
Optimisation of Shrinkage and Strength on Thick Plate Part Using Recycled LDPE Materials

 ,
,  ,
,  , , ,
, , , 
Abstract
1. Introduction
2. Methods and Materials
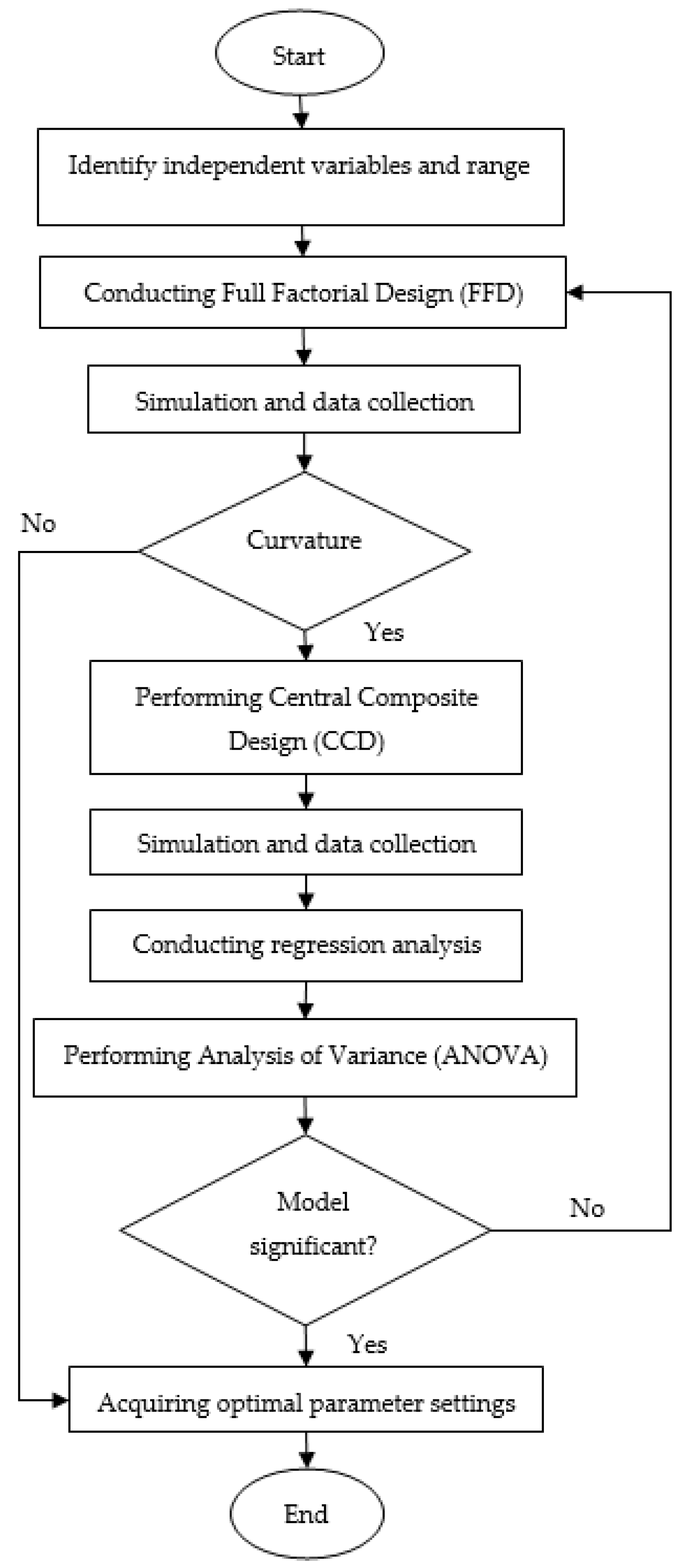
2.1. Response Surface Methodology (RSM)
2.1.1. Full Factorial Design
2.1.2. Face Centred Central Composite Design (CCD)
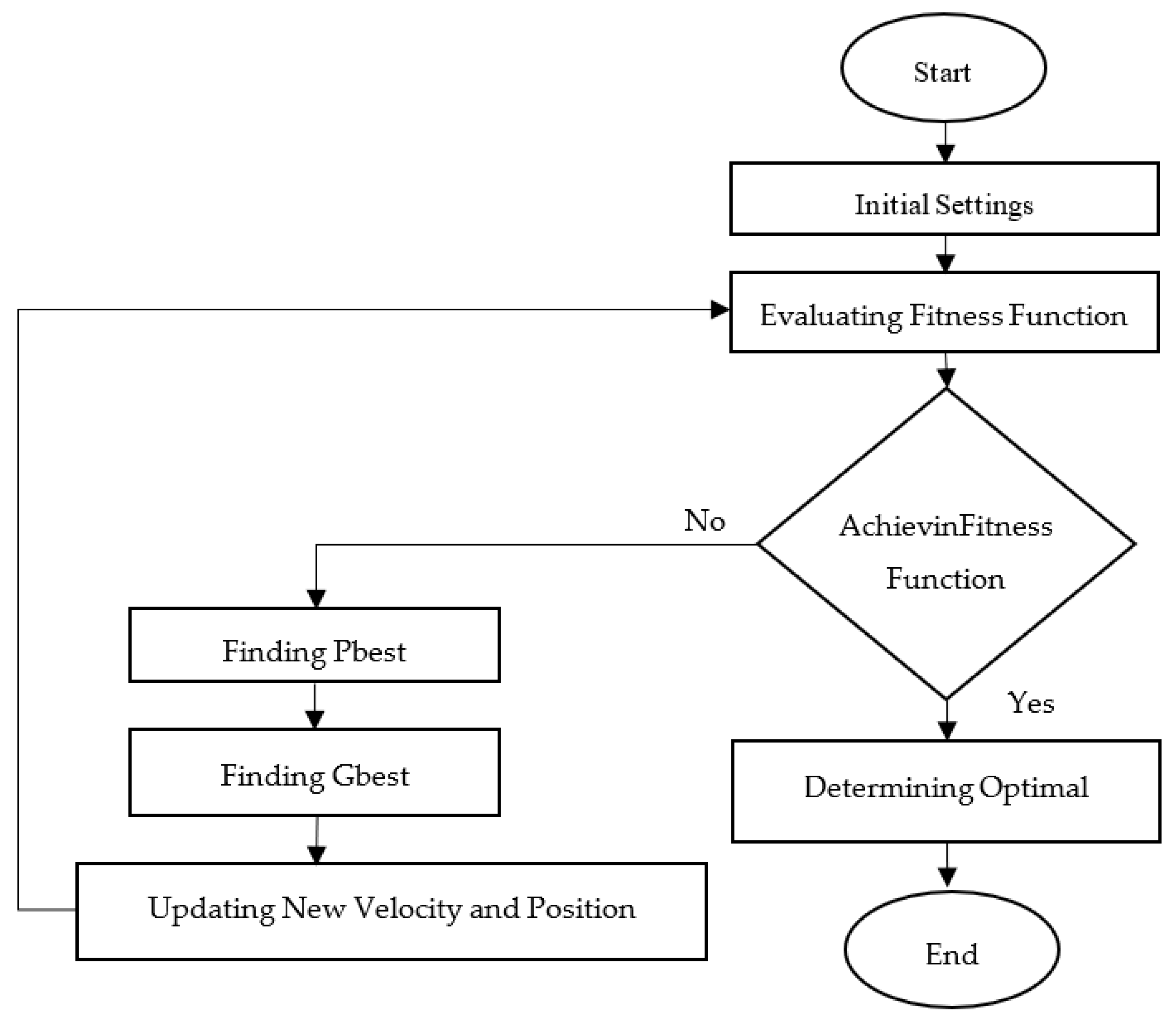
2.2. Particle Swarm Optimisation
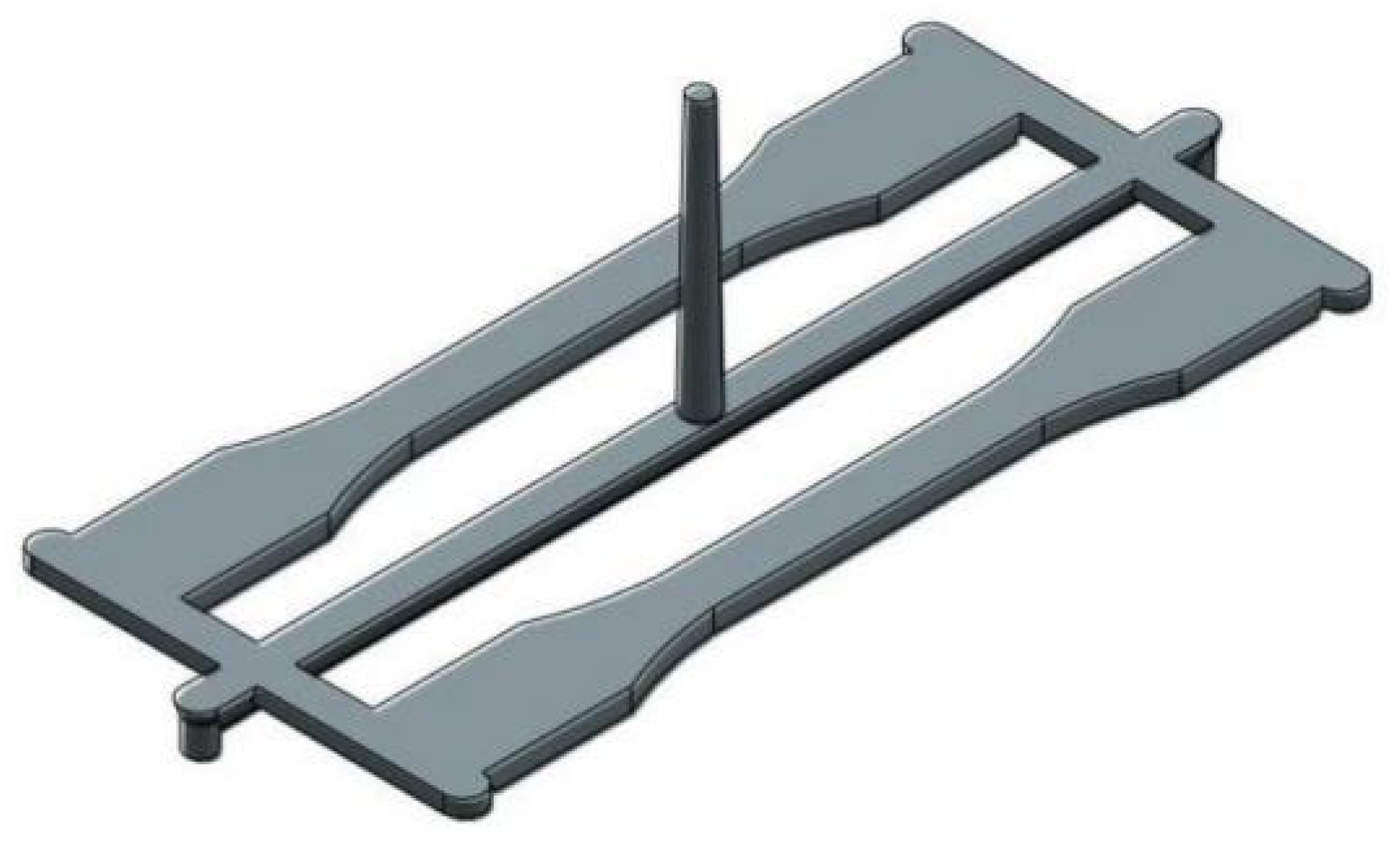
2.3. Experimental Work
3. Results and Discussion
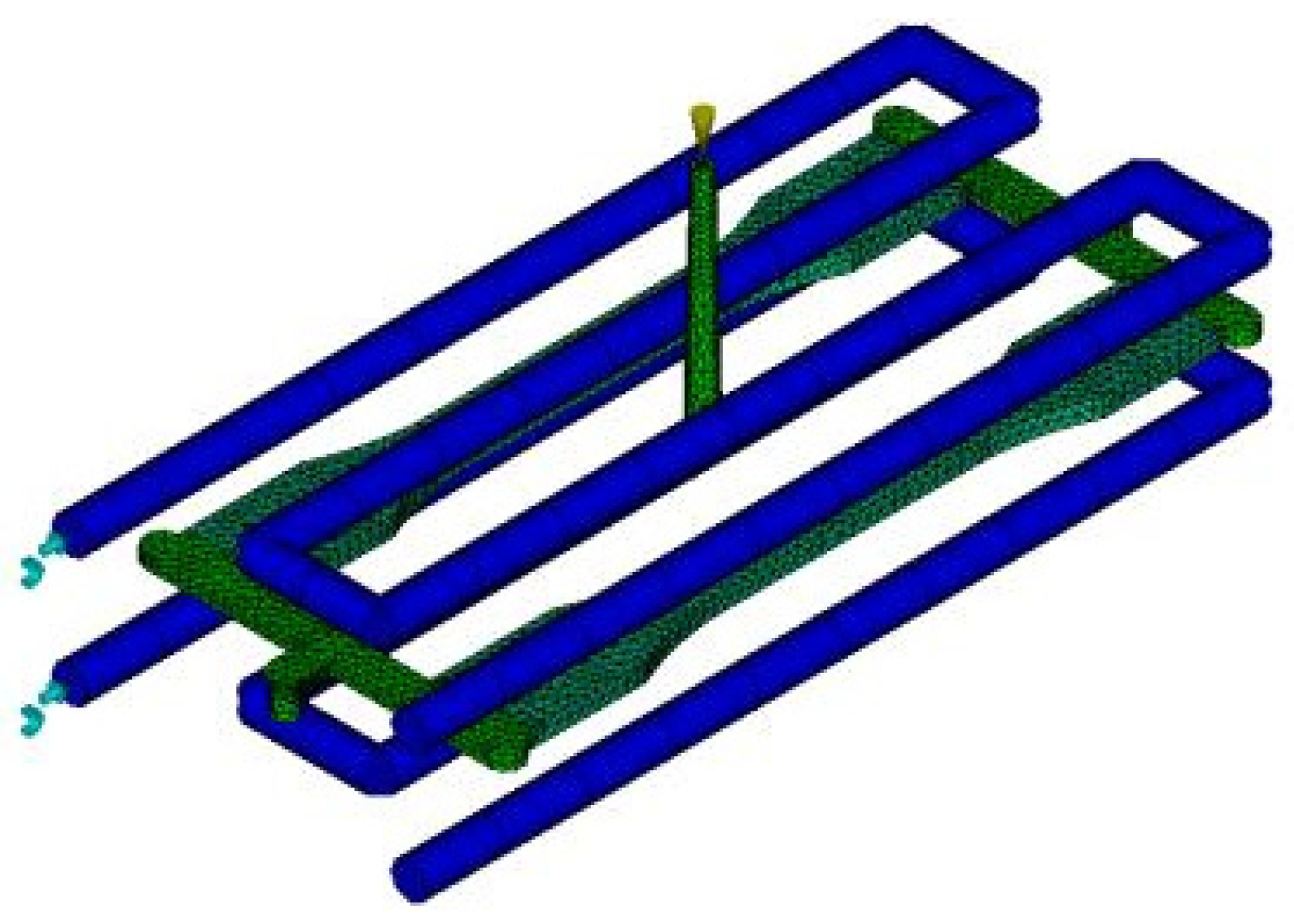
3.1. Results of Simulation Studies
3.2. Results of Simulation Study and Experimental Work Using Virgin Material
3.3. Experimental Works Results
3.4. Validation Test Results
4. Conclusions
- Based on the ANOVA analysis conducted in FFD, the most significant parameter influencing the shrinkage in the x direction is the packing pressure for all virgin to recycled ratio materials. Meanwhile, recycled materials of R30, R40 and R50 showed that the mould temperature is the most significant parameter influencing the y direction of shrinkage. Lastly, packing pressure was found to be the most significant processing parameter affecting the strength of R0 and R30, while mould temperature is the most significant processing parameter affecting the strength of R40 and R50.
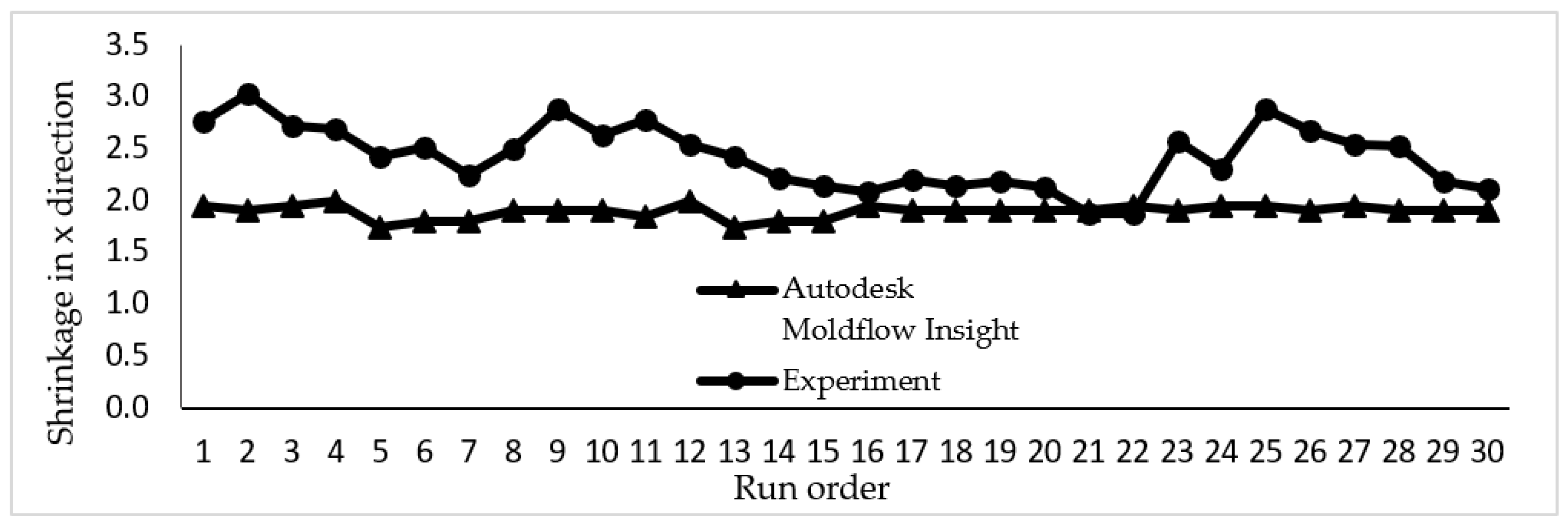
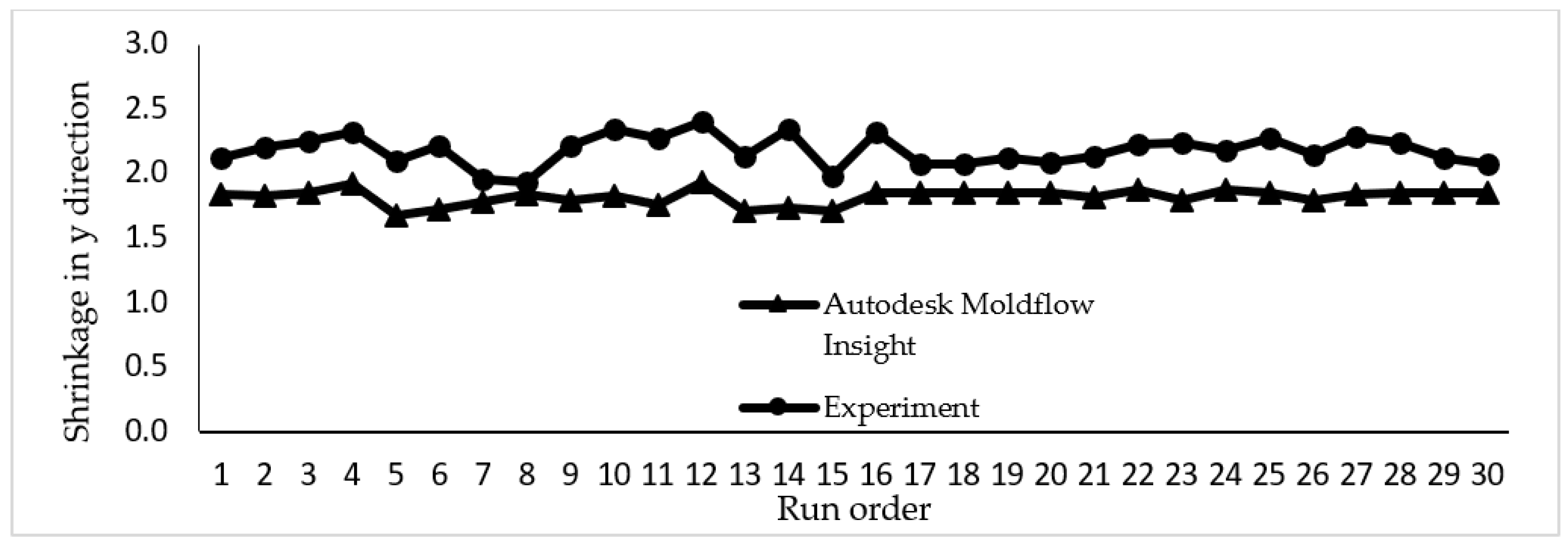
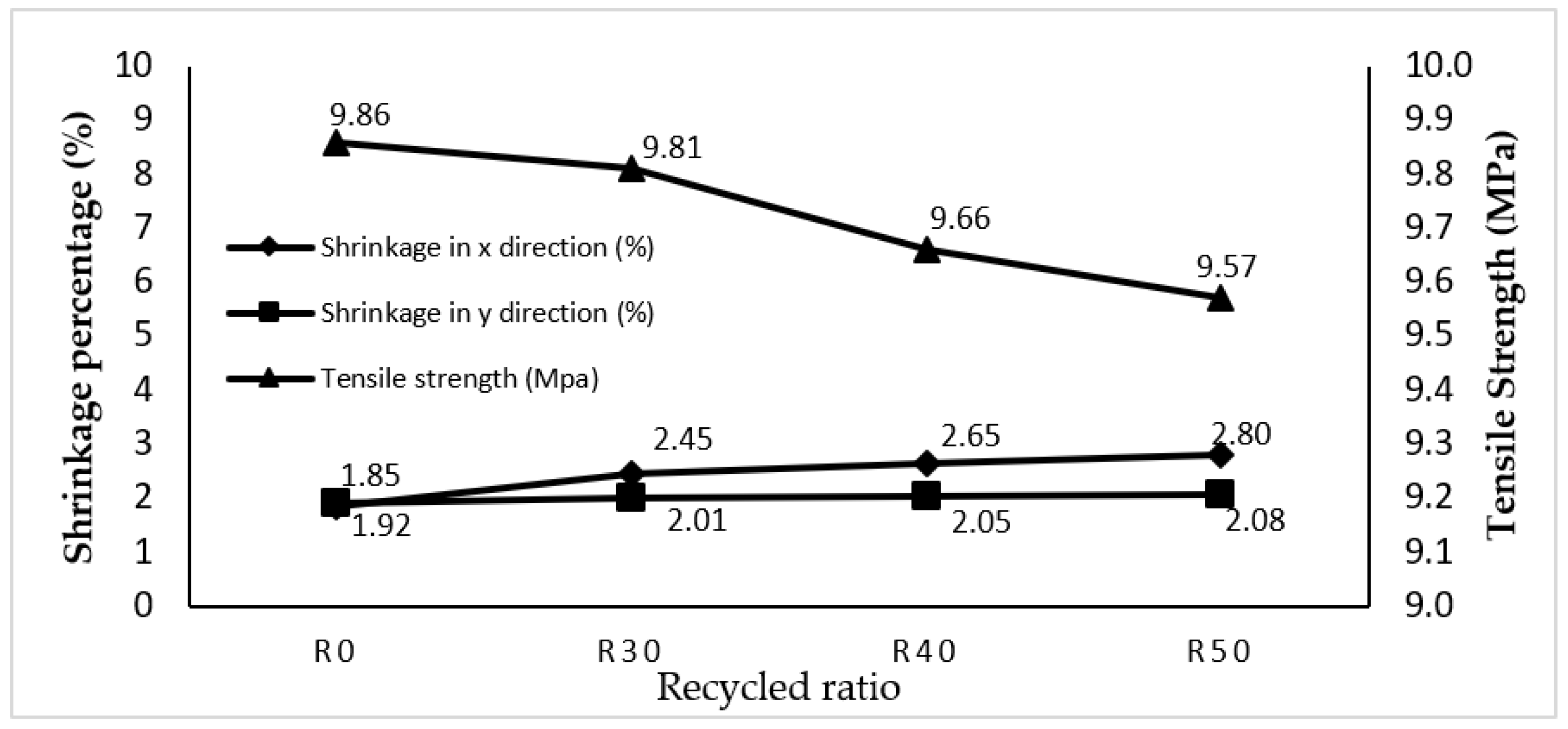
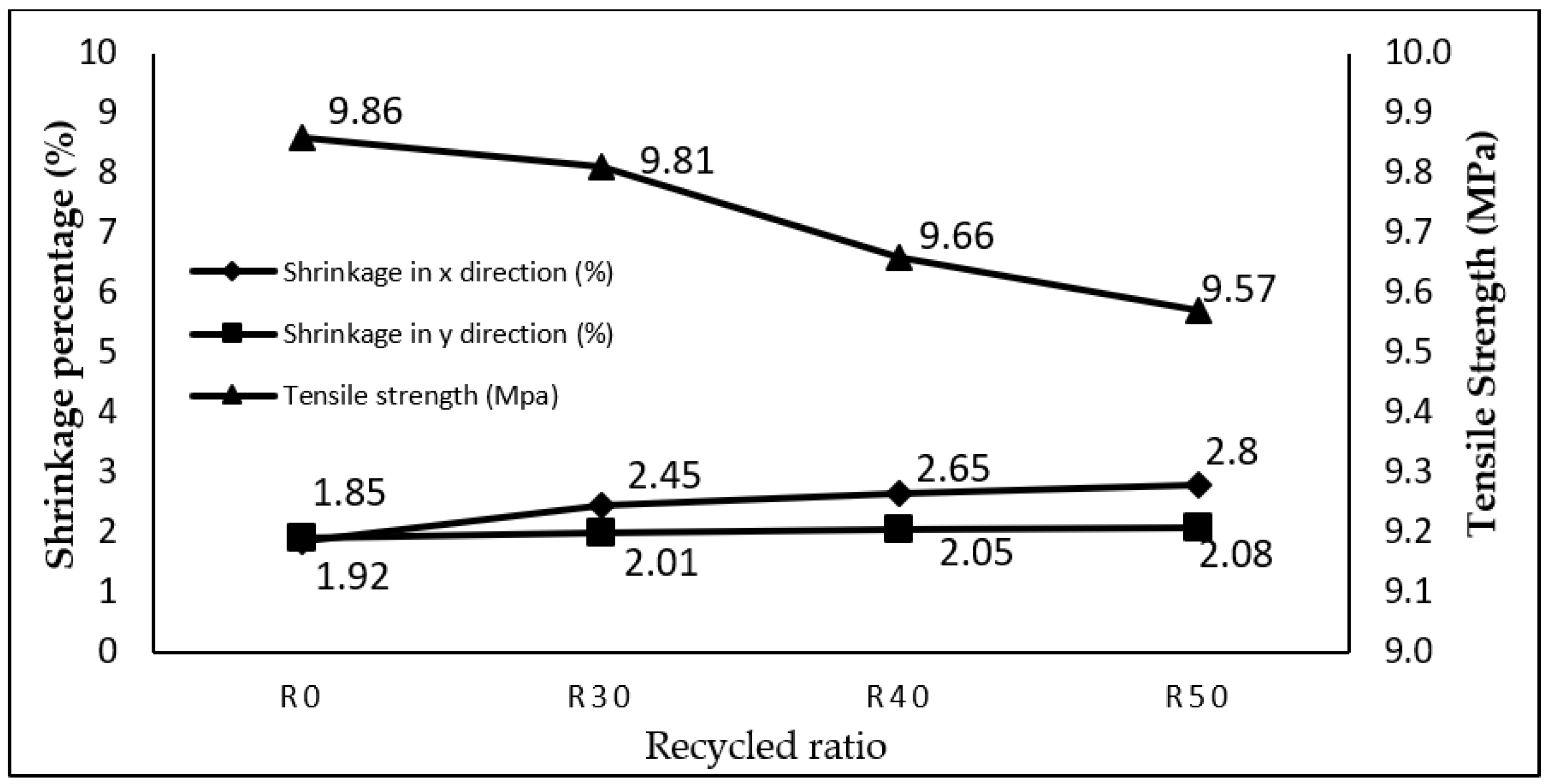
- The shrinkage in the x and y directions continues to increase when the amount of recycled ratio increases as compared to fully virgin material, while the tensile strength of the thick plate part continues to decrease when the amount of recycled ratio increases.
- After applying the RSM and PSO methods, the specimen with 30% recycled material (R30) showed the closest shrinkage and tensile strength quality performance to the R0 specimen.
- The validation test results indicated that the optimal setting of processing parameters, as suggested by PSO and RSM optimisation methods, is acceptable, since the errors were all below 10% as compared to the real measured data.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zuraimi, R.; Sulaiman, M.A.; Mohamad, E.; Ghani, J.A. Tensile strength analysis of high density polyeth-ylene for injection moulded parts. J. Adv. Manuf. Technol. 2017, 11, 151–164, e-ISSN: 2289-8107. [Google Scholar]
- Chen, W.-C.; Nguyen, M.-H.; Chiu, W.-H.; Chen, T.-N.; Tai, P.-H. Optimization of the plastic injection molding process using the Taguchi method, RSM, and hybrid GA-PSO. Int. J. Adv. Manuf. Technol. 2016, 83, 1873–1886. [Google Scholar] [CrossRef]
- Wang, Y.-Q.; Kim, J.-G.; Song, J.-I. Optimization of plastic injection molding process parameters for manufacturing a brake booster valve body. Mater. Des. 2014, 56, 313–317. [Google Scholar] [CrossRef]
- Dang, M.P.; Le, H.G.; Le Chau, N.; Dao, T.-P. A multi-objective optimization design for a new linear compliant mechanism. Optim. Eng. 2019, 21, 673–705. [Google Scholar] [CrossRef]
- Rijpkema, J.J.M.; Etman, L.F.P.; Schoofs, A.J.G. Use of Design Sensitivity Information in Response Surface and Kriging Metamodels. Optim. Eng. 2001, 2, 469–484. [Google Scholar] [CrossRef]
- Murugesan, M.; Jung, D. Formability and Failure Evaluation of AA3003-H18 Sheets in Single-Point Incremental Forming Process through the Design of Experiments. Materials 2021, 14, 808. [Google Scholar] [CrossRef] [PubMed]
- Hanid, M.M.; Rahim, S.A.; Gondro, J.; Sharif, S.; Abdullah, M.A.B.; Zain, A.; Abdellah, A.E.-H.; Saad, M.M.; Wysłocki, J.; Nabiałek, M. Warpage Optimisation on the Moulded Part with Straight Drilled and Conformal Cooling Channels Using Response Surface Methodology (RSM), Glowworm Swarm Optimisation (GSO) and Genetic Algorithm (GA) Optimisation Approaches. Materials 2021, 14, 1326. [Google Scholar] [CrossRef]
- Karmiris-Obratański, P.; Papazoglou, E.L.; Leszczyńska-Madej, B.; Zagórski, K.; Markopoulos, A.P. A Comprehensive Study on Processing Ti–6Al–4V ELI with High Power EDM. Materials 2021, 14, 303. [Google Scholar] [CrossRef] [PubMed]
- Paese, E.; Geier, M.; Rodrigues, F.R.; Mikolajczyk, T.; Mia, M. Assessment of CVD- and PVD-Coated Carbides and PVD-Coated Cermet Inserts in the Optimization of Surface Roughness in Turning of AISI 1045 Steel. Materials 2020, 13, 5231. [Google Scholar] [CrossRef]
- Vilanova, M.; Escribano-García, R.; Guraya, T.; Sebastian, M.S. Optimizing Laser Powder Bed Fusion Parameters for IN-738LC by Response Surface Method. Materials 2020, 13, 4879. [Google Scholar] [CrossRef] [PubMed]
- Azman, M.F.; Zain, A.M.; Mohamad Halimin, N.A. Particle swarm optimization for optimal process parameters in injection molding. J. Soft Comput. Decis. Support Syst. 2015, 2, 10–15, e-ISSN: 2289-8603. [Google Scholar]
- Zhao, P.; Dong, Z.; Zhang, J.; Zhang, Y.; Cao, M.; Zhu, Z.; Zhou, H.; Fu, J. Optimization of Injection-Molding Process Parameters for Weight Control: Converting Optimization Problem to Classification Problem. Adv. Polym. Technol. 2020, 2020, 1–9. [Google Scholar] [CrossRef]
- Sudsawat, S.; Sriseubsai, W. Optimized plastic injection molding process and minimized the warpage and volume shrinkage by response surface methodology with genetic algorithm and firefly algorithm tech-niques. Indian J. Eng. Mater. Sci. 2017, 24, 228–238, ISSN: 0975-1017. [Google Scholar]
- Oktem, H.; Erzurumlu, T.; Uzman, I. Application of Taguchi optimization technique in determining plastic injection molding process parameters for a thin-shell part. Mater. Des. 2007, 28, 1271–1278. [Google Scholar] [CrossRef]
- Shen, C.; Wang, L.; Li, Q. Optimization of injection molding process parameters using combination of artificial neural network and genetic algorithm method. J. Mater. Process. Technol. 2007, 183, 412–418. [Google Scholar] [CrossRef]
- Fei, N.C.; Mehat, N.M.; Kamaruddin, S.; Ariff, Z.M. Improving the Performance of Reprocessed ABS Products from the Manufacturing Perspective via the Taguchi Method. Int. J. Manuf. Eng. 2013, 2013, 1–9. [Google Scholar] [CrossRef]
- Abdullaha, J.; Shanb, L.W.A.I.; Ismail, H. Optimization of injection moulding process parameters for recycled High Density Polyethylene (rHDPE) using the Taguchi method. Int. J. Mech. Prod. Eng. 2016, 4, 76–81, ISSN: 2320-2092. [Google Scholar]
- Mehat, N.M.; Kamaruddin, S. Optimization of mechanical properties of recycled plastic products via optimal processing parameters using the Taguchi method. J. Mater. Process. Technol. 2011, 211, 1989–1994. [Google Scholar] [CrossRef]
- Materiale Plastice. Mater. Plast. 2021, 53, 308–311. [CrossRef]
- Kasa, S.N.; Omar, M.F.; Abdullah, M.M.A.B.; Ismail, I.N.; Ting, S.S.; Vac, S.C.; Vizureanu, P. Effect of Unmodified and Modified Nanocrystalline Cellulose Reinforced Polylactic Acid (PLA) Polymer Prepared by Solvent Casting Method Morphology, mechanical and thermal properties. Mater. Plast. 2017, 54, 91–97. [Google Scholar] [CrossRef]
- Meran, C.; Öztürk, O.; Yüksel, M. Examination of the possibility of recycling and utilizing recycled polyethylene and polypropylene. Mater. Des. 2008, 29, 701–705. [Google Scholar] [CrossRef]
- Javierre, C.; Fernandez, A.; Camanes, V. Influence of the Recycled Material Percentage on the Mechanical Behaviour of HDPE for Injection Moulding Process for an Ecologycal Design. Adv. Mater. Res. 2012, 445, 935–940. [Google Scholar] [CrossRef]
- Gu, F.; Hall, P.; Miles, N.J.; Ding, Q.; Wu, T. Improvement of mechanical properties of recycled plastic blends via optimizing processing parameters using the Taguchi method and principal component analysis. Mater. Des. 2014, 62, 189–198. [Google Scholar] [CrossRef]
- Bajracharya, R.M.; Manalo, A.C. Effect of elevated temperature on the tensile properties of recycled mixed plastic waste. In Proceedings of the 23rd Australasian Conference on the Mechanics of Structures and Materials (ACMSM), Auckland, New Zealand; 2014; Volume 1, pp. 281–286. [Google Scholar]
- Bhattacharya, D.; Bepari, B. Feasibility study of recycled polypropylene through multi response optimization of injection moulding parameters using grey relational analysis. Procedia Eng. 2014, 97, 186–196. [Google Scholar] [CrossRef]
- Navarro, R.; Ferrándiz, S.; López, J.; Seguí, V. The influence of polyethylene in the mechanical recycling of polyethylene terephtalate. J. Mater. Process. Technol. 2008, 195, 110–116. [Google Scholar] [CrossRef]
- De Leo, V.; Casiello, M.; Deluca, G.; Cotugno, P.; Catucci, L.; Nacci, A.; Fusco, C.; D’Accolti, L. Concerning Synthesis of New Biobased Polycarbonates with Curcumin in Replacement of Bisphenol A and Recycled Diphenyl Carbonate as Example of Circular Economy. Polymers 2021, 13, 361. [Google Scholar] [CrossRef] [PubMed]
- Avolio, R.; Spina, F.; Gentile, G.; Cocca, M.; Avella, M.; Carfagna, C.; Tealdo, G.; Errico, M.E. Recycling Polyethylene-Rich Plastic Waste from Landfill Reclamation: Toward an Enhanced Landfill-Mining Approach. Polymers 2019, 11, 208. [Google Scholar] [CrossRef] [PubMed]
- Galve, J.E.; Elduque, D.; Pina, C.; Clavería, I.; Acero, R.; Fernández, Á.; Javierre, C. Dimensional Stability and Process Capability of an Industrial Component Injected with Recycled Polypropylene. Polymers 2019, 11, 1063. [Google Scholar] [CrossRef]
- Achilias, D.; Roupakias, C.; Megalokonomos, P.; Lappas, A.; AntonakouΕ. Chemical recycling of plastic wastes made from polyethylene (LDPE and HDPE) and polypropylene (PP). J. Hazard. Mater. 2007, 149, 536–542. [Google Scholar] [CrossRef] [PubMed]
- Zink, B.; Szabó, F.; Hatos, I.; Suplicz, A.; Kovács, N.K.; Hargitai, H.; Tábi, T.; Kovács, J.G. Enhanced Injection Molding Simulation of Advanced Injection Molds. Polymers 2017, 9, 77. [Google Scholar] [CrossRef]
- Help, A. Material Database.pdf. 2018. Available online: https://knowledge.autodesk.com/support/moldflow-adviser (accessed on 8 March 2021).
- Hazwan, M.H.M.; Shayfull, Z.; Muzammil, R.A.; Haidiezul, A.H.M.; Shahrin, S.; Ishak, M.I. Optimization of shrinkage on thick plate plastic part by using glowworm swarm optimization (GSO). Fourth Huntsville Gamma Ray Burst Symp. 2018, 2030, 020159. [Google Scholar] [CrossRef]
- Chen, C.-C.; Su, P.-L.; Lin, Y.-C. Analysis and modeling of effective parameters for dimension shrinkage variation of injection molded part with thin shell feature using response surface methodology. Int. J. Adv. Manuf. Technol. 2009, 45, 1087–1095. [Google Scholar] [CrossRef]
- Chiang, K.-T.; Chang, F.-P. Analysis of shrinkage and warpage in an injection-molded part with a thin shell feature using the response surface methodology. Int. J. Adv. Manuf. Technol. 2007, 35, 468–479. [Google Scholar] [CrossRef]
- Kang, G.J. Process Factor Optimization for Reducing Warpage and Shrinkage in Injection Molding Using Design of Experiments. Appl. Mech. Mater. 2014, 541–542, 359–362. [Google Scholar] [CrossRef]
- Kurt, M.; Kaynak, Y.; Kamber, O.S.; Mutlu, B.; Bakir, B.; Koklu, U. Influence of molding conditions on the shrinkage and roundness of injection molded parts. Int. J. Adv. Manuf. Technol. 2010, 46, 571–578. [Google Scholar] [CrossRef]
- Bissell, D.; Montgomery, D.C. Introduction to Statistical Quality Control. J. R. Stat. Soc. Ser. D 1986, 35, 81. [Google Scholar] [CrossRef]
- Carvalho, E.C.R.; Bernardino, H.S.; Hallak, P.H.; Lemonge, A.C.C. An adaptive penalty scheme to solve constrained structural optimization problems by a Craziness based Particle Swarm Optimization. Optim. Eng. 2017, 18, 693–722. [Google Scholar] [CrossRef]
- Poole, D.J.; Allen, C.B.; Rendall, T.C.S. A generic framework for handling constraints with agent-based optimization algorithms and application to aerodynamic design. Optim. Eng. 2016, 18, 659–691. [Google Scholar] [CrossRef]
- Yang, L.; Pan, H.-P.; Zhang, Y.-B. Comprehensive optimization of batch process based on particle swarm optimization algorithm. In Proceedings of the 2017 29th Chinese Control and Decision Conference (CCDC), Chongqing, China, 28–30 May 2017; Institute of Electrical and Electronics Engineers (IEEE): Piscataway, NJ, USA; pp. 4504–4508. [Google Scholar]
- ISO-527. Plastics—Determination of Tensile Properties. Part 1: General Principles. Available online: https://www.iso.org/obp/ui/#iso:std:iso:527:-1:ed-3:v1:en (accessed on 24 April 2019).
- ISO 294-1. Plastics—Injection Moulding of Test Specimens of Thermoplastic Materials. Available online: https://www.iso.org/obp/ui/#iso:std:iso:294:-1:ed-1:v1:en (accessed on 24 April 2019).
- Liao, S.J.; Chang, D.Y.; Chen, H.J.; Tsou, L.S.; Ho, J.R.; Yau, H.T.; Hsieh, W.H.; Wang, J.T.; Su, Y.C. Optimal process conditions of shrinkage and warpage of thin-wall parts. Polym. Eng. Sci. 2004, 44, 917–928. [Google Scholar] [CrossRef]
- Malguarnera, S.C.; Manisali, A. The effects of processing parameters on the tensile properties of weld lines in injection molded thermoplastics. Polym. Eng. Sci. 1981, 21, 586–593. [Google Scholar] [CrossRef]
- Zhao, P.; Wang, X.; Fu, J.; Turng, L.S. Fast prediction of crystallinity in injection molding during the packing stage. In Proceedings of the Annual Technology Conference ANTEC, Indianapolis, IN, USA, 23–25 May 2016; ISBN 978-1-5231-0602-8. [Google Scholar]
- Balani, K.; Verma, V.; Agarwal, A.; Narayan, R. Physical, thermal, and mechanical properties of polymers. In Biosurfaces: A Materials Science and Engineering Perspective, 1st ed.; John Wiley & Sons: Hoboken, NJ, USA, 2015; ISBN 9781118950623. [Google Scholar]
- Liu, J.; Chen, X.; Lin, Z.; Diao, S. Multiobjective Optimization of Injection Molding Process Parameters for the Precision Manufacturing of Plastic Optical Lens. Math. Probl. Eng. 2017, 2017, 1–13. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Plastic Material | LDPE |
|---|---|
| Trade name/Grade | Sumikathe 206P |
| Supplier | Prime Polymer Co. Ltd. |
| Melt density | 0.79516 g/cm3 |
| Solid density | 0.92219 g/cm3 |
| Specific Heat | 3095 J/kg °C |
| Thermal conductivity | 0.25 W/m °C |
| Maximum shear stress | 0.1 MPa |
| Mould temperature | 40–60 °C |
| Melt temperature | 160–180 °C |
| Filling Time (s) | 5.5 |
|---|---|
| Mould Temperature (°C) | 50 |
| Melt Temperature (°C) | 170 |
| V/P switch-over (mm) | 22.50 |
| Packing time (s) | 18.03 |
| Packing pressure (MPa) | 15.15 |
| Cooling Time (s) | 22.32 |
| Shear Rate (1/s) | 1437.0 |
| Factor | Levels | |
|---|---|---|
| Low | High | |
| Mould Temperature (°C) | 40 | 60 |
| Melt Temperature (°C) | 160 | 180 |
| Packing pressure (MPa) | 12.20 | 18.56 |
| Cooling time (s) | 19.42 | 26.54 |
| Run | Setting Parameters | Responses | |||||
|---|---|---|---|---|---|---|---|
| Mould Temperature (°C) | Melt Temperature (°C) | Packing Pressure (MPa) | Cooling Time (s) | Shrinkage in x Direction (%) | Shrinkage in y Direction (%) | Tensile Strength (MPa) | |
| 1 | 40 | 160 | 12.2 | 19.42 | 2.77 | 2.12 | 8.99 |
| 2 | 60 | 160 | 12.2 | 19.42 | 3.03 | 2.20 | 9.34 |
| 3 | 40 | 180 | 12.2 | 19.42 | 2.72 | 2.25 | 9.38 |
| 4 | 60 | 180 | 12.2 | 19.42 | 2.69 | 2.32 | 9.38 |
| 5 | 40 | 160 | 18.56 | 19.42 | 2.43 | 2.10 | 9.73 |
| 6 | 60 | 160 | 18.56 | 19.42 | 2.52 | 2.22 | 9.63 |
| 7 | 40 | 180 | 18.56 | 19.42 | 2.25 | 1.96 | 9.78 |
| 8 | 60 | 180 | 18.56 | 19.42 | 2.50 | 1.93 | 9.79 |
| 9 | 40 | 160 | 12.2 | 26.54 | 2.89 | 2.21 | 9.48 |
| 10 | 60 | 160 | 12.2 | 26.54 | 2.63 | 2.35 | 9.76 |
| 11 | 40 | 180 | 12.2 | 26.54 | 2.78 | 2.28 | 9.73 |
| 12 | 60 | 180 | 12.2 | 26.54 | 2.55 | 2.40 | 9.76 |
| 13 | 40 | 160 | 18.56 | 26.54 | 2.43 | 2.13 | 9.39 |
| 14 | 60 | 160 | 18.56 | 26.54 | 2.21 | 2.34 | 9.51 |
| 15 | 40 | 180 | 18.56 | 26.54 | 2.15 | 1.98 | 9.67 |
| 16 | 60 | 180 | 18.56 | 26.54 | 2.08 | 2.32 | 9.46 |
| 17 | 50 | 170 | 15.38 | 22.98 | 2.20 | 2.07 | 9.47 |
| 18 | 50 | 170 | 15.38 | 22.98 | 2.15 | 2.07 | 9.43 |
| 19 | 50 | 170 | 15.38 | 22.98 | 2.19 | 2.12 | 9.45 |
| 20 | 50 | 170 | 15.38 | 22.98 | 2.13 | 2.09 | 9.41 |
| 21 | 40 | 170 | 15.38 | 22.98 | 1.87 | 2.13 | 9.42 |
| 22 | 60 | 170 | 15.38 | 22.98 | 1.88 | 2.23 | 9.50 |
| 23 | 50 | 160 | 15.38 | 22.98 | 2.57 | 2.24 | 9.60 |
| 24 | 50 | 180 | 15.38 | 22.98 | 2.31 | 2.18 | 9.77 |
| 25 | 50 | 170 | 12.2 | 22.98 | 2.89 | 2.27 | 9.62 |
| 26 | 50 | 170 | 18.56 | 22.98 | 2.67 | 2.14 | 9.55 |
| 27 | 50 | 170 | 15.38 | 19.42 | 2.54 | 2.29 | 9.10 |
| 28 | 50 | 170 | 15.38 | 26.54 | 2.53 | 2.24 | 9.21 |
| 29 | 50 | 170 | 15.38 | 22.98 | 2.19 | 2.12 | 9.47 |
| 30 | 50 | 170 | 15.38 | 22.98 | 2.11 | 2.07 | 9.41 |
| % Contribution of Shrinkage | ||
|---|---|---|
| Parameters | x Direction | y Direction |
| A. Mould Temperature | 14.60 | 18.71 |
| B. Melt Temperature | 14.60 | 16.65 |
| C. Packing pressure | 47.31 | 36.47 |
| D. Cooling Time | 0.58 | 1.50 |
| Tools/Parameters | Mould Temperature (°C) | Melt Temperature (°C) | Packing Pressure (MPa) | Cooling Time (s) | Shrinkage Percentages (%) | |
|---|---|---|---|---|---|---|
| Simulation (recommended) | 50 | 170 | 15.2 | 22.32 | (x) = 1.95% (y) = 1.85% | |
| RSM | (x-direction) | 40 | 160 | 18.6 | 26.54 | 1.78% |
| (y-direction) | 40 | 160 | 18.6 | 26.14 | 1.69% | |
| PSO | (x-direction) | 40 | 161 | 18.6 | 25.35 | 1.78% |
| (y-direction) | 53 | 160 | 18.5 | 22.33 | 1.67% | |
| Specimens | R0 | R30 | R40 | R50 | |
|---|---|---|---|---|---|
| Most significant parameter | x direction | Packing pressure | Packing pressure | Packing pressure | Packing pressure |
| y direction | Packing pressure | Mould temperature | Mould Temperature | Mould Temperature | |
| Tensile strength | Packing pressure | Packing pressure | Mould Temperature | Mould temperature | |
| Responses | Specimens | Mould Temperature (°C) | Melt Temperature (°C) | Packing Pressure (MPa) | Cooling Time (s) | Optimal Values | |
|---|---|---|---|---|---|---|---|
| RSM | Shrinkage in x direction | R0 | 59.20 | 175.41 | 15.85 | 22.21 | 1.85% |
| R30 | 42.41 | 160 | 18.56 | 19.42 | 2.45% | ||
| R40 | 41.42 | 160 | 18.51 | 19.42 | 2.65% | ||
| R50 | 46.53 | 170.42 | 16.49 | 19.48 | 2.80% | ||
| Shrinkage in y direction | R0 | 40.35 | 179.77 | 18.48 | 22.65 | 1.92% | |
| R30 | 48.03 | 178.92 | 12.82 | 24.43 | 2.01% | ||
| R40 | 49.36 | 180 | 12.72 | 25.23 | 2.05% | ||
| R50 | 46.92 | 177.15 | 13.96 | 25.27 | 2.08% | ||
| Tensile strength | R0 | 49.95 | 179.96 | 12.46 | 24.08 | 9.86 MPa | |
| R30 | 57.36 | 167.43 | 18.5 | 23.84 | 9.81 MPa | ||
| R40 | 51.67 | 177.31 | 14.39 | 19.49 | 9.66 MPa | ||
| R50 | 59.56 | 167.79 | 16.18 | 23.96 | 9.57 MPa | ||
| PSO | Shrinkage in x direction | R0 | 60.00 | 174.16 | 16.08 | 23.62 | 1.71% |
| R30 | 40.48 | 160.25 | 18.25 | 19.72 | 2.56% | ||
| R40 | 41.46 | 160.35 | 18.55 | 19.66 | 2.75% | ||
| R50 | 40.09 | 170.58 | 17.88 | 19.48 | 2.75% | ||
| Shrinkage in y direction | R0 | 40.09 | 179.91 | 18.41 | 22.67 | 1.92% | |
| R30 | 48.7 | 179.88 | 18.54 | 24.26 | 1.87% | ||
| R40 | 48.77 | 179.62 | 12.28 | 26.50 | 2.01% | ||
| R50 | 47 | 179.96 | 12.33 | 26.48 | 1.97% | ||
| Tensile strength | R0 | 52.46 | 179.8 | 18.52 | 22.01 | 9.97 MPa | |
| R30 | 59.92 | 165.05 | 18.51 | 25.34 | 9.71 MPa | ||
| R40 | 49.95 | 179.88 | 12.78 | 19.43 | 9.71 MPa | ||
| R50 | 59.99 | 167.92 | 12.38 | 26.47 | 9.62 MPa | ||
| Parameter/Response | R0 | R30 | R40 | R50 | ||||
|---|---|---|---|---|---|---|---|---|
| RSM | PSO | RSM | PSO | RSM | PSO | RSM | PSO | |
| Mould temperature (°C) | 59.20 | 60.00 | 42.41 | 40.48 | 41.42 | 41.46 | 46.53 | 40.09 |
| Melttemperature (°C) | 175.41 | 174.16 | 160.00 | 160.25 | 160.00 | 160.35 | 170.42 | 170.58 |
| Packing pressure (MPa) | 15.85 | 16.08 | 18.56 | 18.25 | 18.51 | 18.55 | 16.49 | 17.88 |
| Cooling time (s) | 22.21 | 23.62 | 19.42 | 19.72 | 19.42 | 19.66 | 19.48 | 19.48 |
| Shrinkage, % (by optimisation method) | 1.85 | 1.71 | 2.45 | 2.56 | 2.65 | 2.75 | 2.80 | 2.75 |
| Shrinkage, % (validation test) | 1.95 | 1.86 | 2.49 | 2.68 | 2.67 | 2.79 | 3.02 | 2.90 |
| Error (%) | 5.13 | 8.07 | 1.61 | 4.48 | 0.75 | 1.43 | 7.28 | 5.17 |
| Parameter/Response | R0 | R30 | R40 | R50 | ||||
|---|---|---|---|---|---|---|---|---|
| RSM | PSO | RSM | PSO | RSM | PSO | RSM | PSO | |
| Mould temperature (°C) | 40.35 | 40.09 | 48.03 | 48.70 | 49.36 | 48.77 | 46.92 | 47.00 |
| Melt temperature (°C) | 179.77 | 179.91 | 178.92 | 179.88 | 180.00 | 179.62 | 177.15 | 179.96 |
| Packing pressure (MPa) | 18.48 | 18.41 | 12.82 | 18.54 | 12.72 | 12.28 | 13.96 | 12.33 |
| Cooling time (s) | 22.65 | 22.67 | 24.43 | 24.26 | 25.23 | 26.50 | 25.27 | 26.48 |
| Shrinkage (by optimisation method) (%) | 1.92 | 1.92 | 2.01 | 1.87 | 2.05 | 2.01 | 2.08 | 1.97 |
| Shrinkage (validation test) (%) | 2.08 | 2.01 | 2.08 | 2.05 | 2.16 | 2.11 | 2.19 | 2.10 |
| Error (%) | 7.69 | 4.48 | 3.37 | 8.78 | 5.09 | 4.74 | 5.02 | 6.19 |
| Parameter/Response | R0 | R30 | R40 | R50 | ||||
|---|---|---|---|---|---|---|---|---|
| RSM | PSO | RSM | PSO | RSM | PSO | RSM | PSO | |
| Mould temperature (°C) | 49.95 | 52.46 | 57.36 | 59.92 | 51.67 | 49.95 | 59.56 | 59.56 |
| Melt temperature (°C) | 179.96 | 179.80 | 167.43 | 165.05 | 177.31 | 179.88 | 167.79 | 167.79 |
| Packing pressure (MPa) | 12.46 | 18.52 | 18.50 | 18.51 | 14.39 | 12.78 | 16.18 | 16.18 |
| Cooling time (s) | 24.08 | 22.01 | 23.84 | 25.34 | 19.49 | 19.43 | 23.96 | 23.96 |
| Tensile strength (by optimisation method) (MPa) | 9.86 | 9.97 | 9.81 | 9.71 | 9.66 | 9.71 | 9.57 | 9.62 |
| Tensile strength (validation test) (Mpa) | 9.73 | 9.77 | 9.69 | 9.58 | 9.64 | 9.54 | 9.45 | 9.56 |
| Error (%) | 1.34 | 2.05 | 1.24 | 1.36 | 0.21 | 1.75 | 1.27 | 0.62 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Roslan, N.; Abd Rahim, S.Z.; Abdellah, A.E.-h.; Abdullah, M.M.A.B.; Błoch, K.; Pietrusiewicz, P.; Nabiałek, M.; Szmidla, J.; Kwiatkowski, D.; Correia Vasco, J.O.; et al. Optimisation of Shrinkage and Strength on Thick Plate Part Using Recycled LDPE Materials. Materials 2021, 14, 1795. https://doi.org/10.3390/ma14071795
Roslan N, Abd Rahim SZ, Abdellah AE-h, Abdullah MMAB, Błoch K, Pietrusiewicz P, Nabiałek M, Szmidla J, Kwiatkowski D, Correia Vasco JO, et al. Optimisation of Shrinkage and Strength on Thick Plate Part Using Recycled LDPE Materials. Materials. 2021; 14(7):1795. https://doi.org/10.3390/ma14071795
Chicago/Turabian StyleRoslan, Norshahira, Shayfull Zamree Abd Rahim, Abdellah El-hadj Abdellah, Mohd Mustafa Al Bakri Abdullah, Katarzyna Błoch, Paweł Pietrusiewicz, Marcin Nabiałek, Janusz Szmidla, Dariusz Kwiatkowski, Joel Oliveira Correia Vasco, and et al. 2021. "Optimisation of Shrinkage and Strength on Thick Plate Part Using Recycled LDPE Materials" Materials 14, no. 7: 1795. https://doi.org/10.3390/ma14071795
APA StyleRoslan, N., Abd Rahim, S. Z., Abdellah, A. E.-h., Abdullah, M. M. A. B., Błoch, K., Pietrusiewicz, P., Nabiałek, M., Szmidla, J., Kwiatkowski, D., Correia Vasco, J. O., Mat Saad, M. N., & Ghazali, M. F. (2021). Optimisation of Shrinkage and Strength on Thick Plate Part Using Recycled LDPE Materials. Materials, 14(7), 1795. https://doi.org/10.3390/ma14071795