Abstract
Closing the nuclear fuel cycle and transmuting Minor Actinides (MAs) can be considered as an application of the duty of care principle which says that, “before the final disposal of any waste, any possible chemical and/or physical treatment has to be applied in order to reduce the waste’s toxicity, provided the treatment does not convey unacceptable risks or unacceptable costs”. Forty years of complex research and development has shown that Accelerator Driven Systems could provide a solution to the challenge posed by spent nuclear fuels, by enabling the ability to considerably decrease their radiotoxicity lifetime burden and volume. In particular, a multilateral strategy of treatment of the MAs could be a commendable solution for both the countries phasing out the exploitation of nuclear energy and for those pursuing and developing this exploitation. The pre-industrial assessment of the technical and financial feasibility for industrialization is the next step. This applies to the four R&D and Demonstration building blocks: advanced separation, MAs’ loaded fuel fabrication, dedicated transmuters demonstration (MYRRHA) and provision for MAs’ fuel loaded processing. A global vision of the process leading to a sustainable option is proposed.
Keywords:
accelerator driven system; acceptability; advanced reprocessing; deep geological repository; lead-bismuth coolant; minor actinides; multilateral strategy; nuclear fuel; nuclear waste; radiotoxicity; spallation source; spent fuel; subcritical reactor; partitioning; transmutation; waste management 1. Introduction
Currently, some confusion persists in the public opinions between spent nuclear fuel and high-level, long-lived nuclear waste. Indeed, a number of countries are still in favor of the direct disposal of their used fuel assemblies in deep geological repositories, and they try to attain a consensus on this option according to which spent fuel simply means waste. Finland and Sweden succeeded in adopting this option.
In parallel, other countries have developed reprocessing capacities, enabling them to recover the uranium and plutonium from their spent fuel in view of their recycling as MOX fuel. In addition, Research and Development are carried out to separate the Minor Actinides (MAs) and transmute them, while separating some specific fission products responsible for a high heat source, and conditioning them separately.
This alternative route would considerably reduce the hazard associated with the deep geological repositories, by decreasing the volume and the radiotoxicity lifetime burden of what would remain as an ultimate waste. It is also associated with the optimal use of the energetic materials contained in the nuclear fuel for the benefit of the future generations.
In this paper, after a short analysis of the radiotoxicity of the spent fuel, we successively examine a strategy of radiotoxicity reduction for countries which have opted for nuclear phase-out on the one hand, and for countries pursuing the use of nuclear energy resources on the other hand. Based on research projects supported by the EURATOM framework programs, we show that a multilateral strategy could be built on for the treatment of MAs in Europe.
The last part of the paper is devoted to the Accelerator Driven System (ADS), proposed as a preferred option for the dedicated transmutation operations. Research and Development in this field require important supporting infrastructure organized around four building blocks that are briefly described: advanced reprocessing, solid fuel fabrication, design and construction of a dedicated transmuter (MYRRHA), and reprocessing of MAs dedicated fuels.
2. The Context
With the first expansion of NPPs in the world, the question of the spent nuclear fuel and HLW was raised. The responsibility of the individual nuclear countries was internationally agreed on, and the need for deep geological repositories was recognized [1]. Different kinds of host rocks were considered (salt, clay and granite) for different waste forms and backfill materials, and different types of engineered barriers were designed. Dozens of underground facilities were built and are operated still today to support the related extended safety studies. Historically, the first example in Europe was HADES at SCK CEN, Belgium, in clay.
While the site selection process has been undertaken in Finland, France, Sweden, the United States and China, the construction has started in Finland for a projected operational period of 100 years, and in Sweden.
The world is thus facing a difficult and long decisional process between three types of solutions (see Table 1).

Table 1.
Three types of solutions for high-level waste (HLW).
The implementation time of the repositories projects does not, per se, appear as a major safety issue. Indeed, keeping the spent fuel elements or the vitrified waste in adequate above surface storage after their cooling period is technically possible for many years, provided that such storage remains under surveillance, is licensed for the appropriate periods, and is maintained or periodically replaced.
Of course, the ideal solution, which was or still is the objective of the promoters of deep geological repositories, is to reach a very high level of confidence in the safety case, i.e., to convincingly demonstrate that the probability that radioactive or radiotoxic materials would finally be released from the closed repository in the biosphere is negligible.
This demonstration is hard to obtain because of: (1) the complexity of the interactions at the chemical and bio-chemical levels, (2) the huge lifetime of some radioactive elements, which can be several hundred-thousand years, thus beyond usual human physical understanding. Evaluating the performance of the disposal system (a combination of waste characteristics, engineered and natural barriers) to protect man and the environment from the waste forms put in the repository, over such long periods of time, with all the unknowns (and unknown unknowns) that come into play, is a daunting task.
Additionally, the safety demonstration must show that human intrusion probability is also negligible in the long run. The impact of different fuel cycle options on worker dose (and with human intrusion) has been studied in Red-Impact and in various European and national projects [2,3,4,5].
3. The Questions
A priori, three ways can be considered to make the safety demonstration scenario easier for a given appropriate site:
- (1)
- Increase the depth of the deep geological repository, i.e., increase the distance of the repository from the biosphere;
- (2)
- Make the storage reversible [6];
- (3)
- Decrease the radiotoxicity lifetime burden, the volume, and the heat source of the radioactive waste.
Obviously, the first way leads to higher costs for a limited increase in the confidence levels of the public. In Belgium, the Nuclear Regulator (FANC) criticized the depth and location of a potential DGR at 250 m below surface in the Boom clay in the region of Mol and Dessel (Belgium) because of the proximity of a groundwater layer in the Diestiaan formation, and because the depth may not be sufficient in view of the very long term processes, such as future ice ages. The project is now under revision, considering a depth of 400 m. Will 400 m be deep enough?
The second way contradicts the project of relying on passive safety, no interference of man being needed to assure safety.
The third way consists of:
- Reprocessing the spent fuel, separating the actinides, including the MAs (americium, neptunium and curium) which would be transmuted;
- Separating some specific fission products responsible for a high heat-source and conditioning them separately;
- Sending to the repository only the fission products and the residues of the separation processes, thereby drastically reducing the hazard after a period of a few hundred years.
By doing so, the decay heat of the repository would also be decreased and its compactness will be increased.
Plutonium from the reprocessing is a resource to be valorized in fast reactors, preferably or partially in LWR, and ultimately in dedicated burners, such as ADS, which are less sensitive to the isotopic quality of the plutonium vector.
This third way would enable the ability to decrease the cost of the storage, at the expense of the cost involved in the partitioning and transmutation. The objective of this paper is to explore this solution in a multi-lateral approach. Which technologies have been proposed thus far? Are they feasible? How could they be compatible with the different national strategies of nuclear energy development or phase-out?
4. Radiotoxicity of Nuclear Waste
The “potential radioactive toxicity” or “radiotoxicity” of nuclear waste [7,8] is the global (collective) dose resulting from complete incorporation by a population of the waste products, by either ingestion or inhalation. It is commonly expressed in Sv/kg of spent fuel. To compare with each of the different nuclear energy production systems, it can alternatively be expressed in Sv/TWhe of the generated nuclear electrical energy. It expresses a hazard, not a risk, because otherwise it should be multiplied by a frequency of ingestion, which is obviously small, but scenario dependent.
Note that the radiotoxicity of a given radioisotope (Sv/kg) is the product of its activity (Bq/kg) by its biological factor (Sv/Bq). Then, taking its half-life and its initial concentration into account, its contribution to the radiotoxicity of the waste can be calculated. An example of the result of such calculation is given in Figure 1. It represents the time evolution of radiotoxicity of one ton of waste produced by a 900 MWe reactor after operation, leading to a burnup of 40 GWd/tHM compared to the radiotoxicity of one ton of natural uranium. Three cases are considered: no reprocessing, extraction of U and Pu through reprocessing, and extraction of U, Pu and Minor Actinides, respectively.
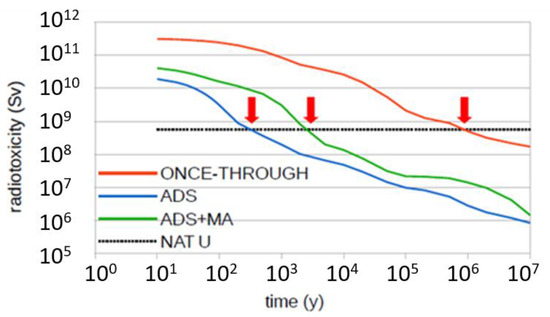
Figure 1.
Radiotoxicity decay of nuclear waste produced by a 900 MWe reactor after operation leading to a burnup of 40 GWd/tHM. Upper curve: without reprocessing; middle curve: after extraction of U and Pu through reprocessing; lower curve: after extraction of U, Pu and Minor Actinides (source: SCK CEN).
It can be observed in this example that the time to reach the radiotoxicity of natural uranium is reduced by a factor 1000 compared to “the once-through” scenario if U, Pu and MAs are extracted from the waste, leaving only the fission products in the waste.
Similar calculations [9] have shown that the contribution of americium and curium to radiotoxicity decays by a factor of about two after 100 years, 10 after 1000 years, and then falls to about 0.5% of its initial value after 10,000 years. At cooling times of over 1000 years, the long-lived nuclides, 243Am and 245Cm remain the dominant contributors. This decay profile is much slower than the decay profile of fission products and with the full recycling of uranium and plutonium would become the limiting factor controlling the radiotoxic content of a repository at 1000 years.
A strategy consisting in transuranic recycling and postponing of the introduction in the deep geological repository of the fission products until 137Cs and 90Sr have sufficiently decayed or simply in eliminating this introduction, would enable a strong reduction of the footprint of the geological repository. Indeed, given the half-time decays of 137Cs and 90Sr are about 30 and 29 years, respectively, a strong radioactive decay of these two products is obtained after 300 years, which makes them candidates for a surface or near-surface repository. This strategy is called P&C, i.e., Partitioning and Conditioning. Based on the scarce literature available [10], and using the currently available waste disposal concepts from [11], it is anticipated that the disposal gallery length of a final repository, depending on the host rock, would decrease by a factor of five when using classical reprocessing, whereas P&T, with advanced partitioning of Cs/Sr, would result in a factor 12 reduction compared to direct spent fuel disposal. Thus, the geological footprint of a final repository could be strongly optimized by reprocessing and P&T.
In what follows, we accept the following principle:
“Before the final disposal of any waste, any possible chemical and/or physical treatment has to be applied in order to reduce the waste’s toxicity, provided the treatment does not convey unacceptable risks or unacceptable costs”[12]
Based on this principle, let us consider different practical cases.
5. Case 1: Strategy of Radiotoxicity Reduction of Existing Nuclear Waste for Countries Having Opted for Nuclear Phase-Out
Let us first consider several countries or even a single country (for the sake of clarity, we call them or we call it “country A”) that have/has run a number of LWR nuclear power plants during the past few decades and decided to stop this production (examples of countries A in Western Europe are: Belgium, Czech Republic, Germany, Spain, Sweden and Switzerland). Let us assume that at the shutdown of these plants, a mass of non-reprocessed spent fuel located in interim storage conditions is waiting for a final disposal. Any solution other than the direct disposal of the spent fuel after a number of years of cooling, requires at least a partitioning of the spent fuel components to be carried out either in country A itself or as a service contract abroad.
Let us first remind [13] that the isotopic composition of plutonium, and consequently the quality x defined as the sum of the mass concentrations of the fissile elements in %:
depend on the reactor type in which it is formed (PWR, BWR, PHWR, AGR, SFR, and LFR) and the original fuel type (UOX or MOX fueled), on the initial enrichment of uranium, on the discharge burnup, and on the intermediate storage time of the reprocessed fuel. Moreover, the 241Pu β decay (T1/2 = 14.4 years) to 241Am is a poisoning process:
The resulting loss of fissionable 241Pu, combined with the absorption effect of the generated 241Am, requires an increase in the initial plutonium concentration in the MOX fuel;
The higher load of 241Am means additional shielding requirements for MOX fabrication.
For these reasons, two types of spent fuels of country A have to be considered separately, namely the UOX and the MOX spent fuels.
5.1. UOX Spent Fuel
The first column of Table 2 shows the approximate discharge inventory [8] from a hypothetical 900 MWe uranium (3.7% 235U) fueled PWR after a burnup of 40 GWd/tHM in kg/TWhe. The second column shows the inventory after a cooling time of 5 years. The difference between the two first columns results from the 241Pu decay over the 5 years and the subsequent formation of 241Am. Considering that the reactor has been in operation for 40 years, producing 250 TWhe during its lifetime, one can estimate the accumulated quantities of the elements 5 years after the reactor shut-down. We have assumed that the number of fuel assemblies was around 157, that the thermal efficiency of the power plant was 33%, and we have taken into account the individual cycle length and the yearly load factor.
Table 2.
Example of discharge inventory of a UOX fueled 900 MWe PWR.
The uranium and plutonium can be recovered separately or together thanks to the PUREX and COEX processes, respectively. Since country A is in a phase-out situation and looks for a minimization of the radiotoxicity of its wastes while contributing to the circular economy of the nuclear fuel, country A will try to sell the recovered 727 tons of uranium to a country pursuing the exploitation of nuclear energy with MOX fuel and/or fast neutron reactors. Three options appear for the 7.79 tons of plutonium:
Plutonium could be transferred to country B through property transfer at states level together with the uranium to fabricate MOX fuel, knowing that nine UOX-used PWR subassemblies contain enough plutonium to fabricate one MOX PWR subassembly;
Plutonium could serve to fabricate the fuel of fast reactors at the time where fast reactors will appear; however the presence of a mass concentration of 241Am making the fabrication of fast reactor fuel difficult would handicap this option, even if 241Am has a low capture cross-section, and multi-recycling of Pu with MAs is possible in fast reactors;
Some plutonium will be needed by country A to fuel the ADS in which its accumulated MAs will be transmuted.
Since each country cannot dispose of its wastes at the expense of the others, country A will not be able to transfer its MAs and fission products to country B, and will have either to transmute its MAs or bury them in a deep geological repository together with the fission products. The choice will depend upon environmental, safety and economic criteria as formulated at the end of Section 4 above.
The 395 MWth Pb-cooled EFIT, the industrial prototype studied in the EUROTRANS project [8], supplied with a 13 MW proton beam (800 MeV and 16.3 mA), would enable to burn 42 kgMA/TWhth, i.e., the 40 years of production of MAs by the 900 MWe reactor, 1464 kg, in approximately 10 years. Note that the EFIT core design is optimized such that the quantity of plutonium consumed is equal to the quantity of plutonium produced while burning the MAs.
In addition, taking into account a thermal efficiency of 40%, and an accelerator efficiency of 35%,the fission of the MAs would generate a net electric power of 126.1 MWe, i.e., over the 10 years an energy of 11,04 TWhe. This ADS thus enables the efficient burning of the MAs, while using the fission energy of this waste to generate electricity.
An economic balance of the process is difficult to make, primarily because the decrease in the cost of the deep geological repository associated with its reduced volume is not easy to estimate. Attempts to determine the reprocessing cost and the ADS fuel fabrication cost can be found in [14].
5.2. MOX Spent Fuel
As a comparison with Table 2, Table 3 [15] shows the approximate discharge inventory from a hypothetical (not yet existing!) 900 MWe MOX fueled PWR (6.1% Pu-enrichment, x = 67.5%, monorecycling) after a burnup of 40 GWd/t in kg/TWhe, and the corresponding accumulated quantities after an operating period of 40 years followed by 5 years of cooling, i.e., a production of 250 TWhe.
Table 3.
Example of discharge inventory of a hypothetical MOX fueled 900 MWe PWR.
Spent PWR MOX fuels differ from spent PWR UOX fuels by an increased content in MAs. In addition, they have a slower decrease in their decay heat generation [16]. Laboratory experiments and a limited industrial experience have shown that reprocessing is feasible. Therefore, multi-recycling of MOX fuels appears possible [17,18,19]. For country A, this opens the door to the market of MOX fuel for country B’s third generation reactors. For example, the EPR can be operated with a full or partial MOX core. MOX parity of performance with UO2 enriched at 4.2% 235U is achieved in an EPR operated with 30% MOX in the core [20]. The constraint is to limit by dilution the maximum Pu content in the MOX to 10.8%.
Again, we assume that country A will not be able to transfer its MAs and fission products abroad. In particular, the poisoning effect and severe radiation of 241Am (127 GBq/g) results in its presence being not very attractive for MOX fuel fabrication. Consequently, the separation of MAs from uranium and plutonium and their transmutation appear here to also be mandatory.
6. Case 2: Strategy of Radiotoxicity Reduction and Nuclear Electricity Production for Countries Pursuing the Exploitation of Nuclear Energy Resources
Two steps have to be analyzed for countries, such as “country B”, who are pursuing the production of nuclear electricity, i.e., considering opportunities for replacement or expansion scenarios after closing the present LWRs: in the first step, corresponding to the present situation, no power is generated by fast neutron reactors (or very few); in the second step, one assumes that GEN IV fast reactors (FRs) are being built and operated. The time scale to move from step one to step two might include several decades, making the study of step one relevant from the point of view of the radiotoxicity reduction of the nuclear wastes produced by LWRs.
Let us consider again the hypothetical PWR of 900 MWe, but in this instance it is located in country B. During the first step, the spent fuel can follow the same route as in country A, except that country B needs to refuel its reactor with the UOX or MOX fuel coming from a reprocessing plant and a fuel fabrication plant. The possibility remains that the MAs would be separated from the fission products and be burned in a dedicated ADS system. Another possibility would consist in waiting a “long” time for the construction and operation of fast reactors (GEN IV), which will follow the deployment of LWRs (GEN III) that has just started. Indeed, one can hypothesize that the construction of fast reactors should appear as part of the circular economy of the used fuel in the world. Note that a “long” time is certainly a negative factor when interim storage is necessary, especially with decay heat removal and with 241Am accumulation.
Two different concepts of inserting MAs in the core of a fast reactor have been envisaged: the homogeneous mixing of the MAs in the fuel elements, or the insertion of dedicated assemblies containing MAs in a limited number of positions at the periphery of the core. This last modus operandi is called heterogeneous. The neutronic impact of the MAs on the core safety is higher in the homogeneous mode: possible increase in the sodium void reactivity coefficient for sodium cooled fast reactors, higher degradation of the Doppler effect coefficient as well as of the delayed neutron fraction. These effects are described in Figure 2. Therefore, the homogeneous core loading should be limited to an MAs’ mass concentration of about 2.5%.
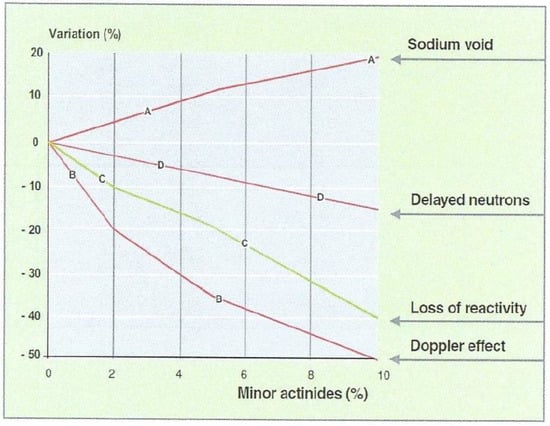
Figure 2.
Relative variations of core parameters as a function of the MAs’ fraction in the fuel, copied from [21], p. 161, and also cited in the ARCAS report [22].
This is not the case for the heterogeneous core, but with a total mass of MAs smaller than for the homogeneous core. In two examples published in the ARCAS report, the mass of MAs destroyed would be 2.8 kg/TWhth for the homogeneous core, and 1.5 kg/TWhth for the heterogeneous core, thus much lower rates than the 42 kg/TWhth for ADS announced in Section 5.
These figures clearly show the main advantage of the ADS compared to the FR for the transmutation of the MAs in terms of flow rates.
In addition, a high level of safety is easier to guarantee for the ADS in terms of reactivity concerns, due to its subcriticality and its better neutronics. This allows a large flexibility on the core fuel composition and inventory. In particular, the fraction of delayed neutrons emitted by fission is about one half that of a TRU/Pu burner fast reactor and the Doppler coefficient of reactivity is about one order of magnitude smaller than in the case of the TRU/Pu burner fast reactor. According to Dixon et al. [14], the values of those important parameters discourage the use of MA only in fast reactors.
Moreover, the higher transmutation efficiency offered by ADS allows to limit the total thermal power per unit hence making the passive safety for the decay heat guaranteed in all conditions. Indeed, as the residual heat after shutdown represents 6% of the nominal power, the lower this value is, the lower the decay heat will be to extract after shutdown, and the easier this will be realized by natural circulation.
We can also point out that the ADS technology gives an opportunity not to overload FRs with the function of MAs burning during their commercial operation [22]. Other fast reactor concepts using liquid fuels, such as molten salts, and in particular uranium chloride salts, are also considered for MAs transmutation.
7. Multilateral Strategy for Treatment of the Minor Actinides in Europe
Depending on the possibility to agree on a harmonized radiotoxicity reduction policy between countries such as country A and country B, it would be possible to develop a common reprocessing–transmutation infrastructure for a large part of Europe. This infrastructure (Figure 3) would consist of a common spent fuel classical reprocessing plant based on an existing one, where part of the recovered plutonium would be stored for its future use in the fast reactors, and which would deliver part of the plutonium together with the separated MAs to the ADS fuel fabrication unit. The ADS units would transmute the MAs’ stock. A recycling of the spent fuel from the transmuters is also to be foreseen, preferably based on electro-refining and pyro-reprocessing.
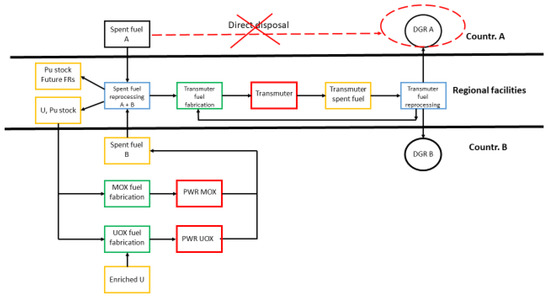
Figure 3.
A multilateral strategy for P&T deployment at industrial stage.
This example of a multilateral strategy is entirely compatible with the phase-out of country A, which, to optimize the operations, to minimize the transports and to comply with their phase-out law, would preferably be a share-holder in the multilateral facilities that would provide services or pay for these services.
This example of multilateral strategy would also be compatible with the strategy of country B, which would continue to use its classical reprocessing facility for the UOX and MOX needs of its own plants, while progressively decreasing its stock of MAs to a more or less constant level, depending on the number of ADS units to be built and operated, and on the joint objectives set forward between countries A and B.
A rough estimate of the needed capacity of ADS transmuters can be calculated, based on the performance of the ADS units, 42 kg/TWhth, knowing the following data:
- The mass of MAs in stock A that has to disappear;
- The targeted number of years to transmute the MAs contained in stock A;
- The mass of MAs in stock B and the level to which it has to be reduced;
- The targeted number of years to stabilize the mass of MAs in stock B.
The results enable the ability to determine the capacity of the multilateral reprocessing plant, as well as of the ADS fuel fabrication unit.
Such estimates have been made in PATEROS and ARCAS projects, including some cost estimates for the European Union. They are not reported here, because they depend on the several parameters discussed above, which have to be determined by the involved governments. Another important reference on this topic is a report prepared in 2017 for DOE [14], in which capital costs as well as operation and maintenance costs estimates are presented. Most of these cost data, derived from paper studies, were updated from an analysis of the ATW (Accelerator Transmutation of Waste in USA) project from the late 1990s. The cost of the subcritical part of the ADS is based on the cost of a fast reactor.
8. The ADS and Associated Building Blocks Research and Development in Progress
Many years of basic research, whose landmarks were the EUROPART and EUROTRANS projects of the European Commission, enabled the opportunity to develop a lot of innovative knowledge in the fields of partitioning, accelerator driven systems, advanced fuels for transmutation, liquid heavy metal technology, structural materials and nuclear data [23]. The next step, leading to the industrial deployment, consists in a coherent feasibility demonstration requiring a European strategy in four building blocks:
- Advanced reprocessing: demonstration of the capacity to process sizable amounts of spent fuel from commercial LWRs to separate plutonium, uranium and MAs;
- Solid fuel fabrication for ADS or dedicated burners: demonstration of the capability to fabricate, at a semi-industrial level, the fuel needed to load a dedicated transmuter;
- MYRRHA: design and construction of a dedicated transmuter;
- Reprocessing of MAs’ dedicated fuels: provision for a specific installation for processing the fuel unloaded from the transmuter by electro-refining and pyro-processing; indeed the fuel unloaded from the transmuter may have a different composition and different properties than the original spent fuel unloaded from commercial power plants.
8.1. Advanced Reprocessing R&D Needs
There are two ways which are being explored for the reprocessing: the aqueous (hydrometallurgical) and the pyro-chemical (pyrometallurgical) separations [21,24]). They aim at addressing the challenges of cost, waste management and proliferation resistance.
The aqueous separations use solvent extraction technology; in France, they include successive adaptations of the PUREX process, the first adaptation having been the recovery of neptunium with uranium and plutonium. The DIAMEX-SANEX process enables the ability to further separate americium and curium from lanthanides. A grouped actinide extraction (GANEX) is an alternative aqueous process tested in ATALANTE (CEA–Marcoule).
Presently, research is carried out also on the selective partitioning of americium, which is the main contributor to the long-term radiotoxicity and heat load. Therefore, in the first step, after the PUREX process, An (III) and Ln (III) would be selectively co-extracted from the fission products present in the PUREX raffinate, thanks to a diglycolamide extractant, and, in the second step, a new complexing agent that is under development would selectively strip americium from the aqueous phase, leaving lanthanides and curium in the organic phase.
Pyrochemical processes, particularly suited for fast neutron reactors, were studied in the EU project EUROPART. They are presently based on two steps: the first step is the liquid–liquid extraction at a high temperature between a molten salt and a liquid metal, and the second step is the electrolytic separation that was proposed in the eighties in the framework of the Integral Fast Reactor project at ANL (USA).
The technology readiness level of these advanced processes is discussed in [25], while a review of operating and forthcoming experimental facilities opened for international R&D cooperation can be found in [26].
8.2. Solid Fuel Fabrication for ADS or Dedicated Burners
Several types of compositions are considered for homogeneous fuels to be fabricated for ADS or dedicated burners, among which [27,28,29]:
CERCER (Ceramic–Ceramic): (Pu0.4Am0.6)O2-x-MgO.
CERMET (Ceramic–Metal): (Pu0.5Am0.5)O2-x-92Mo (93% enriched).
Both have successfully been fabricated at laboratory scale in the ATALANTE facility (CEA) and in the MALAB facility (ITU) as part of the AFTRA project. CERMET has been found to have a high thermal–mechanical resistance against beam-trips, but its neutron absorption is higher than CERCER, and the enrichment of 92Mo weighs on the cost.
Two routes can be followed for their production: powder metallurgy or sol-gel processes. Powder metallurgy uses high energy milling unit operations to develop satisfactory particle properties prior to pressing and sintering. Unfortunately, milling produces dust. Sol-gel processes are flexible, and have been used to prepare complex and robust fuels (TRISO) for high temperature reactors, but the inclusions of Zr and Y will challenge existing and developing aqueous reprocessing technologies. In addition, whilst sol-gel processes produce less dust, they require more unit operations.
In the near future, the challenge is to increase the production rate from 1 kg/year to 100–200 kg/year, a challenge in which MALAB (ITU) could succeed with an Advanced Fuel Fabrication Pilot Unit that should produce the fuel for the first demonstration irradiation, according to the expectations formulated in the PATEROS project [12].
8.3. MYRRHA: Design and Construction of a Dedicated Transmuter
As an intermediate step towards the industrial prototype of a lead-cooled ADS for the European Facility on Industrial scale Transmuter (EFIT) [30,31], MYRRHA is an experimental transmuter based on the ADS concept.
Since the beginning of the MYRRHA project in 1998, SCK CEN has launched a strong R&D support program to address the main design challenges, in particular those related to the use of liquid LBE as reactor coolant and spallation target. In this frame, SCK CEN has constructed and commissioned various LBE test facilities [32].
The MYRRHA design [33,34,35] has progressed through various framework programs of the European Commission in the context of Partitioning and Transmutation, among others EUROTRANS (FP6, 2005–2010), CDT (FP7, 2009–2012) and more recently MAXSIMA and MYRTE. At the beginning of 2014, SCK CEN has consolidated a coherent version of the primary system, which was given to an external engineering office as the basis for developing the Balance-of-Plant engineering.
In 2010, the Belgian government granted a dedicated five-year budget to support the MYRRHA program and this support has been renewed for 2015–2017. In the meantime, the MYRRHA team developed a detailed implementation strategy, with a phased approach, in order to reduce the technical risk, to spread the investment cost and to allow for the first R&D facility to be available by 2026. As detailed in [32], in this new approach the MYRRHA facility will start with the 100 MeV accelerator (phase 1), which will be followed by the 100–600 MeV accelerator section (phase 2) and then by the reactor (phase 3).
Phase 1 is aimed for construction and commissioning by 2026 and will represent a stage-gate for the decision to implement the two following phases that can be executed in parallel or sequentially. This implementation scenario not only allows for the spreading of investment costs, but also minimizes the risks in obtaining the required accelerator reliability, as well as the risk for innovative design options for the reactor. On 7 September 2018, the Belgian government decided to start the realization of the MYRRHA research infrastructure and approved the budget proposal for the MYRRHA phase 1/MINERVA development, the construction of which includes operational costs for a period of 12 years (2038) together with additional R&D and design funding for phases 2 and 3.
As said above, since 1998 SCK CEN has been developing MYRRHA as an ADS based on LBE as a coolant of the reactor and a material for its spallation target. MYRRHA’s target design was created by means of high energy particle physics codes. Since the development of MCNPX, now included in MCNP6, the reference models are INCL CEM. The main codes used for ADS’ design, including the CRISP package, can be found in [36]. The nominal design power of the MYRRHA reactor was so far 100 MWth. It is driven in subcritical mode (keff = 0.95) by a high power proton linear accelerator (LINAC) delivering a proton beam in a continuous wave (CW) mode of 600 MeV proton energy and 4 mA nominal intensity. MYRRHA (Figure 4) is able to operate in subcritical and critical modes.
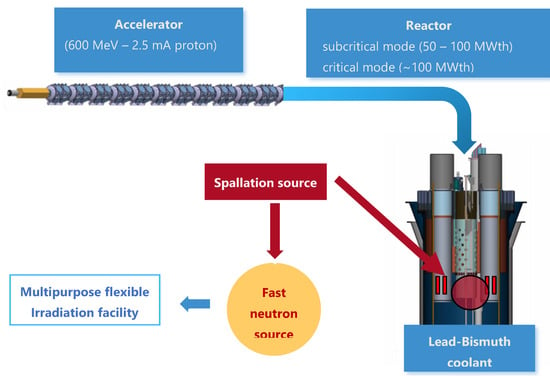
Figure 4.
MYRRHA: a highly innovative and interdisciplinary infrastructure.
Since 2005, SCK CEN and Belgium opened MYRRHA for the EU Member States for participation as well as to the major nuclear power countries for participation in the development of MYRRHA and further on during the construction and operation periods. MYRRHA is a highly innovative and multidisciplinary research infrastructure that will be used for:
- Demonstrating the ADS concept at a pre-industrial scale, in terms of reliability, availability and operability, allowing projection of the industrial ADS level;
- Testing and developing the transmutation of long-lived and most radiotoxic nuclides in the spent nuclear fuel in order to reduce their radiotoxicity in volume (with a factor 100) and in time (from hundreds of thousands of years to a few centuries: a factor 1000) compared to the current management options. The need for geological waste disposal still exists but transmutation reduces the technical requirements because a smaller volume with a lower heat-load (reducing its ecological foot-print) is stored with a reduced time period in terms of burden of radiotoxicity. That way, transmutation has a positive impact on safety as well as on the economic balance [37];
- Securing the continuous production of radioisotopes for medical applications due to an increasing demand worldwide, and in order to produce more efficient and high-quality radioisotopes for targeted diagnostic and therapy;
- Carrying out materials research and tests for the current and future nuclear fission reactors as well as nuclear fusion technology;
- Providing a multifunctional accelerator for fundamental and applied research;
- Allowing accelerator technology improvement in terms of reliability and availability due to the specific needs of the ADS application.
The MYRRHA design as worked out in the FP7 CDT (Central Design Team) project served as a starting point for the further design work of the MYRRHA primary system, the accelerator, as well as for the design of the auxiliary systems. In mid-2014, this resulted in an updated MYRRHA primary system design called “Release 1.6” [34]. This version takes into account the stringent safety requirements imposed after the Fukushima accident, as well as a more advanced design of the primary system based on mechanical design codes after the conceptual stage.
The main components/systems of this design are still of the same type as the previous versions, only with an increased size. Figure 5 presents a cross section within the reactor vessel, showing the internals. The general design includes a primary circuit LBE, a secondary circuit with water/steam and a tertiary circuit with air. The primary and secondary systems have been designed to evacuate a maximum core power of 100 MWth.
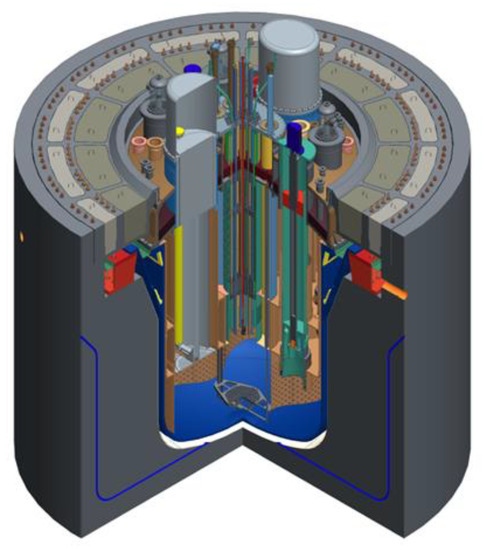
Figure 5.
Reactor vessel, “Release 1.6”.
This power is justified to reach the objectives of the applications catalogue presented above. All the components of the primary systems are optimized for the extensive use of the remote handling system during components replacement, inspection and handling. Table 4 summarizes the main physical characteristics of the MYRRHA core and primary system in this “1.6” release.
Table 4.
Main characteristics of MYRRHA “Release 1.
The primary system of the MYRRHA ADS is undergoing a further optimization for reducing size and cost of the reactor and easing the licensing of the facility.
The regulatory authority is FANC/AFCN with BEL V as Technical Support Organization. All safety issues receive the most careful attention, in particular the two safety flagships of the ADS systems: the level of subcriticality and its monitoring required to ensure the intrinsic safety of the ADS, and also the safety by design to avoid any core melt, thanks to core cooling by natural circulation.
Prior to the MYRRHA project, a first, very informative experience of determination and an on-line monitoring of the subcriticality when coupling an accelerator and a lead fast reactor was carried out in Mol in 2009 [36]: the 250 keV beam GUINEVERE experiment (Figure 6), in which an accelerator specially developed by CNRS (France), the GENEPI-1 accelerator, was coupled to the VENUS reactor. GENEPI itself was coupled to a pulsed deuteron source and followed by a transport line, bringing the beam onto a deuterium or tritium target, and producing in this way a pulsed neutron source thanks to D(d,n)3He or T(d,n)4He reactions. The neutron beam was transported vertically downwards to the modified VENUS critical facility, transformed in a solid lead fast reactor.
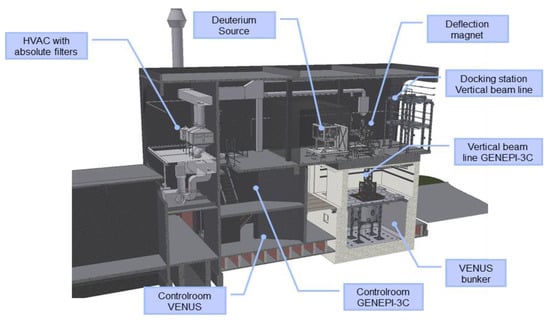
Figure 6.
The GUINEVERE experiment at SCK CEN.
8.4. Reprocessing of Minor Actinides Dedicated Fuels
Both CERCER and CERMET ADS spent fuels, which are not soluble in nitric acid, are too hot, or have a too high Pu content for hydrometallurgy, can undergo a pyrochemical reprocessing [27]. The initial process prior to pyrochemical partitioning is either thermal decladding of the stainless steel cladding in a special oven, or direct dissolution of chopped fuel assemblies in molten salt. There are three potential pyrochemical reprocessing methods:
- Electrochemical processes using either electrorefining (Europe, US, ROK, Japan, India) or electrowinning (Russia); electrorefining which consists of an oxide reduction to metal, followed by electrorefining of that metal in a LiCl-KCl eutectic salt. U, Pu and other TRUs are deposited on a solid or liquid metal cathode, while the Lanthanides remain in the melt;
- Molten fluoride salt/liquid metal extraction process, a process that was tested in Oak Ridge National Laboratory in the 1960s and 1970s for the thorium–uranium fuel cycle technology, and is also suitable for the separation of Actinides. It consists of successive countercurrent reductive (Lithium) extractions of dissolved fuel components from carrier molten salt (LiF-BeF2, LiCl-NaCl) into liquid metal (Bi, Cd)
- Processes based on fluoride volatilization, called the fluoride volatility method (FVM) [38]. The process comes from the property of U, Np and Pu to form volatile hexafluorides, whereas lanthanides, Am, purification of U from Np and Cm present in irradiated fuel form non-volatile trifluorides. The process is based on direct fluorination of powered spent fuel with fluorine gas in a flame reactor. Subsequent separation of Pu from the volatile fluorides stream is made by thermal decomposition of gaseous PuF6 to solid PuF4. FVM should be chiefly suitable for the reprocessing of advanced oxide fuels with inert matrices. However, this process should not be suitable for fuels which do not contain U. In addition, this method is not able to separate trivalent actinides (Am, Cm) from the majority of fission products. A solution would consist in combining it with the electrochemical or liquid metal reductive extraction treatment to finally separate Am and Cm. The FVM has been verified in experimental laboratory conditions in the US, France, the Czech Republic and Russia.
9. Conclusions
In this paper, we have presented a vision of a coherent approach complementing the direct disposal in deep geological repositories of nuclear spent fuel or nuclear waste containing high-level, long-lived components, such as MAs. The start point for this proposal is a a duty of care principle of sustainability, which says that before the final disposal of a waste, the reduction of its toxicity has to be carried on by any chemical and/or physical process, provided this treatment does not itself convey unacceptable risks or unacceptable costs.
After summarizing the present context of the safety demonstration and of the acceptability of deep geological repositories around the world (Section 2), a scenario is proposed (Section 3 and Section 4). It consists in reprocessing the spent fuel, separating the actinides, recycling uranium and plutonium, transmuting the MAs, separating some specific fission products responsible for a high heat-generation while conditioning them separately, and sending to the final repository only the other fission products. Calculations have shown that this scenario would reduce the radiotoxicity of the spent fuel by a factor of the order of 1000. The ultimate HLW inventory and thermal output would also enable the ability to significantly reduce the footprint of the DGR’s.
The possibility to develop the proposed scenario across the world depends on the decisions of the states to start, pursue or expand the exploitation of the nuclear energy or to stop this exploitation and dismantle existing plants. In particular, it depends on the availability of fuel reprocessing plants and MAs burners, such as fast reactors or dedicated ADS transmuters. In Section 5 and Section 6, a possible strategy for each type of country is studied. For Europe in particular, an example of a multilateral strategy is shown (Section 7). This multilateral strategy combines the needs to valorize the recovered uranium and plutonium while reducing the stock of Pu, to comply with the phase-out laws, and to burn the MAs while recovering their fission energy.
This paper does not provide an answer on the economic aspects of the proposed multilateral strategy: on the one hand, there are the costs of investment and operation of recycling, fabrication of fuels, and ADS, etc., but, on the other hand, there are also the benefits associated with the reduction of size and depth of DGR’s; such economic analysis is premature while major steps of R&D and Demonstration are still in progress. Nevertheless, existing studies encourage the progress of the RD&D for reaching higher TRL levels (up 7) for the needed technologies described in the four building blocks of the European strategy.
In this context, Section 8 offers a short, state of the art presentation of the four building blocks of the European strategy aiming at the industrialization by 2040–2050. Required for a coherent feasibility demonstration, these building blocks are presently under development. They include the advanced reprocessing of spent fuel to include the MAs, the solid fuel fabrication for ADS or dedicated burners, the design and construction of MYRRHA, a dedicated transmuter, and the reprocessing of the fuel unloaded from the transmuter.
They will confirm the global technical feasibility at a pre-industrial scale and contribute to the determination of economical affordability. The whole R&D process relies on long standing international cooperation as proposed by OECD/NEA within its task force FCPT, [39] supported by a vision of the back end of the nuclear fuel cycle, including the P&T for meeting the societal concerns related to geological time durations.
Author Contributions
Writing—original draft preparation, H.A.A. and M.G.; writing—review and editing, H.A.A. and M.G. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors express their acknowledgements to Gert Van den Eynde and Didier De Bruyn, both from SCK CEN, for their valuable contribution to this work.
Conflicts of Interest
The authors declare no conflict of interest.
References
- OECD. Management and Disposal of High-Level Radioactive Waste: Global Progress and Solutions; NEA No. 7532; OECD: Paris, France, 2020; 51p. [Google Scholar]
- RED-IMPACT: Impact of P&T and Waste Reduction Technologies on the Final Nuclear Waste Disposal; FP6-EURATOM-NUWASTE, Deliverable D3.7: Final Report on Waste Composition and Waste Package Description for Each Selected Equilibrium Scenario. V4.0; Forschungszentrum Jülich GmbH: Jülich, Germany, 2007.
- von Lenza, W.; Cunado, J.; Norris, M.; Weetjens, E. Red-Impact: Impact of Partitioning and Transmutation and Waste Reduction Technologies on the Final Nuclear Waste Disposal; European Commission: Brussels, Belgium, 2008. [Google Scholar]
- Marivoet, J.; Weetjens, E. Impact of Advanced Fuel Cycles on Geological Disposal. In Scientific Basis for Nuclear Waste Management Symposium XXXIII; Materials Research Society: Warrrendale, PA, USA; Saint-Petersburg, Russia, 2009. [Google Scholar]
- Marivoet, J.; Weetjens, E. An assessment of the impact of advanced nuclear fuel cycles on geological disposal. Radioact. Waste 2012, 1, 487–502. [Google Scholar]
- Parotte, C. OPECST and nuclear issues: Analysis of 27 years of high-level radioactive waste management assessments. Hist. De La Rech. Contemp. CNRS 2019, 8, 27–38. [Google Scholar]
- Available online: https://www.radioactivity.eu.com/site/pages/Radioactive_Toxicity.htm (accessed on 25 October 2021).
- EUROTRANS. European Research Programme for the Transmutation of High Level Nuclear Waste in an Accelerator Driven System; FP6-EURATOM-NUWASTE; European Commission: Brussels, Belgium, 2004; 232p. [Google Scholar]
- OECD. Minor Actinide Burning in Thermal Reactors—A report of the Working Party on Scientific Issues of Reactor Systems; NEA No. 6997; OECD: Paris, France, 2013; 82p. [Google Scholar]
- Oigawa, H.; Yokoo, T.; Nishihara, K.; Morita, Y.; Ikeda, T.; Takai, N. Parametric survey for benefit of partitioning and transmutation technology in terms of high-level radioactive waste disposal. J. Nucl. Sci. Technol. 2007, 44, 398–404. [Google Scholar] [CrossRef]
- ONDRAF/NIRAS. private communication. 2021. [Google Scholar]
- PATEROS. Partitioning and Transmutation European Roadmap for Sustainable Nuclear Energy; FP6-EURATOM-NUWASTE; European Commission: Brussels, Belgium, 2008; 72p. [Google Scholar]
- IAEA, TR 415. Status and Advances in MOX Fuel Technology; IAEA: Vienna, Austria, 2003; 179p. [Google Scholar]
- Dixon, B.W.; Ganda, F.; Williams, K.A.; Hoffman, E.; Hanson, J.K. Advanced Fuel Cycle Cost Basis; NRTD-FCO-2017-000265; US Department of Energy, United States: Washington, DC, USA, 2017; 1023p. [Google Scholar]
- Van den Eynde, G. UOX and MOX Spent Fuel Evolution Inventory, Private Communication; SCK CEN: Mol, Belgium, 2021. [Google Scholar]
- Ade, B.J.; Gauld, I.C. Decay Heat Calculations for PWR and BWR Assemblies Fueled with Uranium and Plutonium Mixed Oxide Fuel Using SCALE; US Department of Energy: Washington, DC, USA, 2011; 54p. [Google Scholar] [CrossRef]
- Camarat, N.; Lecarpentier, D.; Lavard, F.; Lemaire, P. Plutonium multi recycling in pressurised water reactors of the EPR type using laser isotope separation of Pu242. Ann. Nucl. Energy 2019, 129, 399–411. [Google Scholar] [CrossRef]
- Hesketh, K.; Delpech, M.; Sartori, E. Multiple Recycle of Plutonium in PWR. A Physics Code Benchmark Study by the OECD/NEA. In Proceedings of the Global′97, Yokohama, Japan, 5–10 October 1997; JAEA, Ed.; pp. 287–294. [Google Scholar]
- OECD. Multiple Pu Recycling in Advanced PWRs. In Physics of Plutonium Recycling; NEA No. 52739; OECD: Paris, France, 2002; Volume VI, 162p. [Google Scholar]
- Arslan, M.; Leboucher, I.; Bouvier, E. Fuel cycle strategies to optimize the MOX in reactors, ANUP 2012. Energy Procedia 2013, 39, 59–68. [Google Scholar] [CrossRef][Green Version]
- CEA. e-den, Le Traitement-Recyclage du Combustible Nucléaire Usé, Monographie de la Direction de L’énergie Nucléaire; CEA Saclay and Groupe Moniteur: Paris, France, 2008; 175p. [Google Scholar]
- Van den Eynde, G. ARCAS, ADS and Fast Reactor Comparison Study in Support of Strategic Research Agenda of SNETP; FP7-EURATOM-FISSION, Deliverable 6 (rev.1), Executive Summary; European Commission: Brussels, Belgium, 2013; 29p. [Google Scholar]
- Abderrahim, A.H. Contribution of the European Commission to a European Strategy for HLW Management Through Partitioning & Transmutation. In Nuclear Back-End and Transmutation Technology for Waste Disposal; Nakajima, K., Ed.; Springer Nature: Basingstoke, UK, 2015; pp. 59–71. [Google Scholar]
- NNL. Advanced Reprocessing Research and Development Needs, Position Paper; NNL: Warrington, UK, 2014; 22p. [Google Scholar]
- Baron, P.; Cornet, S.M.; Collins, E.D.; DeAngelis, G.; Del Cul, G.; Fedorov, Y.; Glatz, J.P.; Ignatiev, V.; Inoue, T.; Khaperskaya, A.; et al. A review of separation processes for advanced fuel cycles based on technology readiness level assessments. Prog. Nucl. Energy 2019, 117, 103091. [Google Scholar] [CrossRef]
- NEA. Review of Operating and Forthcoming Experimental Facilities Opened to International R&D Co-operation in the Field of Advanced Fuel Cycles; NEA/NSC/R(2018)4; NEA: Singapore, 2019; 41p.
- Lewin, B.; Somers, J.; Uhlir, J.; Zimmerman, C. ARCAS ADS and Fast Reactor Comparison Study in Support of Strategic Research Agenda of SNETP; FP7-EURATOM-FISSION, Deliverable 4: Definition of Fuel Reprocessing and Minor Actinide Fuel Fabrication Plants; European Commission: Brussels, Belgium, 2013; 41p. [Google Scholar]
- OECD. Fuels and Materials for Transmutation, A Status Report; NEA No. 5419; OECD: Paris, France; 240p.
- Warin, D.; Zaetta, A.; Varaine, F.; Grouiller, J.P.; Pillon, S. Neutronics, reactor systems and fuels for transmutation. In Proceedings of the PHYSOR 2006, Vancouver, BC, Canada, 10–14 September 2006; 8p. [Google Scholar]
- De Bruyn, D.; Larmignat, S.; Woaye Hune, A.; Mansani, L.; Rimpault, G.; Artioli, C. Accelerator Driven Systems for Transmutation: Main Design Achievements of the XT-ADS and EFIT Systems within the FP6 IP-EUROTRANS Integrated Project. In Proceedings of the ICAPP ’10, San Diego, CA, USA, 13–17 June 2010. [Google Scholar]
- De Bruyn, D.; Abderrahim, A.H.; Schyns, M. Recent progress and perspectives in the Belgian MYRRHA ADS programme. In Proceedings of the 2019 International Congress on Advances in Nuclear Power Plants (ICAPP’19), Juan Les Pins, France, 12–15 May 2019. [Google Scholar]
- Abderrahim, A.H.; De Bruyn, D.; Dierckx, M.; Fernandez, R.; Popescu, L.; Schyns, M.; Stankovskiy, A.; Van den Eynde, G.; Vandeplassche, D. MYRRHA Accelerator Driven System programme: Recent progress and perspectives. Nucl. Power Eng. 2019, 2, 29–41. [Google Scholar]
- De Bruyn, D.; Fernandez, R.; Engelen, J. Recent Developments in the Design of the Belgian MYRRHA ADS Facility. In Proceedings of the 2016 International Congress on Advances in Nuclear Power Plants (ICAPP’16), San Francisco, CA, USA, 17–20 April 2016; pp. 286–293. [Google Scholar]
- De Bruyn, D.; Fernandez, R.; Baeten, P. The Belgian MYRRHA ADS Programme. Part 2: Recent developments in the reactor primary system. In Proceedings of the 2018 International Congress on Advances in Nuclear Power Plants (ICAPP’18), Charlotte, NC, USA, 8–11 April 2018; pp. 1074–1079. [Google Scholar]
- Heise, J.; Aït Abderrahim, H.; Baeten, P.; Vittiglio, G. Joint Workshop EUROTRANS—JAEA on ADS Activities; KIT: Karlsruhe, Germany, 2008. [Google Scholar]
- Talamo, A.; Ravetto, P.; Gudowski, W. (Eds.) Advanced Computational Models for Accelerator-Driven Systems, Science and Technology of Nuclear Installations; Hindawi Publ. Corp.: London, UK, 2012; Volume 2012. [Google Scholar]
- Klaassen, F.; Bidaud, A.; van Heek, A.; Van den Eynde, G.; Lewin, B.; Zimmerman, C.; Uhlir, J.; van Mierloo, X.; Abánades, A. ARCAS, ADS and Fast Reactor Comparison Study in Support of Strategic Research Agenda of SNETP; FP7-EURATOM-FISSION, Deliverable 5 Economic Comparison of Fast Reactor and Accelerator Driven System as Dedicated Burners; European Commission: Brussels, Belgium, 2013. [Google Scholar]
- Uhlif, J.; Mareček, M.; Škarohlid, J. Current progress in R&D of Fluoride Volatility method, ATALANTE 2012. Procedia Chem. 2012, 7, 110–115. [Google Scholar]
- Available online: https://www.oecd-nea.org/jcms/pl_53319/new-nea-task-force-on-partitioning-and-transmutation-kicks-off (accessed on 25 October 2021).






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).