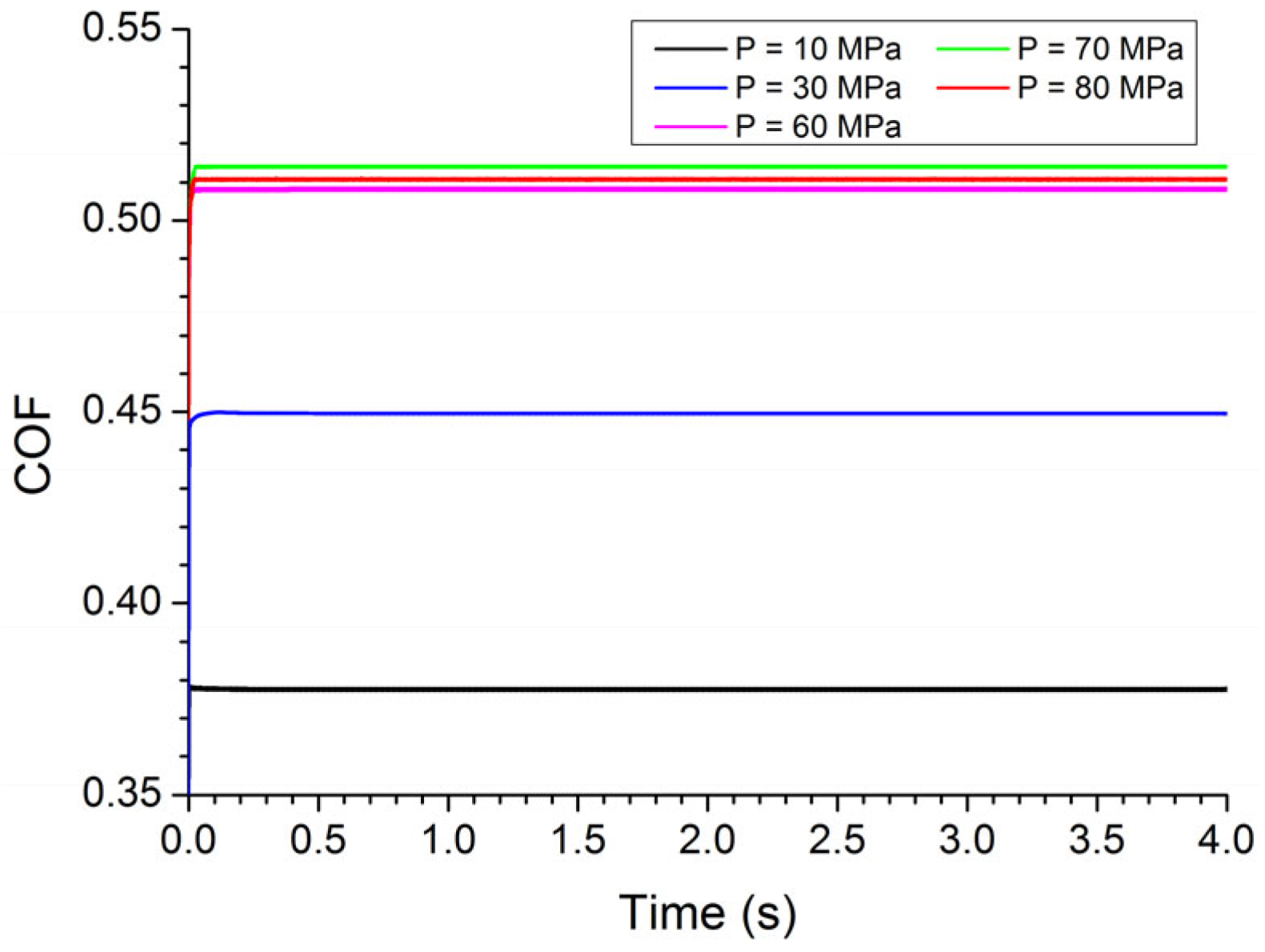
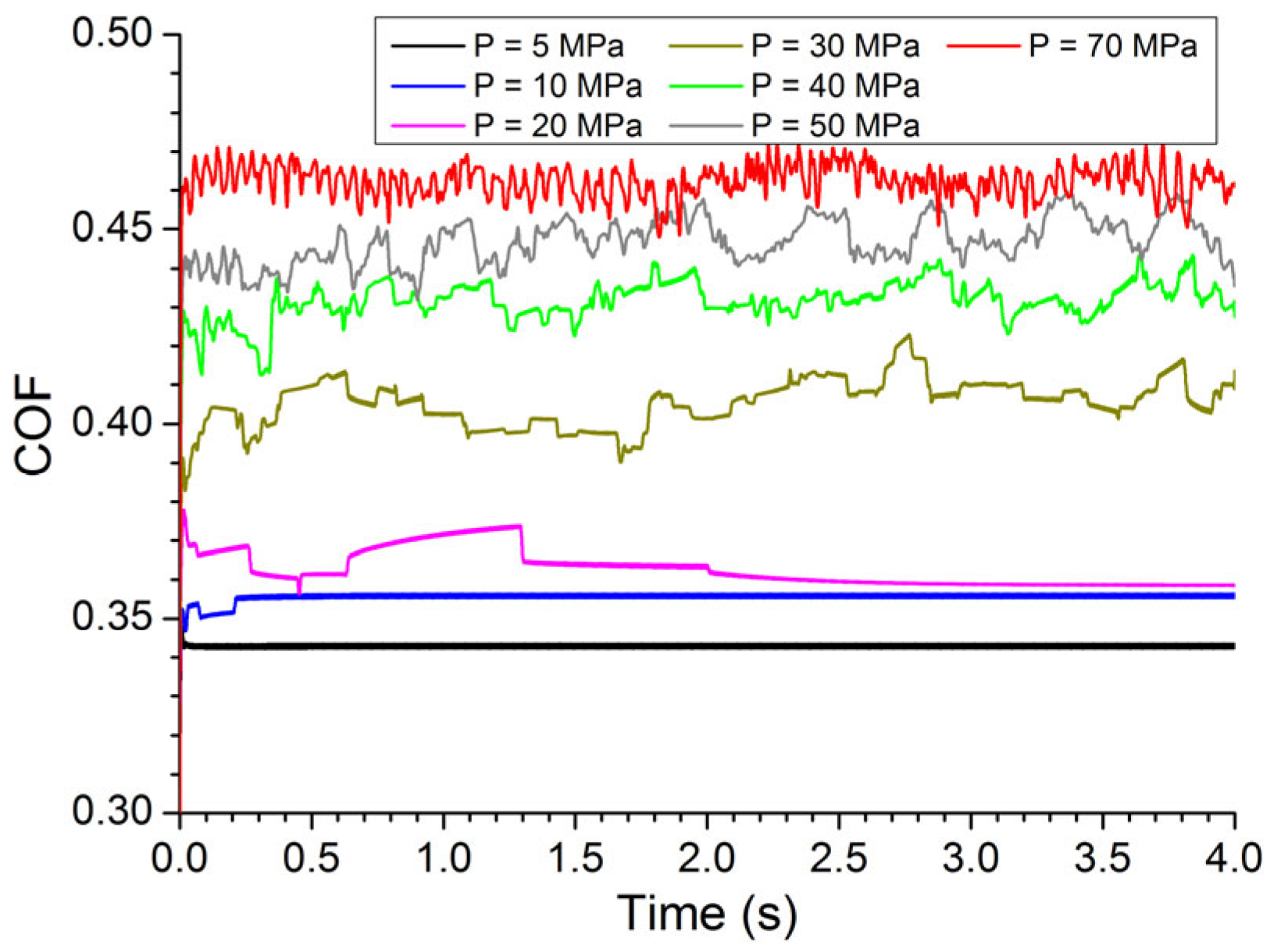
When critical value of either applied pressure or sliding velocity is exceeded, a qualitative change in the wear regime is also manifested in the sliding characteristics (
Figure 10) when dynamics of the coefficient of friction (COF) is dependent on the σ
Load. At low pressures, when wear-free wear is realized, the COF value reaches a steady value already during the first seconds or even tenths of a second, after which it remains constant (the amplitude of COF dynamic oscillations is insignificant). The steady value of COF slightly increases with σ
Load (ΔCOF ≈ 0.02 in the interval 0.3
< σ
Load <
). When the threshold value of the applied pressure (σ
Load >
) is exceeded, there is an abrupt increase in the average COF value (by 0.04–0.1 depending on σ
Load). In this case, the COF value is unstable. Irregular oscillations in the friction force occur that are determined by wear and tear of asperities as well as due to continuous changes of the worn surface topology. As in the wear-free mode, the average COF increases non-linearly with σ
Load (the COF growth rate decreases as the applied load increases).
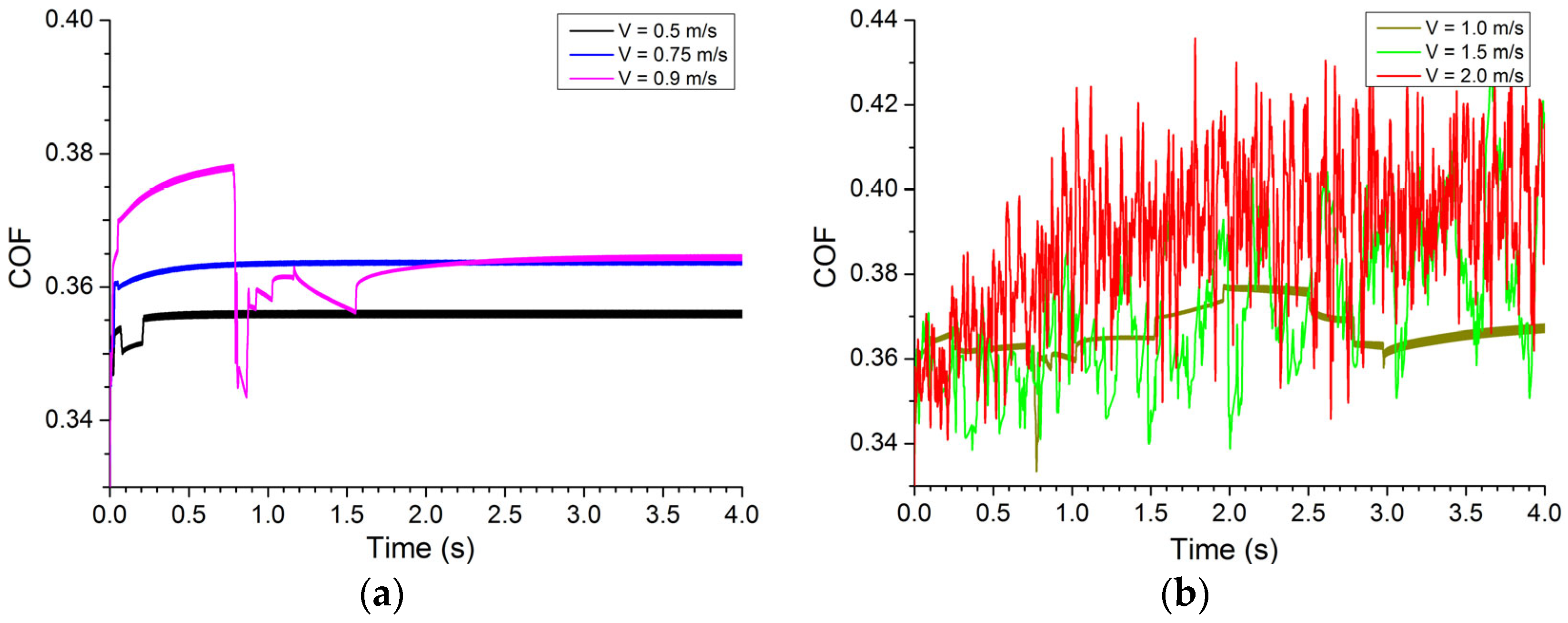
Figure 11 shows the COF dynamics obtained at various sliding velocities
Vsl. Similarly to the dependence on σ
Load considered above, COF is stable in the range of
Vsl values corresponding to the wear-free regime, and its steady-state value is almost independent of the sliding velocity (the increase is less than 0.02). When the critical sliding velocity is exceeded, sliding becomes unstable, and the amplitude of dynamic oscillations increases multiply with the sliding velocity. In particular, at
Vsl = 2 m/s, the scatter of dynamic oscillations reaches 0.1, which is five times as much than for the cases shown in
Figure 10. Alike the wear-free mode, the average COF value increases with the
Vsl, although less significantly than in the above-discussed case for variation of the applied pressure σ
Load.
Numerically derived effects of normal load and sliding velocity are in qualitative agreement with the experimental data obtained on traditional ceramic materials (oxides, carbides, and nitrides). It is a traditional approach to delineate two wear regimes, such as mild wear (low wear rate) and severe wear. The mild wear regime occurs usually at low contact pressure and accompanied by smoothing the worn surfaces [
5,
59]. The COF values are also at a minimum but may grow with pressure [
60,
61]. Severe wear regime is established at higher contact pressures close in the order to the tensile strength of the materials [
5,
59]. Not only the wear rate but also the size of wear debris increases with the load. Wear mechanism is changed when reaching the contact pressure close to the tensile strength so that whole grains may be pulled out of the surface, and both wear rate and surface roughness increase drastically [
62]. Experimental results show that severe wear regime is typical during initial (running-in) stage sliding at both low and high contact pressures. The sliding velocity has its influence on both wear rate and COF when they increase with it [
61]. The transition from mild-to-severe wear with increasing pressure or sliding velocity occurs rather sharply in the narrow ranges of these parameters [
59]. Characteristic limiting values of sliding velocity differ from ceramics to ceramics, as well as for different geometry of experiments but stay within the 10
−2–10
0 m/s range.
The results of modeling are consistent with those obtained from experiments that are not just qualitative. In particular, COF values in the range 0.3–0.4 were obtained on ZrO
2 using a pin-on-disk scheme and both sliding speed and pressures close to those used in this work [
63].
As the above-discussed results suggest, the asperity-based model used in this work not only was adequate for describing the wear and friction on ceramics but also allowed for the obtainment of reasonable quantitative characteristics except for the very high contact pressure values when some dramatic changes of wear mechanism may occur that have never been considered in the numerical model. Moreover, such a model validation improves the reliability of results obtained in the following section on the NTE materials. It is of high importance especially if there is no experimental data on wear and friction of the NTE materials.
3.2. Friction and Wear of NTE Material
It was shown above that thermal expansion of the surface asperity had a significant effect on both wear rate and COF value of the PTE materials. In particular, thermal expansion leads to a narrowing of the ranges of pressures and sliding velocities at which a wear-free friction regime can be observed. The results obtained allow suggesting that the use of NTE materials can contribute to the expansion of these intervals. To verify this assumption, an NTE model material was considered, whose physical and mechanical properties corresponded to those of scandium tungstate (ScW
3O
12). It is important to note that the elastic and strength characteristics, heat capacity and thermal conductivity of this NTE material are comparable with the corresponding characteristics of the PTE model material considered above (ZrO
2), and the CTE values of these two materials are opposite in sign and close in modulus. This allows analyzing the effect of CTE in various sliding conditions using real, rather than abstract model materials [
50]. Moreover, the same characteristic intervals of applied pressure σ
Load and sliding velocity
Vsl were considered for this model NTE material.
Figure 12 shows wear curves for model NTE material at different σ
Load values and
Vsl kept constant. It can be seen that alike the PTE material (
Figure 2), at the end of the short initial running-in stage (wear of the highest initial asperities), a steady sliding regime was established. Two wear modes can also be distinguished: wear-free and continuous wear regimes. However, for NTE materials, the value of the critical applied stress
is almost by a factor of three greater than that obtained for the above considered PTE pair (80 MPa and 30 MPa, respectively), despite the fact that the strength of the NTE material is only about 35% lower than the strength of the PTE material. Obviously, this effect is associated with the thermal contraction of the asperities.
One can see from
Figure 13 that for σ
Load <
(
≈ 80 MPa), the steady value of
Ra decreases by an order of magnitude with σ
Load even becoming the nanoscale and reaches its minimum value when σ
Load→
. The steady value of
Ra increases with transition to the continuous wear regime (σ
Load >
), albeit remaining within the nanoscale. At the same time, in the case of the PTE material, there are two characteristic minima of the steady
Ra values (
Figure 3). The first minimum refers to the wear-free sliding (σ
Load→
≈ 30 MPa). The minimum steady
Ra value (σ
Load→
) is approximately 40% lower than the initial
Ra value. With transition to the continuous wear regime (σ
Load>
), the steady value of
Ra (10
1 nm) is the same for all σ
Load values and is an order of magnitude lower than the initial value of
Ra.
Thus, thermally induced contraction of surface asperities is a factor contributing to extreme smoothing of surfaces even in the wear-free sliding.
Figure 14 shows the dynamics of mean contact pressure and number of contact spots at different values of σ
Load. As σ
Load increases, the steady-state values of both
Pmean and
Ncont increase monotonically (
Ncont reaches 100% at σ
Load ≈ 50 MPa). Comparison with similar dependences for PTE material (
Figure 5) shows several qualitative differences. First, for the NTE material, the dynamics of the mean contact pressure and the number of contact spots is the same for both wear-free and continuous wear regimes. After a short initial running-in stage, both
Pmean and
Ncont reach their steady-state values and subsequently undergo only minor oscillations around a constant average level. At the same time, on the PTE material, crossing the boundary between the two modes leads to a strong instability of the
Pmean (significant irregular fluctuations and a gradual overall decrease to a minimum level that is the same for different σ
Load >
). In addition, full surface contact (
Ncont ≈ 100%) is already achieved in the wear-free mode on the NTE material, long before
is reached (at σ
Load ≈ 50 MPa ≈ 0.6
), while in the case of PTE material, full surface contact occurs already in the continuous wear mode (at σ
Load ≈ 100 MPa ≈ 3.3
). Such a twofold difference cannot be explained only by the lower stiffness of the NTE material (its Young’s modulus is only 25% less than the Young’s modulus of the PTE material). The above-described differences are determined by the effective smoothing of the surfaces due to thermal contraction of the surface of the NTE material.
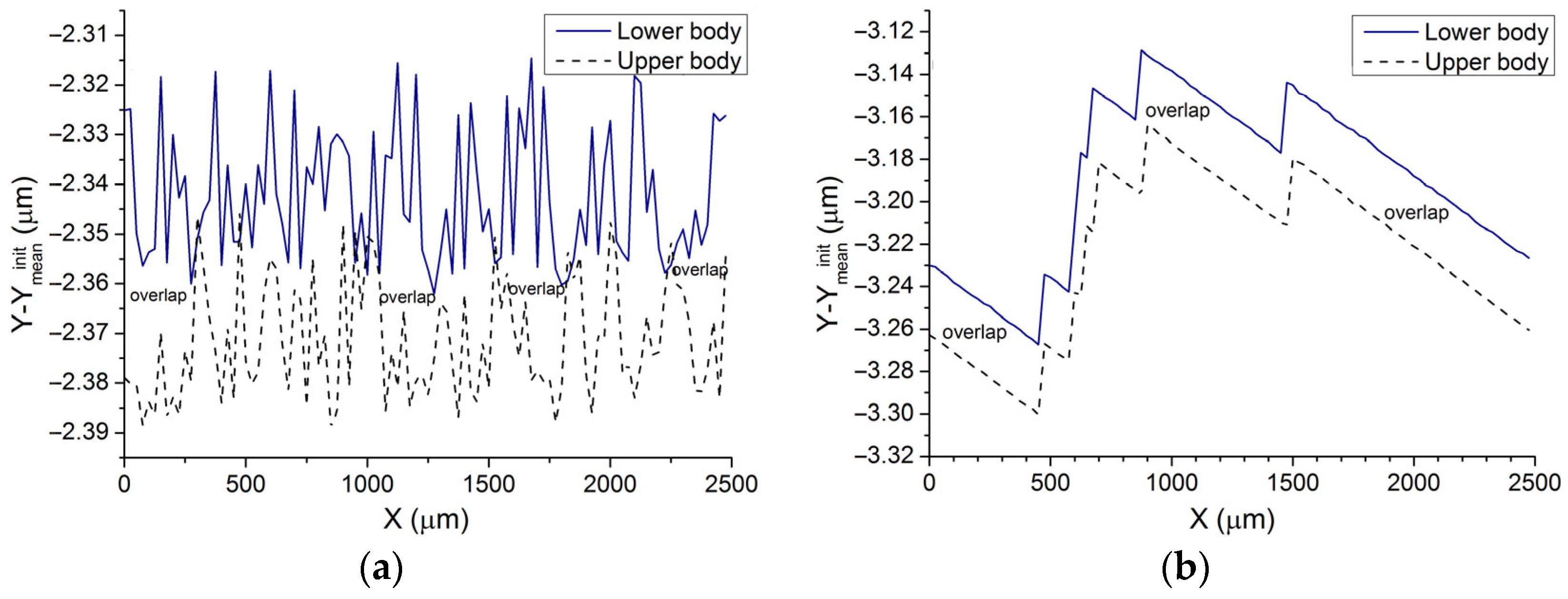
Figure 15 shows examples of the NTE material surface profiles obtained in wear-free (
Figure 15a) and continuous (
Figure 15b) wear regimes. Not only the highest asperities are subjected to wear at this running-in stage and at “small” applied pressures (σ
Load <
) but all of them are reduced in height (
Figure 15a,c).
More efficient smoothing is achieved when extra contact spots are generated, which reduce the contact pressure compared to those obtained on the PTE material. This explains, in particular, high stability of Pmean and Ncont during sliding, smoother profile of the worn surfaces, and multiple increase in the value of the critical applied pressure during the transition from positive (PTE) to negative (NTE) sign of thermal expansion.
These clear advantages of NTE material may, however, become a negative factor at high pressures and in continuous wear regime (σ
Load >
). Indeed, at σ
Load→
, a much greater real contact area is involved in sliding if local contact pressures were distributed almost uniformly. Accordingly, the wear rate in the NTE friction pair becomes high immediately after overcoming the
value. This qualitatively distinguishes NTE friction pairs from those made of PTE materials. In the latter case, the wear rate at a slight excess of
is low and gradually increases with increasing σ
Load. Moreover, for the same large values of σ
Load (corresponding to continuous wear in both NTE and PTE friction pairs, when in both cases the specific number of contacts is about 100%), the wear rate in the NTE friction pair is many times higher than that of the PTE friction pair. This is also a consequence of the different sign of the CTE. Thermal expansion of surface asperities in PTE material helps reducing the number of contacts (and hence the number of contacts under wear at the same time) and thus prevents an increase in the wear rate. In contrast, the thermal contraction of the surface asperities of the NTE of the material tends to increase the number of contacts and, accordingly, stimulate increasing the wear rate (due to the overall high level of stress,
Figure 16). Thus, NTE materials are “genetically predisposed” to high wear when a critical applied load is exceeded. When the critical load is exceeded, wear mode switches to catastrophic one (while in PTE materials this leads to mild wear, which gradually turns into catastrophic wear with increasing σ
Load).
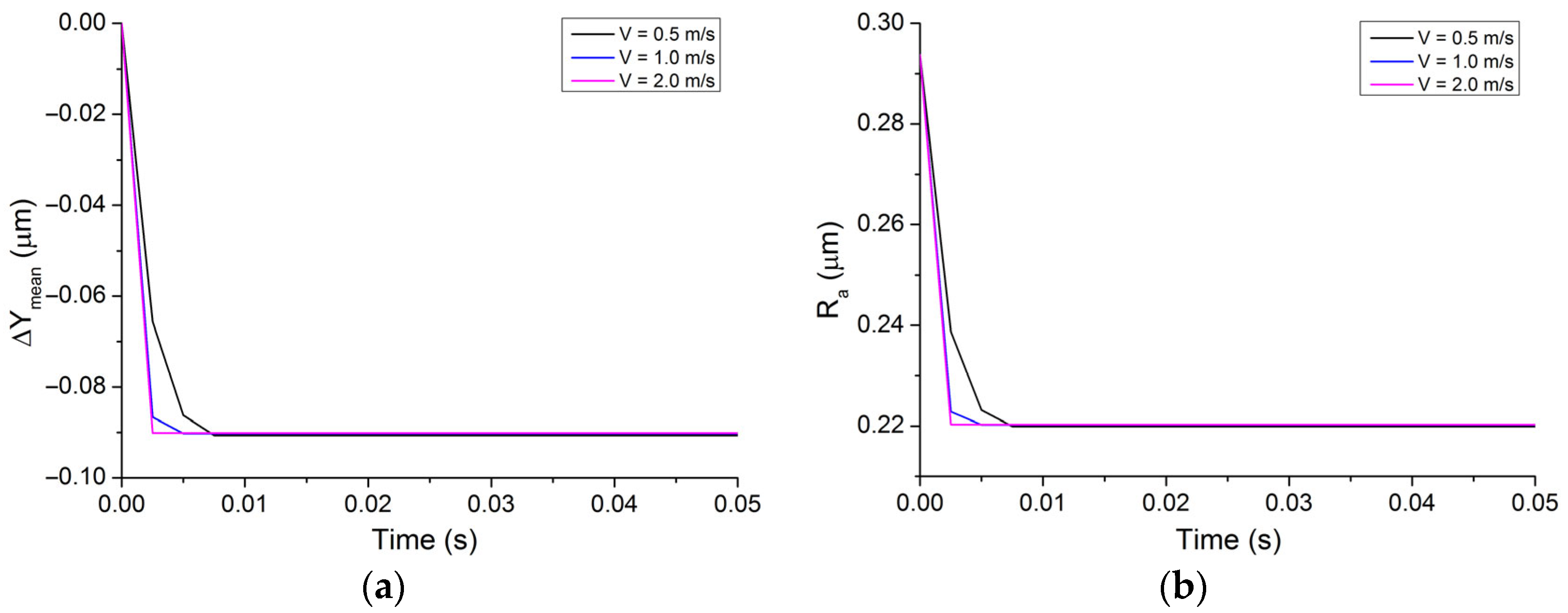
The NTE materials revealed one more specificity in comparison with the classical PTE materials, i.e., the absence of a critical sliding velocity. This may be a consequence of the fact that the velocity dependence of wear is determined by enhanced heat release on the contact spots with increasing
Vsl and corresponding height contraction. As an example,
Figure 17 shows surface roughness vs. time curves for different sliding velocities and the same σ
Load <
value. An increase in
Vsl leads to the accelerated crossover of the friction pair to the stationary wear-free regime and, at the same time, does not change the roughness parameters as well as the amount of wear at the running-in stage.
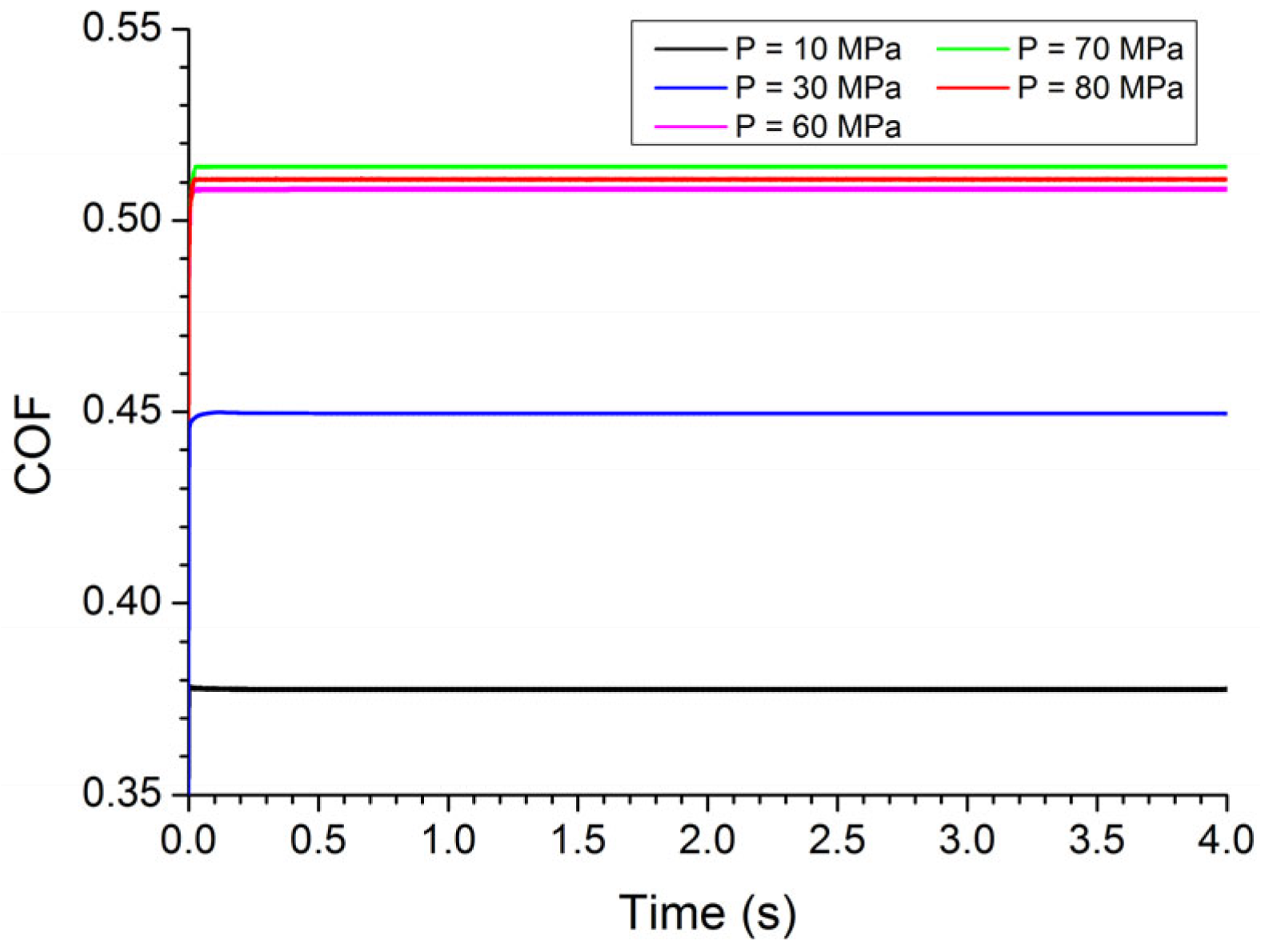
The better steadiness of sliding on the NTE materials both in wear-free and catastrophic wear modes is due to thermally induced smoothing of the contact surfaces, which is also manifested in the high stability of COF (
Figure 18). The value of COF increases non-linearly with increasing σ
Load, while the amplitude of oscillations near the mean value decreases. Crossing the
threshold is not accompanied by the visible changes in COF dynamics, despite the catastrophic wear.
3.3. Wear-Free Regime in Sliding on PTE and NTE Materials
The results of modeling showed that for any finite value of applied pressure σ
Load there is a finite value of critical sliding velocity
, which divides between two wear modes (wear-free and continuous wear). The reverse statement is also true when for any finite
Vsl there is a finite critical pressure
. In other words, critical parameters
and
are not independent from each other since both contact pressure (it is directly related to σ
Load) and sliding velocity
Vsl determine frictional heating rate. Intuitively, it can be suggested that σ
Load and
Vsl should have equal effects on the wear-free-to-continuous-wear transition and that
(
) should be a linear dependence. In fact, the numerically obtained
(
) dependence for the PTE friction pair is non-linear (
Figure 19) and can be acceptably approximated using an exponential function
, where
A ≈ 0.15 m/s,
B ≈ 0.0675 MPa
−1 for the PTE material discussed. The existence of such a non-linearity is a direct indication that the applied pressure and sliding velocity have different contributions to wear-free-to-continuous-wear transition. Whereas sliding velocity determines mainly the power of heating, the applied pressure σ
Load determines both the total number of real contact spots as well as the fraction of these spots where local shear stress achieves the local value of the dry friction force
Fdr. The local values of
Fdr are different for different contact spots, yet their average value is proportional to σ
Load. Such a complex and non-linear effect of the applied normal load on the heating of particular asperities and increasing their heights results in the non-linearity of the relationship
(
).
For low σLoad, the contact spot percentage with respect to total number of asperities is considerably less than 50%. This fact offers great potential for redistribution of contact stresses and hence provides relatively high values of . Increasing the σLoad results in corresponding increasing the contact spot number that limits the efficiency of stress redistribution caused by thermal expansion of the asperities. That is why reduction rate is decreased as a function of σLoad.
At σLoad→40 MPa, there occurs some percolation transition when the contact spot percentage becomes equal to 50%. At larger σLoad, the major part of surface asperities are in contact with the opposite ones. Accordingly, this increases the percentage of highly loaded and frictionally heated spots. Therefore, high σLoad values may provide more uniform distribution of contact stresses and more homogeneous heating of the worn surfaces. Moreover, high contact pressures and corresponding high magnitudes of Fdr determine intensive heating of asperities. That is why the value of is minimal and changes negligibly at high values of σLoad.
At σLoad ≈ 100 MPa, all asperities become contact spots. A slight additional increase in σLoad leads to local stresses in some fraction of the contact spots are always higher the material strength (the criterion of local fracture is satisfied), and the wear becomes continuous for all Vsl. The limiting value of applied normal stress is 105–110 MPa for the considered PTE material. The parameter has the meaning of the maximum applied normal stress to achieve wear-free regime of sliding friction.
Figure 19 is a wear map where different wear regimes may be distinguished. Experimental wear maps were also obtained on particular ceramic materials, as well as generalized dimensionless ones [
59] when boundaries between mild and severe wear regimes were shown for several traditional PTE ceramics (including ZrO
2) using a coordinate axis such as the mean Hertzian pressure and sliding velocity, and where a boundary curve looks analogous to that obtained in this work for the model PTE ceramics (
Figure 19). A qualitative agreement was achieved between mean Hertzian pressure and
for ZrO
2 at the same
Vsl.
Another example of wear maps reconstructed in terms of dimensionless parameters such as mechanical severity of contact and thermal severity of contact was reported [
6,
59]. These parameters allowed for the consideration of both material characteristics and loading parameters. The above-identified examples may testify on the applicability of the wear maps for different ceramics with indication to their insufficient versatility and potential using other dimensionless variables relating to mechanical and thermophysical characteristics like those obtained using the subsurface temperature gradient established under steady friction conditions [
50].
Since the above-discussed PTE material has low thermal conductivity, it is interesting how intensive the worn surface heating under limiting loading conditions would be, at least as determined according to boundary curves in
Figure 19.
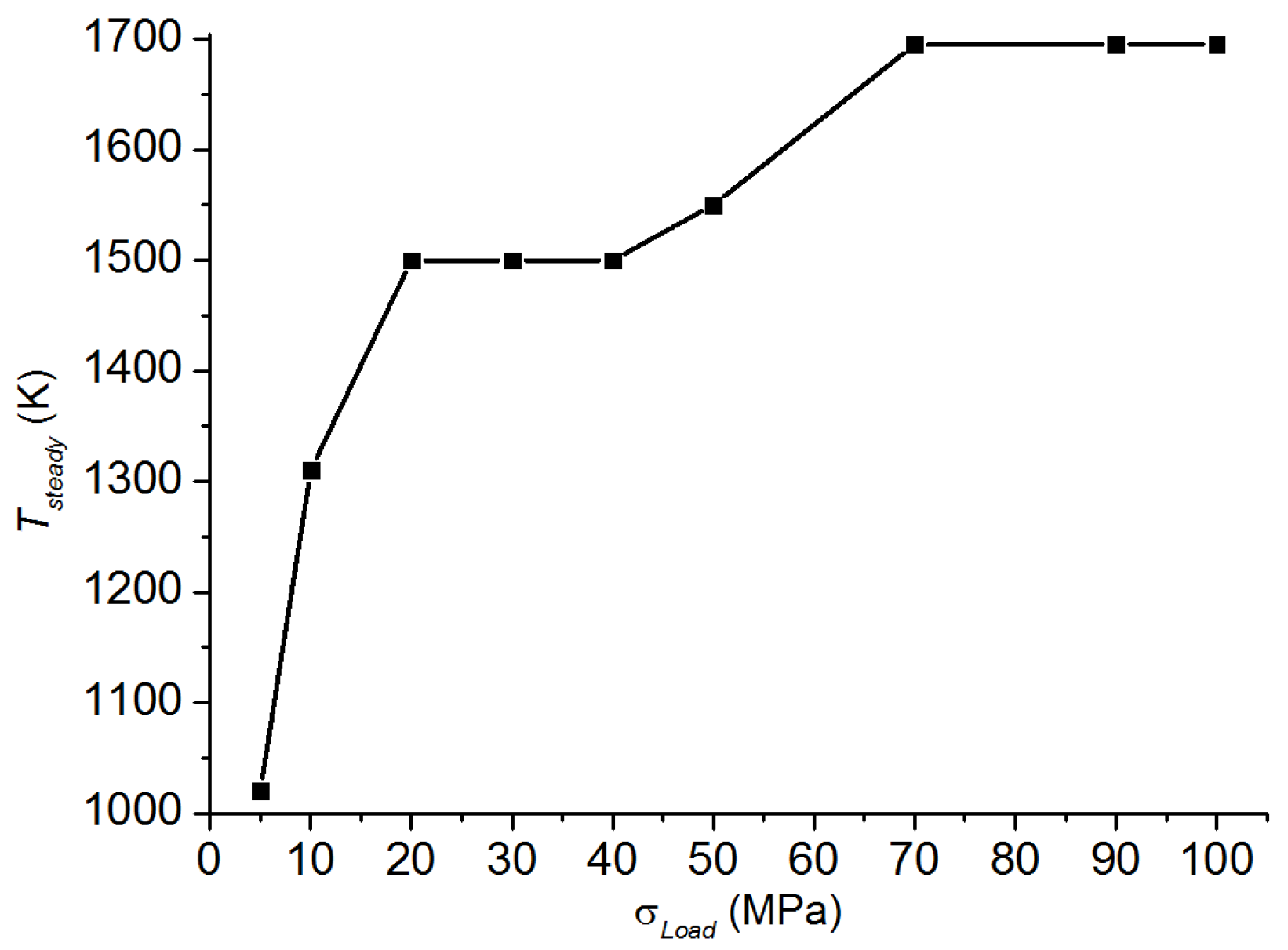
Figure 20 shows the steady averaged surface temperatures,
Tsteady, for boundary points (
,
) in
Figure 19. Generally, it should be noted that
Tsteady gradually increases with the applied pressure. This step-by-step growth is determined by changing the contacting conditions and by increasing the percentage of the contact spots. The existence of the first plateau at σ
Load ≈ 20/40 MPa corresponds to a “percolation transition” of contact spot percentage
Ncont over the 50% threshold (30–60% for the applied pressure interval). The second one at σ
Load > 70 MPa appears when
Ncont approaches to 100%. In this connection, it is important to note that temperature interval of stable functioning of ZrO
2 is limited from above by 1400/1700 K. One can see in
Figure 20 that steady worn surface temperatures for the boundary points (
,
) do not exceed this limit so that this PTE material may be capable of demonstrating the wear-free sliding, as determined by the boundary in
Figure 19.
The high-temperature region at the boundary line between two wear regimes begs a question about the effect of temperature-dependent material characteristics on both profile and position of this boundary in the parametric plane (σLoad, Vsl). Some considerations may be derived even now from analyzing the dimensionless wear map parameters.
Let us take in to account the mechanical parameter [
50]:
. The wear-free regime occurs at
. The magnitude of
Mcrit is independent of E and σ
comp, yet it depends on the dimensionless thermophysical parameter. For a great number of ceramics, including ZrO
2, the temperature rises to ~1000 K provides reduction in both Young’s modulus and strength [
64,
65,
66,
67]. By definition of
Mcrit, drawing into the temperature dependence of mechanical characteristics results in reducing
. Moreover, since different contact spots have different temperatures the reduction in
should be accompanied by blurring the boundary line between the wear regimes. In addition, both
Mcrit and
depend on thermophysical characteristics of the material and, therefore, their temperature dependencies will influence
. In this situation, temperature dependencies of heat capacity and heat conductivity of ZrO
2 will grow and fall, respectively [
68,
69]. The CTE of ZrO
2 is stable in the wide temperature range and because of these opposite temperature trends, their common influence on both
Mcrit and
will be negligible. Thus, the main factor will be temperature dependence of the ratio
.
Two regions may be delineated in the parametric plane (σ
Load,
Vsl), such as closed and open regions corresponding to wear-free and continuous wear, respectively. (
Figure 19). Crossing the σ
Load<
boundary means transitioning to the continuous low wear (mild) regime. Increasing the distance from this boundary results in accelerated (non-linear) increasing the wear rate up to achieving the catastrophic wear (
Figure 2 and
Figure 6). At the same time, crossing the boundary at σ
Load =
results in a sharp increase of the wear rate and crossover from a wear-free to a catastrophic regime.
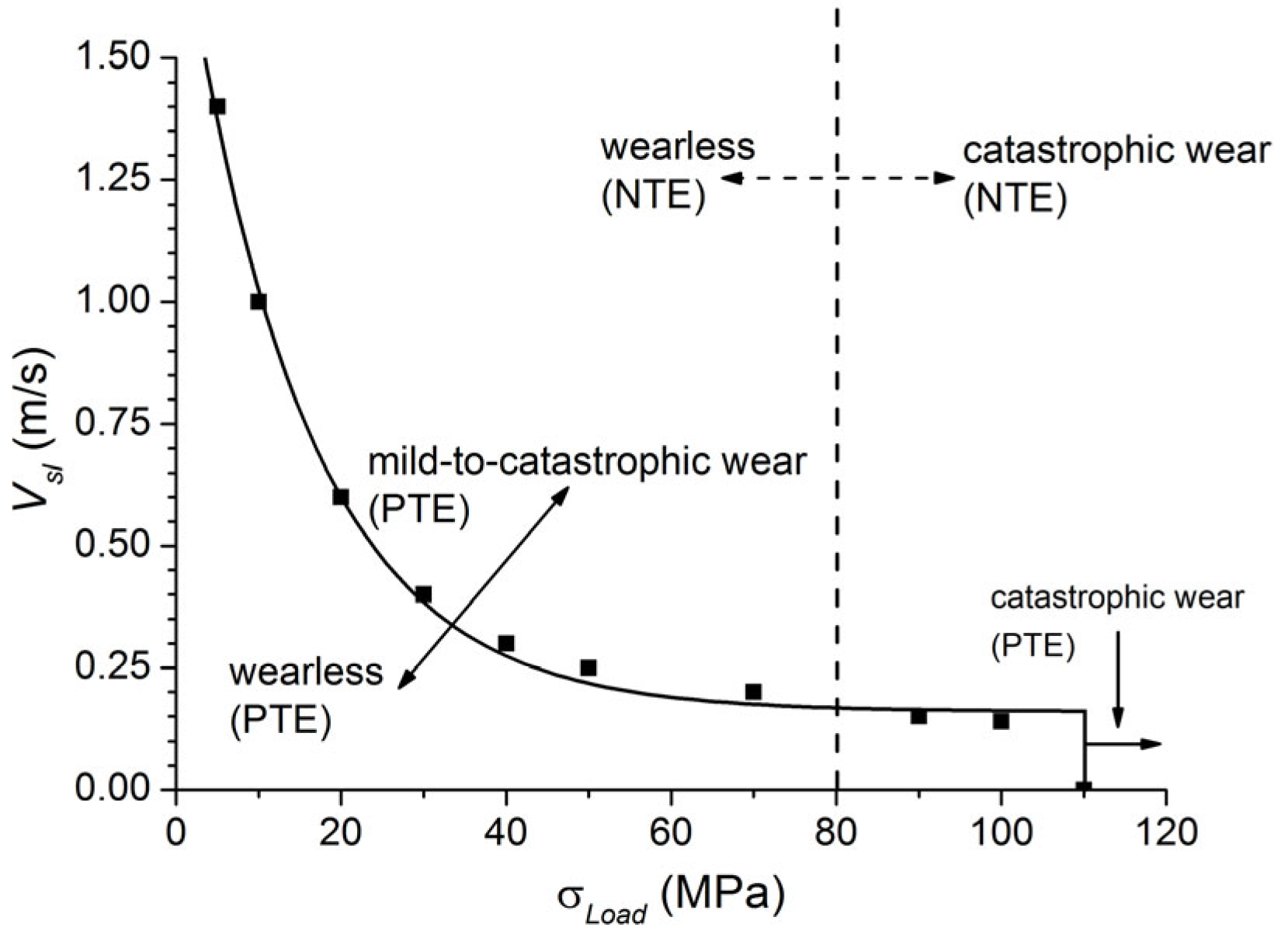
For comparison,
Figure 19 identifies an analogous boundary for the NTE material under study. As noted above, thermal height reduction of asperities in heating may serve for inducing the wear-free regime with the sliding velocity. Therefore, the wear regime boundary for NTE materials is in the form of a vertical line in the parametrical plane (σ
Load,
Vsl). In fact,
for the NTE ceramic materials.
Since the values of maximum critical pressure (
) are close for the considered PTE and NTE materials, it seems appropriate to compare the corresponding values of the above considered dimensionless mechanical parameter
[
50]. For the model, NTE material with mechanical characteristics is close to those of scandium tungstate, i.e.,
Mcrit ≈ 5.5. The physical meaning of the limiting σ
Load values (
) for both NTE and PTE materials is the same; it is relevant to estimate the limiting value of
Mcrit for the PTE material used in this study:
≈ 7.1. The specified values of the dimensionless mechanical parameter for PTE and NTE materials with comparable mechanical and thermophysical characteristics differ by less than 30%. Therefore, for a wide range of PTE and NTE ceramic materials, it may be assumed that
Mcrit = 1/10.
Ceramics are pressure-sensitive materials whose shear strength depends on the local pressure and, therefore, may be characterized by a dimensionless parameter:
b = σ
comp/σ
tens. It was in
Section 2 that this parameter depends on the size of samples, i.e., that this ratio is reduced with scaling down the samples. The above-discussed results including those in
Figure 19 have been obtained at
b = 5, the value typical for the macroscopic samples. However, the surface asperities are the microscale objects and it becomes important analyzing the effect of the
b-parameter magnitude on the wear regimes occurring on both PTE and NTE sliding pairs.
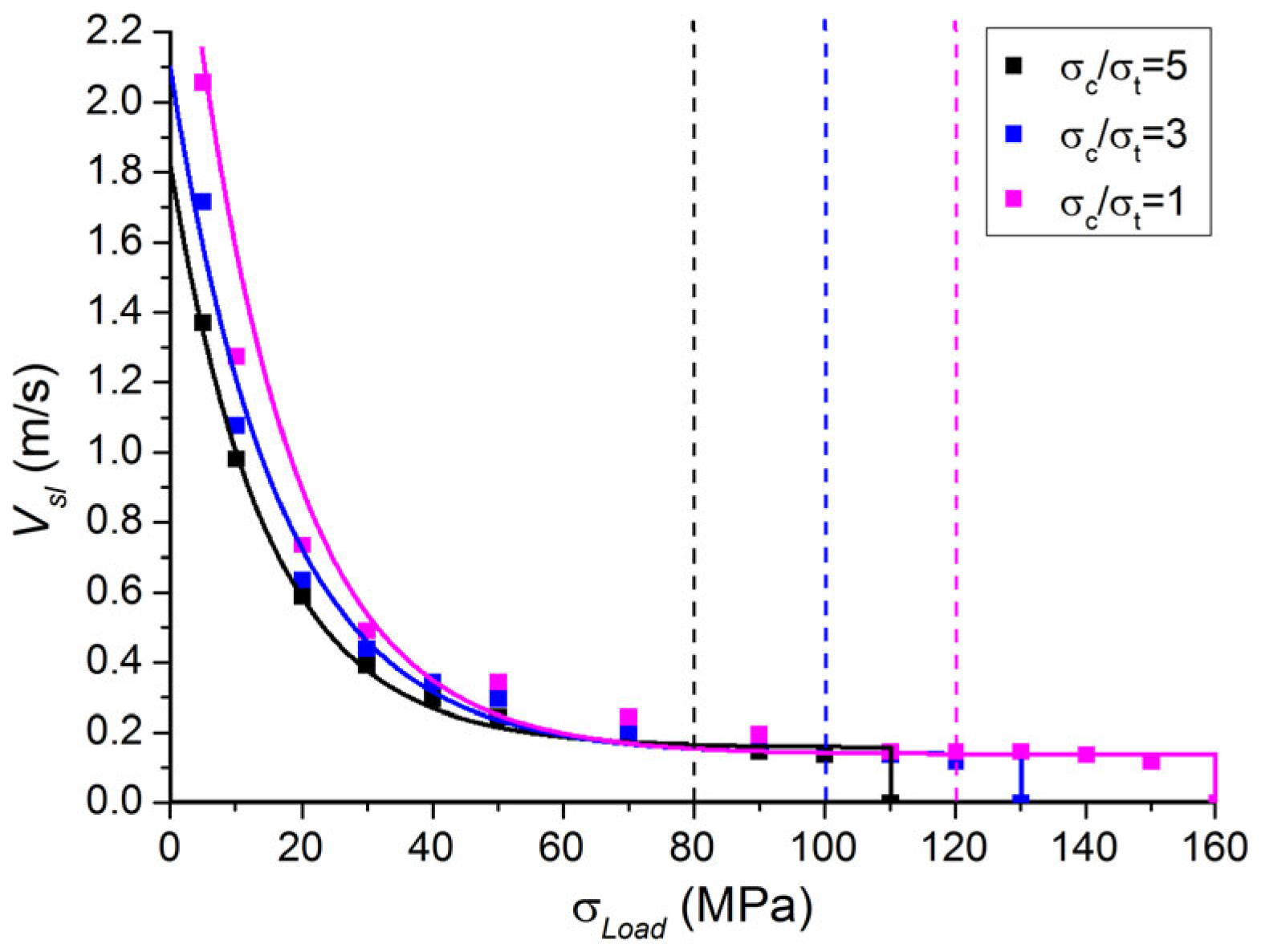
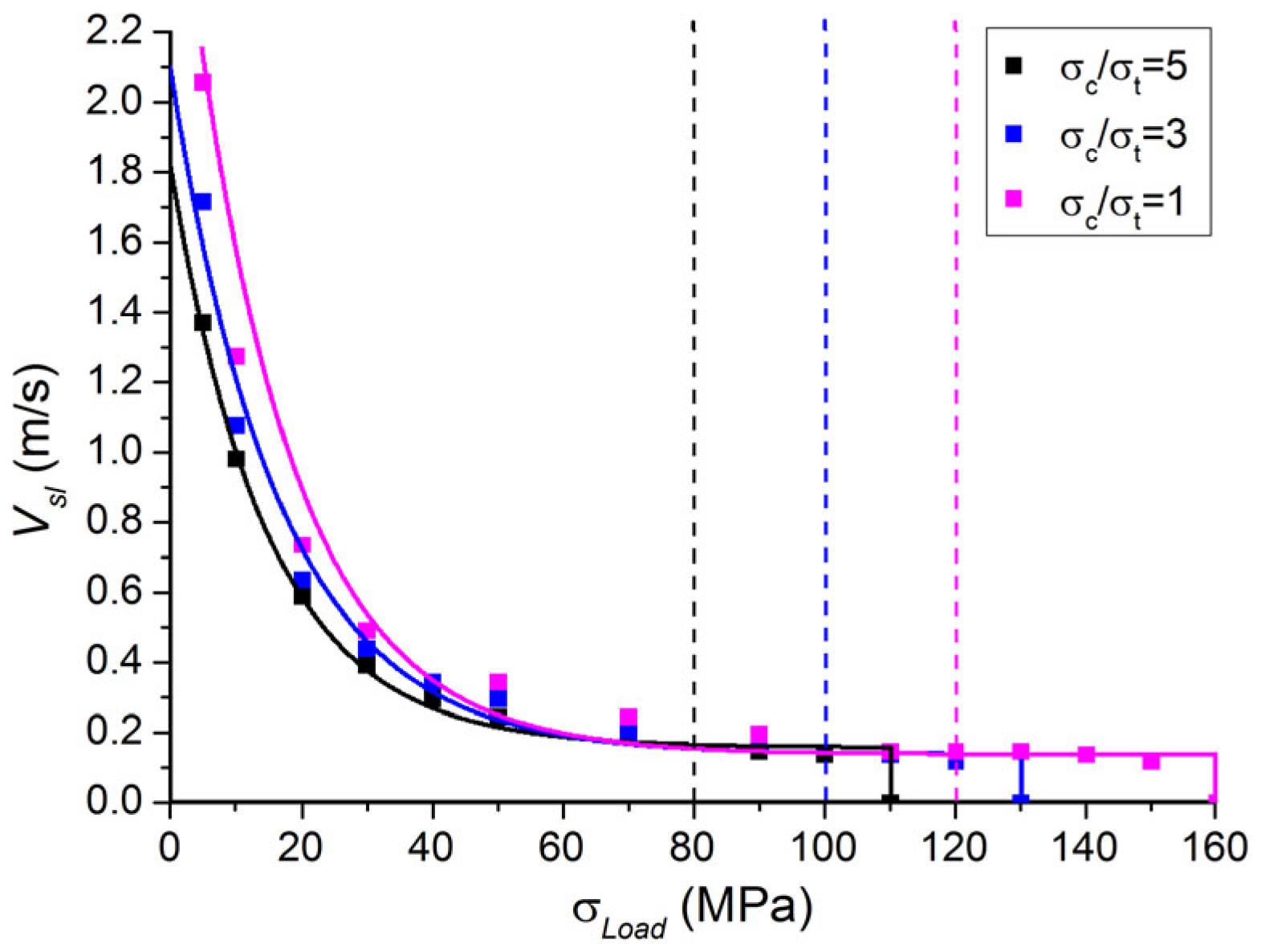
Figure 21 shows a wear map reconstructed for three
b values with
b = 1 being the lowest limiting one not achievable on the ceramic materials. The
b = σ
comp/σ
tens parameter was varied by varying the material’s tensile strength while keeping its compressive strength constant. This approach allowed accounting for the fact that tensile strength is more sensitive to the internal defects compared to that of the compressive strength. In the case of PTE friction pair it can be observed that despite a five-fold differences in
b, the wear-free/continuous wear region boundaries are close to each other as viewed in in the parametric (
,
) plane. Significant differences are observed only at low contact pressures (
at
b = 1 is by a factor of 1.5–2 higher than that of at
b = 5). At the higher pressures (σ
Load > 30/40 MPa), all curves get closer and almost coincide with each other. Another feature is that
is reduced when the b-parameter increases at high applied pressures which is not the case with wear maps obtained at low pressures. This may be due to the enhancing effect of averaged contact spot stress on local fractures, i.e., increasing its contribution to the criterion of local fracture (A14) with
b-parameter growth. An analogous trend is for NTE material, i.e., when
is reduced with the increase in
b approximately by the same value as in the case of PTE material.
In summary, it can be concluded that the limiting (maximal) values of loading parameters σLoad and Vsl, at which the wear-free wear regime on PTE sliding pairs is still established, are determined mainly by the material’s compression strength (σcomp). The sensitivity of the material’s shear strength to the mean stress magnitude expressed in the form of b-parameter is of the first order of vanishing compared to that of σcomp, which controls the maximum of σLoad and where wear-free regime is feasible. The latter is true for both PTE and NTE materials.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}