
Study on the Performance and Mechanism of Glass Fiber-Reinforced MgO-SiO2-H2O Cement

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Sample Preparation
2.2. Methodology
2.2.1. Measurement of Mechanical Performance
2.2.2. Shrinkage Testing
2.2.3. Test of Fluidity
2.2.4. Accelerated Aging Tests
2.2.5. Microstructural Characterization
3. Results
3.1. The Mechanical Properties
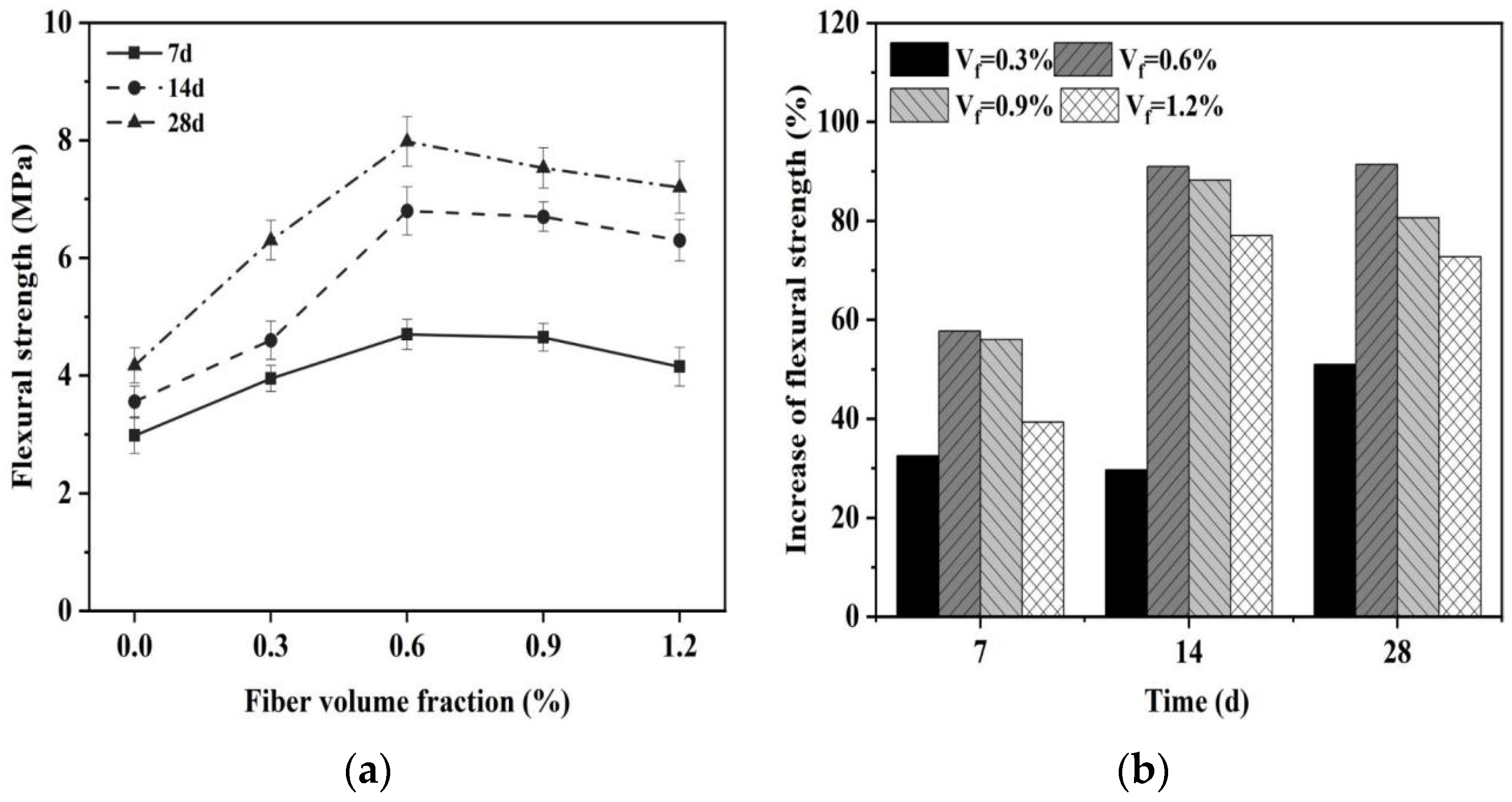
3.1.1. Flexural Strength
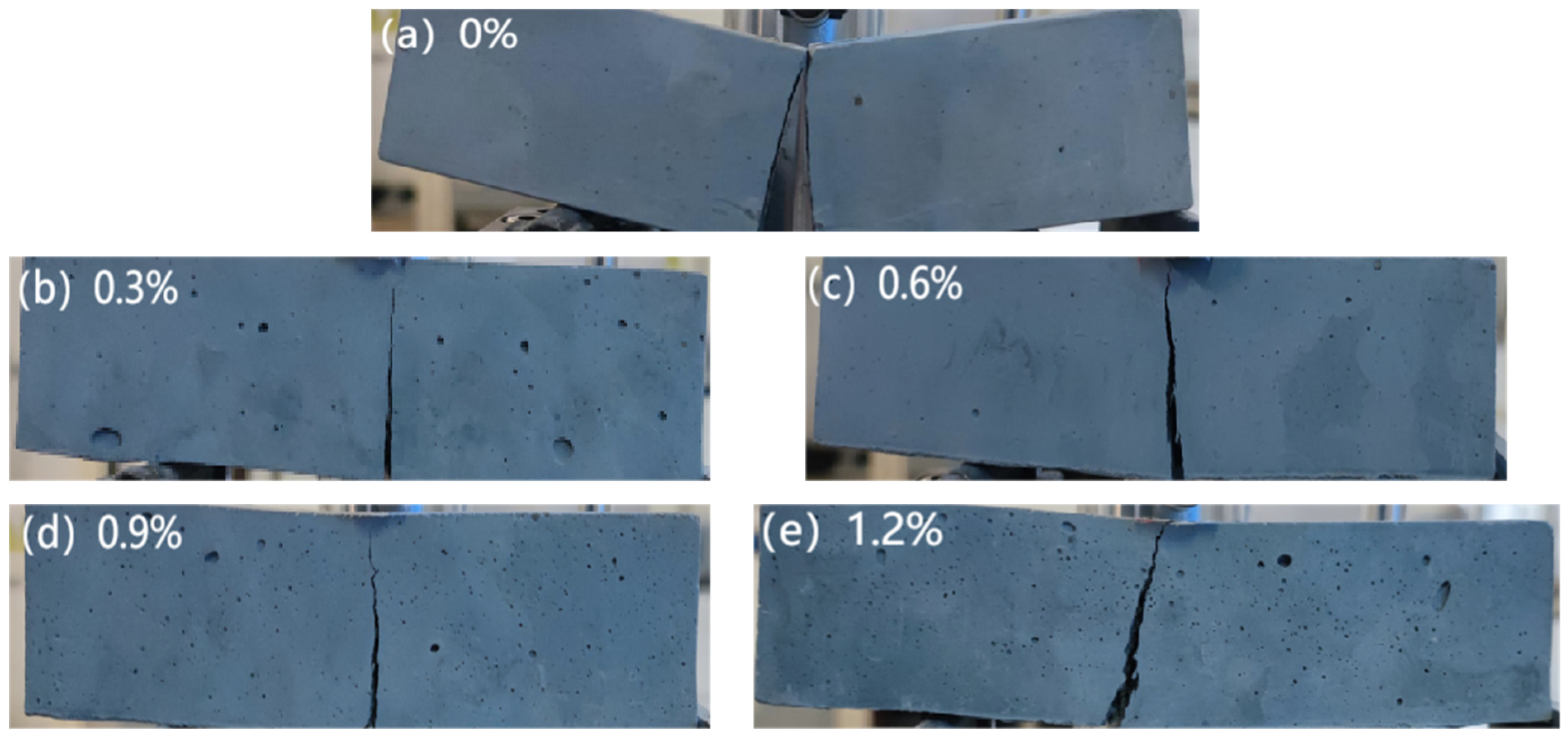
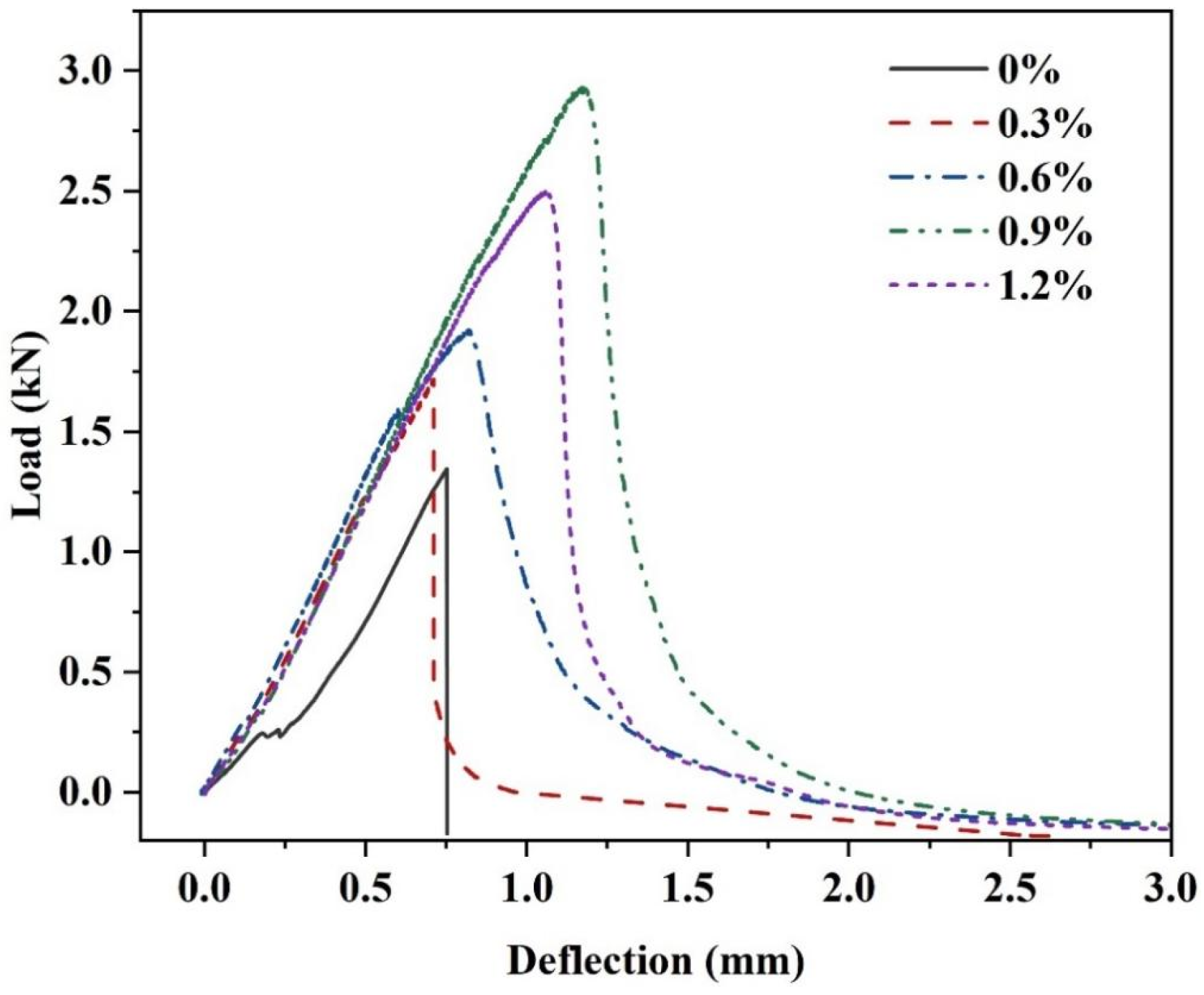
3.1.2. Flexure Toughness
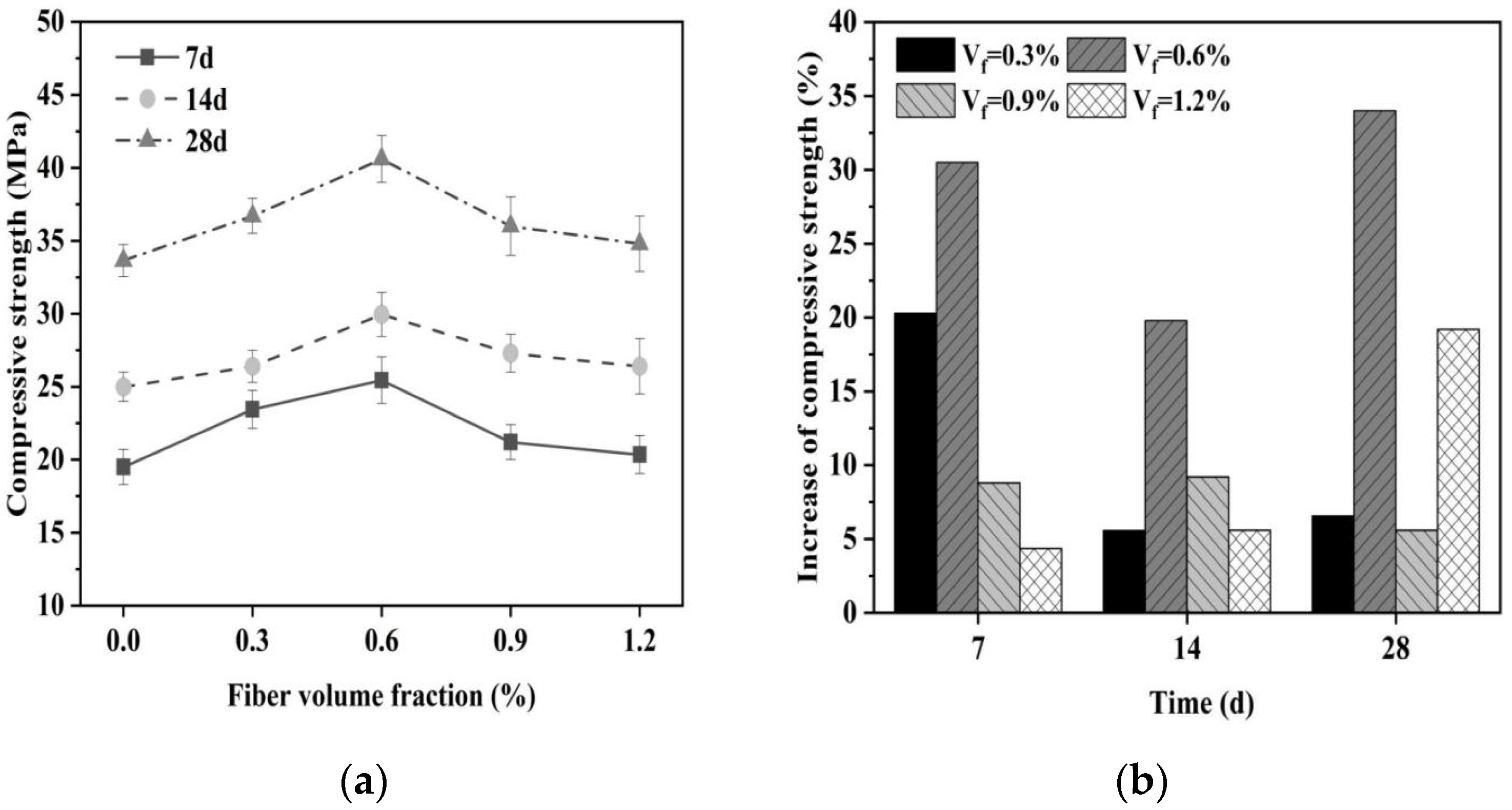
3.1.3. Compressive Strength
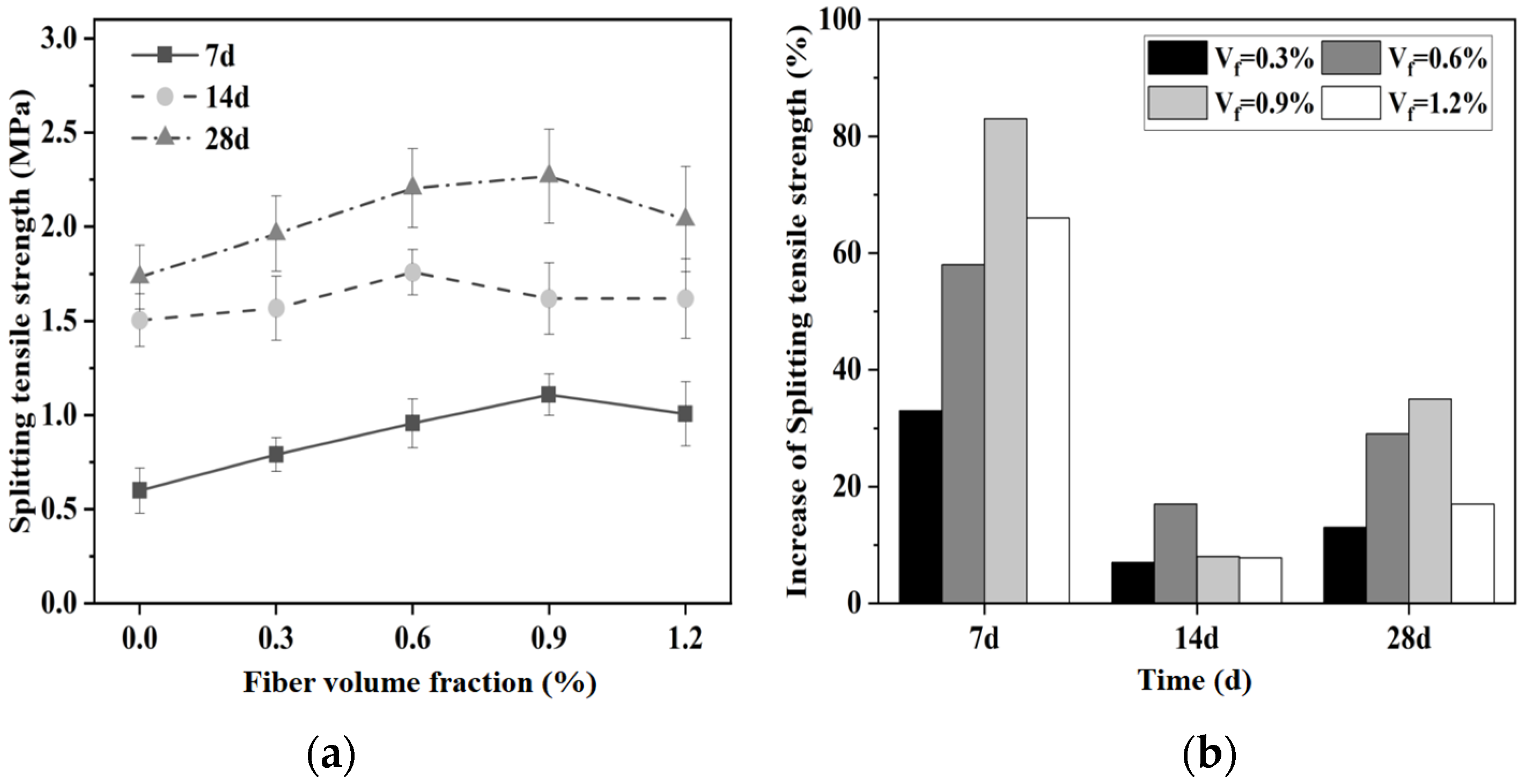
3.1.4. Splitting Tensile Strength
3.2. Workability and Microstructural Characteristics
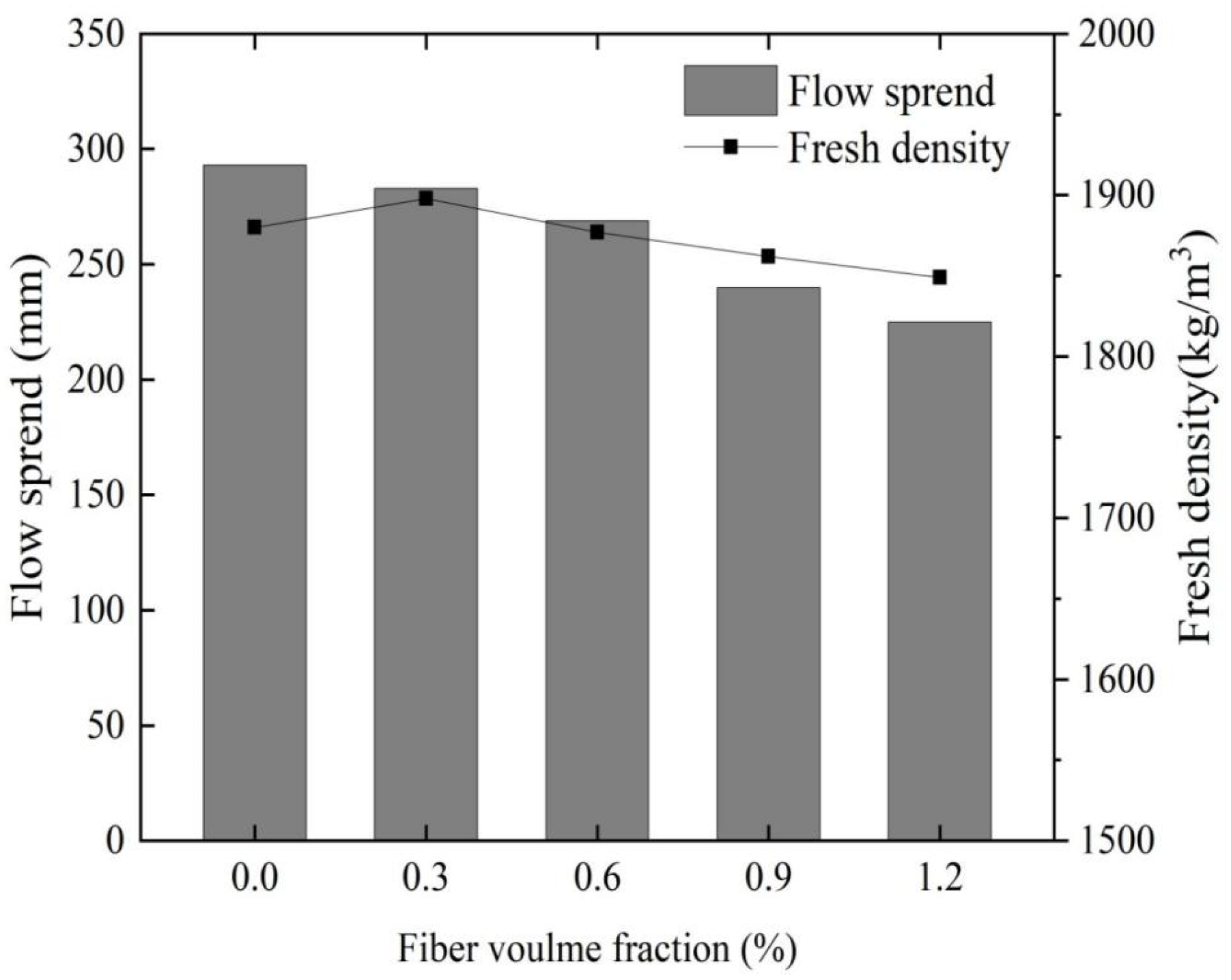
3.2.1. Workability
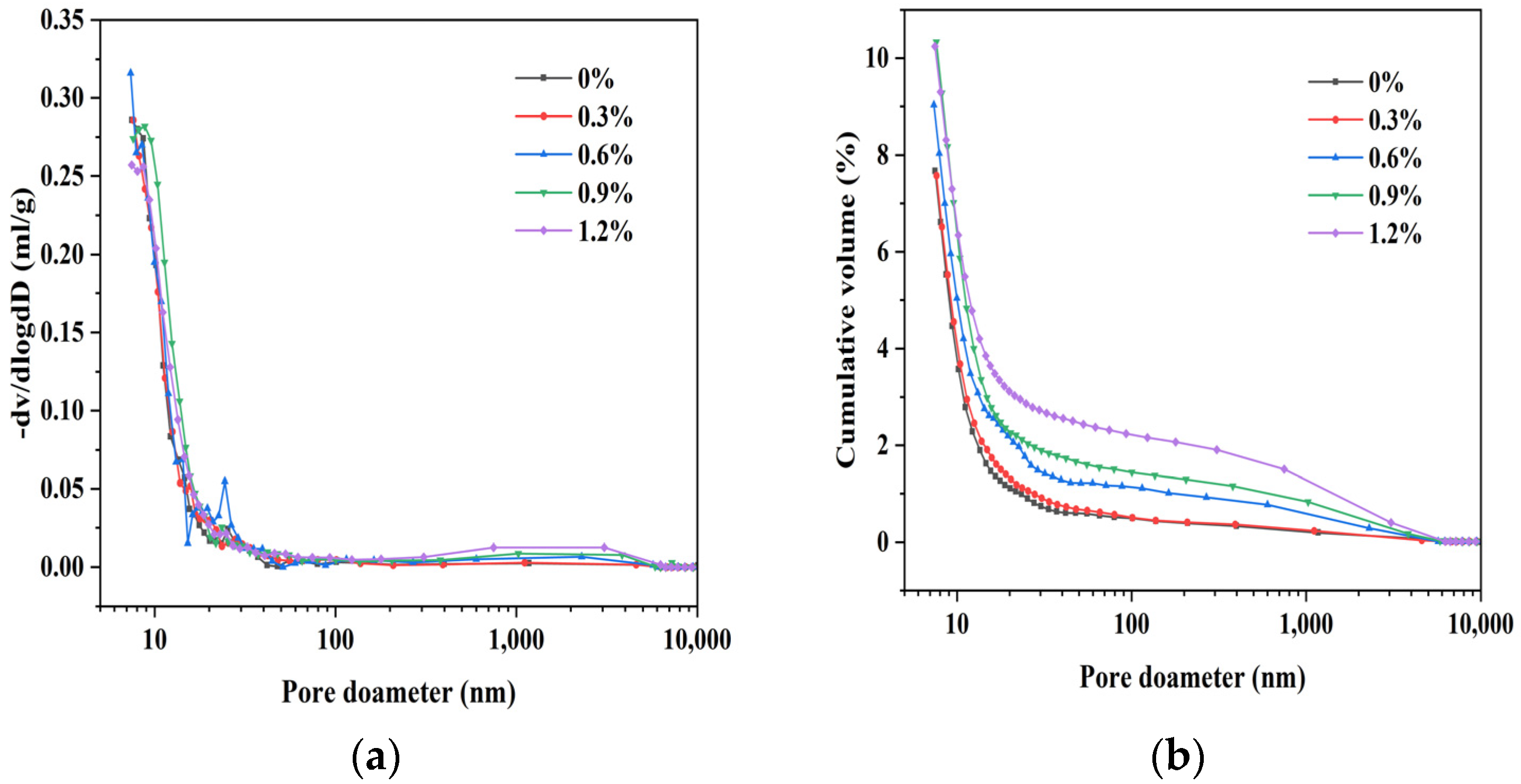
3.2.2. Pore Structure Characteristics
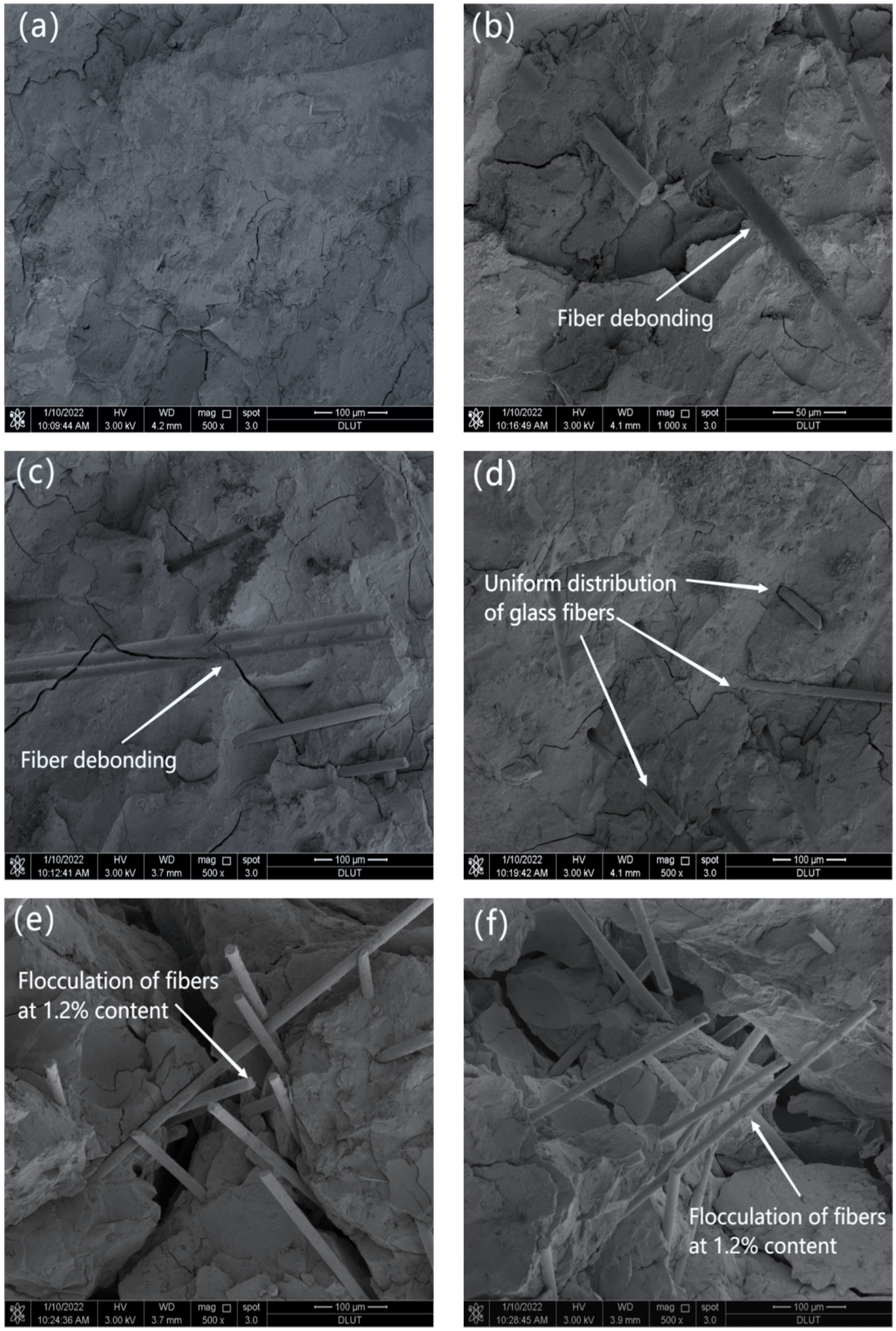
3.2.3. SEM
3.3. The Shrinkage Properties
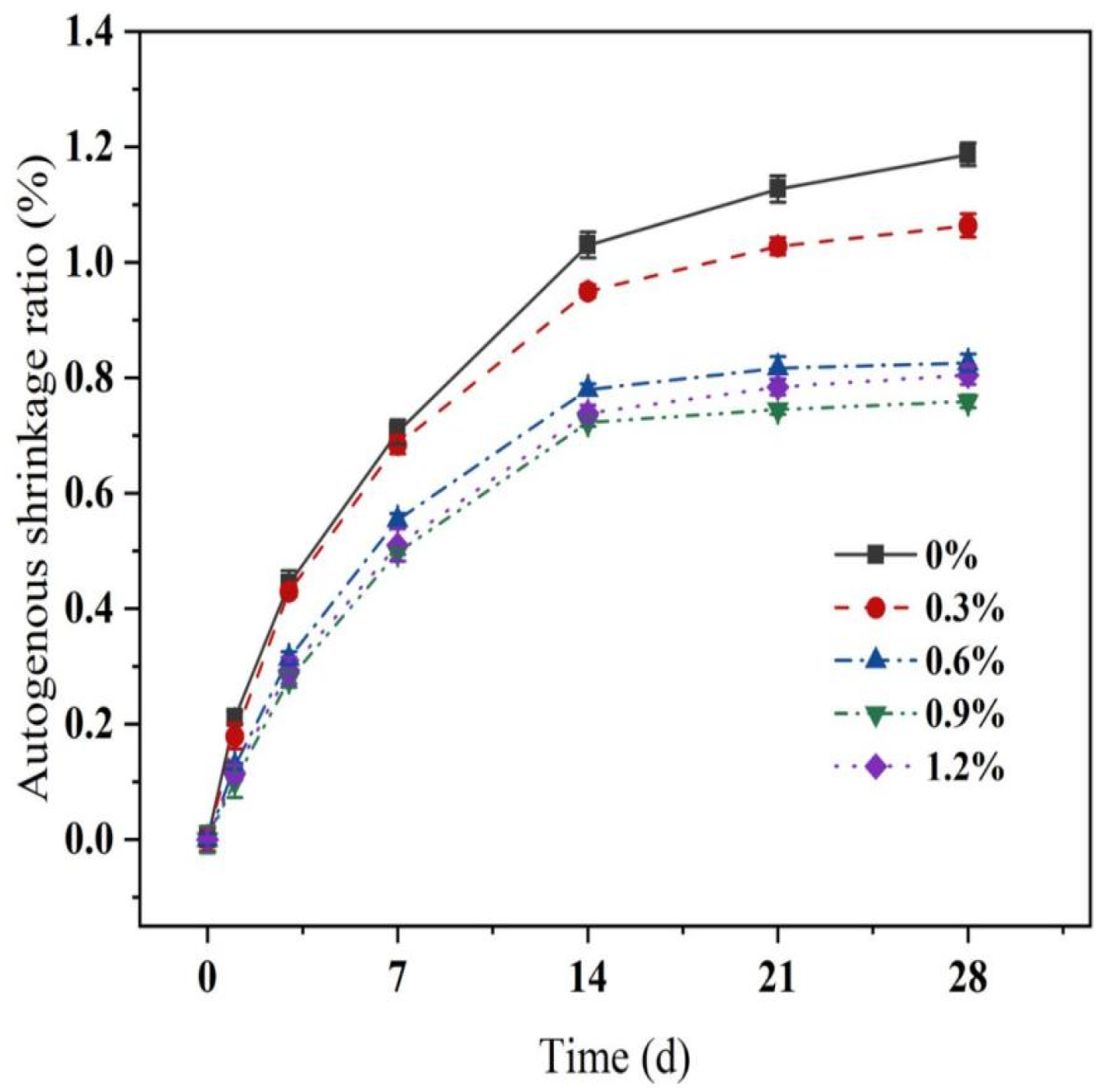
3.3.1. Shrinkage Properties under Sealed Conditions
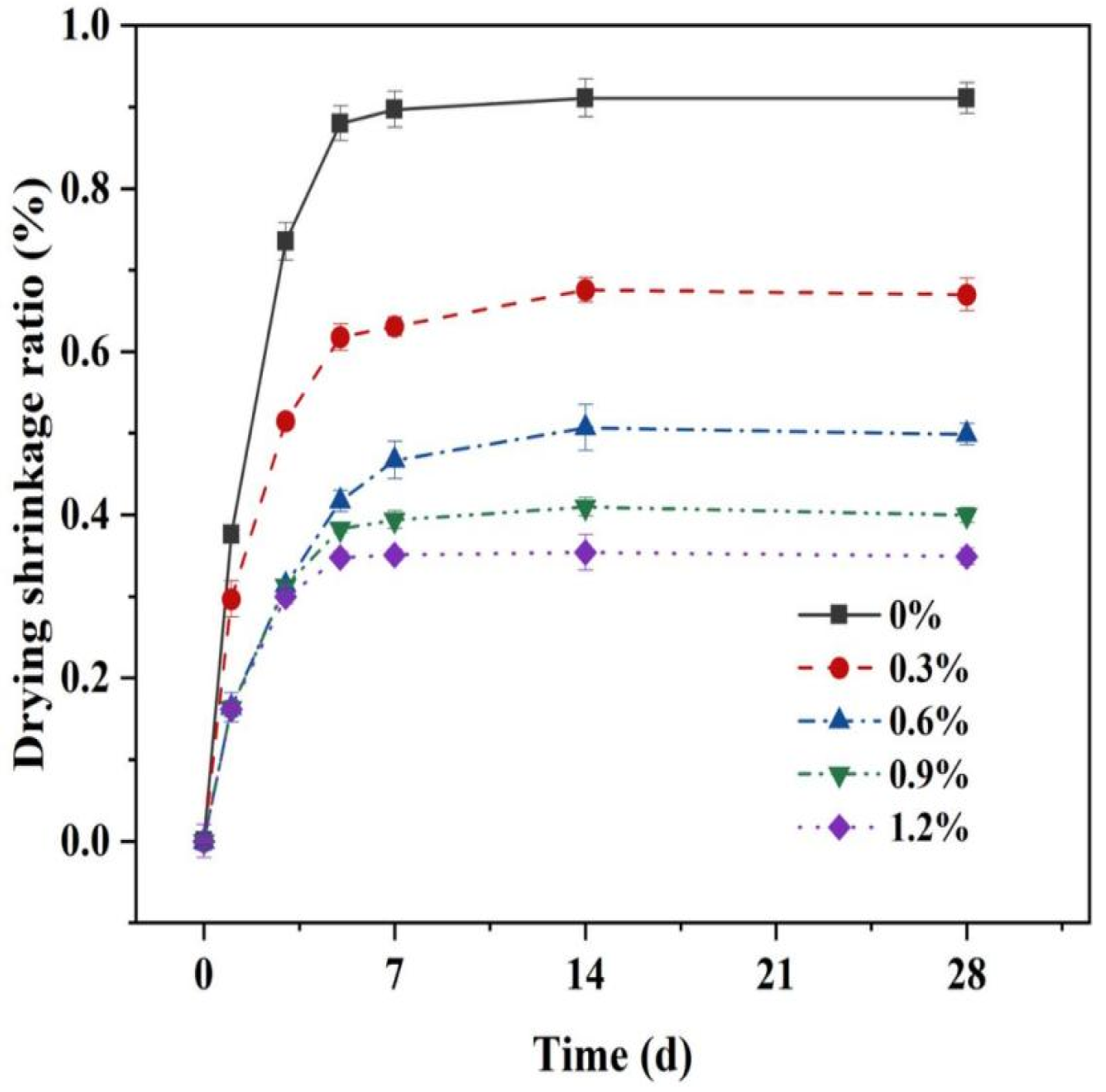
3.3.2. Shrinkage Properties under Drying Conditions
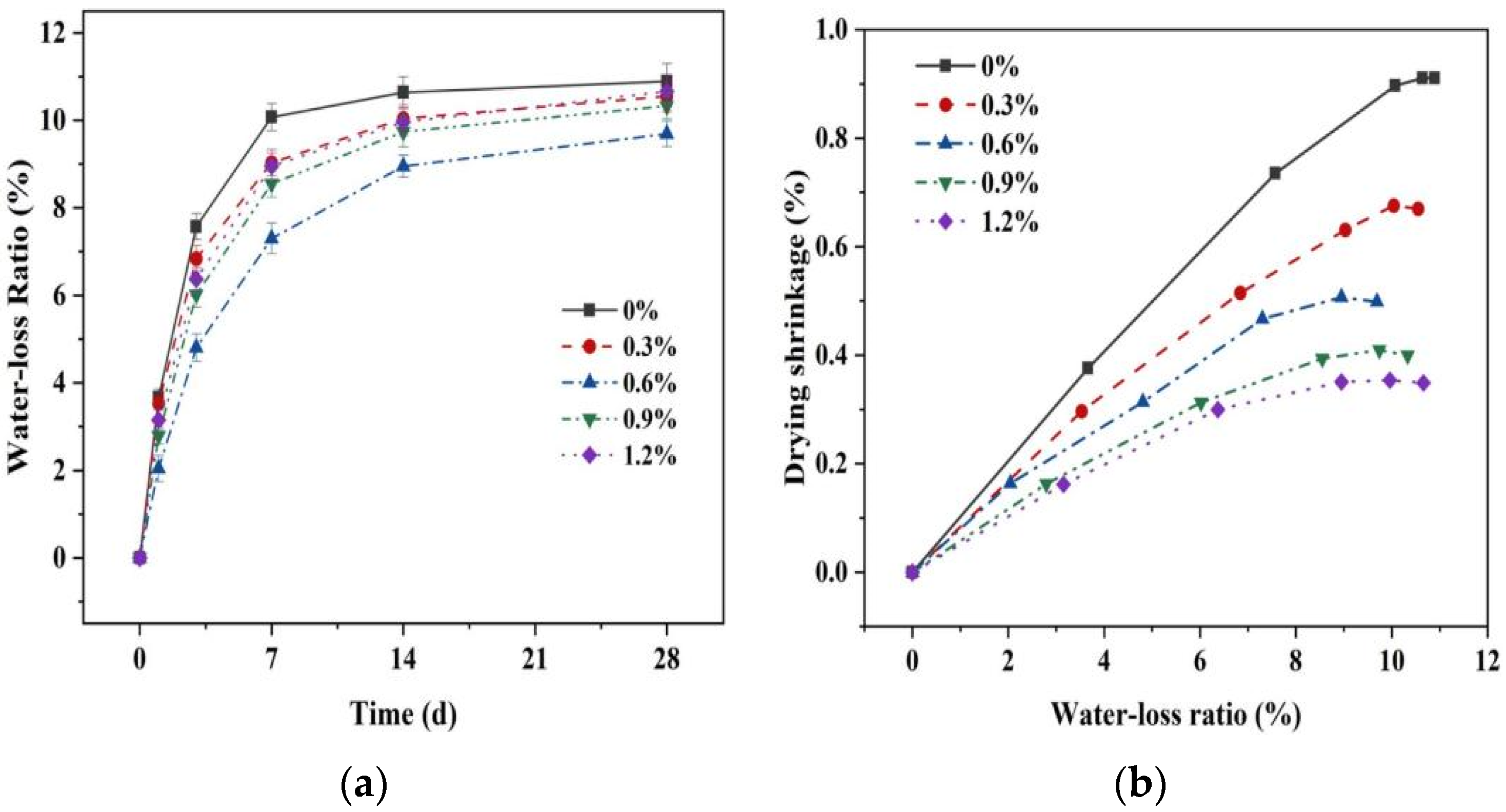
3.3.3. Drying Shrinkage and Water Loss Ratio
3.4. Accelerated Aging Tests
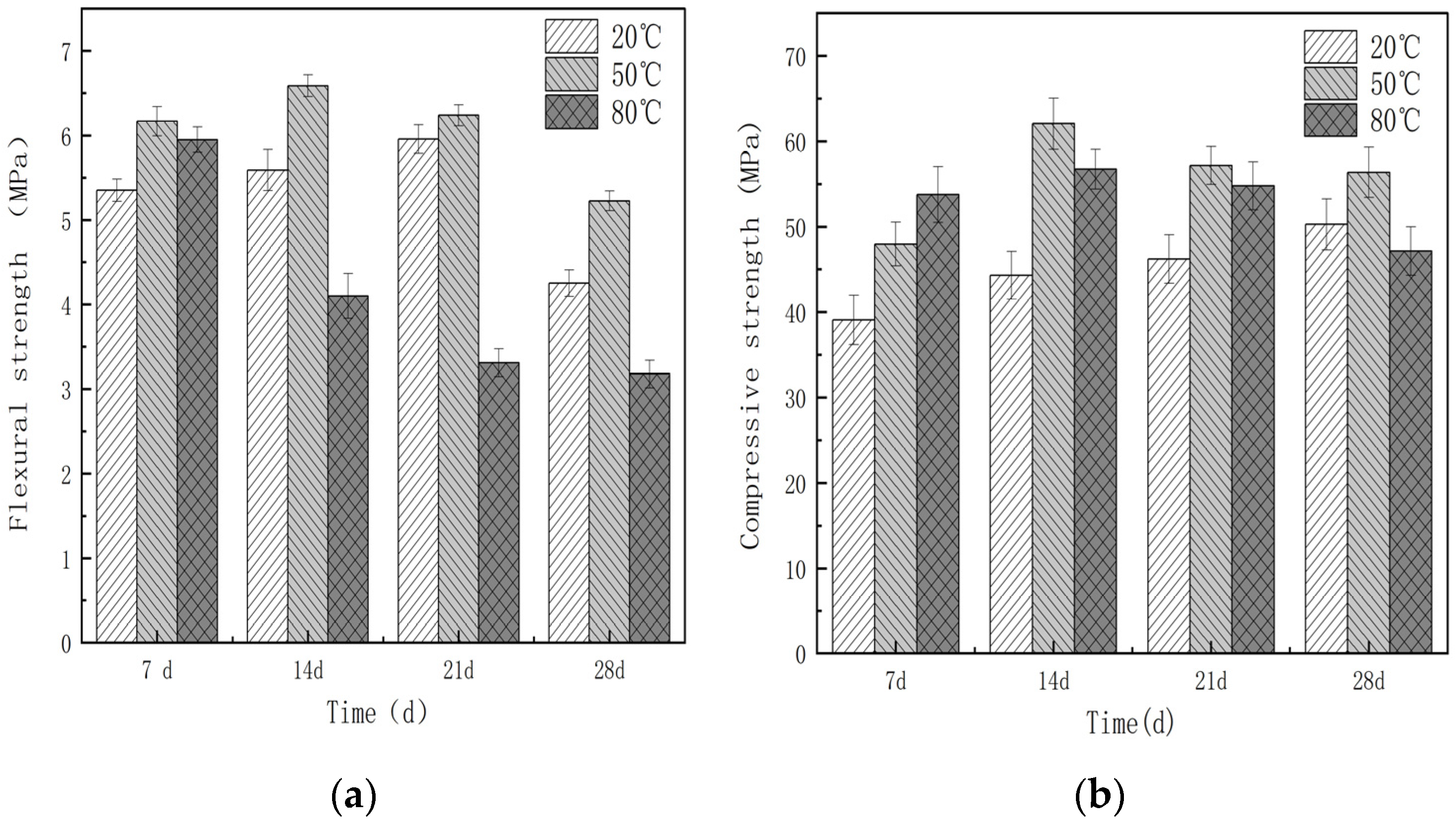
3.4.1. Mechanical Properties
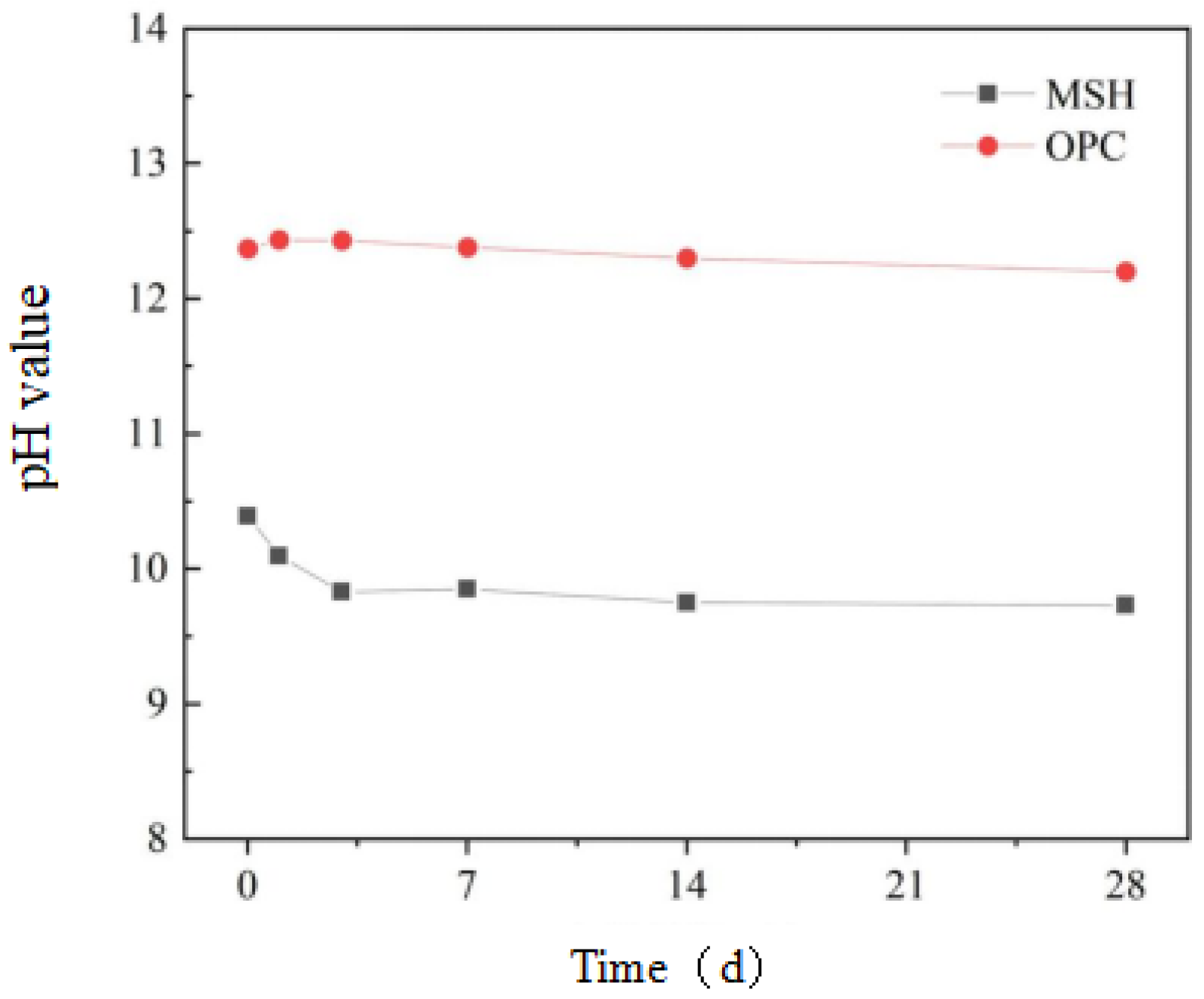
3.4.2. The pH Test
3.4.3. Characterization of Hydration Products
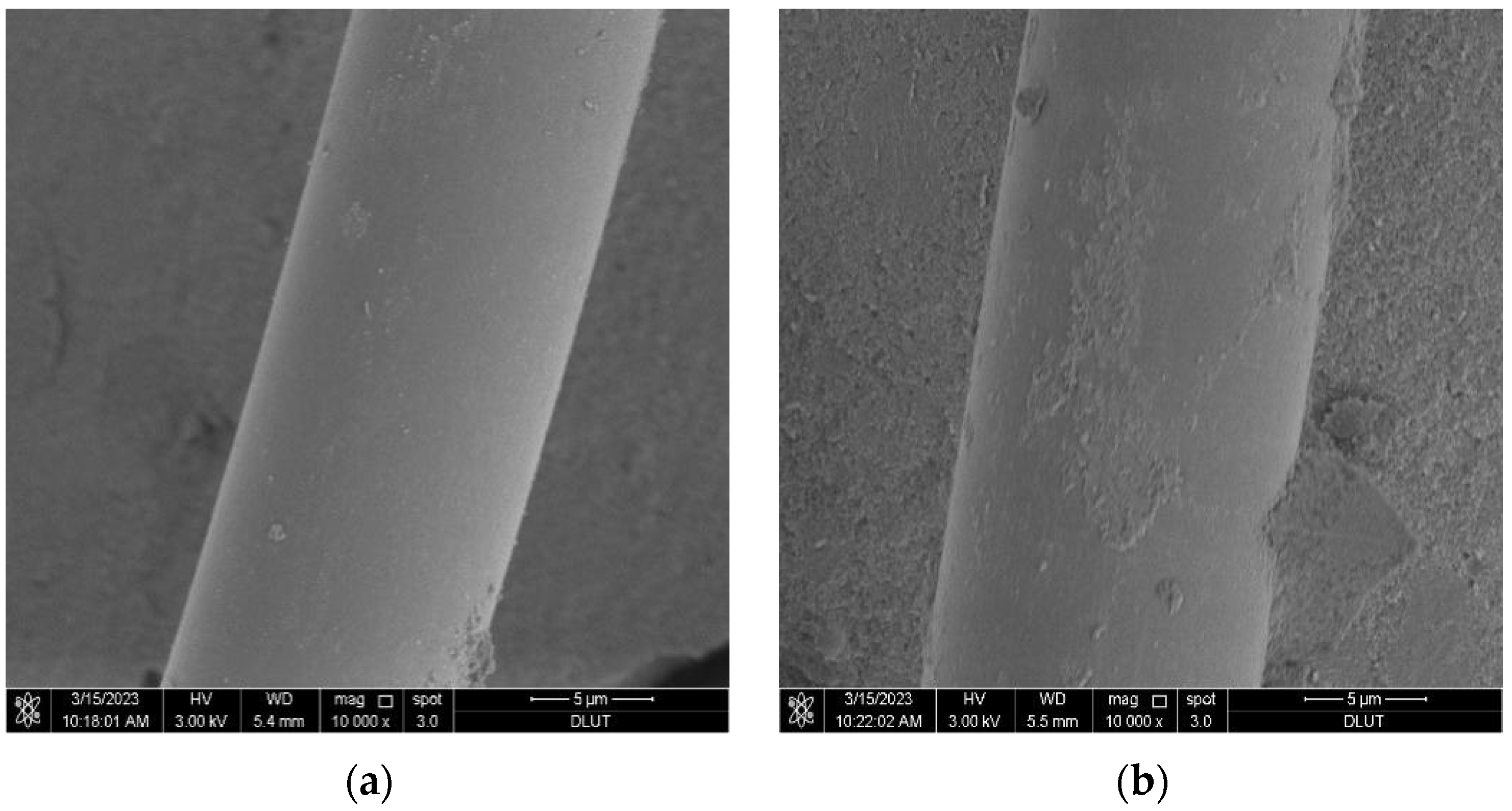
3.4.4. SEM
4. Conclusions
- With an increase in the glass fiber content, the mechanical properties of magnesium silicate cement mortar, including flexural strength, compressive strength, bending toughness, and split tensile strength, initially increase and then decrease. Specifically, at a fiber content of 0.6%, the highest flexural strength and compressive strength were observed at 7.9 MPa and 42.5 MPa, respectively. At a fiber content of 0.9%, the flexural toughness steadily increases until reaching a maximum value of 2.238 N·m, which is 5.41 times greater than that of the control group. Within an appropriate range of fiber content, the addition of glass fibers effectively transmits and disperses the load, limiting crack development in the cementitious matrix and thus improving the mechanical properties of the cement mortar. This was confirmed by the analysis of pore structure and microstructure, which revealed that, while the addition of glass fibers increased the porosity of the cementitious matrix, the random distribution of fibers restricted crack development and enhanced mechanical properties. However, when the fiber content was too high, SEM results showed that the fibers tended to become tangled and agglomerated, leading to a decrease in mechanical performance.
- Under sealed conditions, the incorporation of fibers effectively transmits capillary pressure and slows down the decrease in relative humidity within the cementitious matrix, thus inhibiting shrinkage. The inhibitory effect of glass fibers on autogenous shrinkage initially increases with increasing fiber content but eventually decreases. When the glass fiber content is 0.9%, the inclusion of glass fibers in the MgO-SiO2-H2O system demonstrates the most effective inhibition of autogenous shrinkage, as the reduction in autogenous shrinkage compared to the control group amounts to 36.1%. Similarly, under drying conditions, the addition of glass fibers significantly reduces the drying shrinkage of the cementitious matrix. Combining the results of water loss, it is evident that the drying shrinkage of magnesium silicate cement is positively correlated with the rate of water loss, and the inclusion of fibers reduces the rate of water loss in cement mortar, thereby suppressing drying shrinkage. When the glass fiber content is 0.3%, 0.6%, 0.9%, and 1.2%, respectively, the dry shrinkage reduction rates of MgO-SiO2-H2O cement mortar are reduced by 26.45%, 45.22%, 56.10%, and 61.70%. Moreover, the glass fiber inclusion enhances the confinement force on the cement, further suppressing drying shrinkage. As a result, the inhibitory effect of glass fibers on drying shrinkage improves with an increase in fiber content, while excessive fiber content diminishes the inhibitory effect on shrinkage due to fiber agglomeration.
- Accelerated aging experiments were conducted by subjecting the specimens to water-curing at different temperatures, and the results showed that the glass fiber-reinforced magnesium silicate hydrate cement composite materials exhibited improved mechanical properties during the early stages of the aging process, but experienced a subsequent decline in properties. The analysis utilizing pH values, X-ray diffraction (XRD), and thermal gravimetric analysis (TGA) reveals that the hydration products of MgO-SiO2-H2O cement remain unchanged and maintain a consistently low pH value during the initial stages of accelerated aging, and the improvement in strength during the early stages was attributed to accelerated hydration and the promotion of M-S-H gel formation at higher curing temperatures. It can be seen from the SEM test results that a decrease in bonding strength between the fibers and the cement occurs, leading to a decline in mechanical properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Unluer, C.; Al-Tabbaa, A. Enhancing the carbonation of MgO cement porous blocks through improved curing conditions. Cem. Concr. Res. 2014, 59, 55–65. [Google Scholar] [CrossRef]
- Walling, S.A.; Kinoshita, H.; Bernal, S.A.; Collier, N.C.; Provis, J.L. Structure and properties of binder gels formed in the system Mg(OH)2-SiO2-H2O for immobilisation of Magnox sludge. Dalton Trans. 2015, 44, 8126–8137. [Google Scholar] [CrossRef] [PubMed]
- Zhang, T.T.; Cheeseman, C.R.; Vandeperre, L.J. Development of low pH cement systems forming magnesium silicate hydrate (M-S-H). Cem. Concr. Res. 2011, 41, 439–442. [Google Scholar] [CrossRef]
- Huang, R.Y.; He, L.; Zhang, T.; Li, D.Q.; Tang, P.G.; Zhao, Y.Y.; Feng, Y.J. Fabrication and Adsorption Behavior of Magnesium Silicate Hydrate Nanoparticles towards Methylene Blue. Nanomaterials 2018, 8, 271. [Google Scholar] [CrossRef] [PubMed]
- Zhang, T.; Li, T.; Zou, J.; Li, Y.; Zhi, S.; Jia, Y.; Cheeseman, C.R. Immobilization of Radionuclide 133Cs by Magnesium Silicate Hydrate Cement; Multidisciplinary Digital Publishing Institute: Basel, Switzerland, 2019. [Google Scholar]
- Zhang, T.T.; Zou, J.; Li, Y.M.; Jia, Y.; Cheeseman, C.R. Stabilization/Solidification of Strontium Using Magnesium Silicate Hydrate Cement. Processes 2020, 8, 163. [Google Scholar] [CrossRef]
- Li, Z. Reaction Mechanism and Application of MgO-SiO2-H2O Cementification System; South China University of Technology: Guangzhou, China, 2015. [Google Scholar]
- Mo, L.W.; Deng, M.; Tang, M.S. Effects of calcination condition on expansion property of MgO-type expansive agent used in cement-based materials. Cem. Concr. Res. 2010, 40, 437–446. [Google Scholar] [CrossRef]
- Cole, W.F. A Crystalline hydrated magnesium silicate formed in the Breakdown of a Concrete Sea-Wall. Nature 1953, 171, 354–355. [Google Scholar] [CrossRef]
- Wunder, B. Equilibrium experiments in the system MgO-SiO2-H2O (MSH): Stability fields of clinohumite-OH [Mg9Si4O16(OH)2], chondrodite-OH [Mg5Si2O8(OH)2] and phase A (Mg7Si2O8(OH)6). Contrib. Mineral. Petrol. 1998, 132, 111–120. [Google Scholar] [CrossRef]
- Jiangxiong, W.; Yimin, C.; Yongxin, L. The reaction mechanism between MgO and microsilica at room temperature. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2006, 21, 88–91. [Google Scholar] [CrossRef]
- Temuujin, J.; Okada, K.; MacKenzie, K.J.D. Formation of layered magnesium silicate during the aging of magnesium hydroxide silica mixtures. J. Am. Ceram. Soc. 1998, 81, 754–756. [Google Scholar] [CrossRef]
- Ghods, B.; Rezaei, M.; Meshkani, F. Synthesis of nanostructured magnesium silicate with high surface area and mesoporous structure. Ceram. Int. 2016, 42, 6883–6890. [Google Scholar] [CrossRef]
- Temuujin, J.; Okada, K.; MacKenzie, K.J.D. Role of water in the mechanochemical reactions of MgO-SiO2 systems. J. Solid State Chem. 1998, 138, 169–177. [Google Scholar] [CrossRef]
- Kalinkina, E.V.; Kalinkin, A.M.; Forsling, W.; Makarov, V.N. Sorption of atmospheric carbon dioxide and structural changes of Ca and Mg silicate minerals during grinding—II. Enstatite, akermanite and wollastonite. Int. J. Miner. Process. 2001, 61, 289–299. [Google Scholar] [CrossRef]
- Brew, D.R.M.; Glasser, F.P. Synthesis and characterisation of magnesium silicate hydrate gels. Cem. Concr. Res. 2005, 35, 85–98. [Google Scholar] [CrossRef]
- Dudkin, B.N.; Vasyutin, O.A. Synthesis of magnesium silicate by heat treatment of sols and mechanical activation of solid components. Russ. J. Appl. Chem. 2011, 84, 751–755. [Google Scholar] [CrossRef]
- Ali, I.M.; Kotp, Y.H.; El-Naggar, I.M. Thermal stability, structural modifications and ion exchange properties of magnesium silicate. Desalination 2010, 259, 228–234. [Google Scholar] [CrossRef]
- Bernard, E.; Lothenbach, B.; Chlique, C.; Wyrzykowski, M.; Dauzères, A.; Pochard, I.; Cau-Dit-Coumes, C. Characterization of magnesium silicate hydrate (M-S-H). Cem. Concr. Res. 2019, 116, 309–330. [Google Scholar] [CrossRef]
- Roosz, C.; Grangeon, S.; Blanc, P.; Montouillout, V.; Lothenbach, B.; Henocq, P.; Giffaut, E.; Vieillard, P.; Gaboreau, S. Crystal structure of magnesium silicate hydrates (M-S-H): The relation with 2:1 Mg-Si phyllosilicates. Cem. Concr. Res. 2015, 73, 228–237. [Google Scholar] [CrossRef]
- Bernard, E.; Lothenbach, B.; Rentsch, D.; Pochard, I.; Dauzères, A. Formation of magnesium silicate hydrates (M-S-H). Phys. Chem. Earth Parts A B C 2017, 99, 142–157. [Google Scholar] [CrossRef]
- Tonelli, M.; Martini, F.; Calucci, L.; Fratini, E.; Geppi, M.; Ridi, F.; Borsacchi, S.; Baglioni, P. Structural characterization of magnesium silicate hydrate: Towards the design of eco-sustainable cements. Dalton Trans. 2016, 45, 3294–3304. [Google Scholar] [CrossRef]
- Zhang, T.; Zou, J.; Wang, B.; Wu, Z.; Jia, Y.; Cheeseman, C.R. Characterization of Magnesium Silicate Hydrate (MSH) Gel Formed by Reacting MgO and Silica Fume. Materials 2018, 11, 909. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.H.; Zhang, T.S.; Hu, J.; Tang, Y.; Niu, Y.F.; Wei, J.X.; Yu, Q.J. Characterization of reaction products and reaction process of MgO-SiO2-H2O system at room temperature. Constr. Build. Mater. 2014, 61, 252–259. [Google Scholar] [CrossRef]
- Wei, J.; Chen, Y. Study on the cementification of MgO-SiO2-H2O system at ambient temperature. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2006, 14–16+33. [Google Scholar]
- Zhang, T.T.; Vandeperre, L.J.; Cheeseman, C.R. Formation of magnesium silicate hydrate (M-S-H) cement pastes using sodium hexametaphosphate. Cem. Concr. Res. 2014, 65, 8–14. [Google Scholar] [CrossRef]
- Li, Z.H.; Xu, Y.D.; Zhang, T.S.; Hu, J.; Wei, J.; Yu, Q. Effect of MgO calcination temperature on the reaction products and kinetics of MgO-SiO2-H2O system. J. Am. Ceram. Soc. 2019, 102, 3269–3285. [Google Scholar] [CrossRef]
- Li, Z.; Xu, Y.; Liu, H.; Zhang, J.; Wei, J.; Yu, Q. Effect of the MgO/Silica Fume Ratio on the Reaction Process of the MgO-SiO2-H2O System. Materials 2018, 12, 80. [Google Scholar] [CrossRef]
- Keru, W.U.; Shujin, L.I. Study of Mechanical Properties of Different Size Hybrid Steel Fiber Reinforced Cement Mortar. J. Build. Mater. 2005, 8, 599–604. [Google Scholar]
- Ge, T.; Chen, Z.L. Test on mechanical capability of steel fiber reinforced cement-base composites. In Proceedings of the 4th International Conference on Applied Materials and Manufacturing Technology, Nanchang, China, 25–27 May 2018; IOP Publishing Ltd.: Bristol, UK, 2018. [Google Scholar]
- Tian, W.; Ma, L.; Zhang, K.; Wang, H. Investigation of Fibre Distribution on Aligned Steel Fibre Cement-based Composite Materials. Build. Sci. 2016, 32, 14–18. [Google Scholar]
- Mu, R.; Qiu, X.; Zhao, Q.; Li, H. Aligned Steel Fibre Reinforced Cement Based Composites(I): Orientation Control of Steel Fibres. J. Build. Mater. 2015, 18, 208–213. [Google Scholar]
- Shao, R.Z.; Wu, C.Q.; Li, J.; Liu, Z.X. Repeated impact resistance of steel fibre-reinforced dry UHPC: Effects of fibre length, mixing method, fly ash content and crumb rubber. Compos. Struct. 2023, 321, 117274. [Google Scholar] [CrossRef]
- Bi, Y.T.; Yang, C.Q.; Zhu, F.W.; Chen, J.; Pan, Y. Study on the freeze-thaw cycles and carbonization of ultra-high molecular weight polyethylene fiber reinforced engineered cementitious composite for link slab. Constr. Build. Mater. 2023, 400, 132371. [Google Scholar] [CrossRef]
- Xie, Q.; Chai, X.W.; Yu, X.W.; Yang, T.C.; Lin, M.Q. Compressive behavior of steel-polyethylene hybrid fiber reinforced cementitious composite. Case Stud. Constr. Mater. 2023, 19, e02369. [Google Scholar] [CrossRef]
- Kong, L.; Ren, D.Y.; Zhou, S.X.; He, Z.Y.; Ai, C.F.; Yan, C.Q. Evaluating the evolution of fiber-reinforced emulsified asphalt cold-recycled mixture damage using digital image correlation. Int. J. Pavement Eng. 2023, 24, 2176495. [Google Scholar] [CrossRef]
- Chunqi, Z. Experimental study on long-term mechanical properties of basalt fiber reinforced cement. J. Shandong Univ. Sci. Technol. 2021, 40, 49–55. [Google Scholar]
- Abdalla, J.A.; Hawileh, R.A.; Bahurudeen, A.; Jyothsna, G.; Sofi, A.; Shanmugam, V.; Thomas, B.S. A comprehensive review on the use of natural fibers in cement/geopolymer concrete: A step towards sustainability. Case Stud. Constr. Mater. 2023, 19, e02244. [Google Scholar] [CrossRef]
- Ahmad, J.; Gonzalez-Lezcano, R.A.; Majdi, A.; Ben Kahla, N.; Deifalla, A.F.; El-Shorbagy, M.A. Glass Fibers Reinforced Concrete: Overview on Mechanical, Durability and Microstructure Analysis. Materials 2022, 15, 5111. [Google Scholar] [CrossRef]
- Chen, X.; Chen, H.M.; Tan, W.B. Effect of glass powder on the mechanical and drying shrinkage of glass-fiber-reinforced cementitious composites. Case Stud. Constr. Mater. 2022, 17, e01587. [Google Scholar] [CrossRef]
- Liu, J.; Liu, C.; Liu, R.; Yang, Y. Mechanical Properties of Glass Fiber Reinforced Magnesium Phosphate Cement. J. Mater. Sci. Eng. 2020, 38, 1026–1031. [Google Scholar]
- Mármol, G.; Savastano, H.; Tashima, M.M.; Provis, J.L. Optimization of the MgO-SiO2 binding system for fiber-cement production with cellulosic reinforcing elements. Mater. Des. 2016, 105, 251–261. [Google Scholar] [CrossRef]
- Zhang, T.T.; Li, T.; Zhou, Z.Y.; Li, M.; Jia, Y.; Cheeseman, C. A novel magnesium hydroxide sulfate hydrate whisker-reinforced magnesium silicate hydrate composites. Compos. Part B Eng. 2020, 198, 108203. [Google Scholar] [CrossRef]
- Tong, L. Whisker-Reinforced Magnesium Silicate Hydrate Cement Basic Study of Magnesium Hydroxide Sulfate Hydrate; Dalian University of Technology: Dalian, China, 2021. [Google Scholar]
- Sonat, C.; He, S.; Li, J.X.; Unluer, C.; Yang, E.H. Strain hardening magnesium-silicate-hydrate composites (SHMSHC) reinforced with short and randomly oriented polyvinyl alcohol microfibers. Cem. Concr. Res. 2021, 142, 106354. [Google Scholar] [CrossRef]
- Zhang, T.T.; Dieckmann, E.; Song, S.Z.; Xie, J.Y.; Yu, Z.W.; Cheeseman, C. Properties of magnesium silicate hydrate (M-S-H) cement mortars containing chicken feather fibres. Constr. Build. Mater. 2018, 180, 692–697. [Google Scholar] [CrossRef]
- Linan, L.I.; Jiaying, Q.I.; Zehui, L.I.N.; Qihang, Y.; Chuanwei, L.I.; Zhiyong, W.; Qing, Z. Study on the proportion optimization and hydration mechanism of fiber reinforced MgO/SiO2 cement. J. Funct. Mater. 2020, 51, 11110–11115. [Google Scholar] [CrossRef]
- Wang, Q.; Xie, X.; Li, T.; Dai, S. Preparation and Properties of Hydrated Magnesium Silicate Composites Reinforced with Bamboo Fibers. Non Met. Mines 2021, 44, 5–9. [Google Scholar]
- GB/T 17671-1999; Test Method of Cement Mortar Strength (ISO Method). China Building Materials Federation: China, 1999; pp. 1–13.
- JTG 3420-2020; Test Methods of Cement and Concrete for Highway Engineering. Highway Science Research Institute of China, Ministry of Transport: China, 2020; pp. 67–72.
- JCI-SF4; Methods of Tests for Flexural Strength and Flexural Toughness of Fiber Reinforced Concrete, JCI Standards for Test Methods of Fiber Reinforced Concrete. Japan Concrete Institute: Japan, 1983; pp. 45–51.
- JC/T 603-2004; Standard Test Method for Drying Shinkage of Mortar. China Academy of Building Materials Science: China, 2004; pp. 1–6.
- Samouh, H.; Rozière, E.; Wisniewski, V.; Loukili, A. Consequences of longer sealed curing on drying shrinkage, cracking and carbonation of concrete. Cem. Concr. Res. 2017, 95, 117–131. [Google Scholar] [CrossRef]
- Xu, S.T.; Wu, C.F.; Yue, J.C.; Xu, Z.K. Shrinkage and Mechanical Properties of Fibre-Reinforced Blast Furnace Slag-Steel Slag-Based Geopolymer. Adv. Civ. Eng. 2022, 2022, 8931401. [Google Scholar] [CrossRef]
- GB/T 2419-2005; Test Method for Fluidity of Cement Mortar. China Building Materials Industry Association: China, 2005; pp. 1–3.
- Zhang, C.; Cao, M. Mechanical property test of a multi-scale fiber reinforced cementitious composites. Acta Mater. Compos. Sin. 2014, 31, 661–668. [Google Scholar]
- Zhi-Tao, W.U.; Yun-Sheng, Z.; Nai-Dong, L.; Wang-Tian, Z.; Di-Fei, Y.; Tao, W.; Jin-Shu, G.U. Shrinkage Properties of Glass Fiber Reinforced Cement-Based Materials. Bull. Chin. Ceram. Soc. 2019, 38, 2570–2577. [Google Scholar]
- Kizilkanat, A.B.; Kabay, N.; Akyüncü, V.; Chowdhury, S.; Akça, A.R. Mechanical properties and fracture behavior of basalt and glass fiber reinforced concrete: An experimental study. Constr. Build. Mater. 2015, 100, 218–224. [Google Scholar] [CrossRef]
- Ahmad, M.R.; Chen, B. Effect of silica fume and basalt fiber on the mechanical properties and microstructure of magnesium phosphate cement (MPC) mortar. Constr. Build. Mater. 2018, 190, 466–478. [Google Scholar] [CrossRef]
- Chen, X.; Chen, H.M.; Chen, Q.; Lawi, A.S.; Chen, J. Effect of partial substitution of cement with Dolomite powder on Glass-Fiber-Reinforced mortar. Constr. Build. Mater. 2022, 344, 128201. [Google Scholar] [CrossRef]
- Feng, H.; Shen, S.H.; Pang, Y.Y.; Gao, D.Y.; Wang, Z.Y.; Sheikh, M.N. Mechanical properties of fiber and nano-Al2O3 reinforced magnesium phosphate cement composite. Constr. Build. Mater. 2021, 270, 121861. [Google Scholar] [CrossRef]
- Kong, X.; Zhang, Z. Self-shrinking mechanism of high strength concrete induced by superabsorbent resin. J. Chin. Ceram. 2014, 42, 150–155. [Google Scholar]
- Qi, J.A.; Wu, Z.M.; Ma, Z.J.; Wang, J.Q. Pullout behavior of straight and hooked-end steel fibers in UHPC matrix with various embedded angles. Constr. Build. Mater. 2018, 191, 764–774. [Google Scholar] [CrossRef]
- He, J.H. Research on Shrinkage and Cracking Properties of Glass Fiber Cement; Guangzhou University: Guangzhou, China, 2019. (In Chinese) [Google Scholar]
- Song, Q.; Hu, Y.R.; Wang, Q.; Xu, D.L.; Chen, Y.X. Effect of MgO Reactivity and Curing Temperature on Properties of MgO-SiO2-H2O system. J. Chin. Ceram. Soc. 2019, 47, 220–227. [Google Scholar]
- Frigione, M.; Rodriguez-Prieto, A. Can Accelerated Aging Procedures Predict the Long Term Behavior of Polymers Exposed to Different Environments? Polymers 2021, 13, 2688. [Google Scholar] [CrossRef] [PubMed]
- Shi, J.J. Recent research on steel corrosion in concrete. J. Chin. Ceram. Soc. 2020, 38, 1753–1764. [Google Scholar]
- Jensen, O.M. Thermodynamic limitation of self-desiccation. Cem. Concr. Res. 1995, 25, 157–164. [Google Scholar] [CrossRef]
- Jin, F.; Ai-Tabbaa, A. Thermogravimetric study on the hydration of reactive magnesia and silica mixture at room temperature. Thermochim. Acta 2013, 566, 162–168. [Google Scholar] [CrossRef]
- Szczerba, J.; Prorok, R.; Sniezek, E.; Madej, D.; Maslona, K. Influence of time and temperature on ageing and phases synthesis in the MgO-SiO2-H2O system. Thermochim. Acta 2013, 567, 57–64. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| MgO | Silica Fume | Glass Fiber | ||
|---|---|---|---|---|
| Constituent (%) | MgO | 97.41 | 0.89 | 3.51 |
| SiO2 | 0.56 | 95.2 | 54.02 | |
| Al2O3 | 0.03 | 1.04 | 13.35 | |
| CaO | 1.93 | 0.44 | 20.31 | |
| Fe2O3 | 0.03 | 0.27 | 0.41 | |
| Na2O | - | 0.33 | 0.52 | |
| K2O | - | 1.23 | 0.37 | |
| Density (g/cm3) | 3.16 | 2.18 | 2.68 | |
| Filament diameter (μm) | 14 | |||
| Tensile strength (MPa) | 3300 | |||
| Modulus of elasticity (GPa) | 76 |
| Group | MSH Binder (Mass Radio) | W/C | Volume Fraction (%) | ||
|---|---|---|---|---|---|
| MgO | SF | Sand | |||
| Ref. | 1.0 | 1.5 | 2.5 | 0.55 | 0 |
| GF-0.30 | 0.3 | ||||
| GF-0.60 | 0.6 | ||||
| GF-0.90 | 0.9 | ||||
| Fiber Content (%) | 0 | 0.3 | 0.6 | 0.9 | 1.2 |
|---|---|---|---|---|---|
| Load (kN) | 1.344 | 1.714 | 1.921 | 2.809 | 2.455 |
| Deflection (mm) | 0.750 | 0.712 | 0.822 | 1.098 | 1.014 |
| Integral Area (Flexure toughness, N·m) | 0.413 | 0.628 | 1.296 | 2.238 | 1.654 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, T.; Zhang, J.; Zhao, Y.; Ai, H. Study on the Performance and Mechanism of Glass Fiber-Reinforced MgO-SiO2-H2O Cement. Materials 2023, 16, 6668. https://doi.org/10.3390/ma16206668
Zhang T, Zhang J, Zhao Y, Ai H. Study on the Performance and Mechanism of Glass Fiber-Reinforced MgO-SiO2-H2O Cement. Materials. 2023; 16(20):6668. https://doi.org/10.3390/ma16206668
Chicago/Turabian StyleZhang, Tingting, Jingbin Zhang, Yang Zhao, and Hongmei Ai. 2023. "Study on the Performance and Mechanism of Glass Fiber-Reinforced MgO-SiO2-H2O Cement" Materials 16, no. 20: 6668. https://doi.org/10.3390/ma16206668
APA StyleZhang, T., Zhang, J., Zhao, Y., & Ai, H. (2023). Study on the Performance and Mechanism of Glass Fiber-Reinforced MgO-SiO2-H2O Cement. Materials, 16(20), 6668. https://doi.org/10.3390/ma16206668