


Continuous Hydrothermal Carbonization of Olive Pomace and Orange Peels for the Production of Pellets as an Intermediate Energy Carrier

 , , ,
, , ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Feedstock
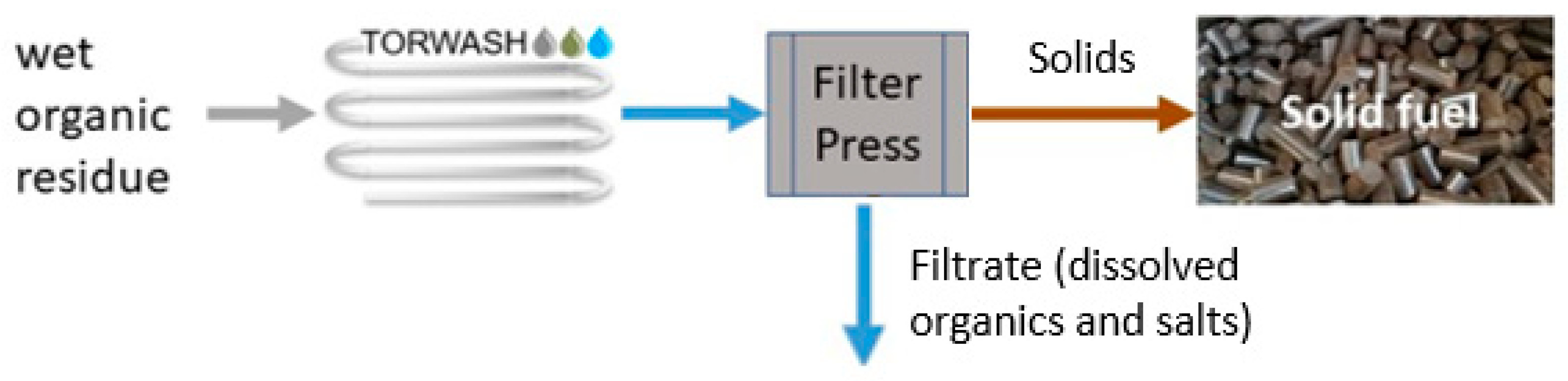
2.2. TORWASH Process
2.3. Lab-Scale Batch Experiments
2.4. Pilot-Scale Continuous-Flow Experiments
2.5. Dewatering Experiments
2.6. Pellet Production and Mechanical Durability Determination
2.7. Analyses
3. Results and Discussion
3.1. Feedstock Analysis
3.2. Batch Experiments
3.3. Pilot-Scale Continuous-Flow Experiments
3.3.1. Optimization
3.3.2. Long-Duration Operation
3.4. Hydrochar Quality and Combustion Potential
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Deepak, K.R.; Mohan, S.; Dinesha, P.; Balasubramanian, R. CO2 uptake by activated hydrochar derived from orange peel (Citrus reticulata): Influence of carbonization temperature. J. Environ. Manag. 2023, 342, 118350. [Google Scholar] [CrossRef]
- Lei, Q.; Kannan, S.; Raghavan, V. Uncatalyzed and acid-aided microwave hydrothermal carbonization of orange peel waste. Waste Manag. 2021, 126, 106–118. [Google Scholar] [CrossRef]
- Satira, A.; Paone, E.; Bressi, V.; Iannazzo, D.; Marra, F.; Calabrò, P.S.; Mauriello, F.; Espro, C. Hydrothermal Carbonization as Sustainable Process for the Complete Upgrading of Orange Peel Waste into Value-Added Chemicals and Bio-Carbon Materials. Appl. Sci. 2021, 11, 10983. [Google Scholar] [CrossRef]
- Volpe, M.; Wust, D.; Merzari, F.; Lucian, M.; Andreottola, G.; Kruse, A.; Fiori, L. One stage olive mill waste streams valorisation via hydrothermal carbonisation. Waste Manag. 2018, 80, 224–234. [Google Scholar] [CrossRef]
- Manhongo, T.T.; Chimphango, A.F.A.; Thornley, P.; Röder, M. Current status and opportunities for fruit processing waste biorefineries. Renew. Sustain. Energy Rev. 2022, 155, 111823. [Google Scholar] [CrossRef]
- Paini, J.; Benedetti, V.; Ail, S.S.; Castaldi, M.J.; Baratieri, M.; Patuzzi, F. Valorization of Wastes from the Food Production Industry: A Review Towards an Integrated Agri-Food Processing Biorefinery. Waste Biomass Valorization 2021, 13, 31–50. [Google Scholar] [CrossRef]
- Ortiz-Sanchez, M.; Solarte-Toro, J.C.; Orrego-Alzate, C.E.; Acosta-Medina, C.D.; Cardona-Alzate, C.A. Integral use of orange peel waste through the biorefinery concept: An experimental, technical, energy, and economic assessment. Biomass Convers. Biorefin. 2020, 11, 645–659. [Google Scholar] [CrossRef]
- Ipiales, R.P.; de la Rubia, M.A.; Diaz, E.; Mohedano, A.F.; Rodriguez, J.J. Integration of Hydrothermal Carbonization and Anaerobic Digestion for Energy Recovery of Biomass Waste: An Overview. Energy Fuels 2021, 35, 17032–17050. [Google Scholar] [CrossRef]
- Wiedner, K.; Naisse, C.; Rumpel, C.; Pozzi, A.; Wieczorek, P.; Glaser, B. Chemical modification of biomass residues during hydrothermal carbonization—What makes the difference, temperature or feedstock? Org. Geochem. 2013, 54, 91–100. [Google Scholar] [CrossRef]
- Khan, M.A.; Hameed, B.H.; Siddiqui, M.R.; Alothman, Z.A.; Alsohaimi, I.H. Hydrothermal Conversion of Food Waste to Carbonaceous Solid Fuel-A Review of Recent Developments. Foods 2022, 11, 4036. [Google Scholar] [CrossRef]
- Volpe, M.; Fiori, L. From olive waste to solid biofuel through hydrothermal carbonisation: The role of temperature and solid load on secondary char formation and hydrochar energy properties. J. Anal. Appl. Pyrolysis 2017, 124, 63–72. [Google Scholar] [CrossRef]
- Pauline, A.L.; Joseph, K. Hydrothermal carbonization of organic wastes to carbonaceous solid fuel—A review of mechanisms and process parameters. Fuel 2020, 279, 118472. [Google Scholar] [CrossRef]
- Cavali, M.; Libardi Junior, N.; de Sena, J.D.; Woiciechowski, A.L.; Soccol, C.R.; Belli Filho, P.; Bayard, R.; Benbelkacem, H.; de Castilhos Junior, A.B. A review on hydrothermal carbonization of potential biomass wastes, characterization and environmental applications of hydrochar, and biorefinery perspectives of the process. Sci. Total Environ. 2023, 857, 159627. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, J.; Qian, J.; Zhao, Y.; Wang, T.; Zhai, Y. Biowaste hydrothermal carbonization for hydrochar valorization: Skeleton structure, conversion pathways and clean biofuel applications. Bioresour. Technol. 2021, 324, 124686. [Google Scholar] [CrossRef]
- Cao, L.; Zhang, X.; Xu, Y.; Xiang, W.; Wang, R.; Ding, F.; Hong, P.; Gao, B. Straw and wood based biochar for CO2 capture: Adsorption performance and governing mechanisms. Sep. Purif. Technol. 2022, 287, 120592. [Google Scholar] [CrossRef]
- Sharma, H.B.; Sarmah, A.K.; Dubey, B. Hydrothermal carbonization of renewable waste biomass for solid biofuel production: A discussion on process mechanism, the influence of process parameters, environmental performance and fuel properties of hydrochar. Renew. Sustain. Energy Rev. 2020, 123, 109761. [Google Scholar] [CrossRef]
- Bhakta Sharma, H.; Panigrahi, S.; Dubey, B.K. Food waste hydrothermal carbonization: Study on the effects of reaction severities, pelletization and framework development using approaches of the circular economy. Bioresour. Technol. 2021, 333, 125187. [Google Scholar] [CrossRef]
- Busch, D.; Stark, A.; Kammann, C.I.; Glaser, B. Genotoxic and phytotoxic risk assessment of fresh and treated hydrochar from hydrothermal carbonization compared to biochar from pyrolysis. Ecotoxicol. Environ. Saf. 2013, 97, 59–66. [Google Scholar] [CrossRef]
- Yao, Z.; Ma, X.; Lin, Y. Effects of hydrothermal treatment temperature and residence time on characteristics and combustion behaviors of green waste. Appl. Therm. Eng. 2016, 104, 678–686. [Google Scholar] [CrossRef]
- Saqib, N.U.; Baroutian, S.; Sarmah, A.K. Physicochemical, structural and combustion characterization of food waste hydrochar obtained by hydrothermal carbonization. Bioresour. Technol. 2018, 266, 357–363. [Google Scholar] [CrossRef]
- Mäkelä, M.; Benavente, V.; Fullana, A. Hydrothermal carbonization of lignocellulosic biomass: Effect of process conditions on hydrochar properties. Appl. Energy 2015, 155, 576–584. [Google Scholar] [CrossRef]
- Ischia, G.; Cutillo, M.; Guella, G.; Bazzanella, N.; Cazzanelli, M.; Orlandi, M.; Miotello, A.; Fiori, L. Hydrothermal carbonization of glucose: Secondary char properties, reaction pathways, and kinetics. Chem. Eng. J. 2022, 449, 137827. [Google Scholar] [CrossRef]
- Volpe, M.; Picone, A.; Luz, F.C.; Mosonik, M.C.a.; Volpe, R.; Messineo, A. Potential pitfalls on the scalability of laboratory-based research for hydrothermal carbonization. Fuel 2022, 315, 123189. [Google Scholar] [CrossRef]
- Xiao, K.; Liu, H.; Li, Y.; Yi, L.; Zhang, X.; Hu, H.; Yao, H. Correlations between hydrochar properties and chemical constitution of orange peel waste during hydrothermal carbonization. Bioresour. Technol. 2018, 265, 432–436. [Google Scholar] [CrossRef]
- Lu, X.; Berge, N.D. Influence of feedstock chemical composition on product formation and characteristics derived from the hydrothermal carbonization of mixed feedstocks. Bioresour. Technol. 2014, 166, 120–131. [Google Scholar] [CrossRef]
- Hansen, L.J.; Fendt, S.; Spliethoff, H. Comparison of Fuels and Effluents Originating from Washing and Hydrothermal Carbonisation of Residual Biomass. Waste Biomass Valorization 2021, 13, 2321–2333. [Google Scholar] [CrossRef]
- Wang, T.; Zhai, Y.; Zhu, Y.; Gan, X.; Zheng, L.; Peng, C.; Wang, B.; Li, C.; Zeng, G. Evaluation of the clean characteristics and combustion behavior of hydrochar derived from food waste towards solid biofuel production. Bioresour. Technol. 2018, 266, 275–283. [Google Scholar] [CrossRef]
- Djandja, O.S.; Liew, R.K.; Liu, C.; Liang, J.; Yuan, H.; He, W.; Feng, Y.; Lougou, B.G.; Duan, P.G.; Lu, X.; et al. Catalytic hydrothermal carbonization of wet organic solid waste: A review. Sci. Total Environ. 2023, 873, 162119. [Google Scholar] [CrossRef]
- Wu, S.; Wang, Q.; Fang, M.; Wu, D.; Cui, D.; Pan, S.; Bai, J.; Xu, F.; Wang, Z. Hydrothermal carbonization of food waste for sustainable biofuel production: Advancements, challenges, and future prospects. Sci. Total Environ. 2023, 897, 165327. [Google Scholar] [CrossRef]
- Benavente, V.; Calabuig, E.; Fullana, A. Upgrading of moist agro-industrial wastes by hydrothermal carbonization. J. Anal. Appl. Pyrolysis 2015, 113, 89–98. [Google Scholar] [CrossRef]
- Koçer, A.T.; Özçimen, D.; Gökalp, İ. An experimental study on the combustion behaviours of orange peel-based solid biofuels. Biomass Convers. Biorefin. 2023. [Google Scholar] [CrossRef]
- Espro, C.; Satira, A.; Mauriello, F.; Anajafi, Z.; Moulaee, K.; Iannazzo, D.; Neri, G. Orange peels-derived hydrochar for chemical sensing applications. Sens. Actuators B Chem. 2021, 341, 130016. [Google Scholar] [CrossRef]
- Basakcilardan Kabakci, S.; Baran, S.S. Hydrothermal carbonization of various lignocellulosics: Fuel characteristics of hydrochars and surface characteristics of activated hydrochars. Waste Manag. 2019, 100, 259–268. [Google Scholar] [CrossRef]
- Fernandez, M.E.; Ledesma, B.; Roman, S.; Bonelli, P.R.; Cukierman, A.L. Development and characterization of activated hydrochars from orange peels as potential adsorbents for emerging organic contaminants. Bioresour. Technol. 2015, 183, 221–228. [Google Scholar] [CrossRef]
- Surup, G.R.; Leahy, J.J.; Timko, M.T.; Trubetskaya, A. Hydrothermal carbonization of olive wastes to produce renewable, binder-free pellets for use as metallurgical reducing agents. Renew. Energy 2020, 155, 347–357. [Google Scholar] [CrossRef]
- Deb Abhi, T.; Norouzi, O.; Macdermid-Watts, K.; Heidari, M.; Tasnim, S.; Dutta, A. Miscanthus to Biocarbon for Canadian Iron and Steel Industries: An Innovative Approach. Energies 2021, 14, 4493. [Google Scholar] [CrossRef]
- Liang, W.; Nanou, P.; Wray, H.; Zhang, J.; Lundstrom, I.; Lundqvist, S.; Wang, C. Feasibility Study of Bio-Sludge Hydrochar as Blast Furnace Injectant. Sustainability 2022, 14, 5510. [Google Scholar] [CrossRef]
- Khalaf, N.; Leahy, J.J.; Kwapinski, W. Phosphorus recovery from hydrothermal carbonization of organic waste: A review. J. Chem. Technol. Biotechnol. 2023, 98, 2365–2377. [Google Scholar] [CrossRef]
- Aragón-Briceño, C.I.; Pozarlik, A.K.; Bramer, E.A.; Niedzwiecki, L.; Pawlak-Kruczek, H.; Brem, G. Hydrothermal carbonization of wet biomass from nitrogen and phosphorus approach: A review. Renew. Energy 2021, 171, 401–415. [Google Scholar] [CrossRef]
- Gimenez, M.; Rodríguez, M.; Montoro, L.; Sardella, F.; Rodríguez-Gutierrez, G.; Monetta, P.; Deiana, C. Two phase olive mill waste valorization. Hydrochar production and phenols extraction by hydrothermal carbonization. Biomass Bioenergy 2020, 143, 105875. [Google Scholar] [CrossRef]
- Motavaf, B.; Dean, R.A.; Nicolas, J.; Savage, P.E. Hydrothermal carbonization of simulated food waste for recovery of fatty acids and nutrients. Bioresour. Technol. 2021, 341, 125872. [Google Scholar] [CrossRef]
- Azzaz, A.A.; Jeguirim, M.; Kinigopoulou, V.; Doulgeris, C.; Goddard, M.L.; Jellali, S.; Matei Ghimbeu, C. Olive mill wastewater: From a pollutant to green fuels, agricultural and water source and bio-fertilizer—Hydrothermal carbonization. Sci. Total Environ. 2020, 733, 139314. [Google Scholar] [CrossRef]
- Missaoui, A.; Bostyn, S.; Belandria, V.; Cagnon, B.; Sarh, B.; Gökalp, I. Hydrothermal carbonization of dried olive pomace: Energy potential and process performances. J. Anal. Appl. Pyrolysis 2017, 128, 281–290. [Google Scholar] [CrossRef]
- Azzaz, A.A.; Matei Ghimbeu, C.; Jellai, S.; El-Bassi, L.; Jeguirim, M. Olive Mill by-Products Thermochemical Conversion via Hydrothermal Carbonization and Slow Pyrolysis: Detailed Comparison between the Generated Hydrochars and Biochars Characteristics. Processes 2022, 10, 231. [Google Scholar] [CrossRef]
- Donar, Y.O.; Çağlar, E.; Sınağ, A. Preparation and characterization of agricultural waste biomass based hydrochars. Fuel 2016, 183, 366–372. [Google Scholar] [CrossRef]
- Balmuk, G.; Cay, H.; Duman, G.; Kantarli, I.C.; Yanik, J. Hydrothermal carbonization of olive oil industry waste into solid fuel: Fuel characteristics and combustion performance. Energy 2023, 278, 127803. [Google Scholar] [CrossRef]
- González-Arias, J.; Sánchez, M.E.; Cara-Jiménez, J.; Baena-Moreno, F.M.; Zhang, Z. Hydrothermal carbonization of biomass and waste: A review. Environ. Chem. Lett. 2021, 20, 211–221. [Google Scholar] [CrossRef]
- Zijlstra, D.S.; Cobussen-Pool, E.; Slort, D.J.; Visser, M.; Nanou, P.; Pels, J.R.; Wray, H.E. Development of a Continuous Hydrothermal Treatment Process for Efficient Dewatering of Industrial Wastewater Sludge. Processes 2022, 10, 2702. [Google Scholar] [CrossRef]
- Shah, S.; Dijkstra, J.W.; Wray, H. Process evaluation of mild hydrothermal carbonization to convert wet biomass residue streams into intermediate bioenergy carriers. Biomass Bioenergy 2023, 181, 107036. [Google Scholar] [CrossRef]
- EN 15104; Solid Biofuels—Determination of Total Content of Carbon, Hydrogen and Nitrogen—Instrumental Methods. Stichting Koninklijk Nederlands Normalisatie Insitituut: Delft, The Netherlands, 2011.
- EN 14775; Solid Biofuels—Determination of Ash Content. Stichting Koninklijk Nederlands Normalisatie Insitituut: Delft, The Netherlands, 2009.
- EN 14918; Solid Biofuels—Determination of Calorific Value. Stichting Koninklijk Nederlands Normalisatie Insitituut: Delft, The Netherlands, 2009.
- EN 15148; Solid Biofuels—Determination of the Content of Volatile Matter. Stichting Koninklijk Nederlands Normalisatie Insitituut: Delft, The Netherlands, 2010.
- NEN 6963; Milieu Ontsluiting voor de Bepaling van 30 Geselecteerde Elementen Met Salpeterzuur, Waterstoffluoride en Perchloorzuur. Stichting Koninklijk Nederlands Normalisatie Insitituut: Delft, The Netherlands, 2003.
- NEN 6966; Analyse Van Geselecteerde Elementen in Water, Eluaten en Destruaten—Atomaire-Emissie-Spectrometrie Met Inducatief Gekoppeld Plasma. Stichting Koninklijk Nederlands Normalisatie Insitituut: Delft, The Netherlands, 2005.
- NEN-EN-ISO-10304-1; Water Quality—Determination of Dissolved Anions by Liquid Chromatography of Ions. International Organization for Standardization: Geneva, Switzerland, 2023.
- EN-ISO-21404:2020-06; Solid Biofuels—Determination of Ash Melting Behaviour. International Organization for Standardization: Geneva, Switzerland, 2020.
- EN-ISO-18122:2015-11; Solid Biofuels—Determination of Ash Content. International Organization for Standardization: Geneva, Switzerland, 2015.
- Kabadayi Catalkopru, A.; Kantarli, I.C.; Yanik, J. Effects of spent liquor recirculation in hydrothermal carbonization. Bioresour. Technol. 2017, 226, 89–93. [Google Scholar] [CrossRef]
- ENplus. ENplus Handbook, Quality Certification Scheme; ENplus: Brussels, Belgium, 2015. [Google Scholar]
- TNO. Phylis2, Database for (Treated) Biomass, Algae, Feedstocks for Biogas Production and Biochar; TNO Biobased and Circular Technologies: Brussels, Belgium, 2022. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
| Parameter | Olive Pomace | Orange Peels |
|---|---|---|
| pH | 4.70 | 3.78 |
| Conductivity (mS/cm) | 5.93 | 1.45 |
| Dry matter content (%) | 19.6 | 20.0 |
| Moisture content (%) | 80.4 | 80.0 |
| Ash content, 815 °C (% db) | 2.8 | 2.6 |
| Volatile matter (% db) | 82.7 | 78.9 |
| HHV (MJ/kg) | 25.8 | 16.4 |
| C (% db) | 56.9 | 41.3 |
| H (% db) | 7.6 | 6.2 |
| N (% db) | 2.1 | 0.9 |
| O (% db) | 30.8 | 46.9 |
| S (mg/kg) | 1600 | 730 |
| F (mg/kg) | <10 | <10 |
| Cl (mg/kg) | 1800 | 820 |
| Br (mg/kg) | <10 | <10 |
| Temperature (°C) | Solid Yield (wt%) | Dry Matter Content (%) | pH | Conductivity (mS/cm) |
|---|---|---|---|---|
| Olive pomace | 4.70 | 5.93 | ||
| Microclave | ||||
| 170 | 48 | 63 | 4.48 | 8.41 |
| 180 | 49 | 61 | 4.49 | 8.89 |
| 190 | 46 | 63 | 4.40 | 8.94 |
| 200 | 38 | 66 | 4.39 | 9.2 |
| Autoclave | ||||
| 190 | 47 | 68 | 4.35 | 8.01 |
| Temperature (°C) | Solid Yield (wt%) | Dry Matter Content (%) | pH | Conductivity (mS/cm) |
|---|---|---|---|---|
| Orange peel | 3.78 | 1.45 | ||
| Diluted | 3.96 | 1.30 | ||
| Microclave | ||||
| 170 | 35 | 57 | 3.92 | n.d. |
| 180 | 33 | 60 | 3.90 | n.d. |
| Autoclave | ||||
| 170 | 45 | 56 | 3.89 | 2.93 |
| 180 | 37 | 59 | 3.77 | 2.83 |
| Temperature (°C) | Solid Yield (wt%) | Dry Matter Content (%) | pH |
|---|---|---|---|
| Olive pomace | |||
| 185 | 49 | 60 | n.d. |
| 195 | 44 | 64 | n.d. |
| Orange peel | 3.96 a | ||
| 180 | Not pressable | ||
| 185 | 32 b | 50 | 3.90 |
| 190 | 36 b | 56 | 3.91 |
| 200 | 41 b | 57 | 3.82 |
| Source | Dry Matter Content (wt%) | pH | Conductivity (mS/cm) | COD (g/L O2) | Total Nitrogen (mg/L) | (PO4)3− (mg/L) |
|---|---|---|---|---|---|---|
| Feedstock | 4.63 | 5.17 | 4.29 | 24.6 | 26 | 199.5 |
| Product slurry | 3.99 | 4.70 | 5.18 | 32.0 | 309 | 248.8 |
| Filtrate | 1.87 | 4.66 | 5.12 | 29.3 | 301 | 231.8 |
| Source | Dry Matter Content (wt%) | pH | Conductivity (mS/cm) | COD (g/L O2) | Total Nitrogen (mg/L) | (PO4)3− (mg/L) |
|---|---|---|---|---|---|---|
| Feedstock | 3.25 | 3.63 | 1.69 | 51.3 | 376 | 118.6 |
| Product slurry | 2.39 | 4.16 | 2.59 | 48.3 | 445 | 83.5 |
| Filtrate | 1.31 | 4.19 | 2.63 | 44.9 | 406 | 90.7 |
| Olive Pomace | Orange Peel | |||
|---|---|---|---|---|
| Feedstock | Hydrochar | Feedstock | Hydrochar | |
| Ash content, 815 °C (% db) | 7.9 | 1.3 | 5.0 | 2.2 |
| Volatile matter (% db) | 75.2 | 83.6 | 75.6 | 74.7 |
| HHV (MJ/kg) | 23.0 | 29.2 | 18.4 | 22.1 |
| Element | ||||
| C (% db) | 53.3 | 63.8 | 47.0 | 56.3 |
| N (% db) | 1.3 | 1.5 | 2.1 | 2.0 |
| H (% db) | 6.8 | 8.3 | 6.1 | 6.3 |
| O (% db) | 33.4 | 24.3 | 42.5 | 32.1 |
| Parameters | Olive Pomace Pellets | Orange Peel Pellets | Wood Pellet Standard | Biomass Pellet Standard |
|---|---|---|---|---|
| Moisture (wt% wb) | 6 | 6 | ≤10 | ≤10 |
| N (wt% db) | 1.5 | 2 | ≤1 | ≤2.5 |
| S (wt% db) | 0.12 | 0.13 | ≤0.05 | ≤0.3 |
| Ash (wt% db) | 1.3 | 2.2 | ≤2 | N/A |
| HHV (MJ/kg) | 26.3 | 22.1 | >16.6 | >10 |
| Bulk density (kg/m3) | 611 | 604 | 600–700 | ≥550 |
| Mechanical durability (%) | 97 | 95.3 | >97.5 | >95 |
| Olive Pomace | Orange Peel | |||||||
|---|---|---|---|---|---|---|---|---|
| Feedstock | Hydrochar | Feedstock | Hydrochar | |||||
| Ash deformation temperature (°C) | 720 | 1190 | 770 | 1380 | ||||
| Total ash content (%) | 7.9 | 1.3 | 5.0 | 2.2 | ||||
| Elemental composition (%) | Ash | Total solids | Ash | Total solids | Ash | Total solids | Ash | Total solids |
| K | 42.4 | 3.35 | 8.7 | 0.11 | 30.0 | 1.50 | 6.4 | 0.14 |
| Cl | 10.1 | 0.80 | 0.3 | 0.01 | 1.6 | 0.08 | 0.6 | 0.01 |
| Ca | 4.4 | 0.35 | 37.5 | 0.48 | 21.3 | 1.07 | 49.3 | 1.08 |
| P | 5.2 | 0.41 | 3.0 | 0.04 | 5.6 | 0.28 | 1.3 | 0.03 |
| S | 1.9 | 0.15 | 2.3 | 0.03 | 3.6 | 0.18 | 3.3 | 0.07 |
| Si | 2.7 | 0.21 | 5.5 | 0.07 | 0.7 | 0.04 | 2.2 | 0.05 |
| Mg | 2.1 | 0.17 | 0.9 | 0.01 | 4.4 | 0.22 | 0.8 | 0.02 |
| Na | 2.5 | 0.20 | 1.3 | 0.02 | 0.8 | 0.04 | 0.6 | 0.01 |
| Al | 1.1 | 0.09 | 2.7 | 0.04 | 0.1 | 0.01 | 0.8 | 0.02 |
| Fe | 0.6 | 0.05 | 2.0 | 0.03 | 0.2 | 0.01 | 1.9 | 0.04 |
| Cu | 0.2 | 0.02 | 0.1 | 0.01 | 0.1 | 0.01 | 0.2 | 0.01 |
| Zn | 0.1 | 0.01 | 0.3 | 0.01 | n.d | n.d | 0.1 | 0.01 |
| Ti | 0.1 | 0.01 | 0.1 | 0.01 | n.d. | n.d | 0.1 | 0.01 |
| O | 26.7 | 2.11 | 35.0 | 0.46 | 31.5 | 1.58 | 32.5 | 0.72 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zijlstra, D.S.; Visser, M.; Cobussen-Pool, E.; Slort, D.J.; Nanou, P.; Pels, J.R.; Wray, H.E. Continuous Hydrothermal Carbonization of Olive Pomace and Orange Peels for the Production of Pellets as an Intermediate Energy Carrier. Sustainability 2024, 16, 850. https://doi.org/10.3390/su16020850
Zijlstra DS, Visser M, Cobussen-Pool E, Slort DJ, Nanou P, Pels JR, Wray HE. Continuous Hydrothermal Carbonization of Olive Pomace and Orange Peels for the Production of Pellets as an Intermediate Energy Carrier. Sustainability. 2024; 16(2):850. https://doi.org/10.3390/su16020850
Chicago/Turabian StyleZijlstra, Douwe S., Mark Visser, Esther Cobussen-Pool, Dennis J. Slort, Pavlina Nanou, Jan R. Pels, and Heather E. Wray. 2024. "Continuous Hydrothermal Carbonization of Olive Pomace and Orange Peels for the Production of Pellets as an Intermediate Energy Carrier" Sustainability 16, no. 2: 850. https://doi.org/10.3390/su16020850
APA StyleZijlstra, D. S., Visser, M., Cobussen-Pool, E., Slort, D. J., Nanou, P., Pels, J. R., & Wray, H. E. (2024). Continuous Hydrothermal Carbonization of Olive Pomace and Orange Peels for the Production of Pellets as an Intermediate Energy Carrier. Sustainability, 16(2), 850. https://doi.org/10.3390/su16020850