
Hardened Steels and Their Machining


Abstract
1. Introduction
2. Materials and Methods
- Turning hardened materials with a tool from CBN
- Tumbling technology of the surface of hardened components
- Evaluation of the surface integrity of the functional surface.
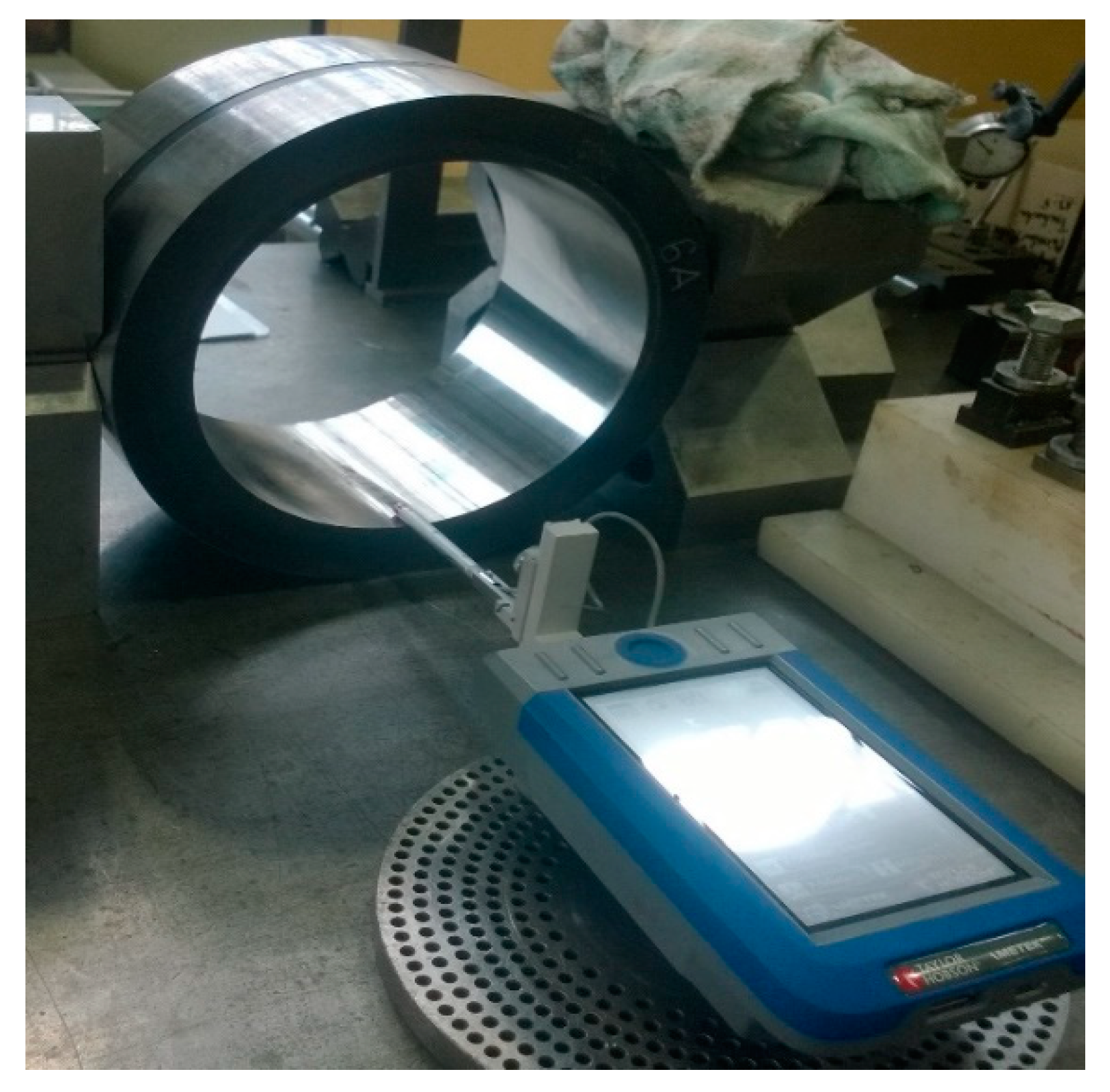
- Faculty of Mechanical Engineering, Brno University of Technology (turning center SP280 SY/Sinumerik 840D, rough gauge Taylor Hobson Surtronic S 100)
- Flidr plast. (tumbling equipment TVS 1100 × 460, rough gauge Mitutoyo SJ-201)
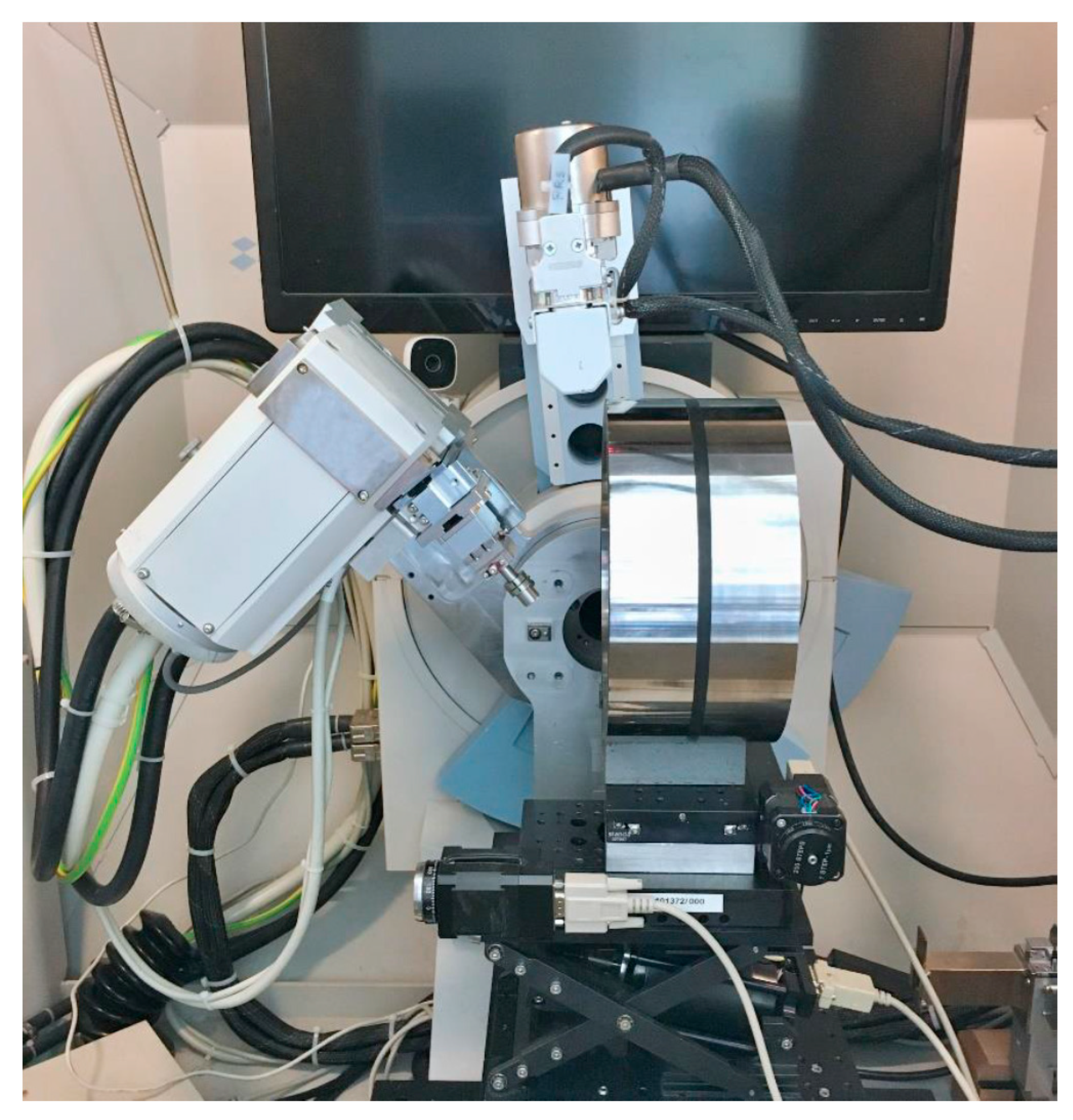
- Faculty of Nuclear and Physical Engineering of the Czech Technical University in Prague (x-ray analysis)
- forging 750 to 1100 °C
- normalization annealing 860 to 890 °C
- soft annealing 720 to 760 °C
- hardening into water 790 to 820 °C
- hardening into oil 820 to 850 °C
- tempering 150 to 220 °C
- Inner diameter 145 mm
- Length 102 mm
| Blade width ap (mm) | 0.2 |
| Cutting speed vc (m·min−1) | 155 |
| Feed f (mm) | 0.05–0.07 |
| Outer diameter De (mm) | 212.6 |
| Outer length le (mm) | 51 |
| Inner diameter Di (mm) | 162.6 |
| Inner length li (mm) | 102 |
- Tumbling machine: TVS 1100 × 460
- Tumbling balls RST 8 G
- Process fluid Compound FC 122 A (concentration 3%)
- Hot air drying
- Time 10 h in a paste without flow and 4 h, rinsing 50 l/hour.
3. Results
3.1. Post-Machining Evaluation
| Ra | Average arithmetic deviation of the profile |
| Rz | Maximum profile height |
| Rmr | Mutual material ratio for (Mr = 50%, an offset Rδc = 0.1 µm) |
| Rv | Maximum depth of profile tips |
| Rp | Maximum height of profile tips. |
| Rk | Average arithmetic profile aversion |
| Rpk | Maximum profile height |
| Rvk | Mutual material ratio for (Mr = 50%, an offset Rδc = 0.1 µm) |
| Mr1 | Maximum depth of profile tips |
| Mr2 | Maximum height of profile tips |
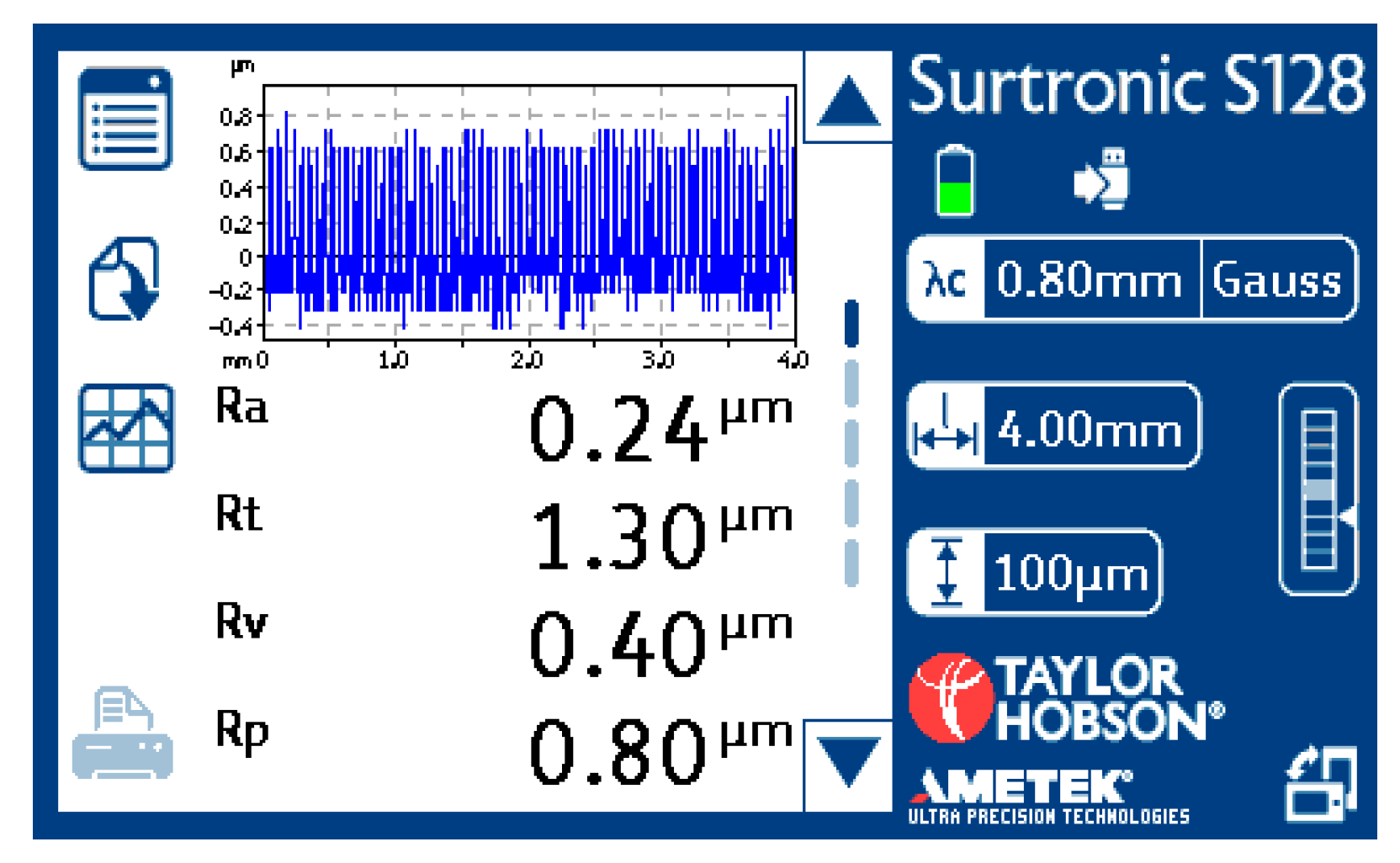
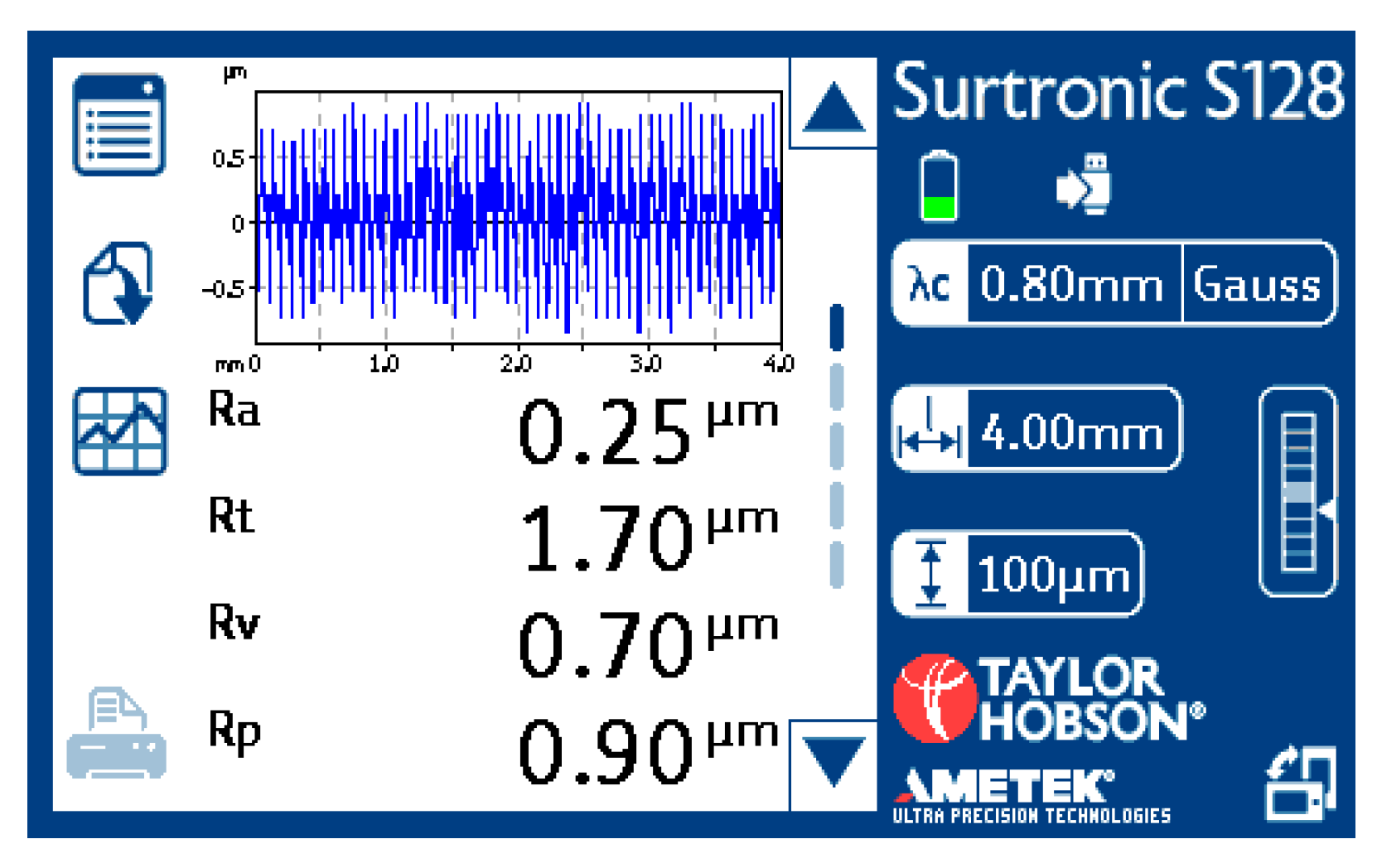
- For component No.1, the extreme surface roughness value for the 1st measurement, which greatly affects the diameter and standard deviation from statistical quantities. Other statistical quantities of median and modus indicate a relatively better Ra value on most surfaces. The condition is caused by accidental oscillation of the instrument during captivity into the material.
- For component No.2, the median diameter and modus stability of the machining process can be seen at almost the same statistical values. The standard deviation is very small.
3.2. Evaluation after Tumbling Technology
3.2.1. Evaluation of Surface Quality of Tumbling at Firm Flídr.
3.2.2. Evaluation after Tumbling on the Rough Gauge Taylor Hobson Surtronic S 100
- Component No.1 is the extreme negative surface roughness value for three measurements and a very good value for measurements for No.4. The condition is caused by the input state after machining (see the rating for Table 5, where the extreme roughness value for measurement No.1 was). The condition after tumbling improved greatly, however. On that part of the surface where a similar Ra value (0.05 and 0.06) was measured on both instruments, the tumbling technology was no longer fundamentally reflected. Statistical quantities are influenced by a large variance of values.
3.3. X-ray Analysis
4. Discussion
5. Conclusions
- Better surface quality is achieved at lower feed rates of 0.05–0.07 mm.
- Tumbling will significantly affect the surface quality only the in case of worse input values Ra.
- The machined surface could be accepted sample 1 if we applied the 16% rule and excluded from the evaluation the marginal area where the vibrations occurred.
- Tumbling practically doubles the compressive macroscopic residual stress, which is a very good result in terms of surface integrity.
- The requirement for functional surfaces of bearing ring is Ra < 0.2, which would be met only at part No.1 assuming the elimination of vibrations using another tool.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Osička, K.; Kalivoda, M.; Chladil, J.; Mouralová, K.; Otoupalík, J. Machining of hardened bearing steels. J. Proc. Manuf. Syst. 2013, 6, 171–176. [Google Scholar]
- Osička, K.; Chladil, J.; Kalivoda, M.; Otoupalík, J. Contribution to turning hardened steel. J. Int. Sci. Publ. Mater. Methods Technol. 2014, 8, 705–712. [Google Scholar]
- Osička, K.; Fišerová, Z.; Otoupalík, J. Influence of cutting tool overhangs at machining of hardened steels. Manuf. Technol. 2015, 15, 188–191. [Google Scholar] [CrossRef]
- Sedlák, J.; Tropp, P.; Chladil, J.; Osička, K.; Sliwková, P. High-Speed Cutting of Bearing Rings from Material 100Cr6. Manuf. Technol. 2015, 10, 899–908. [Google Scholar] [CrossRef]
- Sedlák, J.; Tropp, P.; Chladil, J.; Kouřil, K.; Polzer, A.; Osička, K. Analysis of Selected Aspects of Turned Bearing Rings Regarding Required Workpiece Quality. Manuf. Technol. 2016, 11, 612–622. [Google Scholar] [CrossRef]
- Osička, K.; Fišerová, Z.; Otoupalík, J.; Chladil, J. Tension of the Surface Layer in Machining Hardened Steels. Manuf. Technol. 2017, 5, 72–76. [Google Scholar] [CrossRef]
- Sood, R.; Guo, C.; Malkin, S. Turning of Hardened Steels. J. Manuf. Process. 2000, 2, 187–193. [Google Scholar] [CrossRef]
- Arsecularatne, J.A.; Zhanga, C.; Montross, C. Wear and tool life of tungsten carbide, PCBN and PCD cutting tools. Int. J. Mach. Tools Manuf. 2006, 46, 482–491. [Google Scholar] [CrossRef]
- Liu, X.L.; Wen, D.H.; Lia, Z.J.; Xiao, L.; Yan, F.G. Cutting Temperature and tool wear of hard turning hardened bearing steel. J. Mater. Process. Technol. 2002, 129, 200–206. [Google Scholar] [CrossRef]
- Kumar, P.; Chauhan, S.R.; Pruncu, C.I.; Gupta, M.K.; Pimenov, D.Y.; Mia, M.; Gill, H.S. Influence of Different Grades of CBN Inserts on Cutting Force and Surface Roughness of AISI H13 Die Tool Steel during Hard Turning Operation. Materials 2019, 12, 177. [Google Scholar] [CrossRef] [PubMed]
- Anand, A.; Behera, A.K.; Das, S.R. An overview on economic machining of hardened steels by hard turning and its process variables. Manuf. Rev. 2019, 6, 9. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Choudhury, S.K. Machining of hardened steel—Experimental investigations, performance modeling and cooling techniques. Int. J. Mach. Tools Manuf. 2015, 89, 95–109. [Google Scholar] [CrossRef]
- Shihab, S.K.; Khan, Z.A.; Mohammad, A.; Siddiquee, A.N. A review of turning of hard steels used in bearing and automotive applications. Prod. Manuf. Res. 2014, 2, 24–49. [Google Scholar] [CrossRef]
- Welzel, U.; Ligot, J.; Lamparter, P.; Vermeulenband, A.C.; Mittemeijer, E.J. Stress analysis of polycrystalline thin films and surface regions by X-ray diffraction. J. Appl. Crystallogr. 2005, 29, 1–29. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | Cr | Mo | P | S |
|---|---|---|---|---|---|---|---|
| 100Cr6 | 0.93–1.05 | 0.15–0.35 | 0.25–0.45 | 1.35–1.60 | max.0.1 | 0.025 | 0.015 |
| Conditions | Feed f (mm) | Cutting Speed vc (m/min) | Inner Diameter Di (mm) | Inner Length li (mm) | Cutting Time th. (min) | Note. |
|---|---|---|---|---|---|---|
| 0.15 | 155 | 162.6 | 102 | 2.24 |
| All Samples | Feed f (mm) | Cutting Speed vc (m/min) | Inner Diameter Di (mm) | Inner Length li (mm) | Time td. (min) | Note. |
|---|---|---|---|---|---|---|
| 1 | 0.05 | 155 | 162.6 | 102 | 6.72 | |
| 2 | 0.07 | 155 | 162.6 | 102 | 4.80 |
| Measurement/Quantities | Ra (µm) | Rz (µm) | Rmr (%) | Rk (µm) | Rpk (µm) | Rvk (µm) | Mr1 (%) | Mr2 (%) | Rv (µm) | Rp (µm) |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1.21 | 5.00 | 49.80 | 3.70 | 1.80 | 0.30 | 19.10 | 98.40 | 2.00 | 3.00 |
| 2 | 0.24 | 1.10 | 47.90 | 0.70 | 0.60 | 0.40 | 13.80 | 82.50 | 0.50 | 0.50 |
| 3 | 0.18 | 1.00 | 48.90 | 0.70 | 0.90 | 0.30 | 18.20 | 93.20 | 0.40 | 0.60 |
| 4 | 0.16 | 1.00 | 48.30 | 0.50 | 0.70 | 0.30 | 16.40 | 93.50 | 0.40 | 0.60 |
| 5 | 0.24 | 1.20 | 45.80 | 0.50 | 0.70 | 0.20 | 31.80 | 95.30 | 0.40 | 0.80 |
| 6 | 0.27 | 1.20 | 51.30 | 0.80 | 0.90 | 0.20 | 29.70 | 97.20 | 0.50 | 0.70 |
| Deviation | 0.41 | 1.59 | 1.86 | 1.25 | 0.44 | 0.08 | 7.42 | 5.69 | 0.64 | 0.97 |
| Average | 0.38 | 1.75 | 48.67 | 1.15 | 0.93 | 0.28 | 21.50 | 93.35 | 0.70 | 1.03 |
| Median | 0.24 | 1.15 | 48.60 | 0.70 | 0.80 | 0.30 | 18.65 | 94.40 | 0.45 | 0.65 |
| Modus | 0.24 | 1.00 | x | 0.70 | 0.90 | 0.30 | x | x | 0.40 | 0.60 |
| Measurement/Quantities | Ra (µm) | Rz (µm) | Rmr (%) | Rk (µm) | Rpk (µm) | Rvk (µm) | Mr1 (%) | Mr2 (%) | Rv (µm) | Rp (µm) |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.23 | 1.60 | 52.80 | 1.50 | 1.50 | 0.30 | 11.00 | 97.40 | 0.60 | 0.90 |
| 2 | 0.25 | 1.60 | 55.90 | 1.50 | 1.20 | 0.40 | 7.50 | 93.90 | 0.70 | 0.90 |
| 3 | 0.29 | 2.00 | 56.30 | 2.20 | 1.00 | 2.00 | 7.80 | 76.80 | 1.10 | 1.00 |
| 4 | 0.27 | 1.60 | 54.90 | 1.00 | 1.40 | 0.40 | 23.90 | 95.30 | 0.70 | 0.90 |
| 5 | 0.29 | 1.60 | 54.90 | 1.80 | 1.40 | 0.40 | 7.80 | 97.20 | 0.70 | 0.90 |
| 6 | 0.25 | 1.60 | 52.50 | 1.20 | 1.40 | 0.40 | 14.50 | 90.60 | 0.60 | 1.00 |
| Deviation | 0.02 | 0.16 | 1.57 | 0.43 | 0.18 | 0.66 | 6.39 | 7.79 | 0.19 | 0.05 |
| Average | 0.26 | 1.67 | 54.55 | 1.53 | 1.32 | 0.65 | 12.08 | 91.87 | 0.73 | 0.93 |
| Median | 0.26 | 1.60 | 54.90 | 1.50 | 1.40 | 0.40 | 9.40 | 94.60 | 0.70 | 0.90 |
| Modus | 0.25 | 1.60 | 54.90 | 1.50 | 1.40 | 0.40 | 7.80 | x | 0.70 | 0.90 |
| Measurement/Quantities | Ra (µm) | Rz (µm) | Rmr (%) | Rk (µm) | Rpk (µm) | Rvk (µm) | Mr1 (%) | Mr2 (%) | Rv (µm) | Rp (µm) |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.62 | 2.60 | 48.50 | 2.50 | 1.90 | 1.00 | 13.10 | 87.50 | 1.40 | 1.30 |
| 2 | 0.60 | 2.40 | 49.80 | 2.50 | 1.30 | 0.80 | 11.00 | 88.90 | 1.30 | 1.10 |
| 3 | 0.60 | 2.40 | 51.80 | 2.30 | 1.50 | 0.60 | 19.80 | 87.40 | 1.30 | 1.00 |
| 4 | 0.07 | 0.60 | 50.90 | 1.00 | 0.20 | 0.40 | 7.80 | 99.00 | 0.30 | 0.30 |
| 5 | 0.15 | 0.80 | 48.50 | 1.00 | 0.00 | 2.80 | 0.10 | 49.80 | 0.30 | 0.50 |
| 6 | 0.16 | 0.90 | 51.70 | 0.80 | 0.20 | 5.90 | 6.30 | 58.70 | 0.30 | 0.50 |
| Deviation | 0.26 | 0.94 | 1.50 | 0.83 | 0.81 | 2.13 | 6.67 | 19.52 | 0.57 | 0.40 |
| Average | 0.37 | 1.62 | 50.20 | 1.68 | 0.85 | 1.92 | 9.68 | 78.55 | 0.82 | 0.78 |
| Median | 0.38 | 1.65 | 50.35 | 1.65 | 0.75 | 0.90 | 9.40 | 87.45 | 0.80 | 0.75 |
| Modus | 0.60 | 2.40 | 48.50 | 2.50 | 0.20 | x | x | x | 0.30 | 0.50 |
| Method | Part No.1 (MPa) | Part No.2 (MPa) |
|---|---|---|
| Co – {310} | −1070 ± 48 | −637 ± 36 |
| Cr – {211} | −1203 ± 38 | −563 ± 58 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Osička, K.; Chladil, J. Hardened Steels and Their Machining. Crystals 2021, 11, 182. https://doi.org/10.3390/cryst11020182
Osička K, Chladil J. Hardened Steels and Their Machining. Crystals. 2021; 11(2):182. https://doi.org/10.3390/cryst11020182
Chicago/Turabian StyleOsička, Karel, and Josef Chladil. 2021. "Hardened Steels and Their Machining" Crystals 11, no. 2: 182. https://doi.org/10.3390/cryst11020182
APA StyleOsička, K., & Chladil, J. (2021). Hardened Steels and Their Machining. Crystals, 11(2), 182. https://doi.org/10.3390/cryst11020182