
Effect of Polyimide-Phosphating Double Coating and Annealing on the Magnetic Properties of Fe-Si-Cr SMCs


Abstract
:1. Introduction
2. Materials and Methods
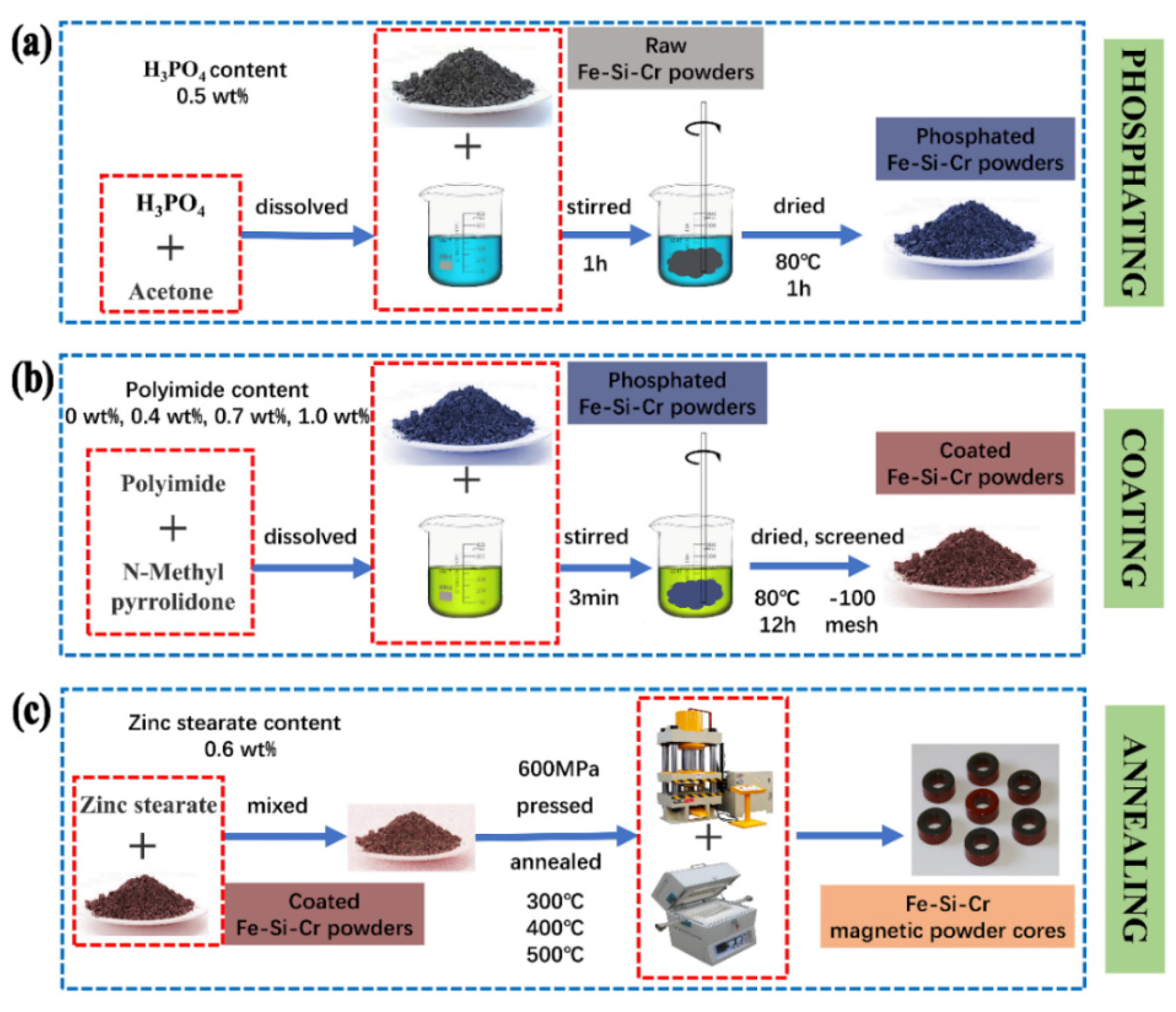
2.1. Preparation of SMCs
2.2. Test Method and Material Characterization
3. Results
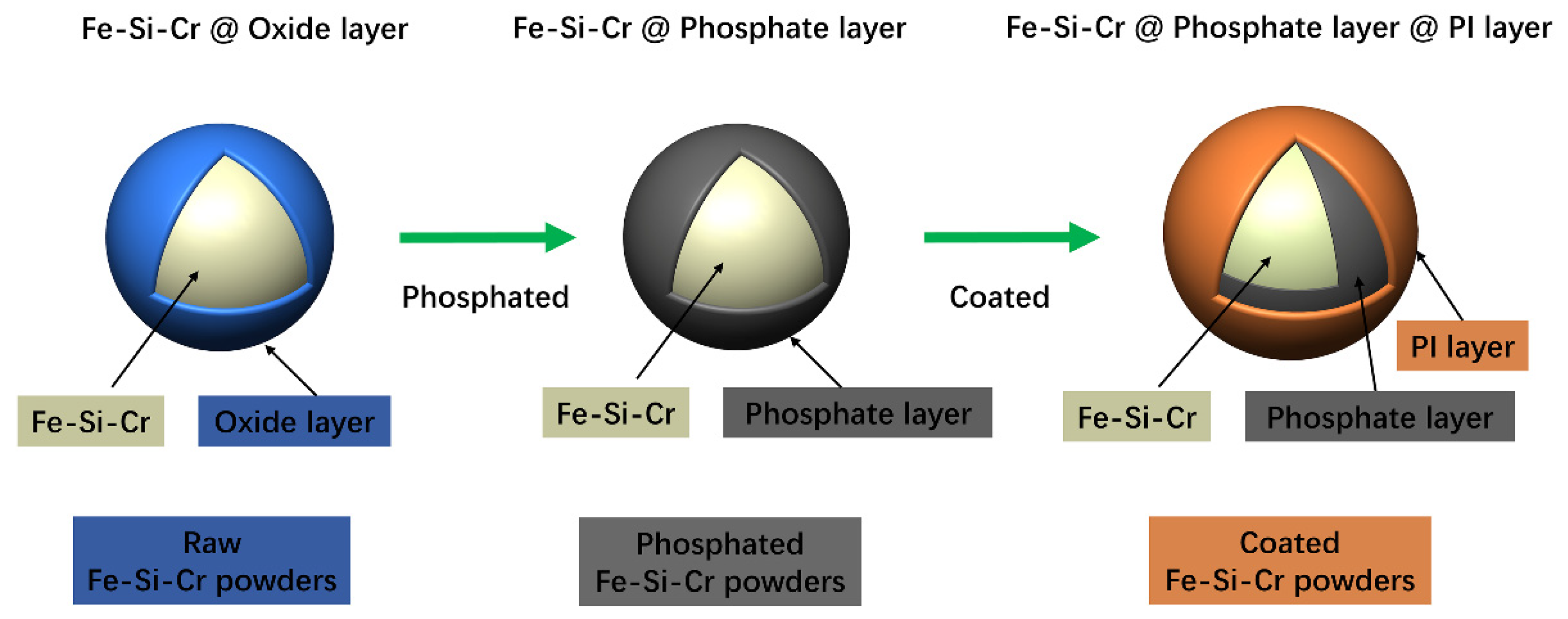
3.1. Characteristics of Phosphated and Coated Layer
3.1.1. Characteristics of the Phosphated Layer
3.1.2. Characteristics of the PI Coating Layer
3.2. Effect of PI on the Phase Composition and Magnetic Properties
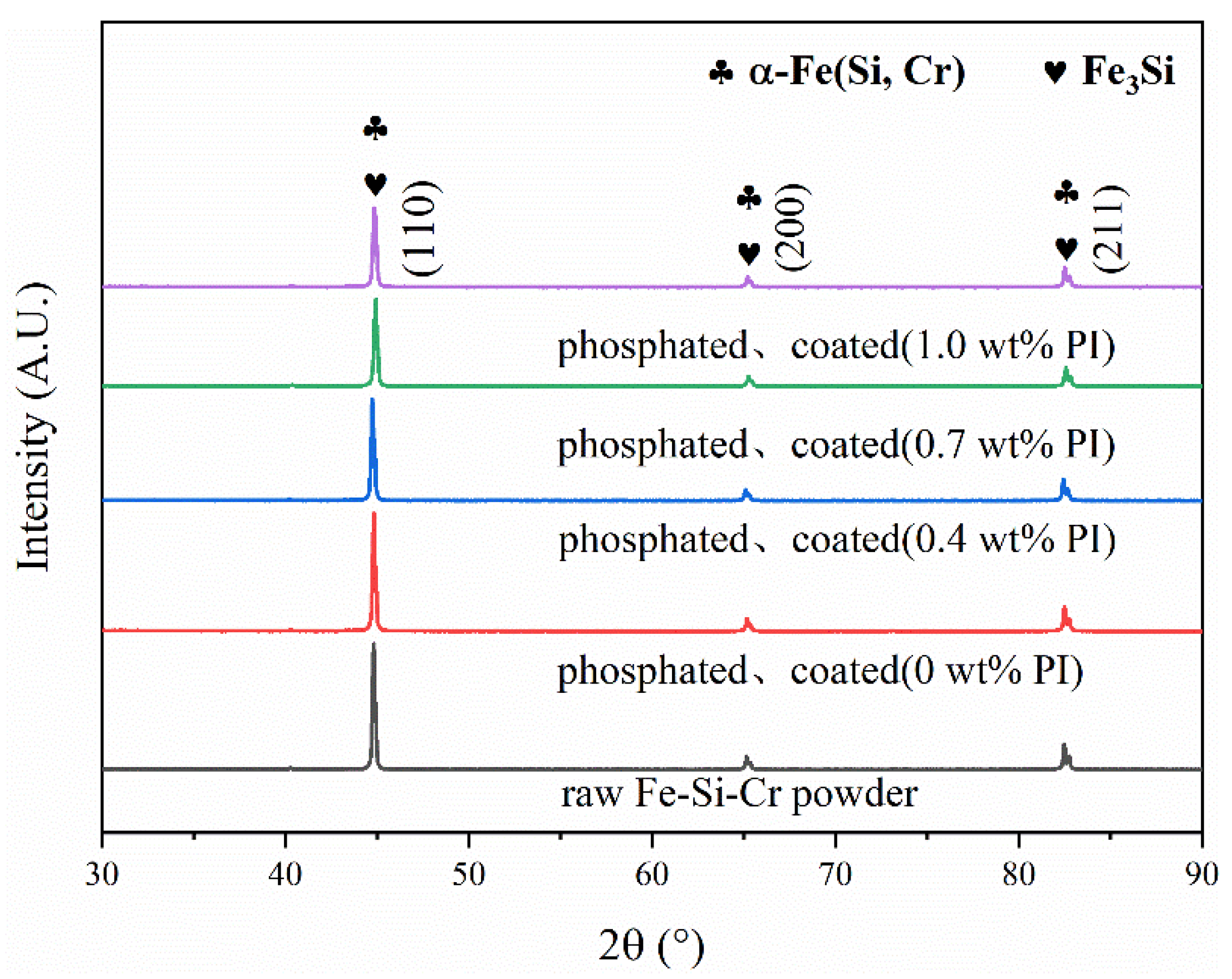
3.2.1. Effect of PI Content on the Phase Composition of the Fe-Si-Cr SMCs
3.2.2. The Trend of Magnetic Properties with PI Content
3.3. The Effect of Annealing on the Phase Composition and Magnetic Properties
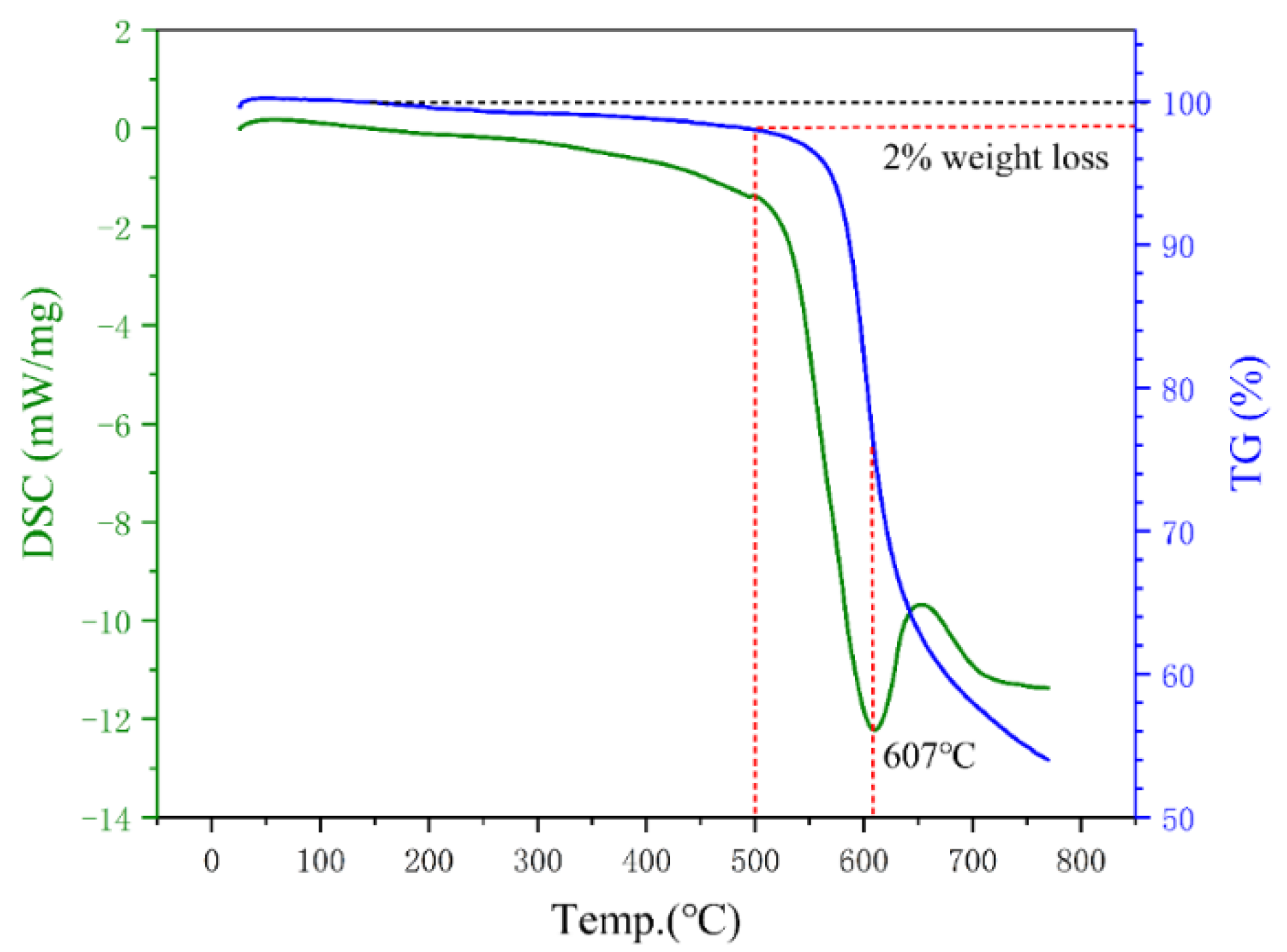
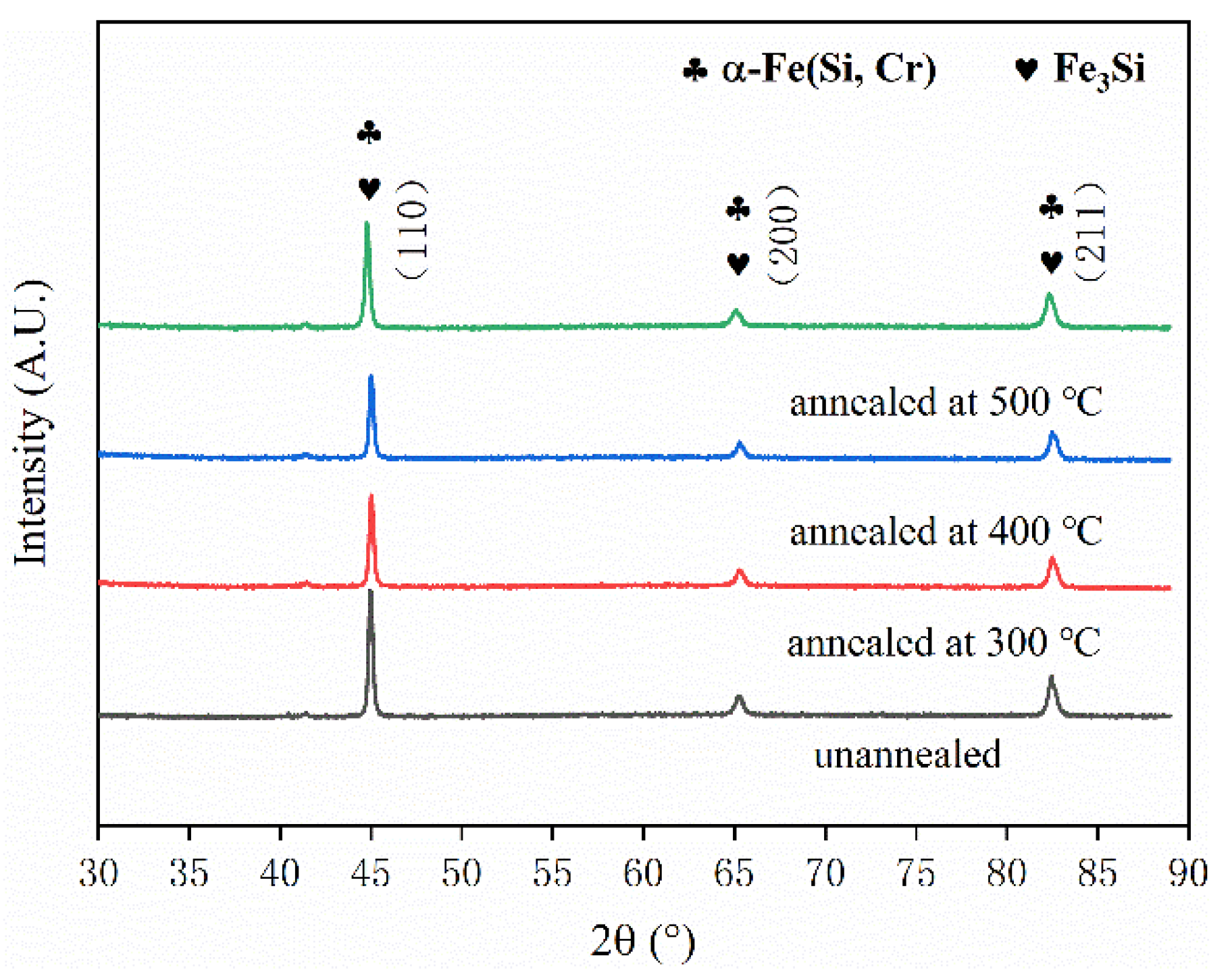
3.3.1. The Choice of the Annealing Temperature and the Change of the Phase Composition
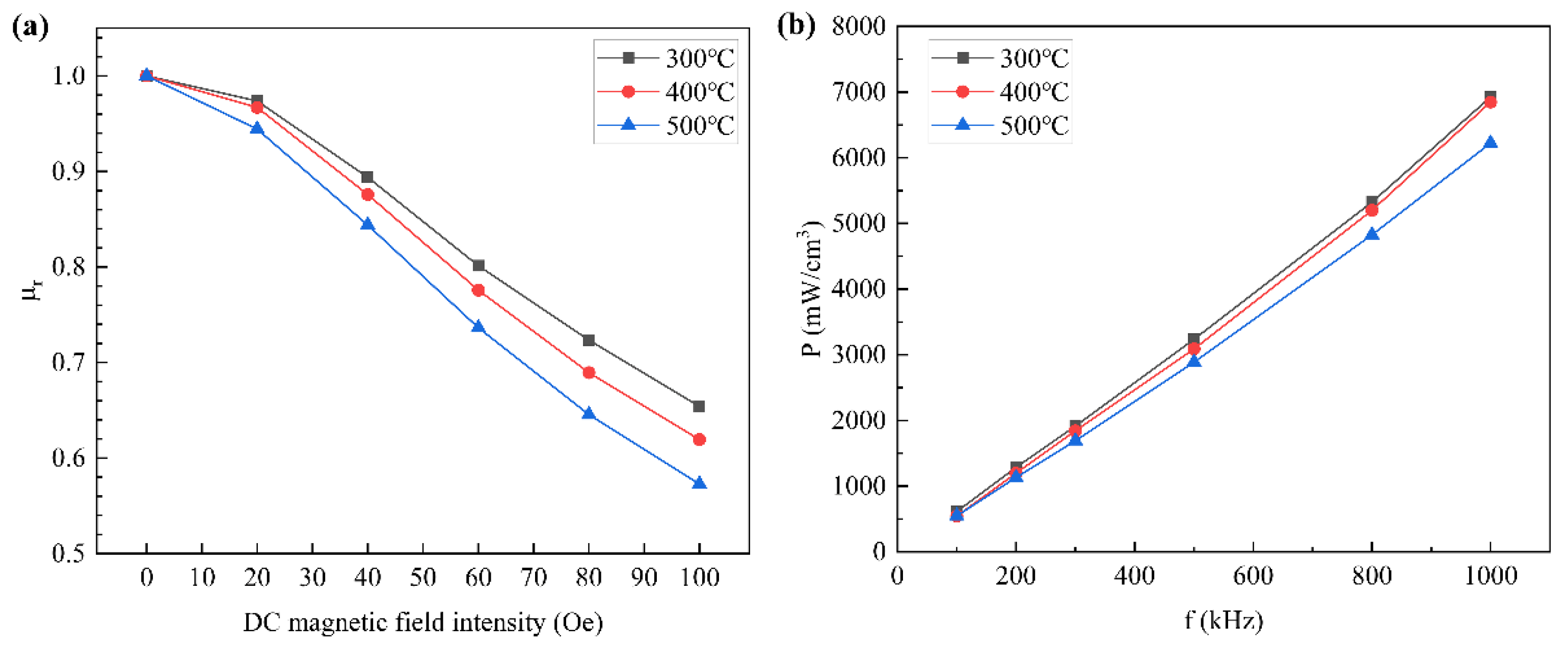
3.3.2. The Trend of Magnetic Properties with Annealing Temperature
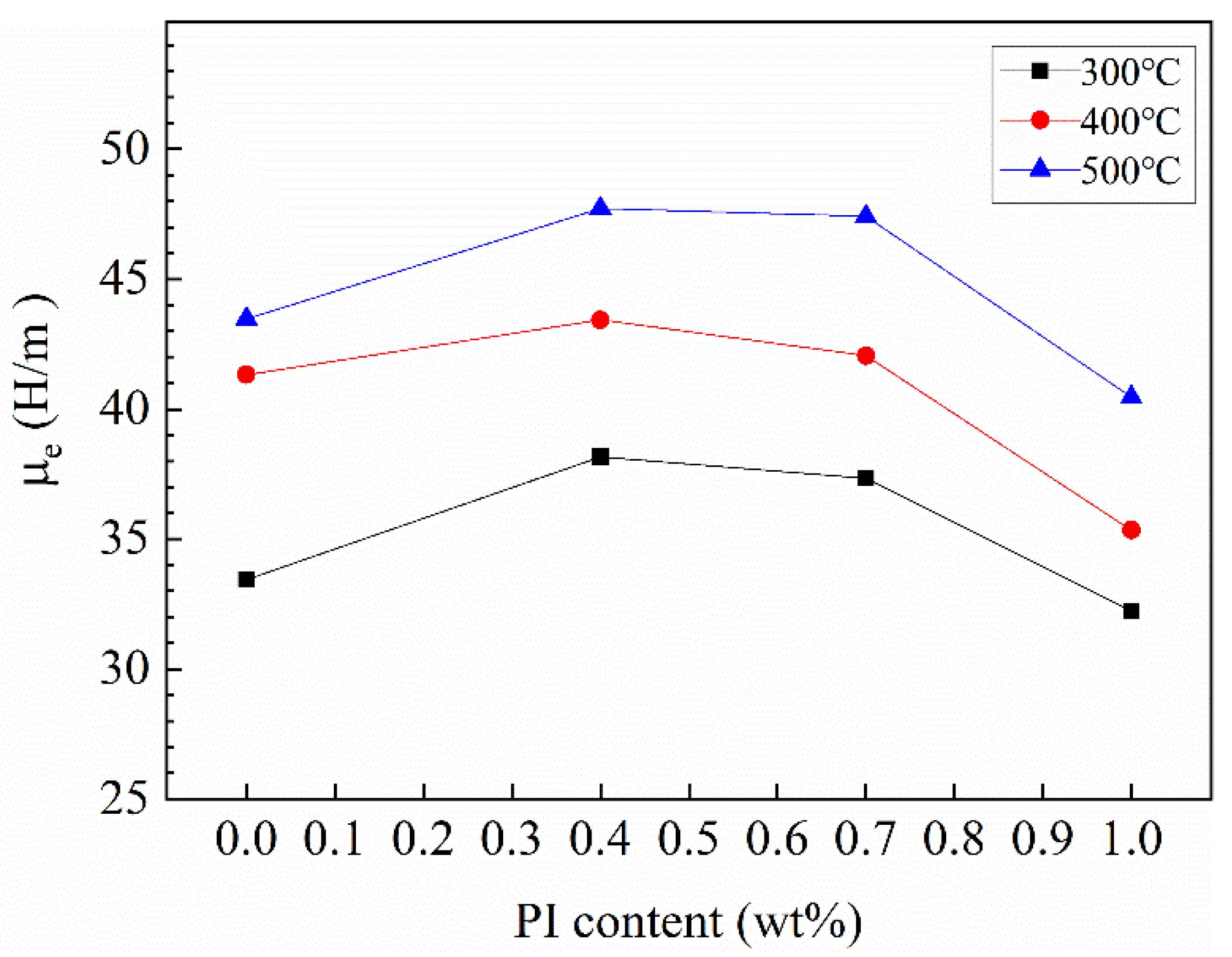
3.4. The Effect of PI Content and Annealing Temperature on Effective Permeability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xu, L.; Yan, B. Fe–6.5% Si/SiO2 powder cores prepared by spark plasma sintering: Magnetic properties and sintering mechanism. Int. J. Mod. Phys. B 2017, 31, 1744011. [Google Scholar] [CrossRef]
- Hosseinzadeh, S.; Elahi, P.; Behboudnia, M.; Sheikhi, M.H.; Mohseni, S.M. Structural and magnetic study of metallo-organic YIG powder using 2-ethylhexanoate carboxylate-based precursors. Mod. Phys. Lett. B 2019, 33, 1950100. [Google Scholar] [CrossRef] [Green Version]
- Xia, C.; Peng, Y.; Yi, Y.; Deng, H.; Zhu, Y.; Hu, G. The magnetic properties and microstructure of phosphated amorphous FeSiCr/silane soft magnetic composite. J. Magn. Magn. Mater. 2019, 474, 424–433. [Google Scholar] [CrossRef]
- Li, Z.B.; Liu, J. Preparation of Fe Si Cr alloy soft magnetic powder by gas atomization and its morphology analysis. World Nonf. Metals. 2017, 14, 9–10. [Google Scholar]
- Xu, H.P.; Wang, R.W.; Wei, D.; Zeng, C. Crystallization kinetics and magnetic properties of FeSiCr amorphous alloy powder cores. J. Magn. Magn. Mater. 2015, 385, 326–330. [Google Scholar] [CrossRef]
- Zou, B.; Zhou, T.; Xin, W.; Song, T. Influence of Cr Content on Electronic Structures and Electromagnetic Properties of FeSiCr Powders. Rare. Metal. Mat. Eng. 2013, 42, 313–316. [Google Scholar]
- Ren, J.; Bo, L.I.; Wang, J.; Pang, X.; Guo, H. Preparation and magnetic properties of FeSiCr/SiO2 soft magnetic composites. Electron. Comp. Mater. 2018, 37, 51–56. [Google Scholar] [CrossRef]
- Hsiang, H.I.; Wang, S.K.; Chen, C.C. Electromagnetic properties of FeSiCr alloy powders modified with amorphous SiO2. J. Magn. Magn. Mater. 2020, 514, 167151. [Google Scholar] [CrossRef]
- Guo, R.; Wang, S.; Yu, Z.; Sun, K.; Lan, Z. FeSiCr@NiZn SMCs with ultra-low core losses, high resistivity for high frequency applications. J. Alloys Compd. 2020, 830, 154736. [Google Scholar] [CrossRef]
- Nie, W.; Yu, T.; Wang, Z.; Wei, X. High-performance core-shell-type FeSiCr@MnZn soft magnetic composites for high-frequency applications. J. Alloys Compd. 2020, 864, 158215. [Google Scholar] [CrossRef]
- Li, Z.; Dong, Y.; Pauly, S.; Chang, C.; Wei, R.; Li, F.; Wang, X.-M. Enhanced soft magnetic properties of Fe-based amorphous powder cores by longitude magnetic field annealing. J. Alloys Compd. 2017, 706, 1–6. [Google Scholar] [CrossRef]
- Geng, K.; Xie, Y.; Xu, L.; Yan, B. Structure and magnetic properties of ZrO2 -coated Fe powders and Fe/ZrO2 soft magnetic composites. Adv. Powder. Technol. 2017, 28, 2015–2022. [Google Scholar] [CrossRef]
- Wang, L.; Xiong, H.; Rehman, S.U.; Chen, Y.; Tan, Q.; Zhang, L.; Zhong, M.; Zhong, Z. Optimized microstructure and impedance matching for improving the absorbing properties of core-shell C@Fe3C/Fe nanocomposites. J. Alloys Compd. 2019, 780, 552–557. [Google Scholar] [CrossRef]
- Yaghtin, M.; Taghvaei, A.H.; Hashemi, B.; Janghorban, K. Effect of heat treatment on magnetic properties of iron-based soft magnetic composites with Al2O3 insulation coating produced by sol-gel method. J. Alloys Compd. 2013, 581, 293–297. [Google Scholar] [CrossRef]
- Peng, Y.; Nie, J.; Zhang, W.; Jian, M.; Bao, C.; Yang, C. Effect of the addition of Al2O3 nanoparticles on the magnetic properties of Fe soft magnetic composites. J. Magn. Magn. Mater. 2016, 399, 88–93. [Google Scholar] [CrossRef]
- Wang, J.; Fan, X.; Wu, Z.; Li, G. Intergranular insulated Fe/SiO2 soft magnetic composite for decreased core loss. Adv. Powder. Technol. 2016, 27, 1189–1194. [Google Scholar] [CrossRef]
- Yang, B.; Li, X.; Guo, R.; Yu, R. Oxidation fabrication and enhanced soft magnetic properties for core-shell FeCo/CoFe2O4 micron-nano composites. Mater. Des. 2017, 121, 272–279. [Google Scholar] [CrossRef]
- Mori, S.; Mitsuoka, T.; Sugimura, K.; Hirayama, R.; Sonehara, M.; Sato, T.; Matsushita, N. Core-shell structured Mn-Zn-Fe ferrite/Fe-Si-Cr particles for magnetic composite cores with low loss. Adv. Powder. Technol. 2018, 29, 1481–1486. [Google Scholar] [CrossRef]
- Yaghtin, M.; Taghvaei, A.H.; Hashemi, B.; Janghorban, K. Structural and magnetic properties of Fe-Al2O3 soft magnetic composites prepared by sol-gel method. Int. J. Mater. Res. 2013, 105, 474–479. [Google Scholar] [CrossRef]
- Xiao, L.; Sun, Y.; Ding, C.; Yang, L.; Yu, L. Anneling effects on magnetic properties and strength of organic-silicon epoxy resin-coated soft magnetic composites. J. Mech. Eng. Sci. 2014, 228, 2049–2058. [Google Scholar] [CrossRef]
- Kollár, P.; Birčáková, Z.; Füzer, J.; Bureš, R.; Faberova, M. Power loss separation in Fe-based composite materials. J. Magn. Magn. Mater. 2013, 327, 146–150. [Google Scholar] [CrossRef]
- Baco-Carles, V.; Huguet, T.; Llibre, J.; Baylac, V.; Pasquet, I.; Tailhades, P. Laser powder bed fusion applied to the manufacture of bulk or structured magnetic cores. J. Mater. Res. Technol. 2022, 18, 599–610. [Google Scholar] [CrossRef]
- Ammarullah, M.I.; Afif, I.Y.; Maula, M.I.; Winarni, T.I.; Tauviqirrahman, M.; Akbar, I.; Basri, H.; van der Heide, E.; Jamari, J. Tresca Stress Simulation of Metal-on-Metal Total Hip Arthroplasty during Normal Walking Activity. Materials 2021, 14, 7554. [Google Scholar] [CrossRef] [PubMed]
- Jamari, J.; Ammarullah, M.I.; Saad, A.P.M.; Syahrom, A.; Uddin, M.; van der Heide, E.; Basri, H. The Effect of Bottom Profile Dimples on the Femoral Head on Wear in Metal-on-Metal Total Hip Arthroplasty. J. Funct. Biomater. 2021, 12, 38. [Google Scholar] [CrossRef]
- Shokrollahi, H.; Janghorban, K. Soft magnetic composite materials (SMCs). J. Mater. Process. Technol. 2012, 189, 1–12. [Google Scholar] [CrossRef]
- Hsiang, H.I.; Fan, L.F.; Hung, J.J. Phosphoric acid addition effect on the microstructure and magnetic properties of iron-based soft magnetic composites. J. Magn. Magn. Mater. 2018, 447, 1–8. [Google Scholar] [CrossRef]
- Jiang, H.Y.; Zhong, W.; Wu, X.L.; Tang, N.J.; Liu, W.; Du, Y.W. Direct and alternating current magnetic properties of FeNi particles coated with SiO2. J. Alloys Compd. 2004, 384, 264–267. [Google Scholar] [CrossRef]
- Fan, X.; Wang, J.; Wu, Z.Y.; Li, G. Core–shell structured FeSiAl/SiO2 particles and Fe3Si/Al2O3 soft magnetic composite cores with tunable insulating layer thicknesses. Mat. Sci. Eng. B-Adv. 2015, 201, 79–86. [Google Scholar] [CrossRef]
- Qian, K.M.; Ji, S.; Wu, M.; Zhang, Y.S.; Gong, C.H. Effect of insulation material on the properties of nanocrystal soft magnetic alloy magnetic powder Core. Metal. Funct. Mater. 2004, 5, 10–12. [Google Scholar] [CrossRef]
- Ye, C.; Huang, J.; Li, Q. Effect of heat treatment on density and magnetic properties of warm compacted FeSiAl magnetic powder cores. Heat Treat. Met. 2017, 42, 151–154. [Google Scholar] [CrossRef]
- Yu, H.; Zhou, S.; Zhang, G.; Dong, B.; Meng, L.; Li, Z.; Dong, Y.; Cao, X. The phosphating effect on the properties of FeSiCr alloy powder. J. Magn. Magn. Mater. 2022, 552, 168741. [Google Scholar] [CrossRef]
- Hsiang, H.; Fan, L.; Ho, K. Minor yttrium nitrate addition effect on FeSiCr alloy powder core electromagnetic properties. J. Magn. Magn. Mater. 2017, 444, 1–6. [Google Scholar] [CrossRef]
- Zhou, B.; Dong, Y.; Liu, L.; Chi, Q.; Zhang, Y.; Chang, L.; Bi, F.; Wang, X. The core-shell structured Fe-based amorphous magnetic powder cores with excellent magnetic properties. Adv. Powder Technol. 2019, 30, 1504–1512. [Google Scholar] [CrossRef]
- Xia, C.; Peng, Y.; Yi, X.; Yao, Z.; Zhu, Y.; Hu, G. Improved magnetic properties of FeSiCr amorphous soft magnetic composites by adding carbonyl iron powder. J. Non-Cryst. Solids 2021, 559, 120673. [Google Scholar] [CrossRef]
- Cai, P.P.; Liang, J.K.; Xu, W.Z.; Wang, Z.N.; Gong, Y.H.; Shen, B.B. Effect of Phosphating Process on the Performance of FeSiCr Soft Magnetic Powders. Mech. Res. Appl. 2017, 5, 58–64. [Google Scholar] [CrossRef]
- Wu, X.J.; Chen, C.G.; Hao, J.J.; Zhao, T.C.; Ren, Z.K. Effect of Phosphating and Heat Treatment on Magnetic Properties of Fe-3.3Si-6.5Cr Soft Magnetic Composites. J. Supercond. Nov. Magn. 2020, 33, 1889–1897. [Google Scholar] [CrossRef]
- Morimune-Moriya, S.; Obara, K.; Fuseya, M.; Katanosaka, M. Development and characterization of strong, heat-resistant and thermally conductive polyimide/nanodiamond nanocomposites. Polymer 2021, 230, 124098. [Google Scholar] [CrossRef]
- Ke, H.; Zhao, L.; Zhang, X.; Qiao, Y.; Wang, X. Performance of high-temperature thermosetting polyimide composites modified with thermoplastic polyimide. Polym. Test. 2020, 90, 106746. [Google Scholar] [CrossRef]
- Zhao, X.; Wu, Q.; Zhang, S.; Wei, H.; Wang, R.; Wang, C. Synthesis, processability and photoluminescence of pyrene-containing polyimides. J. Mater. Res. Technol. 2020, 9, 14599–14608. [Google Scholar] [CrossRef]
- Chen, S.F.; Chang, H.Y.; Wang, S.J.; Chen, S.H.; Chen, C.C. Enhanced electromagnetic properties of Fe–Cr–Si alloy powders by sodium silicate treatment. J. Alloys Compd. 2015, 637, 30–35. [Google Scholar] [CrossRef]
- Yi, X.W.; Li, Q.B.; Peng, Y.D.; Zhao, Y.F.; Zhu, S.Z. Effect of Processing Condition on Microstructure and Properties of FeSiAl Powder Coated with Metal Oxides by Using a NaOH Solution. J. Supercond. Nov. Magn. 2021, 34, 2957–2968. [Google Scholar] [CrossRef]
- Wang, L.; Qiao, L.; Zheng, J.; Cai, W.; Ying, Y.; Li, W.; Che, S.; Yu, J. Microstructure and properties of FeSiCr/PA6 composites by injection molding using FeSiCr powders by phosphating and coupling treatment. J. Magn. Magn. Mater. 2017, 452, 210–218. [Google Scholar] [CrossRef]
- Hu, C.Z.; Andrade, J.D. Pyrolyzed, conducting kapton polyimide: An electrically conducting material. J. Appl. Polym. Sci. 1985, 30, 4409–4415. [Google Scholar] [CrossRef]
- Boglietti, A.; Cavagnino, A.; Ferraris, L.; Lazzari, M. The annealing influence onto the magnetic and energetic properties in soft magnetic material after punching process. IEEE. Int. Electr. Mach. Drive. Conf. 2003, 1, 503–508. [Google Scholar] [CrossRef]
- Chicinas, I.; Geoffroy, O.; Isnard, O.; Pop, V. Soft magnetic composite based on mechanically alloyed nanocrystalline Ni3Fe phase. J. Magn. Magn. Mater. 2005, 290, 1531–1534. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ρ (g/cm3) | FeCrSi/PI Content (wt%) in This Study | FeCrSi/Sodium Silicate [40] | ||||
|---|---|---|---|---|---|---|
| 0 | 0.4 | 0.7 | 1.0 | |||
| Temperature (°C) | 300 | 5.917 | 6.130 | 6.066 | 5.869 | / |
| 400 | 6.051 | 6.206 | 6.146 | 5.920 | / | |
| 450 | / | / | / | / | 5.610 | |
| 500 | 6.163 | 6.213 | 6.179 | 6.112 | / | |
| 550 | / | / | / | / | 6.020 | |
| 650 | / | / | / | / | 6.140 | |
| Samples | μe (H/m) | Pcv (mW/cm3) | |||
|---|---|---|---|---|---|
| 0.02T 1000 kHz | 0.05T 100 kHz | 0.05T 500 kHz | 0.05T 1000 kHz | ||
| In this study | 47.5 | / | 547 | 2888 | 6222 |
| FeSiCr/phosphate [36] | 44.5 | / | 780 | / | / |
| FeSiCr/PA6 [42] | 18 | / | 1100 | / | / |
| FeSiCr/MnZnFe [18] | 55 | / | 738 | / | / |
| FeSiCr/yttrium nitrate [32] | 41 | 600 | / | / | 6250 |
| FeSiCr/carbonyl iron [34] | 37 | 560 | / | / | / |
| FeCrSi/sodium silicate [40] | 34.9 | / | / | / | / |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Long, H.; Wu, X.; Lu, Y.; Zhang, H.; Hao, J. Effect of Polyimide-Phosphating Double Coating and Annealing on the Magnetic Properties of Fe-Si-Cr SMCs. Materials 2022, 15, 3350. https://doi.org/10.3390/ma15093350
Long H, Wu X, Lu Y, Zhang H, Hao J. Effect of Polyimide-Phosphating Double Coating and Annealing on the Magnetic Properties of Fe-Si-Cr SMCs. Materials. 2022; 15(9):3350. https://doi.org/10.3390/ma15093350
Chicago/Turabian StyleLong, Haiming, Xiaojie Wu, Yunkun Lu, Haifeng Zhang, and Junjie Hao. 2022. "Effect of Polyimide-Phosphating Double Coating and Annealing on the Magnetic Properties of Fe-Si-Cr SMCs" Materials 15, no. 9: 3350. https://doi.org/10.3390/ma15093350
APA StyleLong, H., Wu, X., Lu, Y., Zhang, H., & Hao, J. (2022). Effect of Polyimide-Phosphating Double Coating and Annealing on the Magnetic Properties of Fe-Si-Cr SMCs. Materials, 15(9), 3350. https://doi.org/10.3390/ma15093350