
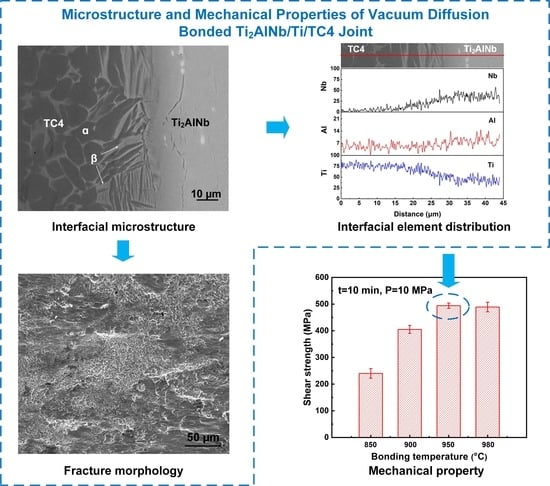
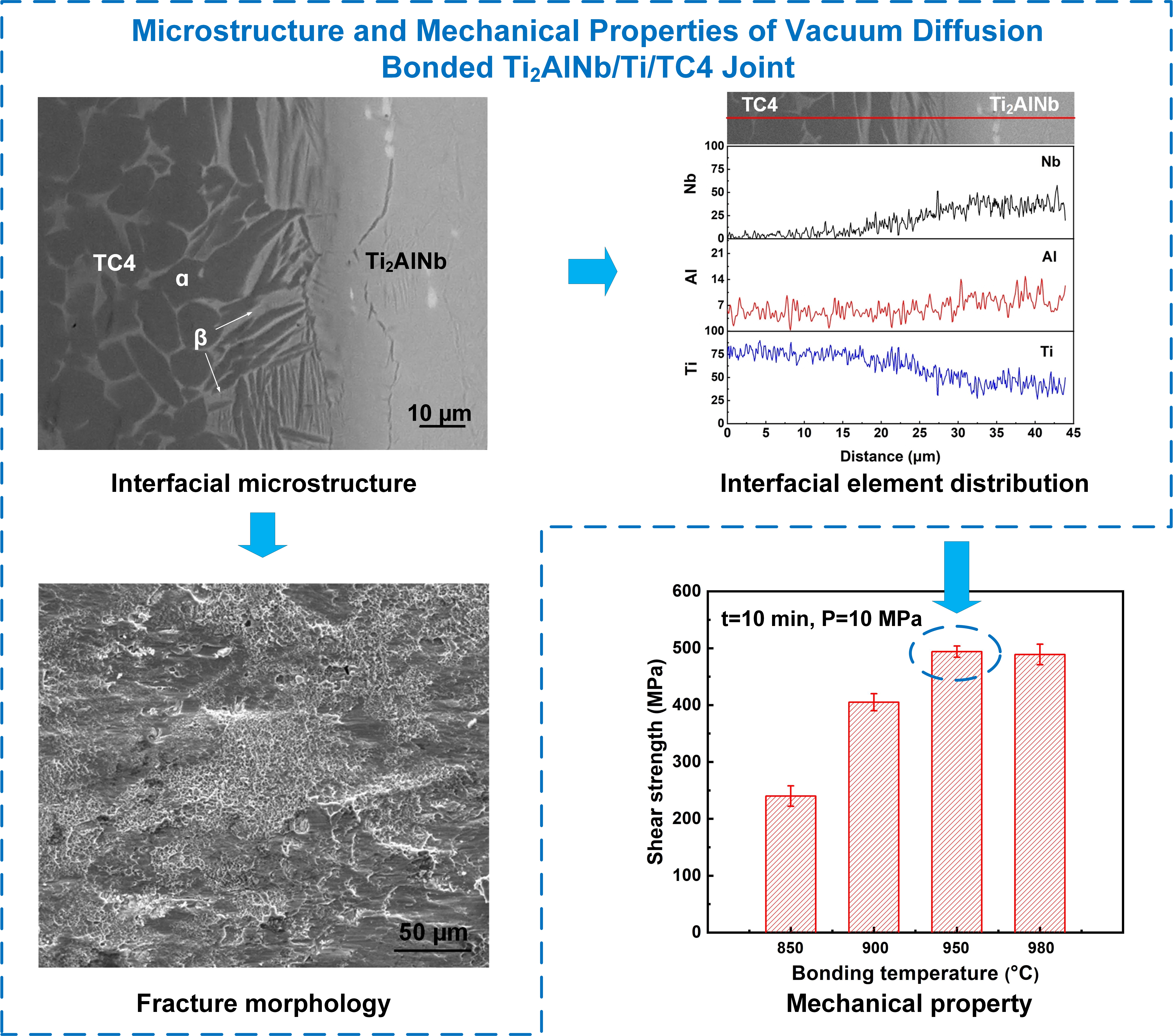
Microstructure and Mechanical Properties of Vacuum Diffusion Bonded Ti2AlNb/Ti/TC4 Joint




Abstract
:
1. Introduction
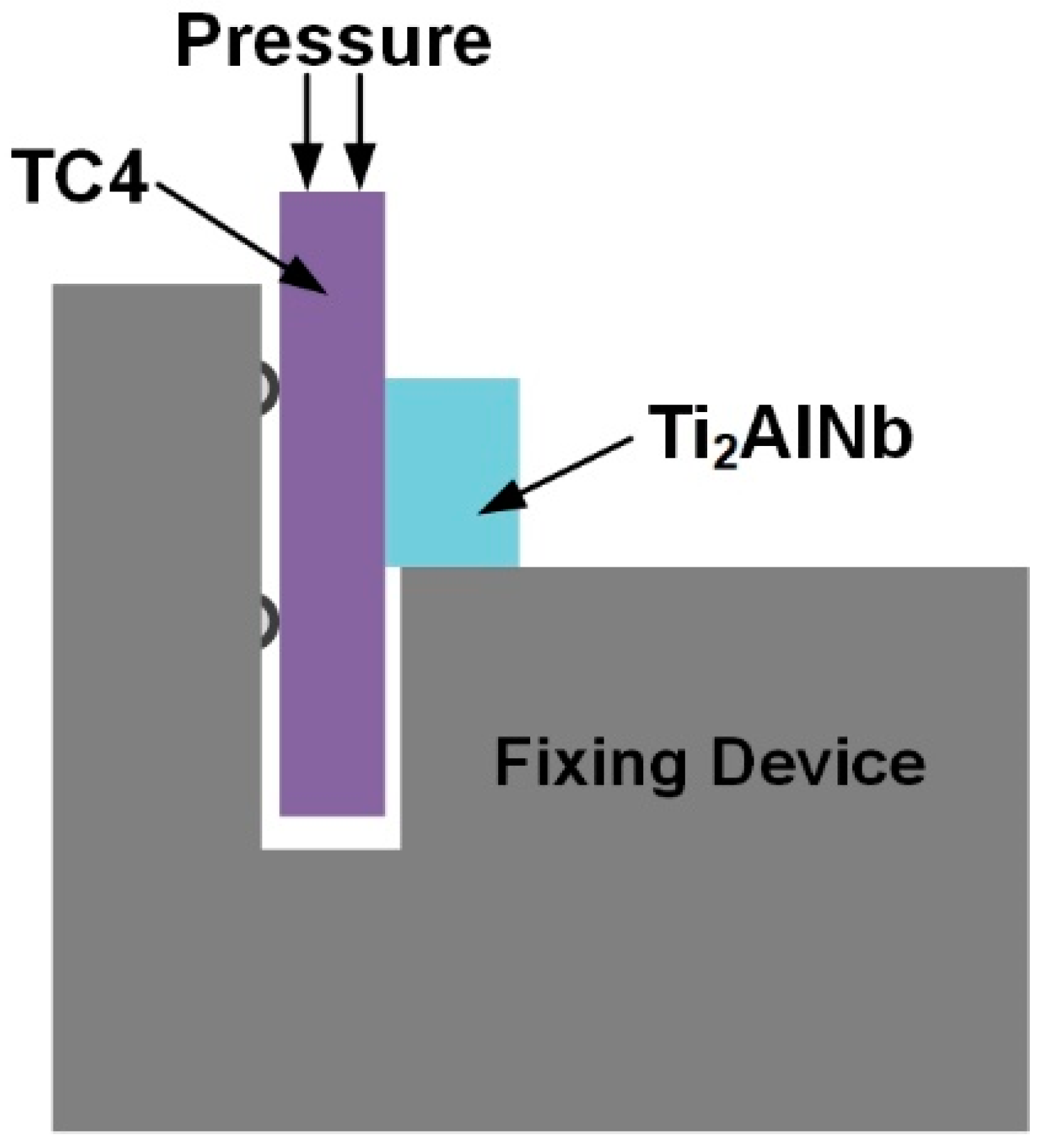
2. Experimental Procedures
3. Results and Discussion
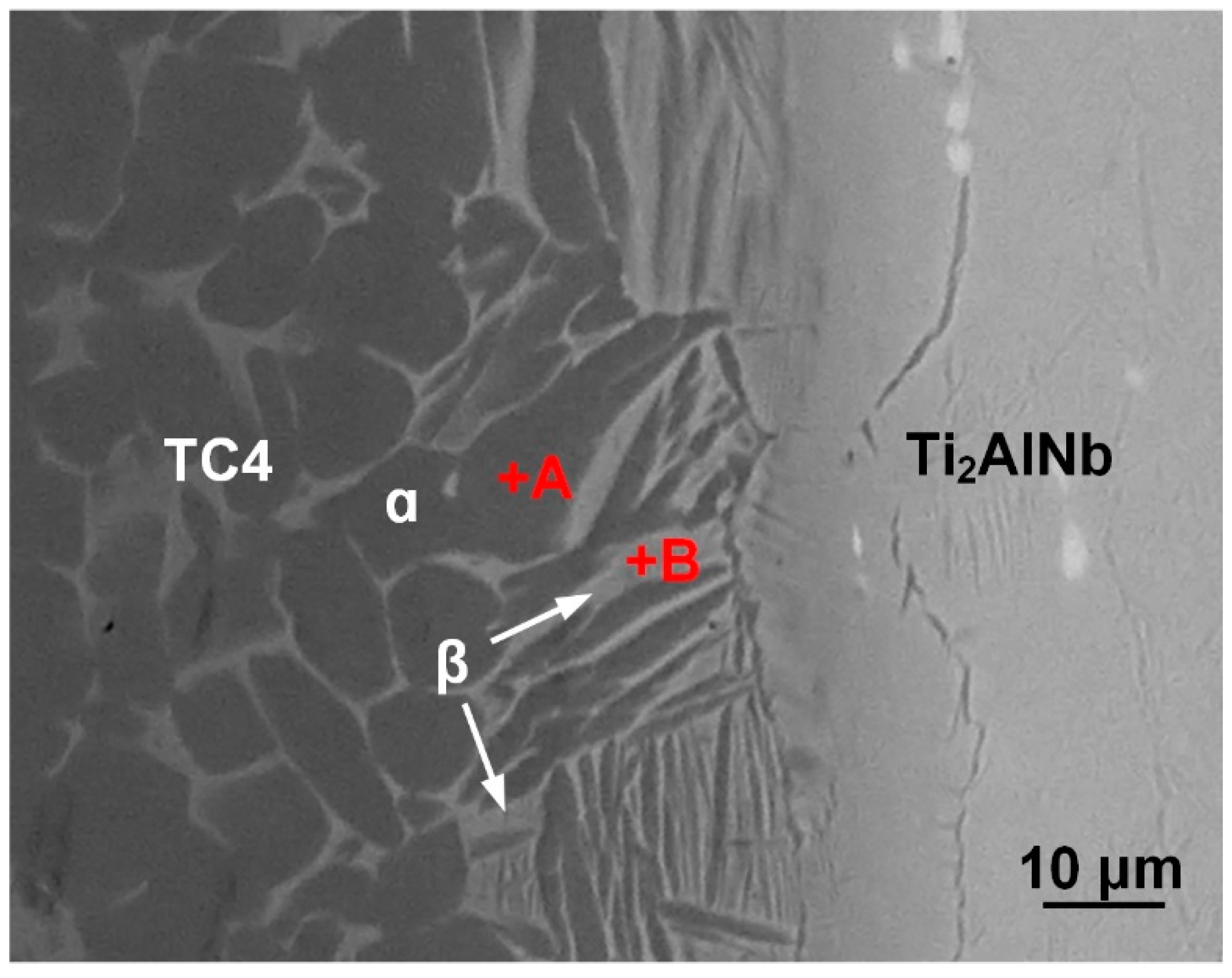
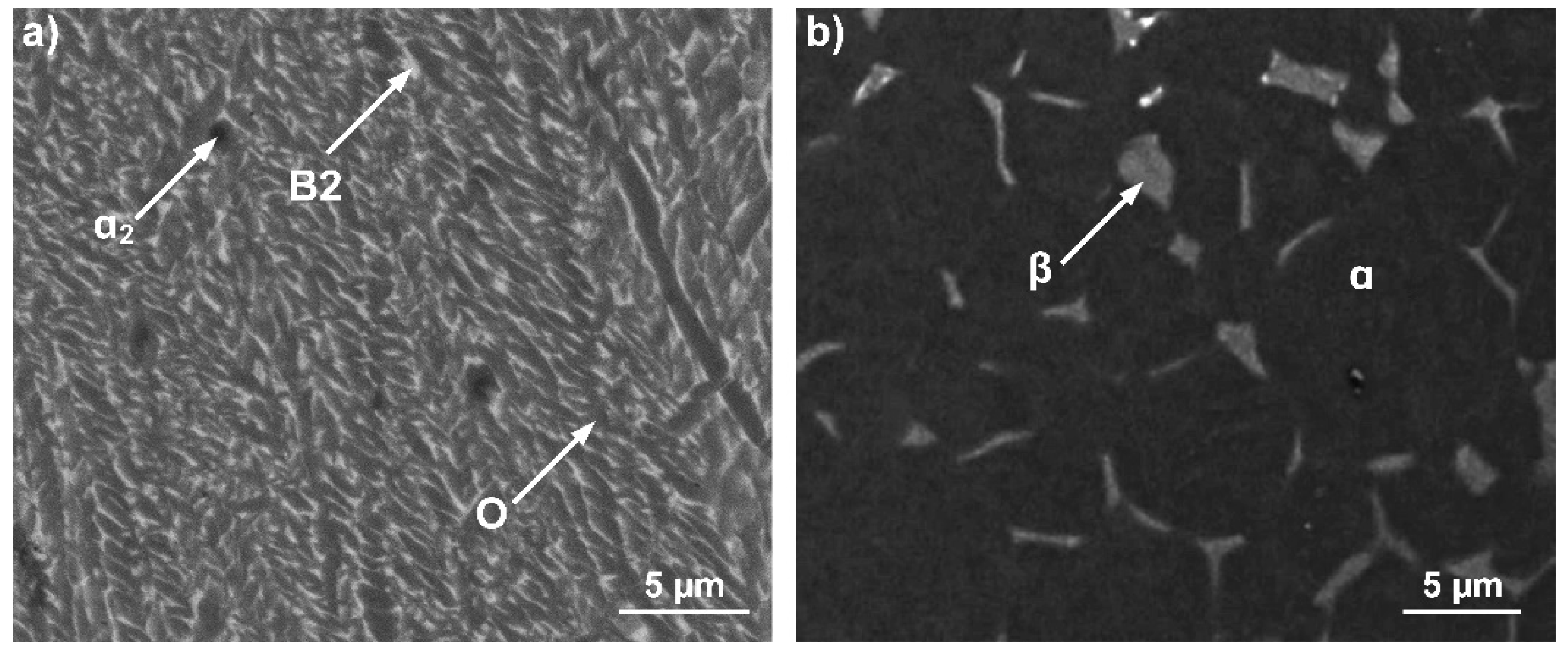
3.1. Interfacial Microstructure of the Ti2AlNb/Ti/TC4 Joint
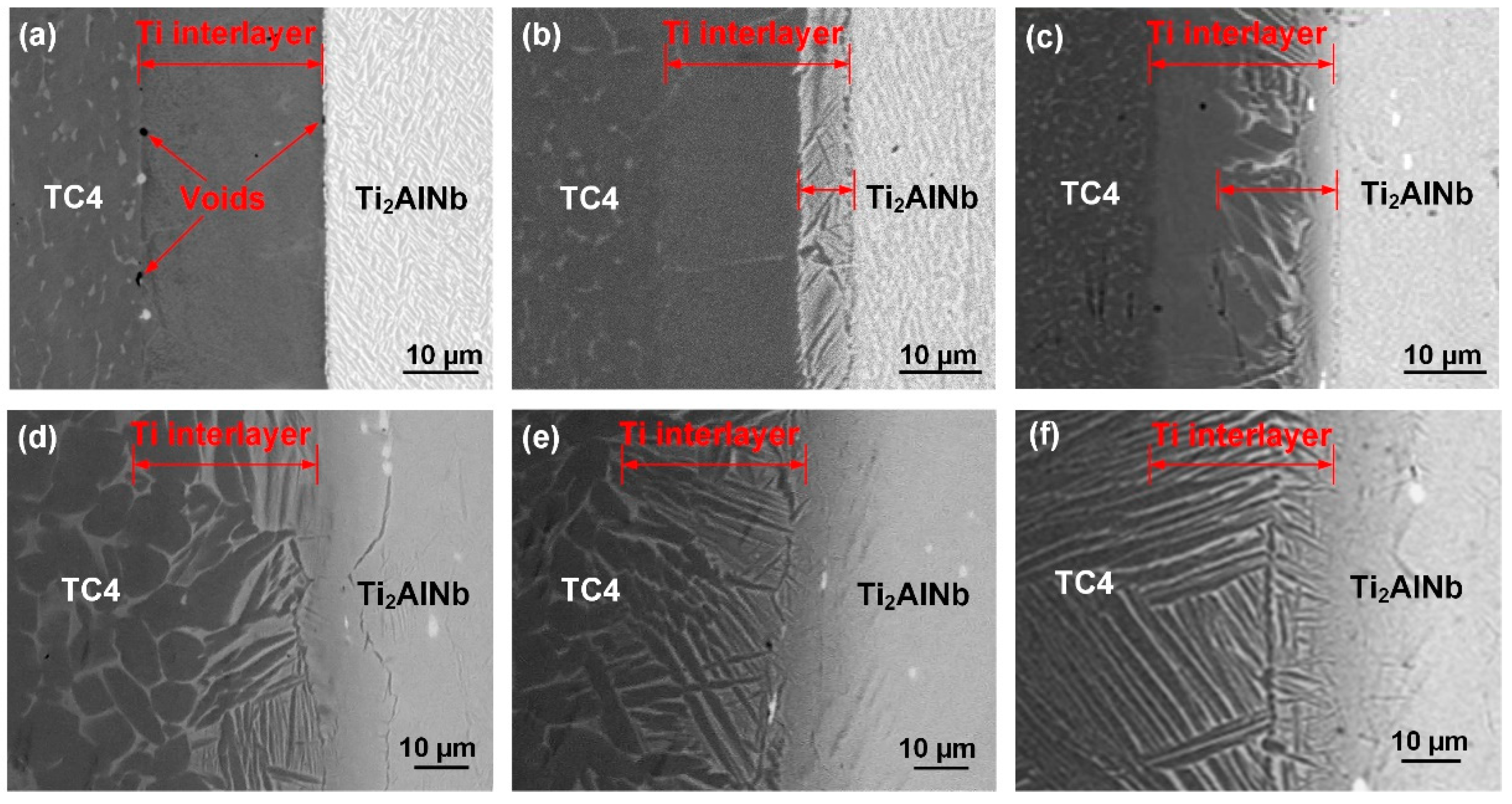
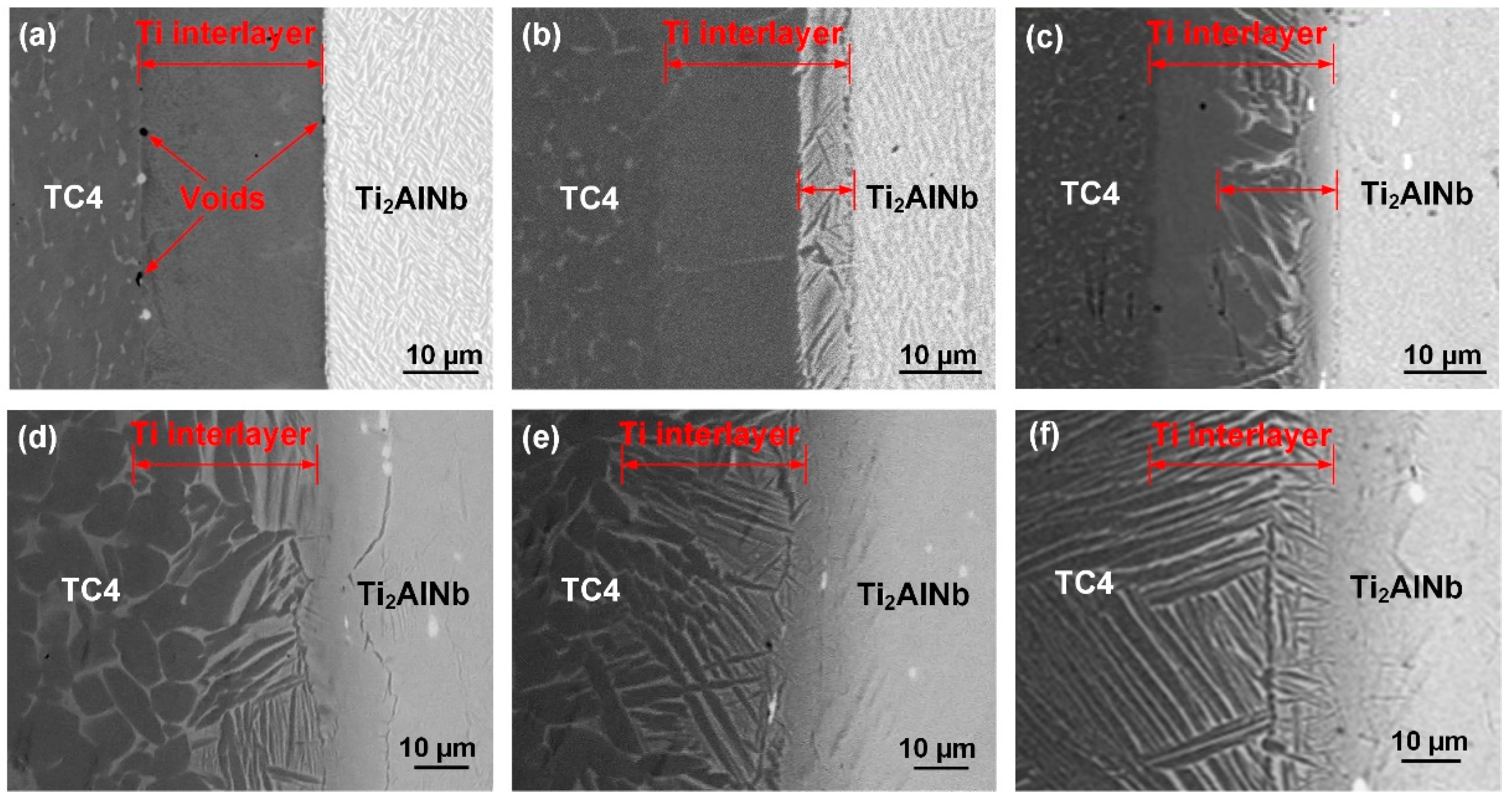
3.2. Influence of Bonding Parameter on Microstructure of the Ti2AlNb/Ti/TC4 Joint
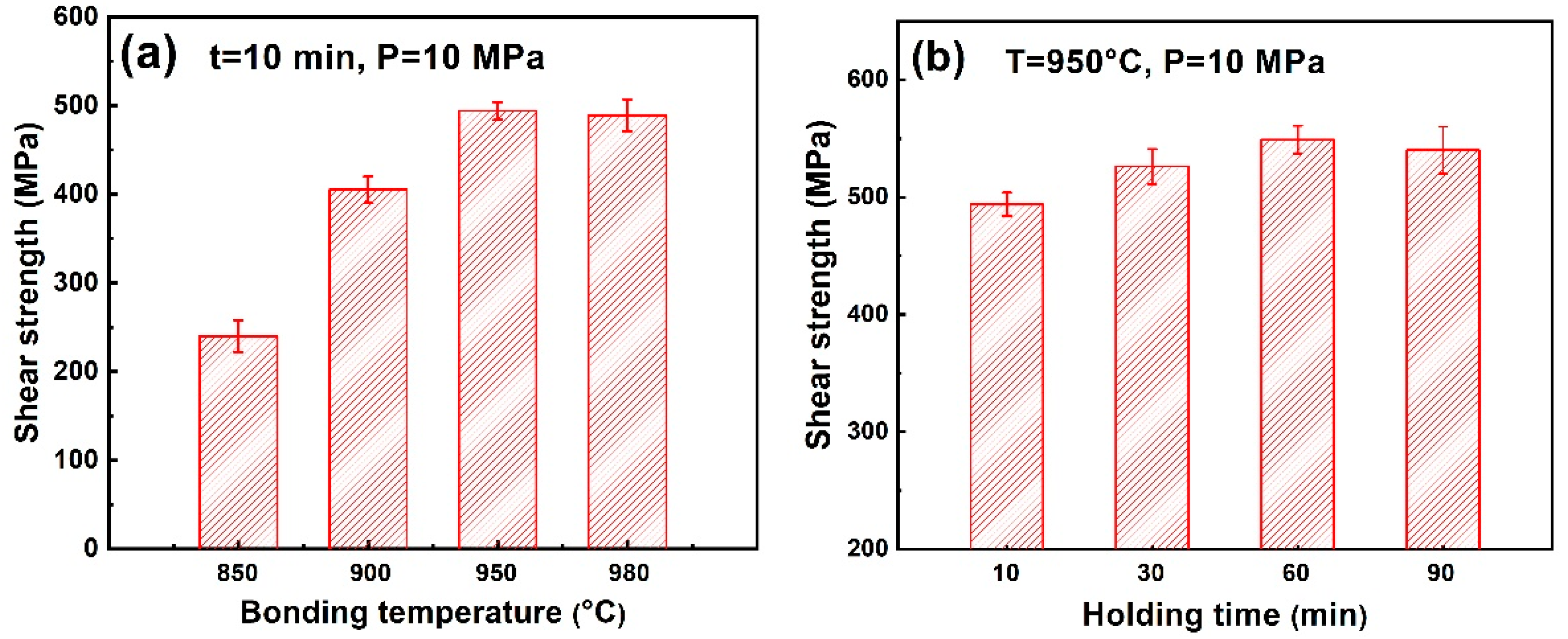
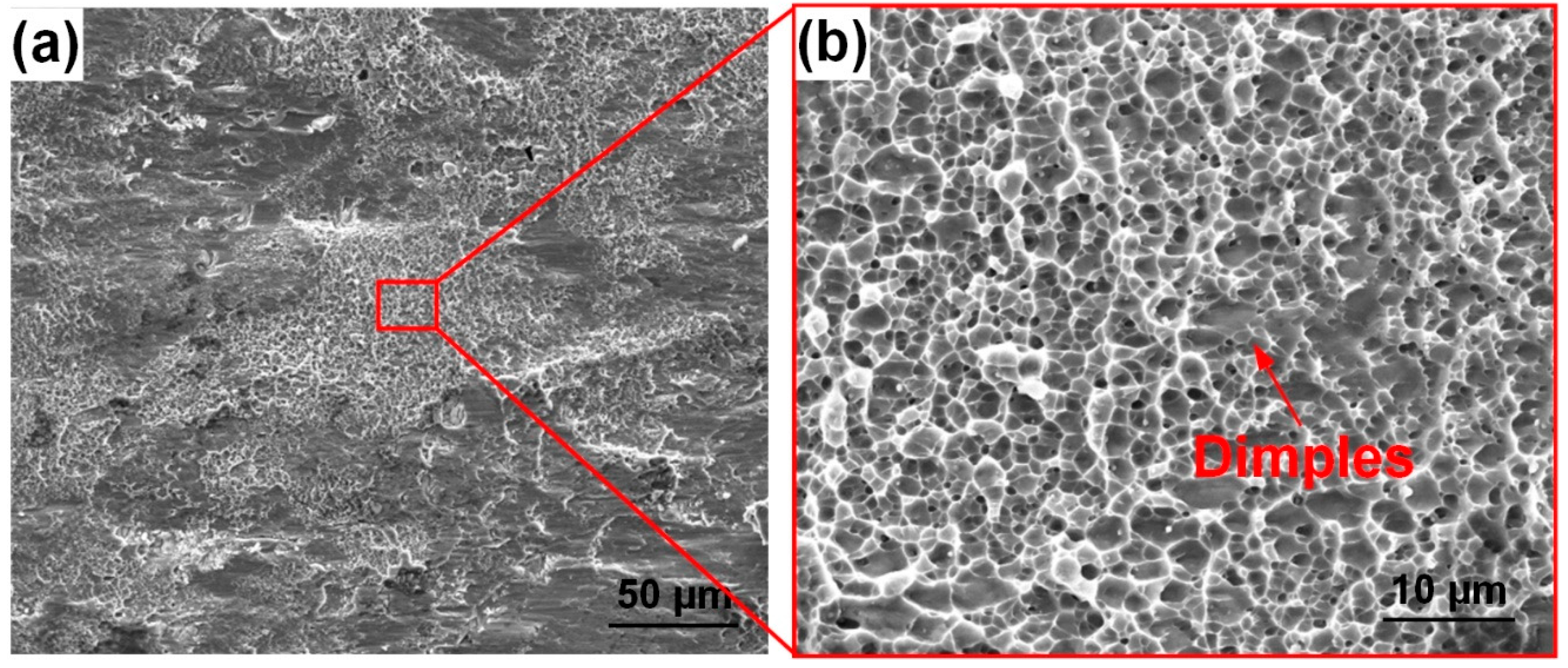
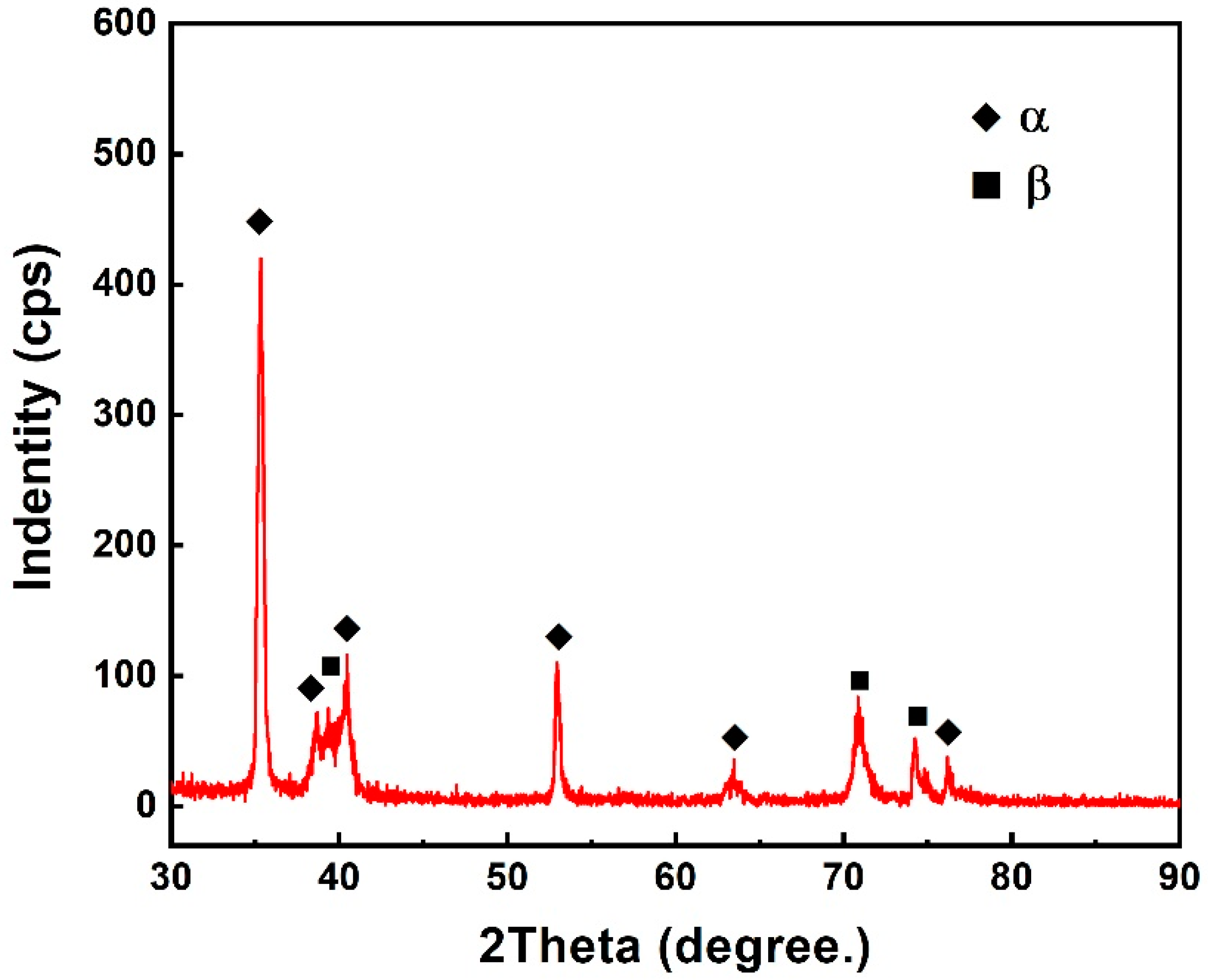
3.3. Shear Strength and Fracture Analysis of the Ti2AlNb/Ti/TC4 Joint
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dadé, M.; Esin, V.A.; Nazé, L.; Sallot, P. Short- and long-term oxidation behaviour of an advanced Ti2AlNb alloy. Corros. Sci. 2019, 148, 379–387. [Google Scholar] [CrossRef]
- Esin, V.A.; Mallick, R.; Dadé, M.; Denand, B.; Delfosse, J.; Sallot, P. Combined synchrotron X-ray diffraction, dilatometry and electrical resistivity in situ study of phase transformations in a Ti2AlNb alloy. Mater. Charact. 2020, 169, 110654. [Google Scholar] [CrossRef]
- Zheng, Y.; Zeng, W.; Zhang, P.; Ma, H.; Li, D.; Xu, J.; Ma, X. Anti-correlation between solution strengthening and precipitation strengthening in lamellar O microstructures of a Ti2AlNb based alloy. J. Alloys Compd. 2020, 847, 156470. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, Y.; Yu, L.; Liang, H.; Huang, Y.; Ma, Z. Microstructures and tensile properties of Ti2AlNb and Mo-modified Ti2AlNb alloys fabricated by hot isostatic pressing. Mat. Sci. Eng. A 2020, 776, 139043. [Google Scholar] [CrossRef]
- Kumpfert, J. Intermetallic alloys based on orthorhombic titanium aluminide. Adv. Eng. Mater. 2001, 3, 851–864. [Google Scholar] [CrossRef]
- Zhang, H.; Yan, N.; Liang, H.; Liu, Y. Phase transformation and microstructure control of Ti2AlNb-based alloys: A review. J. Mater. Sci. Technol. 2021, 80, 203–216. [Google Scholar] [CrossRef]
- Guo, X.; Ren, Z.; Ma, X.; Li, N.; Bian, L.; Wang, T. Effect of temperature and reduction ratio on the interface bonding properties of TC4/304 plates manufactured by EA rolling. J. Manuf. Process. 2021, 64, 664–673. [Google Scholar] [CrossRef]
- Wang, Z.; Shen, J.; Hu, S.; Wang, T.; Bu, X. Investigation of welding crack in laser welding-brazing welded TC4/6061 and TC4/2024 dissimilar butt joints. J. Manuf. Process. 2020, 60, 54–60. [Google Scholar] [CrossRef]
- Fu, Y.; Lv, M.; Zhao, Q.; Zhang, H.; Cui, Z. Investigation on the size and distribution effects of O phase on fracture properties of Ti2AlNb superalloy by using image-based crystal plasticity modeling. Mat. Sci. Eng. A 2021, 805, 140787. [Google Scholar] [CrossRef]
- Zhang, Y.; Cai, Q.; Ma, Z.; Li, C.; Yu, L.; Liu, Y. Solution treatment for enhanced hardness in Mo-modified Ti2AlNb-based alloys. J. Alloys Compd. 2019, 805, 1184–1190. [Google Scholar] [CrossRef]
- Zhang, T.B.; Huang, G.; Hu, R.; Li, J.S. Microstructural stability of long term aging treated Ti–22Al–26Nb–1Zr orthorhombic titanium aluminide. Trans. Nonferrous Met. Soc. China 2015, 25, 2549–2555. [Google Scholar] [CrossRef]
- Du, Y.J.; Xiong, J.T.; Jin, F.; Li, S.W.; Yuan, L.; Feng, D.; Shi, J.M.; Li, J.L. Microstructure evolution and mechanical properties of diffusion bonding Al5(TiZrHfNb)95 refractory high entropy alloy to Ti2AlNb alloy. Mat. Sci. Eng. A 2021, 802, 140610. [Google Scholar] [CrossRef]
- Yuan, L.; Xiong, J.T.; Du, Y.J.; Wang, Y.; Shi, J.M.; Li, J.L. Effects of pure Ti or Zr powder on microstructure and mechanical properties of Ti6Al4V and Ti2AlNb joints brazed with TiZrCuNi. Mat. Sci. Eng. A 2020, 788. [Google Scholar] [CrossRef]
- Shi, J.M.; Zhang, L.X.; Chang, Q.; Sun, Z.; Feng, J.C. Strengthening the ZrC-SiC ceramic and TC4 alloy brazed joint using laser additive manufactured functionally graded material layers. Ceram. Int. 2018, 44, 11060–11069. [Google Scholar] [CrossRef]
- Wang, Y.; Jiao, M.; Yang, Z.; Wang, D.; Liu, Y. Vacuum brazing of Ti2AlNb and TC4 alloys using Ti–Zr–Cu–Ni and Ti–Zr–Cu–Ni+Mo filler metals: Microstructural evolution and mechanical properties. Arch. Civ. Mech. Eng. 2018, 18, 546–556. [Google Scholar] [CrossRef]
- Yang, R.; Lin, F.; Zhu, Y.; Yao, Y.; Lin, P. Microstructure and mechanical properties of diffusion bonded joints of TC4/Ti2AlNb dissimilar alloys. Hot Work. Technol. 2020, 49, 20–24. [Google Scholar] [CrossRef]
- Lei, Z.L.; Dong, Z.J.; Chen, Y.B.; Huang, L.; Zhu, R.C. Microstructure and mechanical properties of laser welded Ti–22Al–27Nb/TC4 dissimilar alloys. Mat. Sci. Eng. A 2013, 559, 909–916. [Google Scholar] [CrossRef]
- Lei, Z.; Liu, M.; Zhang, K.; Chen, Y. Effect of laser beam displacement on characteristics of laser welded Ti2AlNb/TC4 dissimilar alloy. Chin. J. Lasers 2015, 42, 1203008. [Google Scholar] [CrossRef]
- Galeyev, R.M.; Valiakhmetov, O.R.; Safiullin, R.V.; Imayev, V.M.; Imayev, R.M.; Fecht, H.J. Development of laminated composite materials based on orthorhombic aluminide/titanium alloy and their tensile mechanical properties. Mater. Sci. Tech. Lond. 2009, 25, 1485–1488. [Google Scholar] [CrossRef]
- Tan, L.; Yao, Z.; Qin, C.; Guo, H.; Li, S. Linear friction and electron beam welded joints of Ti2AlNb/TC11. Adv. Mat. Res. 2010, 97, 3895–3898. [Google Scholar] [CrossRef]
- Sun, Z.; Ma, Y.; Zhang, B.; Zhang, L. Controlling interfacial reactions of Ti3SiC2/Ti2AlNb brazed joints by transferring graphene layers. Mat. Sci. Eng. A 2020, 771, 138624. [Google Scholar] [CrossRef]
- Xiong, J.T.; Sun, J.R.; Wang, J.C.; Zhang, H.; Shi, J.M.; Li, J.L. Evaluation of the bonded ratio of TC4 diffusion bonded joints based on ultrasonic C-scan. J. Manuf. Process. 2019, 47, 238–243. [Google Scholar] [CrossRef]
- Shi, J.; Wang, Q.; Tian, X.; Xiong, J.; Li, J.; Zhang, L.; Feng, J. Brazing of Gr/2024Al composite and TC4 using AgCuTi filler with the assist of Ti-Al-C-Cu interlayer. J. Manuf. Process. 2019, 47, 211–218. [Google Scholar] [CrossRef]
- Ren, H.S.; Xiong, H.P.; Chen, B.; Pang, S.J.; Chen, B.Q.; Ye, L. Vacuum brazing of Ti3Al-based alloy to TiAl using TiZrCuNi(Co) fillers. J. Manuf. Process. 2015, 224, 26–32. [Google Scholar] [CrossRef]
- He, Y.; Lu, C.; Ni, C.; Chen, Q.; Zheng, W.; Wang, D.; Wei, L.; Wang, L.; Sun, Y.; Zou, H.; et al. Tailoring microstructure and mechanical performance of the TC4 titanium alloy brazed joint through doping rare-earth element Dy into Ti-Cu-Ni filler alloy. J. Manuf. Process. 2020, 50, 255–265. [Google Scholar] [CrossRef]
- Wang, Y.; Cai, X.Q.; Yang, Z.W.; Wang, D.P.; Liu, X.G.; Liu, Y.C. Effects of Nb content in Ti-Ni-Nb brazing alloys on the microstructure and mechanical properties of Ti-22Al-25Nb alloy brazed joints. J. Mater. Sci. Technol. 2017, 33, 682–689. [Google Scholar] [CrossRef]
- Wang, Y.; Cai, X.Q.; Yang, Z.W.; Wang, D.P.; Liu, X.G.; Liu, Y.C. Diffusion bonding of Ti2AlNb alloy using pure Ti foil as an interlayer. J. Alloys Compd. 2018, 756, 163–174. [Google Scholar] [CrossRef]
- Duarte, L.I.; Ramos, A.S.; Vieira, M.F.; Viana, F.; Vieira, M.T.; Kocak, M. Solid-state diffusion bonding of gamma-TiAl alloys using Ti/Al thin films as interlayers. Intermetallics 2006, 14, 1151–1156. [Google Scholar] [CrossRef] [Green Version]
- He, P.; Zhang, J.H.; Zhou, R.L.; Li, X.Q. Diffusion bonding technology of a titanium alloy to a stainless steel web with an Ni interlayer. Mater. Charact. 1999, 43, 287–292. [Google Scholar] [CrossRef]
- Simoes, S.; Viana, F.; Ventzke, V.; Kocak, M.; Ramos, A.S.; Vieira, M.T.; Vieira, M.F. Diffusion bonding of TiAl using Ni/Al multilayers. J. Mater. Sci. 2010, 45, 4351–4357. [Google Scholar] [CrossRef]
- Ren, H.S.; Ren, X.Y.; Xiong, H.P.; Li, W.W.; Pang, S.J.; Ustinov, A.I. Nano-diffusion bonding of Ti2AlNb to Ni-based superalloy. Mater. Charact. 2019, 155. [Google Scholar] [CrossRef]
- Pederson, R.; Gaddam, R.; Antti, M.L. Microstructure and mechanical behavior of cast Ti-6Al-4V with addition of boron. Cent. Eur. J. Eng. 2012, 2, 347–357. [Google Scholar] [CrossRef]
- Zhang, Q.C.; Chen, M.H.; Wang, H.; Wang, N.; Ouyang, J.D.; Li, X.X. Thermal deformation behavior and mechanism of intermetallic alloy Ti2AlNb. Trans. Nonferrous Met. Soc. China 2016, 26, 722–728. [Google Scholar] [CrossRef]
- Xu, S.; Liang, Y.; Lin, J.; Zhang, H.; Yang, G.; Guo, X.; Fashu, S.; He, J. The partial liquidus projection and solidification sequences in Ti-(40-60) Al-(5-30) Nb alloys. J. Alloys Compd. 2021, 858. [Google Scholar] [CrossRef]
- Zhao, Y.Q.; Xin, S.W.; Zeng, W.D. Effect of major alloying elements on microstructure and mechanical properties of a highly beta stabilized titanium alloy. J. Alloys Compd. 2009, 481, 190–194. [Google Scholar] [CrossRef]
- Lin, P.; Xi, X.Z.; Zhao, W.K.; Yang, R.H.; Lin, F.; Cui, X.L.; Liu, G. Microstructure and mechanical properties of Ti-6Al-4V/Ti-22Al-25Nb joint formed by diffusion bonding. Trans. Nonferrous Met. Soc. China 2021, 31, 1339–1349. [Google Scholar] [CrossRef]
- Cai, X.Q.; Wang, Y.; Yang, Z.W.; Wang, D.P.; Liu, Y.C. Transient liquid phase (TLP) bonding of Ti2AlNb alloy using Ti/Ni interlayer: Microstructure characterization and mechanical properties. J. Alloys Compd. 2016, 679, 9–17. [Google Scholar] [CrossRef]
- Ankem, S.; Margolin, H.; Greene, C.A.; Neuberger, B.W.; Oberson, P.G. Mechanical properties of alloys consisting of two ductile phases. Prog. Mater. Sci. 2006, 51, 632–709. [Google Scholar] [CrossRef]
- Banerjee, D.; Williams, J.C. Perspectives on titanium science and Technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Position | Ti | Al | Nb | V | Possible Phase |
|---|---|---|---|---|---|
| A | 97.29 | 2.20 | 0.51 | 0.00 | α-Ti |
| B | 70.09 | 13.69 | 14.17 | 2.05 | β-Ti |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Hu, B.; Wei, Y.; Feng, G.; Deng, D. Microstructure and Mechanical Properties of Vacuum Diffusion Bonded Ti2AlNb/Ti/TC4 Joint. Crystals 2021, 11, 770. https://doi.org/10.3390/cryst11070770
Wang Y, Hu B, Wei Y, Feng G, Deng D. Microstructure and Mechanical Properties of Vacuum Diffusion Bonded Ti2AlNb/Ti/TC4 Joint. Crystals. 2021; 11(7):770. https://doi.org/10.3390/cryst11070770
Chicago/Turabian StyleWang, Yifeng, Bingxu Hu, Yan Wei, Guangjie Feng, and Dean Deng. 2021. "Microstructure and Mechanical Properties of Vacuum Diffusion Bonded Ti2AlNb/Ti/TC4 Joint" Crystals 11, no. 7: 770. https://doi.org/10.3390/cryst11070770
APA StyleWang, Y., Hu, B., Wei, Y., Feng, G., & Deng, D. (2021). Microstructure and Mechanical Properties of Vacuum Diffusion Bonded Ti2AlNb/Ti/TC4 Joint. Crystals, 11(7), 770. https://doi.org/10.3390/cryst11070770