An Investigation on the Spark Plasma Sintering Diffusion Bonding of Diamond/Cu Composites with a Cr Interlayer



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
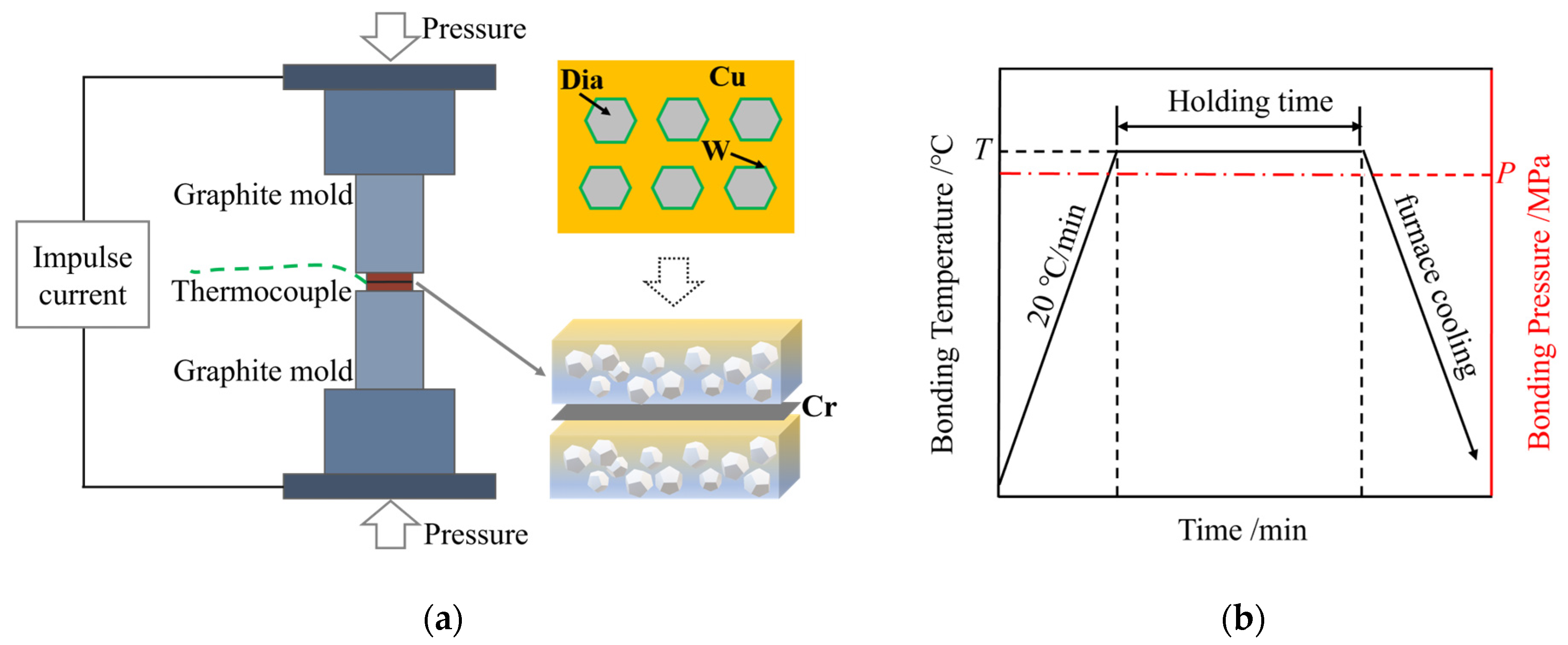
2.2. SPS Diffusion Bonding Experiments
2.3. Characterization and Analysis
3. Results and Discussion
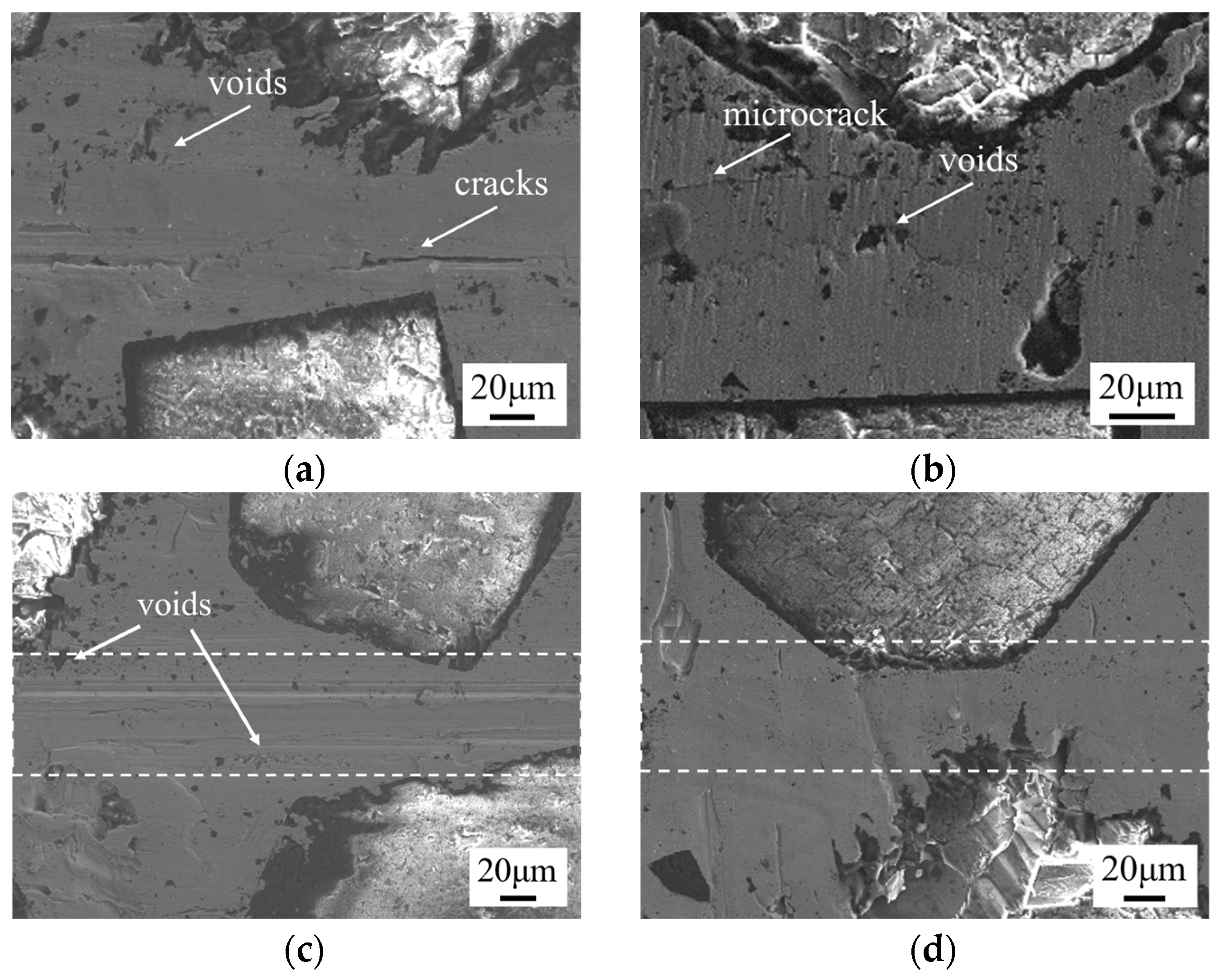
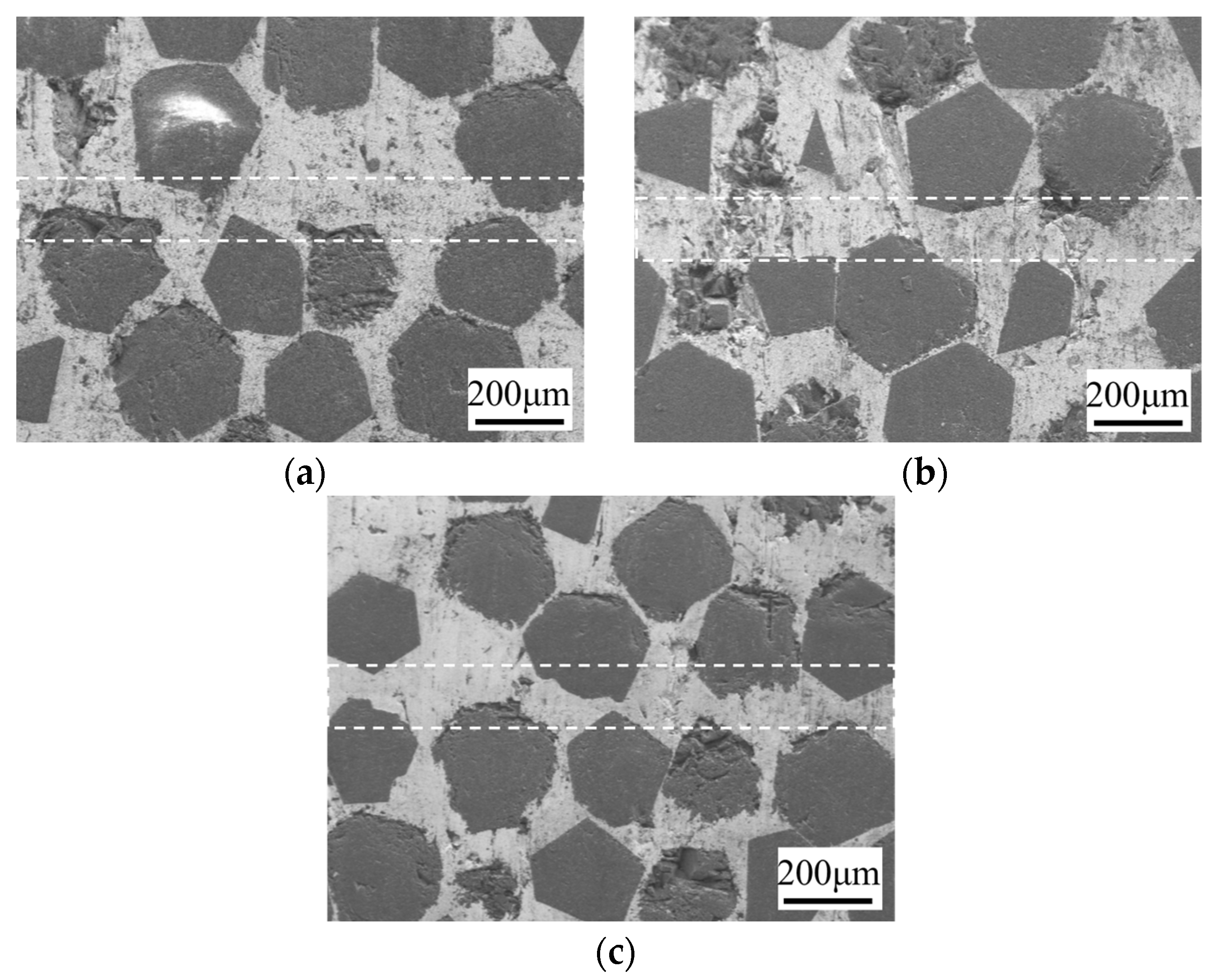
3.1. The Effect of the Thickness of the Interlayer
3.2. Effect of Bonding Temperature
3.3. Effect of Holding Time
3.4. Effect of Bonding Pressure
4. Thermal Conductivity of the Diffusion-Bonded Interface
5. Conclusions
- (1)
- At an interlayer thickness of 10 μm, microcracks, and voids are observed at the bonding interface. At 30 μm, no significant defects are found, and the shear strength reaches 131.27 MPa. However, when the interlayer thickness increases to 50 μm, the shear strength drops to 63.60 MPa, and discontinuous voids appear at the bonding interface.
- (2)
- Increasing the bonding temperature, holding time, and bonding pressure improves mechanical properties and reduces defects at the bonding interface. The higher temperature and pressure promote atomic diffusion, improving bonding quality and minimizing defects. Additionally, the extended holding time allows for more diffusion, further enhancing joint formation.
- (3)
- Under the conditions of a 10 μm interlayer, 810 °C, 60 min, and 10 MPa, the bonding interface achieves the most compact structure, with a TC of 700.97 W/(m·K), a shear strength of 139.89 MPa, and a deformation rate of just 1.09%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cieślak, G.; Gostomska, M.; Dąbrowski, A.; Skroban, K.; Ciciszwili-Wyspiańska, T.; Wojda, E.; Mazurek, A.; Głowacki, M.; Baranowski, M.; Gajewska-Midziałek, A.; et al. Production of Cu/Diamond Composite Coatings and Their Selected Properties. Materials 2024, 17, 2803. [Google Scholar] [CrossRef] [PubMed]
- Minghe, C.; Hongzhao, L.; Changrui, W.; Ning, W.; Zhiyou, L.; Lina, T. Progress in heat conduction of diamond/Cu composites with high thermal conductivity. Rare Met. Mater. Eng. 2020, 49, 4146–4158. [Google Scholar]
- Hu, D.; Wang, L.; Chen, M.; Feng, S.; Wang, N.; Zhou, Y. Thermal conduction and strength of diamond-copper composite sandwich obtained by SPS diffusion bonding with Ti interlayer. J. Mater. Res. Technol. 2023, 26, 8806–8812. [Google Scholar] [CrossRef]
- He, Z.; Yan, Y.; Zhang, Z. Thermal management and temperature uniformity enhancement of electronic devices by micro heat sinks: A review. Energy 2021, 216, 119223. [Google Scholar] [CrossRef]
- Dai, S.; Li, J.; Lu, N. Research progress of diamond/copper composites with high thermal conductivity. Diam. Relat. Mater. 2020, 108, 107993. [Google Scholar] [CrossRef]
- Zhu, P.; Wang, P.; Shao, P.; Lin, X.; Xiu, Z.; Zhang, Q.; Kobayashi, E.; Wu, G. Research progress in interface modification and thermal conduction behavior of diamond/metal composites. Int. J. Miner. Metall. Mater. 2022, 29, 200–211. [Google Scholar] [CrossRef]
- Chung, C.Y.; Lee, M.T.; Tsai, M.Y.; Chu, C.H.; Lin, S.J. High thermal conductive diamond/Cu–Ti composites fabricated by pressureless sintering technique. Appl. Therm. Eng. 2014, 69, 208–213. [Google Scholar] [CrossRef]
- Pan, Y.; He, X.; Ren, S.; Wu, M.; Qu, X. Optimized thermal conductivity of diamond/Cu composite prepared with tungsten-copper-coated diamond particles by vacuum sintering technique. Vacuum 2018, 153, 74–81. [Google Scholar] [CrossRef]
- Kang, Q.; He, X.; Ren, S.; Zhang, L.; Wu, M.; Liu, T.; Liu, Q.; Guo, C.; Qu, X. Preparation of high thermal conductivity copper–diamond composites using molybdenum carbide-coated diamond particles. J. Mater. Sci. 2013, 48, 6133–6140. [Google Scholar] [CrossRef]
- Zhang, X.; Lin, P.; Lin, J.; Zhao, W.; Li, X.; Yang, J.; Wang, C.; Lin, T.; He, P.; Zhuang, Y. A new low-temperature preparation technology of heat-resistant diamond/Cu joint using composite braze: Microstructure evolution and mechanical properties strengthening. J. Mater. Process. Technol. 2023, 322, 118194. [Google Scholar] [CrossRef]
- Kazakov, N. (Ed.) Diffusion Bonding of Materials; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Kidalov, S.V.; Shakhov, F.M. Thermal conductivity of diamond composites. Materials 2009, 2, 2467–2495. [Google Scholar] [CrossRef]
- Yang, J.; He, Y.; Zhang, X.; Yang, W.; Li, Y.; Li, X.; Chen, Q.; Chen, X.; Du, K.; Yan, Y. Improving the electrical conductivity of copper/graphene composites by reducing the interfacial impurities using spark plasma sintering diffusion bonding. J. Mater. Res. Technol. 2021, 15, 3005–3015. [Google Scholar] [CrossRef]
- Ananthakumar, K.; Vivekanandhan, P.; Kumaran, S. Spark plasma assisted diffusion bonding of titanium and stainless steel: Role of pulse current in diffusion kinetics and microstructural evolution. Vacuum 2020, 177, 109394. [Google Scholar] [CrossRef]
- Pan, Y.; Yang, X.; Fan, Z.; Liu, D.; Zhang, J.; Xie, S.; Du, Y.; Luo, F.; Huang, L. Effect of Ni interlayer thickness on the welding morphology and mechanical properties of SPS diffusion-welded YG8/40Cr joints. J. Mater. Eng. Perform. 2024, 33, 7008–7019. [Google Scholar] [CrossRef]
- Li, W.; Liang, Y.; Bai, Y.; Lin, T.; Li, B.; Feng, J. Cu–Cu low-temperature diffusion bonding by spark plasma sintering: Void closure mechanism and mechanical properties. J. Mater. Sci. Technol. 2023, 139, 210–223. [Google Scholar] [CrossRef]
- Tokita, M. Progress of spark plasma sintering (SPS) method, systems, ceramics applications and industrialization. Ceramics 2021, 4, 160–198. [Google Scholar] [CrossRef]
- Wei, C.; Xu, X.; Wei, B.; Cheng, J.; Chen, P. Effect of diamond surface treatment on microstructure and thermal conductivity of diamond/W-30Cu composites prepared by microwave sintering. Diam. Relat. Mater. 2020, 104, 107760. [Google Scholar] [CrossRef]
- Zhou, L.; Liu, J.; Ding, R.; Cao, J.; Zhan, K.; Zhao, B. A review of diamond interfacial modification and its effect on the properties of diamond/Cu matrix composites. Surf. Interfaces 2023, 40, 103143. [Google Scholar] [CrossRef]
- Han, J.; Yang, X.; Ren, Y.; Li, Y.; Li, Y.; Li, Z. Effects of alloying elements on diamond/Cu interface properties based on first-principles calculations. J. Phys. Condens. Matter 2023, 35, 115001. [Google Scholar] [CrossRef]
- Chen, H.Y.; Luo, L.M.; Zhang, J.; Zan, X.; Zhu, X.Y.; Luo, G.N.; Wu, Y.C. Investigation on W/Fe diffusion bonding using Ti foil and Ti powder interlayer by SPS. J. Nucl. Mater. 2015, 467, 566–571. [Google Scholar] [CrossRef]
- Liu, X.; Sun, F.; Wang, L.; Wang, J.; Kim, M.J.; Zhang, H. The role of Cr interlayer in determining interfacial thermal conductance between Cu and diamond. Appl. Surf. Sci. 2020, 515, 146046. [Google Scholar] [CrossRef]
- Wang, L.; Li, J.; Che, Z.; Wang, X.; Zhang, H.; Wang, J.; Kim, M.J. Combining Cr pre-coating and Cr alloying to improve the thermal conductivity of diamond particles reinforced Cu matrix composites. J. Alloys Compd. 2018, 749, 1098–1105. [Google Scholar] [CrossRef]
- Xie, Z.; Guo, H.; Zhang, X.; Huang, S.; Xie, H.; Mi, X. Tailoring the thermal and mechanical properties of diamond/Cu composites by interface regulation of Cr alloying. Diam. Relat. Mater. 2021, 114, 108309. [Google Scholar] [CrossRef]
- Jia, S.Q.; Bolzoni, L.; Li, T.; Yang, F. Unveiling the interface characteristics and their influence on the heat transfer behavior of hot-forged Cu–Cr/Diamond composites. Carbon 2021, 172, 390–401. [Google Scholar] [CrossRef]
- Chu, K.; Liu, Z.; Jia, C.; Chen, H.; Liang, X.; Gao, W.; Tian, W.; Guo, H. Thermal conductivity of SPS consolidated Cu/diamond composites with Cr-coated diamond particles. J. Alloys Compd. 2010, 490, 453–458. [Google Scholar] [CrossRef]
- Jia, S.Q.; Bolzoni, L.; Li, T.; Yang, F. Interface formation evolution of the hot-forged copper-(Cr) diamond composite and its thermal conductivity. J. Alloys Compd. 2023, 943, 169133. [Google Scholar] [CrossRef]
- Tan, Z.; Li, Z.; Fan, G.; Kai, X.; Ji, G.; Zhang, L.; Zhang, D. Fabrication of diamond/aluminum composites by vacuum hot pressing: Process optimization and thermal properties. Compos. Part B: Eng. 2013, 47, 173–180. [Google Scholar] [CrossRef]
- Liu, Z.; Cheng, W.; Mu, D.; Lin, Q.; Xu, X.; Huang, H. Growth mechanisms of interfacial carbides in solid-state reaction between single-crystal diamond and chromium. J. Mater. Sci. Technol. 2023, 144, 138–149. [Google Scholar] [CrossRef]
- Wang, H.; Huang, F.; Qin, W.; Shu, D.; Sun, J.; Li, J.; Meng, D.; Yue, W.; Kang, J.; Wang, C. Effect of Diamond Morphology on Construction of Thermal Conduction Path in Flexible Thermal Interface Materials. J. Mater. Eng. Perform. 2023, 33, 11104–11112. [Google Scholar] [CrossRef]
- Chu, K.; Jia, C.; Liang, X.; Chen, H. Effect of powder mixing process on the microstructure and thermal conductivity of Al/diamond composites fabricated by spark plasma sintering. Rare Met. 2010, 29, 86–91. [Google Scholar] [CrossRef]
- Liu, X.; Wang, L.; Zhang, Y.; Wang, X.; Wang, J.; Kim, M.J. Microstructural evolution of sandwiched Cr interlayer in Cu/Cr/diamond subjected to heat treatment. Thin Solid Film. 2021, 736, 138911. [Google Scholar] [CrossRef]
- Burger, N.; Laachachi, A.; Ferriol, M.; Ferriol, M.; Lutz, M.; Toniazzo, V.; Ruch, D. Review of thermal conductivity in composites: Mechanisms, parameters and theory. Prog. Polym. Sci. 2016, 61, 1–28. [Google Scholar] [CrossRef]
- Ren, B.; Gao, C.; Wu, W.; He, J.; Liu, J.; Zhong, H.; Jiang, Y. Enhanced mechanical and current-carrying wear performances of copper/carbon-matrix composites via interfacial reaction of chromium. J. Mater. Sci. 2023, 58, 1538–1553. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Temperature/°C | Holding Time/min | Pressure/MPa | Interlayer Thickness/μm |
|---|---|---|---|---|
| 1 | 720 | 60 | 10.0 | 10 |
| 2 | 750 | 60 | 10.0 | 10 |
| 3 | 780 | 60 | 10.0 | 10 |
| 4 | 810 | 60 | 10.0 | 10 |
| 5 | 750 | 30 | 10.0 | 10 |
| 6 | 750 | 90 | 10.0 | 10 |
| 7 | 750 | 60 | 7.5 | 10 |
| 8 | 750 | 60 | 12.5 | 10 |
| 9 | 750 | 60 | 10.0 | 30 |
| 10 | 750 | 60 | 10.0 | 50 |
| Interlayer Thickness/μm | Shear Strength/MPa | Deformation Rate/% |
|---|---|---|
| 10 | 108.97 | 0.78 |
| 30 | 131.27 | 1.03 |
| 50 | 63.60 | 1.16 |
| Bonding Temperature/°C | Shear Strength/MPa | Deformation Rate/% |
|---|---|---|
| 720 | 71.38 | 0.52 |
| 750 | 108.97 | 0.78 |
| 780 | 115.59 | 1.03 |
| 810 | 139.89 | 1.09 |
| Holding Time/min | Shear Strength/MPa | Deformation Rate/% |
|---|---|---|
| 30 | 95.45 | 0.52 |
| 60 | 108.97 | 0.78 |
| 90 | 119.62 | 1.20 |
| Bonding Pressures/MPa | Shear Strength/MPa | Deformation Rate/% |
|---|---|---|
| 7.5 | 97.89 | 0.62 |
| 10 | 108.97 | 0.78 |
| 12.5 | 116.37 | 1.25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, Y.; Hu, D.; Chen, M.; Wu, T.; Ouyang, J.; Xiong, D. An Investigation on the Spark Plasma Sintering Diffusion Bonding of Diamond/Cu Composites with a Cr Interlayer. Materials 2024, 17, 6026. https://doi.org/10.3390/ma17246026
Zhou Y, Hu D, Chen M, Wu T, Ouyang J, Xiong D. An Investigation on the Spark Plasma Sintering Diffusion Bonding of Diamond/Cu Composites with a Cr Interlayer. Materials. 2024; 17(24):6026. https://doi.org/10.3390/ma17246026
Chicago/Turabian StyleZhou, Ying, Daochun Hu, Minghe Chen, Taowen Wu, Jindong Ouyang, and Degan Xiong. 2024. "An Investigation on the Spark Plasma Sintering Diffusion Bonding of Diamond/Cu Composites with a Cr Interlayer" Materials 17, no. 24: 6026. https://doi.org/10.3390/ma17246026
APA StyleZhou, Y., Hu, D., Chen, M., Wu, T., Ouyang, J., & Xiong, D. (2024). An Investigation on the Spark Plasma Sintering Diffusion Bonding of Diamond/Cu Composites with a Cr Interlayer. Materials, 17(24), 6026. https://doi.org/10.3390/ma17246026