Abstract
In the past two decades, the mining sector has increasingly embraced simulation and modelling techniques for decision-making processes. This adoption has facilitated enhanced process control and optimisation, enabling access to valuable data such as precise granulometry measurements, improved recovery rates, and the ability to forecast outcomes. Soft computing techniques, such as artificial neural networks and fuzzy algorithms, have emerged as viable alternatives to traditional statistical approaches, where the complex and non-linear nature of the mineral processing stages requires careful selection. This research examines the up-to-date use of soft computing techniques within the mining sector, with a specific emphasis on comminution, flotation, and pyrometallurgical and hydrometallurgical processes, and the selection of soft computing techniques and strategies for identifying key variables. From this, a soft computing approach is presented to enhance the monitoring and prediction accuracy for mineral waste disposal, specifically focusing on tailings and spent heap leaching spoils database treatment. However, the accessibility and quality of data are crucial for the long-term application of soft computing technology in the mining industry. Further research is needed to explore the full potential of soft computing techniques and to address specific challenges in mining and mineral processing.
1. Introduction
The mining industry contributes to approximately 10% of global economic activities, of which industry payments for services and direct support comprise another 10%, making it a critical part of multiple production chains [1]. Over time, this industry has been a precursor for technological developments. According to the European Parliament [2], during the past 12 years, a quarter of the mining industry has doubled its investments in technology, reaching 93% implementation with successful results. Over 90% of mining companies believe that complementing their operations with technology translates into added value and helps to revolutionise their business. The advancement of technology has led to the emergence of untapped prospects in the field of big data capture systems, which have not yet been fully explored or utilised in industrial settings. For instance, these systems can be employed for routine inspections of operational equipment or for the creation of daily production records [3]. This volume of data is expected to grow exponentially over time, reaching an amount of one hundred and twenty zettabytes in 2023, corresponding to a 675-fold increase since 2005 [4,5,6].
The mining industry and metallurgical processes are familiar with the concept of capturing large amounts of data. However, the analysis and interpretation of this data present novel problems for operators and decision-makers who aim to enhance productivity and sustainability in their operations. The European Union has set four key goals for the year 2030, as outlined by Usman et al. [7], which include prioritising energy efficiency, reducing CO2 emissions, and promoting the adoption of clean energy sources. To achieve these objectives, the EU emphasises the importance of sustainable raw material production through the utilisation of digital tools, as well as advancements in safety, productivity, and profit margins [8]. While the World Economic Forum has predicted that from 2017 to 2025, $425 trillion will be invested globally in the application of artificial intelligence (AI) for the productive sector [9], in Chile, the creation of national policies and initiatives such as the Roadmap Mining 4.0 [10] policy seeks to implement digital technologies in the mining industry. There is a correlation between artificial intelligence (AI), Mining 4.0, and machine learning technologies that can potentially drive transformative advancements in mining processes, enhance productivity, and enable data-driven decision-making in an increasingly interconnected and digital world. The objective of this paper is to reveal the potential in question.
2. Background and Finding the Gaps
Since 2015, the fields of data science and soft computing have significantly contributed to the development of more precise predictive models [11]. The effectiveness of these models is contingent upon the specific characteristics of the problem at hand and the amount of available data. Furthermore, the advancements in computing capabilities have facilitated the widespread adoption and refinement of these tools in various industries and processes, encompassing a wide range of specialties, through the integration of artificial intelligence and statistical techniques. Soft computing is a subfield of artificial intelligence that encompasses various paradigms and techniques designed to handle incomplete and imprecise information in crucial processes. Its primary objective is to enable companies to derive valuable solutions for tasks such as prediction, information discovery, and knowledge acquisition [12,13]. This research aims to examine the application of soft computing in mineral processing, providing a perspective on the operational impact of relevant stages present in the processing lines of valuable minerals and considering the possibility of supporting operational decisions. Based on this review, an application approach to mine waste disposal operations is introduced.
2.1. Automation in the Mining Industry and Opportunities for AI
The mining industry can benefit significantly from the application of AI to enhance process control and improve productivity. The development of sensors, transmitters, and controllers has given way to centralisation of the control and supervision of variables using evolving technologies in control systems (Figure 1) and the development of control loop applications [14]. These systems offer prompt information and rapid responses to external and internal disturbances, guaranteeing a safe and stable operation within the process. The choice of the functions oriented to the analysis of information and the application of superior decisions are fundamental functions for the control and monitoring of the process [15]. The focus of their work lies in the examination of information, and the effectiveness of their decision-making process is contingent upon the execution and necessity of decisions and problem-solving tasks that lack algorithmic resolutions.
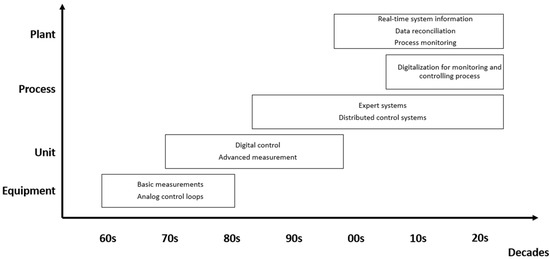
Figure 1.
Automation system evolution in mineral processing based on Sbárbaro et al. [15] and Nad et al. [16].
The evolution of artificial intelligence enables complicated and interpretative solutions in contrast to empirical model approximations, offering complex representation learning, non-linearity, feature extraction, flexibility, and scalability with continuous and end-to-end learning. Artificial intelligence can handle diverse inputs, ambiguity, and uncertainty, making it suitable for different processing languages and computer vision. However, to identify solutions, we must provide explicit, known, and well-defined conditions [17]. Continuous improvement in the mining industry has made it common to find an interconnected control hierarchy such as the one presented in Figure 2, where instrumentation plays a fundamental role in ensuring the proper functioning of the plant. The second sector is dedicated to maintaining control over key variables, as evidenced in flotation processes where variables such as pulp level, foam level, air injection, and pump speed are regulated using conventional proportional, integral, and derivative (PID) control methods [18].
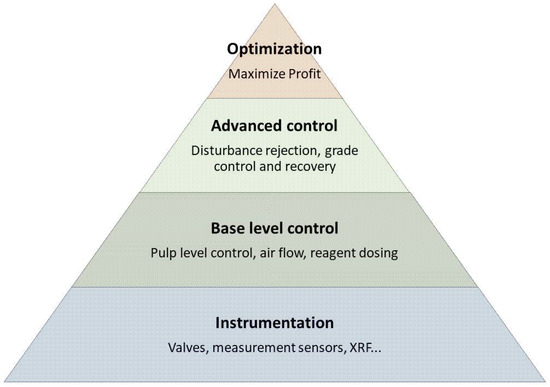
Figure 2.
Level hierarchy for a flotation processes control system based on Shean et al. [18].
Reaching the highest levels of the pyramid, where we can find advanced flotation control (AFC) and optimised flotation control (OFC), will directly depend on a satisfactory control of the lower levels, where the PID controls are insufficient for the total management of the processes. The AFC structure must possess the capability to effectively mitigate disturbances arising from various sources, such as feed flow or other external factors, in addition to considering dynamic situations such as the accumulation of matter and delay times for the calculation of performance parameters such as recovery and the grade of the mineral. OFC will always seek to maximise the economic performance of the process, associating it with the recovery and grade of the concentrates obtained [19].
Metallurgical facilities frequently use PID control techniques due to their versatility and ability to be adjusted to the optimal operating parameters, achieving a response that suits the process [20]. Nevertheless, the intricate nature of multivariate processes precludes the application of conventional control techniques. In contrast, advanced control endeavours to establish a mathematical model that accurately characterises the operational and phenomenological aspects of the process under control. This model is subsequently validated through simulation. Expert systems, fuzzy logic, and predictive control models, both linear and non-linear, are viable alternatives in the industrial sector. These approaches can be effectively blended into a cohesive solution known as the predictive control of the fuzzy model [21]. Ai et al. [22] propose a novel approach that aims to overcome these limitations by using deep learning features and offline conservative double Q-learning control as an option to minimise the PID limitations in dealing with complex and nonlinear systems. During the 1990s, statistical features were used to classify froth structures in flotation cells during mineral processes [23]. This method was further developed by Hadler et al. [24] and applied by Polaris. Mines enhanced productivity and plant performance in lead zinc concentration standardised operational practices and adjusted reagent dosages based on the accumulated error over time. Their approach involved utilising set-point adaptive optimisation, incorporating a feedforward neural network (FNN) soft sensor for online feed grade estimation and a long short-term memory network (LSTM) to track fixed dosage set-points [25]. The implementation of automation in various processes has significant benefits, including the mitigation of staff exposure to hazardous environments, prevention of equipment damage, optimisation of operational expenses, and preservation of product quality [26,27].
2.2. Application of Soft Computing in Mineral Extraction and Processing
The successful use of AI in the mining industry requires a collaborative effort among domain experts, data scientists, and technology vendors. To ensure the most appropriate AI solutions, each mining operation’s individual demands and challenges must be carefully assessed. Concerns such as data security, staff retraining, and ethical considerations should also be addressed as part of the deployment approach. Through the analysis of mineral beneficiation and metal extraction processes, it is possible to identify some examples of the difficulty in controlling these processes optimally due to the instability of the variables involved. The composition of the slags impacts the recovery of the element of interest in pyrometallurgical processes such as the fusion process and is thus a variable that must be considered to obtain optimal recovery. However, because there are a variety of chemical reactions driving the process, it is difficult to describe a relationship between the compositions of the slags and the contents of components of interest that are present [28]. In the mineral processing field, Estrada et al. [29] investigated problems related to the flotation process such as the control of mineral granulometric sensitivity from the milling stage and milling global energy optimisation, as well as tailings transportation and deposition. Martin et al. [30] analysed possible scenarios in which deposit destabilisation can occur, causing serious environmental and safety damage.
The study conducted by Fu et al. [31] examines the influence of several factors, such as mineralogy and viscosity, on thermodynamic changes and the manipulation of variables within kinetic models. Additionally, the application of soft computing has had a significant influence both in the areas of classification and concentration of minerals and in pyrometallurgy. Most of the applications are in artificial vision, probably due to the impulse to find methods to measure parameters such as particle sizes or chemical composition using image-based methods as a cheaper and faster alternative to techniques based on sample analysis [32]. The heap leaching process is an important part of the hydrometallurgical production line because it makes it easier to obtain the desired mineral. This process involves several control variables, including the properties of the leaching agent and the characteristics of the ore to be leached, such as its porosity, mineralogy, grade, and impurities, among others [33].
In this investigation, we have been able to analyse how the use of different soft computing tools has been incorporated in different stages related to mineral extraction and how they have been applied in situations related to both production and security, establishing the contribution and support needed to optimise mineral processes. A comprehensive analysis has been conducted on a total of 46 research publications that investigate the utilisation of soft computing techniques in various domains, including deposit operations, comminution, flotation, hydrometallurgical processes, and pyrometallurgical processes.
Table 1 presents a classification of the methods applied for each revised publication according to the applied area, and in Figure 3, the percentage of each methodology applied to the areas of interest is established, where for metallurgical processes, the artificial neural network (ANN) and model predictive control (MPC) are the most widely implemented. The relevance of identifying the variables with the greatest impact according to the associated operation has also been evidenced. The results obtained will be analysed in addition to the variables used to establish a comparison between the different methods and how their implementation has been approached. As shown in Figure 4, the areas of flotation and pyrometallurgical processes are those where the most studies have been developed, especially in the search for operational improvements for process control and prediction. This situation is directly explained by the possibility of accessing data available from existing monitoring in industrial processes, as will be seen later, and by the fact that these stages are the ones that present the greatest diversity of variable monitoring.

Table 1.
Summary of representative studies of soft computing application in mineral extraction and processing.
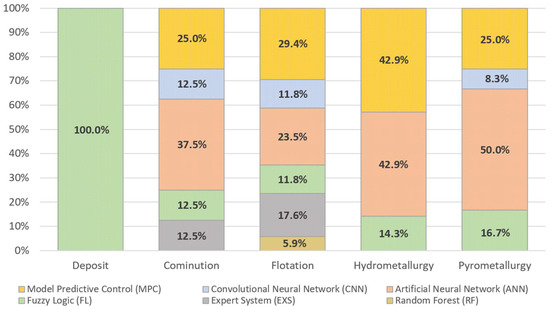
Figure 3.
Comparison of soft computing methods applied in mineral extraction and processing.
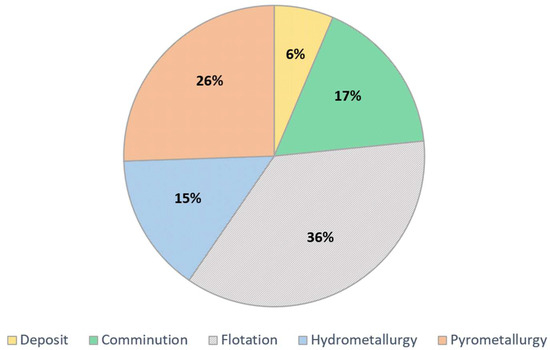
Figure 4.
Soft computing application by mineral extraction and processing.
2.3. Applications of Soft Computing in the Mining Stage
Ongoing research and development efforts are being conducted within the mining industry to enhance safety measures and decision-making processes, employing techniques such as fuzzy logic and other methodologies (Table 2). Danish et al. [35] used fuzzy logic to predict mine fires in underground coal mines, while Li et al. [36] proposed a method to minimise the risk of gas explosion accidents in coal mines using fuzzy comprehensive evaluation. Similarly, Sun et al. [34] presented a fuzzy logic-based approach for predicting the risk of rock burst accidents in coal mines. It is possible to identify CO, O2, N2, and temperature as common variables in the application of fuzzy logic to the prediction and control of security mine conditions linked to variables that can be monitored in the field. With this understanding of which variables are most important for a given application, they can focus their efforts on collecting relevant data and refining their models accordingly. These studies provide evidence of the possible advantages that can be gained by employing soft computing techniques to enhance safety and decision-making procedures in ore deposit operations. From the studies applied to the mining stage, the most relevant variables that have been identified include:
Table 2.
Characteristics of studies applied in the mining stage.
- (a)
- Density: For ore deposits, density is an important variable that provides information about the composition and mineralogy of the deposit.
- (b)
- Water transmitting ability: Refers to the capacity of a rock or mineral to allow the flow of water through it. It is an important variable in understanding the material’s hydrogeological characteristics.
- (c)
- Fracture development degree: Corresponds to the extent and intensity of fractures or cracks within the rock or mineral. It can affect the permeability and fluid flow within the deposit.
- (d)
- Confined water pressure: Refers to the pressure exerted by water within confined spaces or pores in the deposit. It can influence the stability and behaviour of the deposit.
- (e)
- Watery property of the floor aquifer: This variable refers to the characteristics of the water present, such as its chemical composition, pH, and mineral content. It can impact the interaction between the aquifer and the ore deposit.
- (f)
- Aquifuge thickness and strength: Refers to the thickness of impermeable or low-permeability layers that prevent the flow of water. Strength refers to the resistance of these layers to deformation or failure. These variables can affect the hydrogeological conditions and water movement within the deposit.
- (g)
- Mining thickness and depth: This variable refers to the thickness of the ore body being extracted. Depth refers to the vertical distance from the surface to the ore body. These variables are important in determining the feasibility and logistics of mining operations.
- (h)
- Inclined productivity: Refers to the efficiency and productivity of mining operations in inclined or sloping deposits. It considers factors such as the angle of the deposit and the methods used for extraction.
We can say that the soft computing application for the analysed studies is established, considering the following characteristics: 1. Risk factors: This is a key issue in assessing the risk of accidents in mines. The specific risk factors may vary depending on the study but generally include factors such as gas levels, ventilation failure, and water inrush. 2. Specific methods: Fuzzy logic and AHP: The application of fuzzy logic helps to handle uncertainty and imprecision in data under this variable selection. The analytical hierarchy process (AHP) determines the weights of different factors in a decision-making process, including the risk factors selected to be analysed in this quantitative risk assessment of gas explosions in underground mines.
2.4. Applications of Soft Computing in the Comminution Stage
The primary aim of comminution plants is to achieve the optimal particle size for efficient extraction of the desired mineral while also ensuring cost-effectiveness. However, to dissociate the low-grade minerals, the material must be finely ground, which implies high energy consumption in the milling area [54]. The grinding circuits are difficult to control due to poor plant models, external disturbances, and process variables that are not easy to measure [39]. In addition, the variables and properties of the extracted mineral, such as size, composition, and hardness, affect mill performance [38]. The disturbances in the operational conditions in milling directly affect the subsequent stages, such as leaching and flotation, that depend on the product obtained in this first stage, affecting the performance of a mining plant in general.
The strategies for reducing energy consumption in the mining industry have been extensively considered in recent years due to the increase in energy prices [71,72]. Therefore, control strategies in mining processes are one of the many ways to optimise this consumption, especially if the strategies consider global optimisation and ensure the stability of the system. The milling of minerals represents up to 50% of the energy consumption in a mineral concentrator plant. For this reason, Estrada et al. [29] developed a centralised hybrid model predictive control scheme (HMPC) in the grinding process that seeks to minimise specific energy consumption of the equipment and stabilise the feeding to the plant by ensuring an output particle size of 230 µm (65 mesh). With this hybrid model, the implementation of conventional strategies is a low-cost opportunity based, for example, on expert systems that handle variables and discrete events, and applying HMPC strategies allows the inclusion of discrete events in both the model and the controller. Stange [37] examines the application of ANN to the control of grinding circuits, specifically autogenous milling. Tessier et al. [38] describe a machine vision strategy for online rock mixture composition estimation, obtaining an overall accuracy of 92.5% for dry ore combinations.
In a run-of-mine ore milling circuit, Olivier et al. [39] propose using disturbance observers, specifically a fractional order disturbance observer (FO-DOB) and a Bode ideal cut-off disturbance observer (BICO-DOB), in conjunction with a standard PI controller to improve control performance in the presence of strong external disturbances and severe model–plant mismatches. Estrada et al. [29] use an industrial data-tuned grinding simulator to provide a hybrid model predictive control technique for mineral grinding circuits. Hamzeloo et al. [40] investigate the use of image analysis and neural networks to estimate particle size distribution on an industrial conveyor belt in a copper concentrator, attaining an overall RMSE of 6.11%. Umucu et al. [41] examine the application of ANN in modelling a calcite grinding system in mineral processing. Cai et al. [42] offer an approach for underground coal mining rock burst predictions utilising micro-seismic monitoring and a fuzzy comprehensive evaluation model. Olivier et al. [43] discuss the use of deep CNN to classify feed ore images into one of four categories based on size distribution, with an overall accuracy of 96.4%. Table 3 presents a comprehensive summary of the findings derived from each individual investigation. Based on the nature of the applications conducted in the studies, it is possible to categorise the studies conducted by Stange [37] and Tessier et al. [38] as utilising machine vision and image analysis techniques for diverse applications, such as estimating rock mixture composition, monitoring flotation froth, and analysing fragmentation.
Table 3.
Characteristics of studies applied in mineral comminution processes.
Stange [37], Umucu et al. [41], and Hamzeloo et al. [40] applied ANNs for the control and modelling of mineral processing systems, as well as for classifying feed ore images based on size distribution. Olivier et al. [43] study the possibility of obtaining a convolutional neural network (CNN) model for characterising the size distribution of feed ore in run-of-mine ore milling circuits. Cai et al. [42] propose a methodology for rock burst forecasting in underground coal mining using microseismic monitoring and a fuzzy comprehensive evaluation model.
Finally, Olivier et al. [39] and Estrada et al. [29] propose new control strategies for mineral grinding circuits, using techniques such as disturbance observers and model predictive control.
From the studies applied to mineral comminution processes, the most relevant variables that have been identified include:
- (a)
- Particle size: A critical variable in comminution processes, as it affects the efficiency of subsequent mineral extraction stages. Achieving the optimal particle size is essential for efficient extraction of the desired mineral.
- (b)
- Composition and hardness: The composition and hardness of the mineral being processed can significantly impact mill performance. Different minerals may require different grinding conditions to achieve the desired particle size.
- (c)
- Operational conditions: Factors such as the mill speed, feed rate, and grinding media size can influence the efficiency and effectiveness of comminution processes.
- (d)
- External disturbances: Changes in ore feed characteristics or variations in power supply can affect the stability and performance of comminution circuits.
- (e)
- Product size setpoint: This variable is the target size for the final product and is used as a control parameter in grinding circuits.
- (f)
- Rock types: These refer to different types of rocks or minerals present in the ore mixture. They are used as labels or classes for classification purposes.
2.5. Applications of Soft Computing in the Flotation Stage
The mineral flotation process is a complex dynamic process to control that cannot be optimised using constant control strategies because each mineral exhibits different behaviours before this process [73] and the mineral grade from the deposit is in constant decline, for example, reaching 0.4% in the case of copper [74]. This means that more controlled processes are required to maximise the separation of the species of interest from those without economic value that contaminate the final product. Keeping mineral flotation processes under control is a complex task since their stability depends largely on various variables such as the processed tonnage, mineralogy, percentage of solids, reagent dosage, and granulometry, among others (Table 4).
Table 4.
Characteristics of studies applied in mineral flotation processes.
A change in these generates disturbances in the flotation process, which are reflected in the recovery results [18]. Historically, the optimisation of recovery results was achieved with experienced and qualified operators, but as Laurila et al. [75] explain, the flotation process is currently undergoing a paradigm shift towards automated control, ushering in a new era where:
- The design of flotation circuits is being simplified, which facilitates the regulation and control of the processes [76].
- The cell size has increased over time, going from 50 m3 to designs close to 600 m3 [77].
- The development of new technologies for online image analysis has made it possible to provide information on the status of the equipment involved in the process, such as stirring motors, valves, sensors, and pumps, and the quality of variable measurements such as air supply, pH, and bubble size [78].
The evolution of the soft computing application in processes linked to flotation processes has undergone evolutionary development, encompassing diverse techniques and technologies for monitoring and control, highlighting the importance of accurate data and control strategies in achieving optimal performance. When analysing the studies according to the applied methodology, Chen et al. [46], Cortés et al. [47], and Brooks et al. [21] analysed the implementation of advanced control strategies in mineral processing, specifically in ball mill grinding circuits and rougher flotation circuits, and the implementation of advanced technologies, including image processing, X-ray fluorescence, and diffused reflective spectroscopy, to optimise a copper roughing circuit. The publications cover topics such as MPC, hybrid ANN models, and multivariable predictive control systems, where the results show improved process stability, increased copper recovery, and significant performance improvements compared to previous control methods.
Ai et al. [25] and Aldrich et al. [23] discuss various aspects of froth flotation in the mining industry, including control strategies, machine vision through image analysis, and machine learning techniques for classifying froth structures. Moolman et al. [44] and Zhang et al. [53] include the use of digital image processing techniques to extract features from froths, the development of models to simulate the relationship between the reagent dosage and froth surface appearance, and the use of machine vision and predictive modelling to control the process. The papers provide numeric results and highlight the potential for improved process control and optimisation in flotation plants. Ali et al. [50], Fu et al. [31], and Ai et al. [22] discuss the use of artificial intelligence models to predict the flotation behaviour of fine high-ash coal in the presence of a hybrid ash depressant, the effect of particle size and flotation time on magnesite flotation, a set-point adaptive optimisation for the antimony flotation process applying an ANN soft sensor to estimate the feed grade online, and a FAR-based set-point generator to adjust the set-points of the image features. Zhang et al. [54] research an adaptive modelling method for industrial processes specifically in the context of froth flotation reagent control. The method involves an incremental learning approach to update the process model and preserve performance on old patterns while accommodating new process “excitation” patterns. The adaptive process model is then used in a nonlinear predictive control strategy for flotation reagent control. Ai et al. [25] provide an approach that involves fuzzy association setpoint calculation and offline Q-learning-based reagent control in froth flotation processes, which can improve the efficiency and effectiveness of industrial processes. Finally, Shean et al. [52] present a dynamic model for predicting changes in pulp height in aerated slurry tanks in froth flotation specifically. The model is developed and validated through the use of experimental data, which includes measurements of bubble size distributions and air flow.
The findings can be categorised into two groups when evaluated in relation to the response variable: flotation process optimisation and bubble size distribution. Chen et al. [46], Ramasamy et al. [45], Cortés et al. [47], and Ali et al. [50] discuss the use of artificial intelligence and model predictive control to optimise and improve the efficiency of mineral processing and flotation processes. These studies demonstrate the potential of these technologies to improve process control and optimisation, leading to increased profitability. Riquelme et al. [49] present a new technique for identifying and measuring bubble size distribution (BSD) in flotation columns using image processing and a parametric method. The circular Hough transform (CHT) is used to detect bubbles in the images, and a log-normal distribution is used to estimate the BSD. A non-linear Wiener model is developed to explain the dynamic behaviour of the BSD parameters. The results show that the CHT method is superior to other methods in detecting clustered bubbles, and the estimated number of bubbles is similar to what is obtained with a visual inspection. Another study, similar to the one developed by Moolman et al. [44], seeks to establish patterns from digital image processing, specifically using the spatial grey level dependence matrix (SGLDM) and neighbouring grey level dependence matrix (NGLDM) methods, to extract features from digitised images of froths in a copper flotation plant. The extracted features can be used to identify various process phenomena in the plant and develop control strategies for flotation plants. The paper also discusses the significance of froth appearance in flotation processes and the potential for better control of a plant through a more accurate and systematic interpretation of the physical features of the froth phase. A neural network was used to classify different froth structures based on the extracted features, and the study demonstrated the potential of neural networks for pattern recognition in complex processes. If an analysis of the variables included in these investigations is conducted, it is feasible to establish certain considerations:
- (a)
- Flotation performance variables: These include parameters such as float recovery, total copper recovery, acid-insoluble copper recovery, and concentrate and tail grades. These variables are used to evaluate the effectiveness of different control strategies and technologies in improving flotation performance.
- (b)
- Speed rate: An important parameter in flotation circuits, as it affects the residence time of particles in the circuit and can impact flotation performance. Operator control and MPC velocity control show the impact of different control strategies.
- (c)
- Bubble size and gas holdup: These variables are important in understanding the behaviour of froth flotation systems, as they impact froth stability, mass pull, and flotation performance. The relationship between the bubble size and air rate can be used to predict changes in the pulp height.
- (d)
- Reagent dosage: Reagents are used in flotation circuits to promote particle–bubble attachment and improve flotation performance. A relationship exists between the reagent dosage and froth surface appearance, and machine vision and predictive modelling can be used to control reagent dosage.
- (e)
- Advanced measurement technologies: The use of advanced measurement technologies, such as image processing, X-ray fluorescence, and diffused reflective spectroscopy, improves the measurement and control of key variables in mineral processing operations. These technologies enable the more accurate and reliable measurement of parameters such as the Cu grade, froth velocity, and concentrate and tail grades.
From the analysis, artificial intelligence models have shown promising results in predicting flotation behaviour and classifying froth structures. For example, Chen et al. [46] show that decision tree methods and artificial neural networks can distinguish between froth features that are difficult to discern with the naked eye, with an overall classification accuracy of approximately 92.5% for copper flotation froths and 96% for platinum flotation froths. Similarly, Ramasamy et al. [45] show that Mamdani fuzzy logic (MFL) models performed the best among all the models tested for predicting the performance of the coal flotation process, with R-squared values of 0.9483 and 0.9243 for the training and testing phases, respectively, when predicting the froth ash content. Advanced measurement technologies, such as image processing, X-ray fluorescence, and diffused reflective spectroscopy, have shown promise in improving the measurement and control of key variables in mineral processing operations. For example, Brooks et al. [21] discuss the implementation of advanced technologies, including image processing, X-ray fluorescence, diffused reflective spectroscopy, and cascaded model predictive control (MPC), to optimise a copper roughing circuit. The results show improved process stability and increased copper recovery compared to previous control methods.
Model predictive control (MPC) has shown promise in optimising mineral processing operations and improving plant performance. Zhang et al. [54] provide an adaptive modelling method for industrial processes with a focus on froth flotation reagent control. The method employs an incremental learning strategy to update the process model and maintain performance in existing patterns while tolerating new process “excitation” patterns. The adaptive process model is then applied to a nonlinear model of predictive control. Experiments based on historical data and in a real-world lead–zinc froth flotation plant show promising results for practical application. The reagents used in the flotation process aim to change the surface properties of the mineral with a certain degree of release [15], and the hydrophobic properties cause them to separate from each other; then, they are contained in the pulp and selectively adhere to bubbles [79]. The relationship between the foam structure that develops on the pulp surface and the efficacy of the flotation process, namely in terms of the mineral grade and recovery, has been established in previous research [48]. By analysing commonalities between the studies, it is possible to identify that the use of advanced technologies and control strategies can lead to significant improvements in plant performance, including increased total and insoluble Cu recovery. Advanced measurement technologies such as image processing, X-ray fluorescence, and diffused reflective spectroscopy can enable more accurate and reliable measurements of key control parameters, such as the Cu grade, froth velocity, and concentrate and tail grades. The application of machine learning and artificial intelligence models can be used to predict flotation behaviour and classify froth structures, leading to improved control and optimisation of flotation processes.
Model predictive control (MPC) approaches have the potential to enhance the precision of control in the roughing circuit, enhance the stability of the float bank, and increase the recovery and grade. Froth image analysis has the potential to significantly improve process control and optimisation in flotation plants, but further research is needed to assess the predictability of froth grade from froth image features. These antecedents indicate that the approach developed in the soft computing application focuses more on the optimisation and control of the variables of the processes or on the process itself, but not on the control of the foam of a flotation process, since its structure can reflect the floating behaviour, indicating both the grade and the recovery [48]. In the MPC, the control signal is minimised in such a way that its squared error is reduced at each instant of time. What makes this model attractive are its algorithms since they have the natural ability to consider imposed technological and process constants as input and output values [80]. An indispensable part of this model is the use of algorithms from a dynamic model to predict the output values of a system based on past and current values, as well as future control signals. The development of this principle is complex to address in industrial systems, requires a broad knowledge of the physicochemical phenomena involved, and includes the execution of information from experiments that is exhaustive and sufficient to identify the parameters that are key in the process [58]. On the other hand, an MPC can be constructed using historical data, making this type of model more convenient than kinetic models [81]. For example, an artificial neural network of two phases was established by Sun et al. [82], in which one phase is used to derive and create a nominal model of a flotation process based on categories that do not follow an intrinsic classification and a second phase is designated to prevail against discordance with the nominal model. To achieve finite time control for a class of non-linear systems in this second phase, a radial basis function was implemented to handle the saturation of input variables that could occur and thereby generate constant error traceability.
Authors such as Kallioinen et al. [83], Harbort et al. [84], and Carr et al. [85] identified that the sizes of the flotation cells would increase their volume, with the main benefits being a reduction in capital expenditure and operating costs, lower energy consumption per cubic metre, a lower amount of instrumentation, and facilitation of the control of each cell. The use of advanced control at this stage is of great interest due to its high performance in terms of predictability and data analysis in the representation of complex processes. With this, an advanced control strategy can be implemented to achieve adequate reagent control where the model can be updated as the base data acquires new monitoring data using a model predictive control strategy [86]. This will significantly impair the prediction performance when a dynamic model is used [87]. The adaptive model technique has the potential to solve this problem by maintaining the performance of old data and keeping the dynamic model updated with the new “excitation” patterns based on the new measured data [88]. Rosenfeld et al. [89] employed a methodology consisting of four steps: training, data tuning (finetuning), retraining, and incremental learning. This strategy involved the integration of data training and self-learning approaches.
Therefore, an incremental learning method is an interesting alternative which seeks to update industrial process models based on neural networks. Unlike traditional incremental learning, where the discrepancy or restriction between an original and updated model is measured by the “deformation” of all hidden networks, the deformation of the last hidden layer of the neural network is concentrated. Furthermore, a weight regularisation method is designed for the last hidden layer of the neural network to show the performance capacity through strain evaluations. Ultimately, the foam flotation process, which exhibits significant inconsistencies, is controlled by the implementation of predictive control procedures utilising an empirically derived model that is continuously updated in an incremental manner.
2.6. Applications of Soft Computing in the Hydrometallurgy Stage
In the context of hydrometallurgical processes, various techniques have been employed to enhance the efficiency and control of the process. Methods such as artificial neural networks and multiple linear regression, data-driven model predictive control, dynamic process simulators, and fuzzy parameter self-tuning PID control algorithms have been implemented in the process, which includes leaching, column leaching, and solvent extraction (Table 5). Azizi et al. [57] and Komulainen et al. [90] use mechanistic models to explain how copper moves from the watery phase to the organic phase during the extraction process. The first study places emphasis on modelling the settler hydrodynamics, while the second one presents a dynamic process simulator for copper solvent extraction plants using mixer–settlers. Both studies report good agreement between simulations and measurements, indicating that the mechanistic models accurately describe the process trends. Komulainen et al. [90] emphasise the importance of parameter adaptation for modelling accuracy, especially for efficiency parameters. Gao et al. [58] use ANN to predict gold recovery and thiourea (TU) consumption during the leaching process. The results show a high prediction accuracy for the trained model, with a minimum absolute error of gold recovery varying from 1.46% to 3.45% and a prediction accuracy between 94.46% and 98.06%. The absolute errors of TU consumption varied from 0.079 to 0.428 kg/t, and the accuracy of the predictions was between 95.15% and 99.20%. As previously stated, the variables selected for model generation are part of the regular monitoring that is carried out in operation, which includes observation of the copper concentration [57,58,90], temperature [57,58], leaching time [58,90], and pH [58,90].
Table 5.
Characteristics of studies applied in mineral hydrometallurgical processes.
There are specific variables according to the reality of the process and operating conditions, including aqueous and organic phases [57,90], ferric iron concentrations [58], and settler hydrodynamics [57]. Based on existing studies, there is an efficient and cost-effective method [55] with high prediction accuracy and improved control performance using artificial neural networks (ANN) and genetic algorithm neural networks (GANN), as presented by Xu et al. [59]. For example, Hoseinian et al. [33] report that the GANN model is more efficient than the ANN model for predicting copper recovery in column leaching processes. Gao et al. [58] establish an ANN model to predict gold recovery and TU consumption with high prediction accuracy, and Pang et al. [56] demonstrate superior control performance, reaction time, and accuracy compared to the classic PID control algorithm.
From the studies applied to mineral hydrometallurgical processes, the most relevant variables that have been identified include:
- (a)
- pH: This variable plays a significant role in controlling the behaviour of chemical reactions. It is an important variable in the leaching process as it can affect the rate of element recovery.
- (b)
- Particle size: Refers to the size of the particles of the element of interest in the ore. It is an important factor that can affect the efficiency of the leaching process.
- (c)
- Temperature: A key variable that affects the efficiency and kinetics of chemical reactions, directly affecting the rate of element recovery
- (d)
- Time: Refers to the duration of processes such as leaching. It is a critical variable as it determines the amount of time available for the element of interest to dissolve into the leaching solution.
- (e)
- Element of interest’s grade: The grade or initial quantity of the element to recover is a relevant base variable considered in predicting models for copper and gold recovery. This variable can be complemented by the change in element concentration in solution during the process.
- (f)
- Reactive consumption: Reagents are used to increase the kinetics of chemical reactions. Here, the consumption of thiourea or agents such as ferric ions can impact the recovery efficiency.
- (g)
- Solid percentage: Corresponds to the proportion of solid material in a solution. It is a relevant parameter in solid–liquid processes such as stirring leaching that can influence the efficiency.
- (h)
- Stirring speed: Refers to the speed at which the leaching solution is agitated. It is a parameter that can influence the contact between the particles of the element of interest and the leaching solution, affecting the recovery rate.
2.7. Applications of Soft Computing in the Pyrometallurgy Stages
In high-temperature metallurgical processes such as copper losses, slag monitoring, silicon content prediction, and matte grade optimisation, soft computing methods such as MPC, ANN, CNN, FL, dynamic modelling and simulation, hybrid intelligent models (combining fuzzy logic, neural networks, and other techniques), feature selection methods based on mutual information, genetic algorithms, and other techniques have been applied, improving the efficiency, productivity, and cost-effectiveness of metallurgical processes (Table 6). As previously mentioned, the slag compositions have a notable influence on the recovery of the element of interest, such as gold or copper. These methods are used to develop and validate models for predicting matte grade in the copper flash smelting process or hot metal quality in a blast furnace. The base variables identified in this type of process include temperature, pressure, chemical composition, flow rate, time, and pH. Some specific variables are used depending on the pyrometallurgical process being studied, such as the grade, element content, and slag basicity and volume. From the studies, it was identified that soft computing applications improve accuracy and efficiency in processes such as the prediction of steel quality or the optimisation of blast furnace ironmaking. Additionally, the importance of feature selection is highlighted in developing accurate models and the ways ensemble learning methods can better cope with complex variations in industrial processes compared to traditional machine learning methods.
Table 6.
Characteristics of studies applied in mineral pyrometallurgical processes.
The method applied depends on the specific problem and the characteristics of the data available. Dynamic modelling and simulation can be valuable approaches in situations where a comprehensive understanding of the fundamental physical processes is required, and there are established mathematical models that can serve as a foundation for simulation. The use of ANN is typically associated with vast amounts of available data and intricate correlations between input and output variables that traditional statistical models cannot simply represent. When dealing with large datasets with many variables, feature selection methods can help identify the most relevant variables for modelling purposes, reduce computational complexity, and improve model accuracy. Using a hybrid model may be an option when there are complex relationships between input and output variables that cannot be easily captured by a single model.
In the case of ANN application, different studies were analysed, where Gui et al. [60] generated a model with better estimations and higher precision compared to traditional regression models, where the root mean square error (RMSE) was reduced by 19.23% and the training decreased from 22.8 to 12.4 s. Using the integrated model, the RMSE is further decreased by 23.80%. These experiments were organised using an orthogonal design of the four-factor regression of the second degree, and the corresponding gold content in each experiment was measured. Ghea Puspita et al. [64] used an ANN method to optimise the reduction process of saprolite ore composites, and an optimal factor combination was found. The results were validated through the chemical compositions (mass%) of Fe, Al, and Si. Savic et al. [63] used statistical modelling approaches such as multiple linear regression analysis, artificial neural networks, and an adaptive network-based fuzzy inference system (ANFIS), where this approach was found to be the most accurate in predicting copper losses in the silicate slag of the sulphur concentrate smelting process, with a coefficient of determination of 0.989 in the training stage and 0.719 in the testing stage. J. Liu et al. [62], Cardoso et al. [67], and D. Liu et al. [28] developed an artificial neural network model to predict the production and quality control of hot metal in a blast furnace. The results show that the neural model is a useful tool to support the operation of an iron blast furnace, where more than 90% of predictive values fall into the range of 0.5% to 2%, which is consistent with the practical production process. Through this, high levels of mathematical correlation demonstrate the effectiveness of the model in predicting sulphur and phosphorus. Regarding the application of dynamic modelling and simulations for predicting matte grades, Zhao et al. [70] found a BP neural network prediction model that, using a sample amount of 910 data points (900 for training and 10 for testing), is effective in providing guidance for controlling the copper flash smelting process with a maximum relative error of 3.3% and an average relative error of 0.54%. Yang et al. [69] focus on the same process, developing and validate a dynamic model where the outcomes demonstrate that the hybrid intelligent model proposed in these publications is effective in predicting matte grade with high accuracy and reliability.
Wang et al. [68] proposed a nonlinear ensemble model based on a multi-objective evolutionary algorithm (MOEA) and evolutionary feature selection (EFS) to predict the silicon content in hot metal, which is an important indicator for judging the operating status of a blast furnace and achieved significantly better and more stable prediction performance.
Haar wavelet decomposition, PCA, and Mahalanobis distance with functional support vector data description (SVDD) are used by Qian et al. [66] to predict the silicon content of hot metal. The results show that the proposed method outperforms other methods in the literature for silicon content prediction. Wang et al. [68] and Deng et al. [61] featured the selection of methods for data-driven modelling of complex pyrometallurgical processes. These studies show that these methods can effectively select relevant features from large datasets, improving the accuracy and efficiency of data-driven models.
From the studies applied to mineral pyrometallurgical processes, the most relevant variables that have been identified include:
- (a)
- Blowing air variables: This includes parameters such as the blowing flow rate, airspeed, and oxygen enrichment.
- (b)
- Top gas variables: These variables are related to nitrogen and oxygen flow rates.
- (c)
- Temperature variables: These are related to parameters such as flame temperature and hot metal temperature.
- (d)
- Fuel variables: These include parameters such as coke and pulverised coal consumption rates.
- (e)
- Ore variables: These variables are related to parameters such as pellet, sinter, and iron ore consumption rates.
- (f)
- Hot metal variables: These variables are related to the content of hot metal in production and may include carbon, silicon, manganese, and phosphorus.
- (g)
- Slag variables: These variables are related to the production of slag and include slag basicity and volume.
3. Performance of Soft Computing Applied in Mineral Extraction and Processing
Figure 5 illustrates a comparison of the soft computing techniques employed in the stages analysed early and based on the total number of publications. The performance of each method is evaluated based on four criteria: accuracy, reliability, correlation values, and computational efficiency. The scores are based on accuracy values, with higher scores indicating better accuracy; reliability scores are based on mean residuals and standard deviations in the papers; correlation scores are based on correlation coefficients (R2); and computational efficiency scores are based on the characteristics and advantages of the methods in the papers.
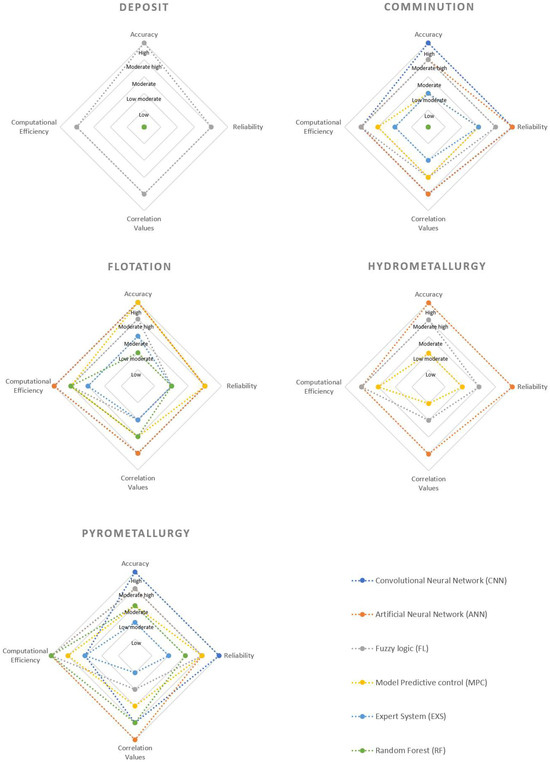
Figure 5.
Qualitative comparison of soft computing methods applied in mineral processing.
Across the five stages analysed, convolutional neural networks (CNN) consistently exhibited robust performance, often achieving strong accuracy and reliability in comminution and flotation processes and exceeding relevant reliability while maintaining competitive correlation values and computational efficiency. Artificial neural networks (ANN) also demonstrate strong performance with high accuracy ratios, and they maintain competitive correlation values and computational efficiency, especially in pyrometallurgical processes. For hydrometallurgical processes, ANN emerges as the most favourable option, with relevant accuracy and reliability. Fuzzy logic (FL) excels in accuracy in mining stages, showcasing its capability, but it shows a drop in reliability if it is applied in flotation stages. Model predictive control (MPC) and expert systems (EXSs) display moderate to good performance across all the processes, reflecting their reliability across different situations and data variables. Random forests (RFs) show variable performance, with their highest accuracy at 60% in flotation stages and fluctuating reliability and correlation values, indicating their versatility but also their inconsistency. The artificial neural network (ANN) method appears to be a common method that can be applied in all stages, performing well in the criteria for all stages except for hydrometallurgical processes, where the CNN method performs slightly better in terms of accuracy and reliability and FL stands out as a versatile choice.
4. Proposed Approach for the Application of Soft Computing in Waste Disposal in Mineral Extraction and Processing
One critical challenge to ensuring medium- and long-term operation is to achieve the adequate disposal and management of mining tailings (Residues from sulphide mineral flotation composed of material without the mineral of interest and water that are disposed in specific deposits known as TSF) and spent heap leaching spoils (Material that remains as a residue from the heap leaching process once all of the mineral of interest has been recovered). This has been declared as critical within the sustainability and responsible operation programs by the European Union to ensure proper management to avoid damaging the environment [74,91]. The incorporation of better technology for tailing storage facilities (TSFs) and spent heap leaching spoils dumps (leaching waste deposit, LWD) and the development of mechanisms for the measurement of parameters and variables are the final objective in controlling physical and chemical stability monitoring systems and establishing a robust understanding of the makeup and water balance of the process. In Chile, copper production as a concentrate will reach 89.9% in the year 2027 due to the depletion of oxidised copper minerals [74], while the use of continental water consumption exceeds 0.36 m3/ton of ore, with the consumption expected to rise further [92]. The application of soft computing to waste disposal may provide quality, reliable, and real-time information on the waste ore and tailings according to the operational needs. In addition, authorities and communities may benefit from the accessibility of this information, to improve, make transparent, and strengthen the ties between the industry and the communities, taking an important step to comply with national legislation and to improve the sustainability culture.
The proper management and ultimate disposal of these wastes is critical to the continuity of the profit chain and are linked to a successful storage operation, adequate use of land, security, and, in a relevant way, to the environmental commitment of the mining operation. In countries with a mining tradition, such as Chile [93], Finland [94], and Canada [95], regulations and guides provide information to design, install, and manage waste rock dumps and TSFs focused on the beginning of the deposit creation, leaving the subsequent monitoring and control of these deposits to their own criteria against structural behaviour, physicochemical stabilization, and mitigation of possible failures. Industrial practices and the changes that take place in a dynamic operational environment mean that on many occasions the original design is strongly modified for safety or even does not reach the useful life that was originally planned. The stability of a tailings storage facility (TSF) can be influenced by [96,97]:
- Operating factors (input material, deposition rate, geometrical and geotechnical controls such as humidity and compaction).
- Deposit location (climate and geological factors that include the seismicity, ground foundation slope, and confinement of the land degree)
- Deposit type selected (type of the TSF, geometric configuration including height, volume, and slope angle)
Establishing the use of soft computing to advance the “mining digitalization” of processes such as the monitoring of mining tailings and spent heap leaching spoils transport and deposition is a solution that could be non-invasive and consistently obtain a higher quality control and constant evolutionary knowledge by identifying the most influential variables in these processes, minimising possible prediction errors. A dependency on the tailings and spent heap leaching spoils disposal fluency behaviour can be established based on the dynamic mineralogy of the ore and rheological and permeability characteristics. In the case of tailings, the presence of specific clays and changes in the solid concentration in the thickener discharge cause changes in the TSF behaviour, modifying the established area and volume of the disposal, changing the functionality and possibly creating environmental impacts. The evaluation of these parameters with soft computing enables correlation and identification of a behavioural pattern. This implementation can also serve as an update for operational decisions related to environmental demands in countries with a mining tradition, such as Chile and Finland. These countries have recognised the significance of valuing existing data and conducting thorough analysis in order to inform operational decision-making processes. In this approach, we establish the relevance of pulp characterization as a part of a predictive model of fluency behaviour for tailings and leaching waste ore generated from variables that are currently measured at mining sites.
A prior analysis must be generated to help identify the impact generated by the conditions used in the operation and that will translate into the tailings and spent heap leaching spoils behaviour. An alternative used to identify these variables corresponds to the application of a correlation, and thereby establishes the combination of variables to be used with soft computing tools such as ANN or CNN. Then, the parameters of the new empirical model are adjusted in a very precise way, using only the new measurement data from the new model [98]. However, a low level of learning is achieved using this method, since “catastrophic forgetting” can occur, which means that while fine tuning is established in the new model with new data, the historical data performance is drastically impaired due to the discrepancies between the old and new data sets [99]. Retraining also uses the weights from the existing empirical model and uses it to create a new empirical model; unlike data fitting, the parameters of the new empirical model are precisely adjusted using historical data and current data from the new model from a simultaneously [100]. This scope can solve the “catastrophic forgetting”; however, this method needs important periods of time in order to update the data continuously [61]. This analysis also raises the question of whether, if a robust database could be established with data from different mining operations, it could find common ground between the studied cases that could be correlated between the different operations considering critical mineralogical factors such as the presence of clays and changes in rheological behaviour due to the medium used, such as fresh water or sea water. Naturally, this presents the potential to manage different perspectives to find the right path in the soft computing application. For example, the application of an incremental method aims for the “excitation” patterns of a new process to be accommodated without compromising the performance of the patterns of a process with historical data. In general, this type of method adapts new patterns by designating new constraints or constant rules to modify the adjustable parameters of the updated model. It is more efficient than a retraining method because the empirical model does not need to be trained on all historical data [101].
The use of incremental learning as a part of an artificial neural network can be a real option considering the flexibility in the quantity and interaction of the input nodes that can be applied, but also considering the time and application capacity given the available data and the operation monitoring frequency used at an industrial level. An opportunity to use ANN for operational decision-making lies in the existing monitoring capacity of the variables related to the mining waste operation, access to this information, and how robust this data is. As part of the analysis, Figure 6 illustrates a proposed database generation to analyse the most appropriate application of soft computing in the deposition of the tailings and spent heap leaching spoils. This database will serve as the foundation for conducting a preliminary stage of weight identification for each variable, followed by subsequent analysis.
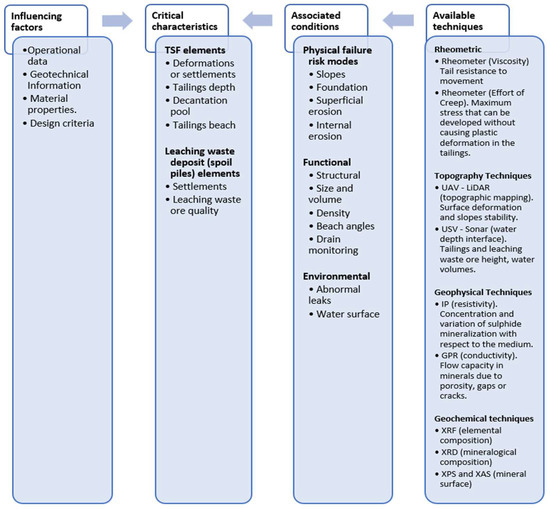
Figure 6.
Parameters for a database generation for TSF and LWD.
Figure 7 presents an analysis framework that explores potential connections using various soft computing techniques, including neural networks. This framework incorporates training, prediction, and confirmation stages.
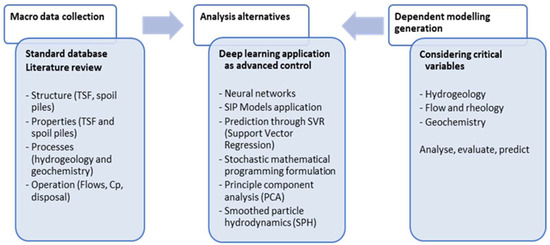
Figure 7.
Example of possible correlations between parameters with different soft computing techniques.
As is shown, the proposal emphasises the importance of standardising the database for macroscopic data collection, considering the structure, properties, processes (hydrogeology and geochemistry), and operation (flows, Cp, disposal) as possible options for input data modelling. This approach ensures a comprehensive understanding of the parameters involved. A second aspect explores alternatives for deep learning applications in advanced control, emphasising the results obtained from the analysis presented in this publication and including neural networks, SIP model applications, SVR (support vector regression), stochastic mathematical programming formulation, and principal component analysis (PCA). These techniques offer different methodologies and approaches to effectively analysing and controlling the parameters. The third aspect focuses on dependent modelling generation and highlights critical variables for analysis, evaluation, and prediction. Hydrogeology, operational monitoring and rheology, and geochemistry are identified as potential options. By taking into account these variables, one can acquire valuable insights into the interconnectedness among them and make accurate predictions about future behaviour.
5. Conclusions
This research provides compelling evidence for the growing adoption of soft computing as a viable solution in the design, development, and operation of intelligent systems for various phases of mineral processing and metal extraction operations. Soft computing has the ability to adapt, learn, and act independently in the mining industry. By considering the problem at hand, the characteristics of the environment, and the variables involved, it can develop and compute solutions to complex problems. Given the complex and non-linear nature of the processes involved, selecting the appropriate type of soft computing method becomes crucial when considering the various options available, such as artificial neural networks, expert systems, fuzzy algorithms, and more. These alternatives present interesting opportunities for addressing the complex and multivariable behaviours displayed by the processes, opening up new avenues for analysis and optimisation.
This publication presents the considerable potential of sophisticated technologies and tactics in enhancing safety, decision-making processes, and plant performance within the mining and mineral processing sectors. Fuzzy logic, machine vision, artificial neural networks, and advanced measurement technologies are among the key tools discussed. The effectiveness of these approaches is demonstrated in areas such as risk assessment, accident prediction, process modelling, control performance improvement, prediction accuracy enhancement, optimal condition determination, and composition estimation. Additionally, the importance of feature selection, soft computing approach selection, big data utilisation, and database treatment is emphasised. Further research is suggested in areas such as froth image analysis, where, thanks to the fact that image acquisition technologies have been evolving and reducing costs, it is possible to apply soft computing and reliable data linking to help optimise mineral recovery performance and improve profitability, reduce operational costs, and enhance real-time monitoring of froth properties. Overall, the integration of advanced technologies, control strategies, and data-driven approaches holds great promise for optimising processes, enhancing efficiency, and reducing instability in the mining industry. On the other hand, as our investigation shows, there is a real possibility of implementing soft computing in other critical processes for operational continuity in the mining industry, such as the transport and deposit of tailings and spent heap leaching. We have successfully identified key variables that are crucial for the successful implementation of soft computing techniques in various industrial applications. These variables can be effectively monitored and collected at an industrial level. For comminution stages, important variables include the feed rate, screen aperture size, and crusher rotor speed. In deposit studies, variables such as the deposit element grade, tonnage, mining and processing costs, and metal prices play a significant role. In pyrometallurgical processes, variables such as the temperature, gas flow rate, and particle size distribution of the feed material are essential. Additionally, in processes involving froth and leaching, variables such as the bubble size, froth class, viscosity, pH, temperature, leaching time, and concentrations of sulfuric acid and copper in the leach solution are critical factors to consider.
The creation of a comprehensive database derived from diverse mining operations can facilitate the identification of shared characteristics and develop correlations among essential mineralogical parameters. Incremental learning through artificial neural networks can aid in operational decision-making. Analysing variables such as hydrogeology, flow, rheology, and geochemistry can be a good approach to the implementation of this type of technology for the control of mining waste. Finally, the application of this type of technology over time does not depend on the application of the tool itself but on the source, availability, and quality of the data that can be obtained.
Author Contributions
N.H., M.S.G., J.O. and R.M. contributed to the methodology, conceived and designed the experiments; N.H. analysed the data and wrote the paper. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
The authors sincerely and gratefully acknowledge the support and guidance provided by the Oulu Mining School from the University of Oulu and the Geological Survey of Finland GTK.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ramirez, O. Digitization of Mining: Major Challenges and Motivations; SPT Mining: Stockholm, Sweden, 2021. [Google Scholar]
- European Parliament. Resource Efficiency: Moving towards a Circular Economy; European Parliament: Strasbourg, France, 2014. [Google Scholar]
- Ge, Z. Review on data-driven modeling and monitoring for plant-wide industrial processes. Chemom. Intell. Lab. Syst. 2017, 171, 16–25. [Google Scholar] [CrossRef]
- DOMO. Data Never Sleeps 10.0. Available online: https://www.domo.com/es/data-never-sleeps (accessed on 24 October 2023).
- Taylor, P. Amount of Data Created, Consumed, and Stored 2010–2020, with Forecasts to 2025. Statista. Available online: https://www.statista.com/statistics/871513/worldwide-data-created/ (accessed on 24 October 2023).
- Duarte, F. Amount of Data Created Daily. Exploding Topics. 2023. Available online: https://explodingtopics.com/blog/data-generated-per-day (accessed on 24 October 2023).
- Usman, M.; Ma, Z.; Zafar, M.W.; Waheed, A.; Li, M. Analyzing the determinants of clean energy consumption in a sustainability strategy: Evidence from EU-28 countries. Environ. Sci. Pollut. Res. 2021, 28, 54551–54564. [Google Scholar] [CrossRef] [PubMed]
- Krzaklewski, M.; Van Laere, H. Opinion of the European Economic and Social Committee on “Digital Mining in Europe: New solutions for the sustainable production of raw materials”. European Economic and Social Committee, Consultative Commission on Industrial Change. 2020. Available online: https://eur-lex.europa.eu/legal-content/EN/ALL/?uri=CELEX:52020IE1559 (accessed on 24 October 2023).
- Harris, S. Unearthing the Future: How Digital Is Revolutionizing the Mining Industry; Orange Business Services: Paris, France, 2021. [Google Scholar]
- Fundación Chile. ROADMAP: Digitalización para una Minería 4.0; Fundación Chile: Santiago, Chile, 2020. [Google Scholar]
- Qi, C.-c. Big data management in the mining industry. Int. J. Miner. Metall. Mater. 2020, 27, 131–139. [Google Scholar] [CrossRef]
- Flores, V.; Hadfeg, Y.; Bekios, J.; Quelopana, A.; Meneses, C. A method for automatic generation of explanations from a rule-based expert system and ontology. In Advances in Intelligent Systems and Computing; Springer: Berlin/Heidelberg, Germany, 2017; pp. 167–176. [Google Scholar] [CrossRef]
- Bergh, L.G.; Yianatos, J.B.; Leiva, C.A. Fuzzy supervisory control of flotation columns. Miner. Eng. 1998, 11, 739–748. [Google Scholar] [CrossRef]
- Sanchez, J.A. Control Avanzado de Procesos (Teoría y Práctica); Diaz de Santos S.A.: Madrid, Spain, 2003. [Google Scholar]
- Sbárbaro, D.; del Villar, R. Advanced Control and Supervision of Mineral Processing Plants; Springer: London, UK, 2010. [Google Scholar] [CrossRef]
- Nad, A.; Jooshaki, M.; Tuominen, E.; Michaux, S.; Kirpala, A.; Newcomb, J. Digitalization Solutions in the Mineral Processing Industry: The Case of GTK Mintec, Finland. Minerals 2022, 12, 210. [Google Scholar] [CrossRef]
- Argyropoulos, S.A. Artificial Intelligence in Materials Processing Operations: A Review and Future Directions. ISIJ Int. 1990, 30, 83–89. [Google Scholar] [CrossRef][Green Version]
- Shean, B.J.; Cilliers, J.J. A review of froth flotation control. Int. J. Miner. Process. 2011, 100, 57–71. [Google Scholar] [CrossRef]
- Uusi-Hallila, S.; Paavola, M.; Leiviskä, K. Utilizing Froth Phase Behaviour and Machine Vision to Indicate Flotation Performance; University of Oulu: Oulu, Finland, 2014. [Google Scholar]
- Philip, T.P. Process Control in Metallurgical Plants—From an Xstrata Perspective. IFAC Proc. Vol. 2007, 40, 377–389. [Google Scholar] [CrossRef]
- Brooks, K.; Munalula, W. Flotation Velocity and Grade Control Using Cascaded Model Predictive Controllers. IFAC-PapersOnLine 2017, 50, 25–30. [Google Scholar] [CrossRef]
- Ai, M.; Xie, Y.; Tang, Z.; Zhang, J.; Gui, W. Deep learning feature-based setpoint generation and optimal control for flotation processes. Inf. Sci. 2021, 578, 644–658. [Google Scholar] [CrossRef]
- Aldrich’, C.; Moolman, D.W.; Gouws, F.S.; Schmitz, G.F. Machile Learning Strategies for Control of Flotation Plants. IFAC Proc. Vol. 1995, 28, 99–105. [Google Scholar] [CrossRef]
- Hadler, K.; Cilliers, J.J. The relationship between the peak in air recovery and flotation bank performance. Miner. Eng. 2009, 22, 451–455. [Google Scholar] [CrossRef]
- Ai, M.; Xie, Y.; Xie, S.; Zhang, J.; Gui, W. Fuzzy association rule-based set-point adaptive optimization and control for the flotation process. Neural Comput. Appl. 2020, 32, 14019–14029. [Google Scholar] [CrossRef]
- Valera, A.; Vallés, M.; Díez, J.L. Simulación y Control de Procesos Físicos de Forma Remota. In Revista Iberoamericana de Automatica e Informática Industrial; Universidad Politécnica de Valencia: Valencia, Spain, 2005; pp. 20–29. [Google Scholar]
- Romero, D.; Bernus, P.; Noran, O.; Stahre, J.; Berglund, Å.F. The operator 4.0: Human cyber-physical systems & adaptive automation towards human-automation symbiosis work systems. In IFIP Advances in Information and Communication Technology; Springer: New York, NY, USA, 2016; pp. 677–686. [Google Scholar] [CrossRef]
- Liu, D.; Yuan, Y.; Liao, S. Artificial neural network vs. nonlinear regression for gold content estimation in pyrometallurgy. Expert Syst. Appl. 2009, 36, 10397–10400. [Google Scholar] [CrossRef]
- Estrada, F.; Cipriano, A. Hybrid Model Predictive Control for Grinding Plants. In Proceedings of the 19th World Congress the International Federation of Automatic Control, Cape Town, South Africa, 24–29 August 2014. [Google Scholar]
- Martin, V.; Eng, P.; Fontaine, D.; Cathcart, J. Challenges with conducting tailings dam breach studies. In Proceedings of the Tailings and Mine Waste 2015, Vancouver, BC, Canada, 26–28 October 2015. [Google Scholar]
- Fu, Y.; Yang, B.; Ma, Y.; Sun, Q.; Yao, J.; Fu, W.; Yin, W. Effect of particle size on magnesite flotation based on kinetic studies and machine learning simulation. Powder Technol. 2020, 376, 486–495. [Google Scholar] [CrossRef]
- McCoy, J.T.; Auret, L. Machine learning applications in minerals processing: A review. Miner. Eng. 2019, 132, 95–109. [Google Scholar] [CrossRef]
- Hoseinian, F.S.; Abdollahzade, A.; Mohamadi, S.S.; Hashemzadeh, M. Recovery prediction of copper oxide ore column leaching by hybrid neural genetic algorithm. Trans. Nonferrous Met. Soc. China (Engl. Ed.) 2017, 27, 686–693. [Google Scholar] [CrossRef]
- Sun, W.; Xue, Y. An Improved Fuzzy Comprehensive Evaluation System and Application for Risk Assessment of Floor Water Inrush in Deep Mining. Geotech. Geol. Eng. 2019, 37, 1135–1145. [Google Scholar] [CrossRef]
- Danish, E.; Onder, M. Application of Fuzzy Logic for Predicting of Mine Fire in Underground Coal Mine. Saf. Health Work 2020, 11, 322–334. [Google Scholar] [CrossRef]
- Li, M.; Wang, H.; Wang, D.; Shao, Z.; He, S. Risk assessment of gas explosion in coal mines based on fuzzy AHP and bayesian network. Process Saf. Environ. Prot. 2020, 135, 207–218. [Google Scholar] [CrossRef]
- Stange, W. Using Artificial Neural Networks for the Control of Grinding Circuits. Miner. Eng. 1993, 6, 479–489. [Google Scholar] [CrossRef]
- Tessier, J.; Duchesne, C.; Bartolacci, G. A machine vision approach to on-line estimation of run-of-mine ore composition on conveyor belts. Miner. Eng. 2007, 20, 1129–1144. [Google Scholar] [CrossRef]
- Olivier, L.E.; Craig, I.K.; Chen, Y.Q. Fractional order and BICO disturbance observers for a run-of-mine ore milling circuit. J. Process Control. 2012, 22, 3–10. [Google Scholar] [CrossRef]
- Hamzeloo, E.; Massinaei, M.; Mehrshad, N. Estimation of particle size distribution on an industrial conveyor belt using image analysis and neural networks. Powder Technol. 2014, 261, 185–190. [Google Scholar] [CrossRef]
- Umucu, Y.; Deniz, V.; Bozkurt, V.; Fatih Çaʇlar, M. The evaluation of grinding process using artificial neural network. Int. J. Miner. Process. 2016, 146, 46–53. [Google Scholar] [CrossRef]
- Cai, W.; Dou, L.; Zhang, M.; Cao, W.; Shi, J.Q.; Feng, L. A fuzzy comprehensive evaluation methodology for rock burst forecasting using microseismic monitoring. Tunn. Undergr. Space Technol. 2018, 80, 232–245. [Google Scholar] [CrossRef]
- Olivier, L.E.; Maritz, M.G.; Craig, I.K. Deep Convolutional Neural Network for Mill Feed Size Characterization. IFAC-PapersOnLine 2019, 52, 105–110. [Google Scholar] [CrossRef]
- Moolman, D.W.; Aldrich, C.; Van Deventer, J.S.J.; Stange, W.W. The classification of froth structures in a copper flotation plant by means of a neural net. Int. J. Miner. Process. 1995, 43, 193–208. [Google Scholar] [CrossRef]
- Ramasamy, M.; Narayanan, S.S.; Rao, C.D.P. Control of ball mill grinding circuit using model predictive control scheme. J Process Control 2005, 15, 273–283. [Google Scholar] [CrossRef]
- Chen, X.-s.; Zhai, J.-y.; Li, S.-h.; Li, Q. Application of model predictive control in ball mill grinding circuit. Miner. Eng. 2007, 20, 1099–1108. [Google Scholar] [CrossRef]
- Cortés, G.; Verdugo, M.; Fuenzalida, R.; Cerda, J.; Honeywell, E.C. Rougher Flotation Multivariable Predictive Control; Concentrator A-1 Division CODELCO Norte. In Proceedings of the V International Mineral Processing Seminar, Santiago, Chile, 22–24 October 2008. [Google Scholar]
- Aldrich, C.; Marais, C.; Shean, B.J.; Cilliers, J.J. Online monitoring and control of froth flotation systems with machine vision: A review. Int. J. Miner. Process. 2010, 96, 1–13. [Google Scholar] [CrossRef]
- Riquelme, A.; Desbiens, A.; Del Villar, R.; Maldonado, M. Identification of a non-linear dynamic model of the bubble size distribution in a pilot flotation column. Int. J. Miner. Process. 2015, 145, 7–16. [Google Scholar] [CrossRef]
- Ali, D.; Hayat, M.B.; Alagha, L.; Molatlhegi, O.K. An evaluation of machine learning and artificial intelligence models for predicting the flotation behavior of fine high-ash coal. Adv. Powder Technol. 2018, 29, 3493–3506. [Google Scholar] [CrossRef]
- Hoseinian, F.S.; Aliakbar, A.; Bahram, R. Semi-autogenous mill power prediction by a hybrid neural genetic algorithm. J. Cent. South Univ. 2018, 25, 151–158. [Google Scholar] [CrossRef]
- Shean, B.; Hadler, K.; Neethling, S.; Cilliers, J.J. A dynamic model for level prediction in aerated tanks. Miner. Eng. 2018, 125, 140–149. [Google Scholar] [CrossRef]
- Zhang, J.; Tang, Z.; Ai, M.; Gui, W. Nonlinear modeling of the relationship between reagent dosage and flotation froth surface image by Hammerstein-Wiener model. Miner. Eng. 2018, 120, 19–28. [Google Scholar] [CrossRef]
- Zhang, J.; Tang, Z.; Xie, Y.; Ai, M.; Zhang, G.; Gui, W. Data-driven adaptive modeling method for industrial processes and its application in flotation reagent control. ISA Trans. 2021, 108, 305–316. [Google Scholar] [CrossRef]
- Moreno, C.M.; Pérez-Correa, J.R.; Otero, A. Dynamic modelling of copper solvent extraction mixer-settler units. Miner. Eng. 2009, 22, 1350–1358. [Google Scholar] [CrossRef]
- Pang, Q.; Fu, P.; Zhong, X. Fuzzy control of pH value in rare-earth impurity leaching process. In Proceedings of the 2011 International Conference on Electronics, Communications and Control, ICECC 2011—Proceedings, Ningbo, China, 9–11 September 2011; pp. 2065–2067. [Google Scholar] [CrossRef]
- Azizi, A.; Ghaedrahmati, R.; Ghahramani, N.; Rooki, R. Modelling and simulation of the cyanidation process of Aghdareh gold ore using artificial neural network and multiple linear regression. Int. J. Min. Miner. Eng. 2016, 7, 139–154. [Google Scholar] [CrossRef]
- Gao, T.; Yin, S.; Qiu, J.; Gao, H.; Kaynak, O. A partial least squares aided intelligent model predictive control approach. IEEE Trans. Syst. Man Cybern. Syst. 2018, 48, 2013–2021. [Google Scholar] [CrossRef]
- Xu, R.; Nan, X.; Meng, F.; Li, Q.; Chen, X.; Yang, Y.; Xu, B.; Jiang, T. Analysis and prediction of the thiourea gold leaching process using grey relational analysis and artificial neural networks. Minerals 2020, 10, 811. [Google Scholar] [CrossRef]
- Gui, W.-H.; Wang, L.-Y.; Yang, C.-H. Transactions of Nonferrous Metals Society of China Intelligent Prediction Model of Matte Grade in Copper Flash Smelting Process. 2007. Available online: www.csu.edu.cn/ysxb/ (accessed on 24 April 2023).
- Deng, X.; Wang, X. Incremental learning of dynamic fuzzy neural networks for accurate system modeling. Fuzzy Sets Syst. 2009, 160, 972–987. [Google Scholar] [CrossRef]
- Liu, J.-h.; Gui, W.-h.; Xie, Y.-f.; Yang, C.-h. Dynamic modeling of copper flash smelting process at a Smelter in China. Appl. Math. Model. 2014, 38, 2206–2213. [Google Scholar] [CrossRef]
- Savic, M.V.; Djordjevic, P.B.; Mihajlovic, I.N.; Zivkovic, Z.D. Statistical modeling of copper losses in the silicate slag of the sulfide concentrate smelting process. Pol. J. Chem. Technol. 2015, 17, 62–69. [Google Scholar] [CrossRef]
- Puspita, A.N.G.; Surjandari, I.; Zulkarnain; Kawigraha, A.; Permatasari, N.V. Optimization of saprolite ore composites reduction process using artificial neural network (ANN). Procedia Comput. Sci. 2019, 161, 424–432. [Google Scholar] [CrossRef]
- Cardoso, W.; Di Felice, R.; Baptista, R.C. Artificial Neural Networks for Modelling and Controlling the Variables of a Blast Furnace. In Proceedings of the 6th International Forum on Research and Technology for Society and Industry, RTSI 2021—Proceedings, Virtual, 6–9 September 2021; Institute of Electrical and Electronics Engineers Inc.: Piscataway, NJ, USA, 2021; pp. 148–152. [Google Scholar] [CrossRef]
- Qian, Q.; Fang, X.; Xu, J.; Li, M. Multichannel profile-based monitoring method and its application in the basic oxygen furnace steelmaking process. J. Manuf. Syst. 2021, 61, 375–390. [Google Scholar] [CrossRef]
- Cardoso, W.; di Felice, R.; Baptista, R.C. Artificial Neural Network for Predicting Silicon Content in the Hot Metal Produced in a Blast Furnace Fueled by Metallurgical Coke. Mater. Res. 2022, 25, e20210439. [Google Scholar] [CrossRef]
- Wang, X.; Hu, T.; Tang, L. A Multiobjective Evolutionary Nonlinear Ensemble Learning with Evolutionary Feature Selection for Silicon Prediction in Blast Furnace. IEEE Trans. Neural Netw. Learn. Syst. 2022, 33, 2080–2093. [Google Scholar] [CrossRef]
- Yang, C.; Jin, F.; Zhao, J.; Wang, W. A Deep-Convolution-Generative-Adversarial-Networks-based Missing Data Filling Method for Blast Furnace Gas System in Steel Industry. In Proceedings of the 2022 IEEE 11th Data Driven Control and Learning Systems Conference, DDCLS 2022, Chengdu, China, 3–5 August 2022; Institute of Electrical and Electronics Engineers Inc.: Piscataway, NJ, USA, 2022; pp. 1183–1189. [Google Scholar] [CrossRef]
- Zhao, L.; Zhu, D.; Liu, D.; Wang, H.; Xiong, Z.; Jiang, L. Prediction and Optimization of Matte Grade in ISA Furnace Based on GA-BP Neural Network. Appl. Sci. 2023, 13, 4246. [Google Scholar] [CrossRef]
- Reitsma, F.; Woods, P.; Fairclough, M.; Kim, Y.; Tulsidas, H.; Lopez, L.; Zheng, Y.; Hussein, A.; Brinkmann, G.; Haneklaus, N.; et al. On the sustainability and progress of energy neutral mineral processing. Sustainability 2018, 10, 235. [Google Scholar] [CrossRef]
- Cisternas, L.A.; Ordóñez, J.I.; Jeldres, R.I.; Serna-Guerrero, R. Toward the Implementation of Circular Economy Strategies: An Overview of the Current Situation in Mineral Processing. Miner. Process. Extr. Metall. Rev. 2021, 43, 775–797. [Google Scholar] [CrossRef]
- Wang, L.; Peng, Y.; Runge, K.; Bradshaw, D. A review of entrainment: Mechanisms, contributing factors and modelling in flotation. Minerals Engineering 2015, 70, 77–91. [Google Scholar] [CrossRef]
- COCHILCO. Sulfuros Primarios: Desafíos y Oportunidades; COCHILCO: Santiago, Chile, 2017. [Google Scholar]
- Laurila, H.; Karesvuori, J.; Tiili, O. Strategies for instrumentation and control of flotation circuits. In Mineral Processing Plant Design, Practice, and Control Proceedings; Society for Mining, Metallurgy, and Exploration (SME): Englewood, CO, USA, 2002; pp. 2174–2195. [Google Scholar]
- Moilanen, J.; Remes, A. Control of the flotation process. In Proceedings of the V International Mineral Processing Seminar (Procemin 2008), Santiago, Chile, 22–24 October 2008; pp. 318–325. [Google Scholar]
- Dunne, R.C.; Lane, G.S.; Richmond, G.D.; Dioses, J. Flotation data for the design of process plants Part 1—Testing and design procedures. Trans. Inst. Min. Metall. Sect. C Miner. Process. Extr. Metall. 2010, 119, 199–204. [Google Scholar] [CrossRef]
- Vallejos, P.; Yianatos, J.; Matamoros, C.; Díaz, F. Mineral solids transport in a two-dimensional flotation froth. Miner. Eng. 2019, 138, 24–30. [Google Scholar] [CrossRef]
- Park, H.; Wang, L. Experimental studies and modeling of surface bubble behaviour in froth flotation. Chem. Eng. Res. Des. 2015, 101, 98–106. [Google Scholar] [CrossRef]
- Åkesson, B.M.; Toivonen, H.T. A neural network model predictive controller. J. Process Control 2006, 16, 937–946. [Google Scholar] [CrossRef]
- Wills, A.; Schön, T.B.; Ljung, L.; Ninness, B. Identification of Hammerstein-Wiener models. Automatica 2013, 49, 70–81. [Google Scholar] [CrossRef]
- Sun, K.; Qiu, J.; Karimi, H.R.; Gao, H. A Novel Finite-Time Control for Nonstrict Feedback Saturated Nonlinear Systems with Tracking Error Constraint. IEEE Trans. Syst. Man Cybern. Syst. 2021, 51, 3968–3979. [Google Scholar] [CrossRef]
- Kallioinen, J.; Heiskanen, K. Effective Flotation of a Difficult Nickel-Ore Based on Intelligent Mineral Technology. Miner. Eng. 1993, 6, 917–928. [Google Scholar] [CrossRef]
- Harbort, G.; de Bono, S.; Carr, D.; Lawson, V. Jameson cell fundamentals—A revised perspective. Miner. Eng. 2003, 16, 1091–1101. [Google Scholar] [CrossRef]
- Carr, D.; Dixon, A.; Tiili, O. Optimizing Large Flotation Cell Performance Through Advanced Instrumentation and Control. In Proceedings of the 10th Mill Operators Conference, Adelaide, Australia, 12–14 October 2009; pp. 299–304. [Google Scholar]
- Morari, M.; Lee, J.H. Model predictive control: Past, present and future. Comput. Chem. Eng. 1999, 23, 667–682. [Google Scholar] [CrossRef]
- Adetola, V.; DeHaan, D.; Guay, M. Adaptive model predictive control for constrained nonlinear systems. Syst. Control Lett. 2009, 58, 320–326. [Google Scholar] [CrossRef]
- Liu, L.; Liu, Y.-J.; Tong, S. Neural Networks-Based Adaptive Finite-Time Fault-Tolerant Control for a Class of Strict-Feedback Switched Nonlinear Systems. IEEE Trans. Cybern. 2019, 49, 2536–2545. [Google Scholar] [CrossRef] [PubMed]
- Rosenfeld, A.; Tsotsos, J.K. Incremental Learning through Deep Adaptation. IEEE Trans. Pattern Anal. Mach. Intell. 2020, 42, 651–663. [Google Scholar] [CrossRef]
- Komulainen, T.; Pekkala, P.; Rantala, A.; Jämsä-Jounela, S.L. Dynamic modelling of an industrial copper solvent extraction process. Hydrometallurgy 2006, 81, 52–61. [Google Scholar] [CrossRef]
- Project, T.D. Sustainable Improvement in Safety of Tailings Facilities a European Research and Technological Development Project Report Tailings Management Facilities—Intervention Actions for Risk Reduction; University of Leeds: Leeds, UK, 2004. [Google Scholar]
- COCHILCO. Yearbook: Copper and Other Mineral Statistics 2001–2020; COCHILCO: Santiago, Chile, 2020. [Google Scholar]
- Palma, J.H. Operación y control de tranques de relave. In Seminario Minería Chilena y sus Desafíos: Una Visión Integral; Pontificia Universidad Católica de Chile: Santiago, Chile, 2016. [Google Scholar] [CrossRef]
- Kreft-Burman, K.; Saarala, J.; Anderson, R. Sustainable Improvement in Safety of Tailings Facilities. In TAILSAFE; Finnish Environment Institute (SYKE): Helsinki, Finland, 2005. [Google Scholar]
- The Mining Association of Canada. A Guide to the Management of Tailings Facilities VERSION 3.1; The Mining Association of Canada: Ottawa, ON, Canada, 2019. [Google Scholar]
- Parviainen, A.; Kauppila, T.; Loukola-Ruskeeniemi, K. Long-term lake sediment records and factors affecting the evolution of metal(loid) drainage from two mine sites (SW Finland). J. Geochem. Explor. 2012, 114, 46–56. [Google Scholar] [CrossRef]
- Zardari, M.A. Stability of Tailings Dams—Focus on Numerical Modelling. Licenciate Thesis, Luleå Tekniska Universitet, Luleå, Sweden, 2011. [Google Scholar]
- Rusu, A.A.; Rabinowitz, N.C.; Desjardins, G.; Soyer, H.; Kirkpatrick, J.; Kavukcuoglu, K.; Pascanu, R.; Hadsell, R. Progressive Neural Networks. June 2016. Available online: http://arxiv.org/abs/1606.04671 (accessed on 6 April 2022).
- French, R.M. Dynamically constraining connectionist networks to produce distributed, orthogonal representations to reduce catastrophic interference. In Proceedings of the Sixteenth Annual Conference of the Cognitive Science Society, Atlanta, GA, USA, 13–16 August 1994. [Google Scholar]
- Herrera, L.J.; Pomares, H.; Rojas, I.; Guillén, A.; Prieto, A.; Valenzuela, O. Recursive prediction for long term time series forecasting using advanced models. Neurocomputing 2007, 70, 2870–2880. [Google Scholar] [CrossRef]
- He, H.; Chen, S.; Li, K.; Xu, X. Incremental Learning from Stream Data. IEEE Trans. Neural Netw. 2011, 22, 1901–1914. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).