

Microstructural Evolution and Tensile Properties of a Corrosion-Resistant Ni-Based Superalloys Used for Industrial Gas Turbines

Abstract
1. Introduction
2. Experimental Procedures
3. Results and Discussion
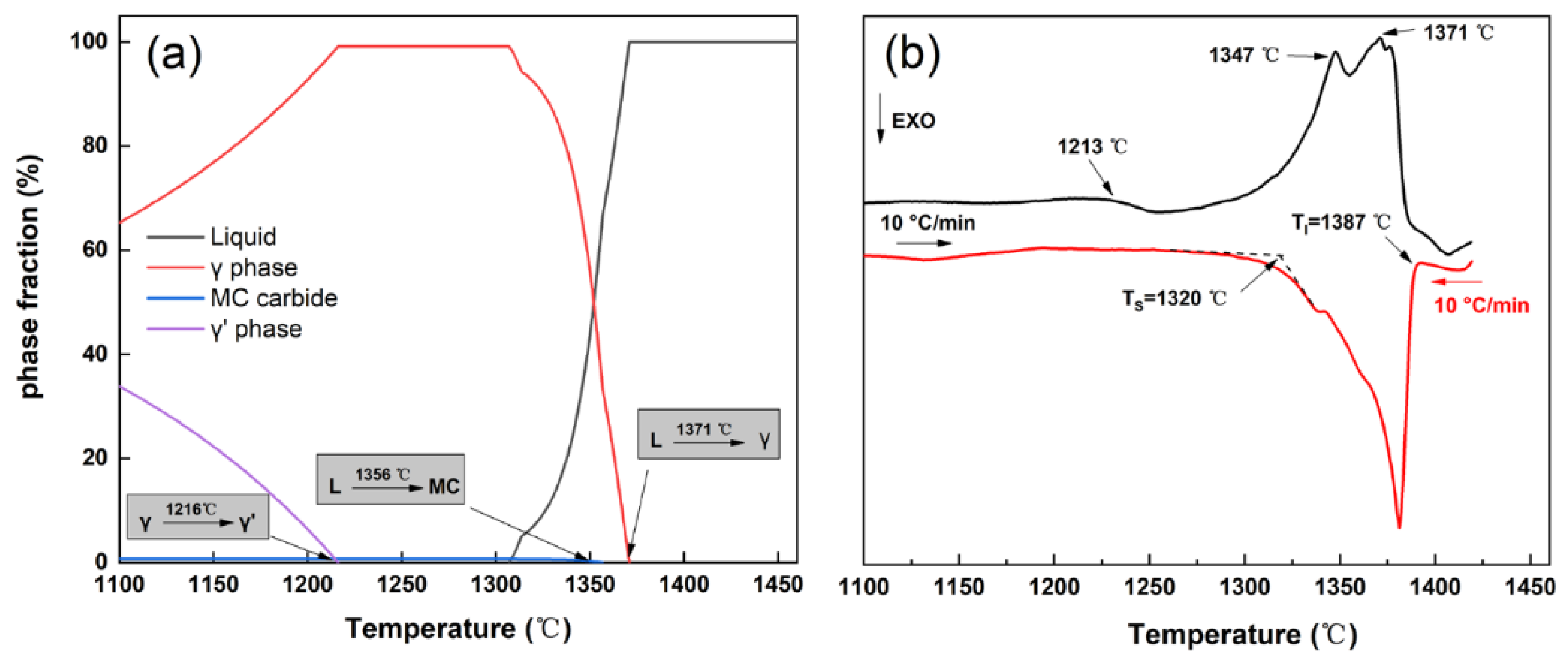
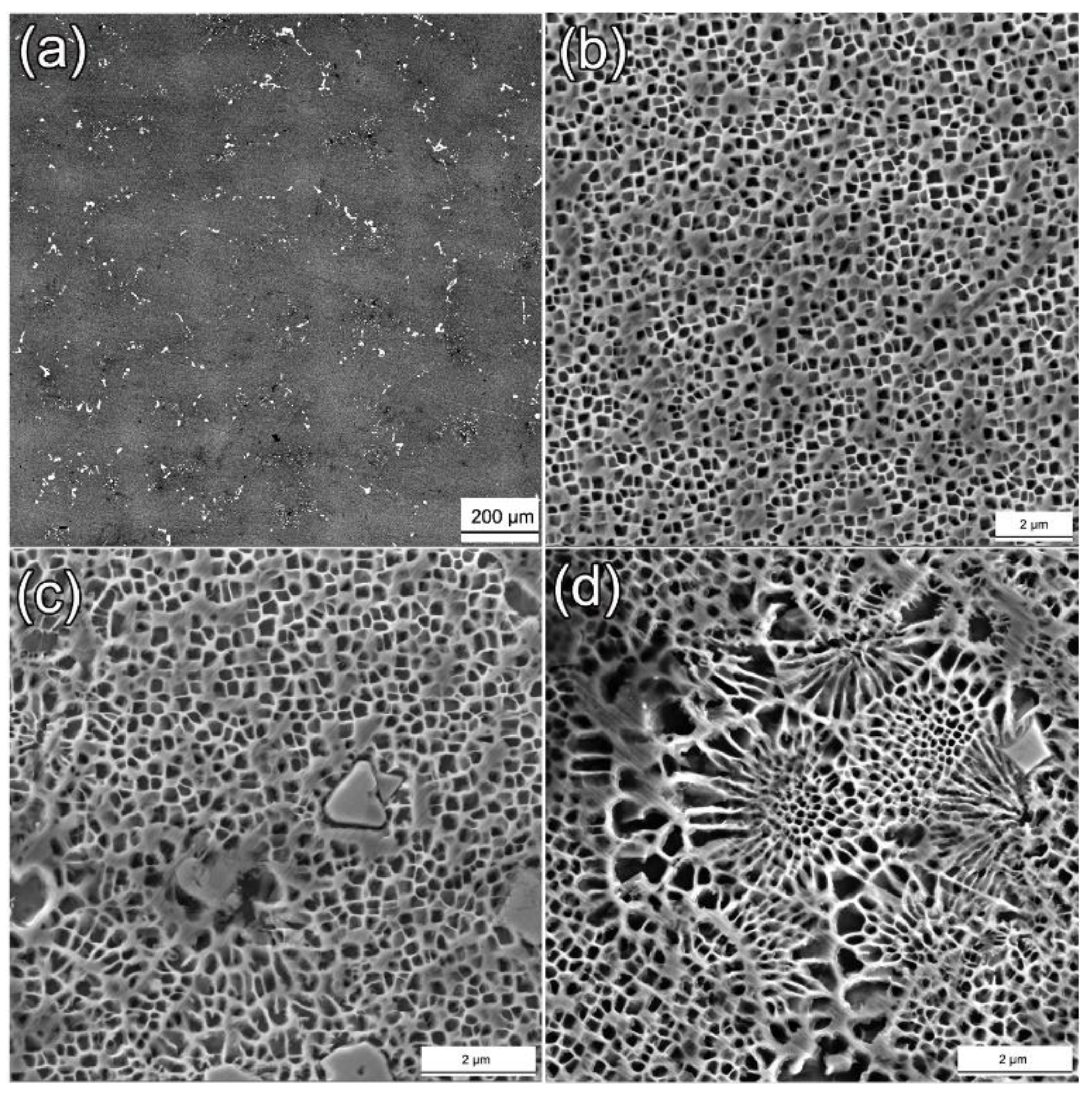
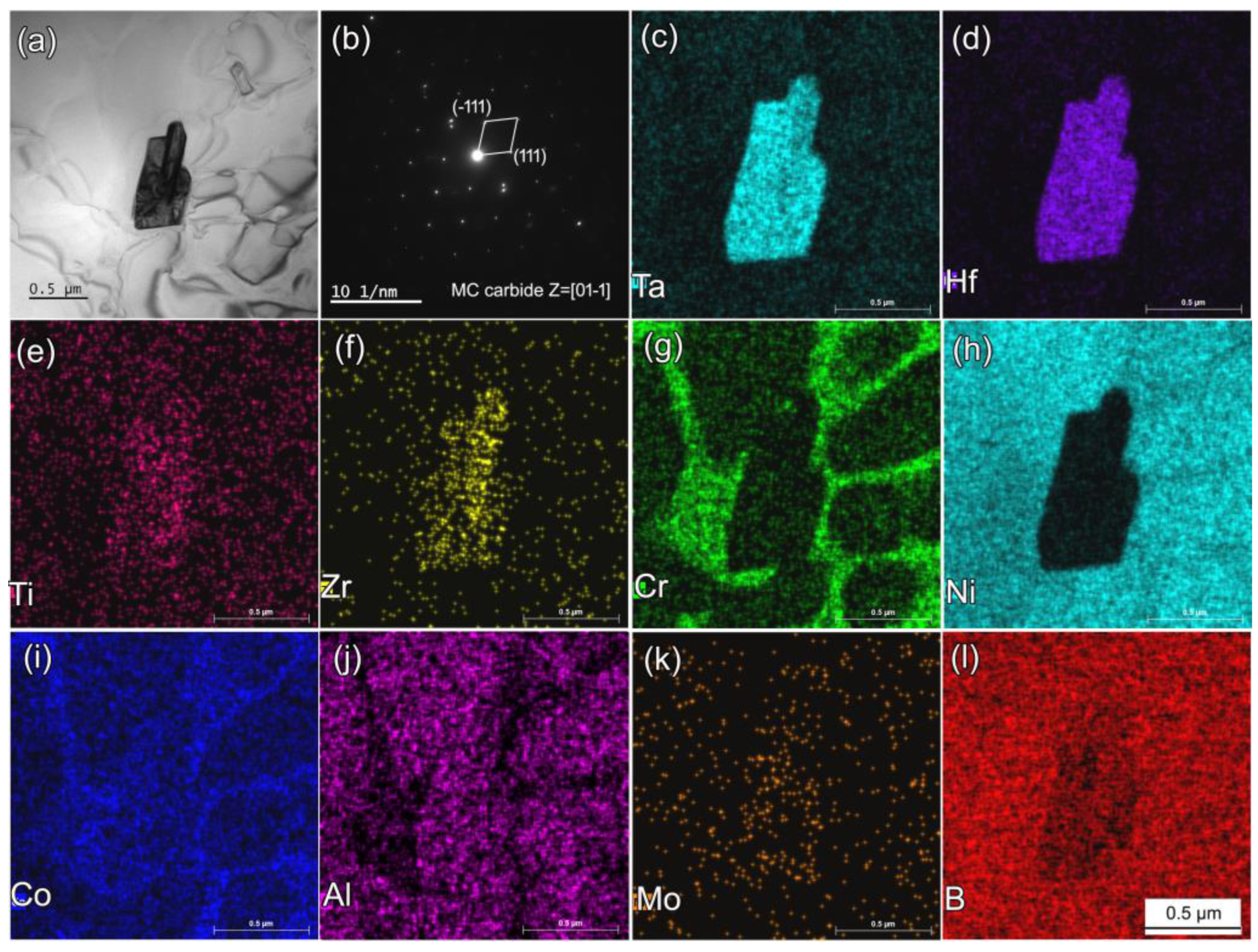
3.1. Solidification Characteristics and As-Cast Microstructure
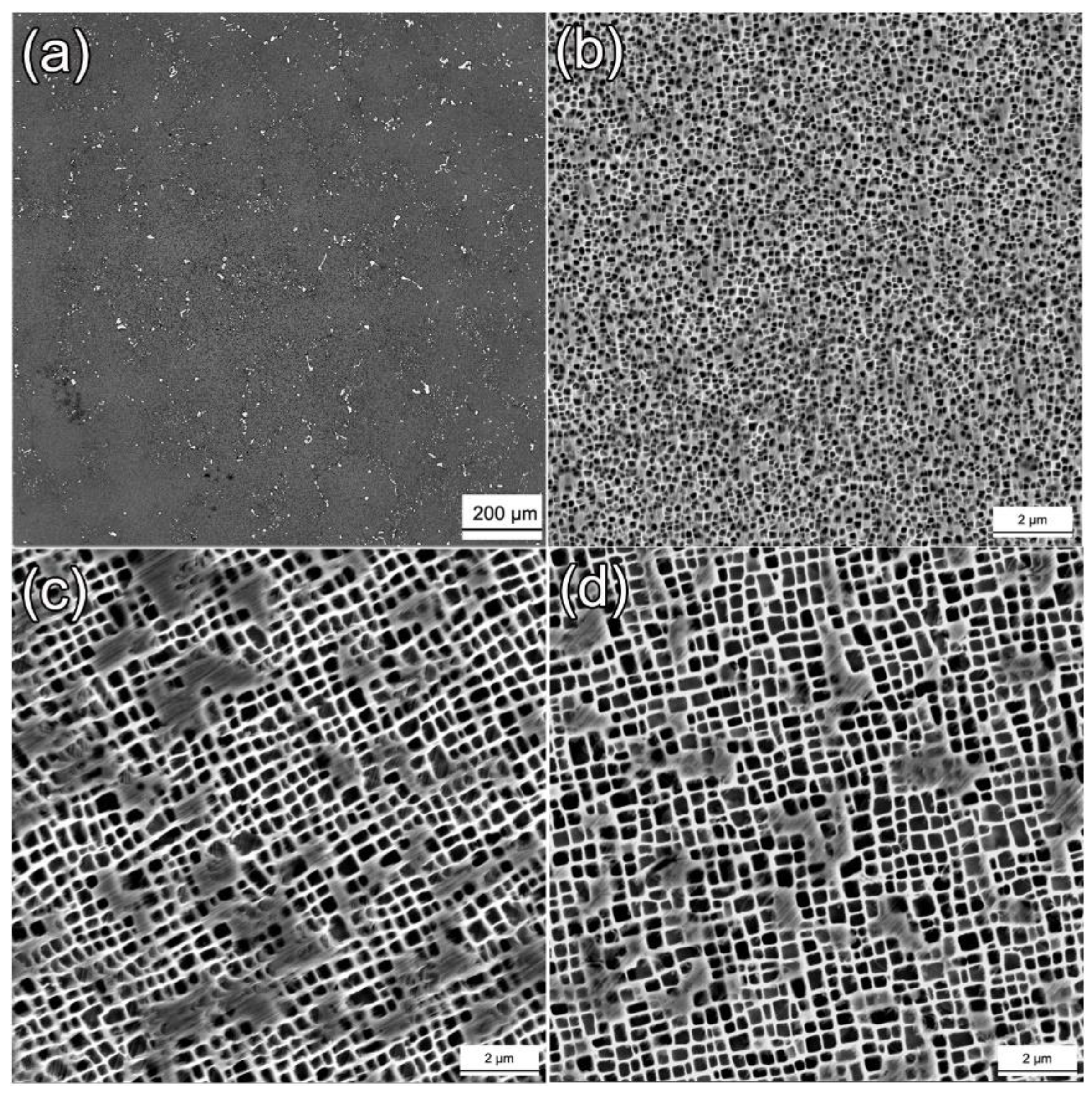
3.2. Heat-Treated Microstructure
3.3. Tensile Property and Deformation Mechanism
4. Conclusions
- (1)
- The directionally-solidified specimen exhibited a representative dendritic microstructure. The -phase first solidified from the melt as the primary phase, followed with the solidification of MC carbide at 1347 °C. MC carbides enriched with Ta, Hf, and Ti mainly distributed in the interdendritic region. Due to the solute segregation of Ta, Ti, Al, etc., a / eutectic with lamellar structure was found in the interdenritic region.
- (2)
- After 1232 °C/2 h +1257 °C/2 h, A.C solutioning and 1080 °C/4 h, A.C., +870 °C/20 h, A.C., aging treatments, a homogenous distribution of -precipitates embedded in the -matrix was obtained, along with the -size of 0.31 μm and -volume fraction of ~50.8%.
- (3)
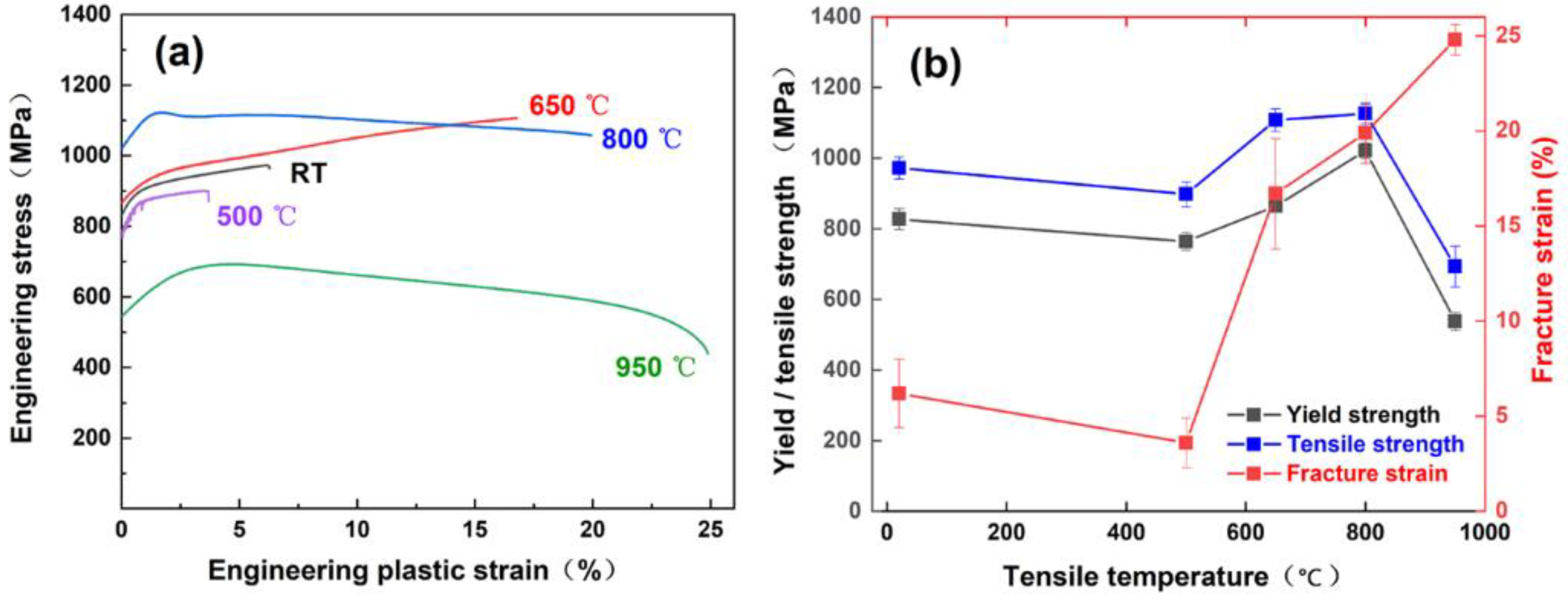
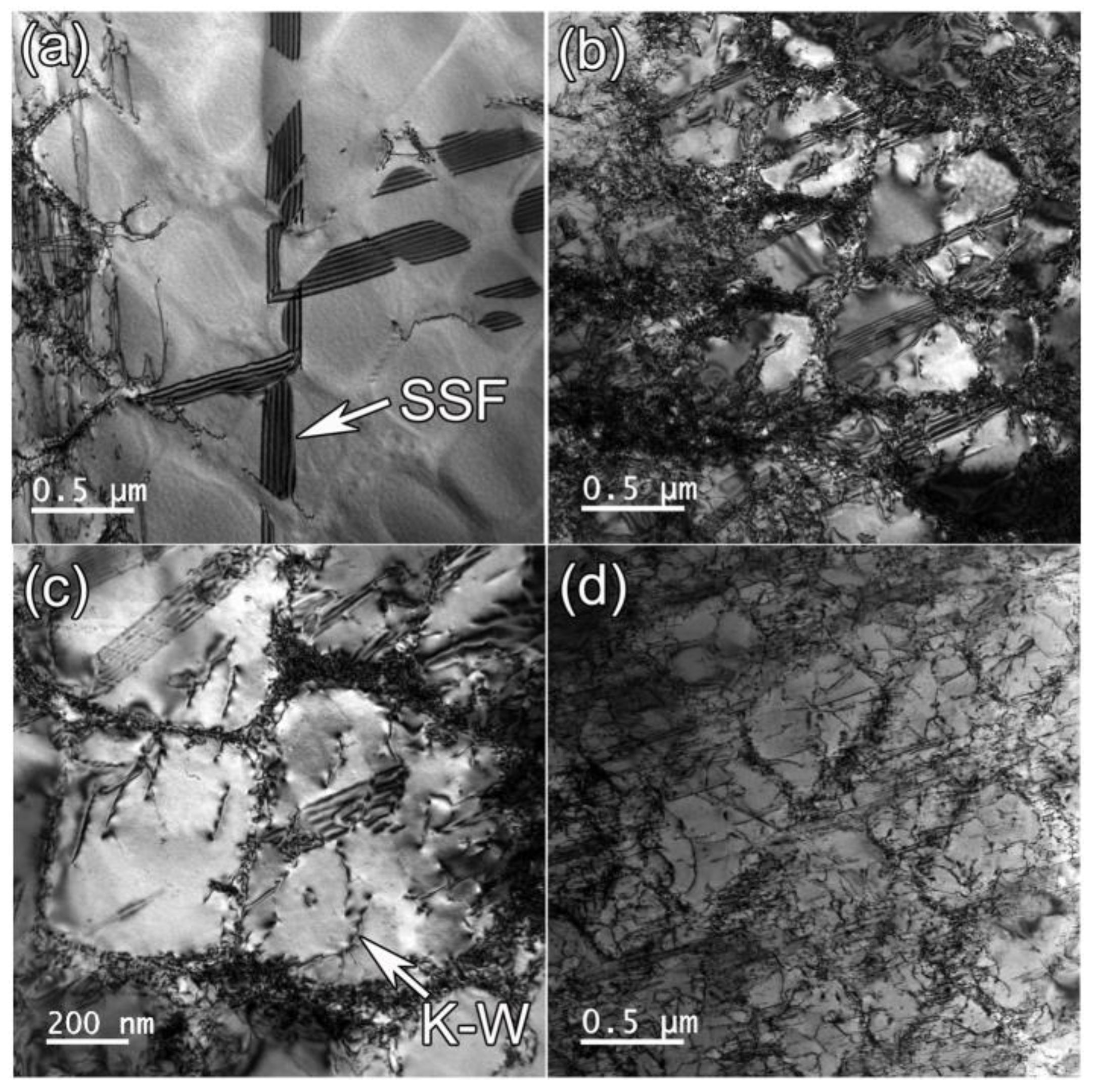
- At 650 °C, the tensile deformation was dominated by the shearing of partial dislocation into -precipitates to form SSFs. At 800 °C, the K-W lock resulted in anomalous yield effects. The tensile specimen showed the highest of 1021 MPa and of 1126 MPa at 800 °C. The tensile deformation was controlled by the dislocations bypassing the -precipiates at 950 °C.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Harris, K.; Erickson, G.L.; Schwer, R.E. Mar M 247 Derivations-CM 247 LC DS alloy and CMSX single crystal alloys: Properties and performance. In Superalloys 1984, Proceedings of the 5th International Symposium on Superalloys, Champion, PA, USA, 7–11 October 1984; TMS: Warrendale, PA, USA, 1984; pp. 221–230. [Google Scholar]
- Huang, H.E.; Koo, C.H. Characteristics and mechanical properties of polycrystalline CM 247 LC superalloy casting. Mater. Trans. 2004, 45, 562–568. [Google Scholar] [CrossRef]
- Rai, R.K.; Sahu, J.K. Strength-ductility paradox in a directionally solidified nickel base superalloy. Mater. Lett. 2018, 220, 90–93. [Google Scholar] [CrossRef]
- Jeong, H.W.; Seo, S.M.; Choi, B.G.; Yoo, Y.S.; Ahn, Y.K.; Lee, J.H. Effect of long-term thermal exposures on microstructures and mechanical properties of directionally solidified CM247LC alloy. Met. Mater. Int. 2013, 19, 917–925. [Google Scholar] [CrossRef]
- Zhou, H.; Harada, H.; Ro, Y.; Okada, I. Investigations on the thermo-mechanical fatigue of two Ni-based single-crystal superalloys. Mater. Sci. Eng. A 2005, 394, 161–167. [Google Scholar] [CrossRef]
- Ye, W.M.; Hu, X.T.; Song, Y.D. The relationship between creep and tensile properties of a nickel-based superalloy. Mater. Sci. Eng. A 2020, 774, 138847. [Google Scholar] [CrossRef]
- Alizadeh-Sh, M.; Marashi, S.P.H.; Ranjbarnodeh, E.; Shoja-Razavi, R.; Oliveira, J.P. Prediction of solidification cracking by an empirical-statistical analysis for laser cladding of Inconel 718 powder on a non-weldable substrate. Opt. Laser Technol. 2020, 128, 106244. [Google Scholar] [CrossRef]
- Li, S.; Li, J.Y.; Jiang, Z.W.; Cheng, Y.; Li, Y.Z.; Tang, S.; Leng, J.Z.; Chen, H.X.; Zou, Y.; Zhao, Y.H.; et al. Controlling the columnar-to-equiaxed transition during directed energy deposition of Inconel 625. Addit. Manuf. 2022, 57, 102958. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Farias, F.W.C.; Zhang, K.P.; Shamsolhodaei, A.; Shen, J.J.; Zhou, N.; Schell, N.; Capek, J.; Polatidis, E.; Santos, T.G.; et al. Wire and arc additive manufacturing of 316L stainless steel/Inconel 625 functionally graded material: Development and characterization. J. Mater. Res. Technol. 2022, 21, 237–251. [Google Scholar] [CrossRef]
- Liu, D.Y.; Ding, Q.Q.; Zhou, Q.; Zhou, D.X.; Wei, X.; Zhao, X.B.; Zhang, Z.; Bei, H.B. Microstructure, mechanical properties and thermal stability of Ni-based single crystal superalloys with low specific weight. Crystals 2023, 13, 610. [Google Scholar] [CrossRef]
- Harrison, J.; Withey, P.A. Precipitation of topologically closed packed phases during the heat-treatment of Rhenium containing single crystal Ni-based superalloys. Crystals 2023, 13, 519. [Google Scholar] [CrossRef]
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2006. [Google Scholar]
- Kim, I.S.; Choi, B.G.; Seo, S.M.; Kim, D.H.; Jo, C.Y. Influence of heat treatment on microstructure and tensile properties of conventionally cast and directionally solidified superalloy CM247LC. Mater. Lett. 2008, 62, 1110–1113. [Google Scholar] [CrossRef]
- Kim, I.S.; Choi, B.G.; Jung, J.E.; Do, J.; Seok, W.Y.; Lee, Y.H.; Jeong, I.Y. Effect of heat treatment on microstructural evolution and creep behaviors of a conventionally cast nickel-based superalloy. Mater. Character. 2020, 165, 110378. [Google Scholar] [CrossRef]
- Sheng, L.Y.; Yang, F.; Guo, J.T.; Xi, T.F. Anomalous yield and intermediate temperature brittleness behaviors of directionally solidified nickel-based superalloy. Trans. Nonferr. Met. Soc. China 2014, 24, 673–681. [Google Scholar] [CrossRef]
- Rai, R.K.; Sahu, J.K.; Jena, P.S.M.; Das, S.K.; Paulose, N.; Fernando, C.D. High temperature tensile deformation of a directionally solidified nickel base superalloy: Role of micro constituents. Mater. Sci. Eng. A 2017, 705, 189–195. [Google Scholar] [CrossRef]
- Zhang, P.; Yuan, Y.; Gao, Z.H.; Gu, Y.F.; Li, J.; Yan, J.B.; Gong, X.F.; Lu, J.T.; Shi, X.B.; Fu, B.Q. Strain-rate insensitive yield strength and deformation mechanisms of Ni-base superalloy CM247LC at 600 °C. J. Alloys Compd. 2021, 862, 158478. [Google Scholar] [CrossRef]
- Liu, G.; Liu, L.; Ai, C.; Ge, B.M.; Zhang, J.; Fu, H.Z. Influence of withdrawal rate on the microstructure of Ni-base single-crystal superalloys containing Re and Ru. J. Alloys Compd. 2011, 509, 5866–5872. [Google Scholar] [CrossRef]
- Rai, R.K.; Sahu, J.K.; Jena, P.S.M.; Das, S.K.; Paulose, N.; Fernando, D.C. Micromechanism of High-Temperature Tensile Deformation Behavior of a Directionally Solidified Nickel Base Superalloy. J. Mater. Eng. Perform. 2018, 27, 659–665. [Google Scholar] [CrossRef]
- Long, H.; Liu, Y.; Kong, D.; Wei, H.; Chen, Y.; Mao, S. Shearing mechanisms of stacking fault and anti-phase-boundary forming dislocation pairs in the γ′ phase in Ni-based single crystal superalloy. J. Alloys Compd. 2017, 724, 287–295. [Google Scholar] [CrossRef]
- Dieter, G.E.; Bacon, D. Mechanical Metallurgy; McGraw-Hill: New York, NY, USA, 1986. [Google Scholar]
- Wang, G.L.; Liu, J.L.; Liu, J.D.; Wang, X.G.; Zhou, Y.Z.; Sun, X.D.; Zhang, H.F.; Jin, T. Temperature dependence of tensile behavior and deformation microstructure of a Re-containing Ni-base single crystal superalloy. Mater. Des. 2017, 130, 131–139. [Google Scholar] [CrossRef]
- Harada, H.; Murakami, H. Design of Ni-base superalloys. In Computational Materials Design; Springer: Berlin/Heidelberg, Germany, 1999; pp. 39–70. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Cr | Co | Mo | W | Al | Ti | Ta | Hf | C | B | Zr | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CM247LC | 8.1 | 9.2 | 0.5 | 9.5 | 5.6 | 0.7 | 3.2 | 1.4 | 0.07 | 0.015 | 0.015 | Bal. |
| Mar-M247 | 8.4 | 10.0 | 0.7 | 10.0 | 5.5 | 1.0 | 3.0 | 1.5 | 0.15 | 0.015 | 0.05 | Bal. |
| Al | Ti | Cr | Co | Ni | Mo | Hf | Ta | W | |
|---|---|---|---|---|---|---|---|---|---|
| Dendrite core | 3.24 | 0.42 | 9.84 | 11.58 | 56.91 | 0.40 | 0.29 | 1.49 | 10.4 |
| Inter-dendrite | 3.40 | 0.46 | 10.32 | 10.60 | 59.36 | 0.54 | 0.83 | 1.55 | 8.46 |
| Segregation ratios | 0.95 | 0.91 | 0.95 | 1.09 | 0.96 | 0.74 | 0.35 | 0.96 | 1.23 |
| Al | Ti | Cr | Co | Ni | Mo | Hf | Ta | W | |
|---|---|---|---|---|---|---|---|---|---|
| As-cast | 0.00 | 1.64 | 0.00 | 0.84 | 1.93 | 0.00 | 47.58 | 36.96 | 0.61 |
| Heat-treated | 0.06 | 1.95 | 0.39 | 2.16 | 3.49 | 0.66 | 45.27 | 35.51 | 0.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, Z.; Li, S.; Liu, G.; Shang, Z.; Song, D.; Yang, G.; Zou, J.; Liang, S. Microstructural Evolution and Tensile Properties of a Corrosion-Resistant Ni-Based Superalloys Used for Industrial Gas Turbines. Crystals 2023, 13, 669. https://doi.org/10.3390/cryst13040669
Gao Z, Li S, Liu G, Shang Z, Song D, Yang G, Zou J, Liang S. Microstructural Evolution and Tensile Properties of a Corrosion-Resistant Ni-Based Superalloys Used for Industrial Gas Turbines. Crystals. 2023; 13(4):669. https://doi.org/10.3390/cryst13040669
Chicago/Turabian StyleGao, Zhenhuan, Shikun Li, Gang Liu, Zhao Shang, Dazhuo Song, Gongxian Yang, Juntao Zou, and Shuhua Liang. 2023. "Microstructural Evolution and Tensile Properties of a Corrosion-Resistant Ni-Based Superalloys Used for Industrial Gas Turbines" Crystals 13, no. 4: 669. https://doi.org/10.3390/cryst13040669
APA StyleGao, Z., Li, S., Liu, G., Shang, Z., Song, D., Yang, G., Zou, J., & Liang, S. (2023). Microstructural Evolution and Tensile Properties of a Corrosion-Resistant Ni-Based Superalloys Used for Industrial Gas Turbines. Crystals, 13(4), 669. https://doi.org/10.3390/cryst13040669