
Investigation on White Layer Formation in Dry High-Speed Milling of Nickel-Based Superalloy GH4169


Abstract
:1. Introduction
2. Experimental Procedures
2.1. Material
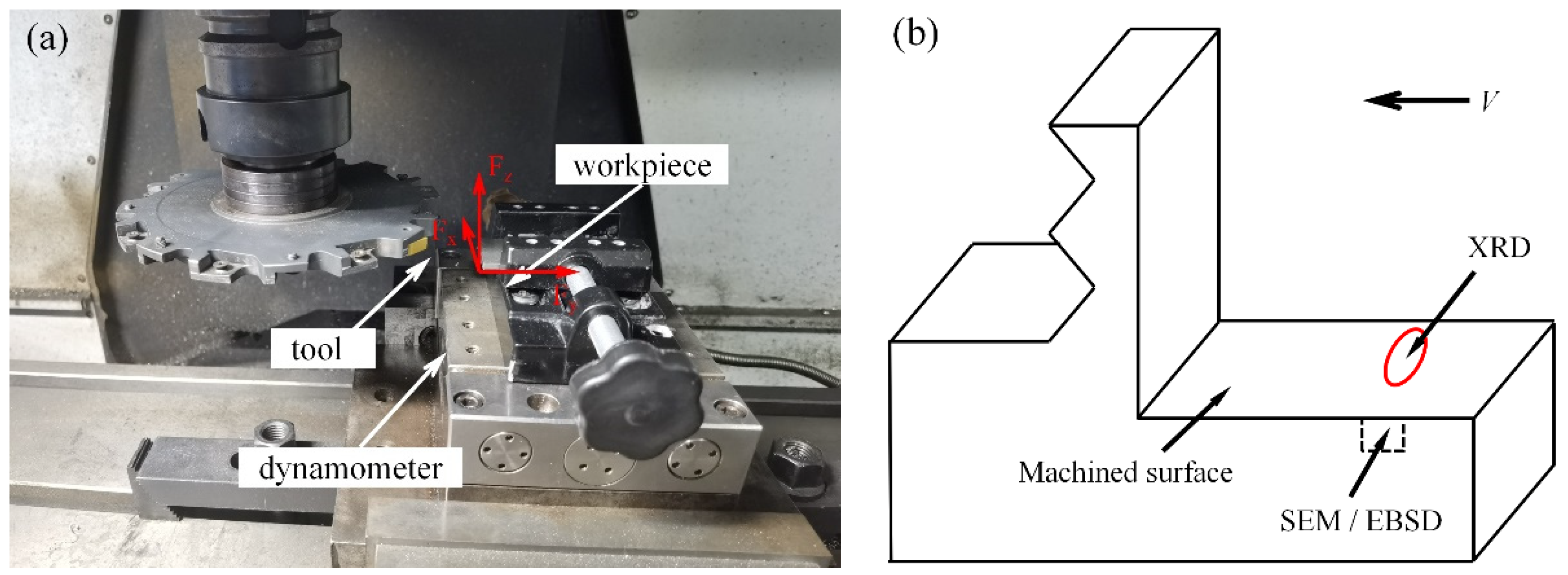
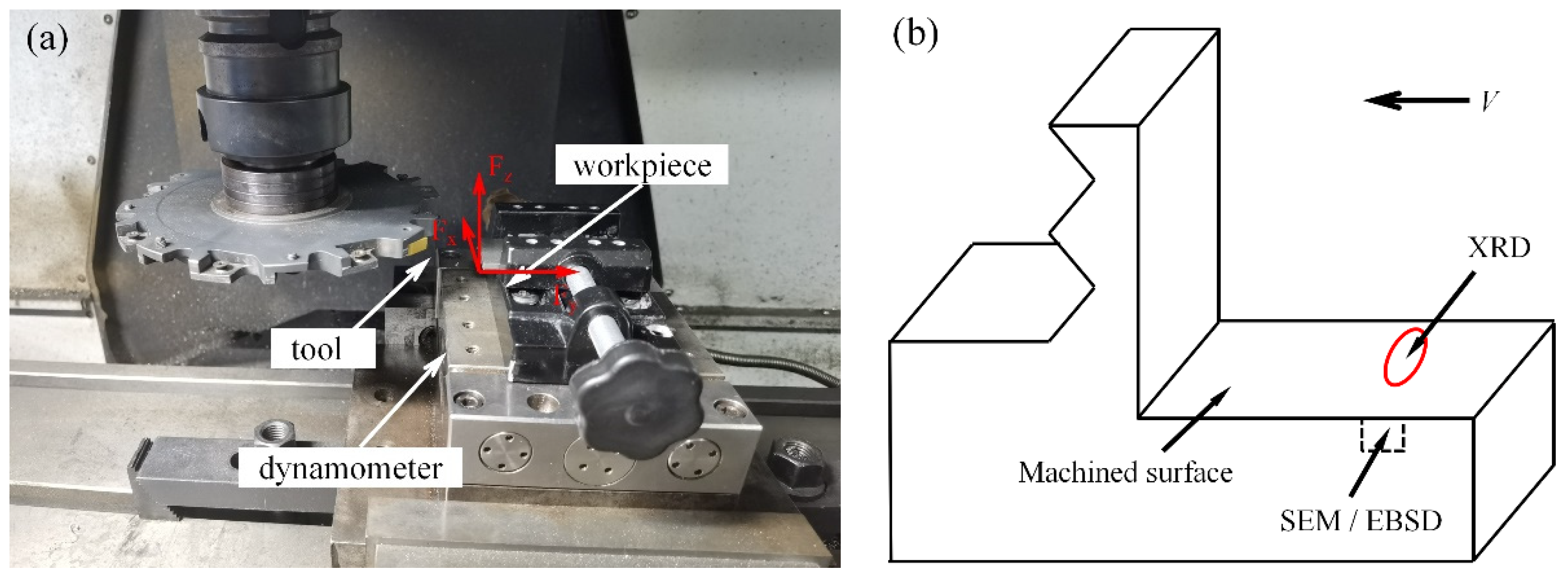
2.2. Milling Experiments
2.3. Microstructure Characterization
3. Results and Discussion
3.1. Results
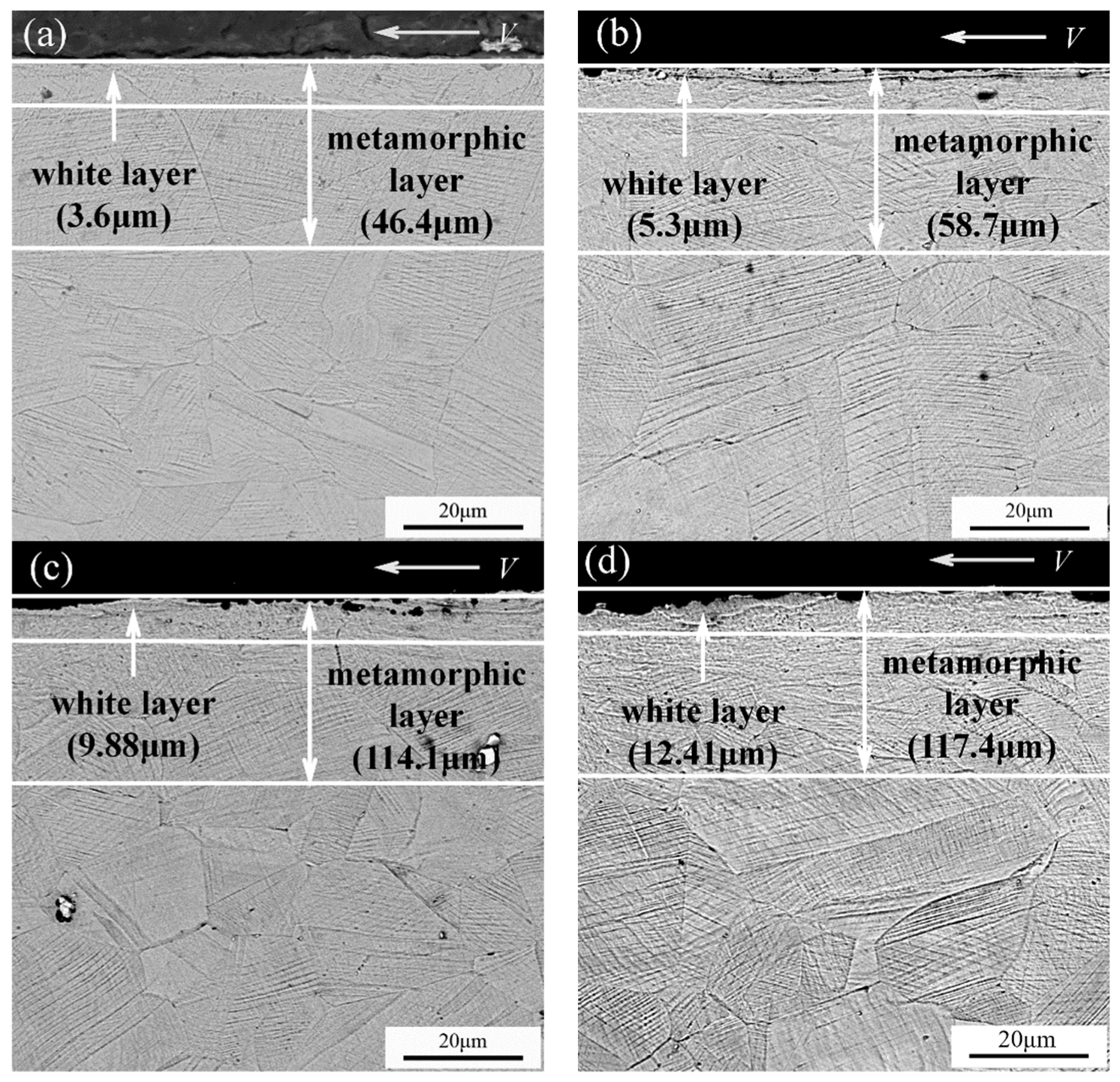
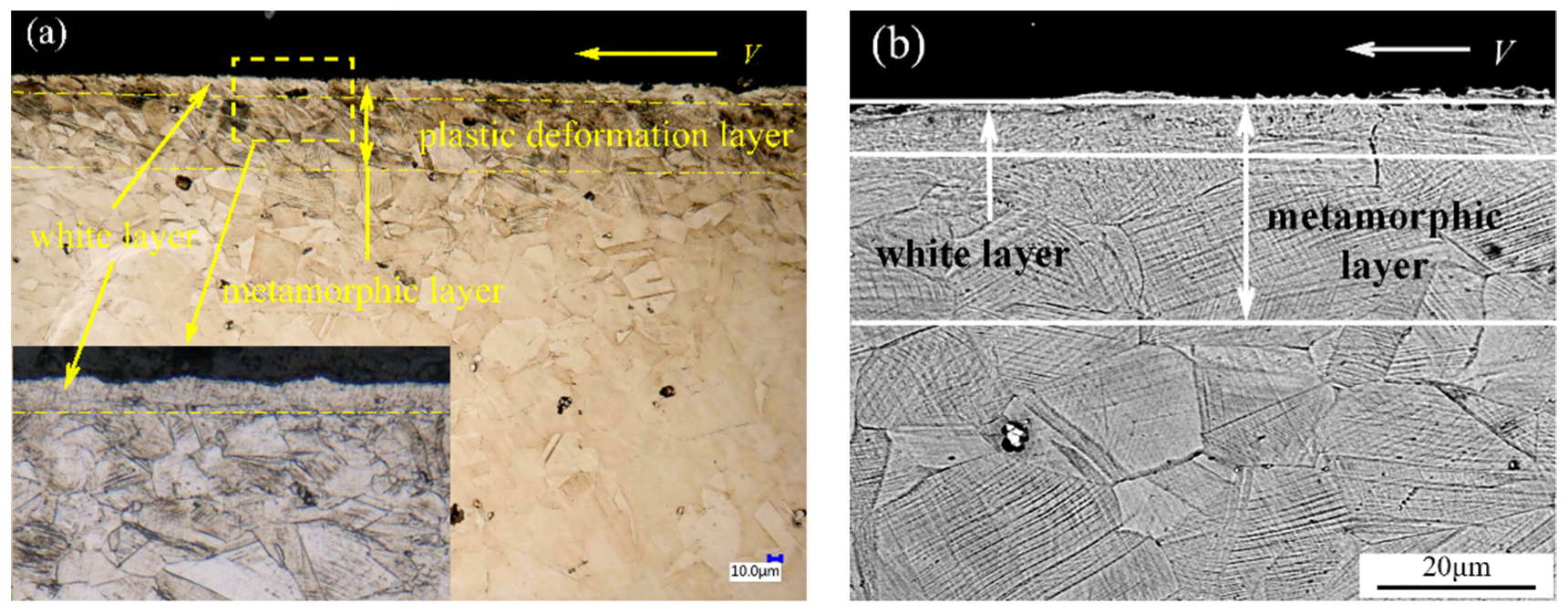
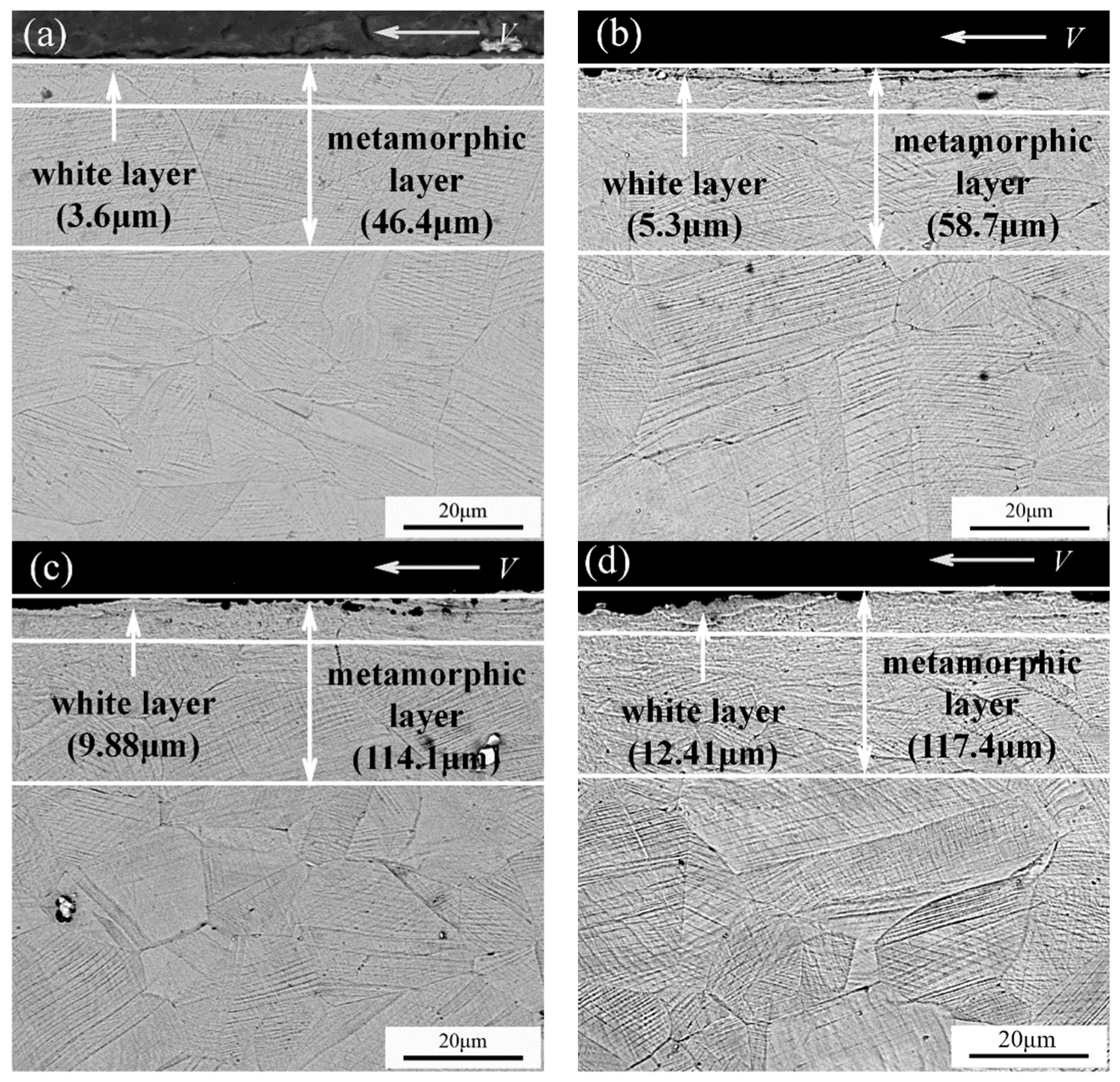
3.1.1. Microstructure Analysis
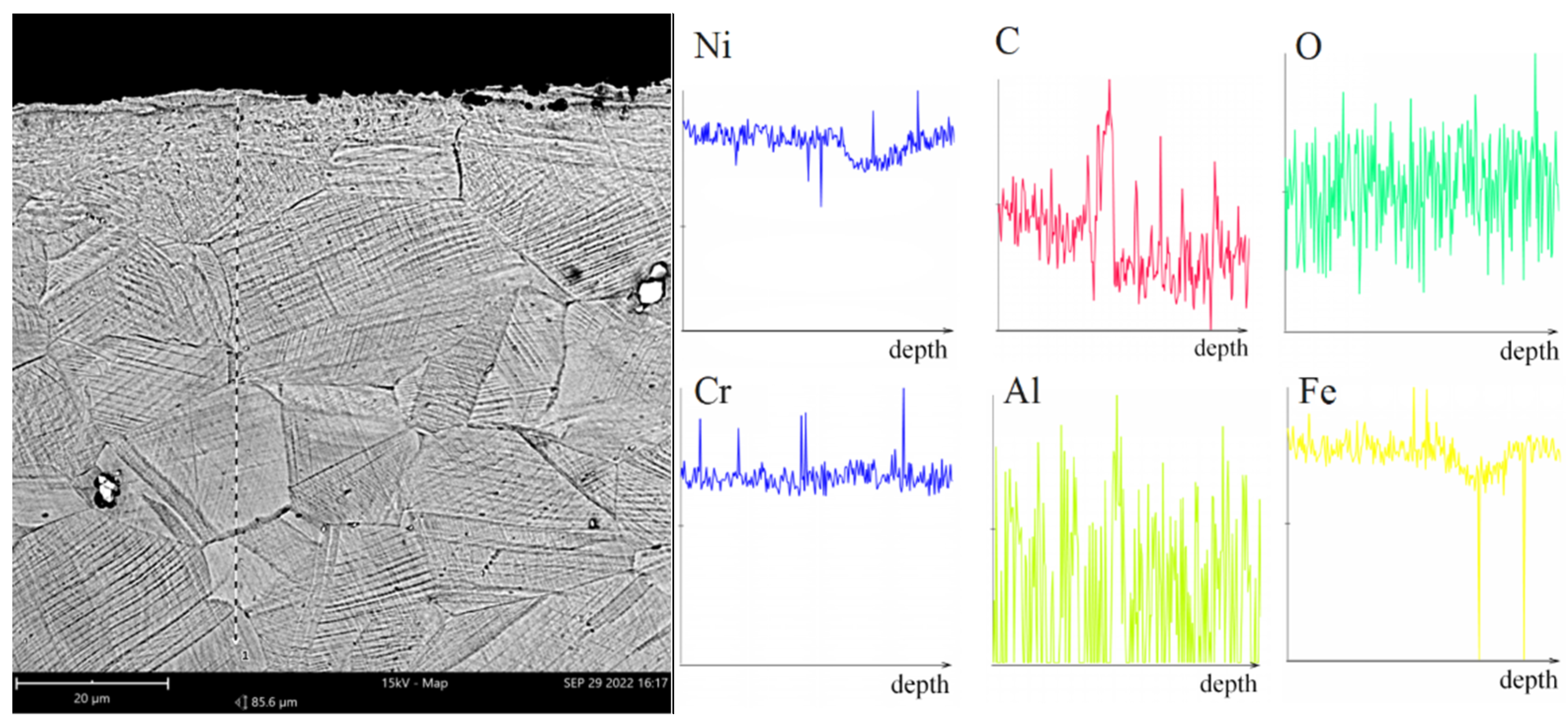
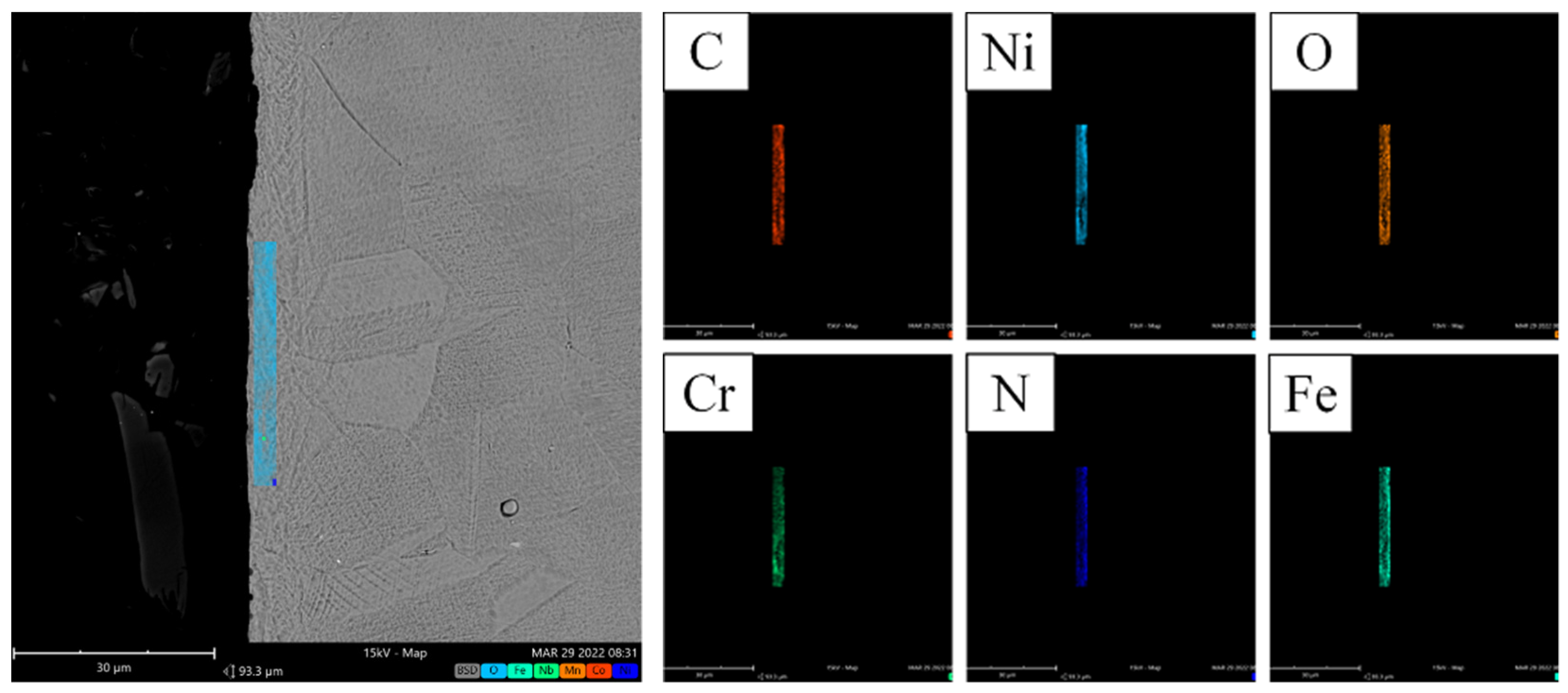
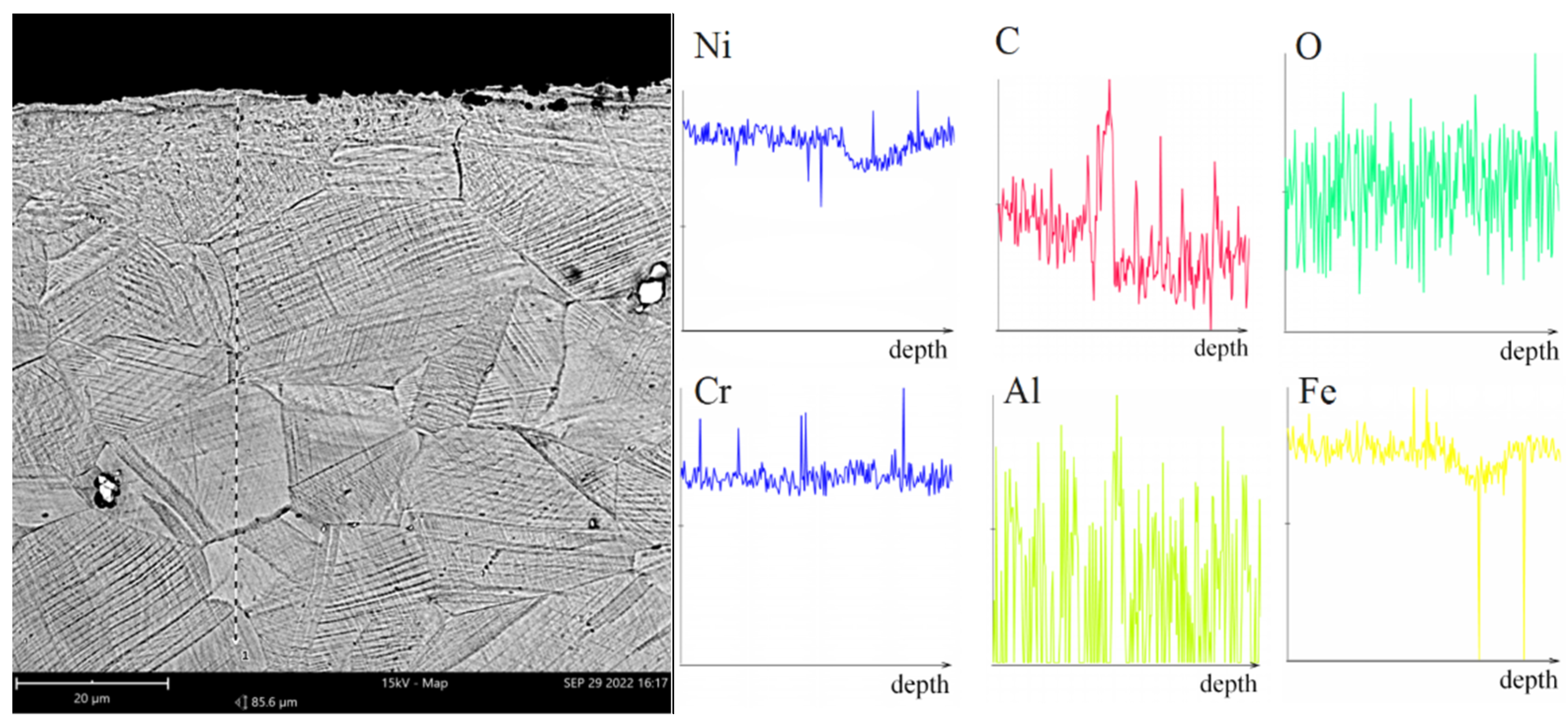
3.1.2. EDS Analysis
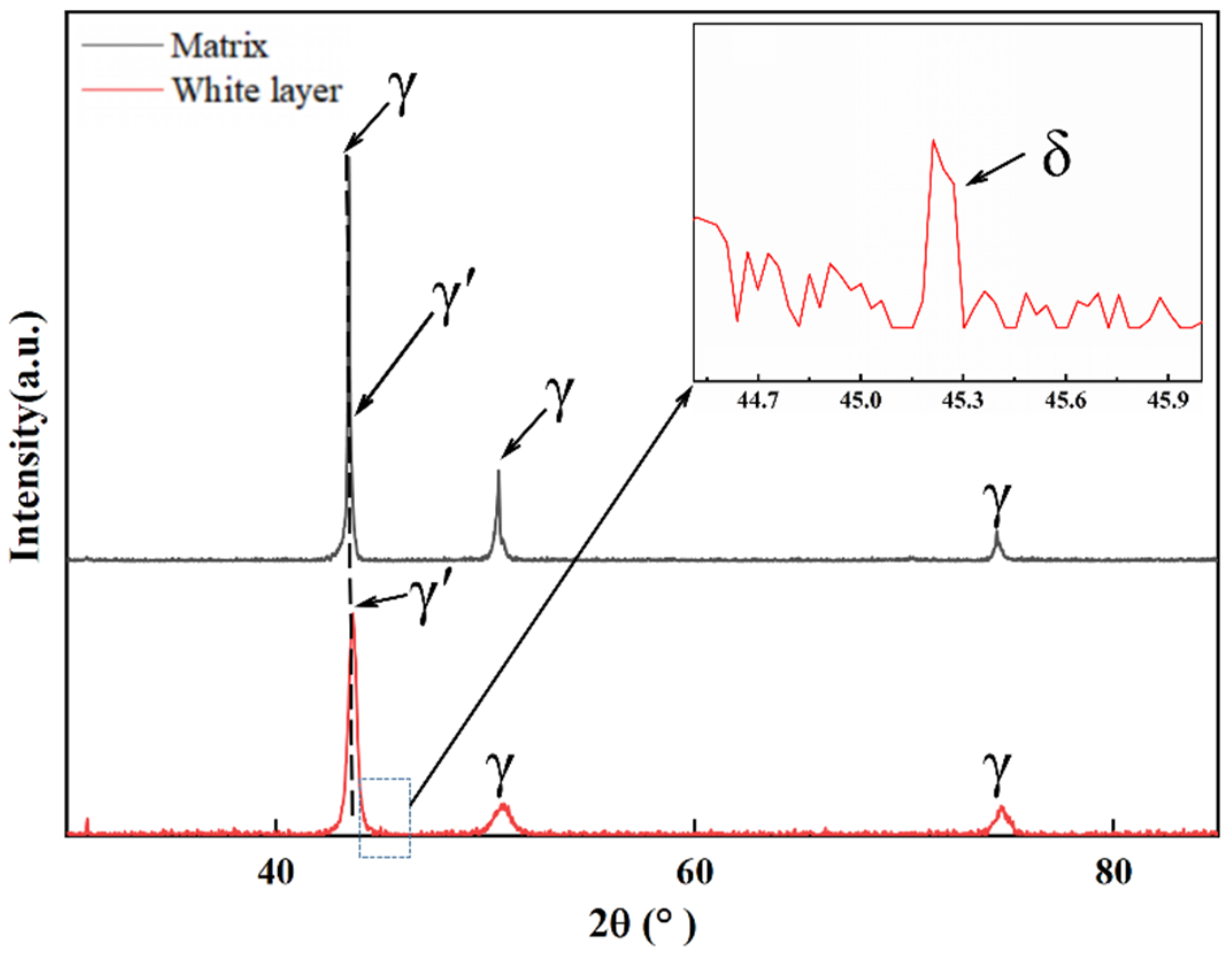
3.1.3. XRD Analysis
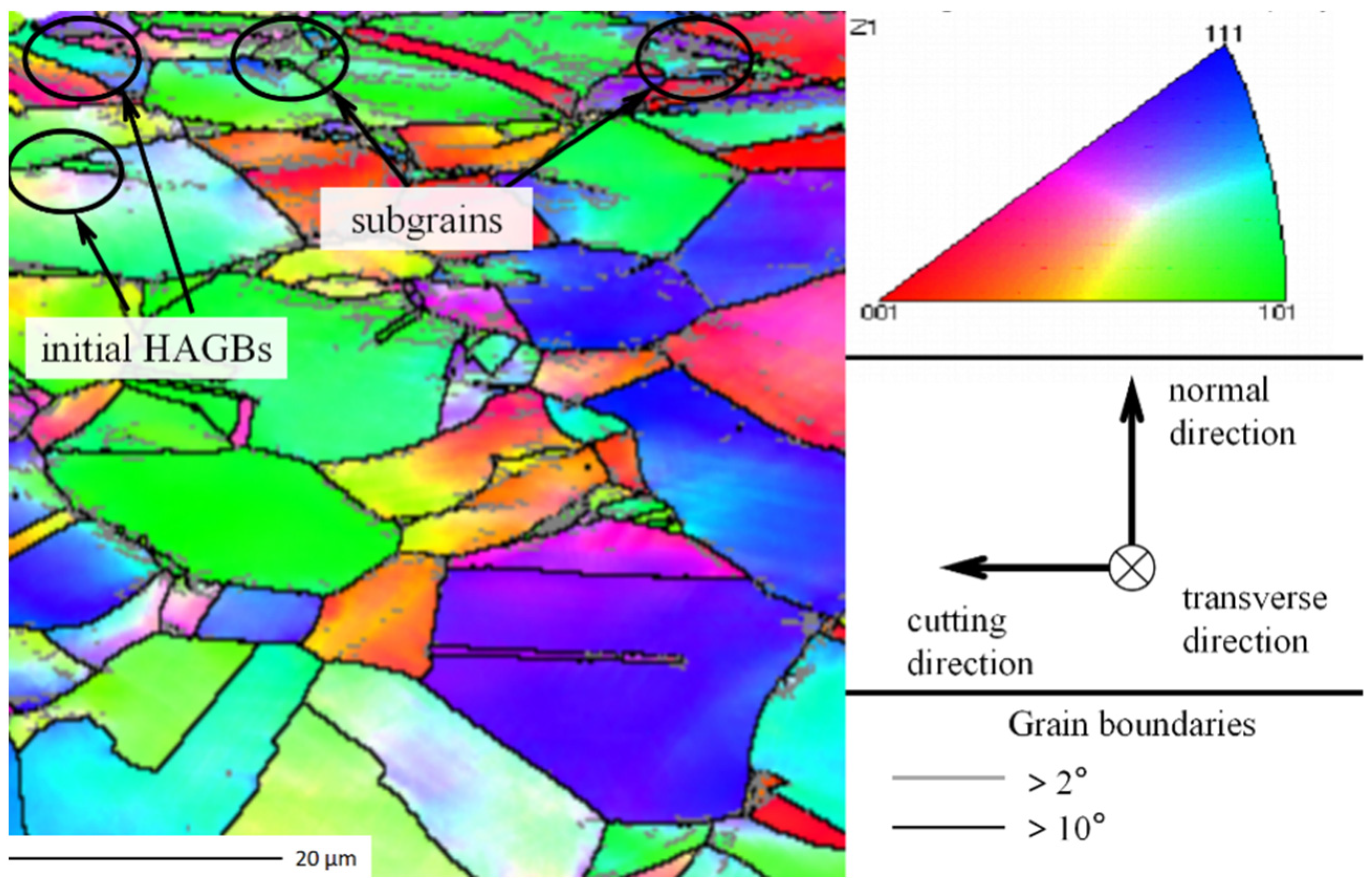
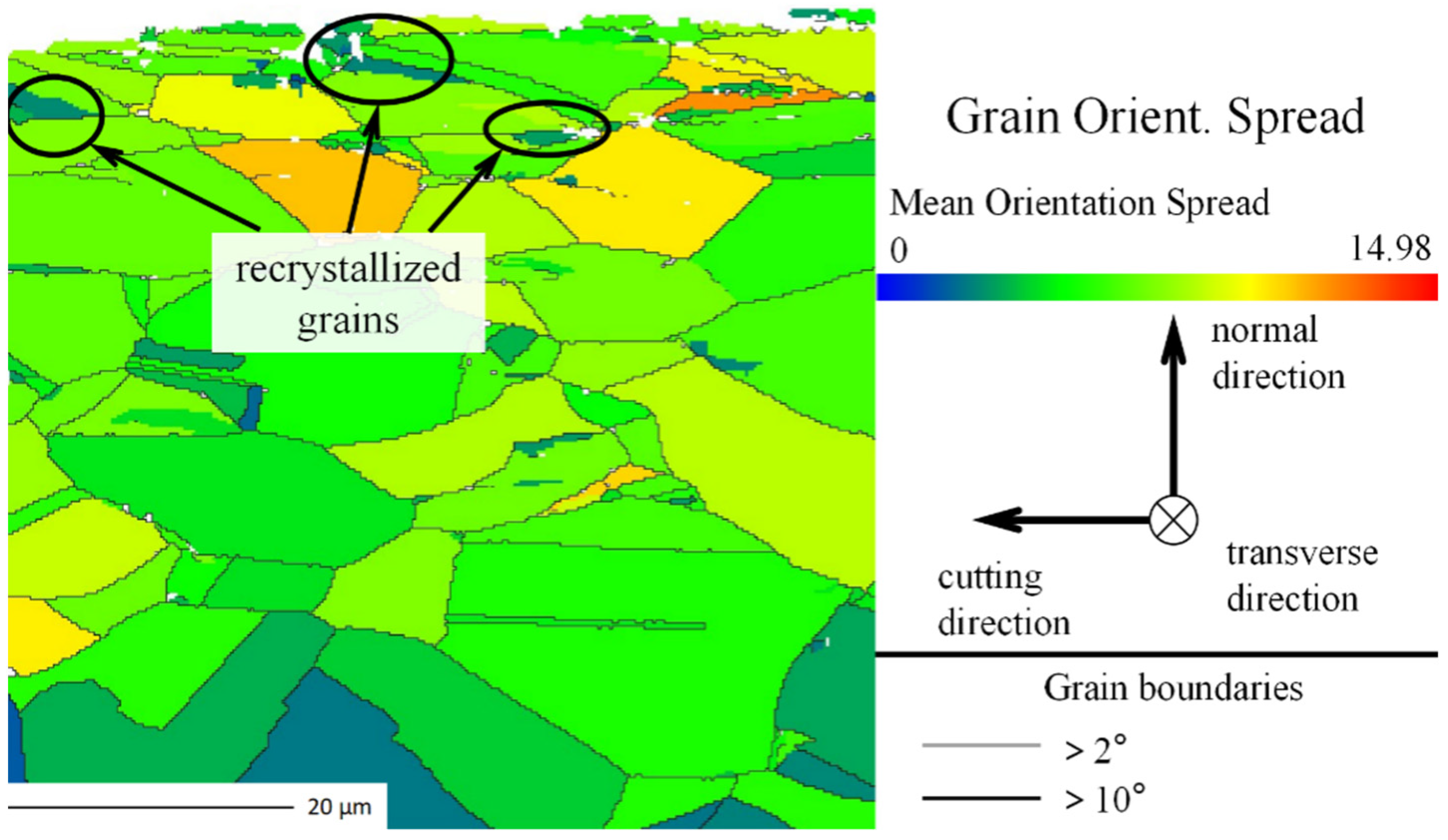
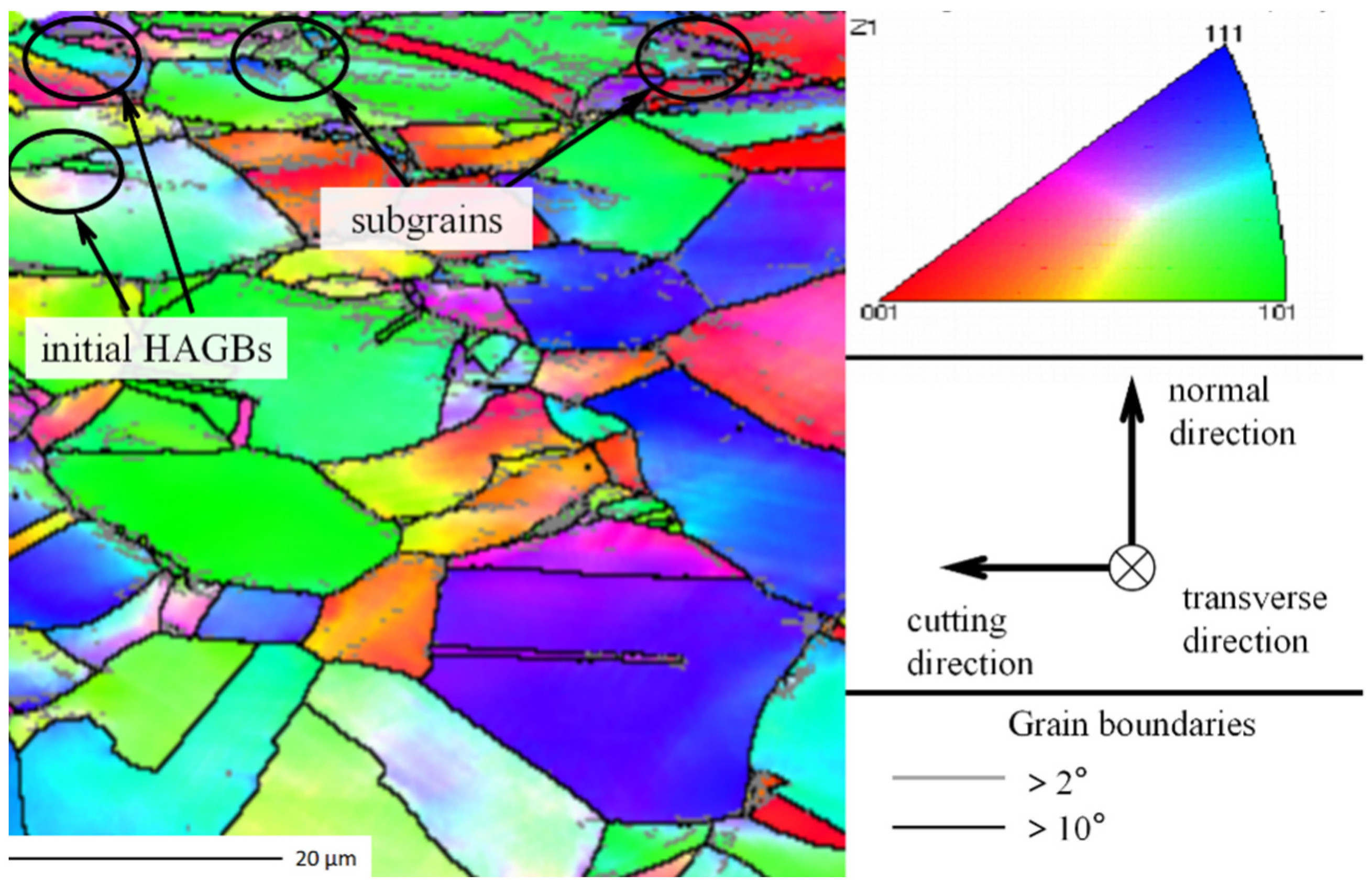
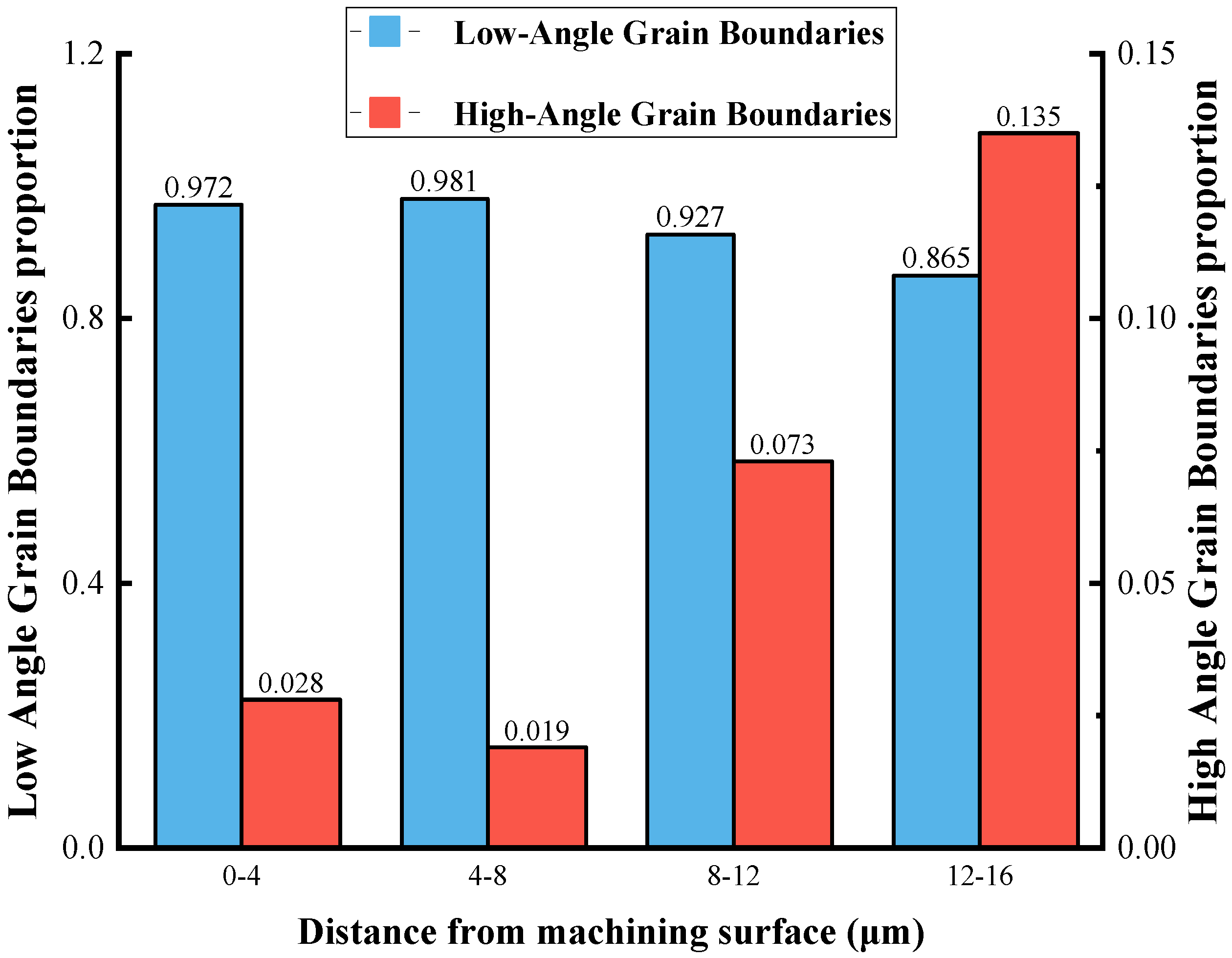
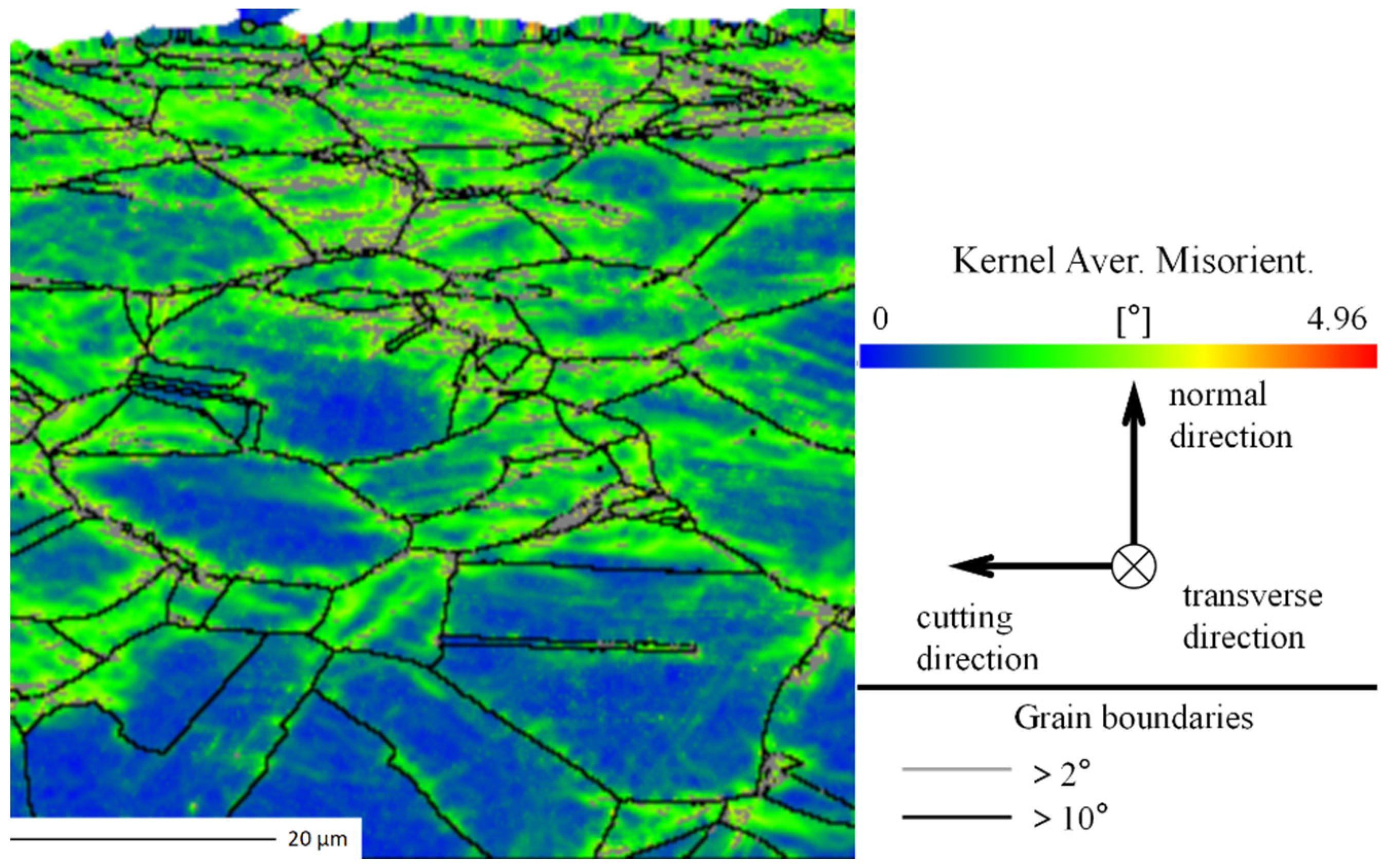
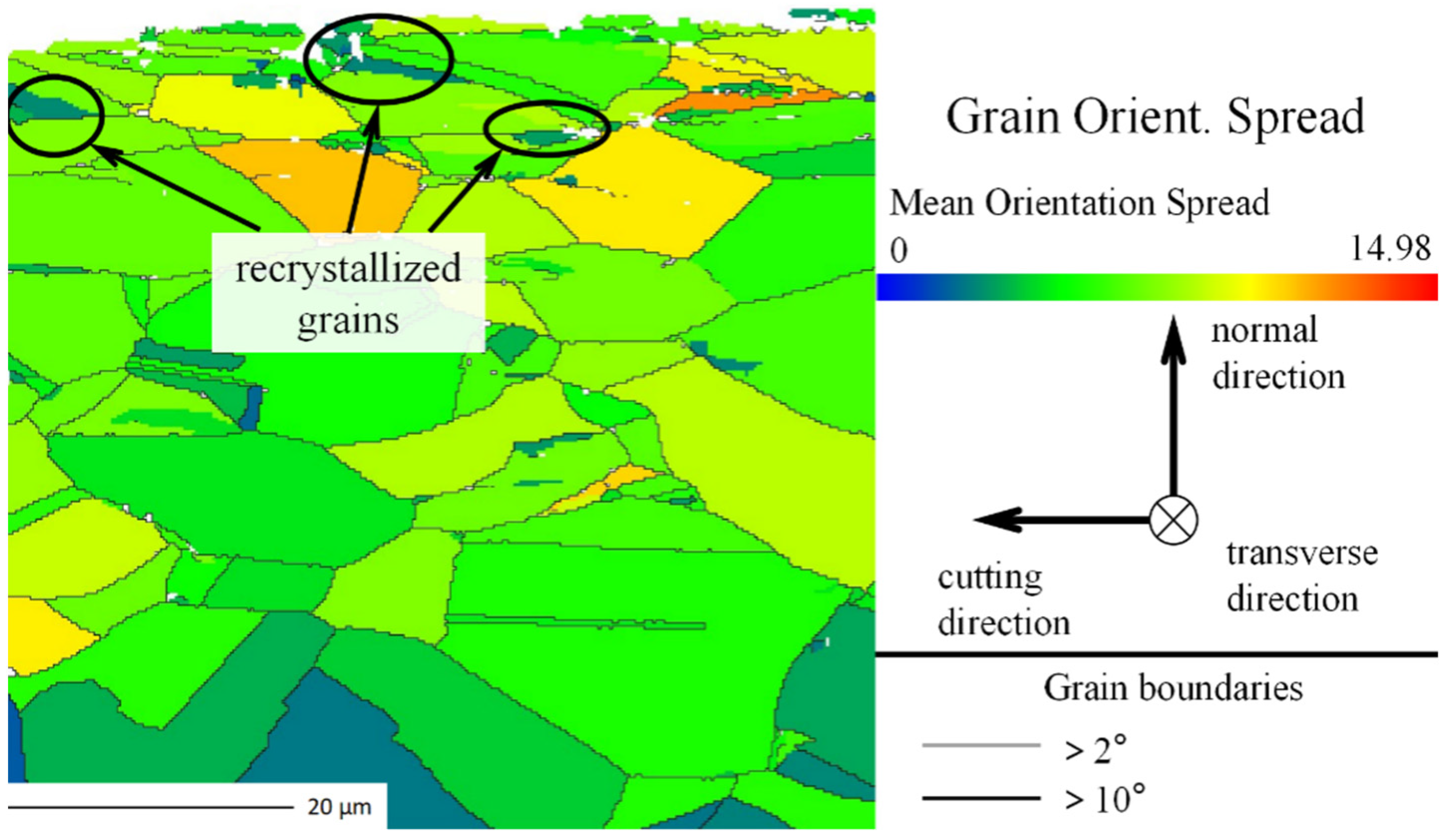
3.1.4. EBSD Analysis
3.2. Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Akhtar, W.; Sun, J.F.; Chen, W.Y. Effect of Machining Parameters on Surface Integrity in High Speed Milling of Super Alloy GH4169/Inconel 718. Mater. Manuf. Process. 2016, 31, 620–627. [Google Scholar] [CrossRef]
- Yin, Q.; Liu, Z.; Wang, B.; Song, Q.; Cai, Y. Recent progress of machinability and surface integrity for mechanical machining Inconel 718: A review. J. Adv. Manuf. Technol. 2020, 109, 215–245. [Google Scholar] [CrossRef]
- Mohsan, A.U.H.; Liu, Z.Q.; Padhy, G.K. A review on the progress towards improvement in surface integrity of Inconel 718 under high pressure and flood cooling conditions. Int. J. Adv. Manuf. Technol. 2017, 91, 107–125. [Google Scholar] [CrossRef]
- Segreto, T.; D’Addona, D.; Teti, R. Tool wear estimation in turning of Inconel 718 based on wavelet sensor signal analysis and machine learning paradigms. Prod. Eng. 2020, 14, 693–705. [Google Scholar] [CrossRef]
- Griffiths, B.J. White layer formations at machined surfaces and their relationship to white layer formations at worn surfaces. J. Tribol. 1985, 107, 165–171. [Google Scholar] [CrossRef]
- Liang, X.; Liu, Z.; Wang, B. State-of-the-art of surface integrity induced by tool wear effects in machining process of titanium and nickel alloys: A review. Measurement 2019, 132, 150–181. [Google Scholar] [CrossRef]
- Zhang, F.Y.; Duan, C.Z.; Sun, W.; Ju, K. Influence of White Layer and Residual Stress Induced by Hard Cutting on Wear Resistance During Sliding Friction. J. Mater. Eng. Perform. 2019, 28, 7649–7662. [Google Scholar]
- Zeng, H.H.; Yan, R.; Hu, T.T.; Du, P.L.; Wang, W.; Peng, F.Y. Analytical Modeling of White Layer Formation in Orthogonal Cutting of AerMet100 Steel Based on Phase Transformation Mechanism. J. Manuf. Sci. Eng. 2019, 141, 1087–1357. [Google Scholar] [CrossRef]
- Cherdyntsev, V.V.; Pustov, L.Y.; Kaloshkin, S.D.; Tomilin, I.A.; Shelekhov, E.V.; Estrin, E.I. Phase transformations in powder iron-nickel alloys produced by mechanical alloying. Phys. Met. Metallogr. 2009, 107, 466–477. [Google Scholar] [CrossRef]
- Herbert, C.; Axinte, D.; Hardy, M.; Brown, P.D. Investigation into the characteristics of white layers produced in a nickel-based superalloy from drilling operations. Mach. Sci. Technol. 2012, 16, 40–52. [Google Scholar] [CrossRef]
- Agmell, M.; Ahadi, A.; Zhou, J.M.; Peng, R.L.; Bushlya, V.; Stahl, J.E. Modeling subsurface deformation induced by machining of Inconel 718. Mach. Sci. Technol. 2017, 21, 103–120. [Google Scholar] [CrossRef]
- Imran, M.; Mativenga, P.T.; Gholinia, A.; Withers, P.J. Assessment of surface integrity of Ni superalloy after electrical discharge, laser, and mechanical micro-drilling processes. Int. J. Adv. Manuf. Technol. 2015, 79, 1303–1311. [Google Scholar] [CrossRef]
- Herbert, C.R.J.; Kwong, J.; Kong, M.C.; Axinte, D.A.; Hardy, M.C.; Withers, P.J. An evaluation of the evolution of workpiece surface integrity in hole-making operations for a nickel-based superalloy. J. Mater. Process. Technol. 2012, 212, 1723–1730. [Google Scholar] [CrossRef]
- Thakur, A.; Mohanty, A.; Gangopadhyay, S. Comparative study of surface integrity aspects of Incoloy 825 during machining with uncoated and CVD multilayer coated inserts. Appl. Surf. Sci. 2014, 320, 829–837. [Google Scholar] [CrossRef]
- Liao, Z.R.; Polyakov, M.; Diaz, O.G.; Axinte, D.; Mohanty, G.; Maeder, X. Grain refinement mechanism of nickel-based superalloy by severe plastic deformation—Mechanical machining case. Acta Mater. 2019, 180, 2–14. [Google Scholar] [CrossRef]
- Liao, Z.R.; Gao, D.; Lu, Y.; Lv, Z.K. Multi-scale hybrid HMM for tool wear condition monitoring. Int. J. Adv. Manuf. Technol. 2016, 84, 2437–2448. [Google Scholar] [CrossRef]
- Ding, R.; Knaggs, C.; Li, H.; Li, Y.G.; Bowen, P. Characterization of plastic deformation induced by machining in a Ni-based superalloy. Mater. Sci. Eng. A 2020, 778, 139104. [Google Scholar] [CrossRef]
- Jia, P.; Rong, Y.; Huang, Y. Condition monitoring of the feed drive system of a machine tool based on long-term operational modal analysis. Int. J. Mach. Tools Manuf. 2019, 146, 103454. [Google Scholar] [CrossRef]
- Shaikh, V.A.; Scharf, T.W.; Boubekri, N. Microlubrication machining of 1018 steel: The effect of a biodegradable lubricant on the microstructural integrity. Lubr. Sci. 2017, 29, 357–376. [Google Scholar] [CrossRef]
- Thirumalai, R.; Techato, K.; Chandrasekaran, M.; Venkatapathy, K.; Seenivasan, M. Experimental investigation during turning process of titanium material for surface roughness. Mater. Today Proc. 2021, 45, 1423–1426. [Google Scholar] [CrossRef]
- Li, L.; Lai, D.; Ji, Q.; Huang, J.; Lin, Y.; Pan, M. Influence of tool characteristics on white layer produced by cutting hardened steel and prediction of white layer thickness. Int. J. Adv. Manuf. Technol. 2021, 113, 1215–1228. [Google Scholar] [CrossRef]
- Du, J.; Liu, Z.; Lv, S. Deformation-phase transformation coupling mechanism of white layer formation in high-speed machining of FGH95 Ni-based superalloy. Appl. Surf. Sci. 2014, 292, 197–203. [Google Scholar] [CrossRef]
- Paturi, U.M.R.; Reddy, N.S. Progress of machinability on the machining of Inconel 718: A comprehensive review on the perception of cleaner machining. Clean. Technol. Environ. Policy 2021, 5, 100323. [Google Scholar] [CrossRef]
- De Lacalle, L.N.L.; Sanchez, J.A.; Lamikiz, A.; Celaya, A. Plasma assisted milling of heat-resistant superalloys. J. Manuf. Sci. Eng. 2004, 126, 274–285. [Google Scholar] [CrossRef]
- M’Saoubi, R.; Axinte, D.; Soo, S.L.; Nobel, C.; Attia, H.; Kappmeyer, G. High-performance cutting of advanced aerospace alloys and composite materials. CIRP Ann. 2015, 64, 557–580. [Google Scholar] [CrossRef]
- Chaize, E.; Dumont, F.; Truffart, B.; Girinon, M.; Brosse, A.; Dorlin, T. Influence of lubrication mode onto residual stress generation in turning. Procedia CIRP 2022, 108, 390–393. [Google Scholar] [CrossRef]
- Sharman, A.R.C.; Hughes, J.I.; Ridgway, K. Workpiece surface integrity and tool life issues when turning inconel 718™ nickel-based superalloy. Mach. Sci. Technol. 2004, 8, 399–414. [Google Scholar] [CrossRef]
- Sharman, A.R.C.; Hughes, J.I.; Ridgway, K. Surface integrity and tool life when turning Inconel 718 using ultra-high pressure and flood coolant systems. Proc. Inst. Mech. Eng. Part B-J. Eng. Manuf. 2008, 222, 653–664. [Google Scholar] [CrossRef]
- Jin, D.; Liu, Z. Damage of the machined surface and subsurface in orthogonal milling of FGH95 superalloy. Int. J. Adv. Manuf. Technol. 2013, 68, 1573–1581. [Google Scholar] [CrossRef]
- La Monaca, A.; Murray, J.W.; Liao, Z.; Speidel, A.; Robles-Linares, J.A.; Axinte, D.A. Surface integrity in metal machining—Part II: Functional performance. Int. J. Mach. Tools Manuf. 2021, 164, 103718. [Google Scholar] [CrossRef]
- Kruk, A.; Wusatowska-Sarnek, A.M.; Ziętara, M.; Jemielniak, K.; Siemiątkowski, Z.; Czyrska-Filemonowicz, A. Characterization on White Etching Layer Formed During Ceramic Milling of Inconel 718. Met. Mater. Int. 2018, 24, 1036–1045. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Pérez-Ruiz, J.D.; de Lacalle, L.N.L.; Urbikain, G.; Pereira, O.; Martínez, S.; Bris, J. On the relationship between cutting forces and anisotropy features in the milling of LPBF Inconel 718 for near net shape parts. Int. J. Mach. Tools Manuf. 2021, 170, 103801. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, K.; Jiang, S.; Zhou, H.; Zhao, C.; Yang, X. Dynamic recrystallization behavior of a γ′-hardened nickel-based superalloy during hot deformation. J. Alloys Compd. 2015, 623, 374–385. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Co | Mo | Mn | AL | Nb | Cu | Fe | Ni |
|---|---|---|---|---|---|---|---|---|---|
| 2.80 | 17.60 | 0.75 | 2.95 | 0.22 | 0.44 | 4.96 | 0.32 | 16.28 | Bal |
| Cutting Speed (r/min) | Cutting Depth (mm) | Cutting Force (N) | Cutting Temperature (°C) |
|---|---|---|---|
| 500 | 0.1 | 265.3 | 493.3 |
| 700 | 0.1 | 246.8 | 560.9 |
| 800 | 0.3 | 298.6 | 655.7 |
| 1000 | 0.3 | 287.8 | 798.5 |
| Ni | Cr | Fe | Nb | Mo | Ti | C | O | |
|---|---|---|---|---|---|---|---|---|
| Matrix | Bal. | 17.61 | 16.28 | 4.26 | 2.95 | 0.68 | 2.80 | 3.20 |
| White layer | Bal. | 13.53 | 13.08 | 4.94 | 3.01 | 0.78 | 12.68 | 9.09 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Du, J.; Li, B.; Su, G. Investigation on White Layer Formation in Dry High-Speed Milling of Nickel-Based Superalloy GH4169. Machines 2023, 11, 406. https://doi.org/10.3390/machines11030406
Zhang J, Du J, Li B, Su G. Investigation on White Layer Formation in Dry High-Speed Milling of Nickel-Based Superalloy GH4169. Machines. 2023; 11(3):406. https://doi.org/10.3390/machines11030406
Chicago/Turabian StyleZhang, Jiamao, Jin Du, Binxun Li, and Guosheng Su. 2023. "Investigation on White Layer Formation in Dry High-Speed Milling of Nickel-Based Superalloy GH4169" Machines 11, no. 3: 406. https://doi.org/10.3390/machines11030406
APA StyleZhang, J., Du, J., Li, B., & Su, G. (2023). Investigation on White Layer Formation in Dry High-Speed Milling of Nickel-Based Superalloy GH4169. Machines, 11(3), 406. https://doi.org/10.3390/machines11030406