
Novel Probability Density Function of Pad Asperity by Wear Effect over Time in Chemical Mechanical Planarization



Abstract
1. Introduction
2. Theorectical Background
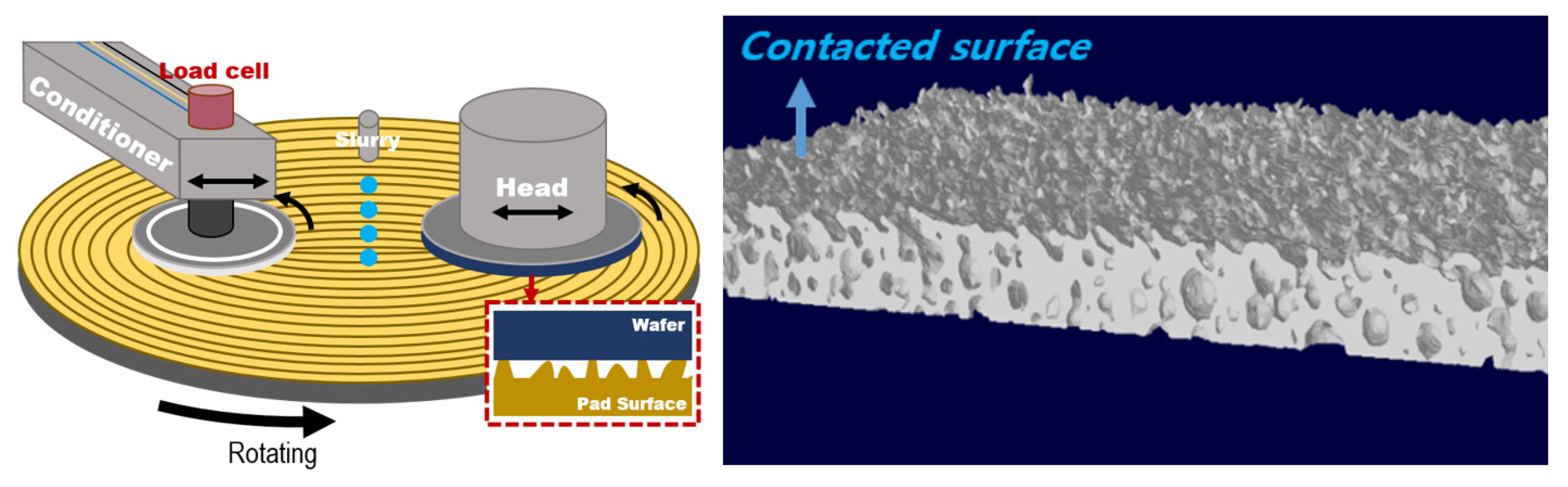
2.1. Contact Theory in CMP
2.1.1. Contact: PDF of Pad Asperity
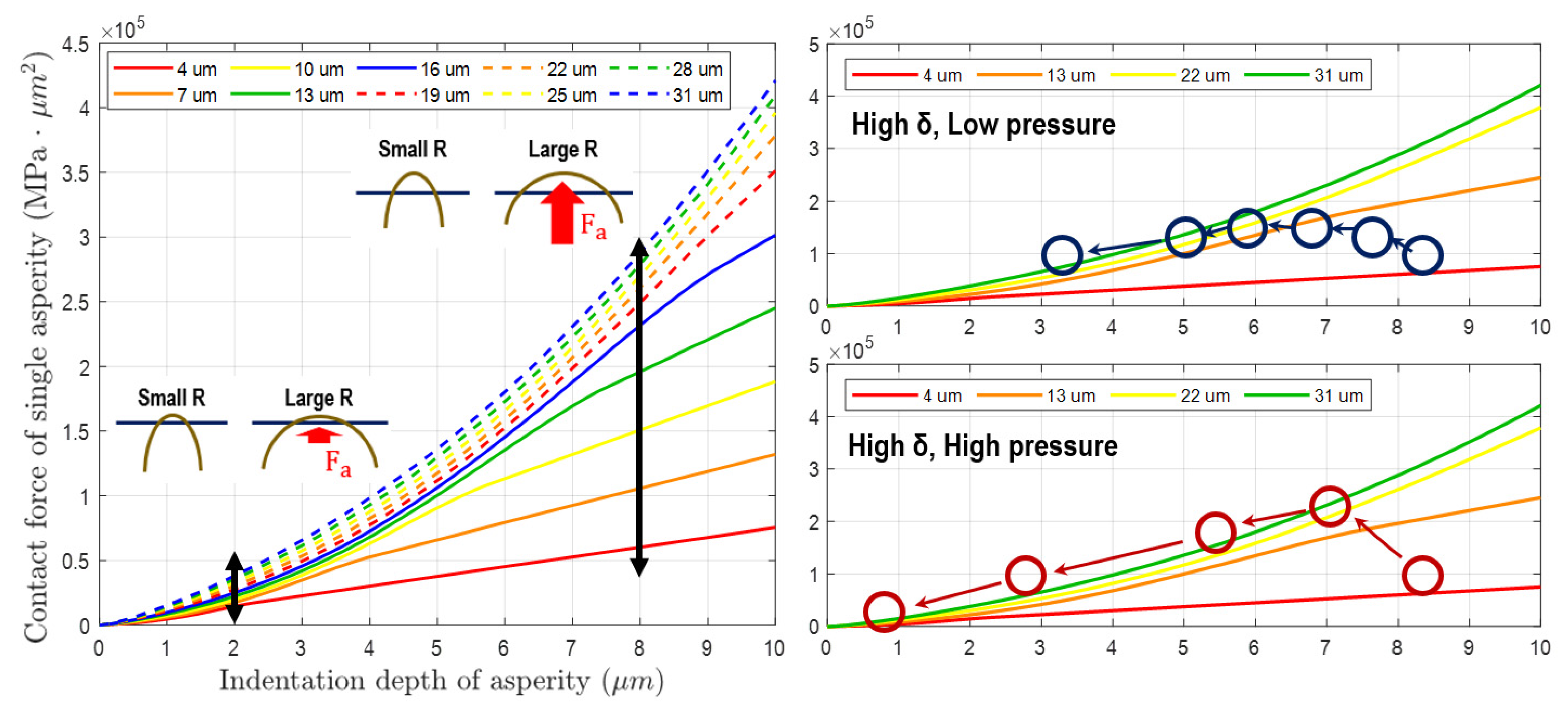
2.1.2. Contact: Wear Affect in CMP
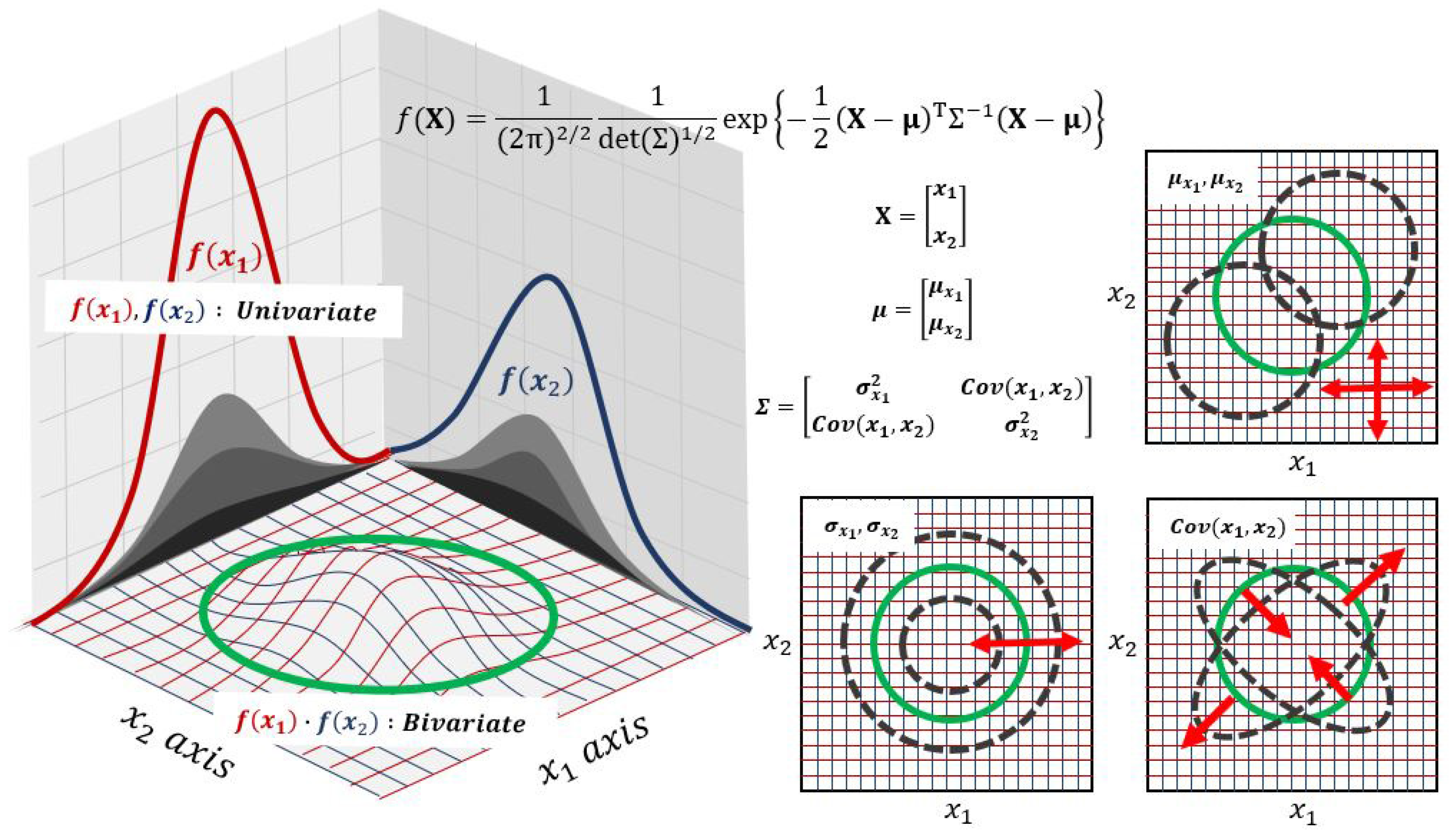
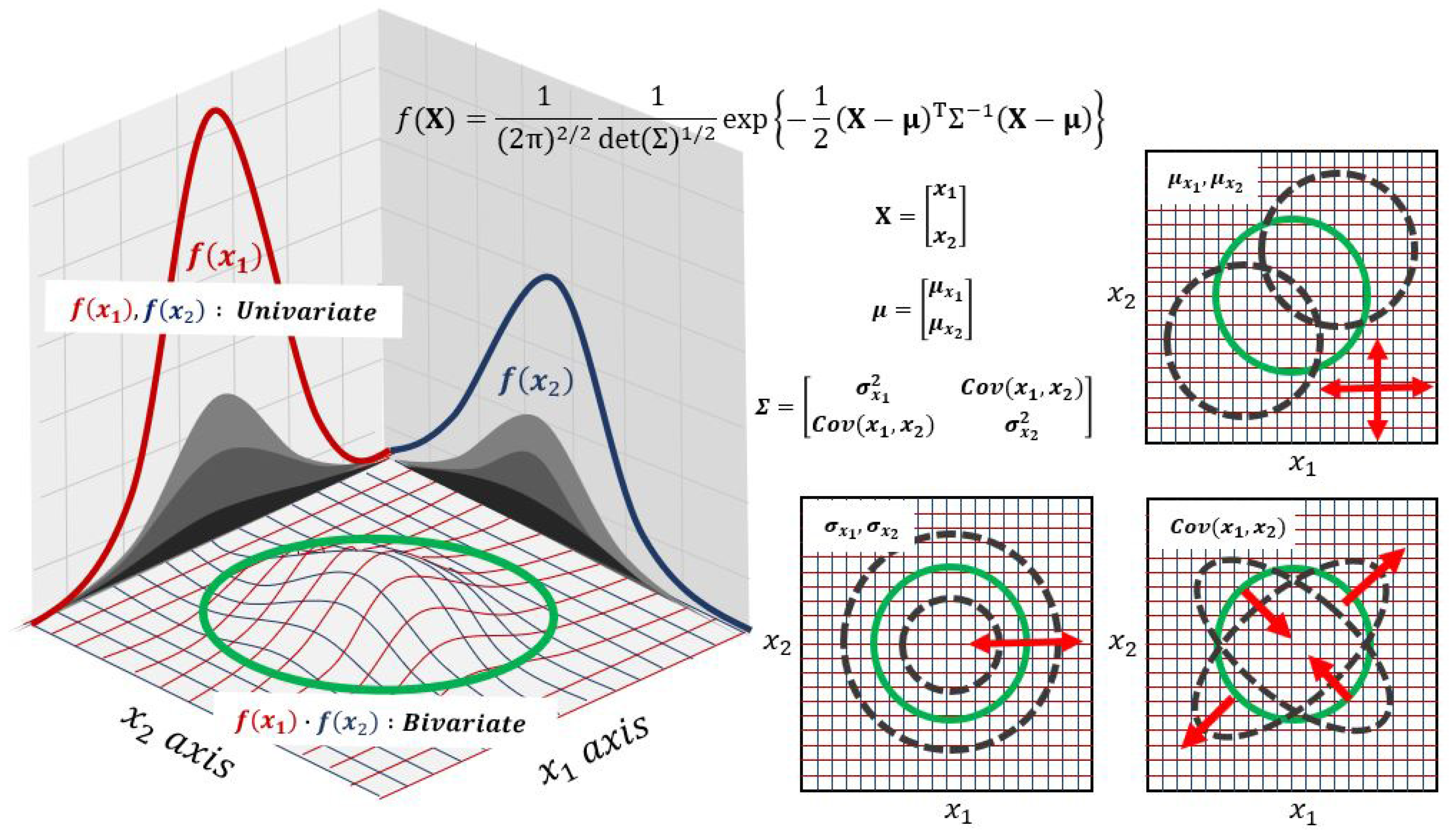
2.2. Multivariate Gaussian Normal Distribution (MVN) Theory
3. Model Development
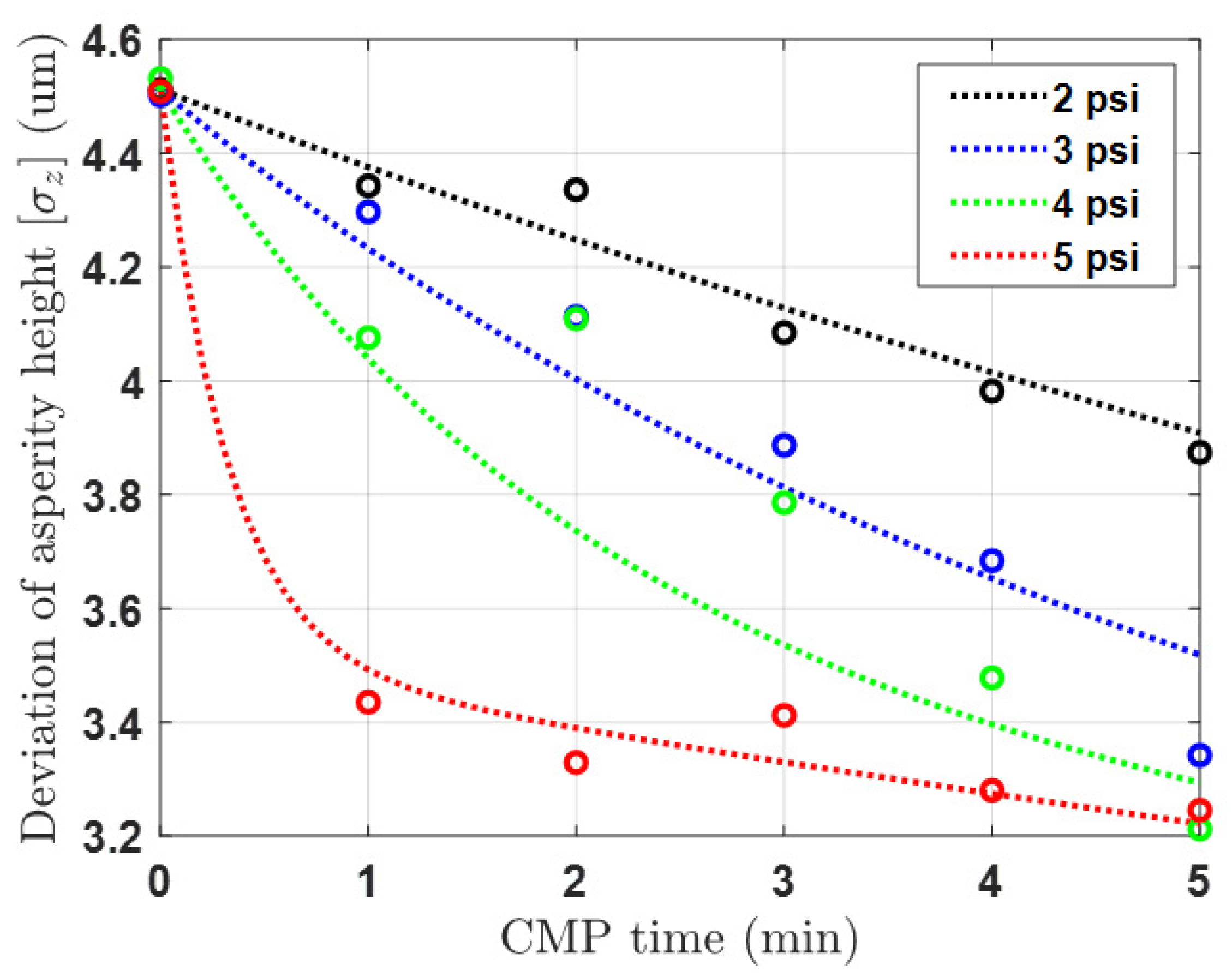
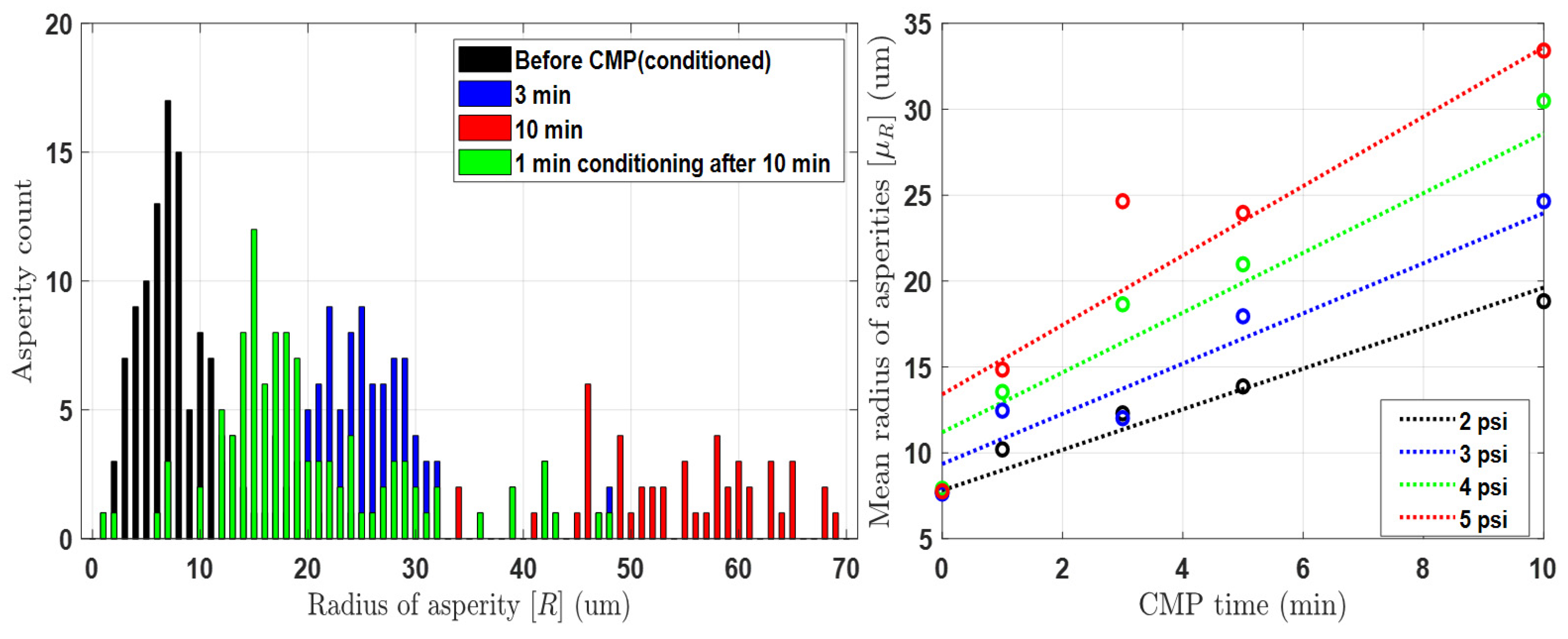
3.1. Pad Asperity Evolution According to CMP Time
3.2. Novel PDF Model with MVN Theory
3.3. Material Removal Rate Model
- Initialize to and to ;
- Solve for the load-balancing separation using balance equation of force as in Equations (15) and (16);
- Calculate the actual contact-force , the actual contact area , and the number of contact asperities as in Equations (17)–(19);
- Integrate the evolution equation for the PDF for one time step;
- Calculate the material removal rate as in Equation (20);
- Increment the time and repeat from step 2 until complete.
4. Results and Discussion
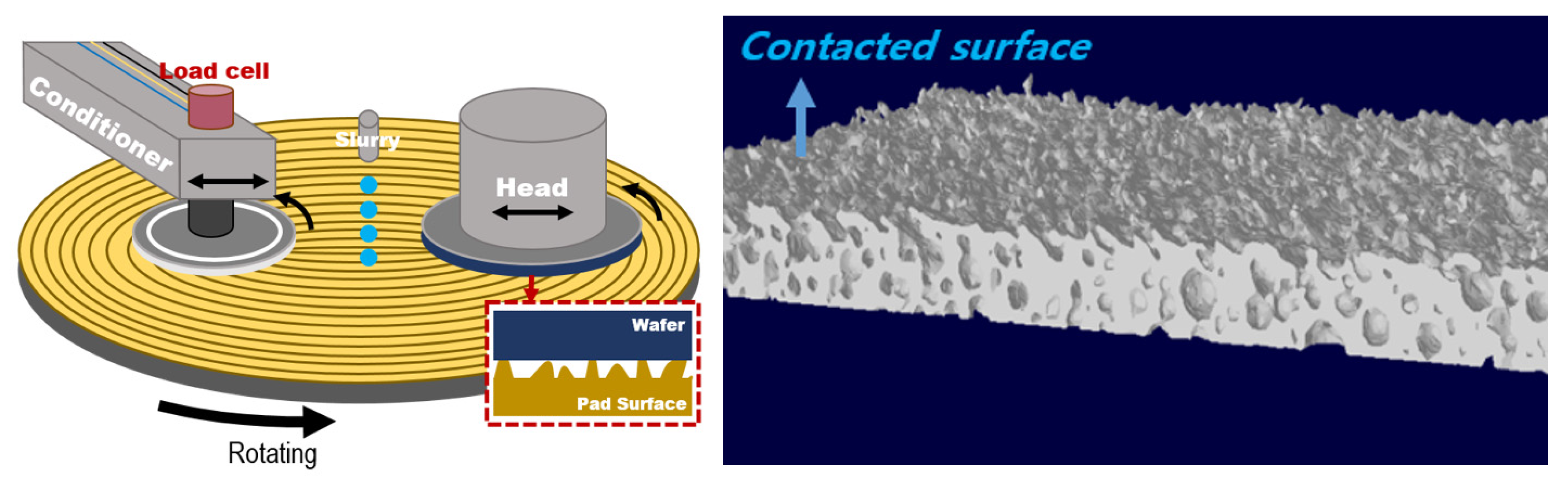
4.1. Experimental Condition for CMP
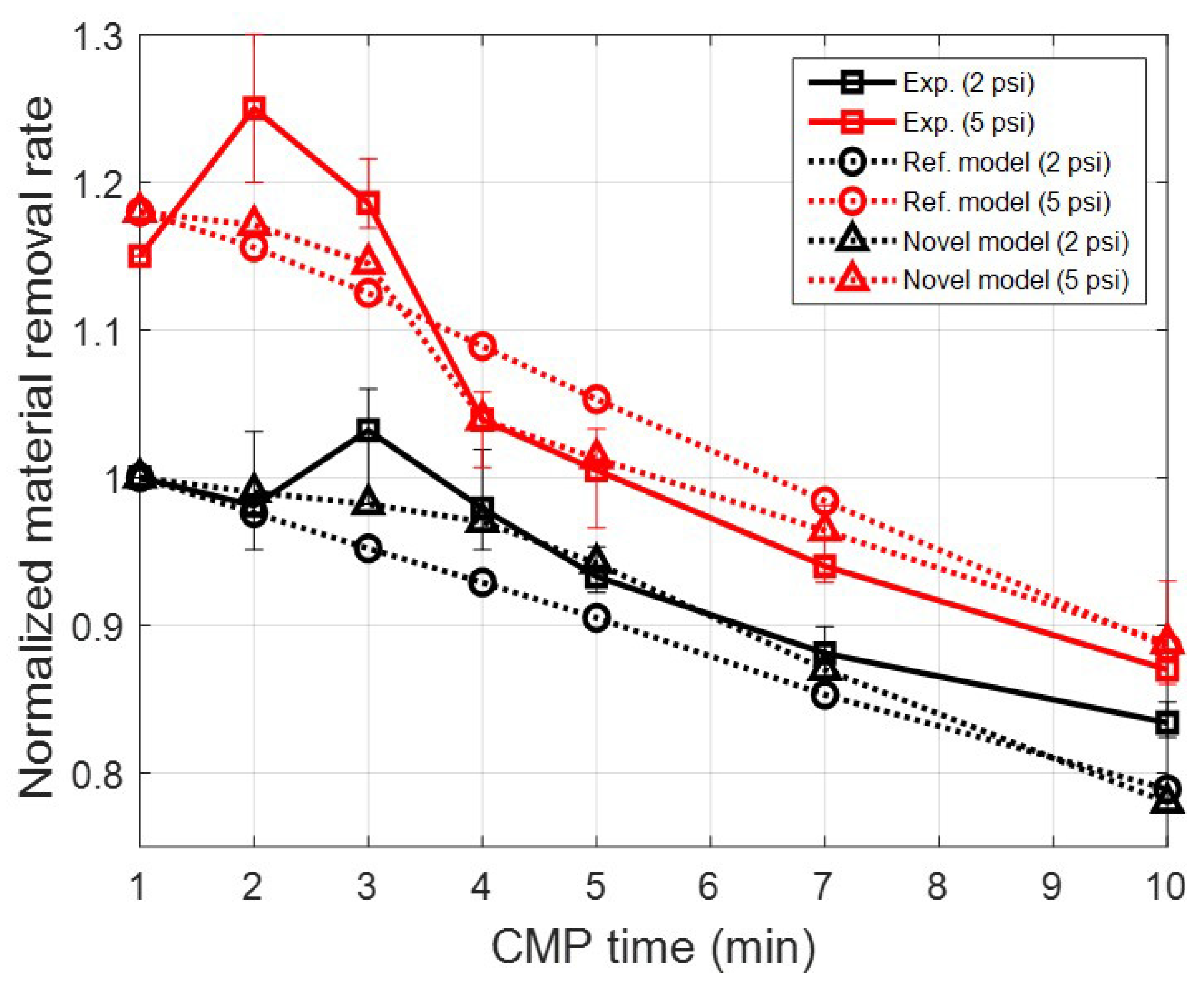
4.2. Comparison of CMP Result and Model
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| CMP | Chemical mechanical planarization |
| MVN | Multivariate normal distribution |
| GW | Greenwood–Williamson |
| MRR | Material removal rate |
References
- Zantye, P.B.; Kumar, A.; Sikder, A.K. Chemical mechanical planarization for microelectronics applications. Mater. Sci. Eng. R Rep. 2004, 45, 89–220. [Google Scholar] [CrossRef]
- Steigerwald, J.M.; Shyam, P.M.; Ronald, J.G. Chemical Mechanical Planarization of Microelectronic Materials; John Wiley and Sons: Hoboken, NJ, USA, 1997. [Google Scholar]
- Liu, R.; Pai, C.; Martinez, E. Interconnect Technology Trend for Microelectronics. Solid State Electron. 1999, 43, 1003–1009. [Google Scholar] [CrossRef]
- Seo, J.H. A Review on Chemical and Mechanical Phenomena at the Wafer Interface during Chemical Mechanical Planarization. J. Mater. Res. 2021, 36, 235–257. [Google Scholar] [CrossRef]
- Luo, J.; Dornfeld, D.A. Material removal mechanism in chemical mechanical polishing:theory and modeling. IEEE Trans. Semicond. Manuf. 2001, 14, 112–133. [Google Scholar]
- Shi, H.; Ring, T.A. CMP pad wear and polish-rate decay modeled by asperity population balance with fluid effect. Microelectron. Eng. 2010, 87, 2368–2375. [Google Scholar] [CrossRef]
- Achuthan, K.; Curry, J.; Lacy, M.; Campbell, D.; Babu, S.V. Investigation of pad deformation and conditioning during the CMP of silicon dioxide films. J. Electron. Mater. 1996, 25, 1628–1632. [Google Scholar] [CrossRef]
- Khanna, A.J.; Yamamura, M.; Kakireddy, V.R.; Chockalingam, A.; Jawali, P.; Kenchappa, N.B.; Hariharan, V.; Redfield, D.; Bajaj, R. Investigation of the Impact of Pad Surface Texture from Different Pad Conditioners on the CMP Performance. ECS J. Solid State Sci. Technol. 2020, 9, 064011. [Google Scholar] [CrossRef]
- Wang, L.; Zhou, P.; Yan, Y.; Guo, D. Modeling the microscale contact status in chemical mechanical polishing process. Int. J. Mech. Sci. 2022, 230, 107559. [Google Scholar] [CrossRef]
- McGrath, J.; Davis, C. Polishing pad surface characterisation in chemical mechanical planarisation. J. Mater. Process. Technol. 2004, 153, 666–673. [Google Scholar] [CrossRef]
- Jeong, S.; Jeong, K.; Choi, J.; Jeong, H. Analysis of correlation between pad temperature and asperity angle in chemical mechanical planarization. Precis. Eng. 2021, 20, 1507. [Google Scholar] [CrossRef]
- Kim, N.; Seo, Y.; Lee, W. Temperature effects of pad conditioning process on oxide CMP: Polishing pad, slurry characteristics, and surface reactions. Microelectron. Eng. 2006, 83, 362–370. [Google Scholar] [CrossRef]
- Yang, J.; Oh, D.; Kim, H.; Kim, T. Investigation on Surface Hardening of Polyurethane Pads during Chemical Mechanical Polishing (CMP). J. Electron. Mater. 2010, 39, 338–346. [Google Scholar] [CrossRef]
- Cho, H.; Lee, T.; Kim, D.; Kim, H. Kinematic Prediction and Experimental Demonstration of Conditioning Process for Controlling the Profile Shape of a Chemical Mechanical Polishing Pad. Appl. Sci. 2021, 11, 4358. [Google Scholar] [CrossRef]
- Lee, H. Semi-empirical Material Removal Model with Modified Real Contact Area for CMP. Int. J. Precis. Eng. Manuf. 2019, 20, 1325–1332. [Google Scholar] [CrossRef]
- Kim, S.; Saka, N.; Chun, J. The Role of Pad Topography in Chemical-Mechanical Polishing. IEEE Trans. Semicond. Manuf. 2014, 27, 431–442. [Google Scholar] [CrossRef]
- Greenwood, J.; Williamson, J. Contact of Nominally Flat Surfaces. Proc. R. Soc. Lond. Ser. A-Contain. Pap. Math. Phys. Character 1966, 295, 300–319. [Google Scholar]
- Vasilev, B.; Bott, S.; Rzehak, R.; Kücher, P.; Bartha, J.W. A feature scale Greenwood–Williamson model predicting pattern-size effects in CMP. Microelectron. Eng. 2012, 91, 159–166. [Google Scholar] [CrossRef]
- Ali, I.; Roy, S. Pad Conditioning in Interlayer Dielectric CMP. Solid State Technol. 1997, 40, 185–191. [Google Scholar]
- Quoc Huy, L.N.; Lin, C.-Y.; Chen, C.-C.A. Analyzing the effects of pad asperity on chemical mechanical polishing of copper thin film wafer. Jpn. J. Appl. Phys. 2022, 61, 071005. [Google Scholar] [CrossRef]
- Qinzhi, X.; Lan, C. A Feature-Scale Greenwood–Williamson Model for Metal Chemical Mechanical Planarization. J. Electron. Mater. 2013, 42, 2630–2640. [Google Scholar]
- Changxue, W.; Sherman, P.; Chandra, A. A stochastic model for the effects of pad surface topography evolution on material removal rate decay in chemical-mechanical planarization. IEEE Trans. Semicond. Manuf. 2005, 18, 695–708. [Google Scholar]
- Elmufdi, C.L.; Muldowney, G.P. The Impact of Diamond Conditioning on Surface Contact in CMP Pads. Mater. Res. Soc. Symp. Proc. 2007, 991, 1–6. [Google Scholar] [CrossRef]
- Tsai, M.; Chen, S.; Liao, Y.; Sung, J. Novel diamond conditioner dressing characteristics of CMP polishing pad. Int. J. Mach. Tools Manuf. 2009, 49, 722–729. [Google Scholar] [CrossRef]
- Oliver, M.R. CMP pad surface roughness and CMP removal rate. Elec. Soc. 2000, 26, 77–83. [Google Scholar]
- Lawing, S. Pad Conditioning and Pad Surface Characterization in Oxide Chemical Mechanical Polishing. Mater. Res. Soc. Symp. Proc. 2011, 732, 142–149. [Google Scholar] [CrossRef]
- Wang, J. An Intuitive Tutorial to Gaussian Process Regression. Comput. Sci. Eng. 2023, 25, 8469–8474. [Google Scholar] [CrossRef]
- Ghurye, S.G.; Olkin, I. A characterization of the multivariate normal distribution. Ann. Math. Stat. 1962, 33, 533–541. [Google Scholar] [CrossRef]
- Borucki, L. Mathematical modeling of polish-rate decay in chemical-mechanical polishing. J. Eng. Math. 2002, 43, 105–114. [Google Scholar] [CrossRef]
- Kasai, T.; Bhushan, B. Physics and tribology of chemical mechanical planarization. J. Phys. Condens. Matter. 2008, 20, 225011. [Google Scholar] [CrossRef]
- Tsai, H.J.; Jeng, Y.R.; Huang, P.Y. An improved model considering elastic–plastic contact and partial hydrodynamic lubrication for chemical mechanical polishing. Proc. Inst. Mech. Eng. J. 2006, 83, 362–370. [Google Scholar] [CrossRef]
- Chen, X.; Zhao, Y.; Wang, Y. Modeling the effects of particle deformation in chemical mechanical polishing. Appl. Surf. Sci. 2012, 258, 8469–8474. [Google Scholar] [CrossRef]
- Zhao, Y.; Maietta, D.M.; Chang, L. An Asperity Micro-Contact Model Incorporating the Transition from Elastic Deformation to Fully Plastic Flow. J. Tribol. 2000, 122, 86–93. [Google Scholar] [CrossRef]
- Castillo-Mejia, D.; Beaudoin, S. A Locally Relevant Prestonian Model for Wafer Polishing. J. Electrochem. Soc. 2003, 150, G96–G102. [Google Scholar] [CrossRef]
- Kim, S.; Saka, N.; Chun, J. The Effect of Pad-asperity Curvature on Material Removal Rate in Chemical-mechanical Polishing. Procedia CIRP 2014, 14, 42–47. [Google Scholar] [CrossRef]
- Stein, D.; Hetherington, D.; Dugger, M.; Stout, T. Optical Interferometry for Surface Measurements of CMP Pads. J. Electron. Mater. 1996, 25, 1623–1627. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bef. | 1 min | 2 min | 3 min | 4 min | 5 min | 10 min | Cond. | |
|---|---|---|---|---|---|---|---|---|
| 2 psi | 109 | 121 | 103 | 113 | 97 | 91 | 56 | 114 |
| 3 psi | 106 | 103 | 116 | 110 | 98 | 96 | 52 | 120 |
| 4 psi | 121 | 118 | 101 | 99 | 80 | 82 | 60 | 110 |
| 5 psi | 114 | 96 | 72 | 81 | 60 | 46 | 108 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jeong, S.; Shin, Y.; Jeong, J.; Jeong, S.; Jeong, H. Novel Probability Density Function of Pad Asperity by Wear Effect over Time in Chemical Mechanical Planarization. Materials 2024, 17, 1817. https://doi.org/10.3390/ma17081817
Jeong S, Shin Y, Jeong J, Jeong S, Jeong H. Novel Probability Density Function of Pad Asperity by Wear Effect over Time in Chemical Mechanical Planarization. Materials. 2024; 17(8):1817. https://doi.org/10.3390/ma17081817
Chicago/Turabian StyleJeong, Seonho, Yeongil Shin, Jongmin Jeong, Seunghun Jeong, and Haedo Jeong. 2024. "Novel Probability Density Function of Pad Asperity by Wear Effect over Time in Chemical Mechanical Planarization" Materials 17, no. 8: 1817. https://doi.org/10.3390/ma17081817
APA StyleJeong, S., Shin, Y., Jeong, J., Jeong, S., & Jeong, H. (2024). Novel Probability Density Function of Pad Asperity by Wear Effect over Time in Chemical Mechanical Planarization. Materials, 17(8), 1817. https://doi.org/10.3390/ma17081817