Abstract
Injection moulds are crucial to produce plastic and lightweight metal components. One primary associated challenge is that these may suffer from different types of failures, such as wear and/or cracking, due to the extreme temperatures (T), thermal cycles, and pressures involved in the production process. According to the intended geometry and respective needs, mould manufacturing can be performed with conventional or non-conventional processes. This work focuses on three foremost alloys: AMPCO® (CuBe alloy), INVAR-36® (Fe-Ni alloys, Fe-Ni36), and heat-treated (HT) steels. An insight into the manufacturing processes’ limitations of these kinds of materials will be made, and solutions for more effective machining will be presented by reviewing other published works from the last decade. The main objective is to provide a concise and comprehensive review of the most recent investigations of these alloys’ manufacturing processes and present the machinability challenges from other authors, discovering the prospects for future work and contributing to the endeavours of the injection mould industry. This review highlighted the imperative for more extensive research and development in targeted domains.
1. Introduction
Injection moulds are used in the manufacturing process of a wide variety of products, and these can be made from different materials with unique properties for given applications. Injection moulding requires a substantial amount of material to fabricate them, resulting in expensive mould costs and the installation of supplementary equipment. It is a vital process in polymer processing [1] that produces rework-free moulded parts from raw materials. The high flexibility associated with injection moulding elevates the process across various industries [2]. Quality criteria such as dimensional accuracy, surface impression, and the minimum achievable cycle time are essential considerations [3,4]. Numerous examples of injection mould products include short-glass-fibre composites, thermoplastic and thermosetting polymers, and standard plastic [5]. The high-pressure injection moulding (HPIM) industry is rapidly expanding due to the extensive use of these products. Fe alloys are more commonly used to produce injection moulds since mechanical strength, corrosion resistance, hardness, wear resistance, and fatigue resistance are guaranteed at lower costs [6,7,8]. The present review will focus on three primary alloys used in HPIM. CuBe or AMPCO® alloys are popular for plastic injection moulds due to their excellent thermal conductivity (k), allowing for fast and efficient mould cooling. Additionally, this alloy is highly resistant to corrosion and wear, making it an ideal material for high-T and high-pressure moulding applications; Fe-Ni36 or INVAR-36® is commonly used in injection moulds. These materials are known for their low thermal expansion coefficient (α), meaning they maintain their dimensional stability even when exposed to T changes, and heat-treated (HT) steels are ideal for high-volume moulding applications where durability is critical [9,10].
1.1. Copper–Beryllium Alloys (AMPCO®)
The incorporation of Cu [11,12] in the HPIM process, especially in Polymer Injection Moulding (PIM), enhances (1) elevated k, (2) corrosion and wear resistance, (3) dimensional stability, (4) electrical resistivity (ρR), and (5) substantial mechanical strength [13]. Cu alloys are extensively utilized across diverse industries due to their exceptional properties. Nonetheless, the surface quality of these materials holds paramount importance in ensuring optimal performance in moulds. Consequently, various cleaning processes enhance surface quality, including mechanical, chemical, chemical–mechanical, and electrochemical polishing [14]. During manufacturing, lubricating oils, drawing compounds, dirt, oxides, and metallic particles can accumulate, and these impurities must be eliminated to ensure quality. Chemical and chemical–mechanical polishing methods can yield finishes closely resembling those achieved through electropolishing, a technique known for creating smoother and brighter surfaces.
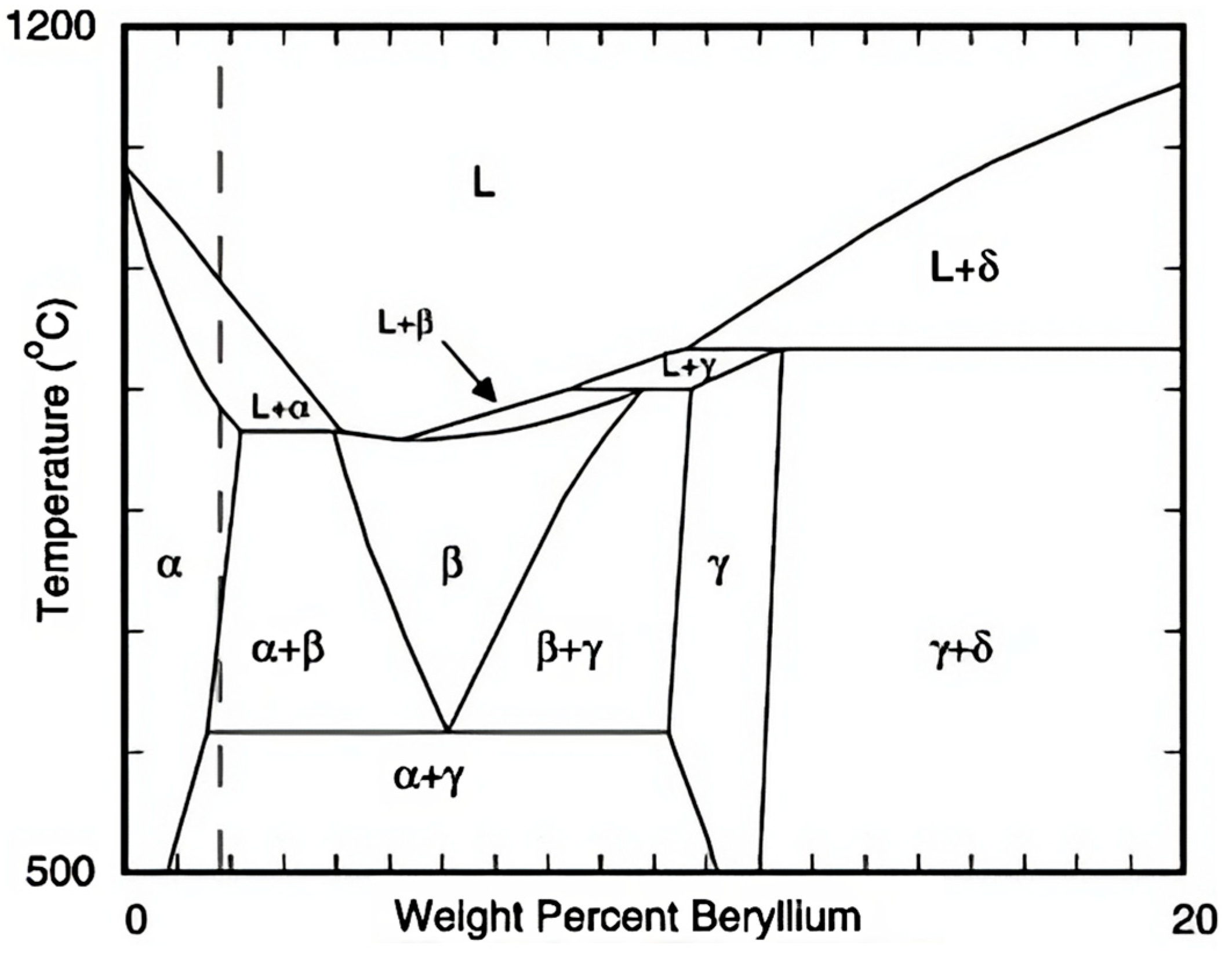
Moreover, electropolishing offers a more straightforward process that can effectively be applied to larger surface areas [15,16]. On the contrary, Be [17] is acknowledged for its inherent hardness and granular state, requiring powder metallurgy technology. Additionally, Be and its compounds are toxic, which can incur high costs and complexity in manufacturing and repair/service [18,19,20,21]. This inherent characteristic poses challenges in attaining polished and flawless surfaces due to the abrasive nature of the hard particles, thereby exacerbating tool wear during the machining of an injection moulding insert of a Cu-Be [22] alloy by amplifying the costs and intricacy associated with manufacturing and repair/service procedures [19]. Figure 1 depicts a binary phase diagram of CuBe alloys.
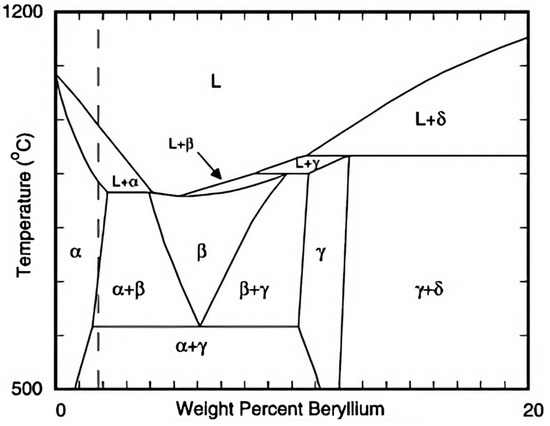
Figure 1.
The binary CuBe phase diagram. The composition range of interest typically contains approximately 1.8 weight percentage (wt%) of Be, denoted by the vertical dashed line [23].
CuBe alloys, such as those found in AMPCO® alloys, are often employed for PIM [24]. Zhong et al. [25] compared a rapidly solidified Al alloy, CuBe C17200 alloy, according to the ASTM B 194-15 [26] standard, and Al-6061 alloy regarding their wear rates, hardness, and suitability as materials for mould inserts. Among the materials examined for mould inserts, the CuBe alloy exhibited the highest hardness and the lowest wear rate, whereas the Al-6061 alloy was the worst material. Cu alloying with Be enhances its mechanical properties while significantly decreasing k [27,28]. AMPCO® variants’ incorporation into PIM tools can enhance the efficiency and quality of the moulding process [29]. It merges the characteristics of Cu [11,12] and Be [17] to create a sturdy alloy with improved resistance to wear due to high hardness and excellent seizing and galling resistance. These characteristics make this alloy an excellent option for bearing and bushing applications [30,31] and from aerospace to automotive and nuclear sectors, as presented in Table 1 [32].

Table 1.
Industry applications and characteristics of AMPCO® alloys.
As a result, several investigations have been carried out into processing these alloys for injection moulding applications, focusing on the electrical discharge machining of Cu-based alloys. This method has proven highly effective in producing mould cavities. High-reliability engineered materials, specifically CuBe alloys, have gained widespread utilization in numerous engineering domains. Due to the high hardness of Be particles and T fatigue strength, machining challenges, such as tool wear (TW), built-up edge (BUE), where material adhesion to tool surfaces can cause rapid tool deterioration [14,34], and the micro-tearing of the grain lattice may arise, when creating smooth surfaces on AMPCO® alloys using CM methods [35,36]. Research has focused on overcoming these challenges, including electrical discharge machining (EDM) [37] and diamond-like-coated tools. Table 2 presents some AMPCO® alloys’ chemical compositions, which can differ from the contents established by the ASTM B 194-15 [26] standard since it is heavily commercial branded material. Enterprises tend to compete with their counterparts who have specific know-how, thus adding more wt% of certain elements to enhance performance. Table 3 presents some critical physical, mechanical, and thermodynamical properties of AMPCO® and CuBe C17200 alloys.
Table 2.
Chemical composition of some AMPCO® alloys.
Table 3.
Physical, mechanical, and thermodynamic properties of some AMPCO® alloys.
1.2. Iron–Nickel (INVAR-36®)
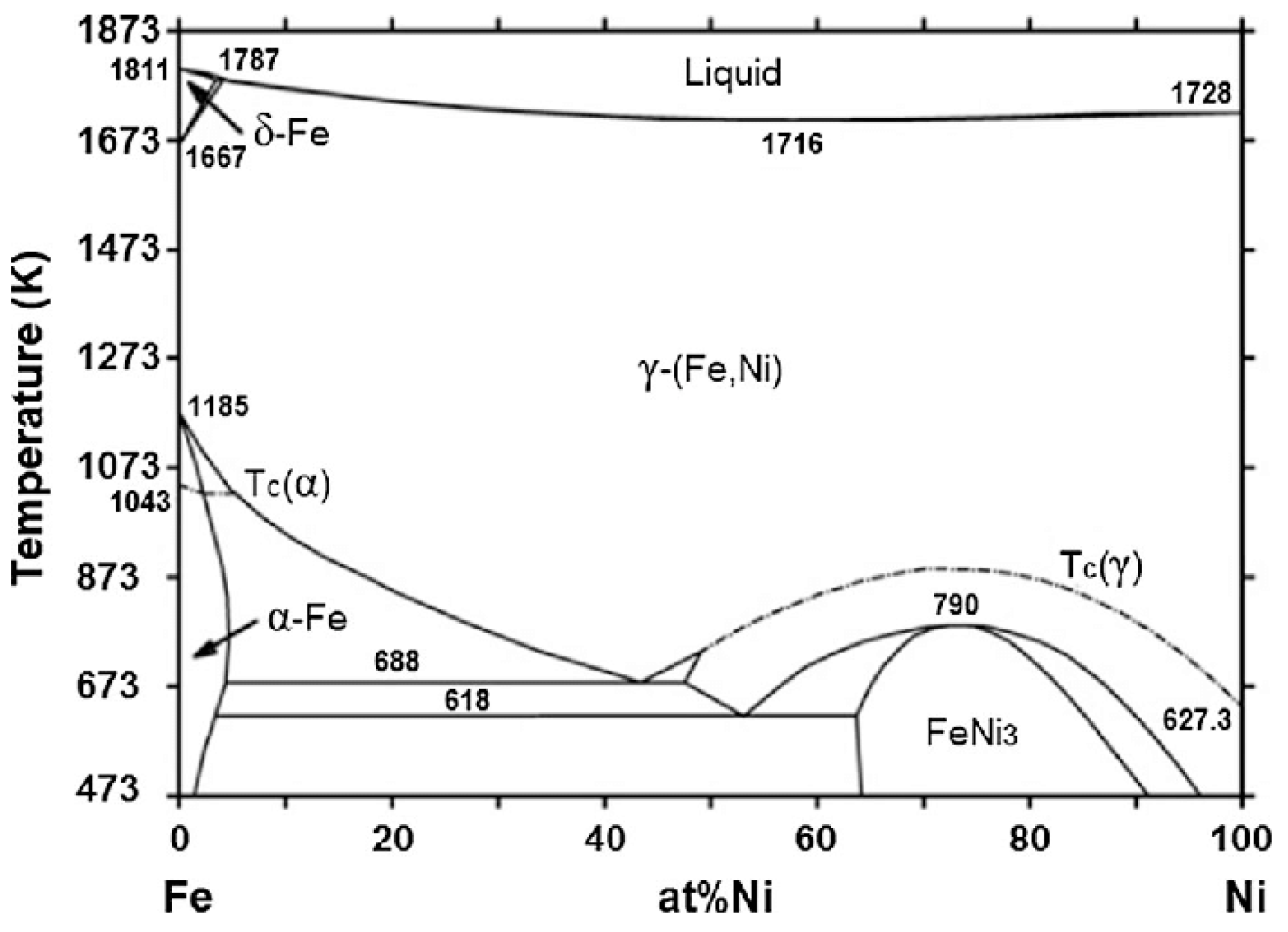
INVAR-36® is a ferromagnetic Ni alloy classified in the Fe-Ni [40] and Fe-based superalloy series. Shallow α values characterize it over a wide range of T of 20 < T < 200 °C [41], known as INVAR behaviour. Ruled by the ASTM F 1684-06 (2016) [42] standard, this alloy has emerged as a crucial material in advancing science and technology, particularly for precision measurements [43,44]. Due to the unique properties of Fe-Ni alloys with a Face-Centred Cubic (FCC) structure and a Ni concentration of approximately wt% = 36% (Figure 2), these materials exhibit the most excellent INVAR behaviour [44,45], excellent for dimensional stability applications such as (1) the Aerospace industry, (2) Appliance and heater thermostats, (3) Automotive control devices, (4) Bimetals for circuit breakers, (5) Composite layup moulds, (6) Gauge tubes, (7) Heating and air conditioning, (8) Metrology devices, (9) Motor controls, (10) Optical mounting and components, (11) Orbiting satellites, (12) Precision measuring instruments/tools, (13) Ring laser gyroscopes, (14) Shadow masks to produce Organic Light-Emitting Diodes (OLEDs), and (15) Time-keeping devices.
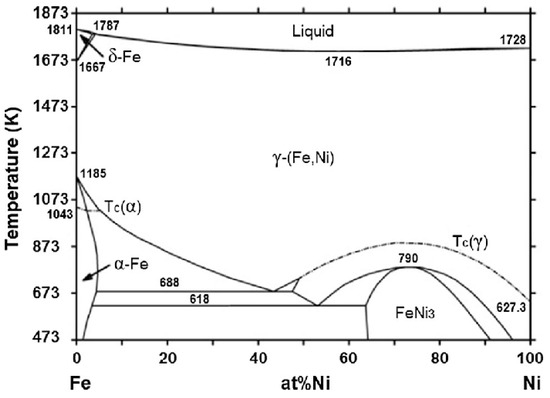
Figure 2.
Fe-Ni phase diagram where stable phase equilibria are demonstrated (adapted from [40]).
However, its low hardness limits its use in tribological applications, such as manufacturing bulky composite tooling for the aerospace [46] and automotive industries. The production of structural components from Fe-Ni alloys maintains its popularity due to their excellent resistance to chemical and environmental corrosion [47,48], fatigue resistance, mechanical properties in low T environments, reasonable ductility, and toughness. The hot ductility of the base metal Fe-Ni36 can be improved by increasing the strain rate (), in the range of 0.001 < < 1 Hz or by the influence of dynamic recrystallization at high T [49,50]. Table 4 and Table 5 present some important physical, mechanical, and thermodynamical properties of INVAR-36® and the typical chemical composition according to some authors, respectively.
Table 4.
Physical, mechanical, and thermodynamic properties of INVAR-36®, according to the literature.
Table 5.
The chemical composition of INVAR-36®, according to the literature.
High-quality nanometric finish surfacing is one of the significant challenges when machining INVAR-36® since it has low hardness and high chemical activity [44,57]. Hauschwitz et al. [58] suggest that optimizing the rolling torque, polishing speed, and reducing the polishing depth can improve the process’s efficiency and quality while lowering subsurface damage [59,60]. Moreover, some authors have been overcoming these issues thanks to the brisk development of the selective laser melting (SLM) process [61,62,63] allied to a post-machining process.
1.3. HT Steels
HT steels are designed to improve hardness, toughness, and wear resistance through controlled heating and cooling, which is ideal for PIM purposes because they can maintain shape and structural integrity [64,65]. Suitable steels for this purpose, namely AISI H11 (DIN 1.2343), AISI H13 (DIN 1.2344), and AISI L6 (DIN 1.2714) [66], will be addressed in this paper. AISI H11 (DIN 1.2343) in tooling applications [67] for PIM is especially advantageous as it is a vital material for producing tools and dies. It is classified as air-hardening, high Cr, and premium C-steel and is sturdy and abrasive in wear [68]. AISI H13 (DIN 1.2344) is a highly sought-after hot work tool steel with remarkable strength at high T. This alloy also has excellent resistance to abrasion at low and high T, a high level of toughness, a high level of machinability and polishability, and optimal resistance to thermal fatigue [69]. Typically, H13 is utilized in a quenched and tempered state, featuring a microstructure comprising a lath martensitic matrix and secondary-hardening carbide precipitates. This situation brings up challenges when machining, as shown by Figure 3.
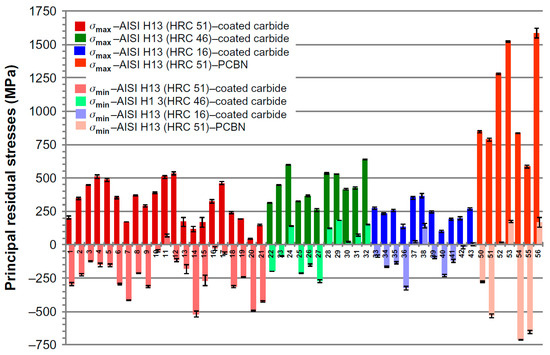
Figure 3.
Surface residual stresses were investigated during the turning process of H13 (DIN 1.2344) tool steel, employing coated cemented carbide and PcBN cutting tools across 56 distinct cutting conditions [69].
In order to enhance machinability, authors have concluded that the microstructure of H13 produced via AM significantly differs from that of its conventional counterparts. The material’s k was improved by heat treatment; however, its value depends on the specific parameters of the selective laser melting and post heat treatment process [70,71]. AISI L6 [72] die steel is prominently featured in hot forging manufacturing processes [73], having enhanced properties compared to the H11 and H13 [72] steels. This alloy can also be found in extrusion dies, bolts, casting inserts, forging dies, drop forges, embossing dies, pressure pads, and dies [74]. Table 6 presents the physical, mechanical, and thermodynamical properties of the different HT steels that will be addressed in this work.
Table 6.
Mechanical properties of HT steels.
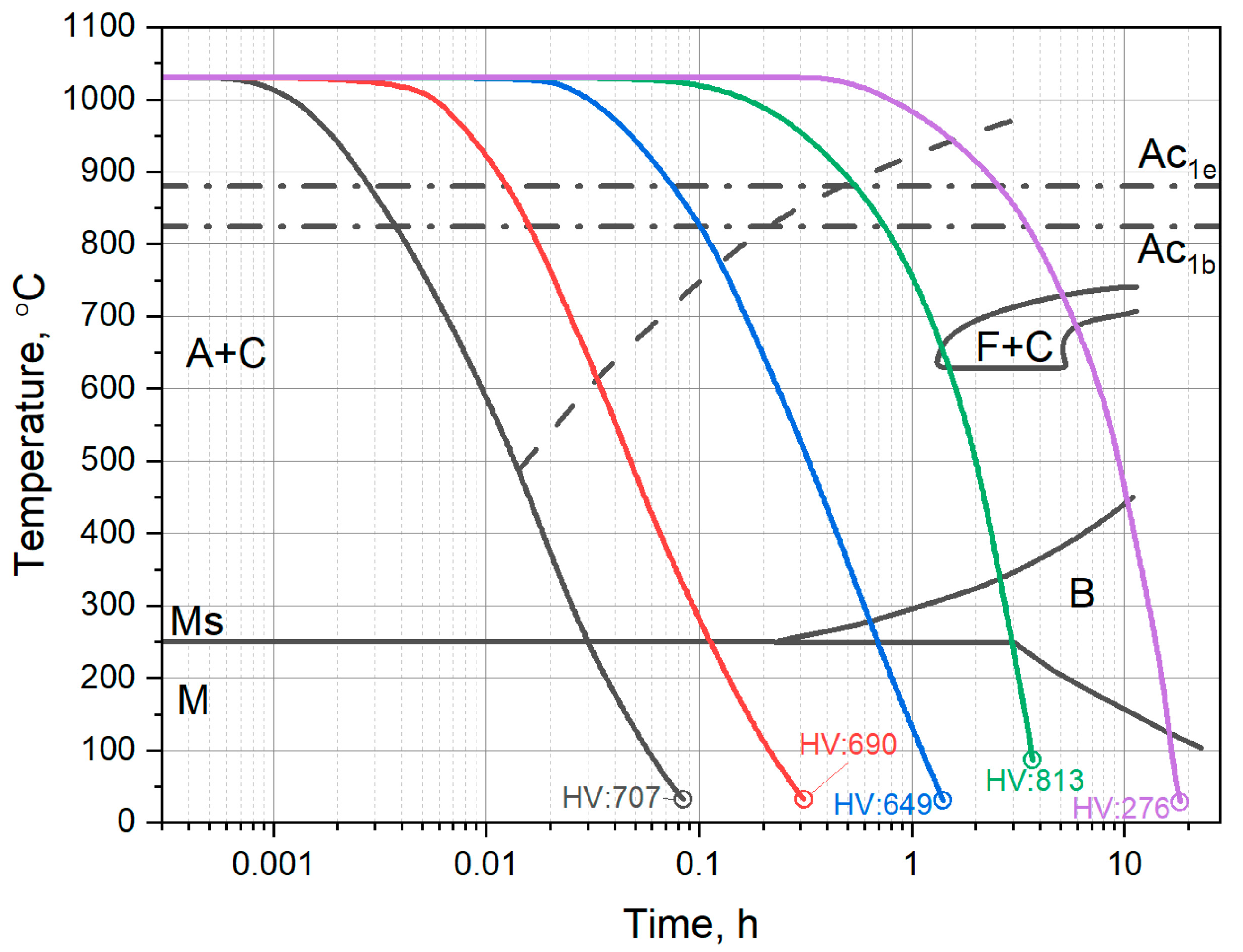
Figure 4 illustrates a Typical Time–Temperature-Transformation (TTT) diagram for AISI H11 (DIN 1.2343) steel. Table 7 has some chemical compositions of the AISI H11 (DIN 1.2343), AISI H13 (DIN 1.2344), and AISI L6 (DIN 1.2714) steels, according to the literature, and Table 8 completes the information by presenting each element’s contribution.
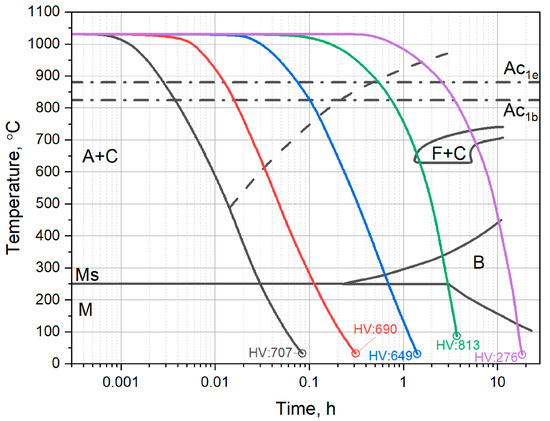
Figure 4.
Typical Time–Temperature-Transformation (TTT) diagrams (alongside Continuous Cooling Transformation (CCT) diagrams) delineate the onset of phase precipitation in AISI H11 (DIN 1.2343) hot work tool steel. The symbols represent austenite (A), cementite (C), martensite (M), bainite (B), martensite start temperature (MS), ferrite (F), and the initiation (Ac1e) and conclusion (Ac1b) temperatures of austenite transformation [78].
Table 7.
The typical chemical composition of HT steels, according to the literature.
Table 8.
The characteristics of the main elements of the addressed HT steels [66].
While some chemical elements enhance the final product, others may induce disadvantages. Table 9 summarizes numerous pros and cons of some of the addressed elements from Table 8.
Table 9.
Advantages and disadvantages of the main elements of the alloys mentioned above [66].
The noteworthy study by Twardowski et al. [87] pertains to the analysis of diverse factors impacting Surface Roughness (SR) after the end milling of hardened steel under High-Speed Milling (HSM) circumstances. It encompasses investigations into milling parameters such as the cutting speed (Vc) and axial depth of cut (ap, or ADOC), along with exploring process dynamics influencing the SR of machined surfaces. Additionally, an SR model incorporating cutter displacements was developed. The research also examined surface profile charts, focusing on vibrations, and cutting force (Fcut) components. The investigation revealed that actual SR parameters exhibit values 16 to 25× greater than the theoretical values derived from the kinematic–geometric projection of the cutter onto the workpiece. As the theoretical model postulates, the primary determinant of the surface micro-irregularity height and configuration is the feed rate (f) rather than the feed-per-tooth (fz). This deviation is ascribed to the milling process dynamics, which are intricately linked to the spindle speed (s) frequency. Ensuring the surface quality of injection moulding materials is paramount for achieving optimal performance. Conventional Manufacturing (CM) remains the predominant method for fabricating injection moulds among the three materials addressed. Since they are older and more established machining processes, milling, turning, drilling, and many more are widely employed for shaping and finishing moulds.
Nonetheless, Non-Conventional Machining (NCM), like EDM, can be applied to injection mould manufacturing and enhance the machinability of HPIM. The inquiry originates from its paramount significance within the injection moulding industry, regarding the most common and used materials’ machinability. This paper also does not intend to give a broad vision on HPIM to every academic and practitioner but to deliver a structured review able to contribute to fast knowledge acquisition in the field of HPIM, rendering research in this field invaluable for industry optimization. Following the presentation of the theoretical framework in Section 1, Section 2 delineates the methodology employed in this study, which is based on the Systematic Literature Review (SLR) approach [88] aimed at identifying pertinent papers. In Section 3, these identified papers undergo analysis to present the newer prospects within the research fields of CM and non-traditional machining methods applied to AMPCO®, INVAR-36®, and HT steels, all injection mould materials. Section 4 discusses findings derived from content analysis, providing an overview of emerging research areas and challenges when machining these types of materials. Section 5 succinctly summarizes the findings and offers a brief outlook.
2. Materials and Methods
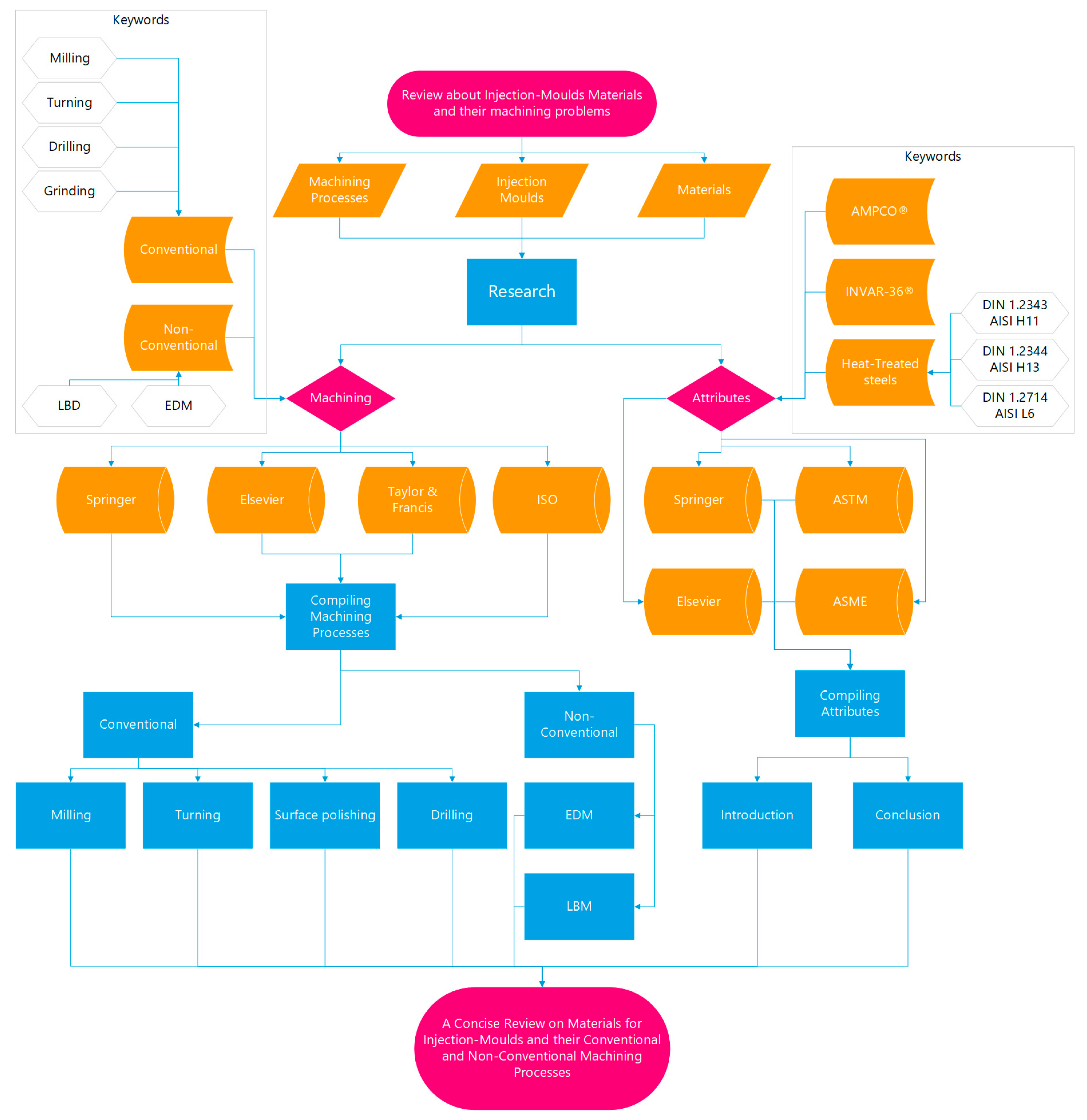
The conceptual map (Figure 5) depicts the methodology for conducting research and gathering information and provides an easily understandable visual representation of all the steps involved in creating this review.
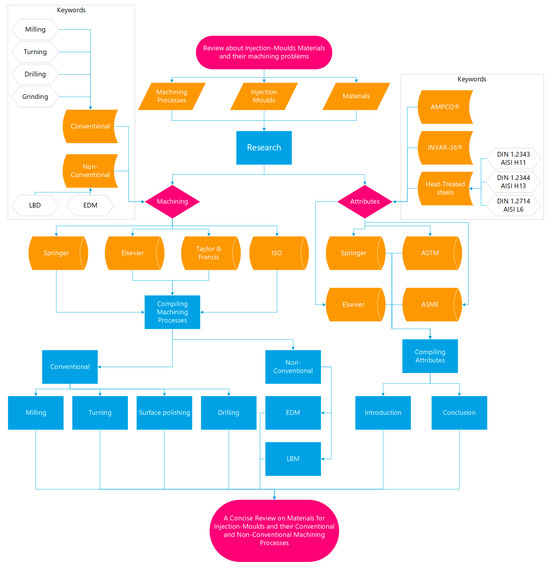
Figure 5.
Conceptual map with the methods and research conducted.
The research and information-compiling phases were carried out through SLR since it is based on a systematic, method-driven, and replicable approach [89,90]. The platform used for SLR was Dimensions.ai, which is connected to all data from Scopus. The method employed for research and data compilation was assessed for quality by considering factors such as citation score and journal impact, and it was systematized. The information sources utilized for this review included ScienceDirect, Springer, MDPI, and ResearchGate platforms, all renowned for their reliability and expertise. To collect data on these subjects, relevant keywords and their combinations were employed, for example, manufacturing processes, machining, conventional, non-conventional, injection moulds, INVAR-36®, Fe-Ni36, CuBe, and HT steels. While collecting articles, all critical information was systematized in a table, including processes, names, sources, respective journals, and an indication that it had been used.
3. Literature Review
3.1. Conventional Manufacturing (CM)
This section addresses CM processes that allow for the removal of considerable material from the workpiece. The upcoming literature review will focus on the milling, turning, drilling, and boring processes applied to AMPCO®, INVAR-36®, and HT steels.
3.1.1. Milling
Milling is a crucial manufacturing process that has evolved significantly in recent years [91]. Milling tools come in various forms, including coated and/or uncoated. Coated tools improve the overall process productivity by enhancing the tool life (TL) and production quality of machined components [92]. Nonetheless, for specific applications, uncoated tools have the upper hand, as seen in Lakner et al.’s [93] work, where the cutting performance of uncoated milling tools was superior, producing the highest quality hole surface, the lowest Fcut values, and experiencing the least amount of TW [94,95]. Delamination damage is still a challenge when machining with coated tools. Four techniques were devised by Zou et al. [18] during the helical milling of CFRP/Ti-6Al-4V stacks with coated tools. Based on experimental data, it was discovered that the extent of delamination damage is linked to the axial cutting load and can be curtailed by altering the sequence of the stacks [96]. It is important to note that a milling process with a high f can result in surface deterioration caused by the phenomenon known as built-up edge (BUE) [19]. Table 10 addresses some of the most recent state-of-the-art works regarding milling AMPCO®, INVAR-36®, and HT steels.
Table 10.
Milling processes: addressed challenges and remarks.
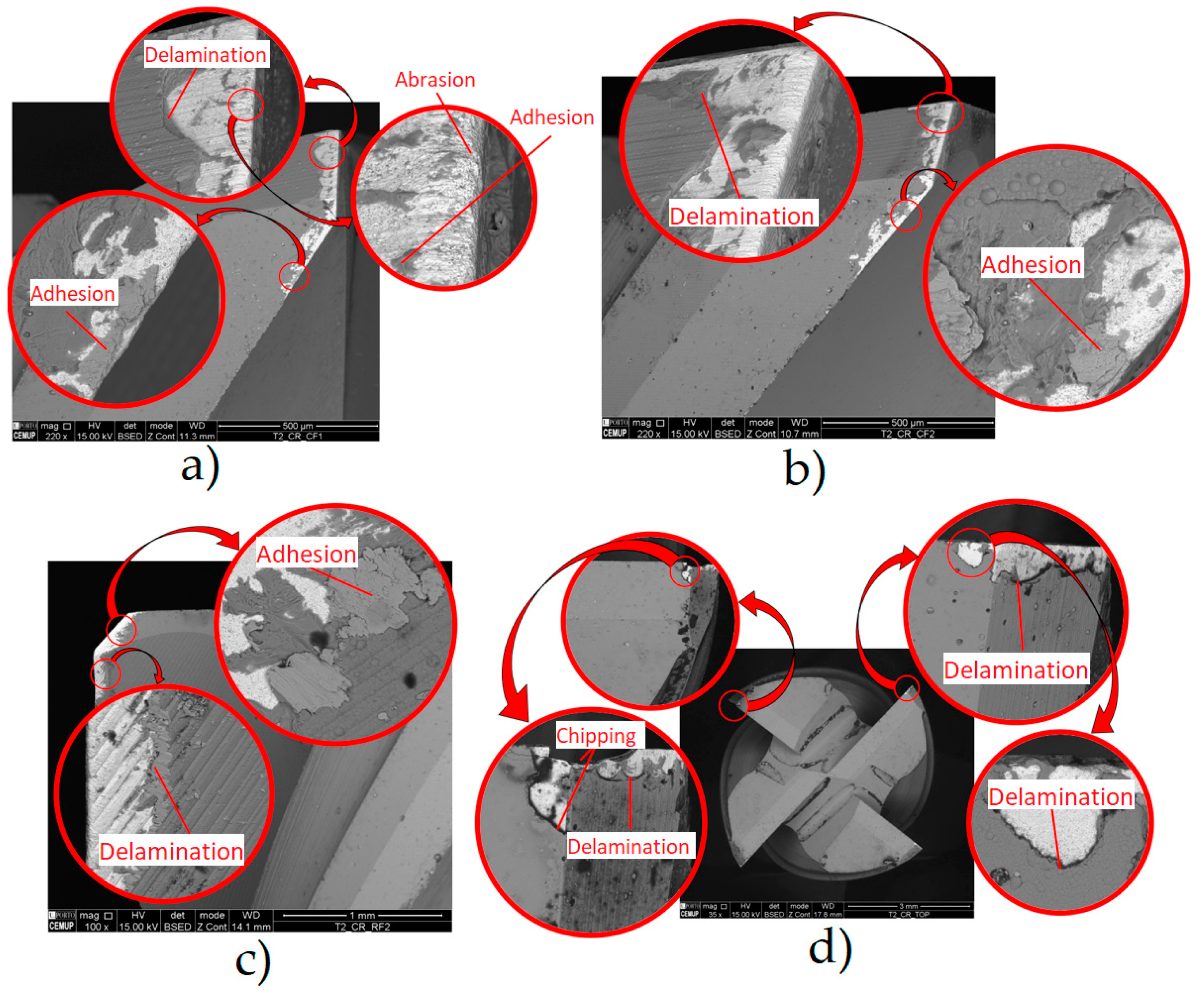
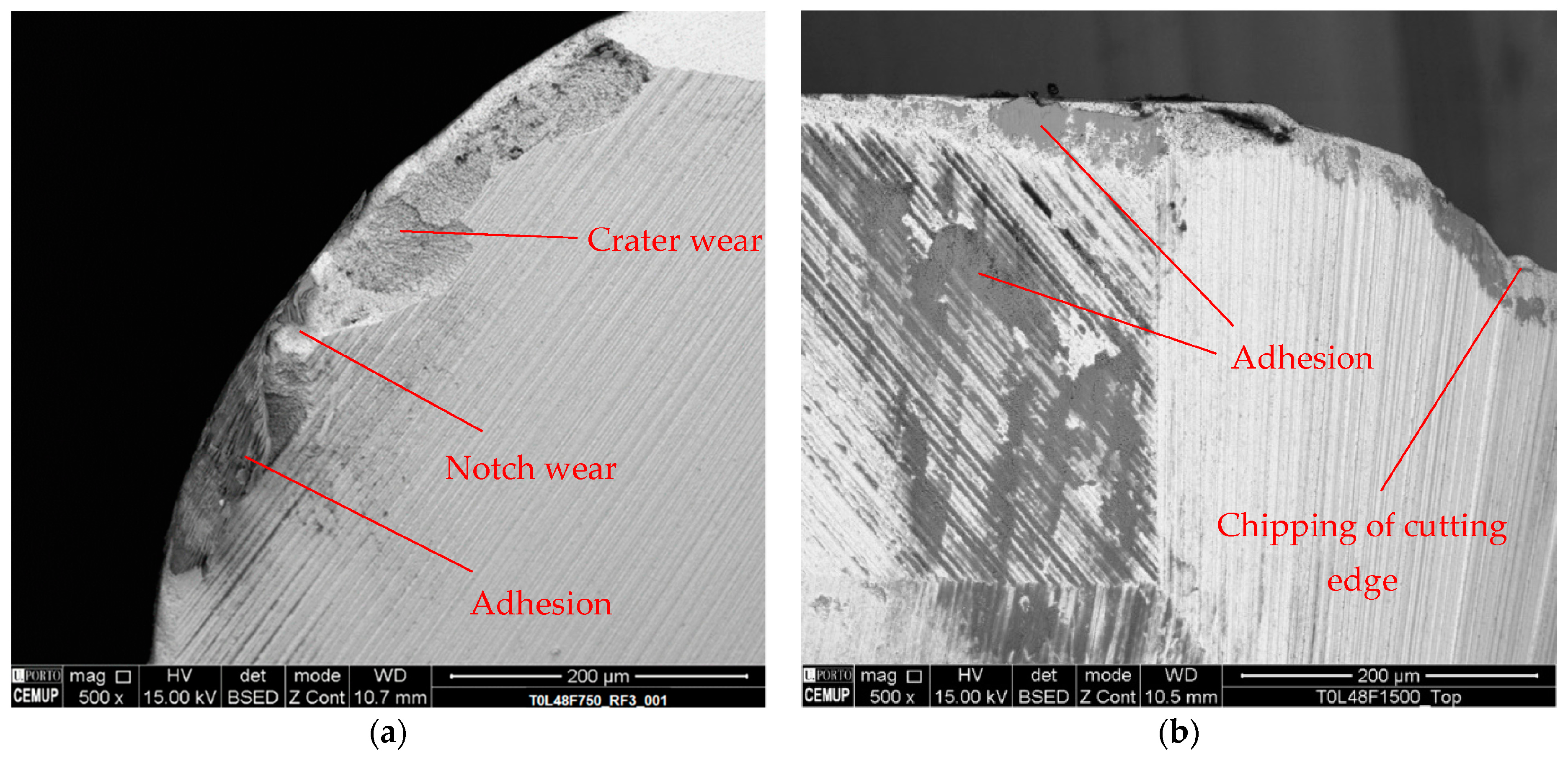
Figure 6 and Figure 7 from Nogueira et al.’s [34] and Sousa et al.’s [14] works, respectively, depict the associated wear mechanisms in the tools used when milling AMPCO®.
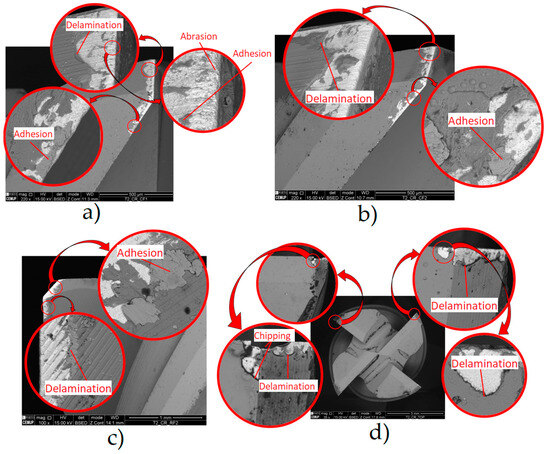
Figure 6.
SEM images of a TiAlTaN-coated tool during testing at Lcut = 53.6 m and f = 750 mm/min. Magnifications of 100× and 220× of the following: (a) Tooth 1 of the cutting tool with CF, (b) Tooth 2 of the cutting tool with CF, (c) Tooth 2 of the cutting tool with RF, and (d) the top surface [34].
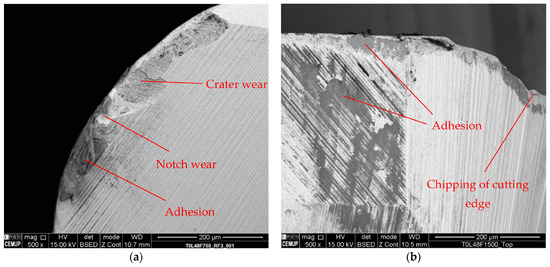
Figure 7.
(a) Wear mechanisms observed on the RF of an uncoated tool during testing at Lcut = 48 m and f = 750 mm/min. (b) Wear mechanisms detected on the top surface (TOP) of tools employed by an uncoated tool during testing at Lcut = 48 m and f = 1500 mm/min [14].
3.1.2. Turning
Turning is a machining technique that has become increasingly popular in industrial manufacturing. The process presents challenges, such as the TW and tear of the coated inserts over time, affecting the surface and subsurface properties of the workpiece [114,115]. The tool–workpiece interaction is a critical aspect to consider in hard turning [116,117]. While hard turning offers benefits in terms of productivity, it is essential to consider the resulting properties of the workpiece: SR, dimensional and geometric tolerances, residual stress, surface and bulk hardness, and the microstructure of the surface layers. According to Meyer et al. [118], the effective contact dimensions at the primary cutting edge are essential to characterize the complex turning process. Adjustments in finishing, nominal process parameters, ap, and f are imperative to obtain the best results [118,119,120].
Although orthogonal cutting is not the most used process when manufacturing injection moulds, it is intended to provide in Table 11 some of the most recent state-of-the-art works regarding the challenges other researchers felt, which can be extrapolated to milling situations.
Table 11.
Turning processes: addressed challenges and remarks.
3.1.3. Drilling
Drilling is crucial in manufacturing and assembling parts used in various industries, including PIM [128]. Reduced hole quality and degraded drills due to the significant Fcut and Tcut during the process are still great challenges due to the tear of drill bits. According to Ortner and Kromoser [129], the effect of the drill diameter on Fcut is not significant at a low Vc, but for a higher f, an apparent increase in the influence can be observed [129,130]. Newer technologies like Ultrasonic Vibration Drilling (UVD) offer high efficiency, good stratum adaptability, and a fast drilling speed. Ma et al. [131] investigated four different types of drilling in a Ti6Al4V alloy: Direct Drilling (DD), Peck Drilling (PD), UVD, and Ultrasonic Vibration Peck Drilling (UVPD). UVD could still obtain a smaller axial force (Fa) than DD, and Fa continued to decline with the increased vibration amplitude. When the amplitude was increased from 0 to 5.5 μm, the mean thrust force decreased by 41.8 N, about 18.6%. The major drawback is that mathematical models and Finite Element Analysis (FEA) are needed to study the longitudinal vibration characteristics of the drill when machining in overburden layers. Based on the mechanical vibration theory, a model considering the stratum coupling boundary and vibration head is paramount to be established, according to Li et al. [132]. Table 12 addresses two state-of-the-art works regarding drilling INVAR-36® and HT steels. It is noteworthy that there is a gap in the literature around HT steels’ drilling and the most about AMPCO® is conducted by Electro-Discharge Drilling (EDD).
Table 12.
Drilling processes: addressed challenges and remarks.
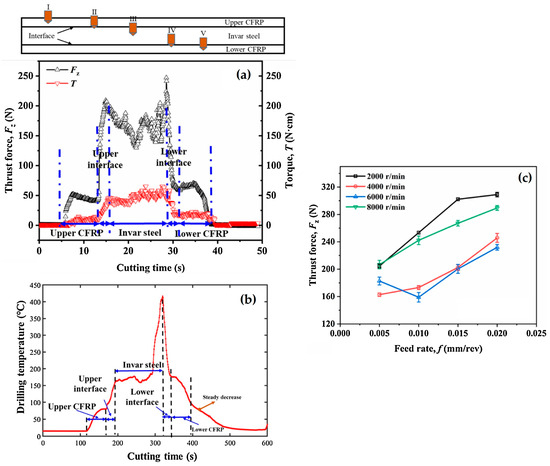
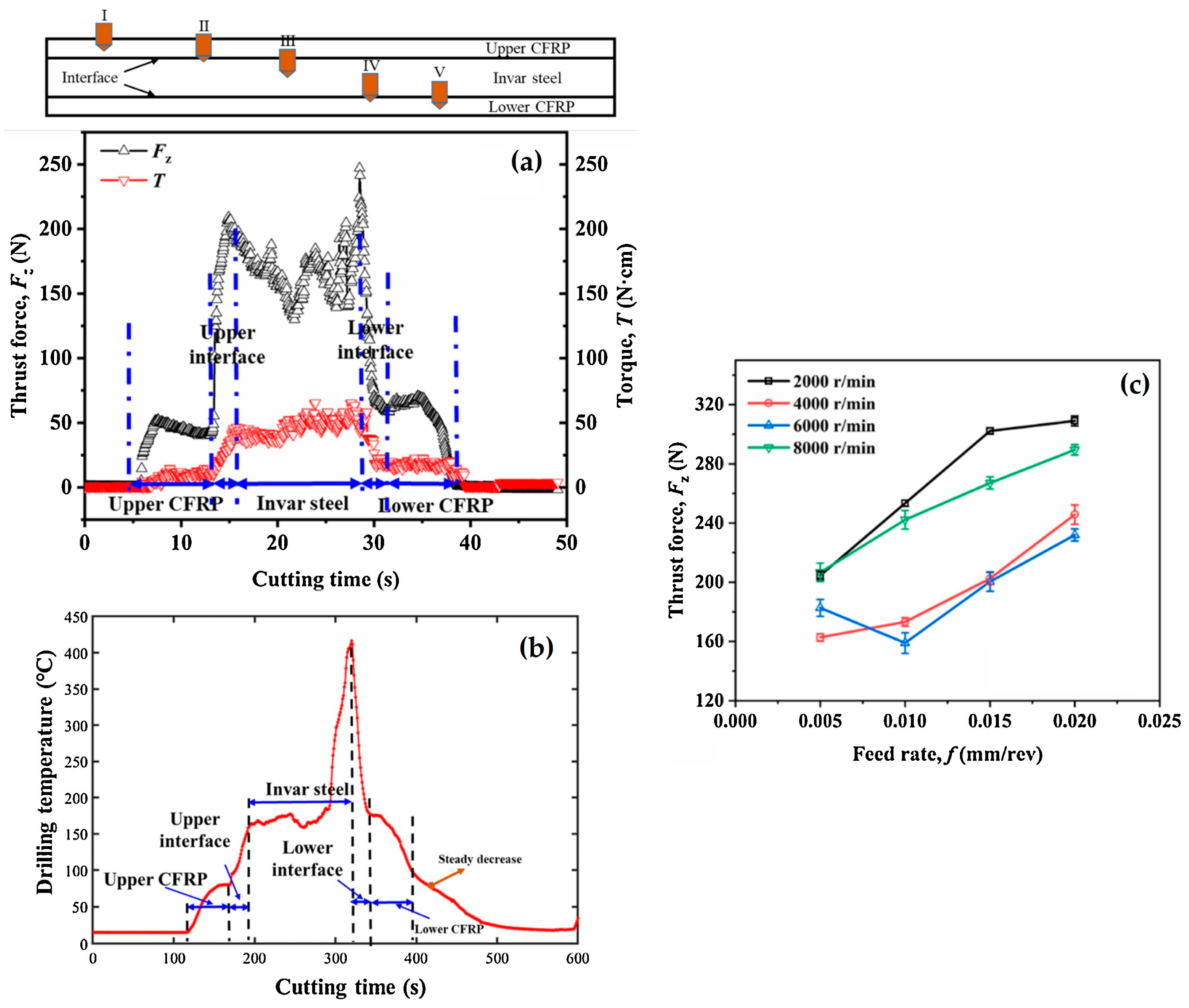
Figure 8.
The progression of the (a) thrust force and (b) Tcut signals as the tool advances during single-pass drilling; (c) the evolution of thrust forces with various processing parameters in the INVAR-36® layer [133].
3.1.4. Surface Polishing
Traditional methods like lapping, polishing, and honing are prevalent in the industry, yet they present limitations such as subsurface damage, residual stress, and challenges in finishing complex and free-form surfaces. However, various advanced finishing techniques have been explored in pursuit of attaining damage-free, nano-level, or angstrom-level surface finishes on challenging materials. These include Abrasive Flow Finishing (AFF), Chemical Mechanical Polishing (CMP), Elastic Emission Machining (EEM), Magnetic Abrasive Finishing (MAF), Magnetorheological Finishing (MRF), and Plasma-Assisted Polishing (PAP) [135]. Electrolytic polishing is exclusively viable for metals. It is influenced by the preceding mechanical background of the surface, shedding light on the mechanisms involved in the mechanical abrasion processes [136]. Table 13 addresses some of the most recent state-of-the-art works regarding surface polishing AMPCO®, INVAR-36®, and HT steels.
Table 13.
Surface polishing processes: addressed challenges and remarks.
3.2. Non-Conventional Manufacturing (NCM)
3.2.1. Electrical Discharge Machining (EDM)
EDM is an unconventional machining process that uses the induced thermal energy leading to material ablation. Electrical discharges remove material from a wrought stock that develops high-energy plasma at T between 8000 °C and 20,000 °C, melting material and vaporizing cavities from an electrode [141]. The main advantage of this NCM process is the ability to machine materials with high hardness without needing contact between the tool and the workpiece [142]. The main drawbacks are the relatively slow material removal and energy intensity [143]. Micro-EDM is particularly useful to machine CuBe alloys, which are known for their toxicity and high mechanical strength [144]. These alloys have a higher k, which can enhance the thermal removal of unwanted material [145,146]. Table 14 addresses some of the most recent state-of-the-art works regarding EDM AMPCO®, INVAR-36®, and HT steels.
Table 14.
EDM processes: addressed challenges and remarks.
3.2.2. Laser Beam Drilling (LBD)
LBD, a non-contact drilling process derived from Laser Beam Machining (LBM) [154], shares similar operational principles but offers distinct advantages. It enables the precise and accurate drilling of holes at high speeds and efficiency across various materials such as metals, ceramics, plastics, and composites. Additionally, it can create holes with high aspect ratios, increased tapers [155], and intricate geometries while minimizing thermal damage and surface defects. Furthermore, LDM boasts a higher MRR than electroerosion techniques in manufacturing applications [141]. Table 15 addresses some of the most recent state-of-the-art works regarding LDM, INVAR-36®, and HT steels.
Table 15.
LDM processes: addressed challenges and remarks.
4. Discussion
Given all the information presented in this document, a SWOT analysis was performed to discuss the perceptions of the AMPCO®, INVAR-36®, and HT steels’ machinability among the various manufacturing processes addressed. The AMPCO®, INVAR-36®, and HT steels’ machinability analysis is divided into milling (Table 16), turning (Table 17), drilling (Table 18), surface polishing (Table 19), EDM (Table 20), and LDM (Table 21).
Table 16.
SWOT analysis on machinability of injection mould materials’ milling.
Table 17.
SWOT analysis on machinability of injection mould materials’ turning.
Table 18.
SWOT analysis on machinability of injection mould materials’ drilling.
Table 19.
SWOT analysis on machinability of injection mould materials’ surface polishing.
Table 20.
SWOT analysis on machinability of injection mould materials’ EDM.
Table 21.
SWOT analysis on machinability of injection mould materials’ LBD.
5. Conclusions
The main objective of this review was to provide a concise and comprehensive review of the most recent investigations of these alloys’ manufacturing processes. The machinability of AMPCO®, INVAR-36®, and HT steel challenges from other authors were presented, remarks were highlighted, and their objectives and conclusions were discussed. In the context of milling, turning, drilling, surface polishing, EDM, and LBD, the following conclusions can be drawn:
- Both AMPCO® and HT steels exhibit good machinability characteristics in milling and turning processes, allowing for an efficient MRR and dimensional accuracy,
- INVAR-36® presents challenges due to its low k and tendency to generate heat during machining, requiring the careful selection of cutting parameters to avoid TW and surface defects,
- The drillability of AMPCO® is generally favourable, with optimal cutting parameters leading to efficient hole production and minimal TW,
- INVAR-36® poses challenges in drilling due to its high plasticity and toughness, leading to increased thrust forces and Tcut,
- The surface polishing of AMPCO® and INVAR-36® can be effectively achieved using techniques such as electropolishing and nano-polishing, enhancing surface quality and corrosion resistance,
- HT steels may require additional post-machining processes to achieve the desired surface finishes, depending on the specific material characteristics and machining parameters,
- EDM proves to be a versatile machining technique for all three addressed alloys, offering high precision and complex shape capabilities,
- Challenges include the formation of surface defects and recast layers, particularly in HT steels, requiring careful process optimization and control,
- LBD demonstrates high efficiency and precision in drilling micro-holes in materials like INVAR-36®, with techniques such as burst mode and ultrashort pulsed lasers yielding promising results,
- The optimization of laser parameters is crucial for achieving the desired drilling quality while minimizing heat-affected zones and surface defects.
As for limitations, it was difficult to obtain information, particularly regarding the conventional drilling and LBD of AMPCO® alloys and AISI L6 (DIN 1.2714). This hiatus of the literature highlights the need for further research and development in these areas. On the other hand, a trend in EDM drilling was seen for CuBe alloys compared to traditional drilling. Regarding prospects, there is a clear need for more research and development on the CuBe alloys, as this topic remains relatively underdeveloped. Moreover, there is a scarcity of information regarding the composition and research of the alloy, emphasizing that it is a heavily commercial branded material and the importance of further exploration in this field. Overall, this review article sheds light on the current state of CM and NCM processes applied to the HPIM moulding industry. Each machining technique offers unique advantages and challenges, and it is intended to bring significant contributions to the endeavours of the HPIM industry, particularly concerning the milling of AMPCO®, INVAR-36®, and HT steels. Continued research and innovation in machining technologies will further enhance the capabilities of these techniques for manufacturing injection moulding materials.
Author Contributions
Conceptualization: F.R.N., A.F.V.P., F.J.G.S. and R.D.S.G.C.; methodology: F.R.N., A.F.V.P., F.J.G.S. and R.D.S.G.C.; validation: N.P.V.S., R.D.F.S.C., M.L.S.B. and R.C.M.S.-C.; formal analysis: N.P.V.S., R.D.F.S.C., M.L.S.B. and R.C.M.S.-C.; investigation: F.R.N. and A.F.V.P.; data curation: N.P.V.S., R.D.F.S.C., M.L.S.B. and R.C.M.S.-C.; writing—original draft preparation: A.F.V.P.; writing—review and editing: F.J.G.S., R.D.S.G.C. and R.C.M.S.-C.; visualization: N.P.V.S., R.D.F.S.C., M.L.S.B. and R.C.M.S.-C.; supervision: F.J.G.S. and R.D.S.G.C.; project administration: F.J.G.S.; funding acquisition: F.J.G.S. All authors have read and agreed to the published version of the manuscript.
Funding
The work was developed under the “DRIVOLUTION—Transition to the factory of the future”, with the reference DRIVOLUTION C644913740-00000022 research project, supported by European Structural and Investments Funds with the “Portugal2020” program scope.
Data Availability Statement
No new data were created or analyzed in this study. Data sharing is not applicable to this article.
Acknowledgments
The authors thank ISEP, INEGI, and CIDEM for their institutional support.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Silva, F.J.G.; Martinho, R.P.; Alexandre, R.J.D.; Baptista, A.P.M. Increasing the wear resistance of molds for injection of glass fiber reinforced plastics. Wear 2011, 271, 2494–2499. [Google Scholar] [CrossRef]
- Martinho, R.P.; Silva, F.J.; Alexandre, R.J.; Baptista, A.P. TiB2 nanostructured coating for GFRP injection moulds. J. Nanosci. Nanotechnol. 2011, 11, 5374–5382. [Google Scholar] [CrossRef] [PubMed]
- Arruda, É.M.; de Paiva, A.P.; Brandão, L.C.; Ferreira, J.R. Robust optimisation of surface roughness of AISI H13 hardened steel in the finishing milling using ball nose end mills. Precis. Eng. 2019, 60, 194–214. [Google Scholar] [CrossRef]
- Park, S.J.; Lee, J.H.; Yang, J.; Heogh, W.; Kang, D.; Yeon, S.M.; Kim, S.H.; Hong, S.; Son, Y.; Park, J. Lightweight injection mold using additively manufactured Ti-6Al-4V lattice structures. J. Manuf. Process. 2022, 79, 759–766. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Martinho, R.P.; Baptista, A.P.M. Characterization of laboratory and industrial CrN/CrCN/diamond-like carbon coatings. Thin Solid Film. 2014, 550, 278–284. [Google Scholar] [CrossRef]
- Nunes, V.; Silva, F.J.G.; Andrade, M.F.; Alexandre, R.; Baptista, A.P.M. Increasing the lifespan of high-pressure die cast molds subjected to severe wear. Surf. Coat. Technol. 2017, 332, 319–331. [Google Scholar] [CrossRef]
- Pinto, H.; Silva, F.J.G. Optimisation of Die Casting Process in Zamak Alloys. Procedia Manuf. 2017, 11, 517–525. [Google Scholar] [CrossRef]
- Pinto, H.A.; Silva, F.J.G.; Martinho, R.P.; Campilho, R.D.S.G.; Pinto, A.G. Improvement and validation of Zamak die casting moulds. Procedia Manuf. 2019, 38, 1547–1557. [Google Scholar] [CrossRef]
- Almeida, F.d.; Sousa, V.F.C.; Silva, F.J.G.; Campilho, R.D.S.G.; Ferreira, L.P. Development of a Novel Design Strategy for Moving Mechanisms Used in Multi-Material Plastic Injection Molds. Appl. Sci. 2021, 11, 11805. [Google Scholar] [CrossRef]
- Penne, R.; Silva, F.; Campilho, R.; Santos, G.; Sousa, V.; Ferreira, L.; Sá, J.; Pereira, M. A new approach to increase the environmental sustainability of the discharging process in the over-injection of conduits for bowden cables using automation. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 236, 8823–8833. [Google Scholar] [CrossRef]
- Ellingsen, D.G.; Møller, L.B.; Aaseth, J. Chapter 35—Copper. In Handbook on the Toxicology of Metals, 4th ed.; Nordberg, G.F., Fowler, B.A., Nordberg, M., Eds.; Academic Press: San Diego, CA, USA, 2015; pp. 765–786. [Google Scholar]
- Freudenberger, J.; Tikana, L.; Hosford, W.F. Alloys: Copper. In Encyclopedia of Condensed Matter Physics, 2nd ed.; Chakraborty, T., Ed.; Academic Press: Oxford, UK, 2024; pp. 601–634. [Google Scholar]
- ASM International. Surface Engineering; ASM International: West Conshohocken, PA, USA, 1994. [Google Scholar]
- Sousa, V.F.C.; Castanheira, J.; Silva, F.J.G.; Fecheira, J.S.; Pinto, G.; Baptista, A. Wear Behavior of Uncoated and Coated Tools in Milling Operations of AMPCO (Cu-Be) Alloy. Appl. Sci. 2021, 11, 7762. [Google Scholar] [CrossRef]
- Jacquet, P.A. Electrolytic Method for obtaining Bright Copper Surfaces. Nature 1935, 135, 1076. [Google Scholar] [CrossRef]
- Hoar, T.P.; Rothwell, G.P. The influence of solution flow on anodic polishing. Copper in aqueous o-phosphoric acid. Electrochim. Acta 1964, 9, 135–150. [Google Scholar] [CrossRef]
- Jakubowski, M.; PałczyŃski, C. Chapter 30—Beryllium. In Handbook on the Toxicology of Metals, 4th ed.; Nordberg, G.F., Fowler, B.A., Nordberg, M., Eds.; Academic Press: San Diego, CA, USA, 2015; pp. 635–653. [Google Scholar]
- Zou, Y.; Chen, G.; Ren, C.; Ge, J.; Qin, X. Performance and mechanism of hole-making of CFRP/Ti-6Al-4V stacks using ultrasonic vibration helical milling process. Int. J. Adv. Manuf. Technol. 2021, 117, 3529–3547. [Google Scholar] [CrossRef]
- Wang, Z.; Kovvuri, V.R.; Araujo, A.C.; Bacci Da Silva, M.; Hung, N.; Bukkapatnam, S. Built-up-edge effects on surface deterioration in micromilling processes. J. Manuf. Process. 2016, 24, 321–327. [Google Scholar] [CrossRef]
- Zitoune, R.; Krishnaraj, V.; Sofiane Almabouacif, B.; Collombet, F.; Sima, M.; Jolin, A. Influence of machining parameters and new nano-coated tool on drilling performance of CFRP/Aluminium sandwich. Compos. Part B Eng. 2012, 43, 1480–1488. [Google Scholar] [CrossRef]
- Ozcatalbas, Y. Chip and built-up edge formation in the machining of in situ Al4C3–Al composite. Mater. Des. 2003, 24, 215–221. [Google Scholar] [CrossRef]
- Campbell, F.C. Chapter 3—Magnesium and Beryllium. In Manufacturing Technology for Aerospace Structural Materials; Campbell, F.C., Ed.; Elsevier Science: Oxford, UK, 2006; pp. 93–118. [Google Scholar]
- Crone, W.C. Compositional variation and precipitate structures of copper–beryllium single crystals grown by the Bridgman technique. J. Cryst. Growth 2000, 218, 381–389. [Google Scholar] [CrossRef]
- Prashanth Reddy, K.; Panitapu, B. High thermal conductivity mould insert materials for cooling time reduction in thermoplastic injection moulds. Mater. Today Proc. 2017, 4, 519–526. [Google Scholar] [CrossRef]
- Zhong, Z.W.; Leong, M.H.; Liu, X.D. The wear rates and performance of three mold insert materials. Mater. Des. 2011, 32, 643–648. [Google Scholar] [CrossRef]
- ASTM B 194-15; Standard Specification for Copper-Beryllium Alloy Plate, Sheet, Strip, and Rolled Bar. ASTM International: West Conshohocken, PA, USA, 2015.
- Tan, C.; Zhou, K.; Ma, W.; Min, L. Interfacial characteristic and mechanical performance of maraging steel-copper functional bimetal produced by selective laser melting based hybrid manufacture. Mater. Des. 2018, 155, 77–85. [Google Scholar] [CrossRef]
- Cunha, A.; Marques, A.; Silva, F.S.; Gasik, M.; Trindade, B.; Carvalho, O.; Bartolomeu, F. 420 stainless steel-Cu parts fabricated using 3D Multi-Material Laser Powder Bed Fusion: A new solution for plastic injection moulds. Mater. Today Commun. 2022, 32, 103852. [Google Scholar] [CrossRef]
- Huzaim, N.H.M.; Rahim, S.Z.A.; Musa, L.; Abdellah, A.E.-h.; Abdullah, M.M.A.B.; Rennie, A.; Rahman, R.; Garus, S.; Błoch, K.; Sandu, A.V.; et al. Potential of Rapid Tooling in Rapid Heat Cycle Molding: A Review. Materials 2022, 15, 3725. [Google Scholar] [CrossRef]
- Baragetti, S.; Terranova, A.; Vimercati, M. Friction behaviour evaluation in beryllium–copper threaded connections. Int. J. Mech. Sci. 2009, 51, 790–796. [Google Scholar] [CrossRef]
- Sharma, A.; Joshi, S.S.; Datta, D.; Balasubramaniam, R. Modeling and analysis of tool wear mechanisms in diamond turning of copper beryllium alloy. J. Manuf. Process. 2020, 56, 439–450. [Google Scholar] [CrossRef]
- Ramesh, B.; Venkatesh, R.; Abraham, D.; Clement, S.; Ronadson, B.; Elayaperumal, A. Optimization of Process Parameter Levels during Conventional Milling of Beryllium Copper Alloy Using End Mill. Int. J. Adv. Res. Sci. Eng. 2013, 1, 57–63. [Google Scholar]
- Avelar-Batista Wilson, J.C.; Banfield, S.; Eichler, J.; Leyland, A.; Matthews, A.; Housden, J. An investigation into the tribological performance of Physical Vapour Deposition (PVD) coatings on high thermal conductivity Cu-alloy substrates and the effect of an intermediate electroless Ni–P layer prior to PVD treatment. Thin Solid Film. 2012, 520, 2922–2931. [Google Scholar] [CrossRef]
- Nogueira, F.R.; Pedroso, A.F.V.; Silva, F.J.G.; Campilho, R.D.S.G.; Sales-Contini, R.C.M.; Sebbe, N.P.V.; Casais, R.C.B. A Comparative Study on the Wear Mechanisms of Uncoated and TiAlTaN-Coated Tools Used in Machining AMPCO® Alloy. Coatings 2024, 14, 4. [Google Scholar] [CrossRef]
- Durocher, A.; Lipa, M.; Chappuis, P.; Schlosser, J.; Huber, T.; Schedler, B. TORE SUPRA experience of copper chromium zirconium electron beam welding. J. Nucl. Mater. 2002, 307–311, 1554–1557. [Google Scholar] [CrossRef]
- Lipa, M.; Durocher, A.; Tivey, R.; Huber, T.; Schedler, B.; Weigert, J. The use of copper alloy CuCrZr as a structural material for actively cooled plasma facing and in vessel components. Fusion Eng. Des. 2005, 75–79, 469–473. [Google Scholar] [CrossRef]
- Nogueira, F.R.; Pedroso, A.F.V.; Sousa, V.F.C.; Sebbe, N.P.V.; Sales-Contini, R.C.M.; Barbosa, M.L.S. A Brief Review of Injection-Mould Materials Hybrid Manufacturing Processes. In Intelligent Manufacturing: Establishing Bridges for More Sustainable Manufacturing Systems; Springer: Cham, Switzerland, 2024; pp. 796–806. [Google Scholar]
- Butterworth, G.J.; Forty, C.B.A. A survey of the properties of copper alloys for use as fusion reactor materials. J. Nucl. Mater. 1992, 189, 237–276. [Google Scholar] [CrossRef]
- Rouxel, B.; Mischler, S.; Logé, R.; Igual Munoz, A. Wear behaviour of novel copper alloy as an alternative to copper-beryllium. Wear 2023, 524, 204817. [Google Scholar] [CrossRef]
- Cacciamani, G.; Dinsdale, A.; Palumbo, M.; Pasturel, A. The Fe–Ni system: Thermodynamic modelling assisted by atomistic calculations. Intermetallics 2010, 18, 1148–1162. [Google Scholar] [CrossRef]
- Li, G.; Gao, M.; Chen, C.; Zhang, C.; Zeng, X. Characterisation comparison of laser and laser–arc hybrid welding of Invar 36 alloy. Sci. Technol. Weld. Join. 2014, 19, 30–37. [Google Scholar] [CrossRef]
- ASTM F 1684-06 (2016); Standard Specification for Iron-Nickel and Iron-Nickel-Cobalt Alloys for Low Thermal Expansion Applications. ASTM International: West Conshohocken, PA, USA, 2016.
- Guillaume, C.E. Invar and Its Applications. Nature 1904, 71, 134–139. [Google Scholar] [CrossRef]
- Sahoo, A.; Medicherla, V.R.R. Fe-Ni Invar alloys: A review. Mater. Today Proc. 2021, 43, 2242–2244. [Google Scholar] [CrossRef]
- Rancourt, D.G.; Hargraves, P.; Lamarche, G.; Dunlap, R.A. Microstructure and low temperature magnetism of Fe-Ni invar alloys. J. Magn. Magn. Mater. 1990, 87, 71–82. [Google Scholar] [CrossRef]
- Wei, K.; Yang, Q.; Ling, B.; Yang, X.; Xie, H.; Qu, Z.; Fang, D. Mechanical properties of Invar 36 alloy additively manufactured by selective laser melting. Mater. Sci. Eng. A 2020, 772, 138799. [Google Scholar] [CrossRef]
- van Schilfgaarde, M.; Abrikosov, I.A.; Johansson, B. Origin of the Invar effect in iron–nickel alloys. Nature 1999, 400, 46–49. [Google Scholar] [CrossRef]
- Kanca, Y. Microstructural characterization and dry sliding wear behavior of boride layers grown on Invar-36 superalloy. Surf. Coat. Technol. 2022, 449, 128973. [Google Scholar] [CrossRef]
- Song, S.H.; Yuan, Z.X.; Jia, J.; Shen, D.D.; Guo, A.M. The role of tin in the hot-ductility deterioration of a low-carbon steel. Metall. Mater. Trans. A 2003, 34, 1611–1616. [Google Scholar] [CrossRef]
- Abbasi, S.M.; Morakabati, M.; Mahdavi, R.; Momeni, A. Effect of microalloying additions on the hot ductility of cast FeNi36. J. Alloys Compd. 2015, 639, 602–610. [Google Scholar] [CrossRef]
- Wang, B.; Guo, Y.; Zhang, Z.; Yi, X.; Wang, D. Investigation of cryogenic friction and wear properties of Invar 36 alloy against Si3N4 ceramic balls. Wear 2023, 518–519, 204648. [Google Scholar] [CrossRef]
- Erden, F.; Akgul, B.; Danaci, I.; Oner, M.R. Thermoelectric and thermomechanical properties of invar 36: Comparison with common thermoelectric materials. J. Alloys Compd. 2023, 932, 167690. [Google Scholar] [CrossRef]
- Zheng, S.; Sokoluk, M.; Yao, G.; de Rosa, I.; Li, X. Fe–Ni Invar alloy reinforced by WC nanoparticles with high strength and low thermal expansion. SN Appl. Sci. 2019, 1, 172. [Google Scholar] [CrossRef]
- Yakout, M.; Elbestawi, M.A.; Veldhuis, S.C. Density and mechanical properties in selective laser melting of Invar 36 and stainless steel 316L. J. Mater. Process. Technol. 2019, 266, 397–420. [Google Scholar] [CrossRef]
- Wang, Q.; Shen, J.; Hu, S.; Zhao, G.; Zhou, J. Microstructure and Mechanical Properties of Fe-36Ni and 304L Dissimilar Alloy Lap Joints by Pulsed Gas Tungsten Arc Welding. Materials 2020, 13, 4016. [Google Scholar] [CrossRef] [PubMed]
- Aldalur, E.; Suárez, A.; Veiga, F. Thermal expansion behaviour of Invar 36 alloy parts fabricated by wire-arc additive manufacturing. J. Mater. Res. Technol. 2022, 19, 3634–3645. [Google Scholar] [CrossRef]
- Zhan, X.; Liu, X.; Wei, Y.; Chen, J.; Chen, J.; Liu, H. Microstructure and property characteristics of thick Invar alloy plate joints using weave bead welding. J. Mater. Process. Technol. 2017, 244, 97–105. [Google Scholar] [CrossRef]
- Hauschwitz, P.; Stoklasa, B.; Kuchařík, J.; Turčičová, H.; Písařík, M.; Brajer, J.; Rostohar, D.; Mocek, T.; Duda, M.; Lucianetti, A. Micromachining of Invar with 784 Beams Using 1.3 ps Laser Source at 515 nm. Materials 2020, 13, 2962. [Google Scholar] [CrossRef]
- Akca, E.; Gürsel, A. A Review on Superalloys and IN718 Nickel-Based INCONEL Superalloy. Period. Eng. Nat. Sci. (PEN) 2015, 3. [Google Scholar] [CrossRef]
- Rathi, N.; Kumar, P.; Kumar khatkar, S.; Gupta, A. Non-conventional machining of nickel based superalloys: A review. Mater. Today Proc. 2023, in press. [CrossRef]
- Qiu, C.; Chen, H.; Liu, Q.; Yue, S.; Wang, H. On the solidification behaviour and cracking origin of a nickel-based superalloy during selective laser melting. Mater. Charact. 2019, 148, 330–344. [Google Scholar] [CrossRef]
- Yang, Q.; Wei, K.; Yang, X.; Xie, H.; Qu, Z.; Fang, D. Microstructures and unique low thermal expansion of Invar 36 alloy fabricated by selective laser melting. Mater. Charact. 2020, 166, 110409. [Google Scholar] [CrossRef]
- Kim, Y.-K.; Park, S.-H.; Lee, K.-A. Effect of post-heat treatment on the thermophysical and compressive mechanical properties of Cu-Ni-Sn alloy manufactured by selective laser melting. Mater. Charact. 2020, 162, 110194. [Google Scholar] [CrossRef]
- Koga, N.; Nameki, T.; Umezawa, O.; Tschan, V.; Weiss, K.-P. Tensile properties and deformation behavior of ferrite and austenite duplex stainless steel at cryogenic temperatures. Mater. Sci. Eng. A 2021, 801, 140442. [Google Scholar] [CrossRef]
- Park, M.; Park, G.-W.; Kim, S.-h.; Choi, Y.-W.; Kim, H.C.; Kwon, S.-H.; Noh, S.; Jeon, J.B.; Kim, B.J. Tensile and Charpy impact properties of heat-treated high manganese steel at cryogenic temperatures. J. Nucl. Mater. 2022, 570, 153982. [Google Scholar] [CrossRef]
- Soares, J.P. Aços—Características e Tratamentos, 6th ed.; Publindústria, Produção de Comunicação Lda.: Porto, Portugal, 2010. [Google Scholar]
- Podgornik, B.; Žužek, B.; Kafexhiu, F.; Leskovšek, V. Effect of Si Content on Wear Performance of Hot Work Tool Steel. Tribol. Lett. 2016, 63, 5. [Google Scholar] [CrossRef]
- Huber, F.; Bischof, C.; Hentschel, O.; Heberle, J.; Zettl, J.; Nagulin, K.Y.; Schmidt, M. Laser beam melting and heat-treatment of 1.2343 (AISI H11) tool steel—Microstructure and mechanical properties. Mater. Sci. Eng. A 2019, 742, 109–115. [Google Scholar] [CrossRef]
- Outeiro, J.C. 11—Residual stresses in machining. In Mechanics of Materials in Modern Manufacturing Methods and Processing Techniques; Silberschmidt, V.V., Ed.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 297–360. [Google Scholar]
- Salem, M.; Le Roux, S.; Dour, G.; Lamesle, P.; Choquet, K.; Rézaï-Aria, F. Effect of aluminizing and oxidation on the thermal fatigue damage of hot work tool steels for high pressure die casting applications. Int. J. Fatigue 2019, 119, 126–138. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, J.; Li, M.; Wang, Y.; Li, C.; Dai, T.; Hao, M.; Ding, H. Thermal and mechanical properties of selective laser melted and heat treated H13 hot work tool steel. Mater. Des. 2022, 224, 111295. [Google Scholar] [CrossRef]
- Lee, H.T.; Liu, C. Optimizing the EDM hole-drilling strain gage method for the measurement of residual stress. J. Mater. Process. Technol. 2009, 209, 5626–5635. [Google Scholar] [CrossRef]
- Mishigdorzhiyn, U.; Semenov, A.; Ulakhanov, N.; Milonov, A.; Dasheev, D.; Gulyashinov, P. Microstructure and Wear Resistance of Hot-Work Tool Steels after Electron Beam Surface Alloying with B4C and Al. Lubricants 2022, 10, 90. [Google Scholar] [CrossRef]
- Casteletti, L.C.; Lombardi, A.N.; Totten, G.E. Boriding. In Encyclopedia of Tribology; Wang, Q.J., Chung, Y.-W., Eds.; Springer: Boston, MA, USA, 2013; pp. 249–255. [Google Scholar]
- Podgornik, B.; Sedlaček, M.; Žužek, B.; Guštin, A. Properties of Tool Steels and Their Importance When Used in a Coated System. Coatings 2020, 10, 265. [Google Scholar] [CrossRef]
- Pérez, M.; Rodríguez, C.; Belzunce, F.J. The Use of Cryogenic Thermal Treatments to Increase the Fracture Toughness of a Hot Work Tool Steel Used to Make Forging Dies. Procedia Mater. Sci. 2014, 3, 604–609. [Google Scholar] [CrossRef]
- Sánchez-Huerta, D.; López-Perrusquia, N.; García, E.; Hilerio-Cruz, I.; Flores-Martínez, M.; Doñu-Ruiz, M.A.; Muhl, S. Micro-abrasive wear behavior by the ball cratering technique on AISI L6 steel for agricultural application. Mater. Lett. 2021, 283, 128904. [Google Scholar] [CrossRef]
- Koniorczyk, P.; Zieliński, M.; Sienkiewicz, J.; Zmywaczyk, J.; Dębski, A. Experimental Studies of Thermophysical Properties and Microstructure of X37CrMoV5-1 Hot-Work Tool Steel and Maraging 350 Steel. Materials 2023, 16, 1206. [Google Scholar] [CrossRef] [PubMed]
- Dandekar, T.R.; Khatirkar, R.K. Structural and wear assessment of H11 die steel as a function of tempering temperature. Mater. Today Proc. 2023, in press. [CrossRef]
- Balaško, T.; Vončina, M.; Burja, J.; Šetina Batič, B.; Medved, J. High-Temperature Oxidation Behaviour of AISI H11 Tool Steel. Metals 2021, 11, 758. [Google Scholar] [CrossRef]
- Riccardo, G.; Rivolta, B.; Gorla, C.; Concli, F. Cyclic behavior and fatigue resistance of AISI H11 and AISI H13 tool steels. Eng. Fail. Anal. 2021, 121, 105096. [Google Scholar] [CrossRef]
- Fonseca, E.B.; Gabriel, A.H.G.; Araújo, L.C.; Santos, P.L.L.; Campo, K.N.; Lopes, E.S.N. Assessment of laser power and scan speed influence on microstructural features and consolidation of AISI H13 tool steel processed by additive manufacturing. Addit. Manuf. 2020, 34, 101250. [Google Scholar] [CrossRef]
- Katoch, S.; Sehgal, R.; Singh, V. Wear behavior of differently cryogenically treated AISI H13 steel against cold work steel. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2018, 233, 292–305. [Google Scholar] [CrossRef]
- Łukaszewicz, G.; Tacikowski, M.; Kulka, M.; Chmielarz, K.; Węsierska-Hinca, M.; Świątnicki, W.A. Effect of Prior Boriding on Microstructure and Mechanical Properties of Nanobainitic X37CrMoV5-1 Hot-Work Tool Steel. Materials 2023, 16, 4237. [Google Scholar] [CrossRef]
- ISO 4957:2018; Tool Steels. International Organization for Standardization: Geneva, Switzerland, 2018; p. 33.
- Lysykh, S.; Kornopoltsev, V.; Mishigdorzhiyn, U.; Kharaev, Y.; Xie, Z. Evaluation of Wear Resistance of AISI L6 and 5140 Steels after Surface Hardening with Boron and Copper. Lubricants 2023, 11, 48. [Google Scholar] [CrossRef]
- Twardowski, P.; Wojciechowski, S.; Wieczorowski, M.; Mathia, T. Surface roughness analysis of hardened steel after high-speed milling. Scanning 2011, 33, 386–395. [Google Scholar] [CrossRef]
- Liao, Y.; Deschamps, F.; Loures, E.d.F.R.; Ramos, L.F.P. Past, present and future of Industry 4.0—A systematic literature review and research agenda proposal. Int. J. Prod. Res. 2017, 55, 3609–3629. [Google Scholar] [CrossRef]
- Azarian, M.; Yu, H.; Shiferaw, A.T.; Stevik, T.K. Do We Perform Systematic Literature Review Right? A Scientific Mapping and Methodological Assessment. Logistics 2023, 7, 89. [Google Scholar] [CrossRef]
- Tóth, Á.; Suta, A.; Pimentel, J.; Argoti, A. A comprehensive, semi-automated systematic literature review (SLR) design: Application to P-graph research with a focus on sustainability. J. Clean. Prod. 2023, 415, 137741. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Silva, F.J.G. Recent Advances on Coated Milling Tool Technology—A Comprehensive Review. Coatings 2020, 10, 235. [Google Scholar] [CrossRef]
- Lim, S.C.; Lim, C.Y.H. Effective use of coated tools—The wear-map approach. Surf. Coat. Technol. 2001, 139, 127–134. [Google Scholar] [CrossRef]
- Lakner, T.; Bergs, T.; Döbbeler, B. Additively manufactured milling tool with focused cutting fluid supply. Procedia CIRP 2019, 81, 464–469. [Google Scholar] [CrossRef]
- Kovacevic, R.; Cherukuthota, C.; Mohan, R. Improving Milling Performance with High Pressure Waterjet Assisted Cooling/Lubrication. J. Eng. Ind. 1995, 117, 331–339. [Google Scholar] [CrossRef]
- Groover, M.P. Fundamentals of Modern Manufacturing: Materials, Processes, and Systems; Wiley: Hoboken, NJ, USA, 2019; p. 816. [Google Scholar]
- da Silva, L.R.; dos Santos, F.V.; de Morais, H.L.O.; Calado, C.R. Evaluation of the use of vegetable oils in the grinding of AISI 4340 steel. Int. J. Adv. Manuf. Technol. 2022, 120, 499–514. [Google Scholar] [CrossRef]
- Zuo, J.; Lin, Y.; He, M. An Investigation of the Adhesive Effect on the Flank Wear Properties of a WC/Co-based TiAlN-Coated Tool for Milling a Be/Cu Alloy. Metals 2019, 9, 444. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Da Silva, F.J.G.; Pinto, G.F.; Baptista, A.; Alexandre, R. Characteristics and Wear Mechanisms of TiAlN-Based Coatings for Machining Applications: A Comprehensive Review. Metals 2021, 11, 260. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Fernandes, F.; Silva, F.J.G.; Costa, R.D.F.S.; Sebbe, N.; Sales-Contini, R.C.M. Wear Behavior Phenomena of TiN/TiAlN HiPIMS PVD-Coated Tools on Milling Inconel 718. Metals 2023, 13, 684. [Google Scholar] [CrossRef]
- Zuo, J.; Lin, Y.; Zheng, J.; Zhong, P.; He, M. An investigation of thermal-mechanical interaction effect on PVD coated tool wear for milling Be/Cu alloy. Vacuum 2019, 167, 271–279. [Google Scholar] [CrossRef]
- Baptista, A.; Silva, F.J.G.; Porteiro, J.; Míguez, J.L.; Pinto, G.; Fernandes, L. On the Physical Vapour Deposition (PVD): Evolution of Magnetron Sputtering Processes for Industrial Applications. Procedia Manuf. 2018, 17, 746–757. [Google Scholar] [CrossRef]
- Martinho, R.P.; Silva, F.J.G.; Martins, C.; Lopes, H. Comparative study of PVD and CVD cutting tools performance in milling of duplex stainless steel. Int. J. Adv. Manuf. Technol. 2019, 102, 2423–2439. [Google Scholar] [CrossRef]
- Zheng, X.; Ying, G.; Chen, Y.; Fu, Y. The Effects of Cutting Parameters on Work-Hardening of Milling Invar 36. Adv. Mater. Res. 2015, 1089, 373–376. [Google Scholar] [CrossRef]
- Cornelius, A.; Jacobs, L.; Lamsey, M.; McNeil, L.; Hamel, W.; Schmitz, T. Hybrid manufacturing of Invar mold for carbon fiber layup using structured light scanning. Manuf. Lett. 2022, 33, 133–142. [Google Scholar] [CrossRef]
- Gil Del Val, A.; Cearsolo, X.; Suarez, A.; Veiga, F.; Altuna, I.; Ortiz, M. Machinability characterization in end milling of Invar 36 fabricated by wire arc additive manufacturing. J. Mater. Res. Technol. 2023, 23, 300–315. [Google Scholar] [CrossRef]
- Singh, P.K.; Saini, P.; Kumar, D. Multi response optimization of CNC end milling of AISI H11 alloy steel for rough and finish machining using TGRA. Mater. Today Proc. 2020, 26, 2564–2573. [Google Scholar] [CrossRef]
- Şahinoğlu, A. Investigation of machinability properties of AISI H11 tool steel for sustainable manufacturing. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2022, 236, 2717–2728. [Google Scholar] [CrossRef]
- Martinho, R.P.; Silva, F.J.G.; Baptista, A.P.M. Cutting forces and wear analysis of Si3N4 diamond coated tools in high speed machining. Vacuum 2008, 82, 1415–1420. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Martinho, R.P.; Martins, C.; Lopes, H.; Gouveia, R.M. Machining GX2CrNiMoN26-7-4 DSS Alloy: Wear Analysis of TiAlN and TiCN/Al2O3/TiN Coated Carbide Tools Behavior in Rough End Milling Operations. Coatings 2019, 9, 392. [Google Scholar] [CrossRef]
- Platt, T.; Baumann, J.; Biermann, D. Potential of high-feed milling structured dies for material flow control in hot forming. Prod. Eng. 2023, 17, 463–471. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Krajewska-Śpiewak, J.; Maruda, R.W.; Krolczyk, G.M.; Nieslony, P.; Wieczorowski, M.; Gawlik, J. Study on ploughing phenomena in tool flank face—workpiece interface including tool wear effect during ball-end milling. Tribol. Int. 2023, 181, 108313. [Google Scholar] [CrossRef]
- ISO 8688-2:1989; Tool Life Testing in Milling—Part 2: End Milling. International Organization for Standardization: Geneva, Switzerland, 1989; p. 26.
- Abu Bakar, H.N.; Ghani, J.A.; Haron, C.H.C.; Ghazali, M.J.; Kasim, M.S.; Al-Zubaidi, S.; Jouini, N. Wear mechanisms of solid carbide cutting tools in dry and cryogenic machining of AISI H13 steel with varying cutting-edge radius. Wear 2023, 523, 204758. [Google Scholar] [CrossRef]
- Grum, J.; Kisin, M. Influence of microstructure on surface integrity in turning—Part II: The influence of a microstructure of the workpiece material on cutting forces. Int. J. Mach. Tools Manuf. 2003, 43, 1545–1551. [Google Scholar] [CrossRef]
- Grum, J.; Kisin, M. The influence of the microstructure of three Al–Si alloys on the cutting-force amplitude during fine turning. Int. J. Mach. Tools Manuf. 2006, 46, 769–781. [Google Scholar] [CrossRef]
- Abrikosov, I.A.; Kissavos, A.E.; Liot, F.; Alling, B.; Simak, S.I.; Peil, O.; Ruban, A.V. Competition between magnetic structures in the Fe rich fcc FeNi alloys. Phys. Rev. B 2007, 76, 014434. [Google Scholar] [CrossRef]
- Warren, A.W.; Guo, Y.B. Characteristics of Residual Stress Profiles in Hard Turned Versus Ground Surfaces with and without a White Layer. J. Manuf. Sci. Eng. 2009, 131, 041004. [Google Scholar] [CrossRef]
- Meyer, R.; Köhler, J.; Denkena, B. Influence of the tool corner radius on the tool wear and process forces during hard turning. Int. J. Adv. Manuf. Technol. 2012, 58, 933–940. [Google Scholar] [CrossRef]
- Tönshoff, H.K.; Arendt, C.; Amor, R.B. Cutting of Hardened Steel. CIRP Ann. 2000, 49, 547–566. [Google Scholar] [CrossRef]
- Crangle, J.; Hallam, G.C. The Magnetization of Face-Centred Cubic and Body-Centred Cubic Iron + Nickel Alloys. Proc. R. Soc. London. Ser. A Math. Phys. Sci. 1963, 272, 119–132. [Google Scholar]
- Sharma, A.; Datta, D.; Balasubramaniam, R. An investigation of tool and hard particle interaction in nanoscale cutting of copper beryllium. Comput. Mater. Sci. 2018, 145, 208–223. [Google Scholar] [CrossRef]
- Zhao, G.; Huang, C.; He, N.; Liu, H.; Zou, B. Preparation and cutting performance of reactively hot pressed TiB2-SiC ceramic tool when machining Invar36 alloy. Int. J. Adv. Manuf. Technol. 2016, 86, 2679–2688. [Google Scholar] [CrossRef]
- Mahir, A. A Comparative Study on the Cutting Performance of Uncoated, AlTiN and TiCN-Al2O3 Coated Carbide Inserts in Turning of Invar 36 Alloy. J. Eng. Res. Appl. Sci. 2022, 11, 2045–2061. [Google Scholar]
- Suresh, R.; Basavarajappa, S. Effect of Process Parameters on Tool Wear and Surface Roughness during Turning of Hardened Steel with Coated Ceramic Tool. Procedia Mater. Sci. 2014, 5, 1450–1459. [Google Scholar] [CrossRef]
- Benlahmidi, S.; Aouici, H.; Boutaghane, F.; Khellaf, A.; Fnides, B.; Yallese, M.A. Design optimization of cutting parameters when turning hardened AISI H11 steel (50 HRC) with CBN7020 tools. Int. J. Adv. Manuf. Technol. 2017, 89, 803–820. [Google Scholar] [CrossRef]
- Liu, J.; Ji, X.; Guo, Z.; Qin, C.; Xiao, Y.; You, Q. Characteristics and cutting perfomance of the CVD coatings on the TiCN-based cermets in turning hardened AISI H13 steel. J. Mater. Res. Technol. 2020, 9, 1389–1399. [Google Scholar] [CrossRef]
- Özbek, N.A. Effects of cryogenic treatment types on the performance of coated tungsten tools in the turning of AISI H11 steel. J. Mater. Res. Technol. 2020, 9, 9442–9456. [Google Scholar] [CrossRef]
- Binali, R.; Kuntoğlu, M.; Pimenov, D.Y.; Ali Usca, Ü.; Kumar Gupta, M.; Erdi Korkmaz, M. Advance monitoring of hole machining operations via intelligent measurement systems: A critical review and future trends. Measurement 2022, 201, 111757. [Google Scholar] [CrossRef]
- Ortner, M.; Kromoser, B. Influence of different parameters on drilling forces in automated drilling of concrete with industrial robots. Autom. Constr. 2023, 150, 104814. [Google Scholar] [CrossRef]
- Ficici, F. Investigation of wear mechanism in drilling of PPA composites for automotive industry. J. Eng. Res. 2023, 11, 100034. [Google Scholar] [CrossRef]
- Ma, L.; Ma, Z.; Yu, H.; Li, S.; Pang, M.; Wang, Z. Experimental Investigation of Thrust Force in the Drilling of Titanium Alloy Using Different Machining Techniques. Metals 2022, 12, 1905. [Google Scholar] [CrossRef]
- Li, S.; Wang, Y.; Wu, H.; Liu, L. Dynamic response of drill string when sonic drilling rig is applied to blasting hole operation. Geoenergy Sci. Eng. 2023, 221, 211392. [Google Scholar] [CrossRef]
- Zhang, H.; Dang, J.; An, Q.; Cai, X.; Chen, M. Study on the drilling performances of a newly developed CFRP/invar co-cured material. J. Manuf. Process. 2021, 66, 669–678. [Google Scholar] [CrossRef]
- Sorgato, M.; Bertolini, R.; Ghiotti, A.; Bruschi, S. Tool wear assessment when drilling AISI H13 tool steel multilayered claddings. Wear 2023, 524–525, 204853. [Google Scholar] [CrossRef]
- Bhattacharyya, B.; Doloi, B. Chapter Eight—Advanced finishing processes. In Modern Machining Technology; Bhattacharyya, B., Doloi, B., Eds.; Academic Press: Cambridge, MA, USA, 2020; pp. 675–743. [Google Scholar]
- Darvell, B.W. Chapter 20—Cutting, Abrasion and Polishing. In Materials Science for Dentistry, 10th ed.; Darvell, B.W., Ed.; Woodhead Publishing: Sawston, UK, 2018; pp. 515–539. [Google Scholar]
- Kityk, A.A.; Danilov, F.I.; Protsenko, V.S.; Pavlik, V.; Boča, M.; Halahovets, Y. Electropolishing of two kinds of bronze in a deep eutectic solvent (Ethaline). Surf. Coat. Technol. 2020, 397, 126060. [Google Scholar] [CrossRef]
- Wang, W.; Hua, D.; Luo, D.; Zhou, Q.; Eder, S.J.; Li, S.; Wang, Z.; Wang, H. Exploring the nano-polishing mechanisms of Invar. Tribol. Int. 2022, 175, 107840. [Google Scholar] [CrossRef]
- Temmler, A.; Liu, D.; Preußner, J.; Oeser, S.; Luo, J.; Poprawe, R.; Schleifenbaum, J.H. Influence of laser polishing on surface roughness and microstructural properties of the remelted surface boundary layer of tool steel H11. Mater. Des. 2020, 192, 108689. [Google Scholar] [CrossRef]
- Awale, A.S.; Srivastava, A.; Kumar, A.; Yusufzai, M.Z.K.; Vashista, M. Magnetic non-destructive evaluation of microstructural and mechanical characteristics of hardened AISI H13 die steel upon sustainable grinding. J. Manuf. Process. 2023, 103, 193–206. [Google Scholar] [CrossRef]
- Pedroso, A.F.V.; Sebbe, N.P.V.; Silva, F.J.G.; Campilho, R.D.S.G.; Sales-Contini, R.C.M.; Martinho, R.P.; Casais, R.B. An In-Depth Exploration of Unconventional Machining Techniques for INCONEL® Alloys. Materials 2024, 17, 1197. [Google Scholar] [CrossRef] [PubMed]
- Kliuev, M.; Florio, K.; Akbari, M.; Wegener, K. Influence of energy fraction in EDM drilling of Inconel 718 by statistical analysis and finite element crater-modelling. J. Manuf. Process. 2019, 40, 84–93. [Google Scholar] [CrossRef]
- Mouralova, K.; Beneš, L.; Prokes, T.; Bednar, J.; Zahradnicek, R.; Jankovych, R.; Fries, J.; Vontor, J. Analysis of the Machinability of Copper Alloy Ampcoloy by WEDM. Materials 2020, 13, 893. [Google Scholar] [CrossRef]
- Dong, S.; Wang, Z.; Wang, Y. Research on micro-EDM with an auxiliary electrode to suppress stray-current corrosion on C17200 beryllium copper alloy in deionized water. Int. J. Adv. Manuf. Technol. 2017, 93, 857–867. [Google Scholar] [CrossRef]
- Ho, K.H.; Newman, S.T. State of the art electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2003, 43, 1287–1300. [Google Scholar] [CrossRef]
- Mohanty, A.; Mohapatra, R.; Das, S.P. Optimization of Wire EDM Process Parameters for Machining of INVAR 36 Alloy. In Proceedings of the Advances in Materials Processing and Manufacturing Applications, Jaipur, India, 5–6 November 2020; pp. 1–11. [Google Scholar]
- Yıldız, Y.; Sundaram, M.; Rajurkar, K. Empirical modeling of the white layer thickness formed in electrodischarge drilling of beryllium–copper alloys. Int. J. Adv. Manuf. Technol. 2012, 66, 1745–1755. [Google Scholar] [CrossRef]
- Rebelo, J.C.; Morão Dias, A.; Mesquita, R.; Vassalo, P.; Santos, M. An experimental study on electro-discharge machining and polishing of high strength copper–beryllium alloys. J. Mater. Process. Technol. 2000, 103, 389–397. [Google Scholar] [CrossRef]
- Mouralova, K.; Bednar, J.; Benes, L.; Prokes, T.; Zahradnicek, R.; Fries, J. Mathematical Models for Machining Optimization of Ampcoloy 35 with Different Thicknesses Using WEDM to Improve the Surface Properties of Mold Parts. Materials 2023, 16, 100. [Google Scholar] [CrossRef]
- Dong, S.; Ji, H.; Zhou, J.; Li, X.; Ding, L.; Wang, Z. Fabrication of Micro-Ball Sockets in C17200 Beryllium Copper Alloy by Micro-Electrical Discharge Machining Milling. Materials 2023, 16, 323. [Google Scholar] [CrossRef] [PubMed]
- Gill, A.S.; Kumar, S. Surface alloying of H11 die steel by tungsten using EDM process. Int. J. Adv. Manuf. Technol. 2015, 78, 1585–1593. [Google Scholar] [CrossRef]
- Hess, R.; Grethe, P.; Heidemanns, L.; Herrig, T.; Klink, A.; Bergs, T. Simulation based derivation of changed rim zone properties caused by thermal loadings during EDM process. Procedia CIRP 2022, 113, 41–46. [Google Scholar] [CrossRef]
- Le, V.T. An investigation on machined performance and recast layer properties of AISI H13 steel by Powder Mixed-EDM in fine-finishing process. Mater. Chem. Phys. 2022, 276, 125362. [Google Scholar] [CrossRef]
- Mahbub, M.R.; Rashid, A.; Jahan, M.P. Chapter 8—Hybrid machining and finishing processes. In Advanced Machining and Finishing; Gupta, K., Pramanik, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2021; pp. 287–338. [Google Scholar]
- Alsoruji, G.; Muthuramalingam, T.; Moustafa, E.B.; Elsheikh, A. Investigation and TGRA based optimization of laser beam drilling process during machining of Nickel Inconel 718 alloy. J. Mater. Res. Technol. 2022, 18, 720–730. [Google Scholar] [CrossRef]
- Butkus, S.; Jukna, V.; Paipulas, D.; Barkauskas, M.; Sirutkaitis, V. Micromachining of Invar Foils with GHz, MHz and kHz Femtosecond Burst Modes. Micromachines 2020, 11, 733. [Google Scholar] [CrossRef] [PubMed]
- Chung, I.L.Y.; Kim, J.-D.; Kang, K.-H. Ablation drilling of invar alloy using ultrashort pulsed laser. Int. J. Precis. Eng. Manuf. 2009, 10, 11–16. [Google Scholar] [CrossRef]
- Choi, W.; Kim, H.Y.; Jeon, J.W.; Chang, W.S.; Cho, S.-H. Vibration-Assisted Femtosecond Laser Drilling with Controllable Taper Angles for AMOLED Fine Metal Mask Fabrication. Materials 2017, 10, 212. [Google Scholar] [CrossRef]
- Rubaiee, S. Parametric assessment of surface behavior and the impact of heat in micro drilling of fiber laser machined AISI h13. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2023, 237, 2125–2140. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).