
Assessment of the Efficiency of Mechanical Grinding and Calcination Processes for Construction and Demolition Waste as Binder Replacement in Cement Pastes: Mechanical Properties Evaluation




Abstract
1. Introduction
2. Research Significance
3. Materials
3.1. Treatment of CDW
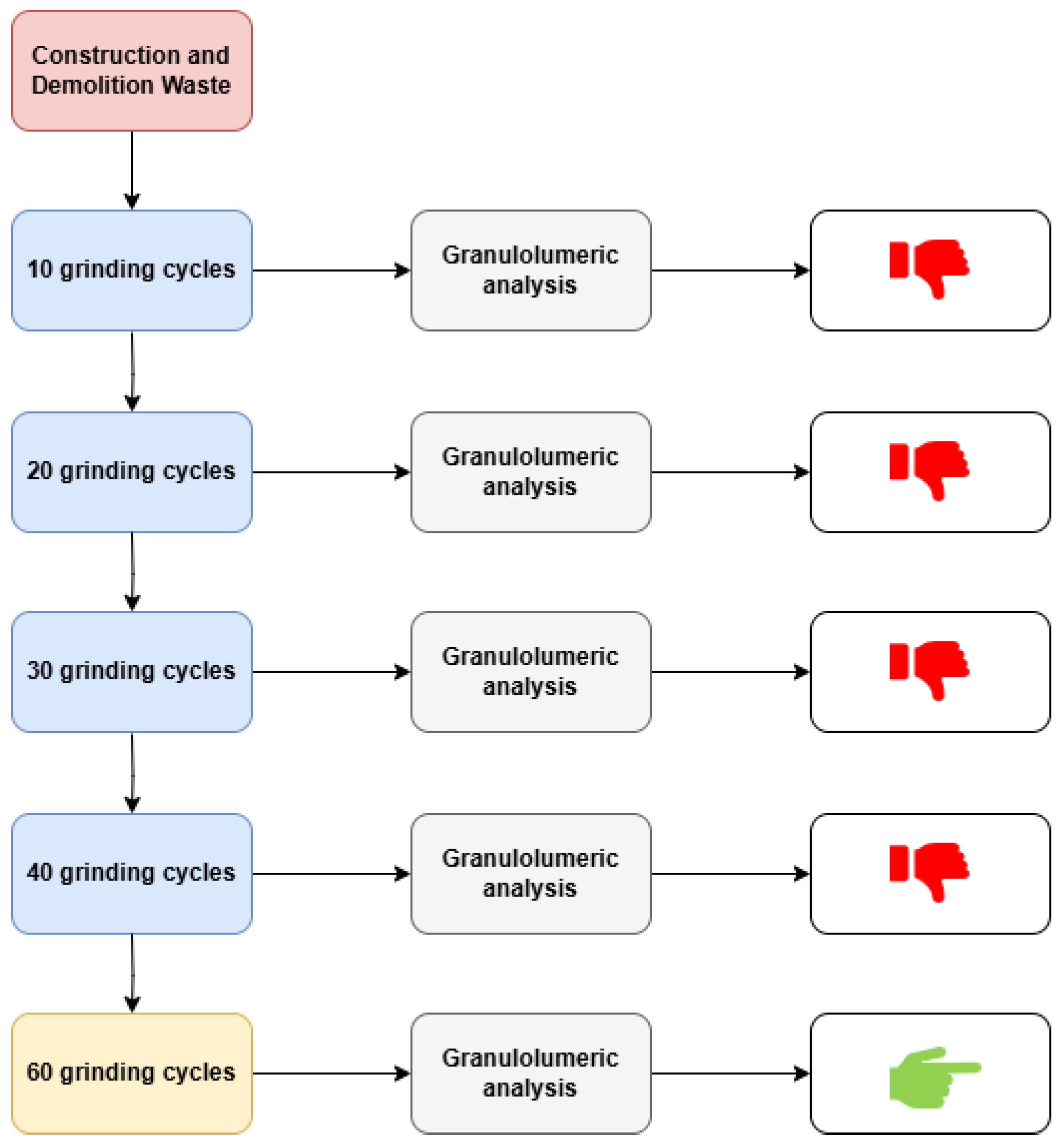
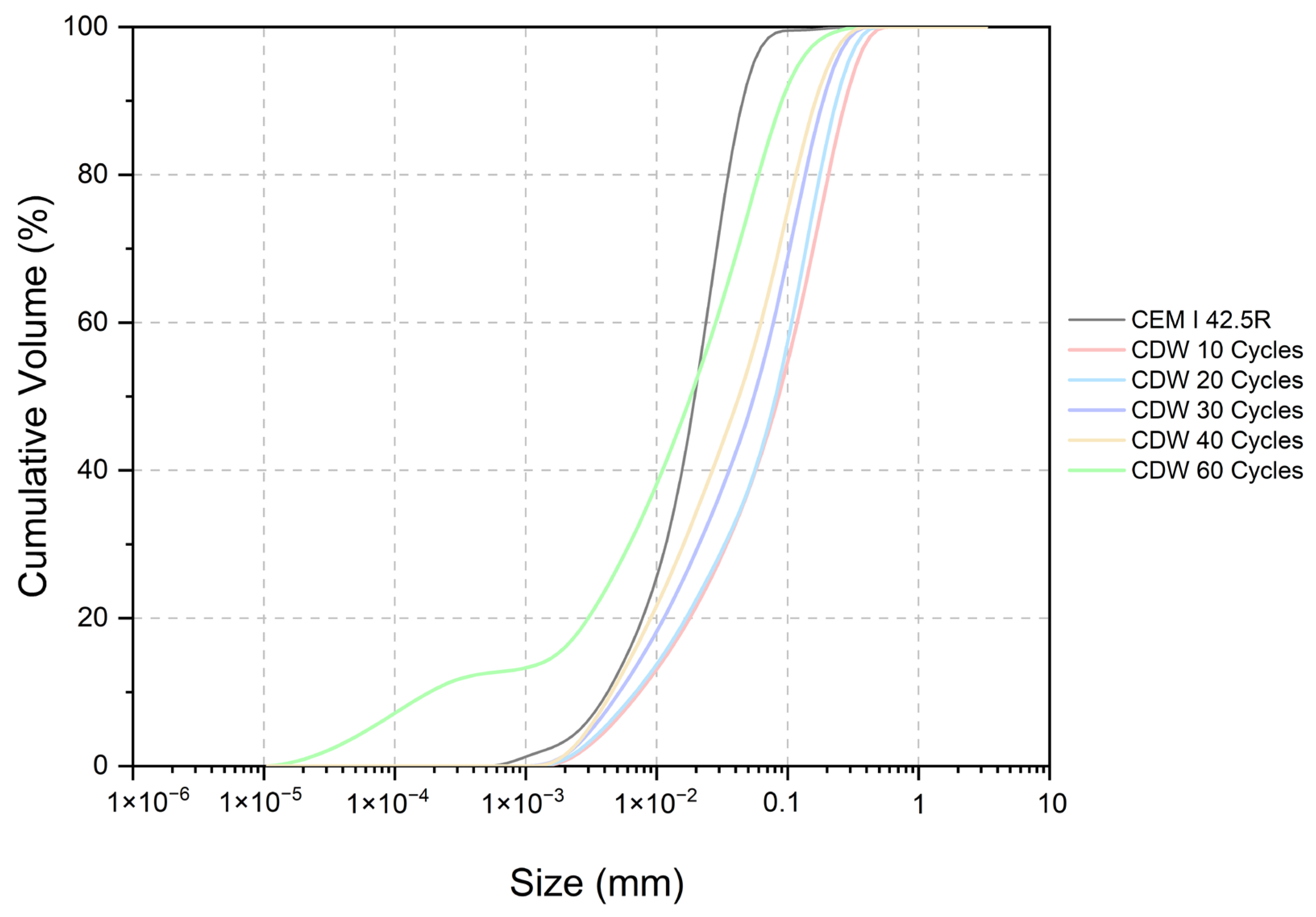
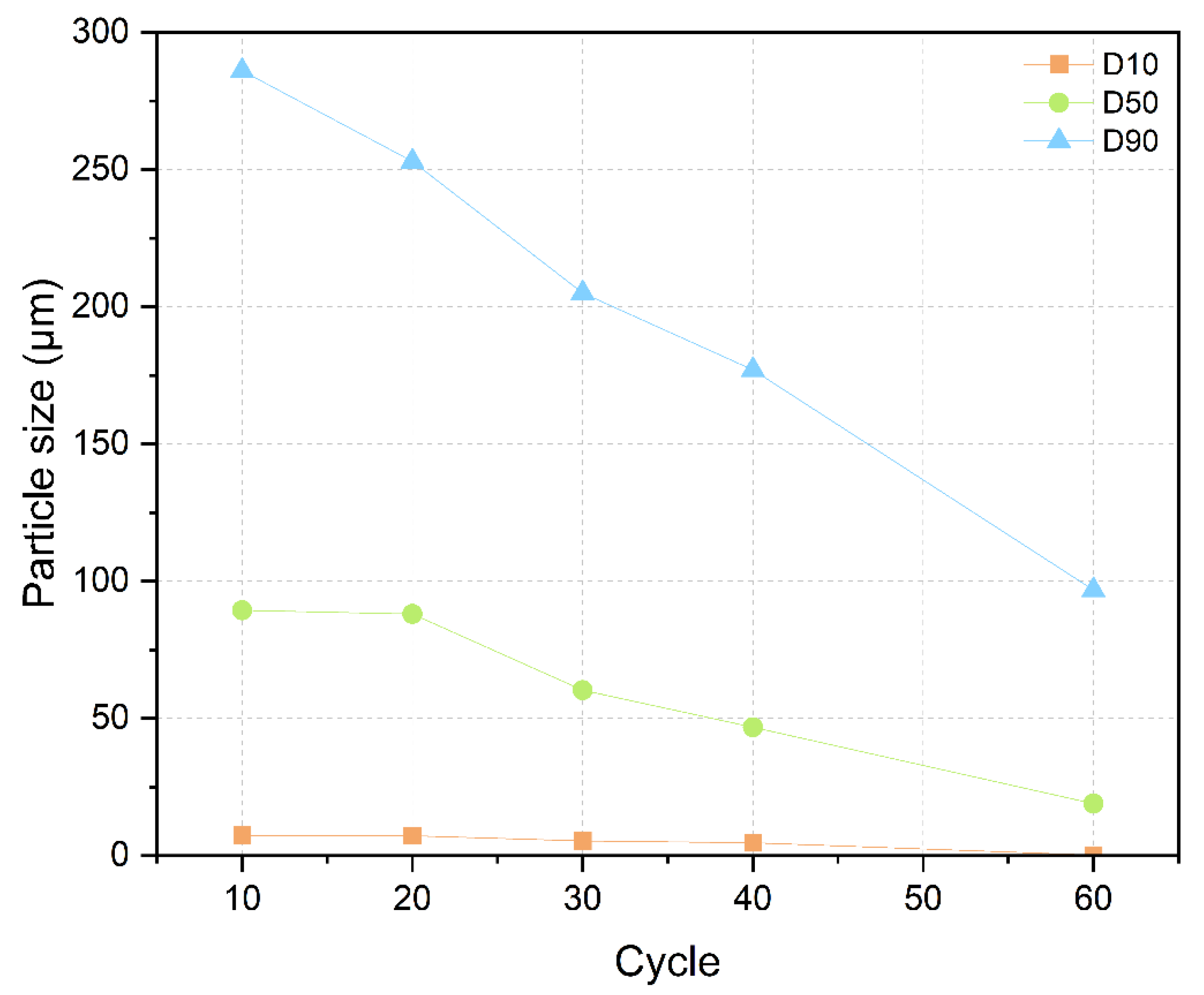
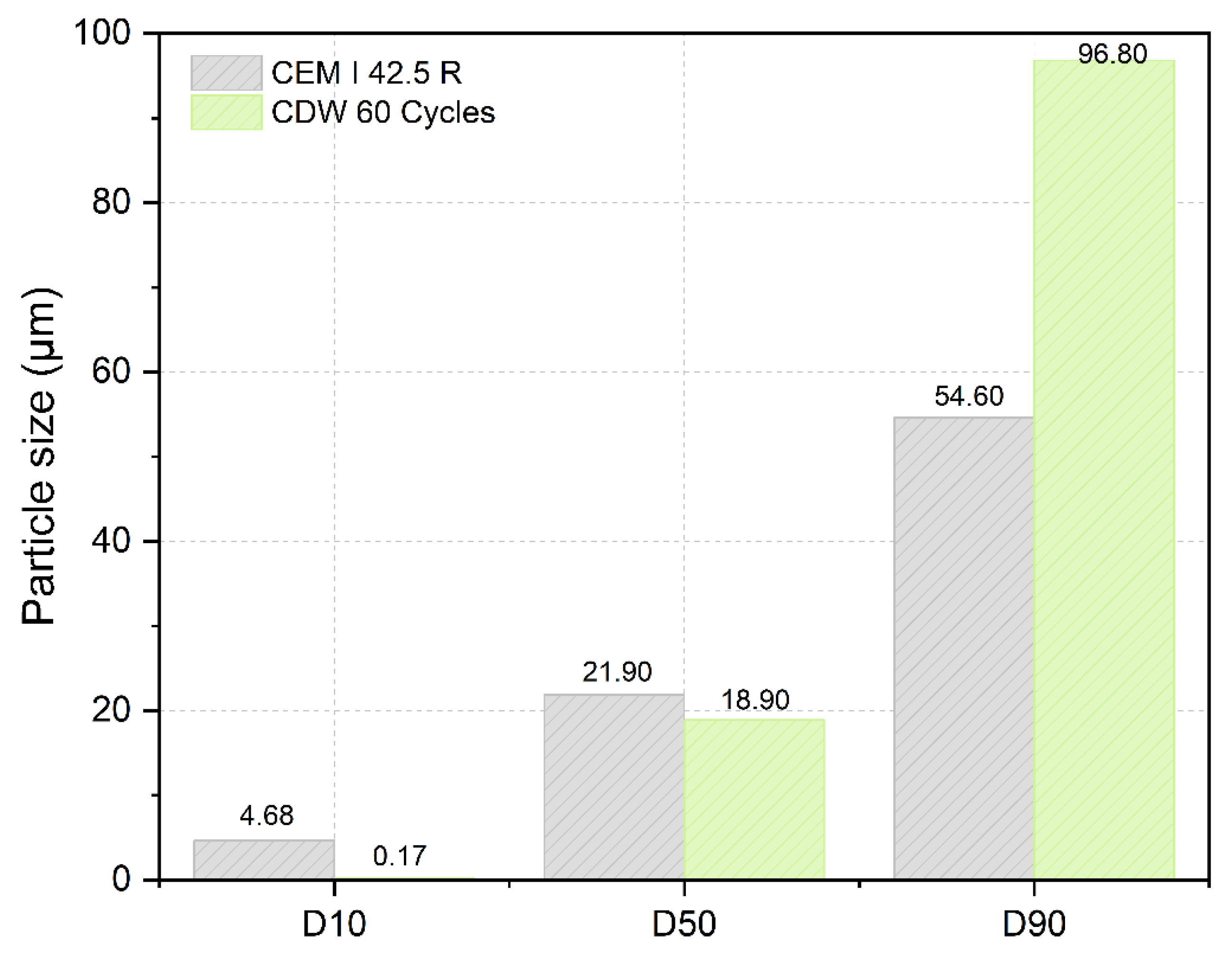
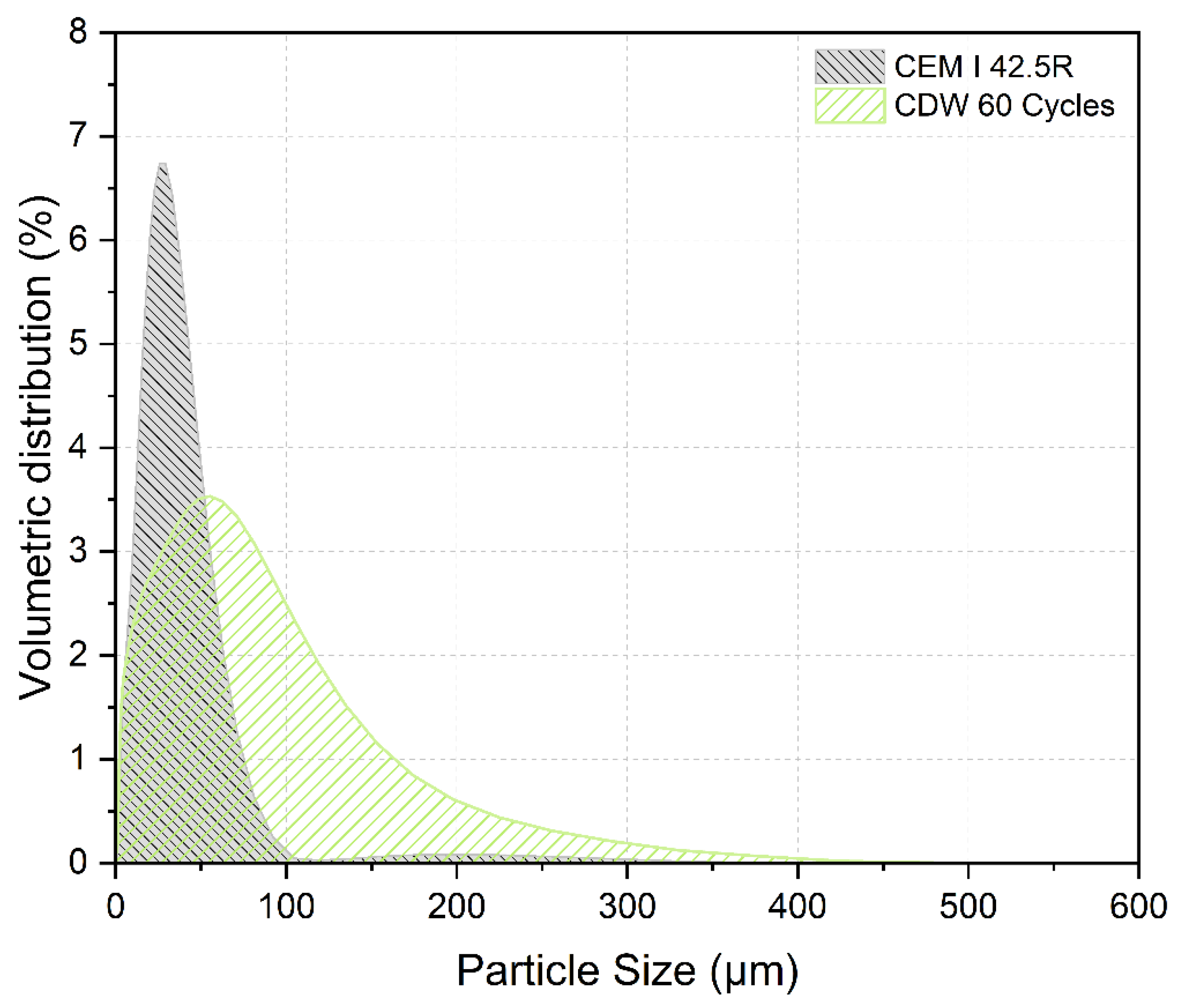
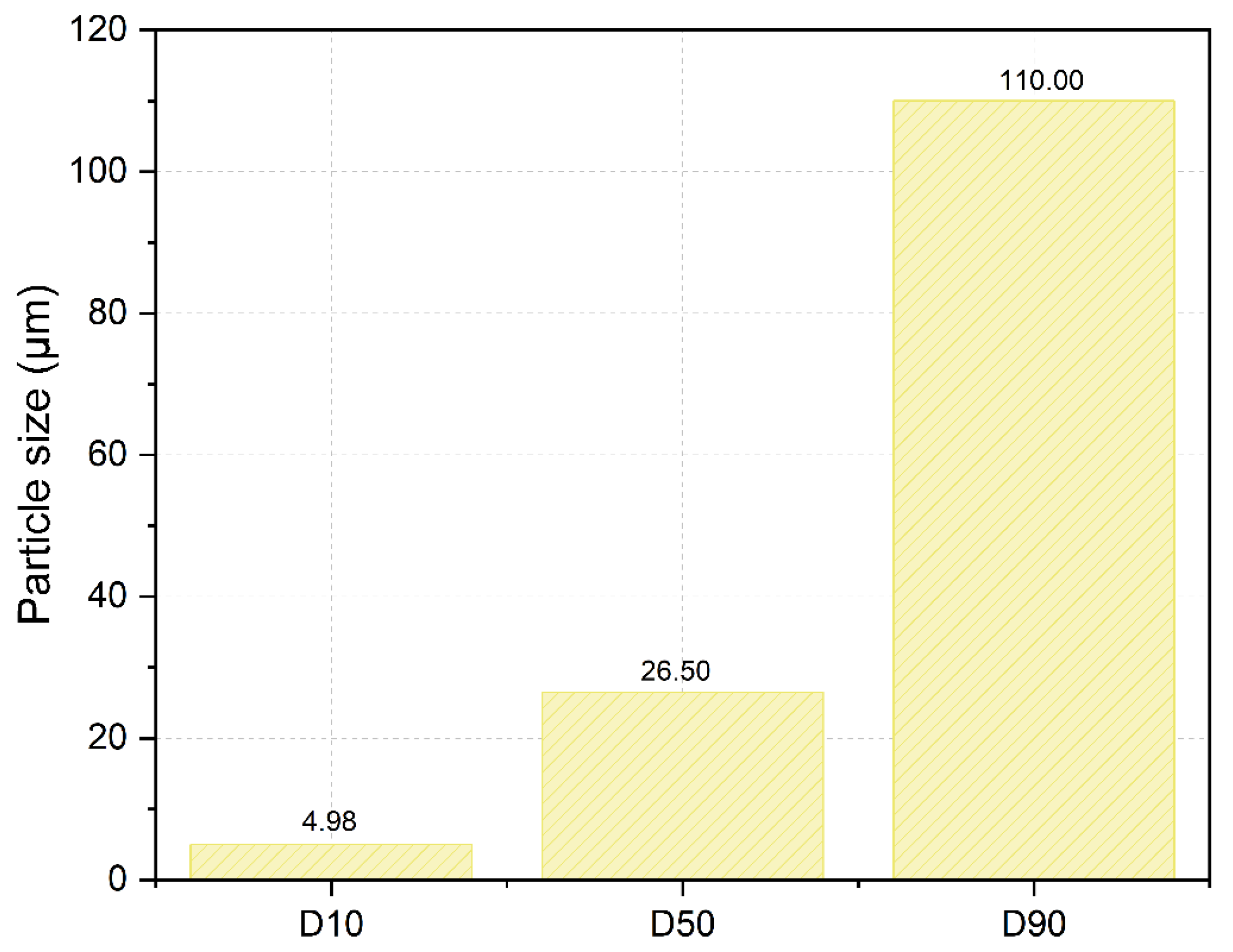
3.1.1. Mechanical Grinding of CDW
3.1.2. Thermal Treatment of CDW
3.2. Fly Ash
4. Experimental Details
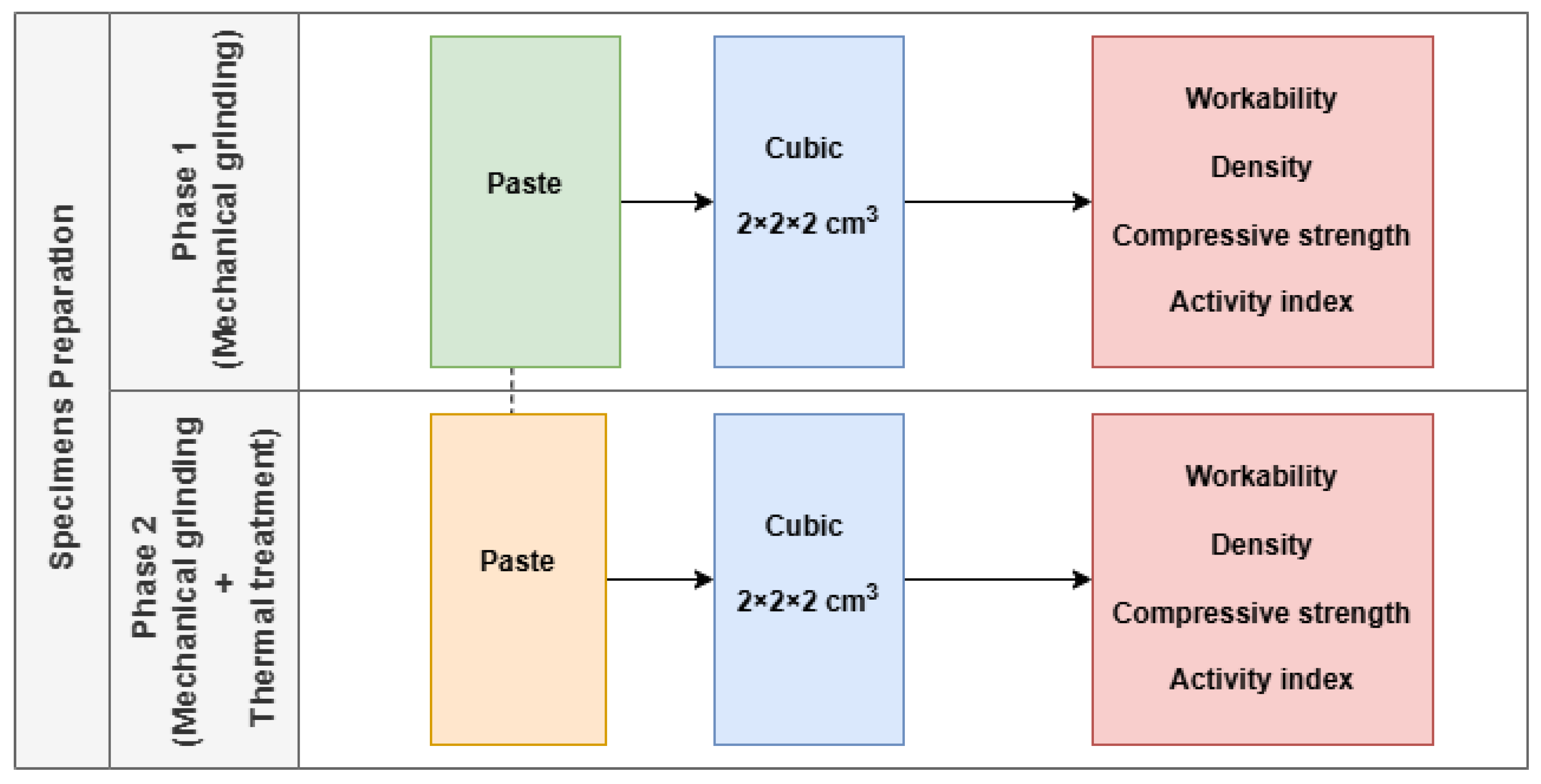
4.1. Specimen Preparation
4.2. Mixtures Design
4.3. Methods
5. Results and Discussion
5.1. Workability
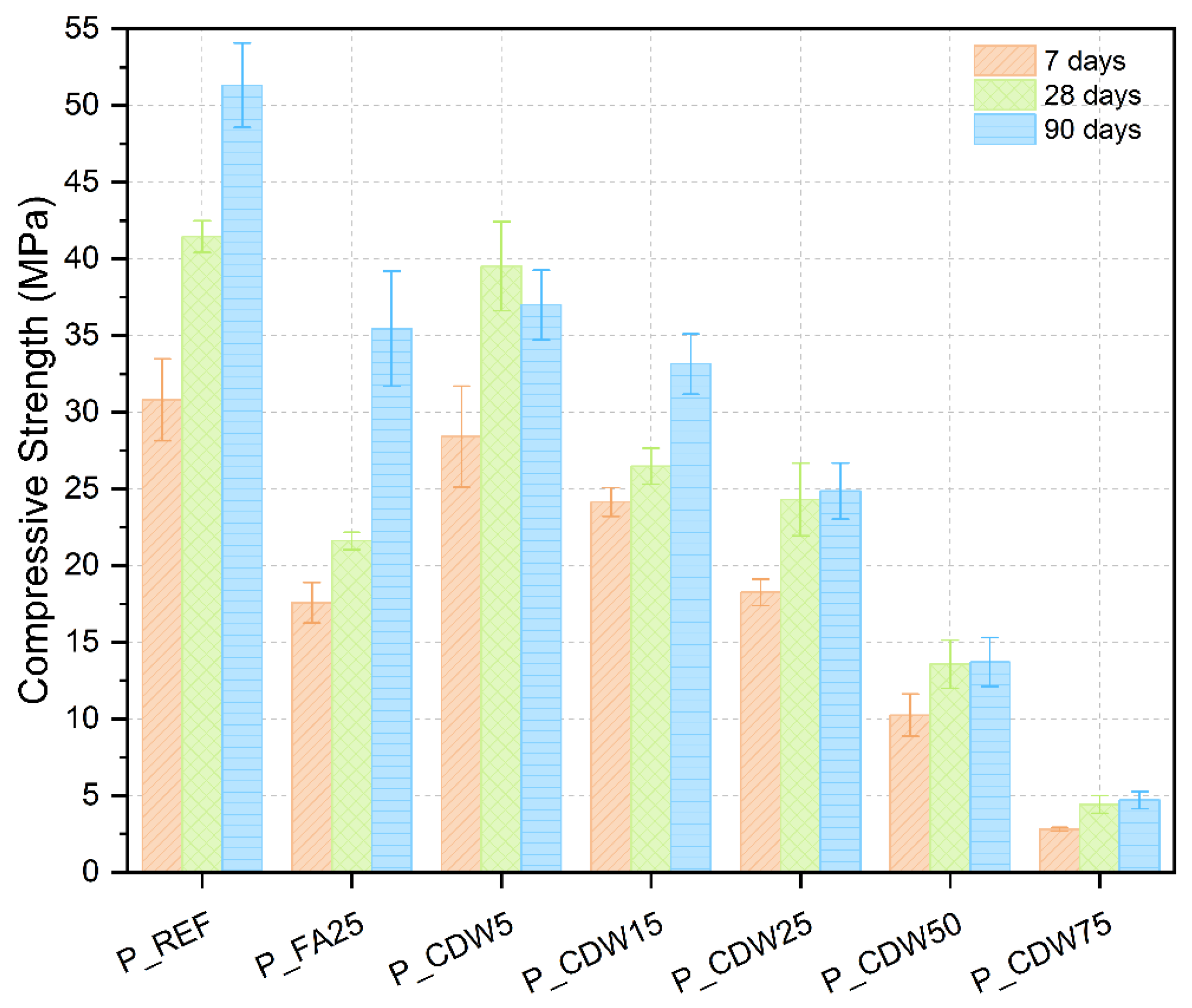
5.2. Compressive Strength
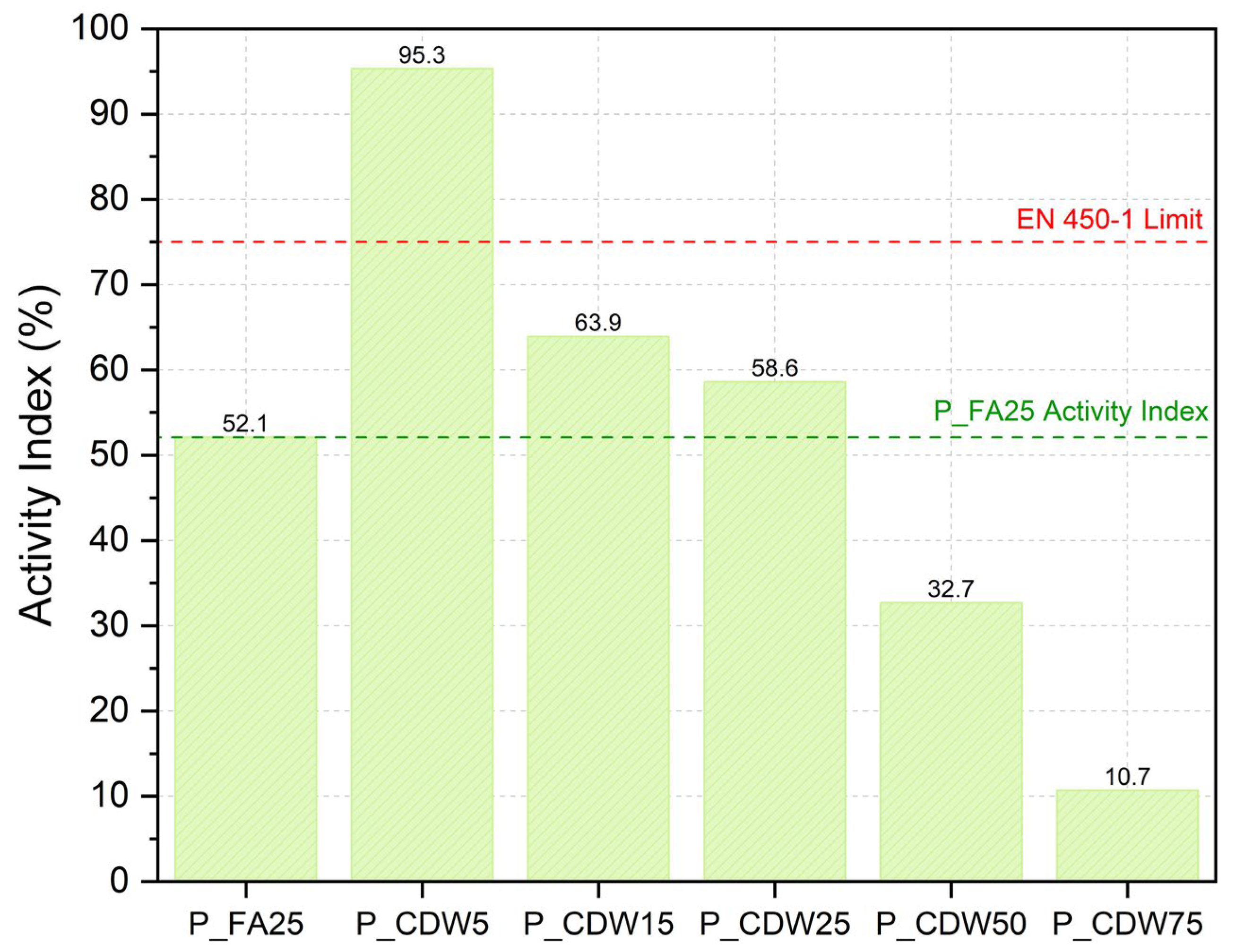
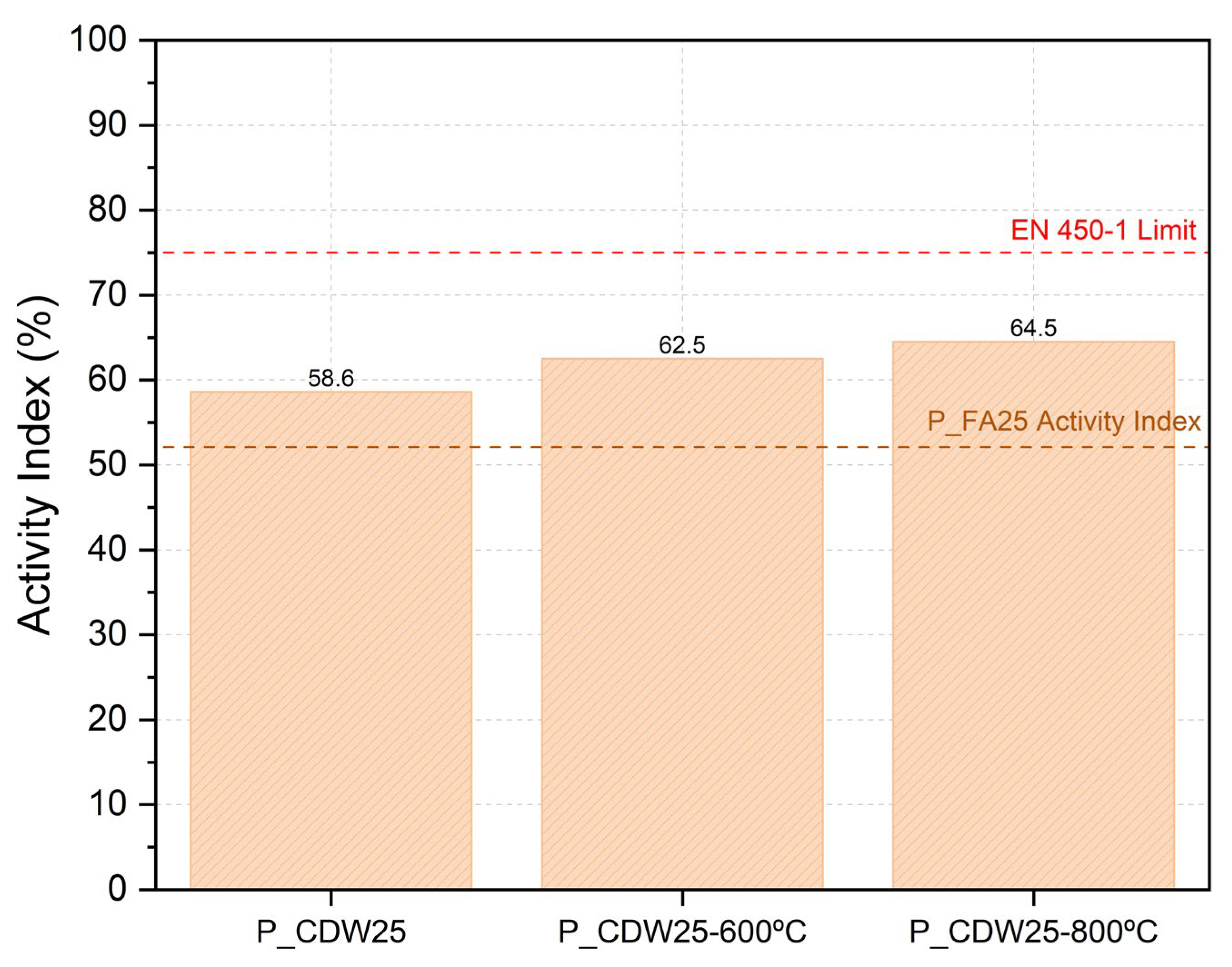
5.3. Strength Activity Index
6. Conclusions
- Treatment of CDW: The CDW grinding process was crucial to obtain a powder with an average particle size suitable for replacing the binder. The applied grinding process led through numerous grinding cycles to an increasingly smaller average particle size, making it possible to achieve an average particle size about 14% lower than that verified for cement. However, there was a huge change in the specific surface of the CDW particles, which presented a value much higher than that of cement. However, even though a specific mill was not used to obtain very fine particles, it was possible to obtain promising results and particles with the potential to replace cement. On the other hand, the calcination process applied to CDW proved to be effective, since the selected temperatures (600 °C and 800 °C) allow the decarbonation of calcium carbonate, as can be verified in the thermogravimetry tests.
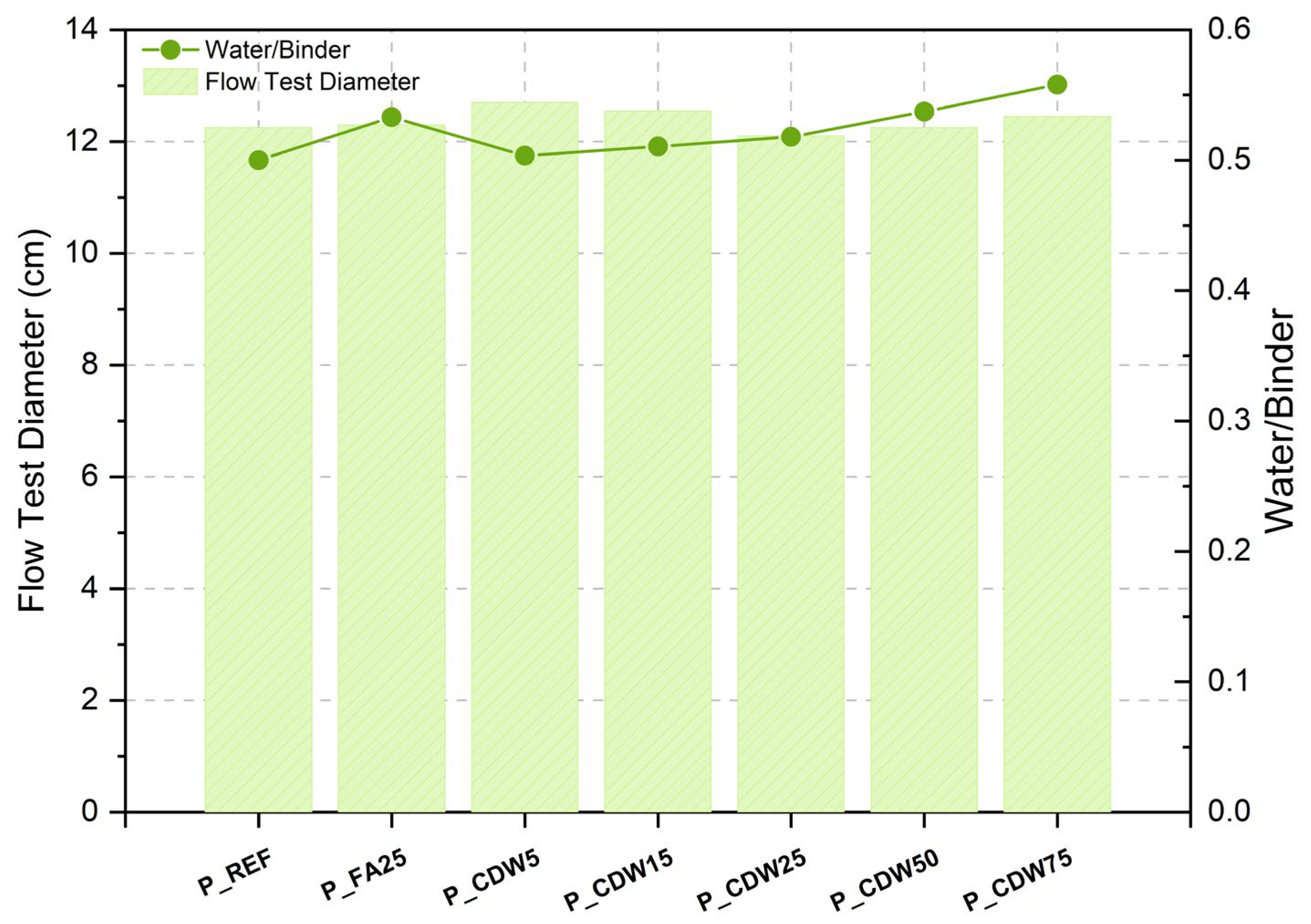
- Workability: The water–binder ratio of the pastes with the incorporation of CDW powder (non-calcined and calcined) revealed a slight increase with the incorporation of higher CDW content because of the smaller particle size and higher specific surface of CDW compared to cement particles.
- Compressive strength: The incorporation of a higher content of non-calcined CDW resulted in a decrease in the compressive strength of the studied pastes for all ages analyzed. This behavior is related to the lower cement content (dilution effect), which led to a lower formation of hydration products and a higher water–binder ratio. However, the incorporation of CDW up to an incorporation content of 25% in replacement of cement allowed us to obtain a behavior at 7 and 28 days very similar, and, in some cases (5% CDW and 15% CDW), even superior to that of the pastes produced with the incorporation of 25% of fly ash. On the other hand, the compressive strength of the pastes produced with the incorporation of 25% of CDW calcined at 600 °C and 800 °C, which proved to be a very effective treatment, since its mechanical performance was improved due to the CH decomposition into CaO and the CaCO3 decomposition into CaO, allowing the acceleration of the hydration reactions.
- Activity index: It was possible to verify that only the paste incorporating 5% of non-calcined CDW revealed an activity index higher than that specified by the EN 450-1 standard [48], that is, higher than 75%. It was possible to verify that higher CDW contents resulted in a lower activity index as a result of its lower compressive strength. However, up to an incorporation content equal to or greater than 25% CDW, the activity index observed was higher than that observed for pastes with the incorporation of 25% fly ash. On the other hand, the calcination process applied to CDW allowed us to obtain an activity index that was approximately 10% higher than the performance of non-calcined CDW because of CaCO3 decomposition into CaO, which may participate in a new hydration reaction.
6.1. Research Limitations and Challenges
6.2. Future Directions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Alwis, A.M.L.; Bazli, M.; Arashpour, M. Automated recognition of contaminated construction and demolition wood waste using deep learning. Resour. Conserv. Recycl. 2025, 219, 108278. [Google Scholar] [CrossRef]
- IEA. Global Status Report for Buildings and Construction; IEA: Paris, France, 2019. [Google Scholar]
- Khan, Z.A.; Balunaini, U.; Costa, S.; Nguyen, N. A review on sustainable use of recycled construction and demolition waste aggregates in pavement base and subbase layers. Clean. Mater. 2024, 13, 100266. [Google Scholar] [CrossRef]
- Chen, K.; Wang, J.; Yu, B.; Wu, H.; Zhang, J. Critical evaluation of construction and demolition waste and associated environmental impacts: A scientometric analysis. J. Clean. Prod. 2021, 287, 125071. [Google Scholar] [CrossRef]
- Kabirifar, K.; Mojtahedi, M.; Wang, C.; Tam, V.W. Construction and demolition waste management contributing factors coupled with reduce, reuse, and recycle strategies for effective waste management: A review. J. Clean. Prod. 2020, 263, 121265. [Google Scholar] [CrossRef]
- Jia, Z.; Aguiar, J.; Cunha, S.; Jesus, C. Green Thermal Aggregates: Influence of the Physical Properties of Recycled Aggregates with Phase Change Materials. Materials 2023, 16, 6267. [Google Scholar] [CrossRef]
- Li, T.; Nogueira, R.; de Brito, J.; Liu, J. A simple method to address the high water absorption of recycled aggregates in cementitious mixes. Constr. Build. Mater. 2024, 411, 134404. [Google Scholar] [CrossRef]
- Alsaif, A.S.; Alqarn, A.S. Characteristics of concrete incorporating construction and demolition waste aggregate and post-consumer tires rubber and steel fibers. Constr. Build. Mater. 2024, 435, 136820. [Google Scholar] [CrossRef]
- Zhang, M.; Liu, X.; Kong, L. Evaluation of carbon and economic benefits of producing recycled aggregates from construction and demolition waste. J. Clean. Prod. 2023, 425, 138946. [Google Scholar] [CrossRef]
- Baggio, T.F.; Possan, E.; Andrade, J.J.O. Physical-chemical characterization of construction and demolition waste powder with thermomechanical activation for use as supplementary cementitious material. Constr. Build. Mater. 2024, 437, 136907. [Google Scholar] [CrossRef]
- Meng, T.; Dai, D.; Jia, Y.; Ying, K.; Meng, R.; Hong, Y. Comparative study of nanomaterials activated recycled powders from demolition and decoration wastes as supplementary cementitious material. Case Stud. Constr. Mater. 2023, 19, 02543. [Google Scholar] [CrossRef]
- Tokareva, A.; Kaassamani, S.; Waldmann, D. Fine demolition wastes as Supplementary cementitious materials for CO2 reduced cement production. Constr. Build. Mater. 2023, 392, 131991. [Google Scholar] [CrossRef]
- Silva, S.R.; Oliveira Andrade, J.J. Investigation of mechanical properties and carbonation of concretes with construction and demolition waste and fly ash. Constr. Build. Mater. 2017, 153, 704–715. [Google Scholar] [CrossRef]
- Oliveira Andrade, J.J.; Possan, E.; Squiavon, J.Z.; Ortolan, T.L.P. Evaluation of mechanical properties and carbonation of mortars produced with construction and demolition waste. Constr. Build. Mater. 2018, 161, 70–83. [Google Scholar] [CrossRef]
- Liu, Q.; Tong, T.; Liu, S.; Yang, D.; Yu, Q. Investigation of using hybrid recycled powder from demolished concrete solids and clay bricks as a pozzolanic supplement for cement. Constr. Build. Mater. 2014, 73, 754–763. [Google Scholar] [CrossRef]
- Zhang, B.; Feng, Y.; Xie, J.; Dai, J.; Chen, W.; Xue, Z.; Li, L.; Li, Y.; Li, J. Effects of pretreated recycled powder substitution on mechanical properties and microstructures of alkali-activated cement. Constr. Build. Mater. 2023, 406, 133360. [Google Scholar] [CrossRef]
- Guo, Y.; Luo, L.; Liu, T.; Hao, L.; Li, Y.; Liu, P.; Zhu, T. A review of low-carbon technologies and projects for the global cement industry. J. Environ. Sci. 2023, 136, 682–697. [Google Scholar] [CrossRef] [PubMed]
- Barbhuiyaa, S.; Kanavaris, F.; Dasc, B.B.; Idrees, M. Decarbonising cement and concrete production: Strategies, challenges and pathways for sustainable development. J. Build. Eng. 2024, 86, 108861. [Google Scholar] [CrossRef]
- United Nations. Available online: https://unfccc.int/process-and-meetings/the-paris-agreement (accessed on 22 April 2025).
- Kaptan, K.; Cunha, S.; Aguiar, J. A Review: Construction and Demolition Waste as a Novel Source for CO2 Reduction in Portland Cement Production for Concrete. Sustainability 2024, 16, 585. [Google Scholar] [CrossRef]
- Tang, Q.; Ma, Z.; Wu, H.; Wang, W. The utilization of eco-friendly recycled powder from concrete and brick waste in new concrete: Acritical review. Cem. Concr. Compos. 2020, 114, 103807. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, C.; He, B.; Yi, S.; Tang, L. Recycling fine powder collected from construction and demolition wastes as partial alternatives to cement: A comprehensive analysis on effects, mechanism, cost and CO2 emission. J. Build. Eng. 2023, 71, 106507. [Google Scholar] [CrossRef]
- Duan, Z.; Hou, S.; Xiao, J.; Li, B. Study on the essential properties of recycled powders from construction and demolition waste. J. Clean. Prod. 2020, 253, 119865. [Google Scholar] [CrossRef]
- Wu, H.; Wang, C.; Ma, Z. Drying shrinkage, mechanical and transport properties of sustainable mortar with both recycled aggregate and powder from concrete waste. J. Build. Eng. 2022, 49, 104048. [Google Scholar] [CrossRef]
- Li, S.; Gao, J.; Li, Q.; Zhao, X. Investigation of using recycled powder from the preparation of recycled aggregate as a supplementary cementitious material. Constr. Build. Mater. 2021, 267, 120976. [Google Scholar] [CrossRef]
- Zhang, D.; Zhang, S.; Huang, B.; Yang, Q.; Li, J. Comparison of mechanical, chemical, and thermal activation methods on the utilisation of recycled concrete powder from construction and demolition waste. J. Build. Eng. 2022, 61, 105295. [Google Scholar] [CrossRef]
- Mucsi, G.; Halyag Papné, N.; Ulsen, C.; Figueiredo, P.O.; Kristály, F. Mechanical activation of construction and demolition waste in order to improve its pozzolanic reactivity. ACS Sustain. Chem. Eng. 2021, 9, 3416–3427. [Google Scholar] [CrossRef]
- Xiao, J.; Ma, Z.; Sui, T.; Akbarnezhad, A.; Duan, Z. Mechanical properties of concrete mixed with recycled powder produced from construction and demolition waste. J. Clean. Prod. 2018, 188, 720–731. [Google Scholar] [CrossRef]
- He, Z.H.; Han, X.D.; Zhang, M.Y.; Yuan, Q.; Shi, J.Y.; Zhan, P.M. A novel development of green UHPC containing waste concrete powder derived from construction and demolition waste. Powder Technol. 2022, 398, 117075. [Google Scholar] [CrossRef]
- Kaptan, K.; Cunha, S.; Aguiar, J. A Review of the Utilization of Recycled Powder from Concrete Waste as a Cement Partial Replacement in Cement-Based Materials: Fundamental Properties and Activation Methods. Appl. Sci. 2024, 14, 9775. [Google Scholar] [CrossRef]
- Rocha, J.H.A.; Toledo Filho, R.D. The utilization of recycled concrete powder as supplementary cementitious material in cement-based materials: A systematic literature review. J. Build. Eng. 2023, 76, 107319. [Google Scholar] [CrossRef]
- Mohammed, S. Processing, effect and reactivity assessment of artificial pozzolans obtained from clays and clay wastes: A review. Constr. Build. Mater. 2017, 140, 10–19. [Google Scholar] [CrossRef]
- Oliveira, D.R.B.; Leite, G.; Possan, E.; Marques Filho, J. Concrete powder waste as a substitution for Portland cement for environment-friendly cement production. Constr. Build. Mater. 2023, 397, 132382. [Google Scholar] [CrossRef]
- National Laboratory of Civil Engineering (LNEC). E 64. Cements—Determination of Density; National Laboratory of Civil Engineering (LNEC): Lisbon, Portugal, 1979. (In Portuguese) [Google Scholar]
- Pane, I.; Hansen, W. Investigation of blended cement hydration by isothermal calorimetry and thermal analysis. Cem. Constr. Res. 2005, 35, 1155–1164. [Google Scholar] [CrossRef]
- Singh, A.; Panghal, H.; Rath, D.K.; Kumar, R.; Chaudhhary, S. Evaluating the potential of oil seed extract ashes from niger, cotton, and flaxseed as sustainable supplementary cementitious materials. Sustain. Energy Technol. Assess. 2025, 76, 104285. [Google Scholar] [CrossRef]
- Jia, Z.; Cunha, S.; Aguiar, J.; Chen, B. Performance of concrete with demolition waste and PCM under high temperature ranges. Constr. Build. Mater. 2025, 472, 140975. [Google Scholar] [CrossRef]
- Zhang, Z.; Du, J.; Shi, M. Quantitative analysis of the calcium hydroxide content of eva-modified cement paste based on TG-DSC in a dual atmosphere. Materials 2025, 15, 2660. [Google Scholar] [CrossRef]
- Wang, C.; Chazallon, C.; Braymand, S.; Hornych, P. Influence of self-cementing properties on the mechanical behaviour of recycled concrete aggregates under monotonic loading. Constr. Build. Mater. 2023, 367, 130259. [Google Scholar] [CrossRef]
- Cunha, S.; Silva, M.; Aguiar, J. Behavior of cementitious mortars with direct incorporation of non-encapsulated phase change material after severe temperature exposure. Constr. Build. Mater. 2020, 230, 117011. [Google Scholar] [CrossRef]
- Teixeira, E.R.; Camões, A.; Branco, F.G. Synergetic effect of biomass fly ash on improvement of high-volume coal fly ash concrete properties. Constr. Build. Mater. 2022, 314, 125680. [Google Scholar] [CrossRef]
- Narmluk, M.; Nawa, T. Effect of fly ash on the kinetics of Portland cement hydration at different curing temperatures. Cem. Concr. Res. 2011, 41, 579–589. [Google Scholar] [CrossRef]
- Wang, X.-Y.; Lee, H.-S.; Park, K.-B. Simulation of low-calcium fly ash blended cement hydration. ACI Mater. J. 2009, 106, 167–175. [Google Scholar]
- Termkhajornkit, P.; Nawa, T.; Kurumisawa, K. Effect of water curing conditions on the hydration degree and compressive strengths of fly ash-cement paste. Cem. Concr. Compos. 2006, 28, 781–789. [Google Scholar] [CrossRef]
- NP EN 196-1; Methods of Testing Cement. Part 1: Determination of Strength. Portuguese Institute for Quality (IPQ): Lisbon, Portugal, 2017. (In Portuguese)
- EN 1015-3; Methods of Test for Mortar for Masonry-Part 3: Determination of Consistence of Fresh Mortar (By Flow Table). European Committee for Standardization (CEN): Brussels, Belgium, 2004.
- Wu, Y.; Mehdizadeh, H.; Mo, K.H.; Ling, T.C. High-temperature CO2 for accelerating the carbonation of recycled concrete fines. J. Build. Eng. 2022, 52, 104526. [Google Scholar] [CrossRef]
- NP EN 450-1; Fly Ash Concrete, Part 1: Definition, Specifications and Conformity Criteria. Portuguese Institute for Quality (IPQ): Lisbon, Portugal, 2012. (In Portuguese)
- Malladi, R.C.; Ajayan, A.; Chandran, G.; Selvaraj, T. Upcycling of construction and demolition waste: Recovery and reuse of binder and fine aggregate in cement applications to achieve circular economy. Clean. Eng. Technol. 2025, 24, 100864. [Google Scholar] [CrossRef]
- Horsakulthai, V. Effect of recycled concrete powder on strength, electrical resistivity, and water absorption of self-compacting mortars. Case Stud. Constr. Mater. 2021, 15, 00725. [Google Scholar] [CrossRef]
- GB/T 17671–1999; Method of Testing Cements—Determination of Strength. National Stabdard of the People’s Republic of China: Beijing, China, 1999.
- GB/T 1596–2017; Fly Ash Used for Cement and Concrete. National Stabdard of the People’s Republic of China: Beijing, China, 2017.
- ASTM C311; Standard Test Methods for Sampling and Testing Fly Ash or Natural Pozzolans for Use in Portland-Cement Concrete. American Society for Testing and Materials: West Conshohocken, PA, USA, 2021.
- NBR 12653; Pozzolanic Materials—Requirements. Brazilian Association of Technical Standards: Rio de Janeiro, Brazil, 2015. (In Portuguese)
- Lima, D.O.; Lira, D.S.; Rojas, M.F.; Savastano Junior, H. Assessment of the potential use of construction and demolition waste (CDW) fines as eco-pozzolan in binary and ternary cements. Constr. Build. Mater. 2024, 411, 134320. [Google Scholar] [CrossRef]
- Liu, R.; Feng, M.; Liu, Z.; Yuan, L.; Tao, G.; Yu, Z.; Meng, X.; Chen, J. An innovative structural energy storage solution using fly ash-cement composites for net-zero energy buildings. Cem. Concr. Compos. 2025, 157, 105960. [Google Scholar] [CrossRef]
- He, X.; Zheng, Z.; Yang, J.; Su, Y.; Wang, T.; Strnadel, B. Feasibility of incorporating autoclaved aerated concrete waste for cement replacement in sustainable building materials. J. Clean. Prod. 2020, 250, 119455. [Google Scholar] [CrossRef]
- Moon, D.-J.; Moon, H.-Y.; Kim, Y.-B. Fundamental properties of mortar containing waste concrete powder. Geosyst. Eng. 2005, 8, 95–100. [Google Scholar] [CrossRef]
- Wu, H.; Liang, C.; Xiao, J.; Xu, J.; Ma, Z. Early-age behavior and mechanical properties of cement-based materials with various types and fineness of recycled powder. Struct. Concr. 2022, 23, 1253–1272. [Google Scholar] [CrossRef]
- Wu, H.; Yang, D.; Xu, J.; Liang, C.; Ma, Z. Water transport and resistance improvement for the cementitious composites with eco-friendly powder from various concrete wastes. Constr. Build. Mater. 2021, 290, 123247. [Google Scholar] [CrossRef]
- Cunha, S.; Aguiar, J.; Ferreira, V. Mortars with Incorporation of Phase Change Materials for Thermal Rehabilitation. Int. J. Archit. Herit. 2017, 11, 339–348. [Google Scholar] [CrossRef]
- Cantero, B.; Bravo, M.; Brito, J.; del Bosque, I.S.; Medina, C. Mechanical behaviour of structural concrete with ground recycled concrete cement and mixed recycled aggregate. J. Clean. Prod. 2020, 275, 122913. [Google Scholar] [CrossRef]
- Wang, L.; Wang, J.; Wang, H.; Fang, Y.; Shen, W.; Chen, P.; Xu, Y. Eco-friendly treatment of recycled concrete fines as supplementary cementitious materials. Constr. Build. Mater. 2022, 322, 126491. [Google Scholar] [CrossRef]
- Kabay, N.; Tufekci, M.M.; Kizilkanat, A.B.; Oktay, D. Properties of concrete with pumice powder and fly ash as cement replacement materials. Constr. Build. Mater. 2015, 85, 1–8. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Jaturapitakkul, C.; Sinsiri, T. Effect of fly ash fineness on compressive strength and pore size of blended cement paste. Cem. Concr. Compos. 2005, 27, 425–428. [Google Scholar] [CrossRef]
- EN 197-1; Cement—Part 1: Composition, Specifications and Compliance Criteria for Current Cements. European Committee for Standardization (CEN): Brussels, Belgium, 2011.
- Vashistha, P.; Oinam, Y.; Kim, H.; Pyo, S. Effect of thermo-mechanical activation of waste concrete powder (WCP) on the characteristics of cement mixtures. Constr. Build. Mater. 2023, 362, 129713. [Google Scholar] [CrossRef]
- Bogas, J.A.; Carriço, A.; Pereira, M.F.C. Mechanical characterization of thermal activated low-carbon recycled cement mortars. J. Clean. Prod. 2019, 218, 377–389. [Google Scholar] [CrossRef]
- Real, S.; Carriço, A.; Bogas, J.A.; Guedes, M. Influence of the treatment temperature on the microstructure and hydration behavior of thermoactivated recycled cement. Materials 2020, 13, 3937. [Google Scholar] [CrossRef]
- Wu, H.; Xu, J.; Yang, D.; Ma, Z. Utilizing thermal activation treatment to improve the properties of waste cementitious powder and its newmade cementitious materials. J. Clean. Prod. 2021, 322, 129074. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density (kg/m3) |
|---|---|
| Cement | 3142 |
| CDW Powder | 2707 |
| Phase | Paste | Cement (g) | Fly Ash (g) | CDW Powder (g) | Water (g) |
|---|---|---|---|---|---|
| 1 | P_REF | 175.98 | 0.00 | 0.00 | 87.99 |
| P_FA25 | 131.99 | 33.10 | 0.00 | 87.99 | |
| P_CDW5 | 167.18 | 0.00 | 7.58 | 87.99 | |
| P_CDW15 | 149.58 | 0.00 | 22.74 | 87.99 | |
| P_CDW25 | 131.99 | 0.00 | 37.90 | 87.99 | |
| P_CDW50 | 87.99 | 0.00 | 75.81 | 87.99 | |
| P_CDW75 | 44.00 | 0.00 | 113.71 | 87.99 | |
| 2 | P_CDW25-600 °C | 131.99 | 0.00 | 37.50 | 87.99 |
| P_CDW25-800 °C | 131.99 | 0.00 | 37.50 | 87.99 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cunha, S.; Kaptan, K.; Hardy, E.; Aguiar, J. Assessment of the Efficiency of Mechanical Grinding and Calcination Processes for Construction and Demolition Waste as Binder Replacement in Cement Pastes: Mechanical Properties Evaluation. Sustainability 2025, 17, 5248. https://doi.org/10.3390/su17125248
Cunha S, Kaptan K, Hardy E, Aguiar J. Assessment of the Efficiency of Mechanical Grinding and Calcination Processes for Construction and Demolition Waste as Binder Replacement in Cement Pastes: Mechanical Properties Evaluation. Sustainability. 2025; 17(12):5248. https://doi.org/10.3390/su17125248
Chicago/Turabian StyleCunha, Sandra, Kubilay Kaptan, Erwan Hardy, and José Aguiar. 2025. "Assessment of the Efficiency of Mechanical Grinding and Calcination Processes for Construction and Demolition Waste as Binder Replacement in Cement Pastes: Mechanical Properties Evaluation" Sustainability 17, no. 12: 5248. https://doi.org/10.3390/su17125248
APA StyleCunha, S., Kaptan, K., Hardy, E., & Aguiar, J. (2025). Assessment of the Efficiency of Mechanical Grinding and Calcination Processes for Construction and Demolition Waste as Binder Replacement in Cement Pastes: Mechanical Properties Evaluation. Sustainability, 17(12), 5248. https://doi.org/10.3390/su17125248