
Double-Level Energy Absorption of 3D Printed TPMS Cellular Structures via Wall Thickness Gradient Design


Abstract
:1. Introduction
2. Materials and Methods
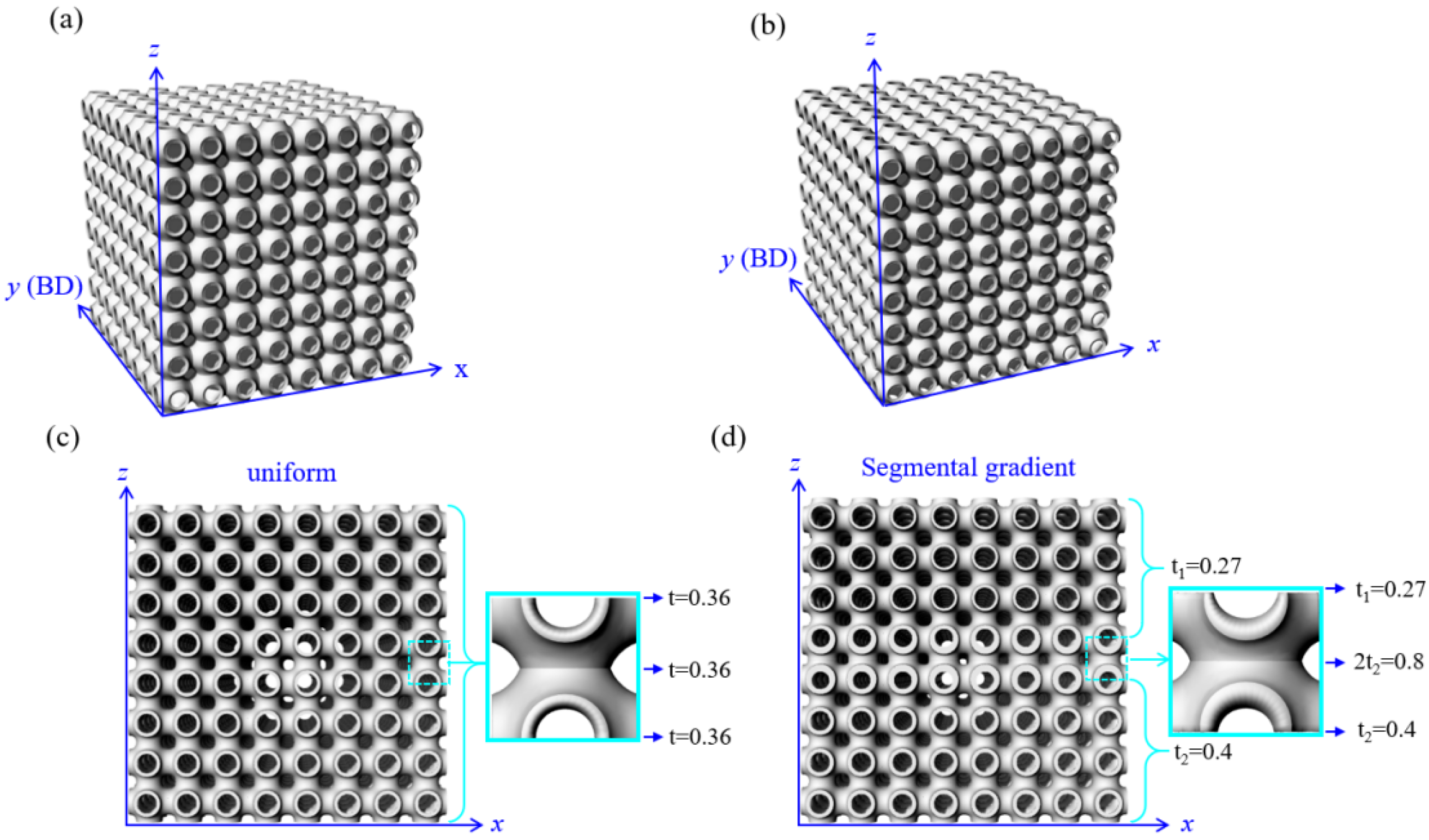
2.1. TPMS Models
2.2. Gradient Design
2.3. Finite Element Analysis
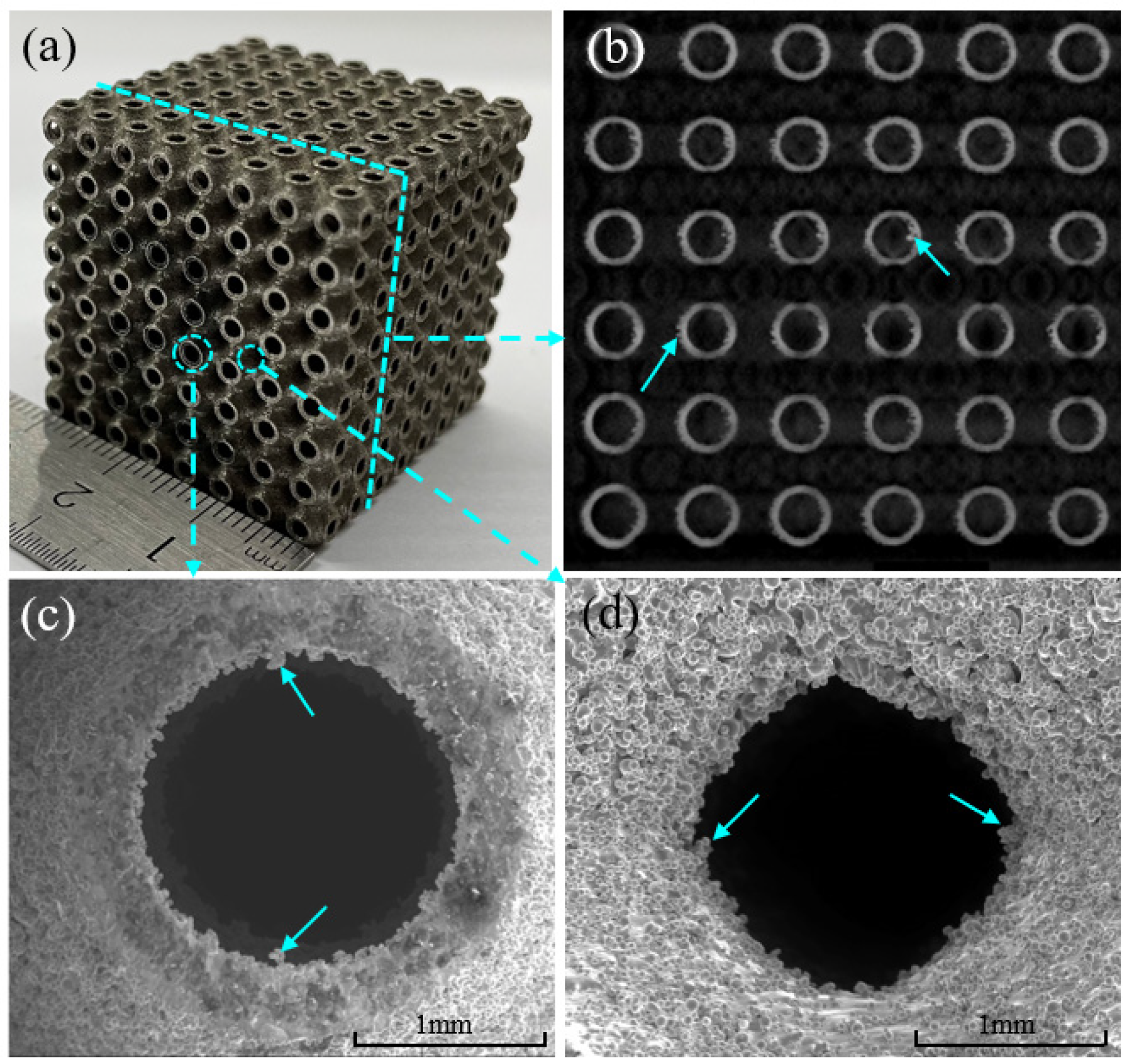
2.4. SLM Fabrication
2.5. Characterization Techniques
3. Results and Discussion
4. Conclusions
- The as-fabricated TPMS samples show overall satisfactory geometrical and surface quality with freedom from any gross internal or external defects. The presence of residual 316 L particles on the curved surfaces contributed to a rough surface outline as well as a slightly greater sample mass relative to the designed values.
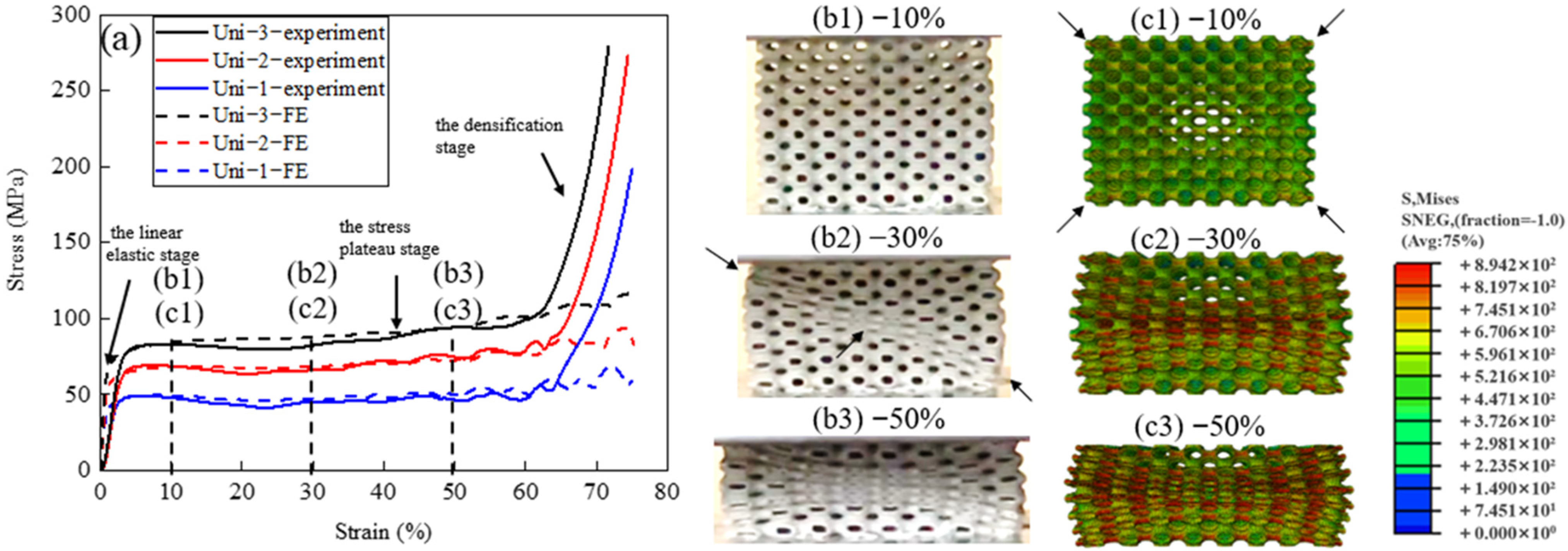
- The uniform TPMS structures show a typical localized deformation pattern within a double shear band geometry. The yield stress and plateau stress increase with increasing the relative density.
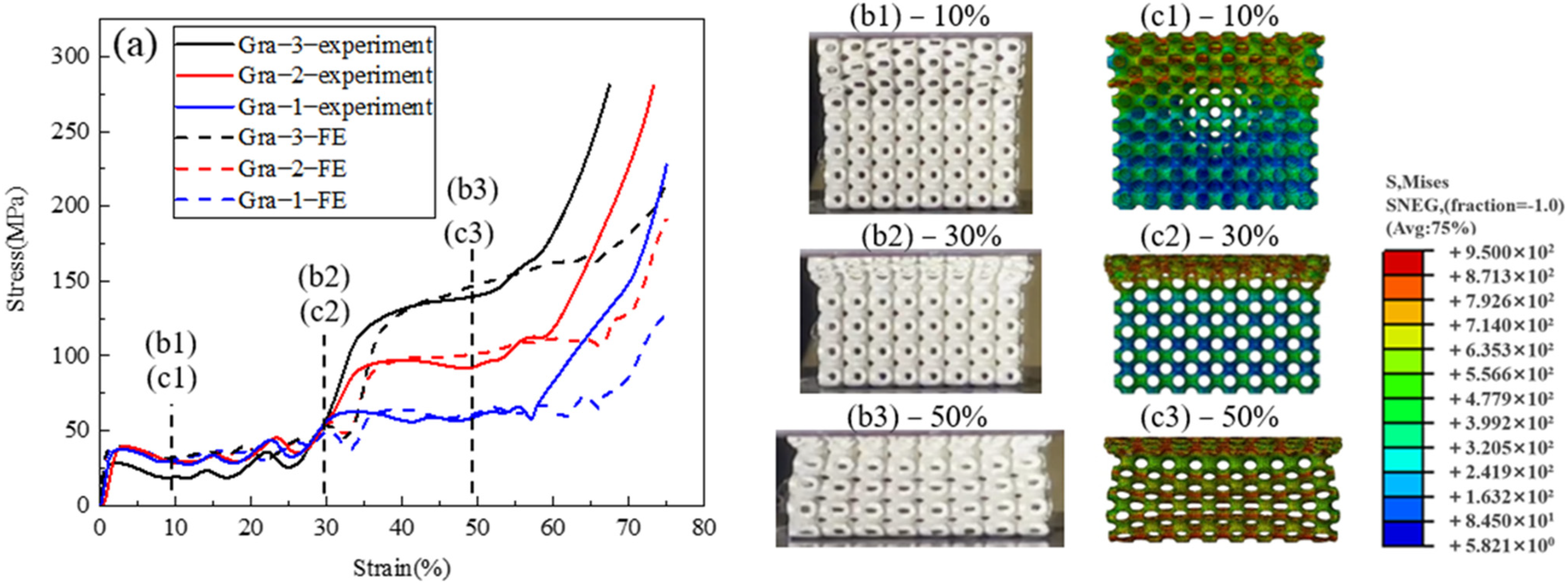
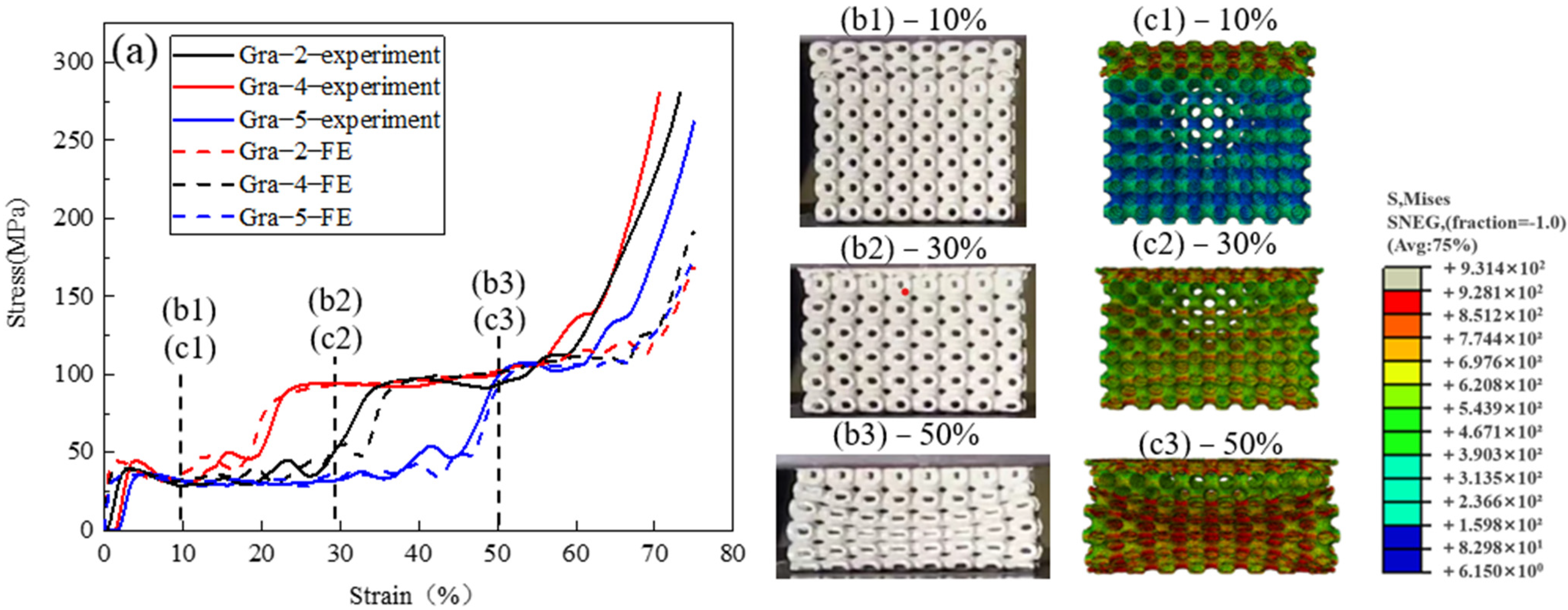
- The gradient TPMS samples show a double-leveled deformation manner with a two stress plateaus on the stress–strain responses. The height and length ratio between the stress plateaus can be adjusted by changing the wall thickness in each segment and by adjusting the position of the barrier layer in the structure.
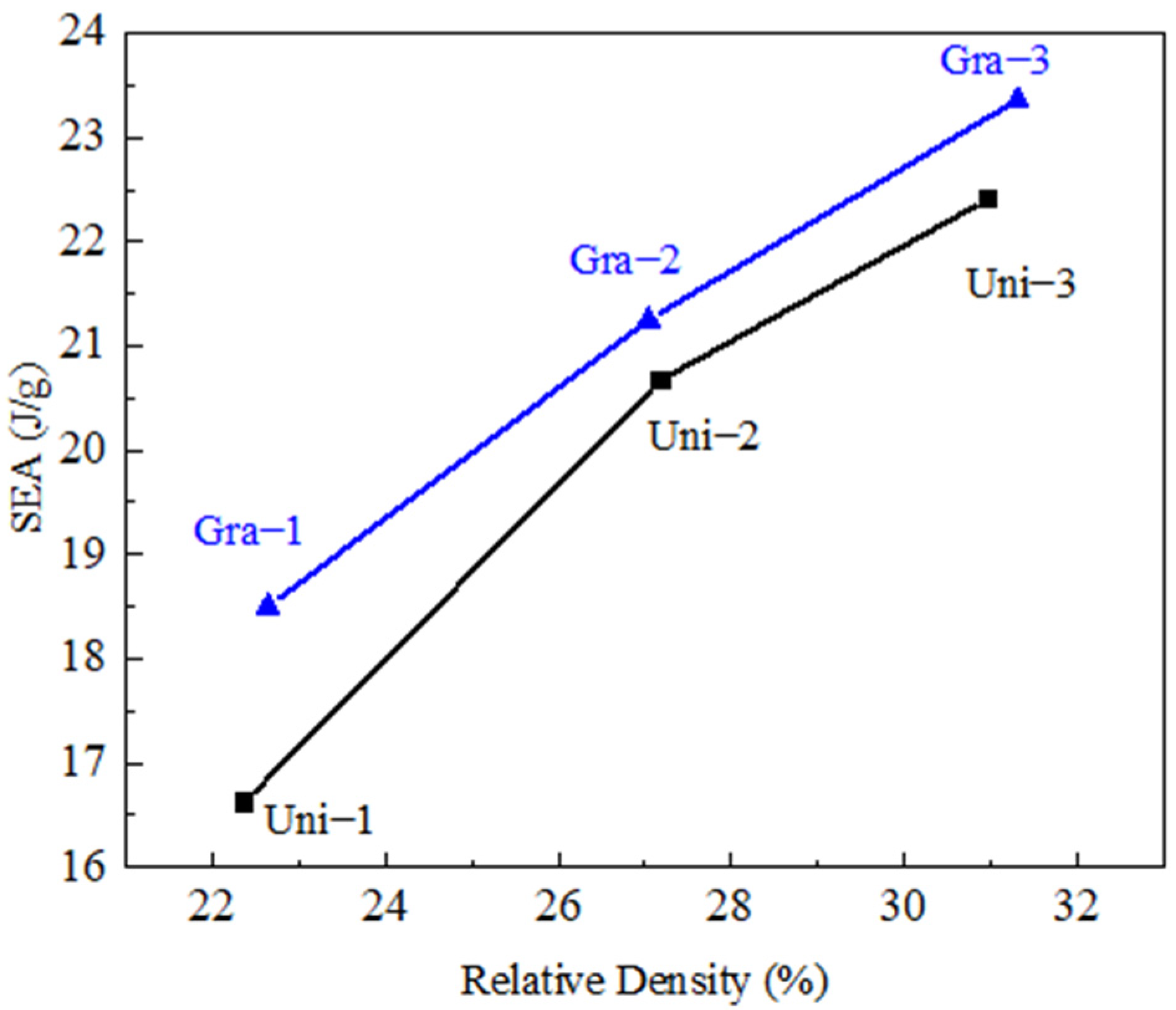
- The specific energy absorption SEA of the gradient TPMS structures are slightly higher than the uniform counterparts with similar relative densities.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bobbert, F.; Lietaert, K.; Eftekhari, A.A.; Pouran, B.; Ahmadi, S.; Weinans, H.; Zadpoor, A.A. Additively manufactured metallic porous biomaterials based on minimal surfaces: A unique combination of topological, mechanical, and mass transport properties. Acta Biomater. 2017, 53, 572–584. [Google Scholar] [CrossRef] [Green Version]
- Rashed, M.G.; Ashraf, M.; Mines, R.A.W.; Hazell, P.J. Metallic microlattice materials: A current state of the art on manufactur-ing, mechanical properties and applications. Mater. Des. 2016, 95, 518–533. [Google Scholar] [CrossRef]
- Wadley, H.N.G.; Fleck, N.A.; Evans, A.G. Fabrication and structural performance of periodic cellular metal sandwich struc-tures. Compos. Sci. Technol. 2003, 63, 2331–2343. [Google Scholar] [CrossRef]
- Wauthle, R.; van der Stok, J.; Yavari, S.A.; Van Humbeeck, J.; Kruth, J.-P.; Zadpoor, A.A.; Weinans, H.; Mulier, M.; Schrooten, J. Additively manufactured porous tantalum implants. Acta Biomater. 2015, 14, 217–225. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Huang, L.; Mei, D.; Feng, Y.; Qian, M. Numerical modeling of microchannel reactor with porous surface microstruc-ture based on fractal geometry. Int. J. Hydrogen Energy 2018, 43, 22447–22457. [Google Scholar] [CrossRef]
- Liu, Y.; Li, S.; Zhang, L.; Hao, Y.; Sercombe, T. Early plastic deformation behaviour and energy absorption in porous β-type biomedical titanium produced by selective laser melting. Scr. Mater. 2018, 153, 99–103. [Google Scholar] [CrossRef]
- Feng, Q.; Tang, Q.; Liu, Y.; Setchi, R.; Soe, S.; Ma, S.; Bai, L. Quasi-static analysis of mechanical properties of Ti6Al4V lattice structures manufactured using selective laser melting. Int. J. Adv. Manuf. Technol. 2017, 94, 2301–2313. [Google Scholar] [CrossRef]
- Xiao, L.; Song, W.; Wang, C.; Liu, H.; Tang, H.; Wang, J. Mechanical behavior of open-cell rhombic dodecahedron Ti–6Al–4V lattice structure. Mater. Sci. Eng A 2015, 640, 375–384. [Google Scholar] [CrossRef]
- Zhang, L.; Song, B.; Zhao, A.; Liu, R.; Yang, L.; Shi, Y. Study on mechanical properties of honeycomb pentamode structures fab-ricated by laser additive manufacturing: Numerical simulation and experimental verification. Compos. Struct. 2019, 226, 111199. [Google Scholar] [CrossRef]
- Brandt, M. Laser Additive Manufacturing: Materials, Design, Technologies, and Applications; Woodhead Publishing: Cambridge, UK, 2016. [Google Scholar]
- Zheng, X.; Lee, H.; Weisgraber, T.H.; Shusteff, M.; DeOtte, J.; Duoss, E.B.; Kuntz, J.D.; Biener, M.M.; Ge, Q.; Jackson, J.A.; et al. Ultralight, ultrastiff mechanical metamaterials. Science 2014, 344, 1373–1377. [Google Scholar] [CrossRef] [Green Version]
- Deshpande, V.S.; Fleck, N.A.; Ashby, M.F. Effective properties of the octet-truss lattice material. J. Mech. Phys. Solids 2001, 49, 1747–1769. [Google Scholar] [CrossRef] [Green Version]
- Dong, L.; Deshpande, V.; Wadley, H. Mechanical response of Ti–6Al–4V octet-truss lattice structures. Int. J. Solids Struct. 2015, 60–61, 107–124. [Google Scholar] [CrossRef]
- Meza, L.R.; Das, S.; Greer, J.R. Strong, lightweight, and recoverable three-dimensional ceramic nanolattices. Science 2014, 345, 1322–1326. [Google Scholar] [CrossRef] [Green Version]
- Nissen, H.-U. Crystal Orientation and Plate Structure in Echinoid Skeletal Units. Science 1969, 166, 1150–1152. [Google Scholar] [CrossRef] [Green Version]
- Michielsen, K.; Stavenga, D.G. Gyroid cuticular structures in butterfly wing scales: Biological photonic crystals. J. R. Soc. Interface 2007, 5, 85–94. [Google Scholar] [CrossRef] [Green Version]
- Galusha, J.W.; Richey, L.R.; Gardner, J.S.; Cha, J.N.; Bartl, M.H. Discovery of a diamond-based photonic crystal structure in beetle scales. Phys. Rev. E 2008, 77, 050904. [Google Scholar] [CrossRef]
- Hyde, S.; Blum, Z.; Landh, T.; Lidin, S.; Ninham, B.; Andersson, S.; Larsson, K. The Language of Shape: The Role of Curvature in Condensed Matter: Physics, Chemistry and Biology; Elsevier: Amsterdam, The Netherlands, 1996. [Google Scholar]
- Ramamurty, U.; Paul, A. Variability in mechanical properties of a metal foam. Acta Mater. 2004, 52, 869–876. [Google Scholar] [CrossRef]
- Gibson, L.J. Mechanical Behavior of Metallic Foams. Annu. Rev. Mater. Sci. 2000, 30, 191–227. [Google Scholar] [CrossRef]
- Zhang, L.; Feih, S.; Daynes, S.; Chang, S.; Wang, M.Y.; Wei, J.; Lu, W.F. Energy absorption characteristics of metallic triply peri-odic minimal surface sheet structures under compressive loading. Addit. Manuf. 2018, 23, 505–515. [Google Scholar]
- Liang, Y.; Zhou, W.; Liu, Y.; Yang, Y.; Xi, H.; Wu, Z. Energy Absorption and Deformation Behaviour of 3D Printed TPMS Stain-less Steel Cellular Structures Under Compression. Steel Res. Int. 2021, 92, 2000411. [Google Scholar] [CrossRef]
- Yang, L.; Yan, C.; Cao, W.; Liu, Z.; Song, B.; Wen, S.; Zhang, C.; Shi, Y.; Yang, S. Compression–compression fatigue behaviour of gyroid-type triply periodic minimal surface porous structures fabricated by selective laser melting. Acta Mater. 2019, 181, 49–66. [Google Scholar] [CrossRef]
- Fan, X.; Tang, Q.; Feng, Q.; Ma, S.; Song, J.; Jin, M.; Guo, F.; Jin, P. Design, mechanical properties and energy absorption capabil-ity of graded-thickness triply periodic minimal surface structures fabricated by selective laser melting. Int. J. Mech. Sci. 2021, 204, 106586. [Google Scholar] [CrossRef]
- Min, Y.; Fengxiang, X.; Mingyuan, G. In-plane impact performance of honeycomb material with gradient thickness and nega-tive Poisson’s ratio. J. Plast. Eng. 2021, 6, 192–199. [Google Scholar]
- Al-Ketan, O.; Lee, D.-W.; Rowshan, R.; Abu Al-Rub, R.K. Functionally graded and multi-morphology sheet TPMS lattices: De-sign, manufacturing, and mechanical properties. J. Mech. Behav. Biomed. Mater. 2020, 102, 103520. [Google Scholar] [CrossRef]
- Yu, S.; Sun, J.; Bai, J. Investigation of functionally graded TPMS structures fabricated by additive manufacturing. Mater. Des. 2019, 182, 108021. [Google Scholar] [CrossRef]
- Panesar, A.; Abdi, M.; Hickman, D.; Ashcroft, I. Strategies for functionally graded lattice structures derived using topology optimisation for Additive Manufacturing. Addit. Manuf. 2018, 19, 81–94. [Google Scholar] [CrossRef]
- Von Schnering, H.G.; Nesper, R. Nodal surfaces of Fourier series: Fundamental invariants of structured matter. Z. Für Phys. B Condens. Matter 1991, 83, 407–412. [Google Scholar] [CrossRef]
- Yan, C.; Hao, L.; Hussein, A.; Young, P.; Raymont, D. Advanced lightweight 316L stainless steel cellular lattice structures fabricated via selective laser melting. Mater. Des. 2014, 55, 533–541. [Google Scholar] [CrossRef] [Green Version]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wall Thickness Type | Sample ID | Designed Mass (g) | Actual Mass (g) | Designed Relative Density (%) | Actual Relative Density (%) | Wall Thickness Distribution along z-axis (mm) |
|---|---|---|---|---|---|---|
| Uniform | Uni-1 | 55.87 | 58.45 | 21.37 | 22.36 | 1–8 layers: t = 0.36 |
| Uni-2 | 68.63 | 71.08 | 26.24 | 27.18 | 1–8 layers: t = 0.45 | |
| Uni-3 | 80.47 | 80.99 | 30.77 | 30.97 | 1–8 layers: t = 0.52 | |
| Gradient | Gra-1 | 55.87 | 59.19 | 21.37 | 22.64 | 1–3.5 layers: t1: 0.27 3.5–4.5 layer: t1-2t2-t2: 0.27–0.8–0.4 4.5–8 layers: t2: 0.4 |
| Gra-2 | 68.63 | 70.71 | 26.24 | 27.04 | 1–3.5 layers: t1: 0.27 3.5–4.5 layers: t1-2t2-t2: 0.27–1.08–0.54 4.5–8 layers: t2: 0.54 | |
| Gra-3 | 80.47 | 81.86 | 30.77 | 31.31 | 1–3.5 layers: t1: 0.27 3.5–4.5 layer: t1-2t2-t2: 0.27–1.34–0.67 4.5–8 layers: t2: 0.67 | |
| Gra-4 | 76.39 | 77.32 | 29.22 | 29.58 | 1–2 layers: t1: 0.27 2–3 layer: t1-2t2-t2: 0.27–1.08–0.54 3–8 layers: t2: 0.54 | |
| Gra-5 | 60.86 | 63.96 | 23.27 | 24.46 | 1–5 layers: t1: 0.27 5–6 layer: t1-2t2-t2: 0.27–1.08–0.54 6–8 layers: t2: 0.54 |
| Material Density (g/cm3) | Elasticity Type | Yield Strength (MPa) | Young’s Modulus (MPa) | Poisson’s Ratio | Plasticity Type | Hardening Rule |
|---|---|---|---|---|---|---|
| 7.98 | Isotropic | 460 | 169,000 | 0.3 | Von-Mises yield criterion | Isotropic |
| Element | Cr | Ni | Mo | Mn | Si | Cu | Fe |
|---|---|---|---|---|---|---|---|
| wt.% | 17.35 | 12.02 | 2.74 | 1.36 | 0.33 | 0.23 | bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhong, M.; Zhou, W.; Xi, H.; Liang, Y.; Wu, Z. Double-Level Energy Absorption of 3D Printed TPMS Cellular Structures via Wall Thickness Gradient Design. Materials 2021, 14, 6262. https://doi.org/10.3390/ma14216262
Zhong M, Zhou W, Xi H, Liang Y, Wu Z. Double-Level Energy Absorption of 3D Printed TPMS Cellular Structures via Wall Thickness Gradient Design. Materials. 2021; 14(21):6262. https://doi.org/10.3390/ma14216262
Chicago/Turabian StyleZhong, Minting, Wei Zhou, Huifeng Xi, Yingjing Liang, and Zhigang Wu. 2021. "Double-Level Energy Absorption of 3D Printed TPMS Cellular Structures via Wall Thickness Gradient Design" Materials 14, no. 21: 6262. https://doi.org/10.3390/ma14216262
APA StyleZhong, M., Zhou, W., Xi, H., Liang, Y., & Wu, Z. (2021). Double-Level Energy Absorption of 3D Printed TPMS Cellular Structures via Wall Thickness Gradient Design. Materials, 14(21), 6262. https://doi.org/10.3390/ma14216262