The Effect of Heat Treatment on Dynamic Properties of an Additively Manufactured Ti-6Al-4V Alloy



Abstract
:1. Introduction
2. Materials and Methods
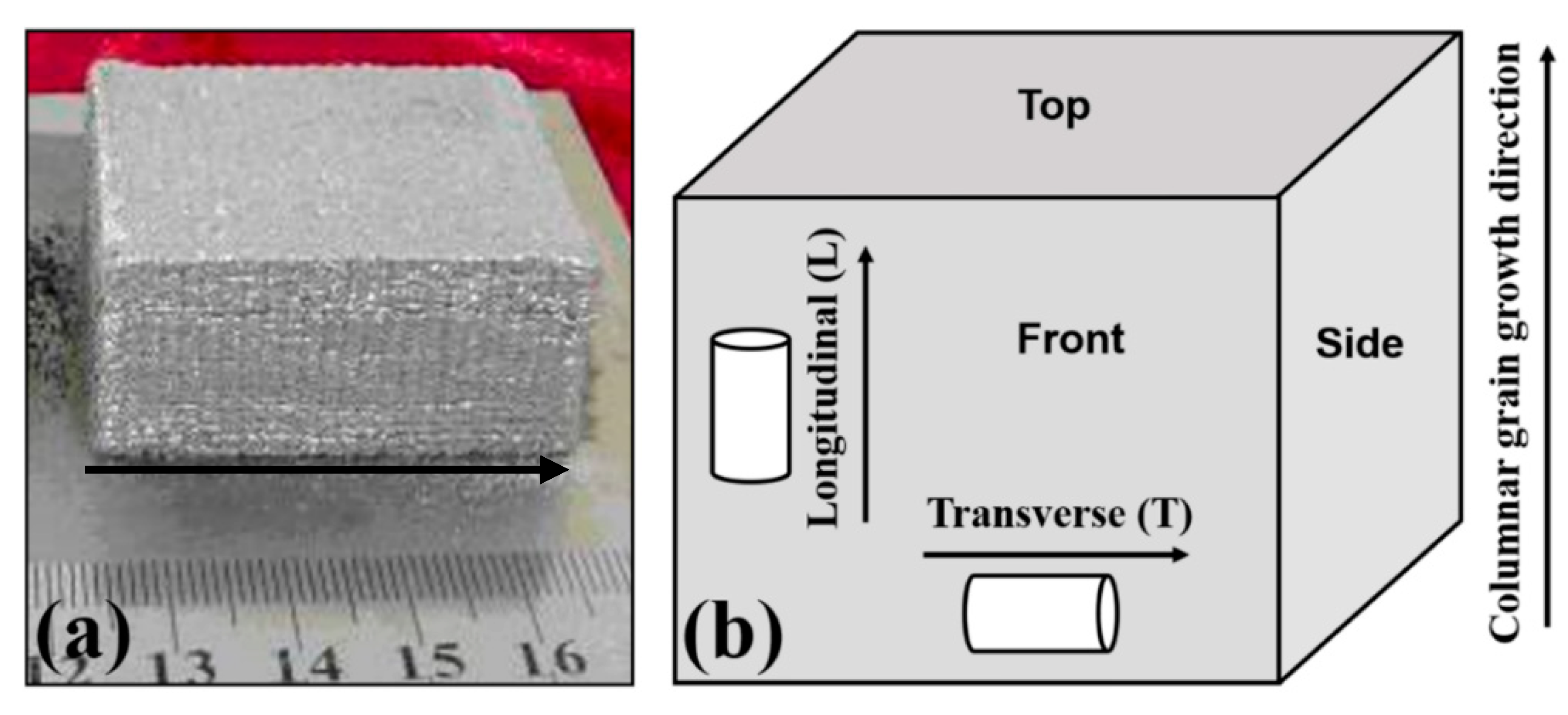
2.1. Preparation of Materials
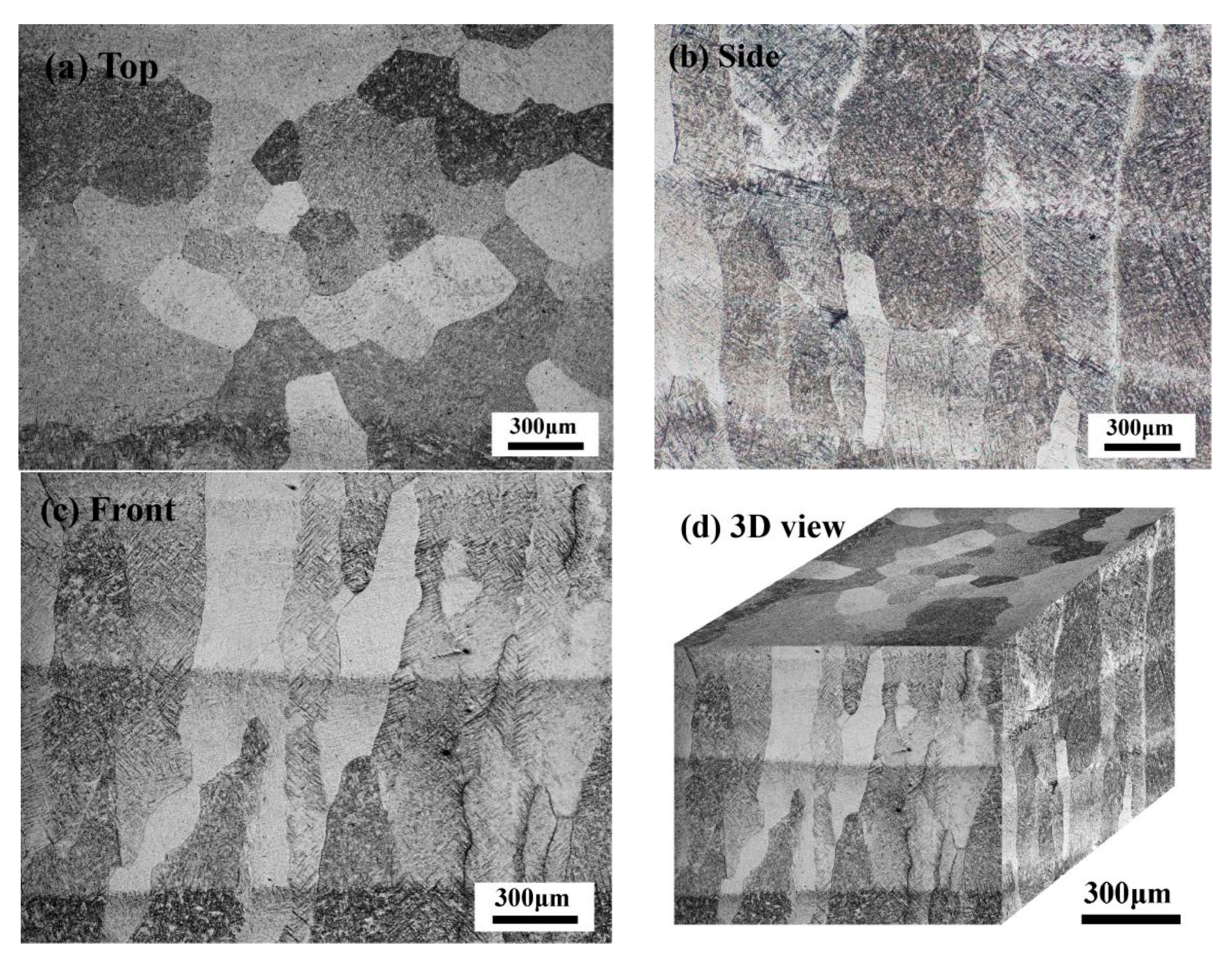
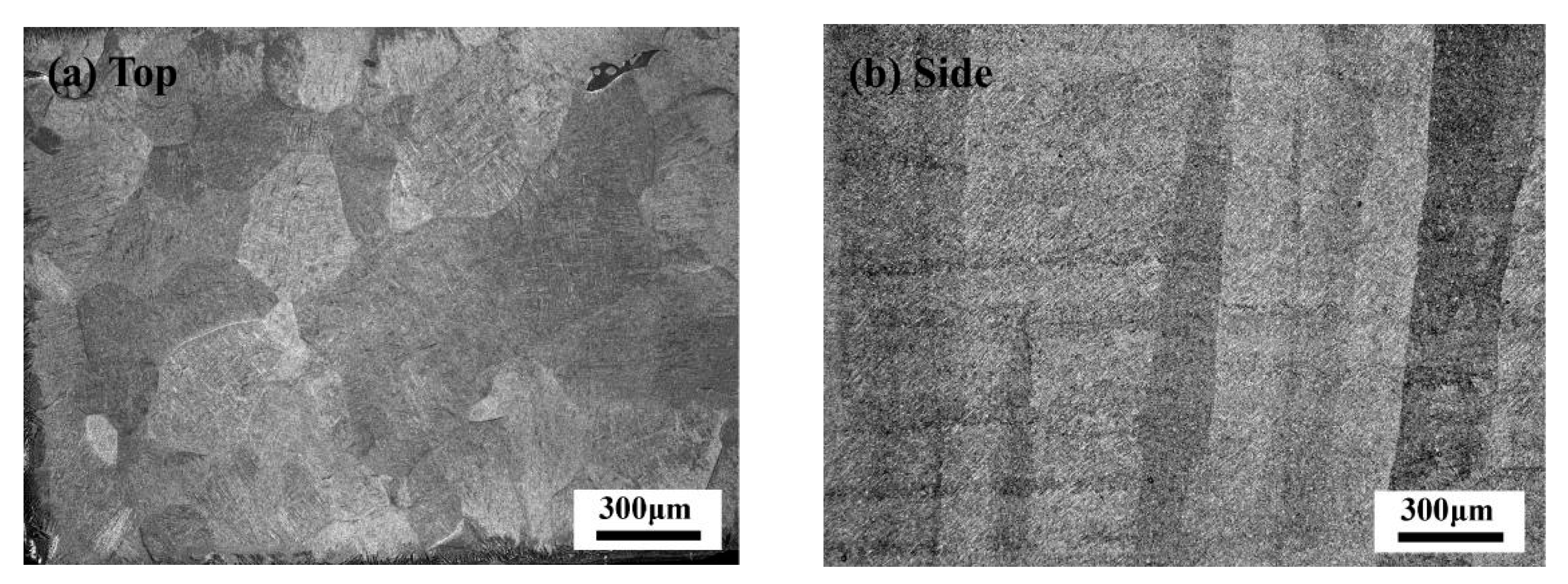
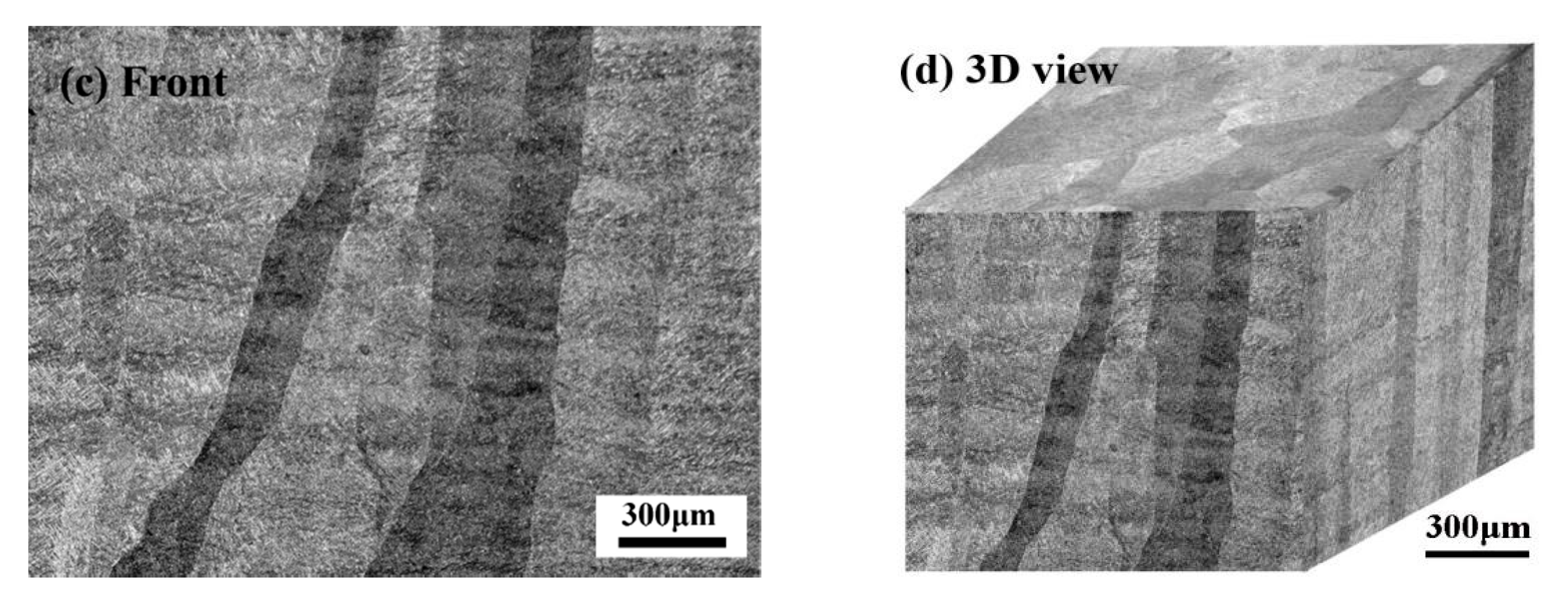
2.2. Microstructure Characterization
2.3. Mechanical Testing
3. Results and Discussion
4. Conclusions
- (1)
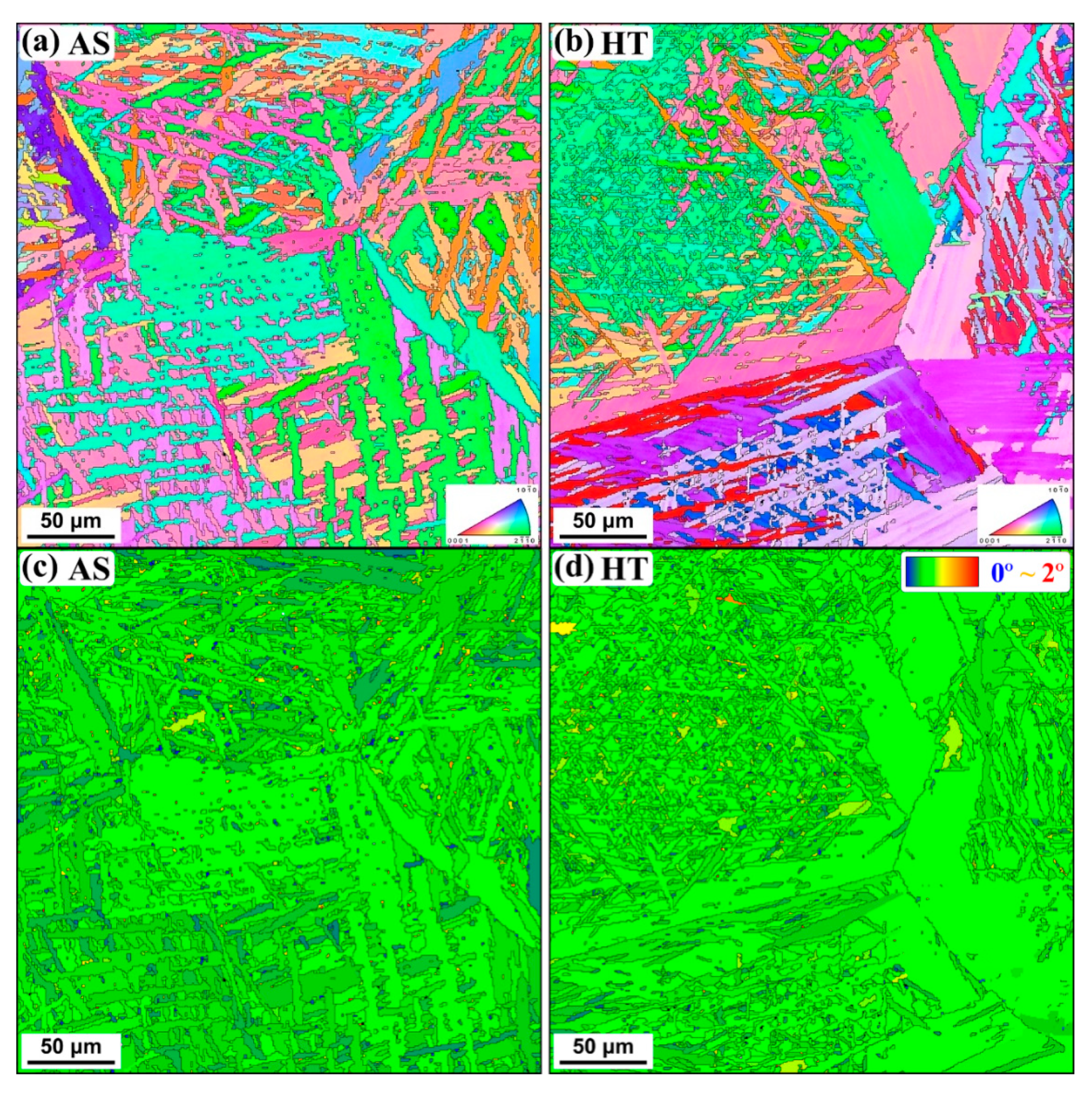
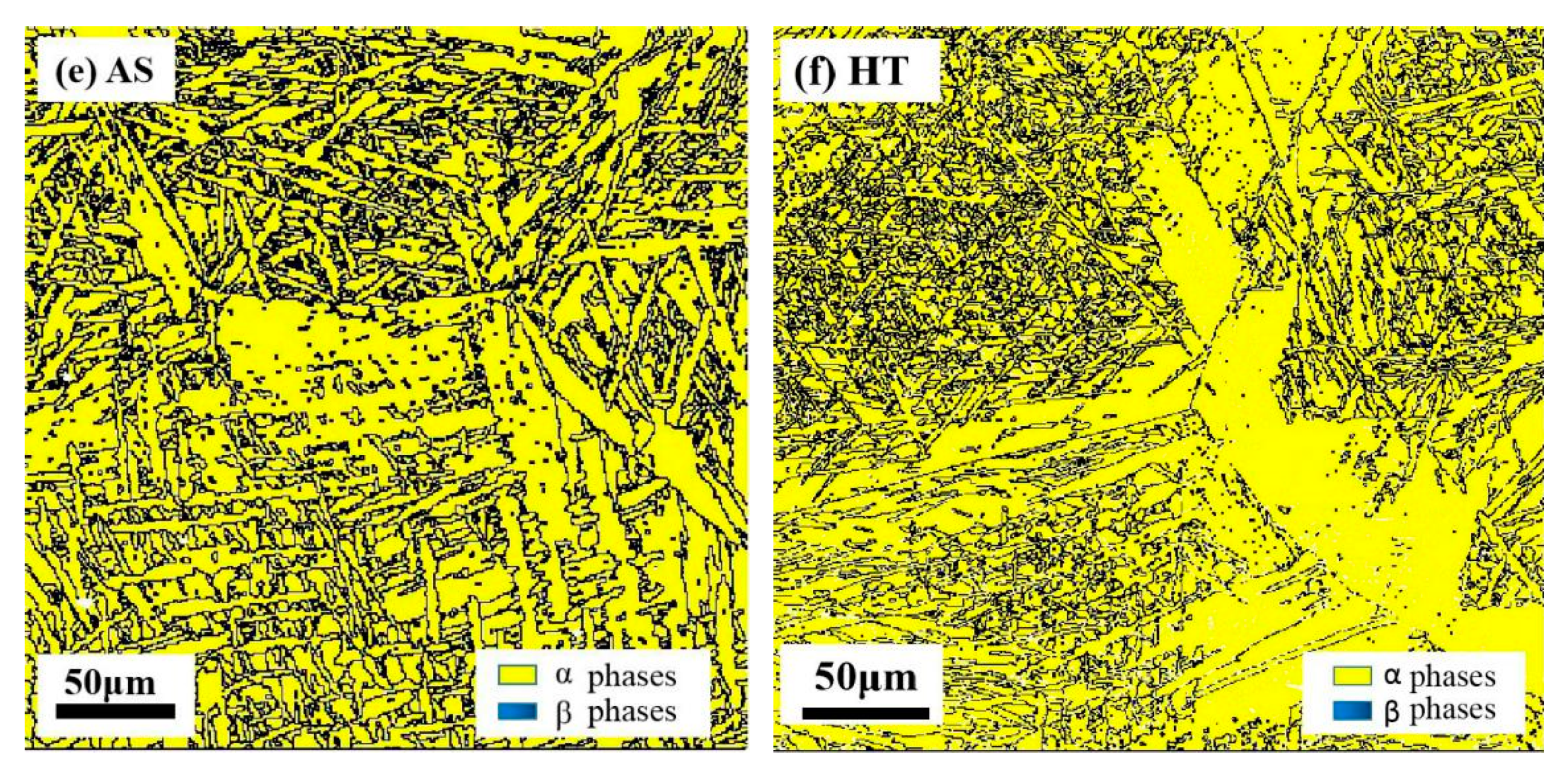
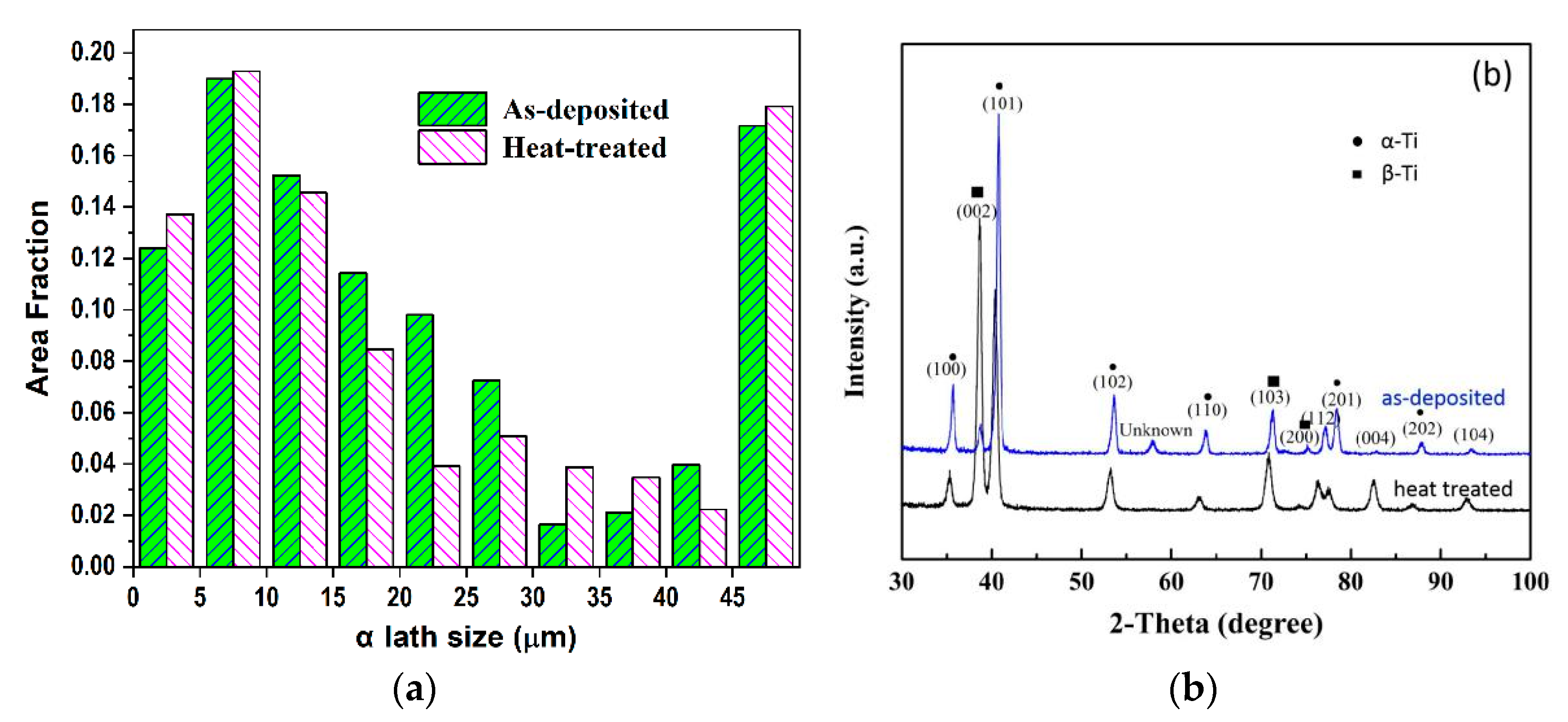
- The grain structure was similar before and after heat treatment; however, higher internal stress was induced in the heat-treated sample.
- (2)
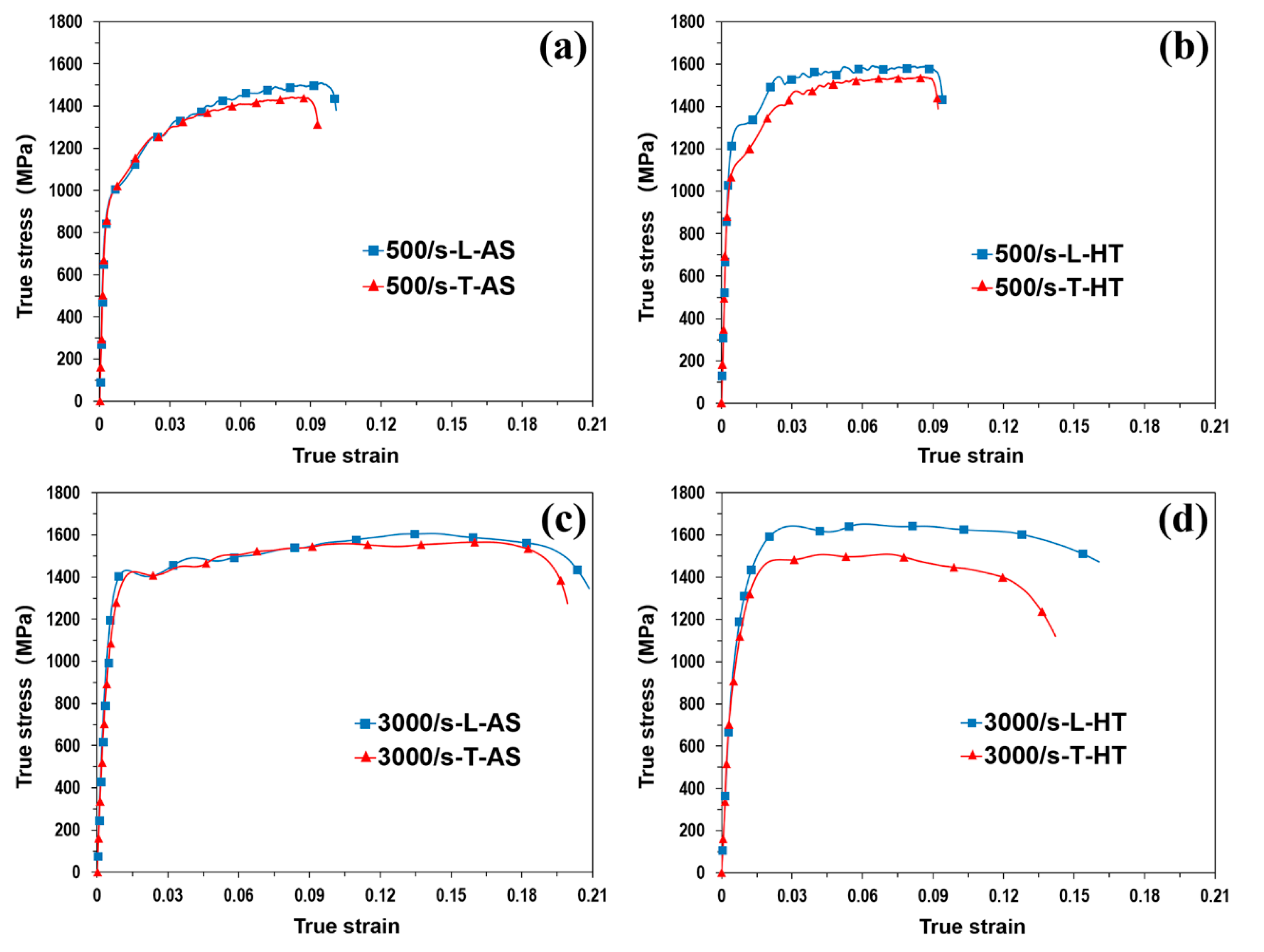
- The dynamic compressive strength was increased by the heat treatment process for the 3D-printed material, accompanying a change of the strength from isotropic to anisotropic.
- (3)
- Both the as-deposited and the heat-treated samples exhibited their compressive strengths positively sensitive to the loading rate, while the heat treatment reduced the strain rate sensitivity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gu, D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2013, 57, 133–164. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Debroy, T.; Wei, H.; Zuback, J.; Mukherjee, T.; Elmer, J.; Milewski, J.; Beese, A.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Shuangyin, Z.; Xin, L.; Jing, C.; Weidong, H. Influence of Heat Treatment on the Microstructure and Properties of Ti-6Al-4V Titanium Alloy by Laser Rapid Forming. Rare Metal Mater. Eng. 2007, 36, 1263–1266. [Google Scholar]
- Verleysen, P.; Peirs, J. Quasi-static and high strain rate fracture behaviour of Ti6Al4V. Int. J. Impact Eng. 2017, 108, 370–388. [Google Scholar] [CrossRef]
- Ran, C.; Chen, P.; Li, L.; Zhang, W.; Liu, Y.; Zhang, X. High-strain-rate plastic deformation and fracture behaviour of Ti-5Al-5Mo-5V-1Cr-1Fe titanium alloy at room temperature. Mech. Mater. 2018, 116, 3–10. [Google Scholar] [CrossRef]
- Kuang, L.; Chen, Z.; Jiang, Y.; Wang, Z.; Wang, R.; Liu, C. Adiabatic shear behaviors in rolled and annealed pure titanium subjected to dynamic impact loading. Mater. Sci. Eng. A 2017, 685, 95–106. [Google Scholar] [CrossRef]
- Ahmed, M.; Wexler, D.; Casillas, G.; Savvakin, D.G.; Pereloma, E. Strain rate dependence of deformation-induced transformation and twinning in a metastable titanium alloy. Acta Mater. 2016, 104, 190–200. [Google Scholar] [CrossRef]
- Ahn, K.; Huh, H.; Yoon, J. Rate-dependent hardening model for pure titanium considering the effect of deformation twinning. Int. J. Mech. Sci. 2015, 98, 80–92. [Google Scholar] [CrossRef]
- Li, B.; Joshi, S.P.; Almagri, O.; Ma, Q.; Ramesh, K.; Mukai, T. Rate-dependent hardening due to twinning in an ultrafine-grained magnesium alloy. Acta Mater. 2012, 60, 1818–1826. [Google Scholar] [CrossRef]
- Capolungo, L.; Marshall, P.; McCabe, R.; Beyerlein, I.J.; Tomé, C. Nucleation and growth of twins in Zr: A statistical study. Acta Mater. 2009, 57, 6047–6056. [Google Scholar] [CrossRef]
- Chen, B.; Moon, S.; Yao, X.; Bi, G.; Shen, J.; Umeda, J.; Kondoh, K. Strength and strain hardening of a selective laser melted AlSi10Mg alloy. Scr. Mater. 2017, 141, 45–49. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, J.; Zhao, Z.; Tan, H.; Lin, X.; Huang, W. Microstructure and anisotropic tensile behavior of laser additive manufactured TC21 titanium alloy. Mater. Sci. Eng. A 2016, 673, 204–212. [Google Scholar] [CrossRef]
- Zhang, L.-C.; Attar, H.; Calin, M.; Eckert, J. Review on manufacture by selective laser melting and properties of titanium based materials for biomedical applications. Mater. Technol. 2016, 31, 66–76. [Google Scholar] [CrossRef]
- Xu, W.; Brandt, M.S.; Sun, S.; Elambasseril, J.; Liu, Q.; Latham, K.; Xia, K.; Qian, M. Additive manufacturing of strong and ductile Ti–6Al–4V by selective laser melting via in situ martensite decomposition. Acta Mater. 2015, 85, 74–84. [Google Scholar] [CrossRef]
- Simonelli, M.; Tse, Y.Y.; Tuck, C. Microstructure of Ti-6Al-4V produced by selective laser melting. In Proceedings of the Electron Microscopy and Analysis Group Conference 2011, Birmingham, UK, 6–9 September 2011; Moebus, G., Walther, T., Brydson, R., Ozkaya, D., MacLaren, I., Donnelly, S., Nellist, P., Li, Z., Baker, R., Chiu, Y.L., Eds.; Iop Publishing Ltd.: Bristol, UK, 2012. [Google Scholar]
- Zherebtsov, S.V.; Kudryavtsev, E.A.; Salishchev, G.A.; Straumal, B.B.; Semiatin, S.L. Microstructure evolution and mechanical behavior of ultrafine Tie6Ale4V during low-temperature superplastic deformation. Acta Mater. 2016, 121, 152–163. [Google Scholar] [CrossRef]
- Xu, Z.; Zhang, Y. Quench rates in air, water, and liquid nitrogen, and inference of temperature in volcanic eruption columns. Earth Planet Sci. Lett. 2002, 200, 315–330. [Google Scholar] [CrossRef]
- Gupta, A.; Khatirkar, R.K.; Kumar, A.; Parihar, M.S. Investigations on the effect of heating temperature and cooling rate on evolution of microstructure in an α + β titanium alloy. J. Mater. Res. 2018, 33, 946–957. [Google Scholar] [CrossRef]
- Shaikh, A.; Kumar, S.; Dawari, A.; Kirwai, S.; Patil, A.; Singh, R. Effect of Temperature and Cooling Rates on the α+β Morphology of Ti-6Al-4V Alloy. Procedia Struct. Integr. 2019, 14, 782–789. [Google Scholar] [CrossRef]
- Shen, J.; Chen, B.; Umeda, J.; Zhang, J.; Li, Y.; Kondoh, K. Rate sensitivity and work-hardening behavior of an advanced Ti-Al-N alloy under uniaxial tensile loading. Mater. Sci. Eng. A 2019, 744, 630–637. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power (W) | Speed of Scanning (mm/s) | Powder Feeding (g/min) | Shielding Gas Flow Rate (L/h) | Spot Diameter (mm) | Overlapping (%) | Increment of the Z-axis (mm) |
|---|---|---|---|---|---|---|
| 2500 | 5 | 6 | 200 | 3 | 40 | 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Wang, Y.; Suo, T.; Yao, J.; Lin, X.; Huang, W.; Li, Y.; Shen, J. The Effect of Heat Treatment on Dynamic Properties of an Additively Manufactured Ti-6Al-4V Alloy. Crystals 2021, 11, 111. https://doi.org/10.3390/cryst11020111
Zhang S, Wang Y, Suo T, Yao J, Lin X, Huang W, Li Y, Shen J. The Effect of Heat Treatment on Dynamic Properties of an Additively Manufactured Ti-6Al-4V Alloy. Crystals. 2021; 11(2):111. https://doi.org/10.3390/cryst11020111
Chicago/Turabian StyleZhang, Shuangyin, Yunfei Wang, Tao Suo, Jin Yao, Xin Lin, Weidong Huang, Yulong Li, and Jianghua Shen. 2021. "The Effect of Heat Treatment on Dynamic Properties of an Additively Manufactured Ti-6Al-4V Alloy" Crystals 11, no. 2: 111. https://doi.org/10.3390/cryst11020111
APA StyleZhang, S., Wang, Y., Suo, T., Yao, J., Lin, X., Huang, W., Li, Y., & Shen, J. (2021). The Effect of Heat Treatment on Dynamic Properties of an Additively Manufactured Ti-6Al-4V Alloy. Crystals, 11(2), 111. https://doi.org/10.3390/cryst11020111