An Investigation of the High-Speed Machinability of 7050 Aluminum Alloy Based on Different Prefabricated Crystal Orientations





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Materials and Methods
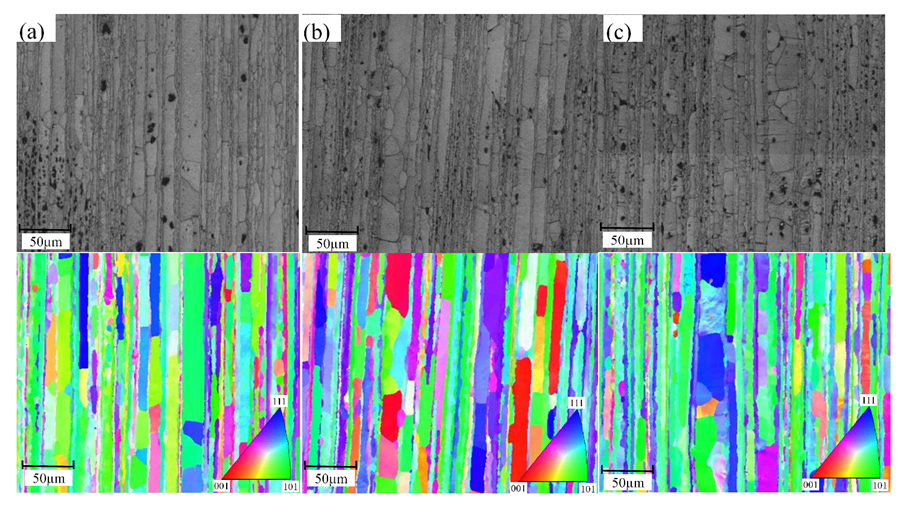
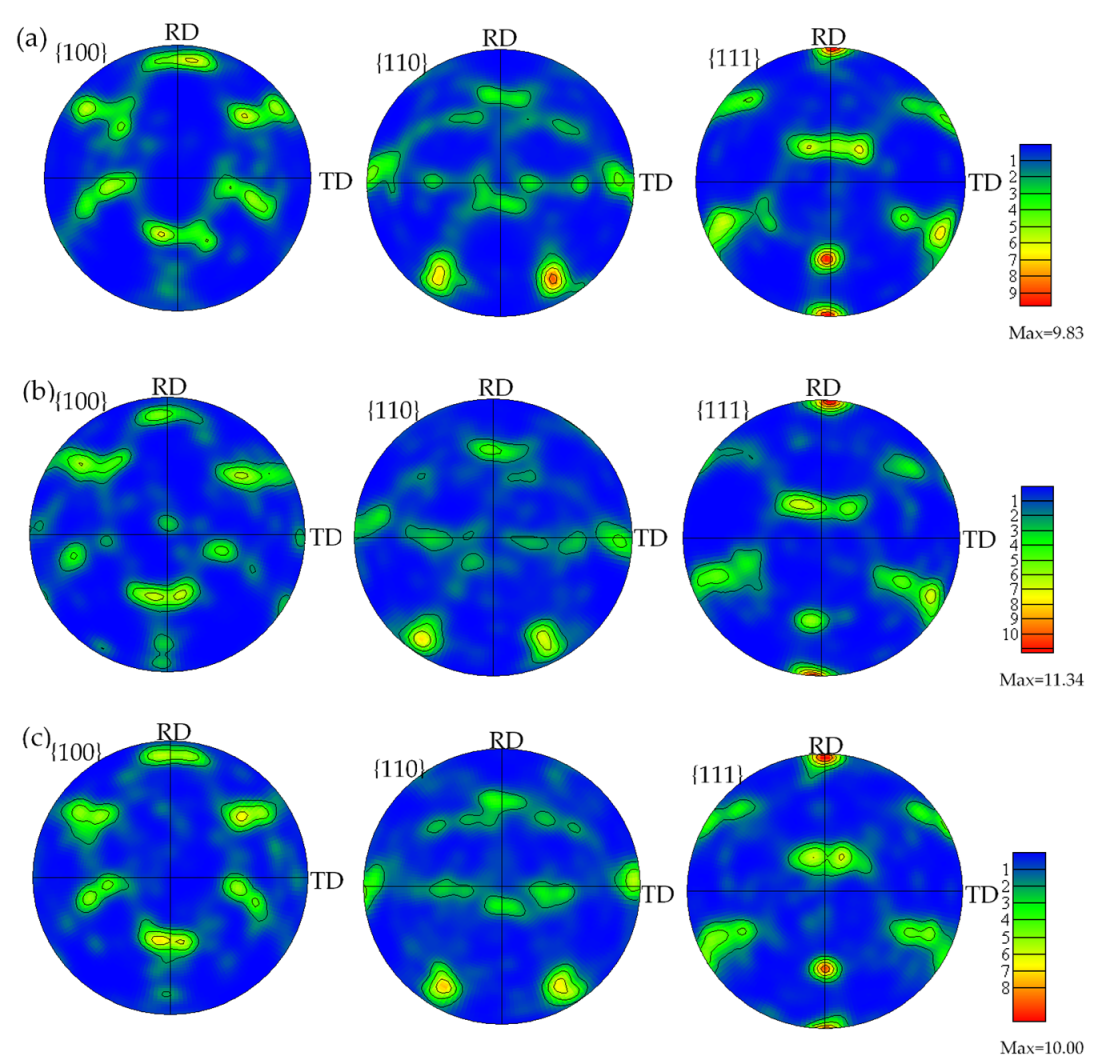
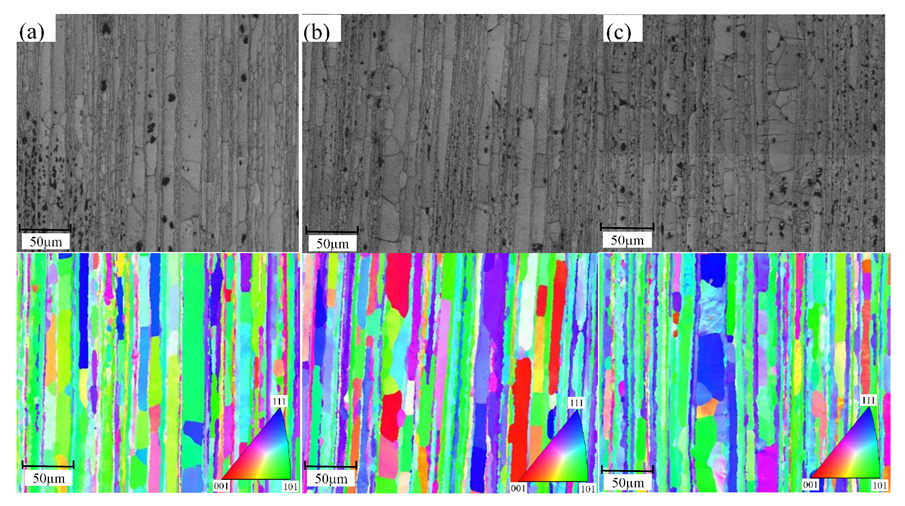
2.1. Experimental Material Preparation and Testing
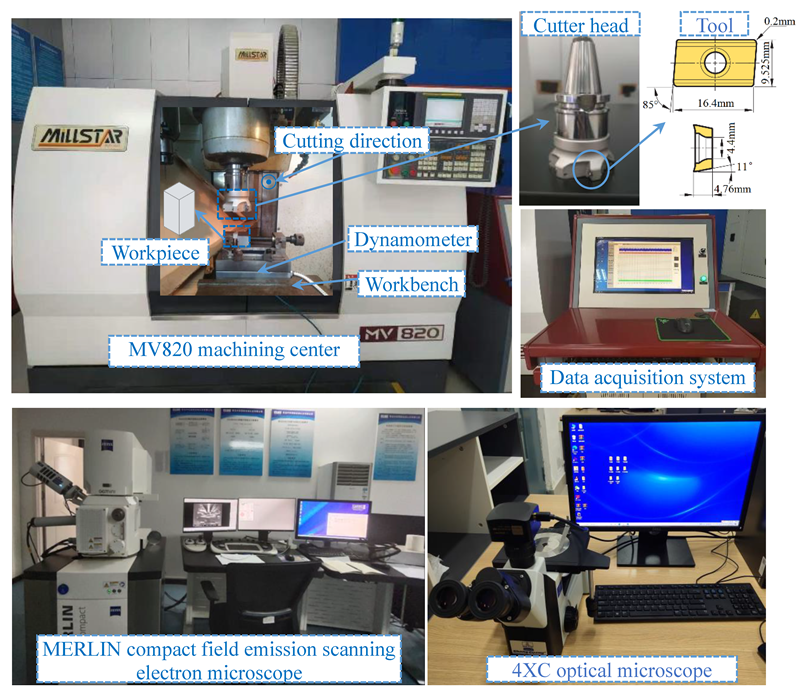
2.2. Experimental Equipment and Methods
3. Results and Discussion
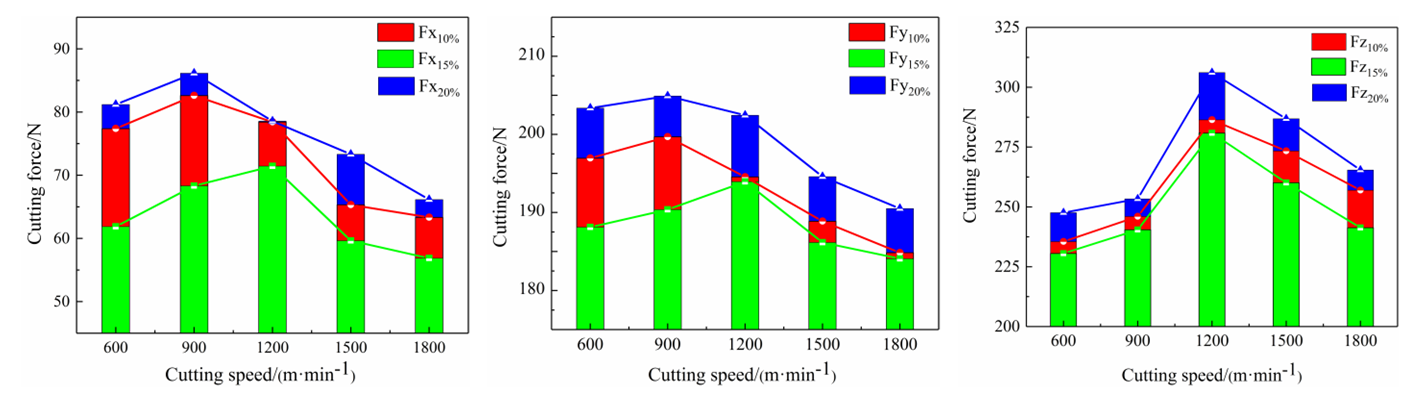
3.1. The Analysis of Cutting Forces
3.1.1. The Effect of Cutting Speed on the Three−Dimensional Cutting Force
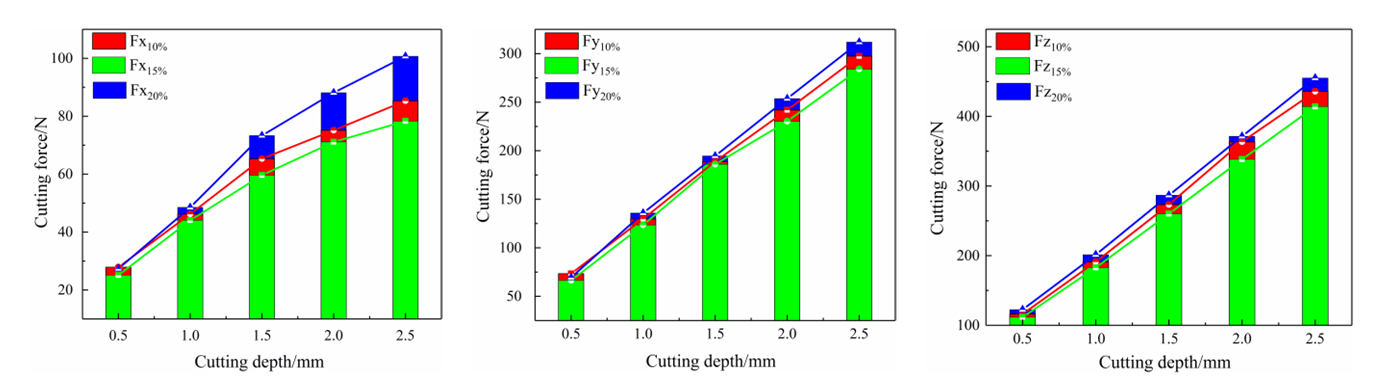
3.1.2. The Effect of Cutting Depth on Three−Dimensional Cutting Forces
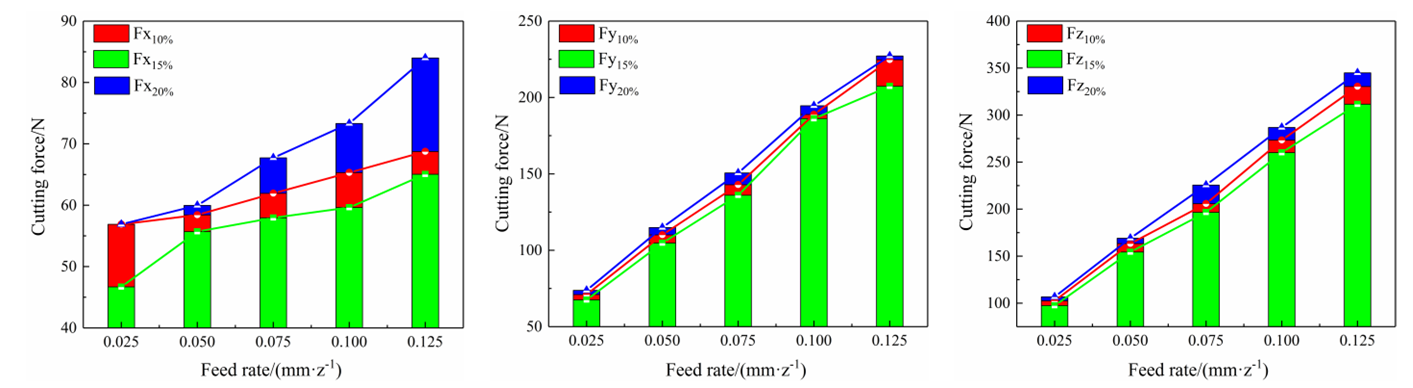
3.1.3. The Effect of Feed Rate on Three−Dimensional Cutting Forces
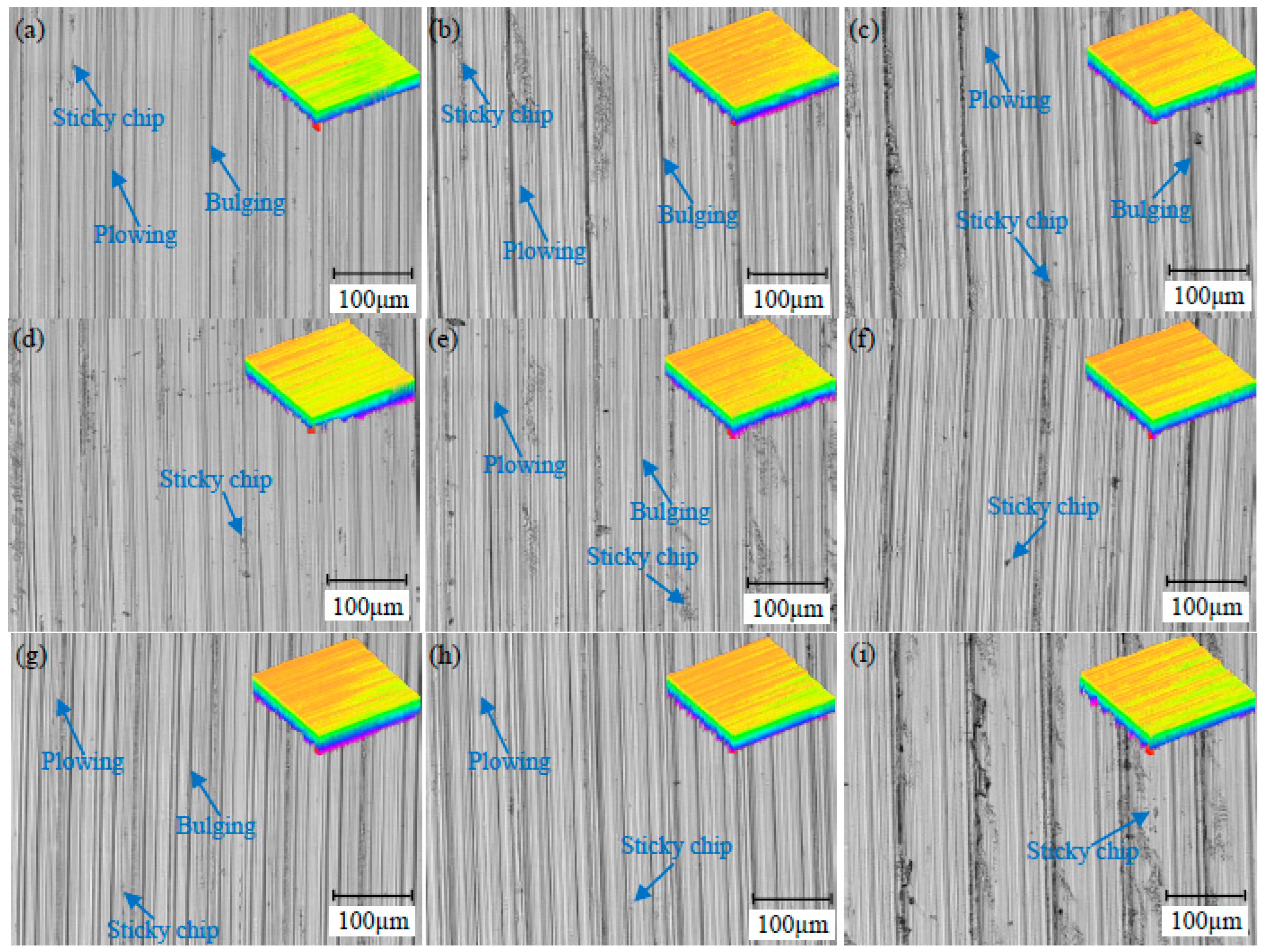
3.2. Analysis of Surface Topography in High-Speed Machining
3.2.1. Surface Morphology at Different Cutting Speeds
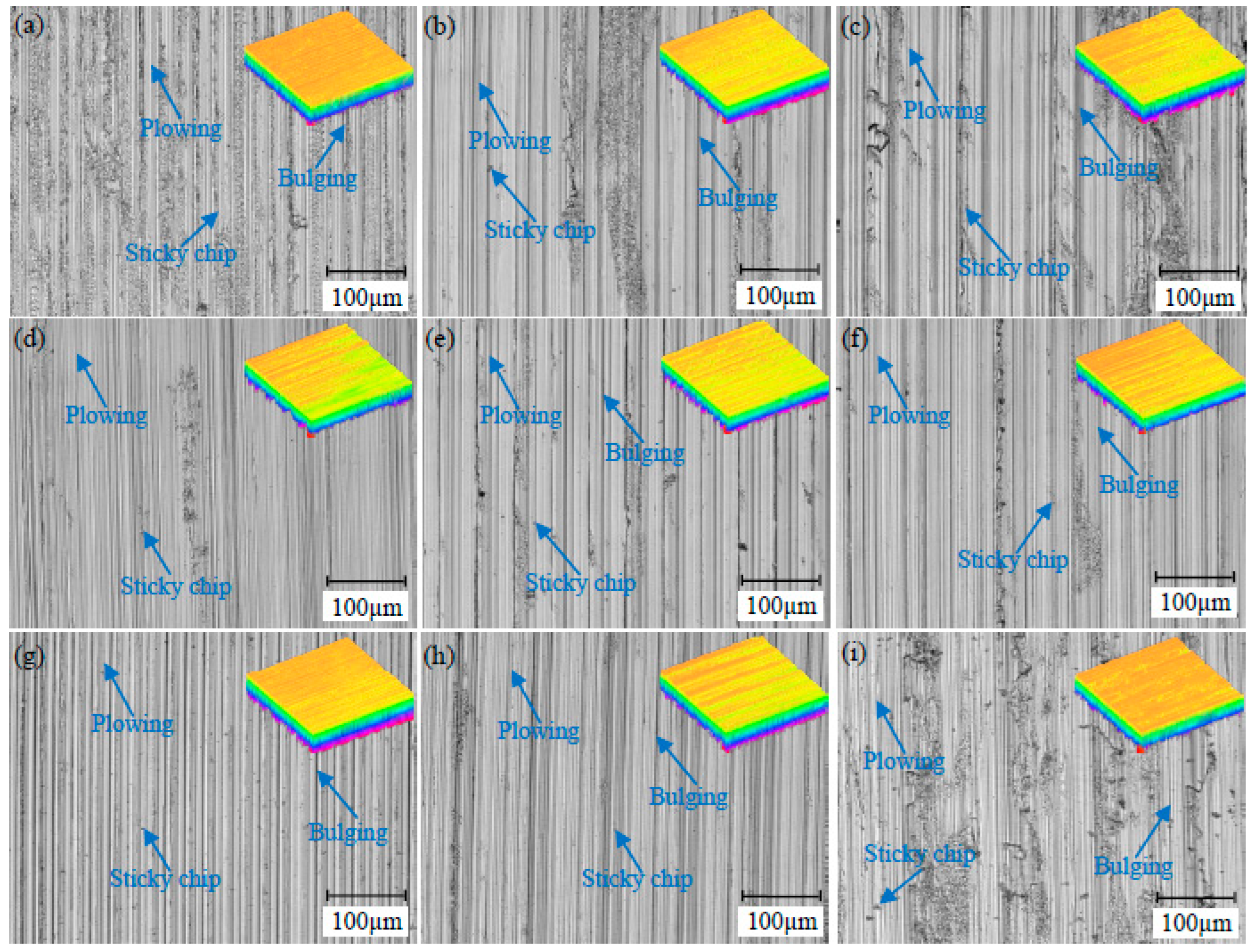
3.2.2. Surface Topography at Different Cutting Depths
3.2.3. Surface Topography at Different Feed Rates
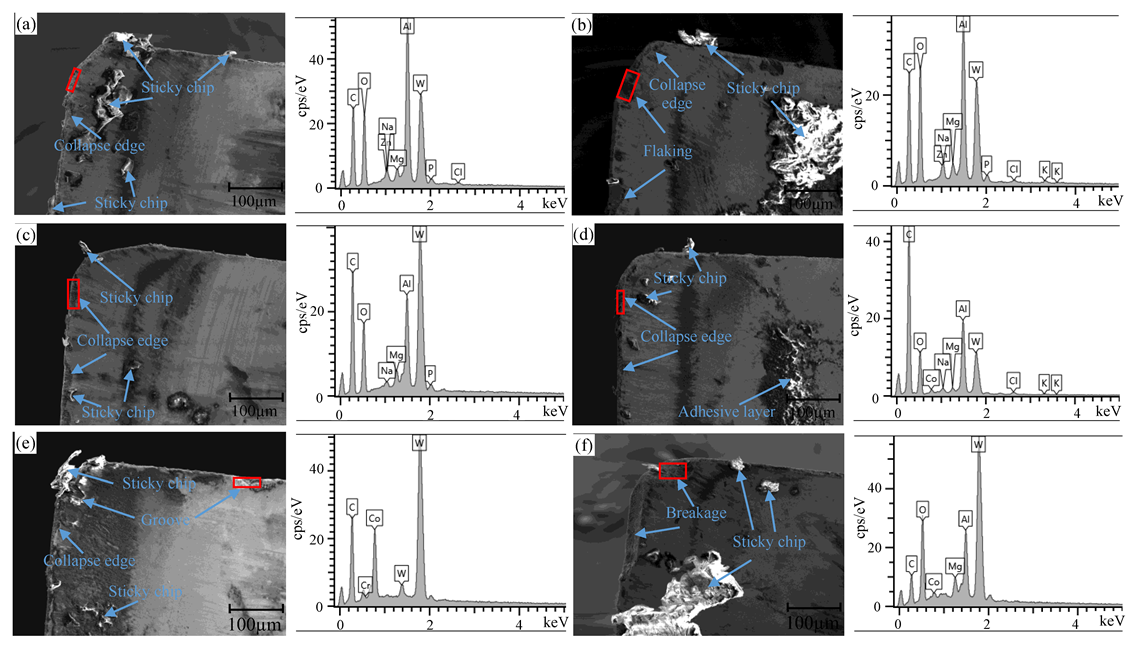
3.3. Analysis of Tool Wear in High-Speed Cutting
3.3.1. Tool Wear at Different Cutting Speeds
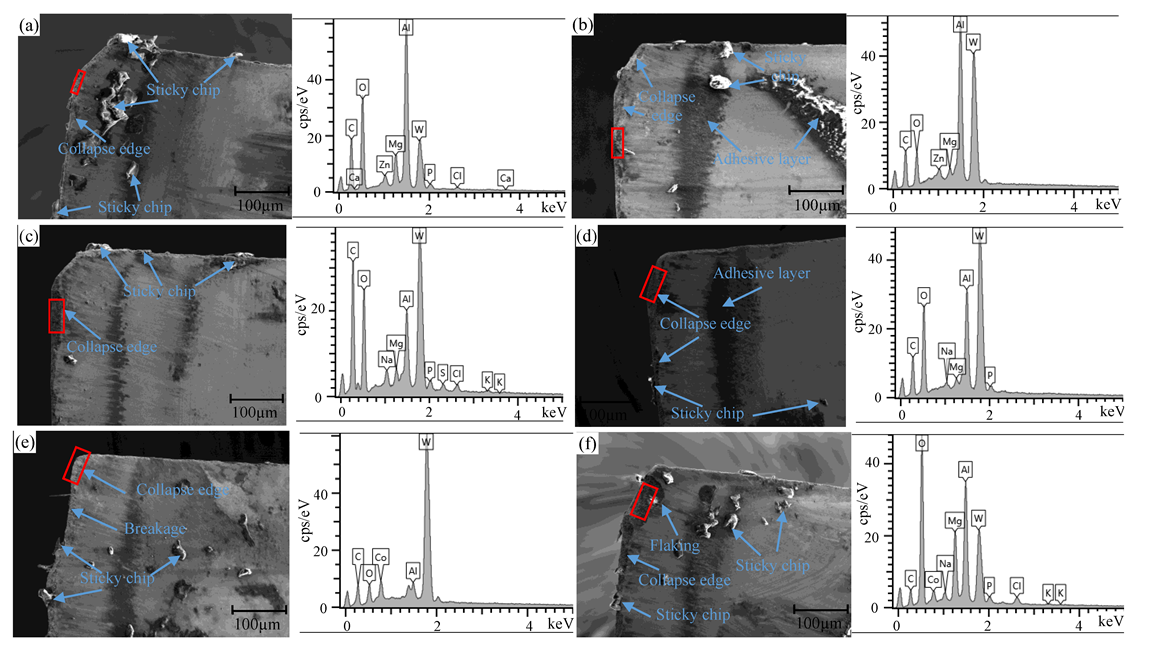
3.3.2. Tool Wear at Different Cutting Depths
3.3.3. Tool Wear at Different Feed Rates
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Manjunath, G.A.; Shivakumar, S.; Avadhani, S.P.; Sharath, P. Investigation of mechanical properties and microstructural behavior of 7050 aluminium alloy by multi directional forging technique. Mater. Today Proc. 2020, 27, 1147–1151. [Google Scholar] [CrossRef]
- Yu, X.; Wang, Y.; Lv, D. A novel chip breaker structure of PCD tool for the reaming of 7050 aluminum alloy. Int. J. Adv. Manuf. Technol. 2020, 109, 659–672. [Google Scholar] [CrossRef]
- Yu, X.W.; Chen, J.H.; Li, J.Y.; Wu, C.L. Effect of pre-deformation on quench-induced inhomogeneity of microstructure and hardness in 7050 aluminum alloy. Mater. Charact. 2019, 158, 110005. [Google Scholar] [CrossRef]
- Soren, T.R.; Kumar, R.; Panigrahi, I.; Sahoo, A.K.; Panda, A.; Das, R.K. Machinability behavior of Aluminium Alloys: A Brief Study. Mater. Today Proc. 2019, 18, 5069–5075. [Google Scholar] [CrossRef]
- Demir, H.; Gündüz, S. The effects of aging on machinability of 6061 aluminium alloy. Mater. Des. 2008, 30, 1480–1483. [Google Scholar] [CrossRef]
- Barnwal, V.K.; Raghavan, R.; Tewari, A.; Narasimhan, K.; Mishra, S.K. Effect of microstructure and texture on forming behaviour of AA-6061 aluminium alloy sheet. Mater. Sci. Eng. A 2017, 679, 56–65. [Google Scholar] [CrossRef]
- Wu, X.; Li, L.; He, N.; Zhao, M.; Zhan, Z. Investigation on the influence of material microstructure on cutting force and bur formation in the micro cutting of copper. Int. J. Adv. Manuf. Technol. 2015, 79, 321–327. [Google Scholar] [CrossRef]
- Lawson, B.L.; Kota, N.; Ozdoganlar, O.B. Effects of Crystallographic Anistropy on Orthogonal Micromachining of Single-Crystal Aluminum. J. Manuf. Sci. Eng. 2008, 130, 031116. [Google Scholar] [CrossRef]
- Komanduri, R.; Chandrasekaran, N.; Raff, L.M.D. Simulation of nanometric cutting of single crystal aluminum–effect of crystal orientation and direction of cutting. Wear 2000, 242, 60–88. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, J.; Li, G.; Xu, Z.; Zhang, H.; Zhang, J.; Hartmaier, A.; Fang, F.; Yan, Y.; Sun, T. Anisotropy-Related Machining Characteristics in Ultra-Precision Diamond Cutting of Crystalline Copper. Nanomanufacturing Metrol. 2020, 3, 123–132. [Google Scholar] [CrossRef]
- Guo, X.; Gou, Y.; Dong, Z.; Yuan, S.; Li, M.; Du, W.; Kang, R. Study on subsurface layer of nano-cutting single crystal tungsten in different crystal orientations. Appl. Surf. Sci. 2020, 526, 146608. [Google Scholar] [CrossRef]
- Ding, X.; Rahman, M. A study of the performance of cutting polycrystalline Al 6061 T6 with single crystalline diamond mi-cro-tools. Precis. Eng. 2012, 36, 593–603. [Google Scholar] [CrossRef]
- Zhao, M.; Ji, X.; Liang, S.Y. Influence of AA7075 crystallographic orientation on micro-grinding force. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 233, 1831–1843. [Google Scholar] [CrossRef]
- Ayed, Y.; Robert, C.; Germain, G.; Ammar, A. Orthogonal micro-cutting modeling of the Ti17 titanium alloy using the crystal plasticity theory. Finite Elements Anal. Des. 2017, 137, 43–55. [Google Scholar] [CrossRef]
- Goel, S.; Luo, X.; Reuben, R.L.; Pen, H. Influence of temperature and crystal orientation on tool wear during single point diamond turning of silicon. Wear 2012, 284–285, 65–72. [Google Scholar] [CrossRef]
- Hao, Z.; Gao, D.; Fan, Y.; Han, R. New observations on tool wear mechanism in dry machining Inconel718. Int. J. Mach. Tools Manuf. 2011, 51, 973–979. [Google Scholar] [CrossRef]
- Liu, Z.; Yue, C.; Li, X.; Liu, X.; Liang, S.Y.; Wang, L. Research on Tool Wear Based on 3D FEM Simulation for Milling Process. J. Manuf. Mater. Process. 2020, 4, 121. [Google Scholar] [CrossRef]
- Sánchez, J.M.; Rubio, E.; Álvarez, M.; Sebastián, M.; Marcos, M. Microstructural characterisation of material adhered over cutting tool in the dry machining of aerospace aluminium alloys. J. Mater. Process. Technol. 2005, 164–165, 911–918. [Google Scholar] [CrossRef]
- Sharif, A. Study on burr formation, tool wear and surface quality in machining Al6063. J. Mater. Manuf. 2022, 1, 1–9. [Google Scholar] [CrossRef]
- Sharif, A.; Hussain, A.; Habib, N.; Alam, W.; Hanif, M.I.; Noon, A.A.; Khan, M.I. Experimental investigation of hole quality and chip analysis during the dry drilling process of Al6061-T6. J. Mater. Manuf. 2023, 2, 21–30. [Google Scholar]
- Dong, G.; Wang, X.; Gao, S. Molecular dynamics simulation and experiment research of cutting-tool wear mechanism for cutting aluminum alloy. Int. J. Adv. Manuf. Technol. 2018, 96, 1123–1137. [Google Scholar] [CrossRef]
- Zhang, P.; Zhang, X.; Cao, X.; Yu, X.; Wang, Y. Analysis on the tool wear behavior of 7050-T7451 aluminum alloy under ultrasonic elliptical vibration cutting. Wear 2021, 466, 203538. [Google Scholar] [CrossRef]
- Lu, W.; Zong, C.; Ni, C.; Yu, X.; Liu, D. Study on the surface integrity of 7050 aluminum alloy with different crystal orientations during high-speed machining. Int. J. Adv. Manuf. Technol. 2022, 125, 661–678. [Google Scholar] [CrossRef]
- Wang, Z.F.; Zhang, J.; Zhang, J.; Li, G.; Zhang, H.; Hassan, H.U.; Hartmaier, A.; Yan, Y.; Sun, T. Towards an understanding of grain boundary step in diamond cutting of polycrystalline copper. J. Mater. Process. Technol. 2020, 276, 116400. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, Y. The Influence of Heat Treatment on Nanoscale Microstructure and Crystal Orientation of 7055 Aluminum Alloy Before and After High-Speed Milling. Trans. Indian Inst. Met. 2018, 71, 1379–1387. [Google Scholar] [CrossRef]
- Liu, W.H.; Yang, X.L.; Zhang, P.; Chen, Y.; Tang, S. Effect of T6 and T6I4 aging treatment on machinability of 7055 aluminum alloy. Trans. Mater. Heat Treat. 2016, 37, 30–35. [Google Scholar] [CrossRef]
- Ping, Z.; Xiujie, Y.; Penghao, W.; Xiao, Y. Surface integrity and tool wear mechanism of 7050-T7451 aluminum alloy under dry cutting. Vacuum 2020, 184, 109886. [Google Scholar] [CrossRef]
- Luo, H.; Wang, Y.; Zhang, P. Study on Surface Quality of 7A09 aluminum alloy milling based on single factor method. Surf. Technol. 2020, 49, 327–333. [Google Scholar] [CrossRef]
- Wu, Z.Y.; Zheng, G.M.; Jiang, X.L.; Yang, X.H.; Li, X.W.; Liu, H.B. Wear mechanism of TIAISIN coating in high speed dry turning of titanium alloy. Modul. Mach. Tool Autom. Manuf. Technol. 2022, 6, 172–179. [Google Scholar] [CrossRef]
- Li, X.; Zhou, Y.; Liu, J.; Gao, J. Research on wear mechanism of carbide tool for high-speed cutting aluminum alloy. Powder Met-Allurgy Technol. 2018, 36, 256–260. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ni, C.; Lu, W.; Wang, Y.; Zong, C.; Liu, D.; Liu, G. An Investigation of the High-Speed Machinability of 7050 Aluminum Alloy Based on Different Prefabricated Crystal Orientations. Lubricants 2023, 11, 413. https://doi.org/10.3390/lubricants11090413
Ni C, Lu W, Wang Y, Zong C, Liu D, Liu G. An Investigation of the High-Speed Machinability of 7050 Aluminum Alloy Based on Different Prefabricated Crystal Orientations. Lubricants. 2023; 11(9):413. https://doi.org/10.3390/lubricants11090413
Chicago/Turabian StyleNi, Chenbing, Wei Lu, Youqiang Wang, Chengguo Zong, Dejian Liu, and Guoliang Liu. 2023. "An Investigation of the High-Speed Machinability of 7050 Aluminum Alloy Based on Different Prefabricated Crystal Orientations" Lubricants 11, no. 9: 413. https://doi.org/10.3390/lubricants11090413
APA StyleNi, C., Lu, W., Wang, Y., Zong, C., Liu, D., & Liu, G. (2023). An Investigation of the High-Speed Machinability of 7050 Aluminum Alloy Based on Different Prefabricated Crystal Orientations. Lubricants, 11(9), 413. https://doi.org/10.3390/lubricants11090413