1. Introduction
Deep-sea nodules are ores containing manganese oxides, which are enriched mainly with iron, cobalt, nickel and copper. Other minor elements in nodules are zinc, silicon, titanium or magnesium and alkaline earth metals. They occur most often in all oceans at depths of 3000–6000 m with a size of 1–15 cm, but mostly in areas where the rate of sediment accumulation is slow [
1,
2,
3,
4]. At the bottom of the sea, nodules occur in continuous fields, in which a certain size of nodules dominates. Deep-sea nodules are formed by concentric layers of iron hydroxides and manganese hydroxides around the core. This nucleus can be a fossilized shark tooth or bone [
5,
6].
Chemical-composition studies have been conducted since the 1960s, where the National Oceanic and Atmospheric Administration (NOAA) found that the exact chemical composition is determined primarily by water depth, geographic findings and ocean circulation. From these results, the places with the highest incidence of deep-sea nodules were determined, which are mainly the Clarion-Clipperton Fracture Zones (CCZ) in the Pacific Ocean and the Indian Ocean [
3,
7,
8]. According to a Japanese study, the chemical composition of deep-sea nodules was determined arithmetically, where it is stated that manganese is contained in nodules in 17–26%, nickel in 0–54%, copper in 0–32% and cobalt in 0–28% [
9]. In the Clarion-Clipperton area, the nodule composition is reported as 25.4% Mn, 6.66% Fe, 1.27% Ni and 1.02% Co. Iron occurs in deep-sea nodules in the form of oxides, hydroxide-oxides and as a hydrated oxide. There are α-FeOOH and γ-FeOOH phases in the nodules, as well as a smaller amount of the magnetite phase. Cobalt is present in nodules between the iron and manganese phases. The content of nickel and cobalt in nodules increases together with the content of manganese. Furthermore, the content of cobalt, titanium and zinc in nodules increases with the content of iron and manganese [
9,
10,
11,
12]. There is usually no iron, cobalt and lead in the core of nodules. In the upper shell of nodules, compared to the inner shell of nodules, there is a larger amount of iron, cobalt and lead and a smaller amount of copper and nickel [
8].
Deep-sea nodules are very porous solids. This leads to a high moisture content in the nodules. This has a negative effect on the cost of their further processing, when the nodules have to be dried for a very long time. Another important factor besides porosity is their fragility. However, due to their fragility, less energy is needed for crushing and grinding [
13].
Processes for extraction of metals from deep-sea nodules can be divided into two categories, namely pyrometallurgical processes and hydrometallurgical processes. Deep-sea nodules contain up to 40 wt. % humidity. By transporting them to ports, it is possible to reduce the humidity of nodules to 15 wt. %. However, even such increased humidity is undesirable for pyrometallurgy; therefore, it is not used for obtaining metals of interest from nodules by purely pyrometallurgical processes due to the high amount of thermal energy that is necessary to remove the water from nodules. The pyrometallurgical process can be used only for the nodules that contain at least 40 wt. % of manganese. Hydrometallurgical processes involve leaching in acids and bases with reduction with or without it. Another alternative is leaching at high temperatures without the use of a reducing agent. In these processes, manganese and iron dissolve together with copper, nickel and cobalt. Combined pyro-hydrometallurgical processes for the recovery of metals from deep-sea nodules consist of pyrometallurgical and hydrometallurgical processes. Pyrometallurgical processes precede hydrometallurgical processes and their goal is to convert the metals of interest into a soluble form. Such technologies include processes at higher temperatures, which may be chlorination, sulfation or melting. These processes are followed by hydrometallurgical ones, which use leaching and subsequent electrolysis to obtain pure metal [
13,
14,
15].
However, leaching processes consume a large amount of leaching agents, and the resulting solution has a very diverse chemical composition. The individual elements are thus further removed by specific reactions, such as copper extraction using active powdered sulfuric anhydride; nickel and cobalt extraction using active sulfur together with manganese or MnO
2 extraction from ammonia; and where filtration is used, washing the filter with manganese hydroxide, drying in rotary kilns and briquetting. A more sophisticated way is the selective extraction of metals of interest in acids or bases [
16,
17]. This selective extraction of metals of interest in acids is achieved by the use of various types of reducing agents, where in the latest study, steel scrap is repeatedly used as a reducing agent for manganese recovery [
18,
19].
As the methods for obtaining metals from nodules are very complex, a new approach has been proposed. It is based on the nonseparation of individual elements from nodules and the use of nodules as a whole, when a completely new alloy is formed. Since nodules contain a high percentage of MnO
2 and the process of aluminothermic reduction to reduce MnO
2 is a commonly used process, a process for treating deep-sea nodules by aluminothermic reduction has been proposed [
16], which was used also in this work. In metallothermic reduction, metal is used as a reducing agent. Such reducing agents are metals that have a higher affinity for oxygen. Metallothermic reduction efficiency is not 100%. The metallothermic reaction is strongly exothermic and rapid. The heat released in this reaction depends on the reducing agent selected. It is generally stated that the stronger the reducing agent, the more heat is released during the matrix reduction. Aluminum is the most common when used for metallothermic reduction. Aluminothermic processes are used in the production of manganese, chromium and also for the production of carbon-free ferroalloys. The advantages of aluminothermy mainly include the speed of the reaction, the absence of the need for a heat source, easy adaptation of the reaction to different productions, low investment costs and no CO
2 emissions. The disadvantage of aluminothermy is the higher price of aluminum [
20,
21,
22,
23,
24].
Processes for recovering metals from deep-sea nodules are very complex, so a new process for recovering metals from nodules—aluminothermy—has been proposed. It is commonly used to reduce MnO2, which is abundant in nodules. This work aims to test the applicability of aluminothermy for direct production of aluminum alloys, containing the elements from deep-sea nodules. The work deals with the mechanical properties, microstructure and chemical composition of the sintered and annealed alloys, and because of their microhardness the tribological properties were also tested.
2. Materials and Methods
The deep-sea nodules were crushed to powder with a particle size under 125 µm. The chemical composition of the nodules was measured by X-ray fluorescence spectrometer (XRF, Axios, PANanalytical, Almelo, The Netherlands) and it is presented in the
Table 1. One part of the crushed nodules was roasted in an electric resistance furnace (Martinek, Kladno, The Czech Republic) at 250 °C in the air, the other part at 500 °C. The roasting at 250 °C was used for drying of the crushed nodules, while the 500 °C was applied to change the oxidation state of manganese from MnO
2 to Mn
3O
4. Both parts were roasted for 2 h. A mixture in a weight ratio of 1:1 was prepared from the roasted nodules.
Using equations based on the Ellingham diagram, the stoichiometric amount of aluminum required for aluminothermic reduction was calculated [
22]. In the previous work [
22] there were aluminothermically prepared samples with stoichiometric amounts of aluminum, 10% excess of the aluminum over stoichiometry and 20% excess of aluminum over stoichiometry. In this work, the samples were prepared aluminothermically with 100% excess of aluminum over stoichiometry. The main idea for the high excess of aluminum was to prepare the aluminum-based alloy directly, because the recent work [
22] revealed that the aluminum content in the alloy increases with the Al amount in the reaction mixture. The batch of nodules was 500 g, while the amount of aluminum used for the reduction was 229 g. The aluminothermic reactions were initiated by the ignition mixture composed of aluminum powder, sodium peroxide and magnesium metal flakes. After the reaction was completed, metallic alloy and slag were obtained by mechanical separation.
The phase transformations were measured by differential thermal analysis by the means of TG-DTA (Thermogravimetry Differential Thermal Analysis) Setsys Evolution device (Setaram, Caluire-et-Cuire, France) in an argon atmosphere in an alumina crucible. DTA was carried out in the temperature range of 0–1200 °C with a heating rate of 30 K/min.
After aluminothermic reductions, the metal was crushed and the powder consolidated by spark plasma sintering (SPS) using HP D10 (FCT Systeme, Rauenstein, Germany) device. The sintering was carried out at 900 °C for 10 min, using the pressure of 48 MPa and heating rate of 300 K/min, while the controlled cooling rate was 50 K/min. The diameter of the sintered sample was 20 mm. The material obtained by sintering at 900 °C was also heat-treated by annealing at 800 °C for 3 h, followed by water quenching. One sample was sintered at 950 °C for 10 min, using the same pressure and heating rate as it is given above.
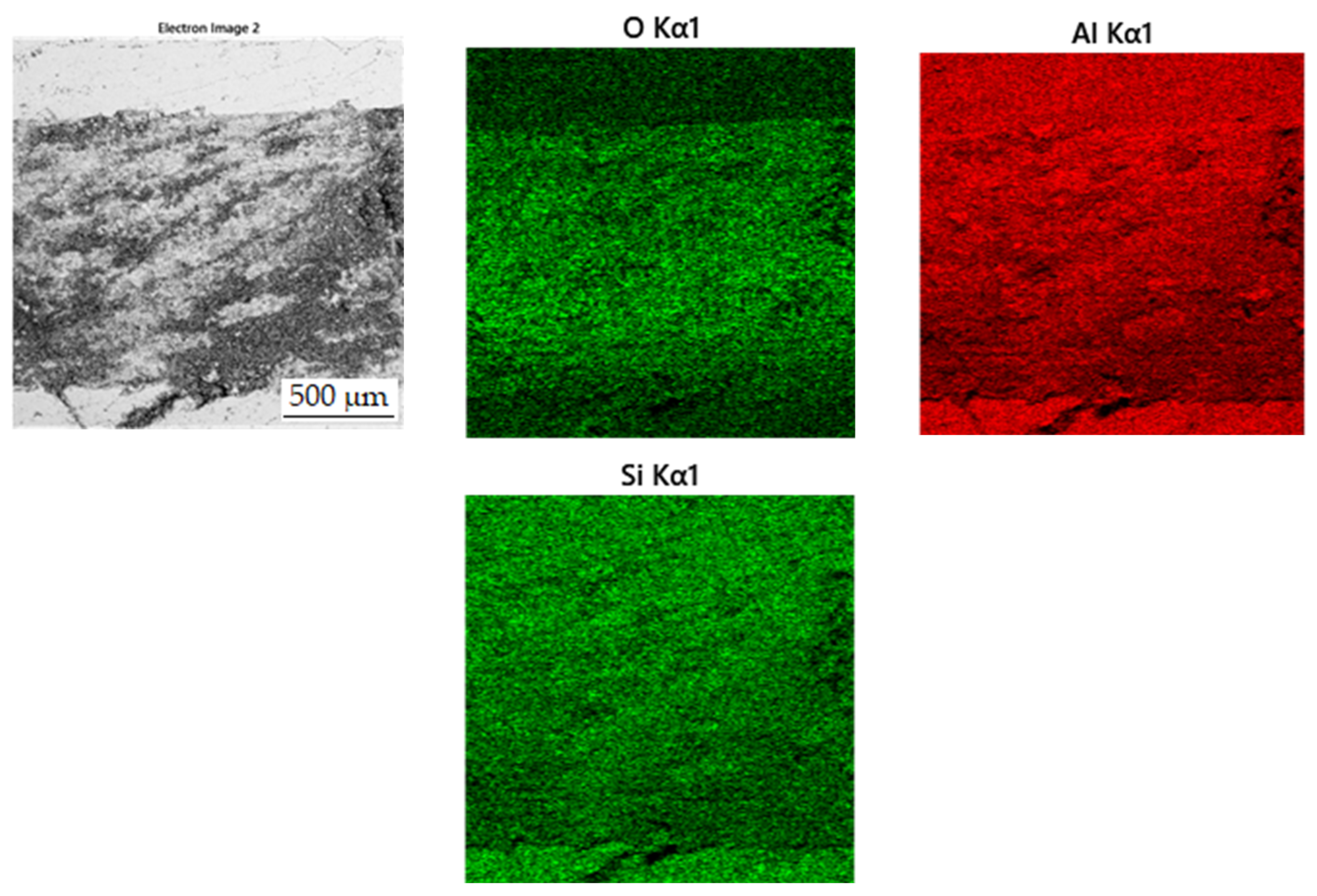
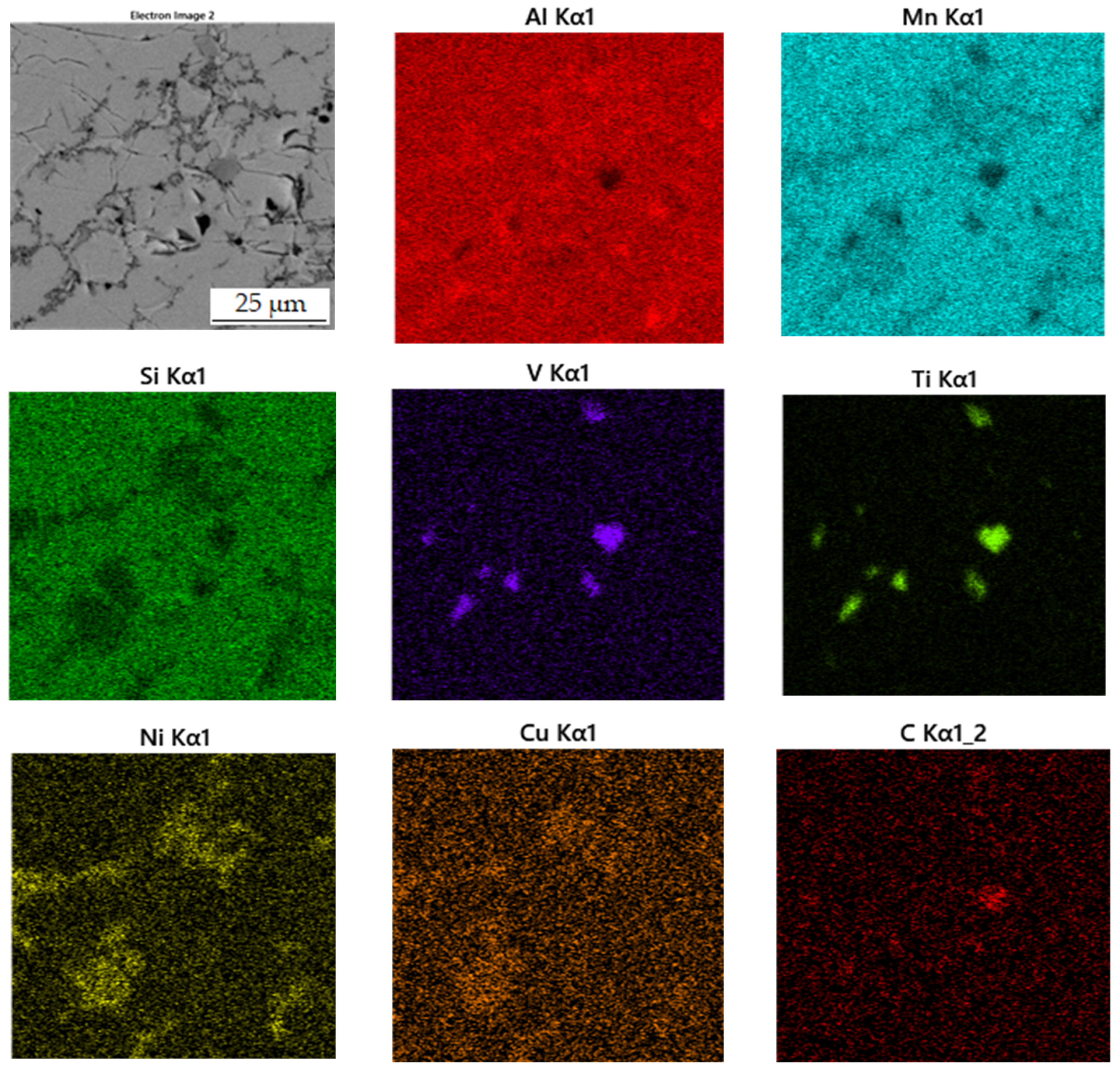
The phase composition of materials was determined by powder X-ray diffraction (XRD). Data in Bragg–Brentano geometry were collected on a X’Pert3 Powder diffractometer using CuKα radiation. After etching the sample with Keller’s reagent (2 mL HF, 3 mL HCl, 5 mL HNO3 and 190 mL H2O), the microstructure was observed using an Eclipse MA200 metallographic optical microscope (Nikon, Tokyo, Japan) and by scanning electron microscope (SEM) VEGA 3 LMU (TESCAN, Brno, Czech Republic). The scanning electron microscope equipped with energy-dispersive spectrometer (EDS) X-max 20 mm2 detector (Oxford Instruments, High Wycombe, UK) was applied.
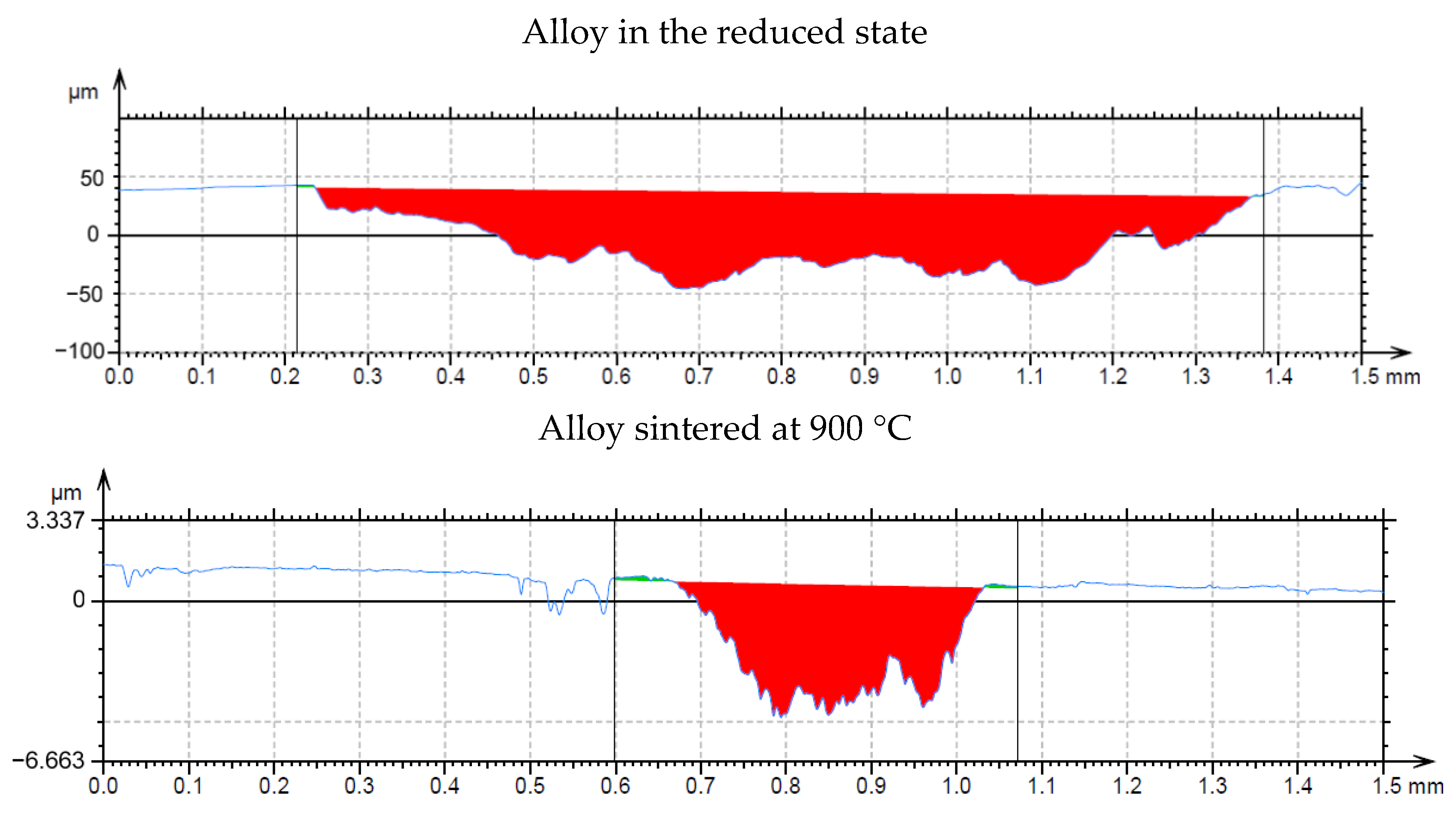
In addition to the phase analysis and microstructure evaluation, the samples were characterized from the viewpoints of mechanical properties (microhardness), as well as the tribological behavior (wear rate and friction coefficient). Microhardness was measured by the Vickers method at a load of 100 g (HV 0.1), which corresponds to 0.98 N. The microhardness was measured five times on each sample and the average values was calculated. To confirm the hardness trend, the hardness was determined once more at a load of 10 g. The wear resistance was measured on a TriboTester tribometer (Tribotechnic, Clichy, France) using the ball-on-disc tribometer in linear reciprocal mode (
e excenter of 5 mm). In this case, the “ball” was made of alumina (α-Al
2O
3) and it had 6 mm in diameter and the “disc” was a sample. No lubricant was used in the process. The sliding distance (
l) in this process was 20 m and a normal force (
F) of 5 N was used. The wear rate (
w [mm
3 N
−1 m
−1]) was calculated from the equation (1), where we take in mind the wear track section area (
A [mm
2]).
4. Discussion
A “natural” alloy from deep-sea nodules was prepared by aluminum reduction. This resulted in an alloy which, according to XRF analysis, contains about half the content of manganese and alloying elements such as aluminum, iron and others. Even though the idea was to prepare aluminum-based alloy by aluminothermic method directly, the result was still the manganese alloy. It could be stated that it is impossible to obtain aluminum alloy by this process, probably for the following reasons:
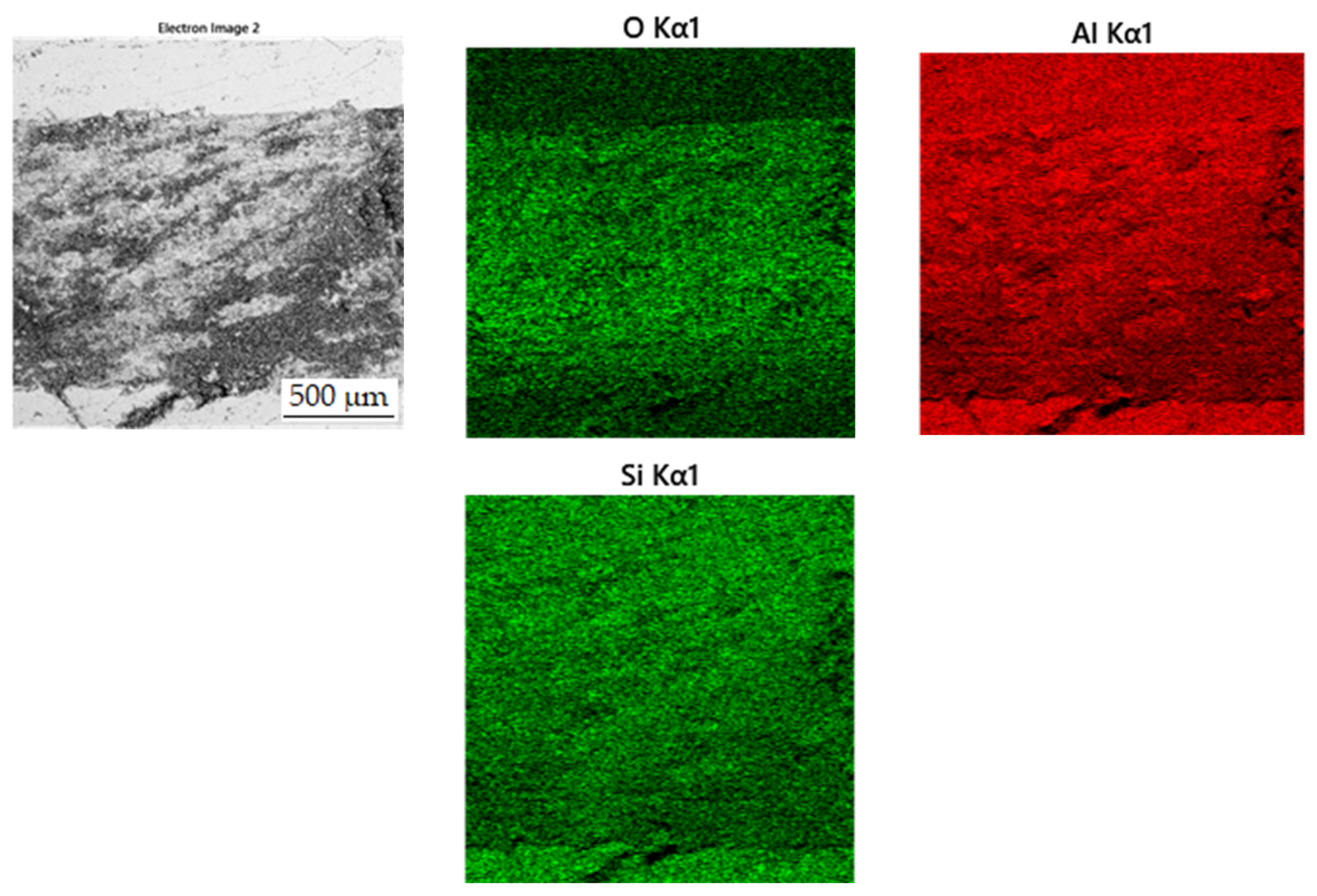
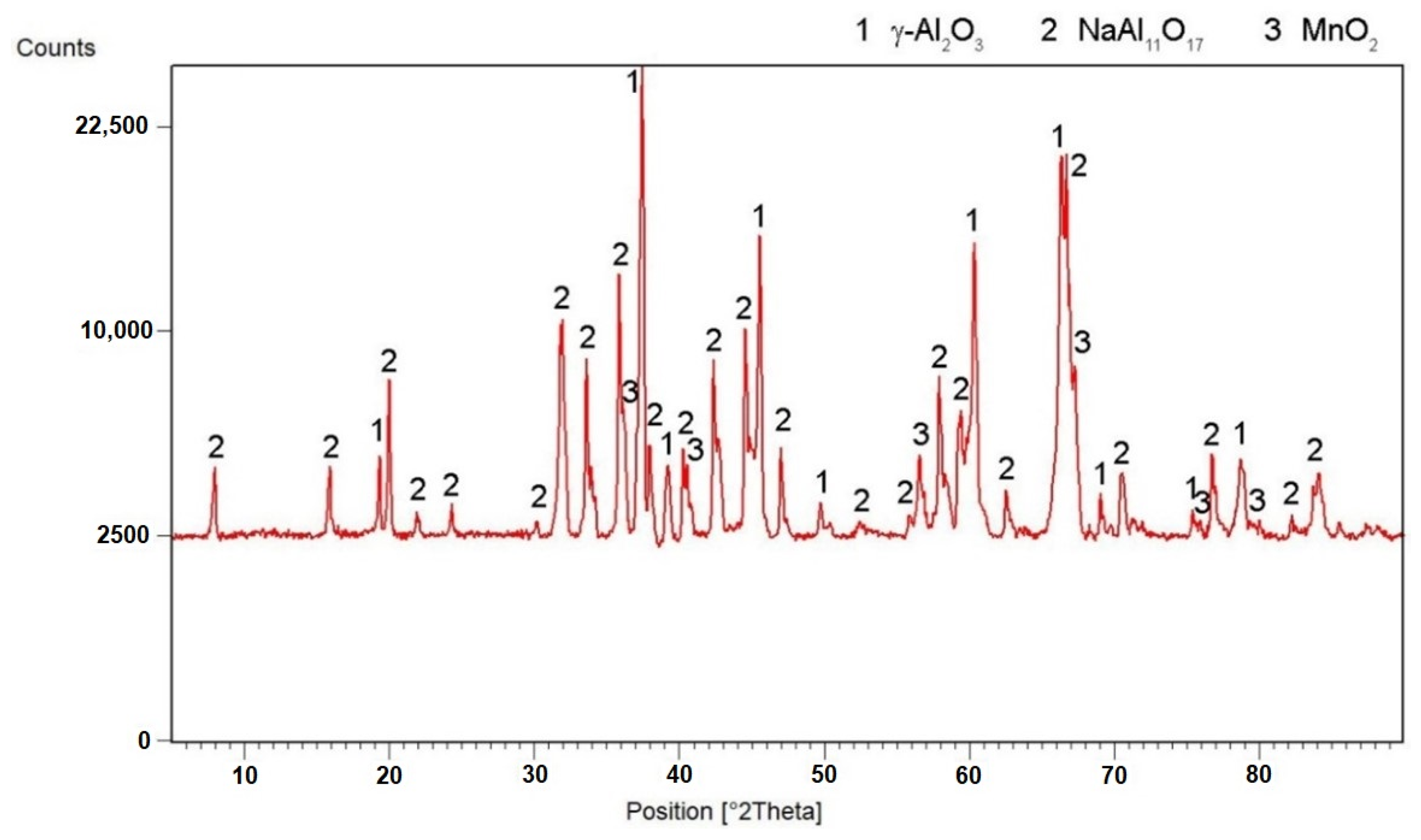
The oxidation of the excessive aluminum occurred directly instead of melting. For this reason, it was transferred to the slag phase instead. This hypothesis was confirmed by the XRD analysis of the slag (
Figure 17), where a high amount of the aluminum oxide was detected.
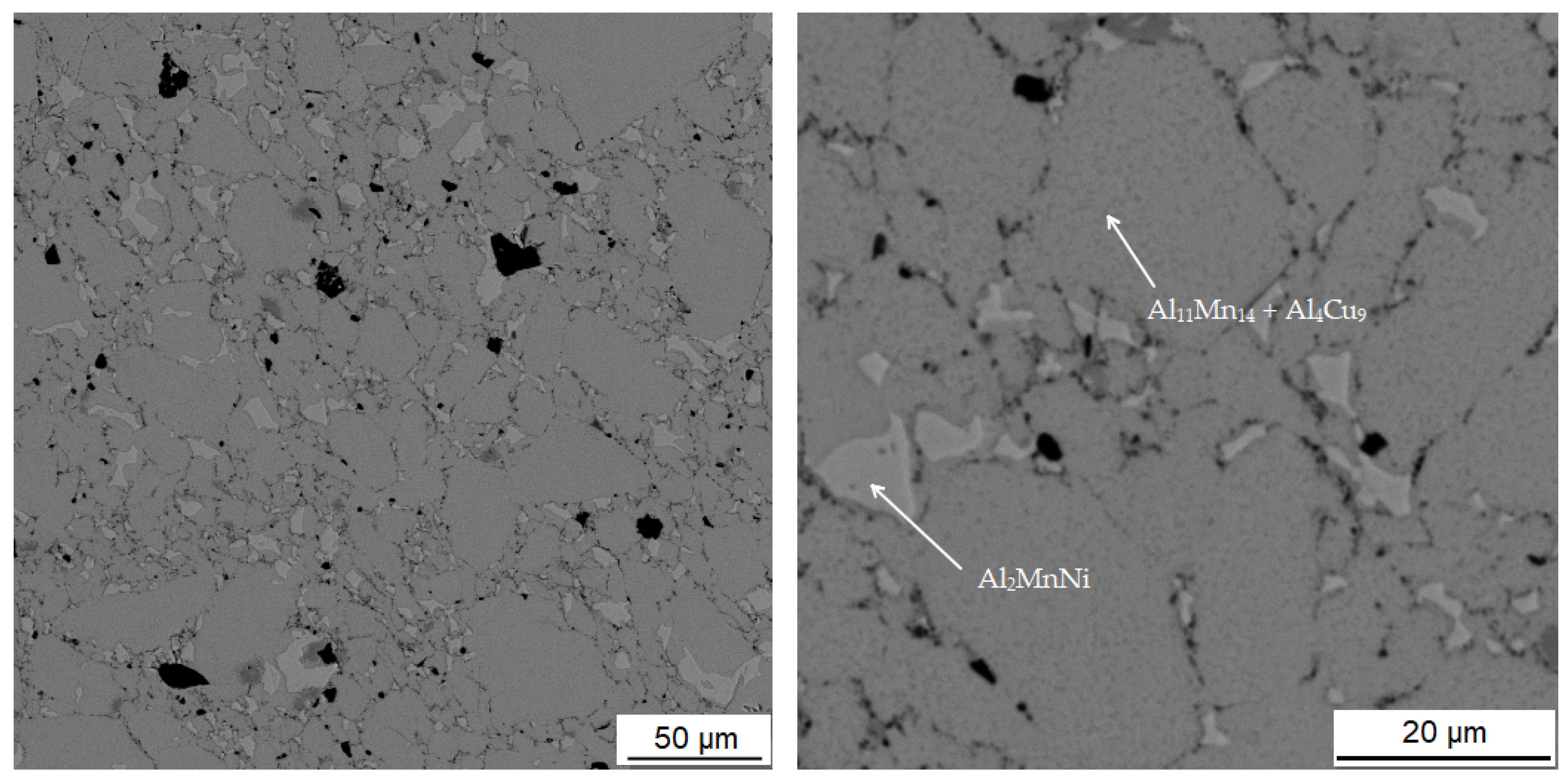
The formed intermetallics contain high amounts of aluminum (up to approx. 47 at.%, see
Table 3,
Table 4,
Table 5 and
Table 6) and hence there is not enough aluminum to form a solid solution-based matrix.
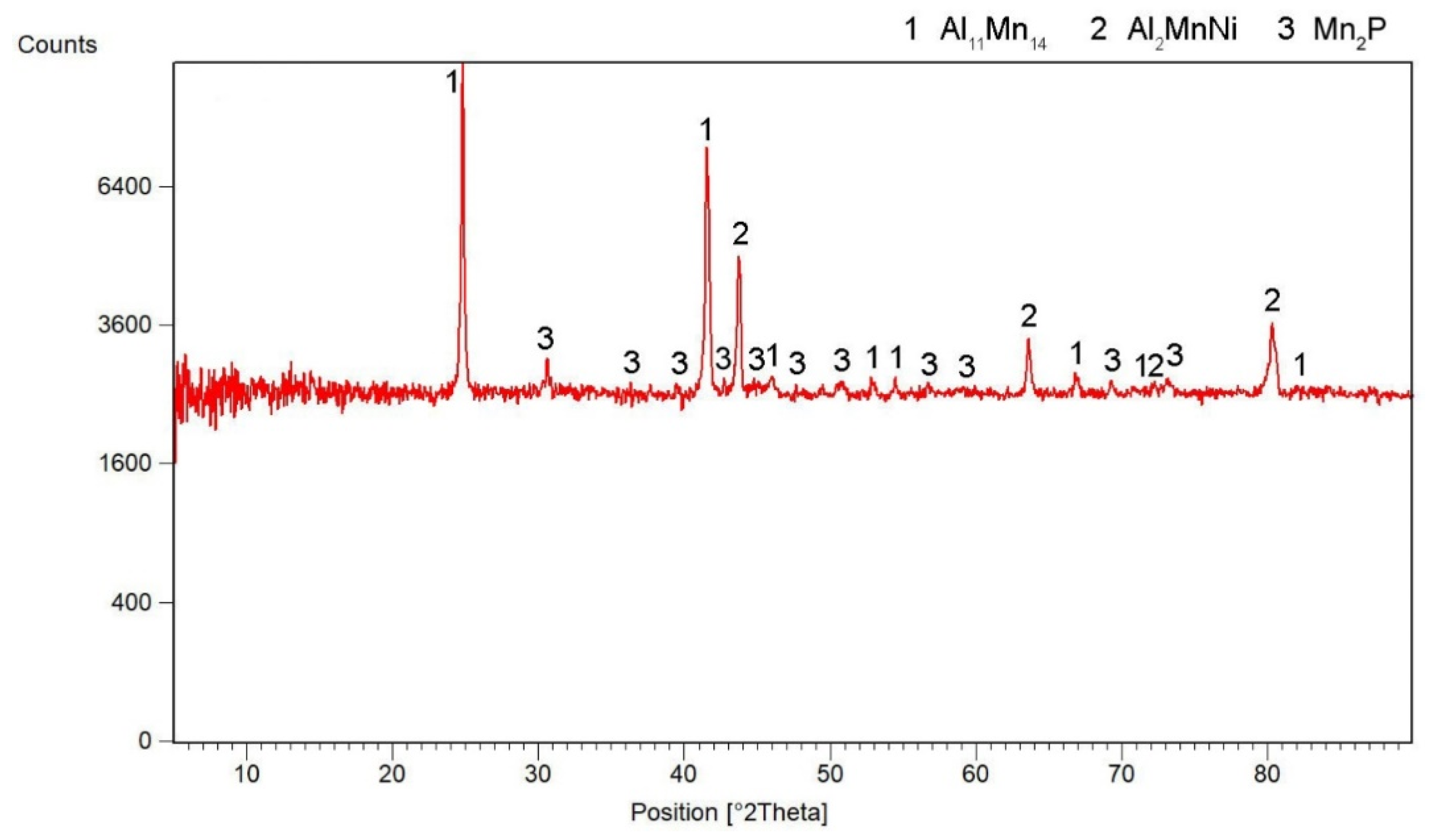
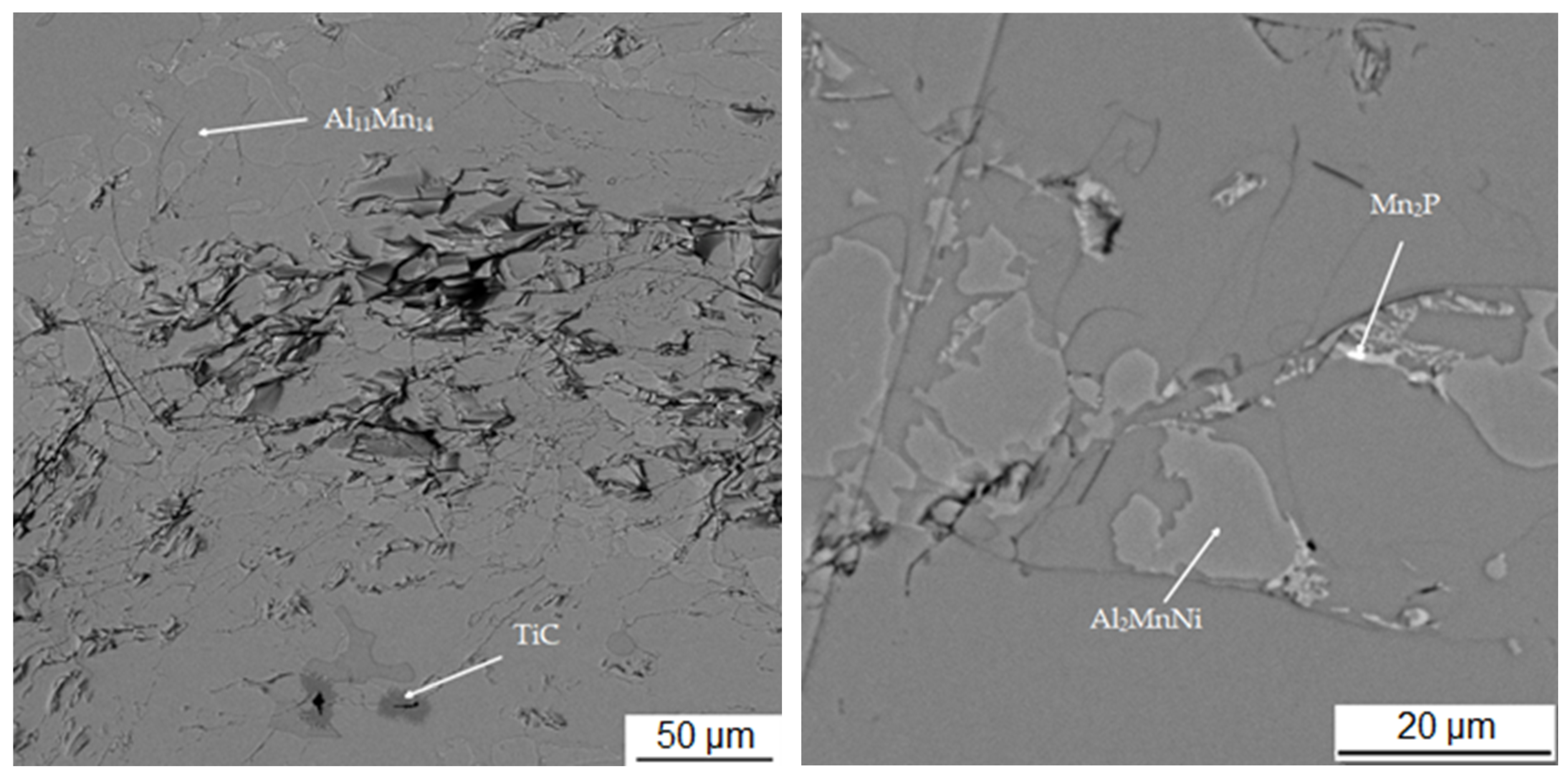
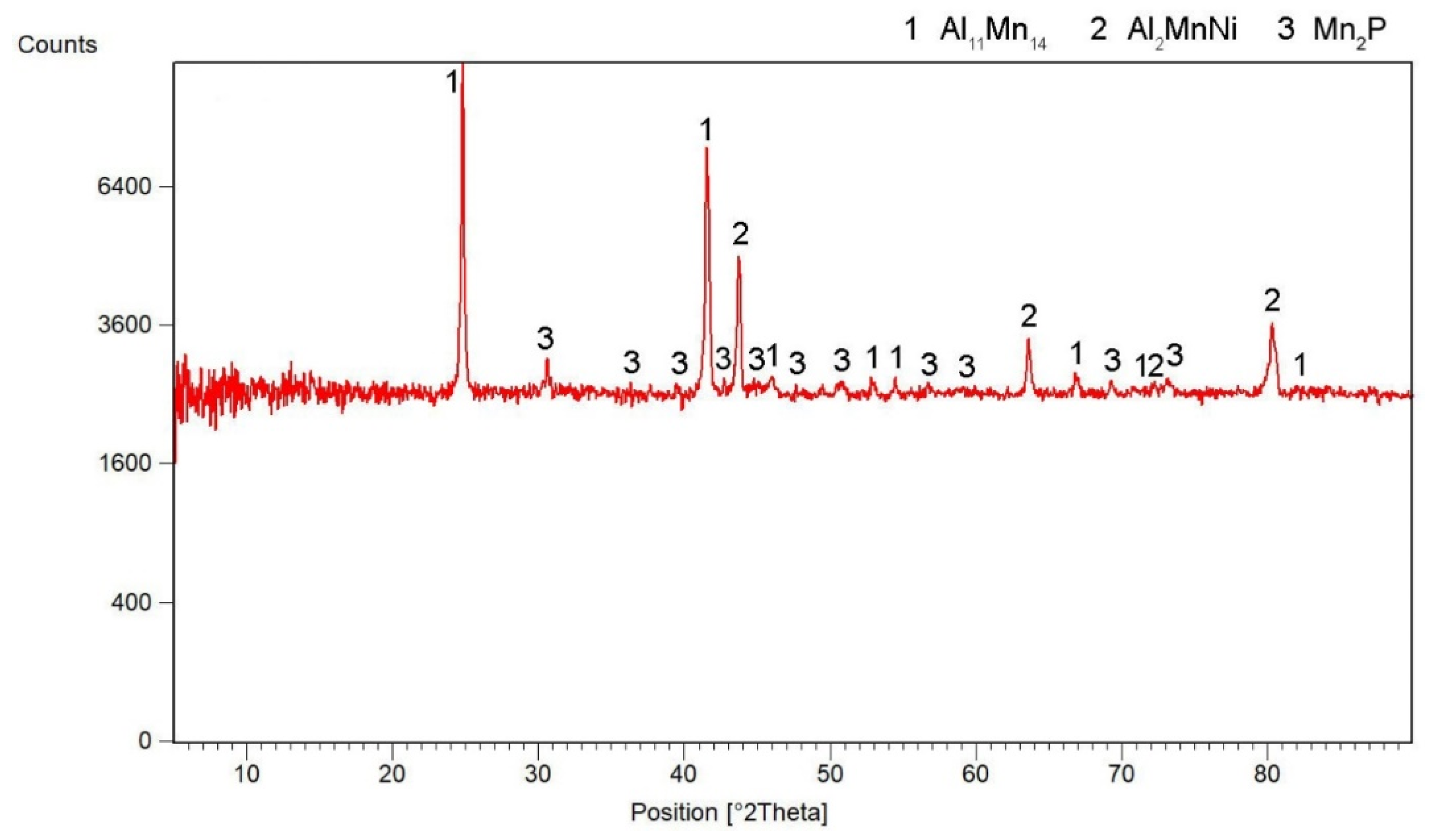
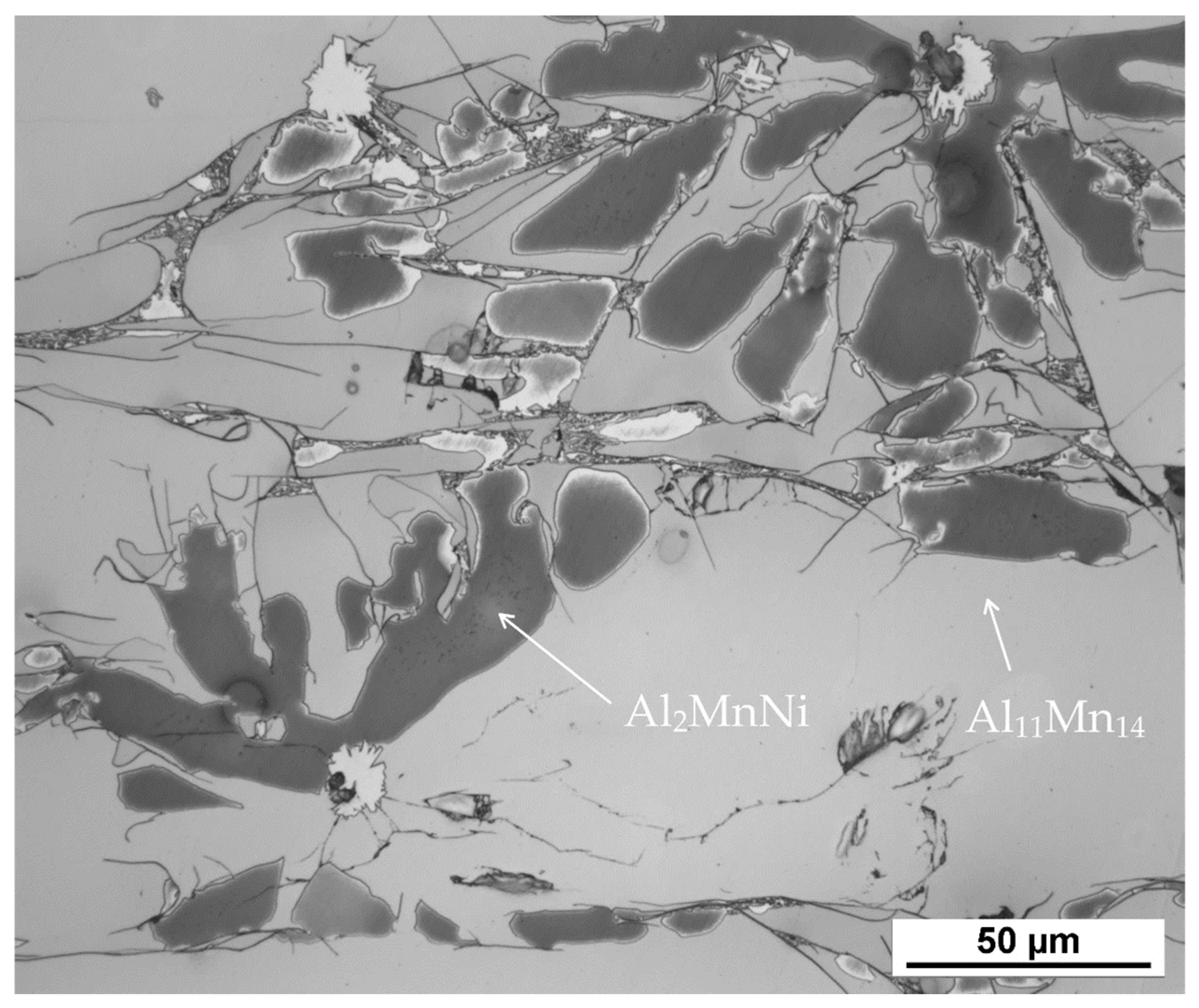
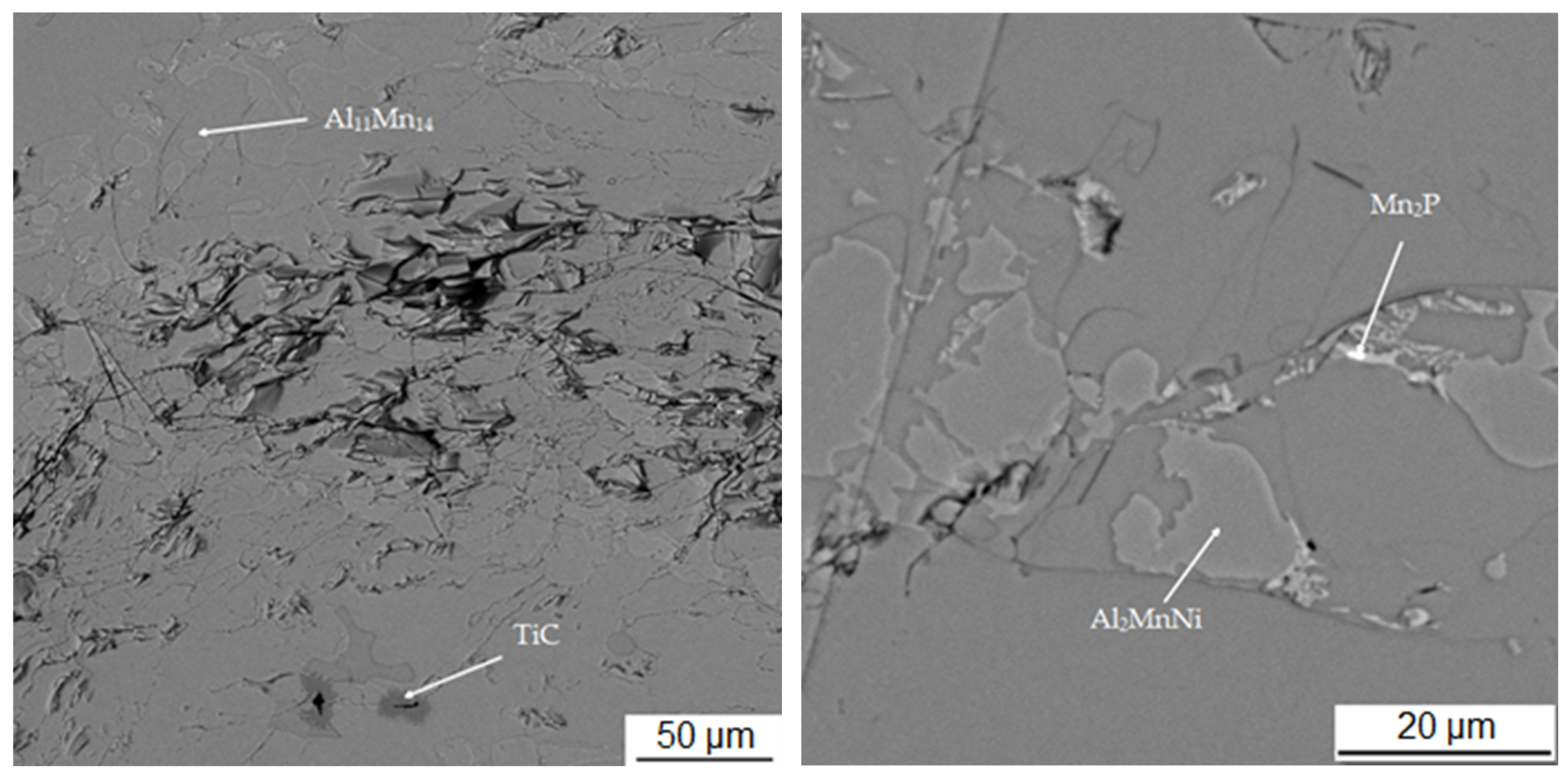
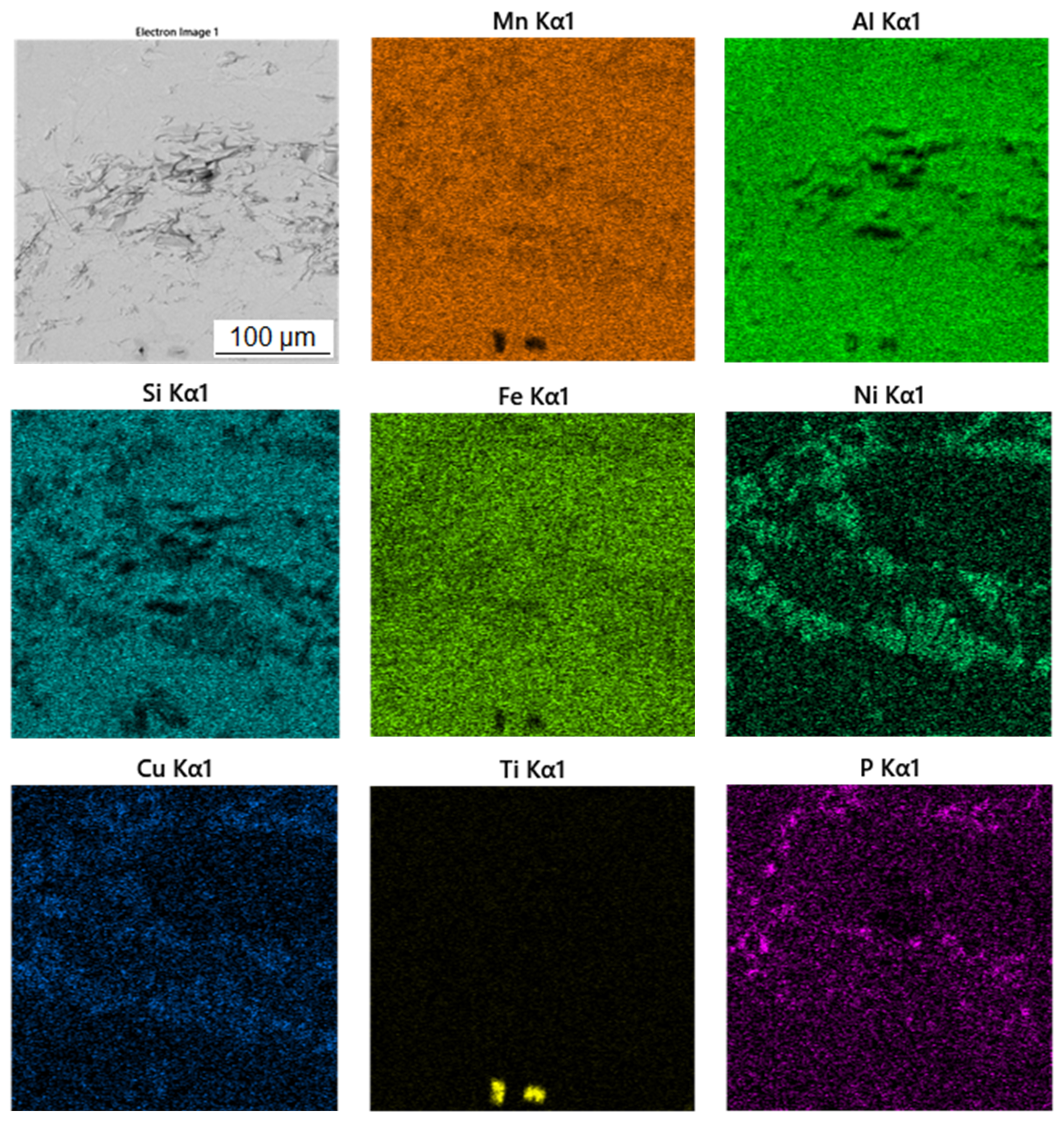
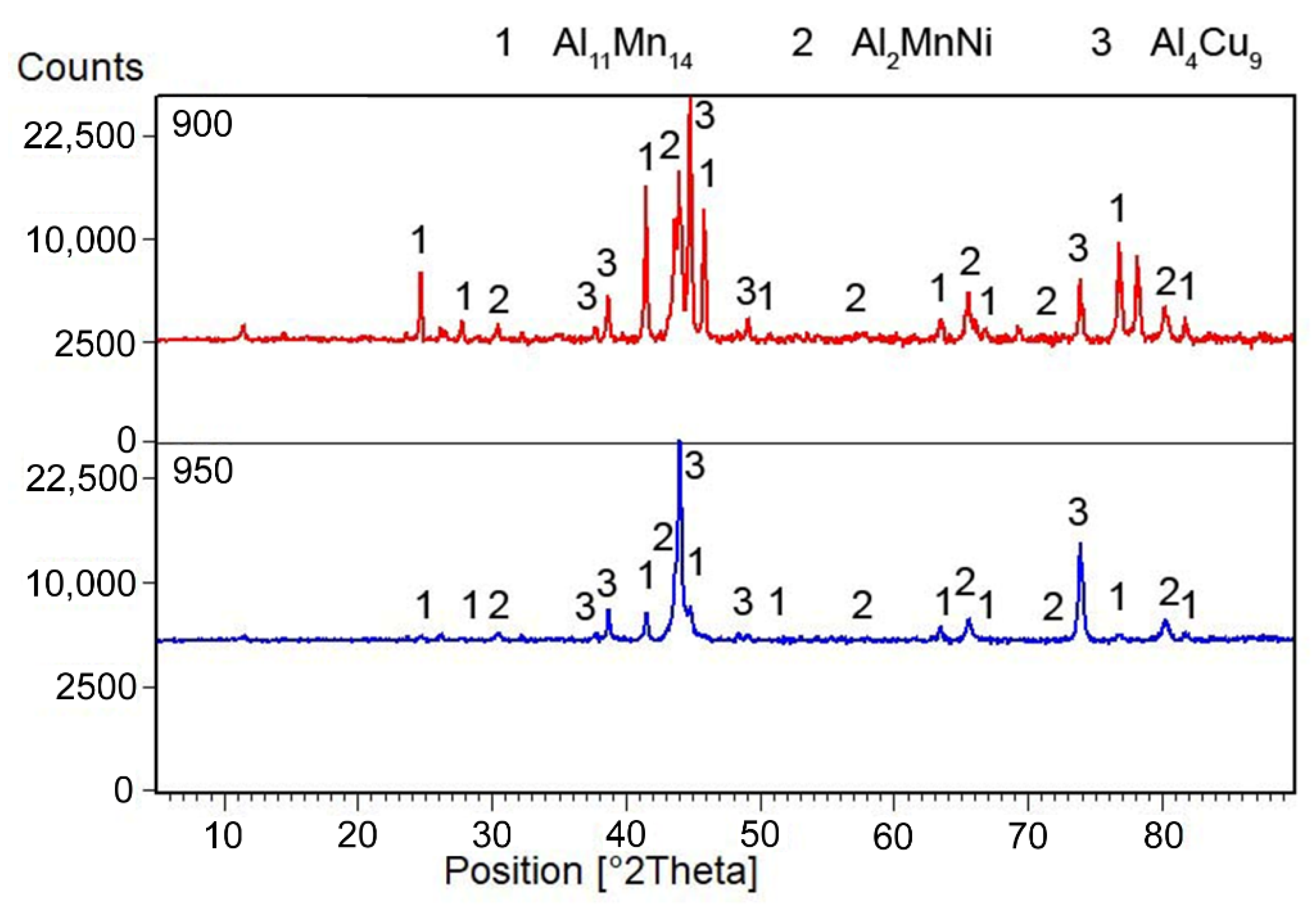
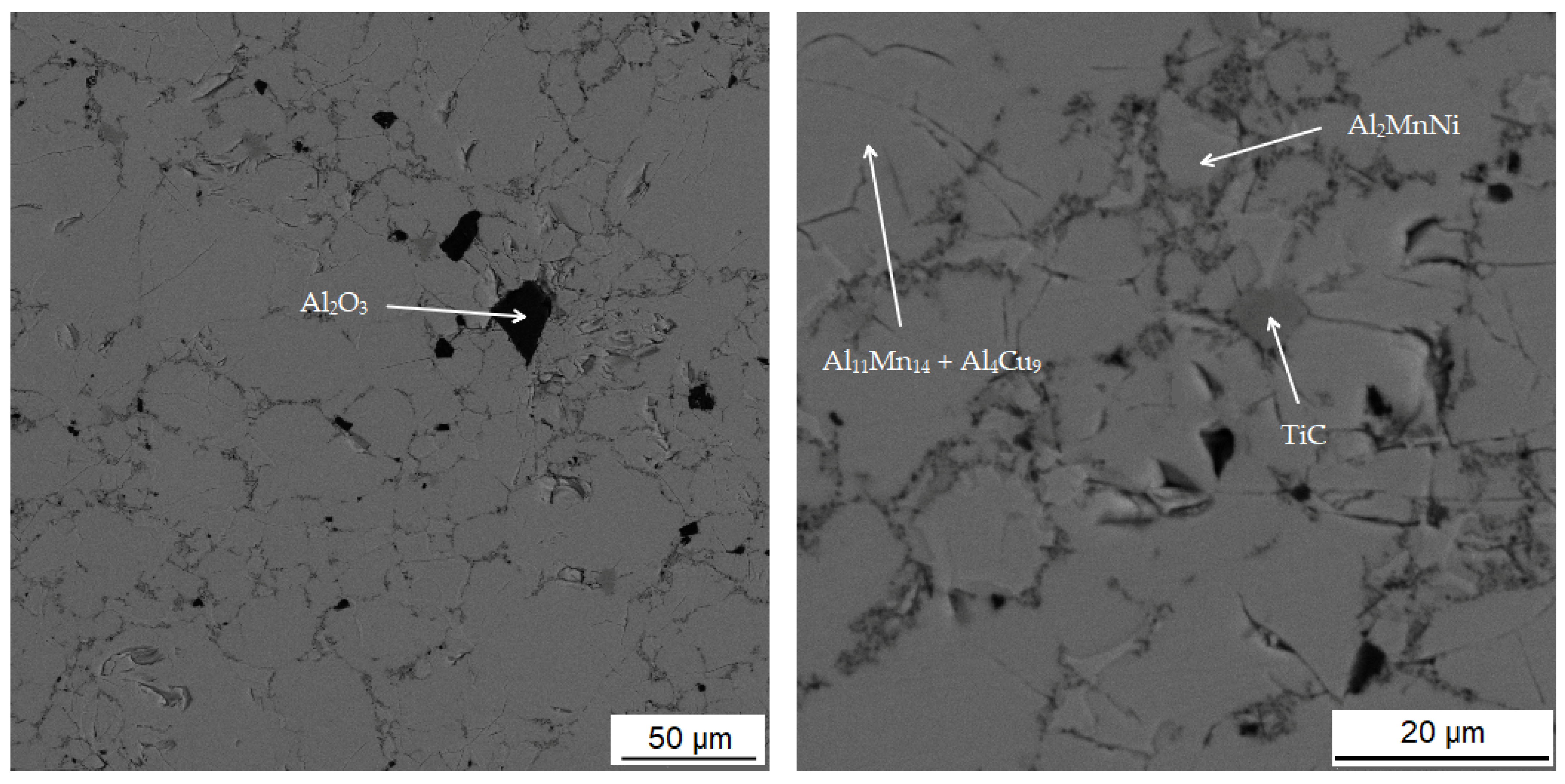
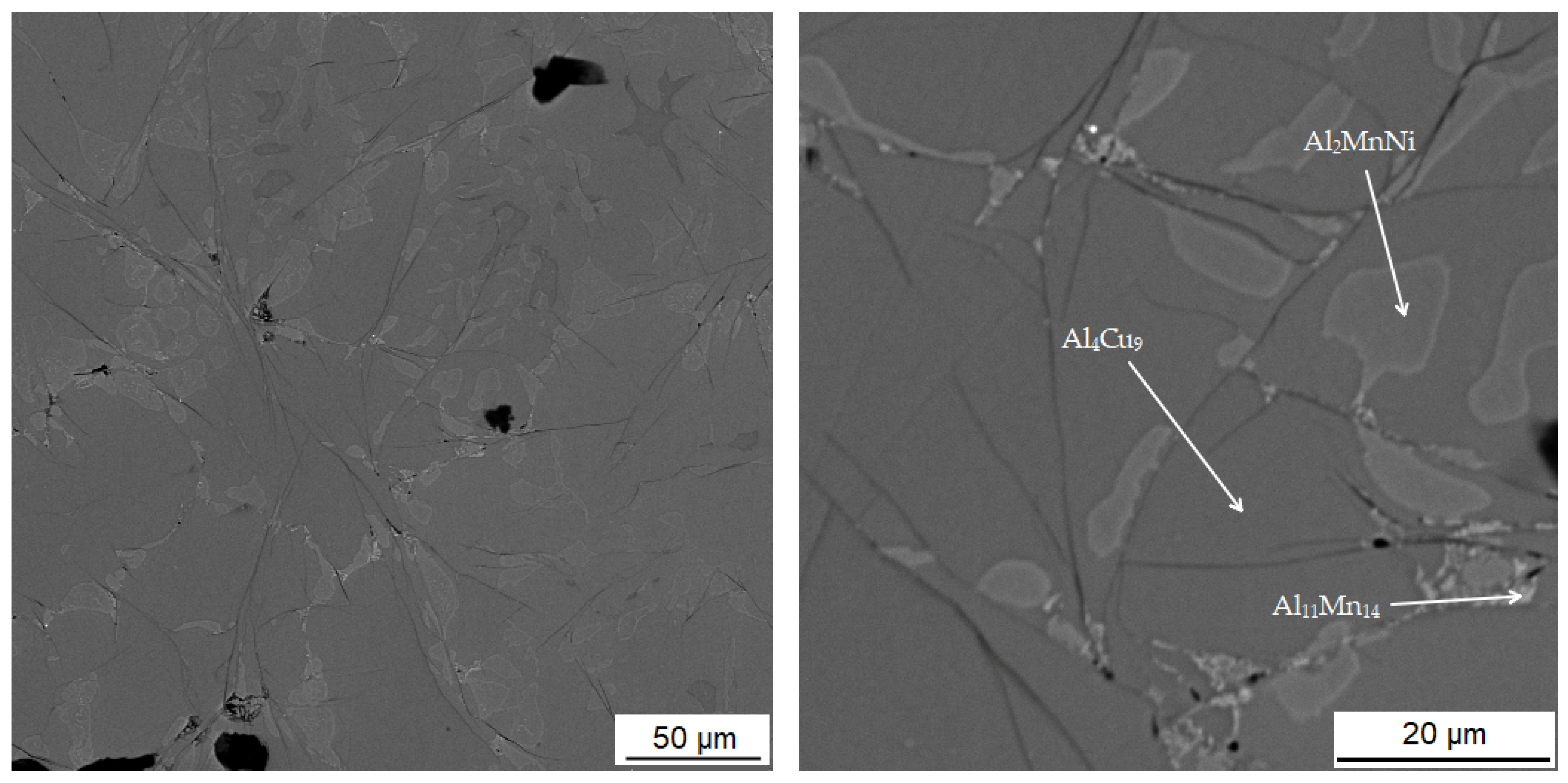
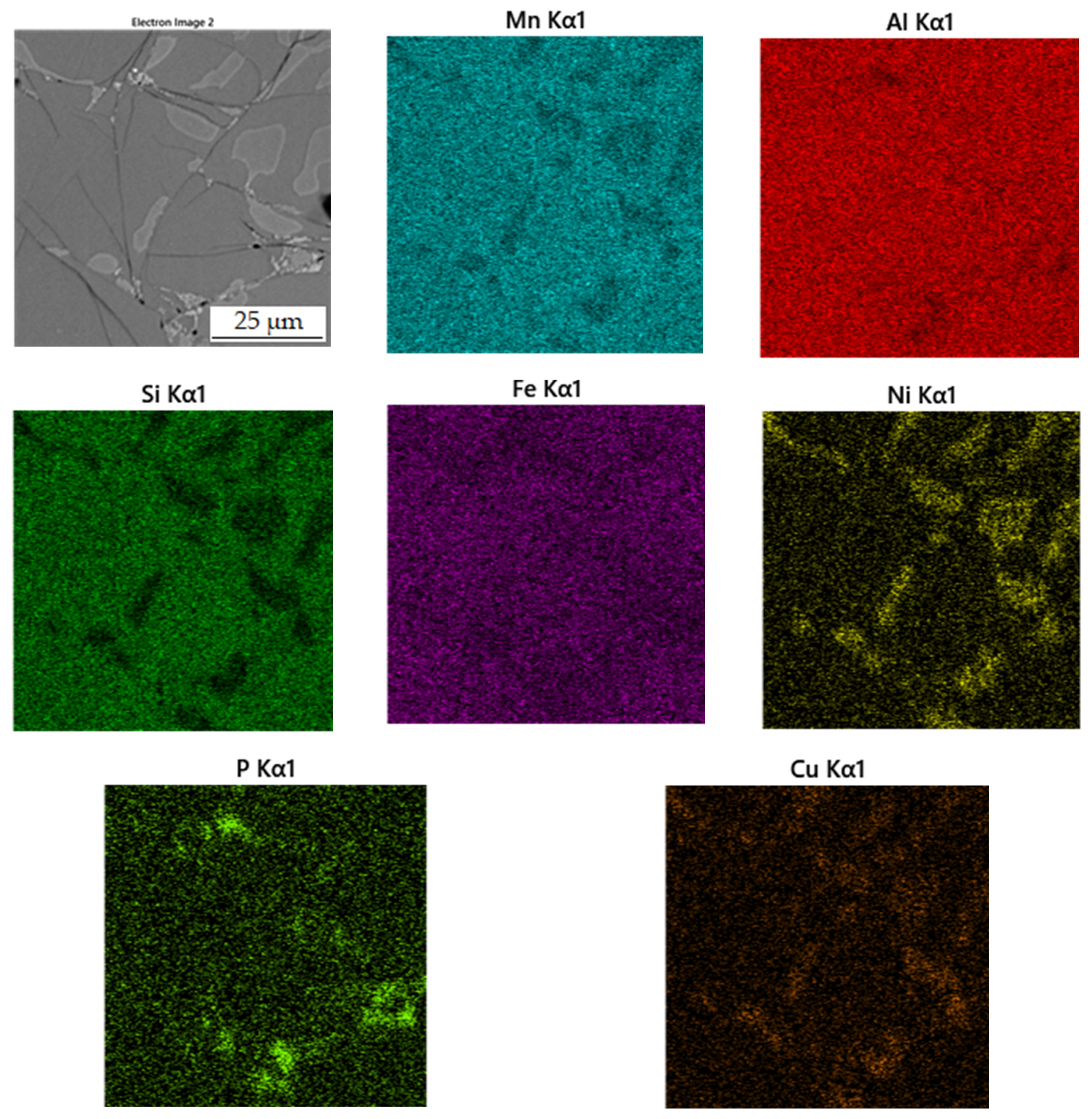
In the reduced state, it was found by XRD analysis that the sample contained three main phases—tetragonal Al
11Mn
14 phase; cubic Al
2MnNi high-aluminum ternary phase, which also dissolves nickel and copper; and minor Mn
2P phase. The phase composition was completely different from our previous results on the characterization of the aluminothermically reduced alloys with the use of 0–20% excess amount of aluminum [
22]. In these alloys, the matrix was changing from Mn
0.66Ni
0.2Si
0.14 through β-Mn to α-Mn. In addition to these phases, the Mn
2FeAl and Mn
2FeSi Heusler phases were also determined in the case of the alloys prepared with the aluminum excess of 10–20%. The phase with the Al
4Cu
9 structure type, having the approximate stoichiometry of (Cu,Mn)
3(Al,Si), was also detected in the alloys with 0–20 wt. % of aluminum [
22]. All of the previously tested alloys were characterized in the state after reduction and remelting in vacuum-induction furnace. The conditions are probably relatively close to the reduced, crushed, sintered and annealed state in this work, because in both cases the material was molten already during the aluminothermic process. In addition, previous tests with the alloys reduced using small excesses of aluminum revealed no difference in phase composition between these states [
22,
27]. The phase-formation sequence probably continues with the increasing aluminum content as follows:
manganese-based solid solution disappears;
Mn2FeAl and Mn2FeSi phases are substituted by Al2MnNi phase, having very similar morphology;
tetragonal Al11Mn14 phase forms, but it is converted partially to the cubic phase with Al4Cu9 structure during powder metallurgy processing.
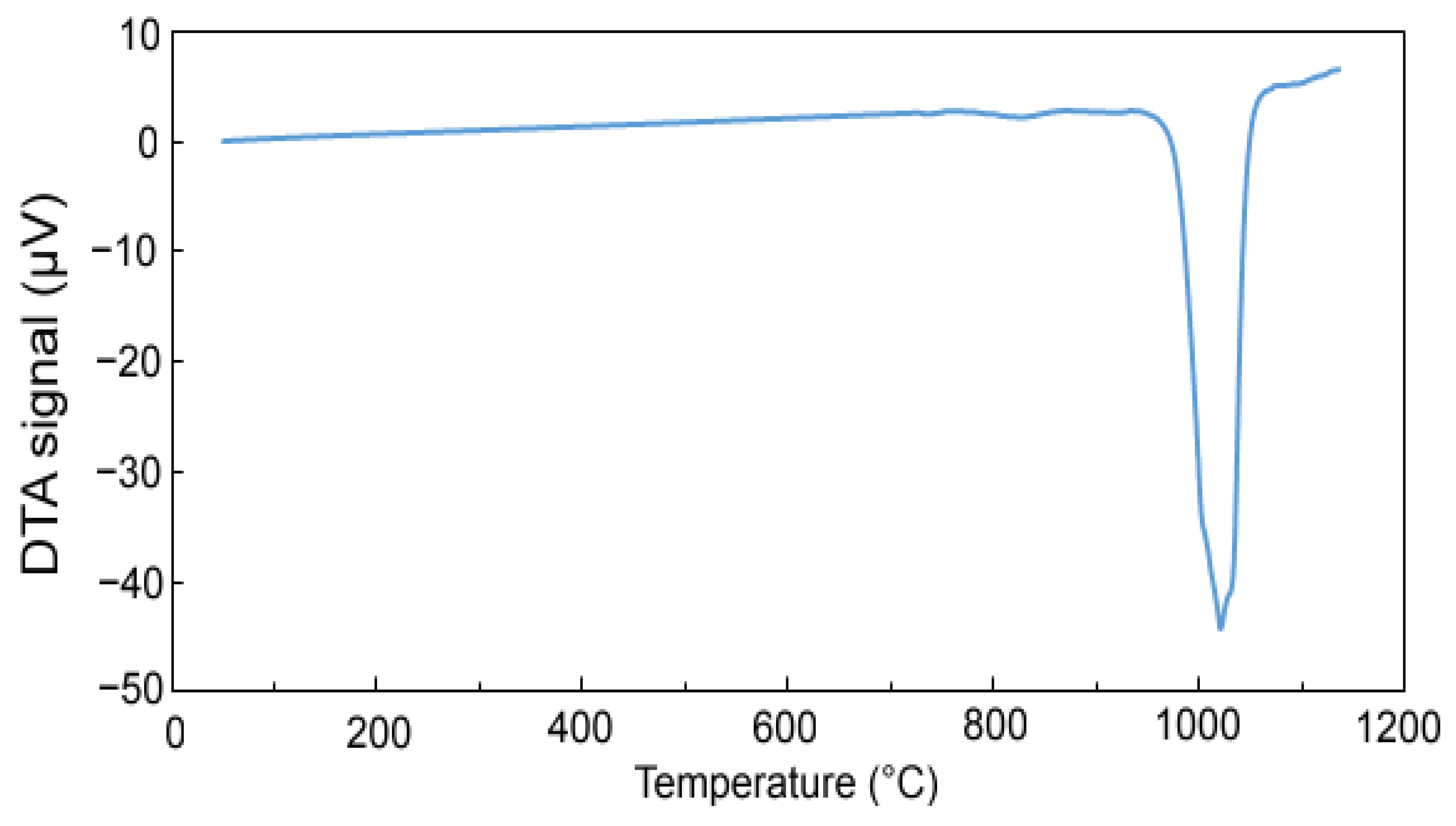
The conditions for sintering were determined from the differential thermal analysis. From the obtained results of DTA analysis it can be stated that the endothermic peak shifts with a higher content of excess aluminum to higher onset temperatures. It is also possible to derive the processing temperature of the material in the case of the use of solid-phase sintering and so the material with a 100% excess of aluminum should be processed at temperatures up to approx. 950 °C. In comparison with previous results [
22], the interval in which it is possible to work with this material is wider than in the case if lower-aluminum alloys. This is clear already from the binary Al-Mn phase diagram, where the increase of the solidus and liquidus temperature can be observed locally at the composition corresponding to our alloy [
28]. However, the melting already occurred during sintering at 950 °C, probably due to local overheating or due to the localization of the temperature measurement, as discussed above. Sintering and the following heat treatment caused following changes in the phase composition:
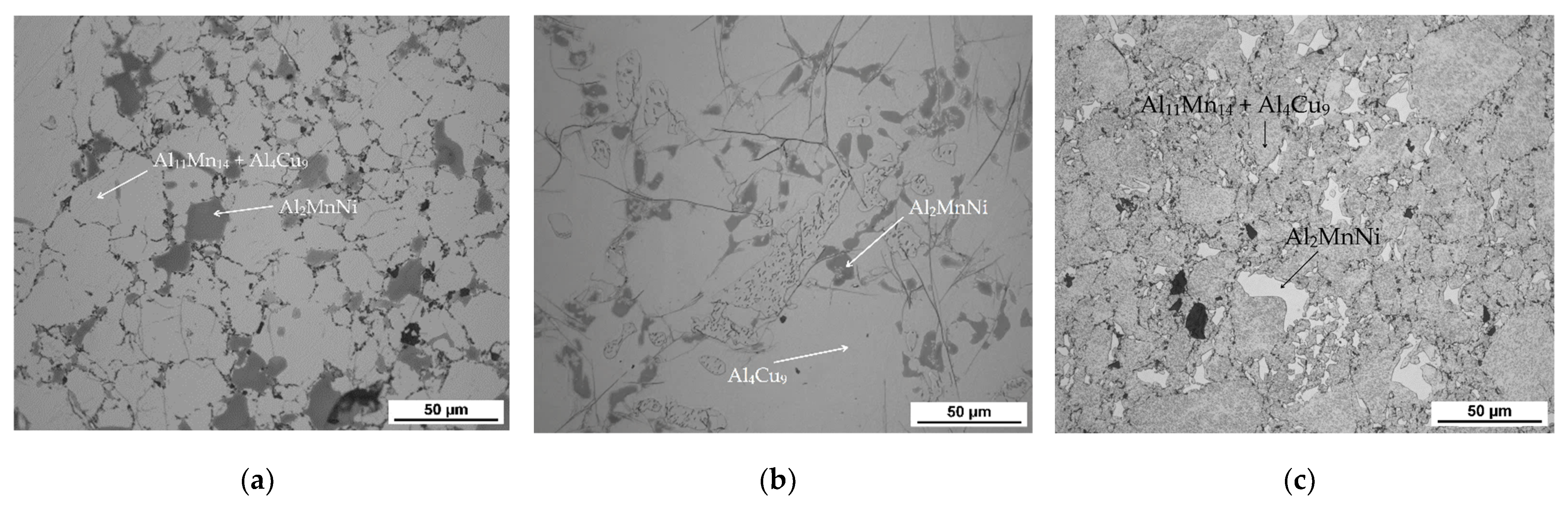
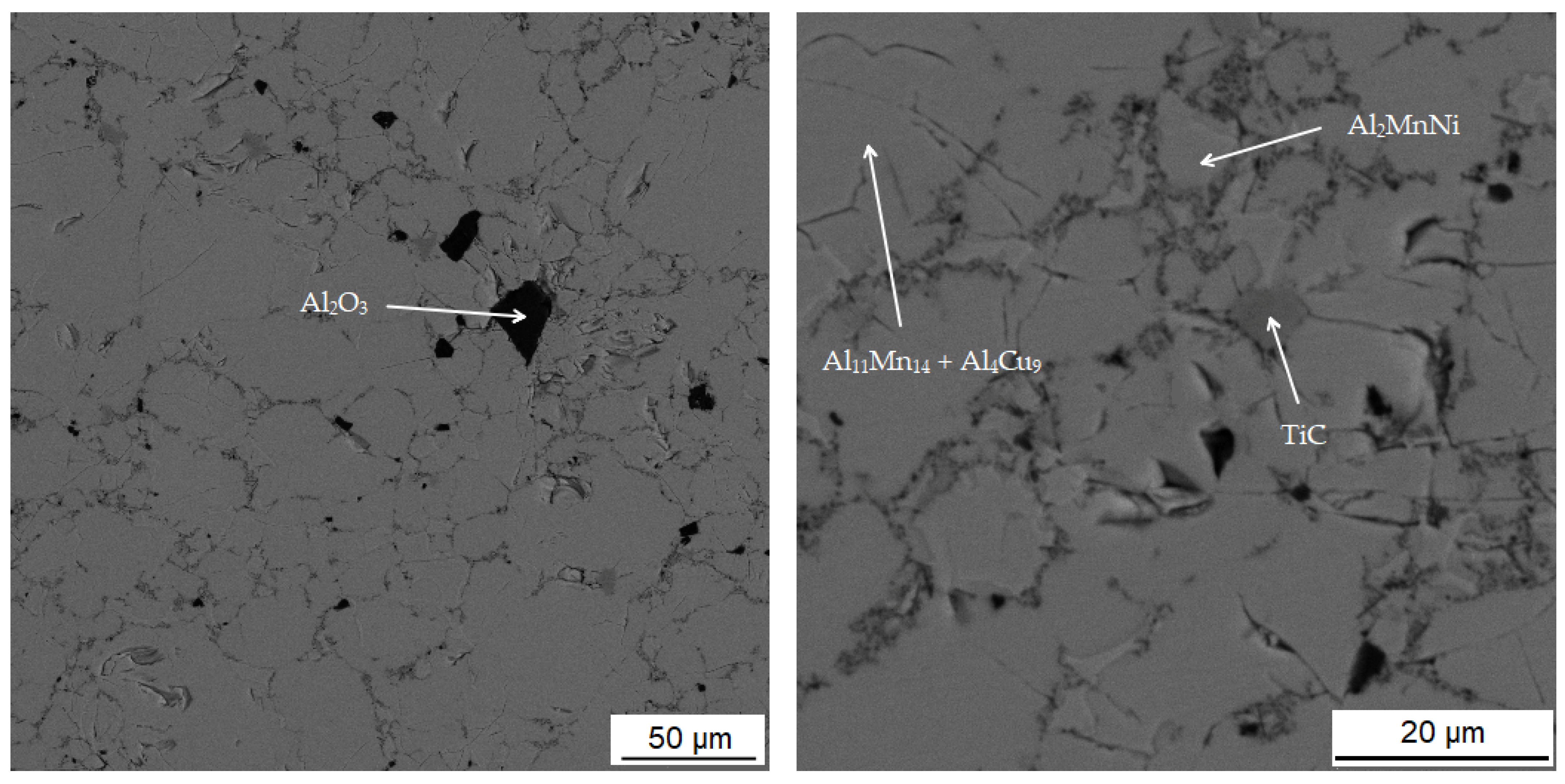
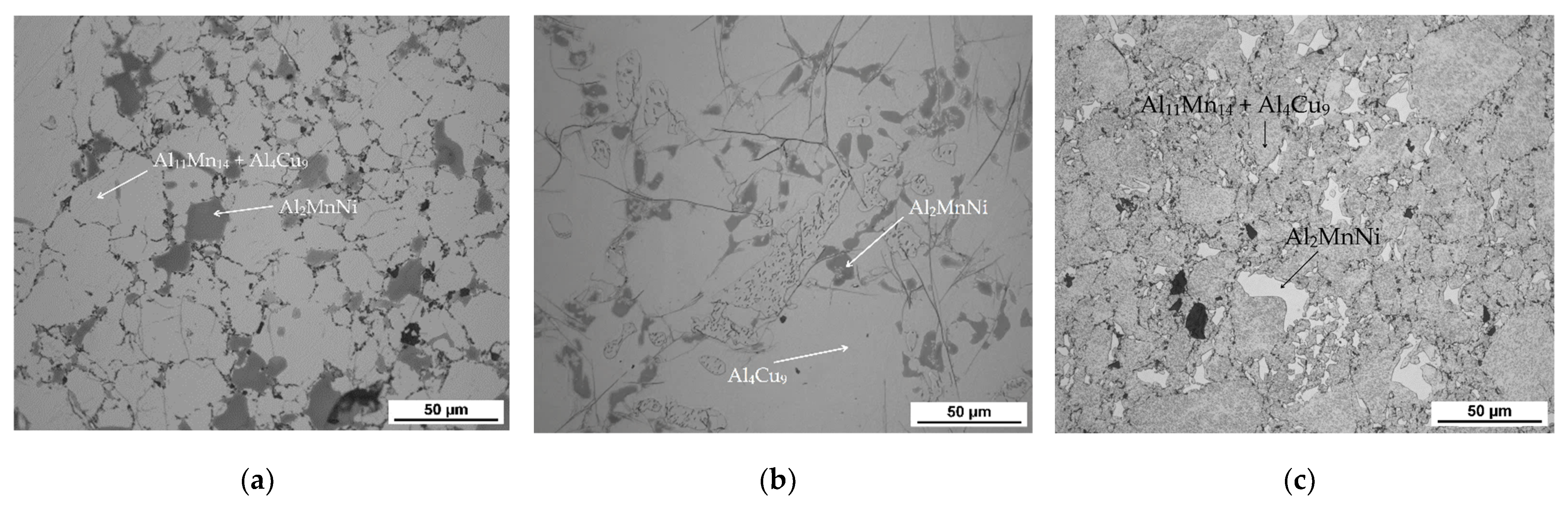
The tetragonal Al11Mn14 matrix phase continuously transformed to a phase with almost the same chemical composition, but with the cubic structure of the Al4Cu9 structure type. Because of the same chemical composition of both phases, it can be expected that this new phase is in fact just a different structure type of Al11Mn14 phase or a phase with very close chemical composition.
The Mn2P phase disappeared and the phosphorus dissolved in the Al11Mn14 phase.
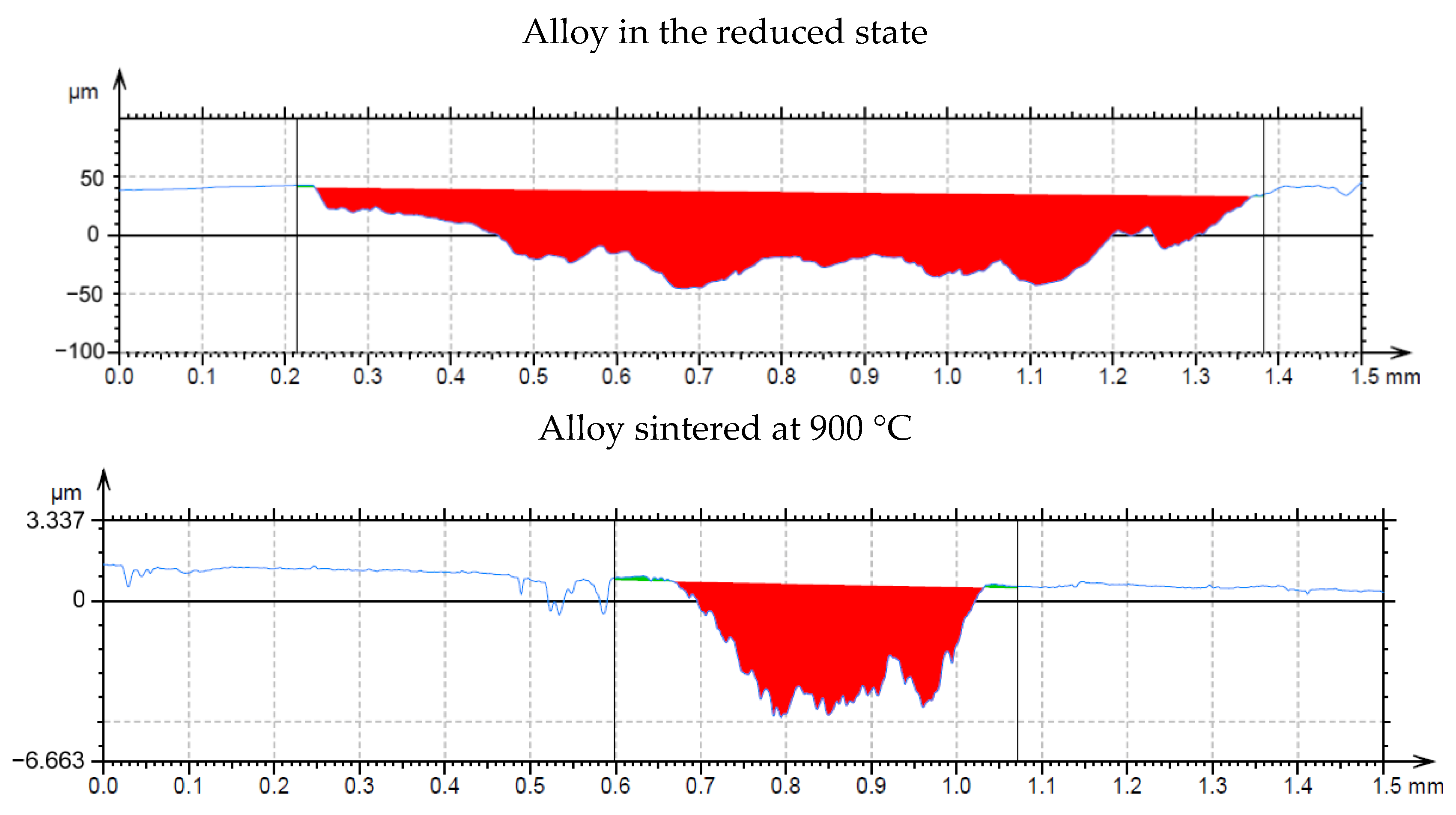
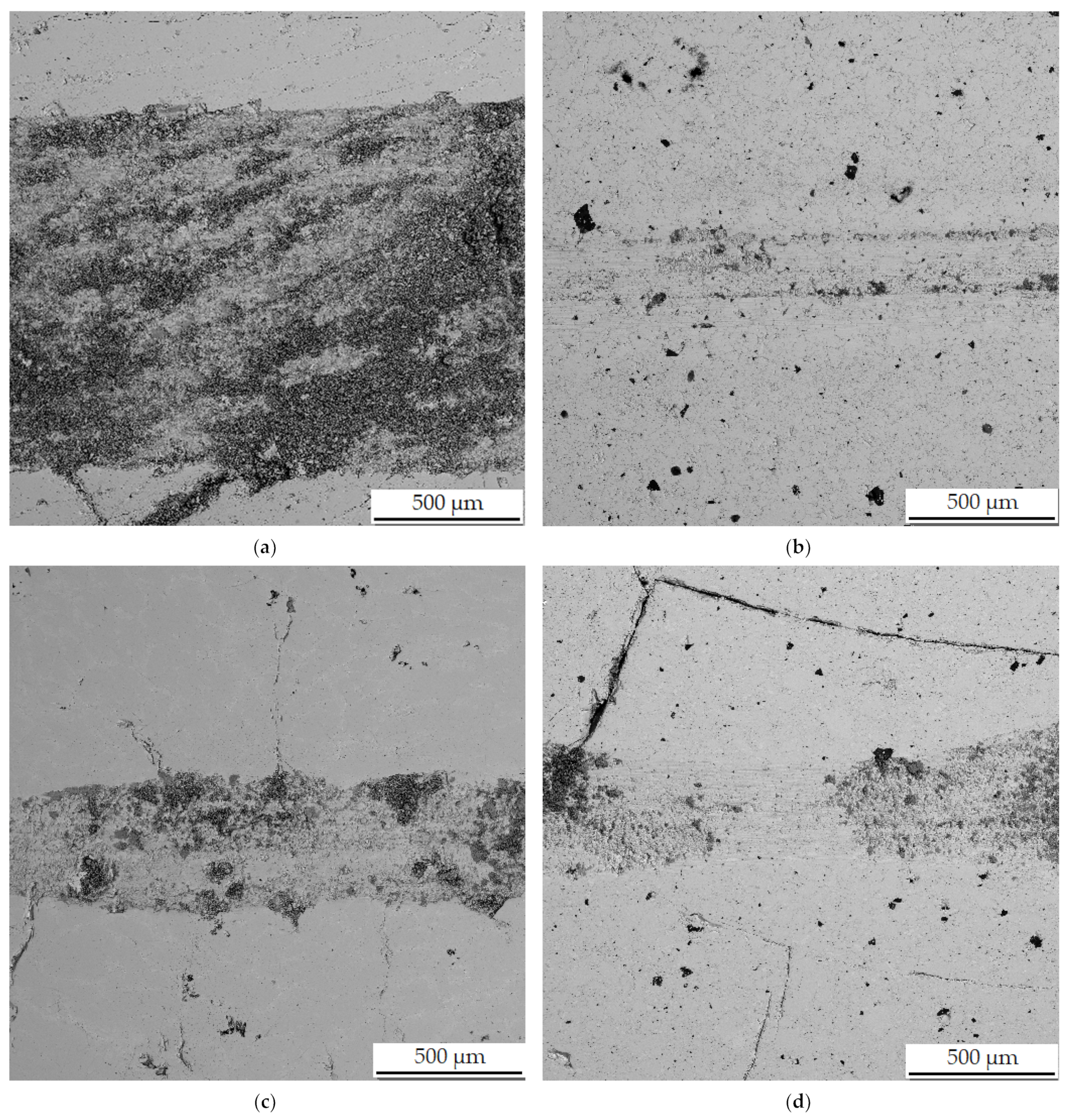
The most important effect of sintering was, however, the fragmentation of the intermetallics by crushing during milling. The following sintering resulted in a significantly reduced grain size. The hardness of individual samples increased slightly with higher sintering temperature. Hardness also increased with heat treatment. The matrix phase is always harder for the samples than the secondary phase, and its increase during sintering and heat treatment is connected with the increasing amount of the phase with the Al4Cu9 structure. The highest wear rate could be observed in the sample, which was only reduced with aluminum and was no longer crushed and ground. Thus, with crushing and grinding of the sample and subsequent sintering, the wear rate can be reduced due to a fragmentation of the brittle intermetallics. The sintering temperature as well as the heat treatment have negligible effect on the wear resistance. When measuring the wear rate, it was confirmed that the softer secondary phase of the sample breaks off more easily than the matrix phase of the sample. Because of the above-mentioned tribological properties, it can be stated that aluminothermically prepared alloys from the deep-sea nodules can be used as the protective coating for aluminum alloys. The connection between the layer and the alloy would be provided by the diffusion coefficient.
5. Conclusions
The aim of this work was the direct preparation of aluminum alloy by aluminothermic reduction of deep-sea nodules, possibly leading to the simple production of Al-Mn-based alloys. However, the as-reduced material composed of a series of aluminum-manganese-based intermetallics was obtained instead. The material is composed of the Al11Mn14 matrix phase, Al2MnNi phase, which is softer than the matrix, and a minor amount of Mn2P. During crushing, sintering and heat treatment, the Al11Mn14 matrix is partially transformed to a phase of the same composition and Al4Cu9 structure. The phosphide disappears during the above-mentioned processing, and phosphorus dissolves in Al11Mn14 phase. The most beneficial effect of powder metallurgy processing was the grain refinement due to crushing of the intermetallics. It also resulted in improvement of the wear rate of the alloy. Due to good tribological properties, the prepared alloy could be possibly used, e.g., as protective coatings for aluminum alloys in sliding contact with steel.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}