
Elimination of Hole Mouth Burr in Multilayer PCB Micro-Hole by Using Micro-EDM


Abstract
1. Introduction
2. Technological Process
3. Experimental Materials and Equipment
4. Results and Discussion
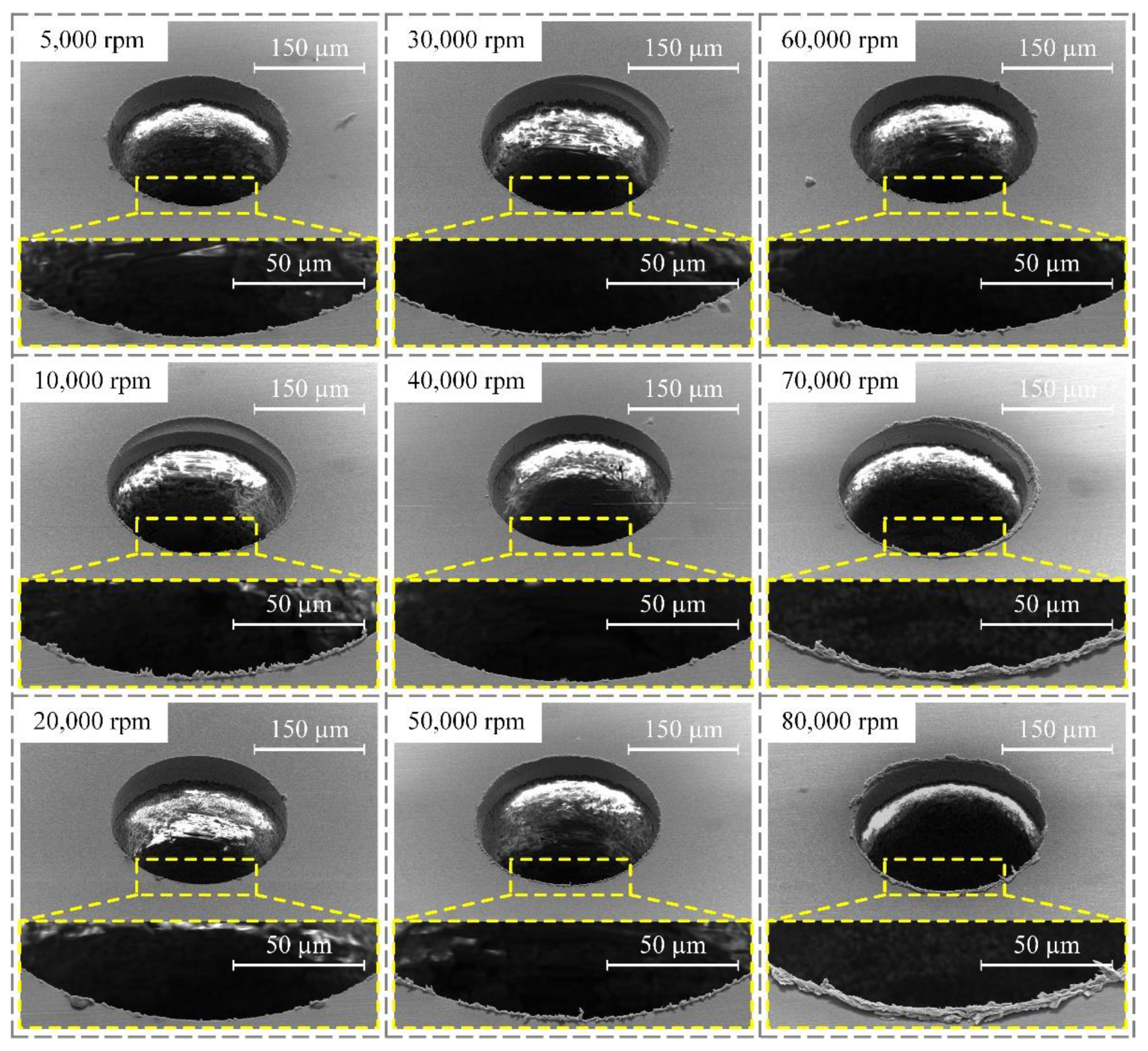
4.1. Influence of Spindle Speed on the Machining Quality of PCB Micro-Holes
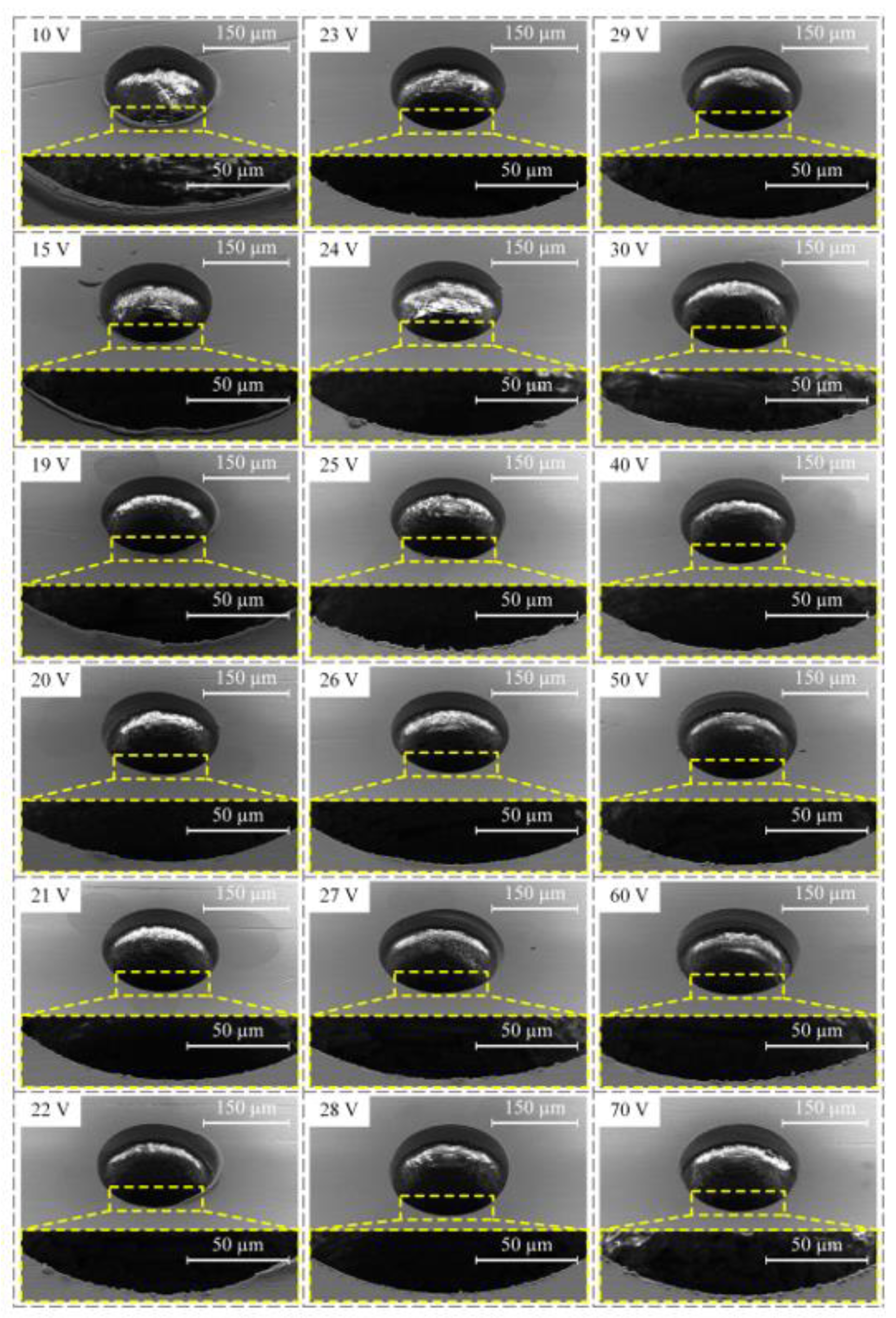
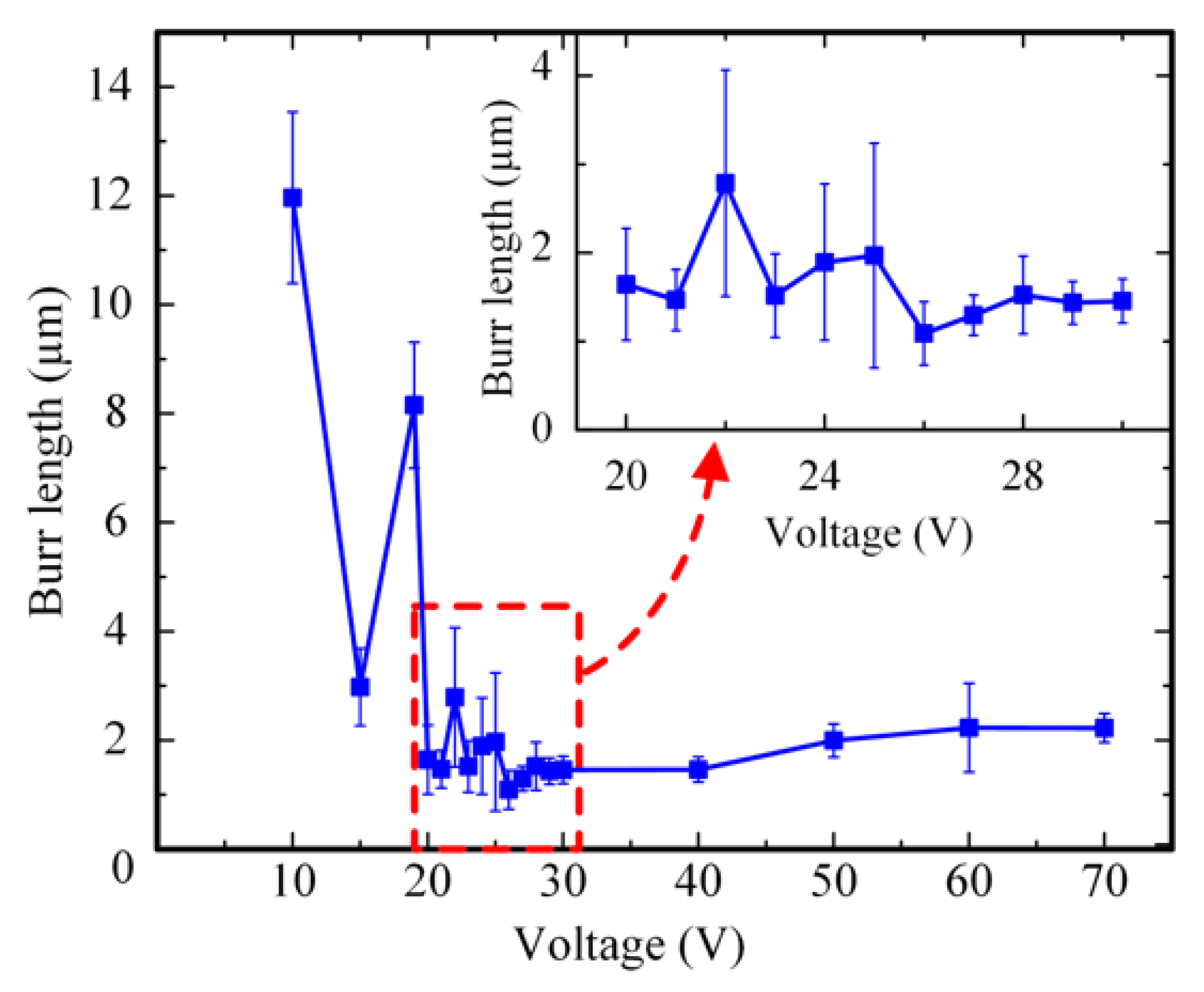
4.2. Influence of Machining Voltage on the Machining Quality of PCB Micro-Hole
4.3. Influence of Pulse Width and Duty Cycle on the Machining Quality of PCB Micro-Hole
5. Elimination of Hole Mouth Burr in Multilayer PCB Micro Hole Based on the Micro-EDM
6. Conclusions
- Distinct from mechanical drilling technology, micro-EDM is a non-contact machining technique. Under the action of high temperature generated from electric spark discharge, the first layer of copper foil can be directly eroded, thus effectively avoiding the generation of hole mouth burrs.
- Under the effects of 20,000 rpm spindle speed, 26 V machining voltage, 4 μs pulse width, 8 μs pulse interval, and 0.2 mm/s feed speed, a micro-bit with 200 μm diameter was used to machine micro-holes in PCB. From the machining results, it can be seen that the PCB micro-hole obtained by micro-EDM has good overall morphology, high quality of interior walls, and an average burr length of 0.96 μm.
- Compared with mechanical drilling, micro-EDM of PCB micro-holes can eliminate the hole mouth burr and improve the machining quality of the hole mouth. However, micro-EDM of PCB micro-holes requires more operation steps, which may increase the cost of manufacturing. When PCB micro-holes require good machining quality, micro-EDM is suggested for machining the PCB micro-hole.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shi, H.Y.; Liu, X.W.; Lou, Y. Materials and micro drilling of high frequency and high speed printed circuit board: A review. Int. J. Adv. Manuf. Technol. 2019, 100, 827–841. [Google Scholar] [CrossRef]
- Huang, L.X. Investigation of chip formation and burr control in PCB fixture hole. Circuit World 2015, 41, 61–69. [Google Scholar] [CrossRef]
- Li, Z.; Zheng, L.; Wang, C.; Huang, X.; Xie, J. Investigation of burr formation and its influence in micro-drilling hole of flexible printed circuit board. Circuit World 2020, 46, 221–228. [Google Scholar] [CrossRef]
- Tang, Z.; Huang, X.; Wang, C.; Liao, B.; Lin, D.; Yao, J.; Zheng, L. Micro-drilling characteristics of sequential glass fiber-reinforced resin-based/copper foil multi-layer sheets. Int. J. Adv. Manuf. Technol. 2020, 107, 399–410. [Google Scholar] [CrossRef]
- Liu, X.; Shi, H.; Huang, G.; Tao, S.; Gao, Z. Investigation on Drill Wear and Micro Hole Quality in High Speed Drilling of High Frequency Printed Circuit Board. IOP Conf. Ser. Mater. Sci. Eng. 2020, 825, 012034. [Google Scholar] [CrossRef]
- Sahoo, S.; Thakur, A.; Gangopadhyay, S. Application of Analytical Simulation on Various Characteristics of Hole Quality during Micro-Drilling of Printed Circuit Board. Mater. Manuf. Process. 2016, 31, 1927–1934. [Google Scholar] [CrossRef]
- Lin, D.T.; Wang, C.Y.; Huang, X.; Ke, Y.; Zheng, L.J. Cryogenic drilling of aluminum-based printed circuit boards: A review and analysis. Mach. Sci. Technol. 2020, 24, 321–339. [Google Scholar] [CrossRef]
- Ranjan, J.; Patra, K.; Szalay, T.; Mia, M.; Gupta, M.K.; Song, Q.; Krolczyk, G.; Chudy, R.; Pashnyov, V.A.; Pimenov, D.Y. Artificial Intelligence-Based Hole Quality Prediction in Micro-Drilling Using Multiple Sensors. Sensors 2020, 20, 885. [Google Scholar] [CrossRef]
- Lotfi, M.; Amini, S.; Al-Awady, I.Y. 3D numerical analysis of drilling process: Heat, wear, and built-up edge. Adv. Manuf. 2018, 6, 204–214. [Google Scholar] [CrossRef]
- Guo, M.C.; Wang, M.D.; Zhang, S.J.; Lin, Y.; Wang, X.Y.; Yin, Z.H.; Wang, X.B. Techniques for Femtosecond Laser Processing of Micro-Holes in FR-4 Copper Clad Laminate. Chin. J. Lasers Zhongguo Jiguang. 2020, 47, 1202008. [Google Scholar]
- Kim, K.R.; Cho, J.H.; Lee, N.Y.; Kim, H.J.; Cho, S.H.; Park, H.J.; Choi, B. High-precision and ultrafast UV laser system for next-generation flexible PCB drilling. J. Manuf. Syst. 2016, 38, 107–113. [Google Scholar] [CrossRef]
- Bellotti, M.; Qian, J.; Reynaerts, D. Process Fingerprint in Micro-EDM Drilling. Micromachines 2019, 10, 15. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.P.; Gu, L.; He, G.J. A review on conventional and nonconventional machining of SiC particle-reinforced aluminium matrix composites. Adv. Manuf. 2020, 8, 279–315. [Google Scholar] [CrossRef]
- Wu, Y.Y.; Huang, T.W.; Sheu, D.Y. Desktop Micro-EDM System for High-Aspect Ratio Micro-Hole Drilling in Tungsten Cemented Carbide by Cut-Side Micro-Tool. Micromachines 2020, 11, 14. [Google Scholar] [CrossRef]
- Wu, X.L.; Liu, Y.H.; Zhang, X.X.; Dong, H.; Zheng, C.; Zhang, F.; Sun, Q.; Jin, H.; Ji, R.J. Sustainable and high-efficiency green electrical discharge machining milling method. J. Clean Prod. 2020, 274, 11. [Google Scholar] [CrossRef]
- Zou, Z.X.; Guo, Z.N.; Huang, Q.M.; Yue, T.M.; Liu, J.W.; Chen, X.L. Precision EDM of Micron-Scale Diameter Hole Array Using in-Process Wire Electro-Discharge Grinding High-Aspect-Ratio Microelectrodes. Micromachines 2021, 12, 15. [Google Scholar]
- Zhang, Y.; Xie, B.C. Investigation on hole diameter non-uniformity of hole arrays by ultrasonic vibration-assisted EDM. Int. J. Adv. Manuf. Technol. 2021, 112, 3083–3091. [Google Scholar] [CrossRef]
- D’Urso, G.; Maccarini, G.; Merla, C. Process performance of micro-EDM drilling of stainless steel. Int. J. Adv. Manuf. Technol. 2014, 72, 1287–1298. [Google Scholar] [CrossRef]
- Zhang, Y.; Xia, W.W.; Li, Z.L.; Zhao, W.S. Completion detection and efficiency improvement for breakout stage of fast EDM drilling. Int. J. Adv. Manuf. Technol. 2021, 114, 1565–1574. [Google Scholar] [CrossRef]
- Anthuvan, R.N.; Krishnaraj, V.; Parthiban, M. Magnetic field-assisted electrical discharge machining of micro-holes on Ti-6Al-4V. Mater. Today-Proc. 2021, 39, 1688–1694. [Google Scholar] [CrossRef]
- Liu, Y.; Chang, H.; Zhang, W.C.; Ma, F.J.; Sha, Z.H.; Zhang, S.F. A Simulation Study of Debris Removal Process in Ultrasonic Vibration Assisted Electrical Discharge Machining (EDM) of Deep Holes. Micromachines 2018, 9, 22. [Google Scholar] [CrossRef] [PubMed]
- Ni, H.; Gong, H.; Dong, Y.H.; Fang, F.Z.; Wang, Y. A comparative investigation on hybrid EDM for drilling small deep holes. Int. J. Adv. Manuf. Technol. 2018, 95, 1465–1472. [Google Scholar] [CrossRef]
- Zheng, X.H.; Liu, Z.Q.; Wang, C.Y.; An, Q.L.; Chen, M. Experimental research on microburrs of high speed drilling of PCB using microdrill. Adv. Mater. Res. 2012, 497, 215–219. [Google Scholar] [CrossRef]
- Wyszynski, D.; Bizon, W.; Miernik, K. Electrodischarge Drilling of Microholes in c-BN. Micromachines 2020, 11, 11. [Google Scholar] [CrossRef]
- Chandrashekarappa, M.P.G.; Kumar, S.; Pimenov, D.Y.; Giasin, K. Experimental Analysis and Optimization of EDM Parameters on HcHcr Steel in Context with Different Electrodes and Dielectric Fluids Using Hybrid Taguchi-Based PCA-Utility and CRITIC-Utility Approaches. Metals 2021, 11, 419. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Diameter | 0.2 mm |
| Number of cutting edges | 2 |
| Length of cutting edge | 2.5 mm |
| Point angle | 130° |
| Process Parameters | Range of Process Parameters |
|---|---|
| Spindle speed | 1000–80,000 rpm |
| Machining voltage | 10–80 V |
| Pulse width | 1–10 μs |
| Duty cycle | 0.50; 0.33; 0.25 |
| Feed speed | 0.2 mm/s |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, X.; Xu, B.; Lei, J.; Wu, X.; Luo, F.; Fu, L. Elimination of Hole Mouth Burr in Multilayer PCB Micro-Hole by Using Micro-EDM. Micromachines 2021, 12, 688. https://doi.org/10.3390/mi12060688
Feng X, Xu B, Lei J, Wu X, Luo F, Fu L. Elimination of Hole Mouth Burr in Multilayer PCB Micro-Hole by Using Micro-EDM. Micromachines. 2021; 12(6):688. https://doi.org/10.3390/mi12060688
Chicago/Turabian StyleFeng, Xinke, Bin Xu, Jianguo Lei, Xiaoyu Wu, Feng Luo, and Lianyu Fu. 2021. "Elimination of Hole Mouth Burr in Multilayer PCB Micro-Hole by Using Micro-EDM" Micromachines 12, no. 6: 688. https://doi.org/10.3390/mi12060688
APA StyleFeng, X., Xu, B., Lei, J., Wu, X., Luo, F., & Fu, L. (2021). Elimination of Hole Mouth Burr in Multilayer PCB Micro-Hole by Using Micro-EDM. Micromachines, 12(6), 688. https://doi.org/10.3390/mi12060688