3.2. Compressive strength of Slag Blended Mortar
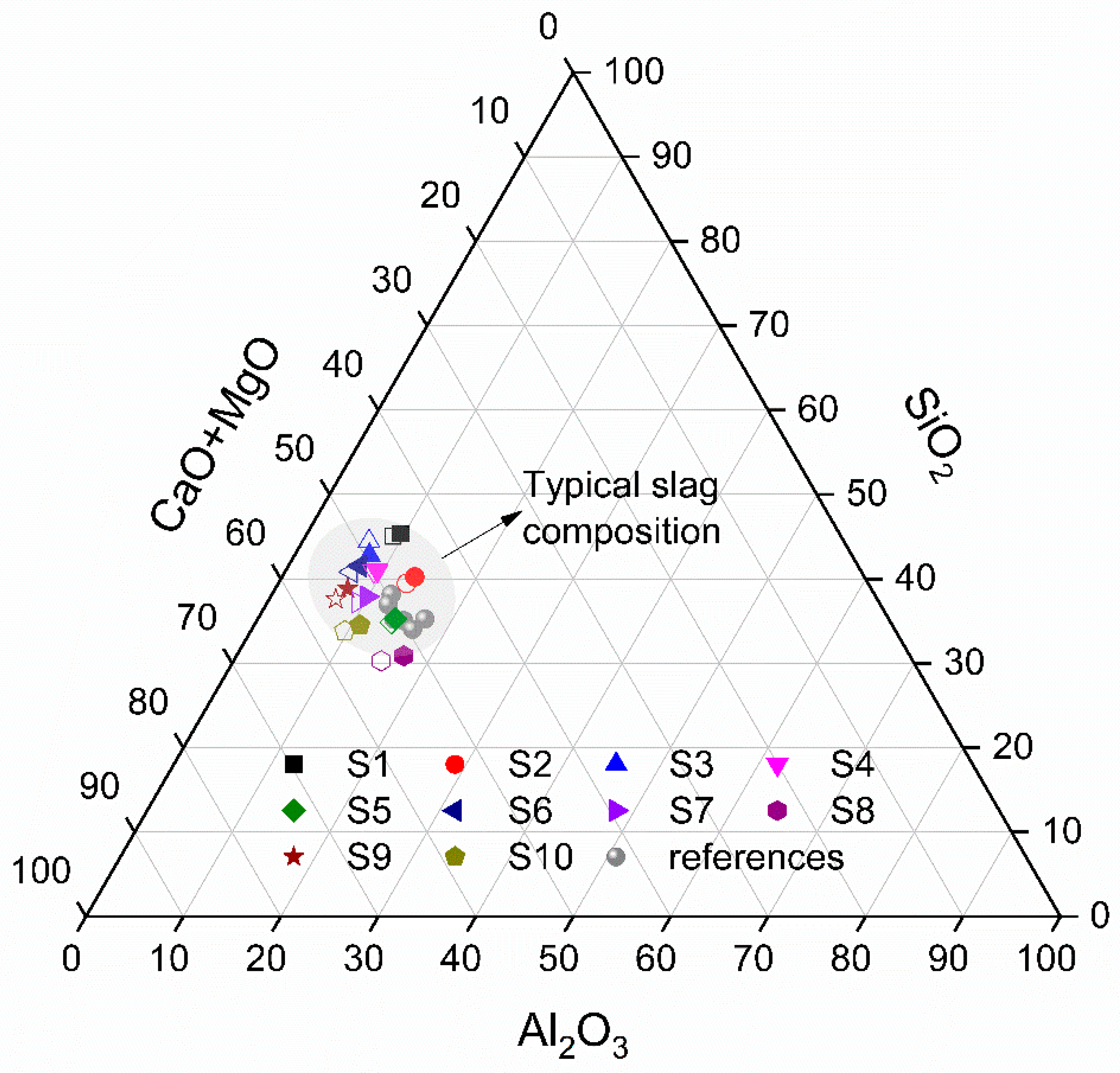
Figure 6 shows the compressive strength of slag blended mortars at 7 and 28 days. The mortars blended with air quenched slags showed overall lower compressive strength compared to the neat cement at both ages which is due to the relatively low reactivity of air quenched slag than the cement. At 7 days, CS5 and CS6 obtained slightly higher strength than those of other slag mortars with comparable strength ~18 MPa. At 28 days, the strength of all slag mortars increased and CS5 obtained the highest strength ~40.5 MPa. Compared to CS5, the mortars CS1–CS4 and CS6 achieved slightly lower strength, while CS7–CS10 had much lower strength, especially CS8 and CS10 clearly showed the lowest strength with only 27–28 MPa at 28 days. This strength difference among slag mortars could be attributed to the different chemical and phase compositions of air quenched slags. S5 with 60.3% amorphous content showed the highest strength. However, S6 with higher amorphous content (73%) and S1–S4 containing almost all amorphous phase showed slightly lower strength than S5. This suggests that only the amorphous content is not an effective indicator to measure the reactivity of slag. Air quenched slag with low amorphous content ~60% could also have good strength which was in agreement with other literatures [
9,
24].
To further explore the relationship between the compressive strength of slag mortar, slag chemical composition ratios (
Table 5) and amorphous content (
Table 6), multiple regression analysis were employed, and the obtained equations are shown in Equations (2) and (3). In practice, a proper slag should be fully melted in furnace and show free fluidity when discharging to ensure the normal iron production and operation of blast furnace. But in the experiment the slags S8 and S10 were not fully melted and could not show free fluidity when taking out from the furnace, both slag could not satisfy the requirement for a proper slag. Thus, the data from CS8 and CS10 are not included in the regression analysis.
where
X1 is CM/SA = (CaO + MgO)/(SiO
2 + Al
2O
3),
X2 is C/M = CaO/MgO,
X3 is S/A = SiO
2/Al
2O
3,
X4 is the amorphous content of slag,
Y7d and
Y28d are the compressive strength of slag blended mortar at 7 and 28 days.
Equations (2) and (3) indicate that the chemical composition ratios of slag have more pronounced impact on the strength of slag mortar than amorphous content, as it is evident from the values of their corresponding coefficients in equations. For three chemical composition ratios, CM/SA was found to have a negative effect on 7-day strength while it showed a slight positive effect on strength at 28 days. C/M showed a positive but very weak correlation with strength at 7 and 28 days. Moreover, S/A was negatively correlated with strength at both ages and it became the most significant factor for strength at 28 days.
The obtained Equations (2) and (3) could roughly give the correlation of strength property with the slag chemical composition ratios and amorphous content but the fitting remains not satisfactory. This is because the strength of slag blends is a result of complicated combined effect of slag intrinsic property, hydration process and microstructure development, which could not consider them all in the relationships. A deeper investigation was therefore performed to better understand the interaction effect of hydration kinetics, hydration products and microstructure on the evolution of slag blended cement performance.
3.4. Discussion
Based on the aforementioned results, it is found that for three air quenched slags, S1 and S3 showed comparable reactivity while S5 exhibited higher reactivity than S1 and S3 as indicated by higher compressive strength, higher heat release, lower CH content, greater chemical combined water amount and denser microstructure of CS5, especially at 28 days. However, S5 had only 60.27% amorphous phase and considerably some crystalline phases compared to other two slags with almost all amorphous phase. How did S5 exert good reactivity with a low amorphous content? The higher reactivity of S5 is further confirmed by thermodynamic modelling, which showed that the degree of reaction (DoR) of S5 was higher than S1 and S3 at 28 days.
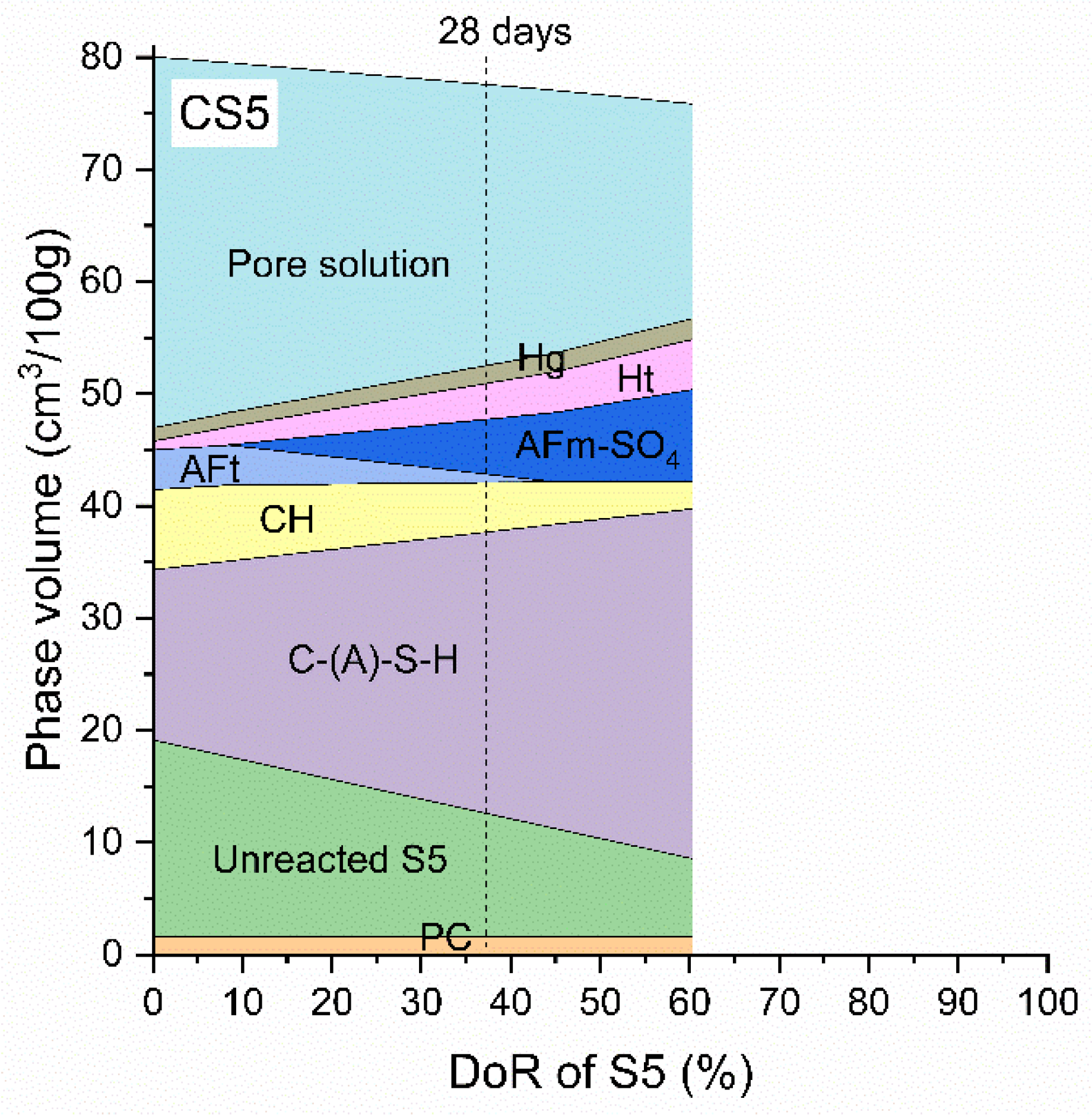
Figure 17 shows the modelled phase volume of three slag pastes changing with DoR of slag. The reaction degree of cement was assumed to be 90% which roughly corresponds to the actual situation of cement hydration after 28 days. Only the amorphous phase in air quenched slag was considered as reactive material and participated in hydration reaction. The chemical composition of amorphous phase in each slag was calculated by the difference of bulk chemical composition of slag (
Table 5) and the corresponding contents of all crystal phases in slag (
Table 6). Thus, the DoR of slag is shown up to 100% for S1, 96.4% for S3 and 60.3% for S5 in order to match with the maximum reacted content which is the amorphous content in each slag. The predicted hydrates in
Figure 17 are C-(A)-S-H, CH, AFt, Ht and a small amount of Hg for three slag pastes. In CS5, AFm-SO
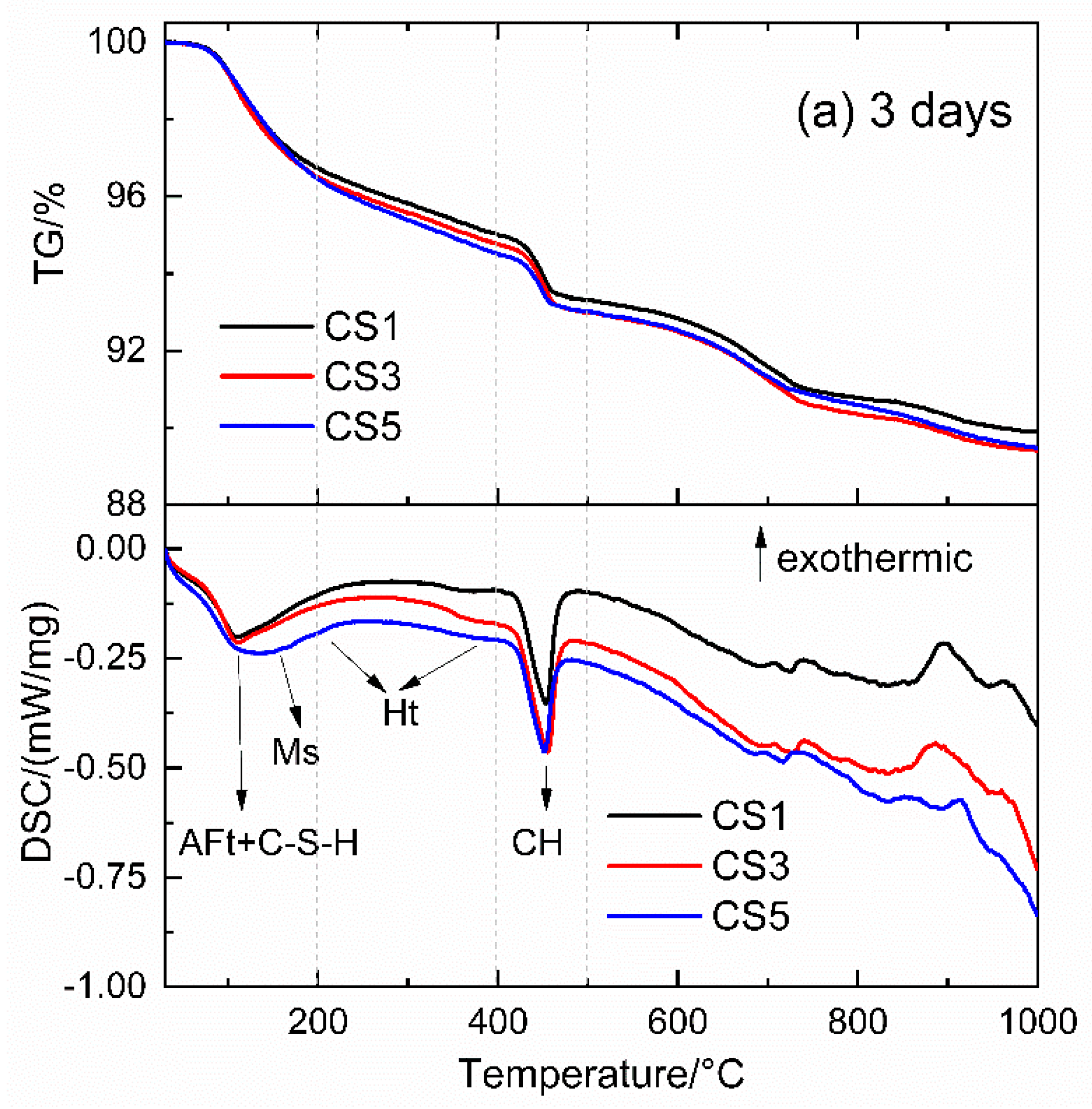
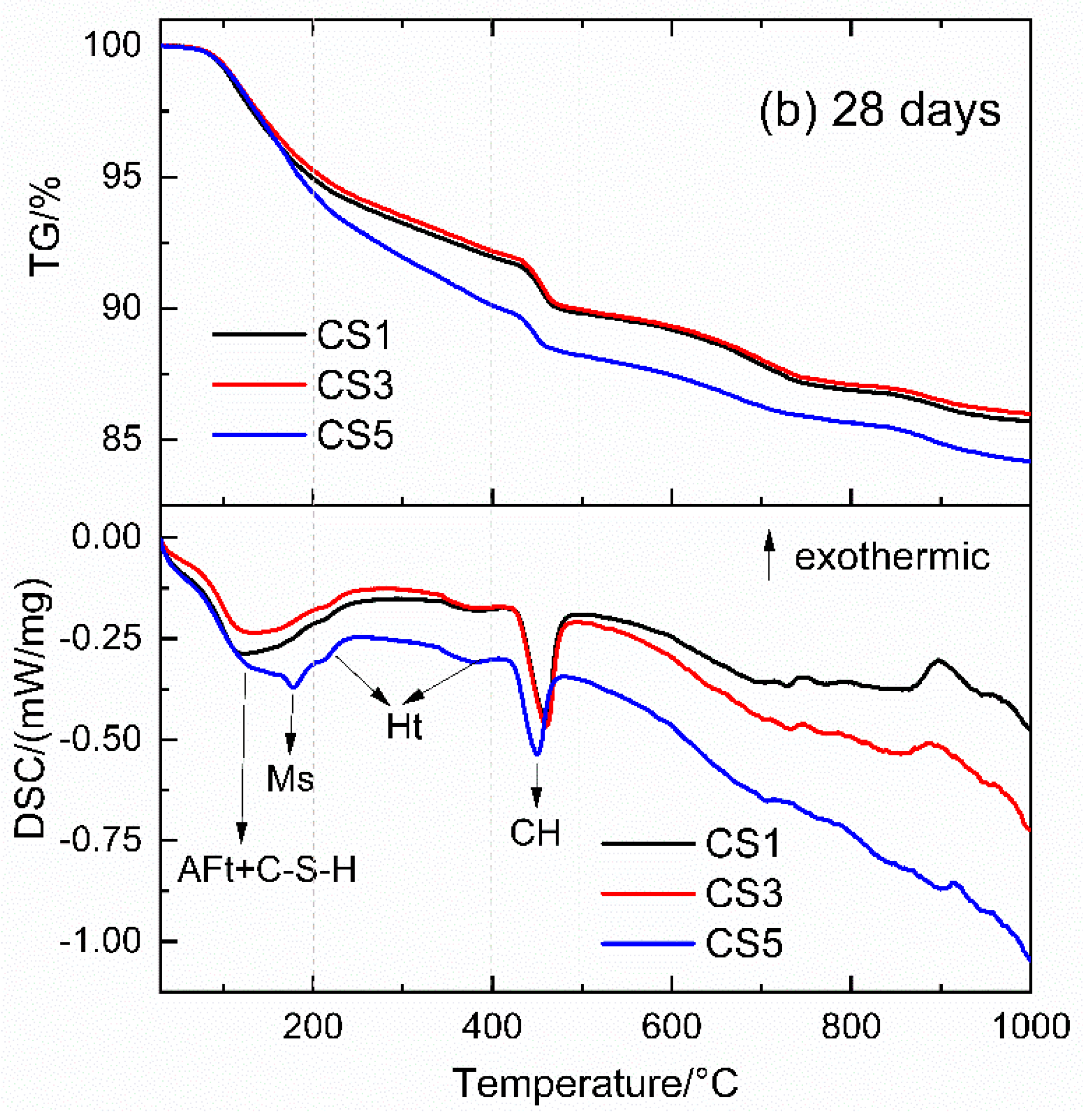
4 is also predicated to form after ~10% reaction of S5. With the increase of reacted slag, portlandite gets consumed. The DoR of slag is estimated from the experimental CH content quantified by TGA (
Figure 12). By picking up the modelled CH content which was equal to the CH content determined by TGA at 28 days, the corresponding DoR of slag at 28 days can be obtained and marked as the dashed lines in
Figure 17. The obtained 28-day DoR for S1, S3 and S5 are 27.0%, 31.8% and 37.4%, respectively. The modelled phase contents of slag blended pastes corresponding to the obtained 28-day DoR of slag are shown in
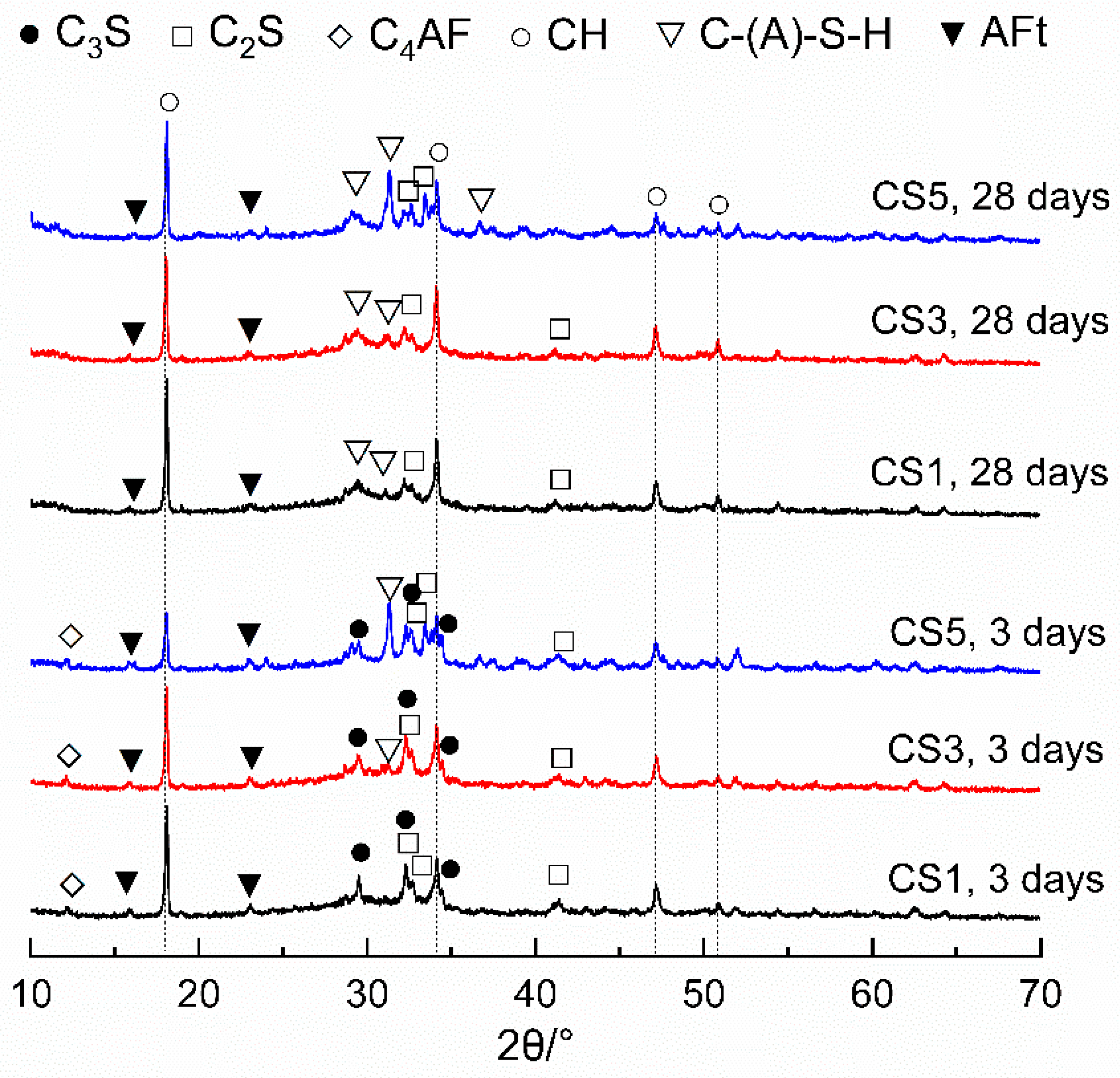
Table 7. It is observed that the modelled hydrates for three pastes at 28 days agree well both qualitatively and quantitatively with the experimental results discussed in XRD (
Figure 9 and
Figure 10) and TGA (
Figure 11).
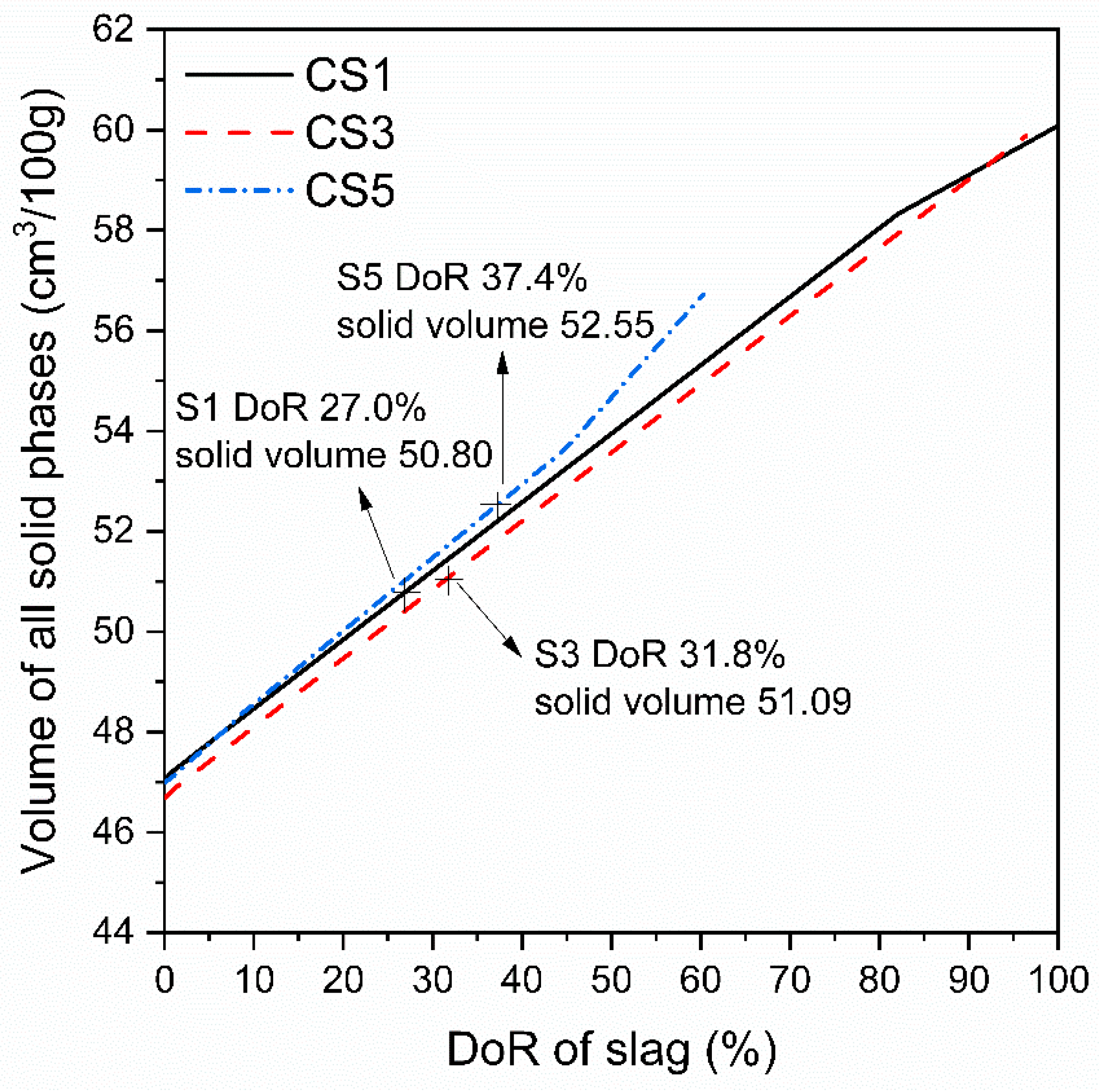
The volume of all solid phases in slag paste at 28 days was also determined based on the obtained DoR of slag as shown in
Figure 18. When comparing three slag pastes, the higher volume of solid phases is clear visible for CS5 than those of CS1 and CS3 at 28 days. Although S5 had only 60.3% amorphous content but at 28 days the amorphous phase in S5 just reacted ~37.4%. However, this DoR of 37.4% for S5 is still higher than S1 and S3 at 28 days. Therefore, S5 with higher reaction degree and greater volume of solid phases resulted in the lower porosity of matrix and higher compressive strength of CS5. In the case of CS1 and CS3, S3 had higher DoR and slight greater solid phase volume than S1, thus one would expect a higher compressive strength of CS3. However, CS3 showed a little bit larger critical pore size than CS1 at 28 days which indicated a slightly higher porosity of CS3. This combined effect of hydrates and microstructure would lead to the comparable strength of both pastes at 28 days.
At a given DoR of slag less than 60% shown in
Figure 18, CS5 always had a slightly higher volume of solid phases while S3 showed the lowest one.
Figure 17 shows that the type and amount of hydrates formed in blended system vary significantly with different slags. This difference is mainly dependent on the chemical compositions of slag. It seems that air quenched slag with a low S/A ratio or rich in Al
2O
3 content could have higher reactivity and more solid phase volume. Moreover, the experimental hydration of slag blended pastes was also found to be strongly influenced by slag composition, most likely S/A of slag. The blended paste containing slag with a lower S/A ratio was observed to show more hydration heat release, higher CH consumption, greater chemical combined water amount and denser structure. However, no clear effect was observed for the hydration of slag paste with the changing of CM/SA and C/M ratios. This is consistent with the regression analysis results of compressive strength shown as Equations (2) and (3), implying that among three chemical composition ratios S/A of slag shows the most significant impact on slag reactivity, hydration and strength development.
To further explain the effect of S/A ratio, the modelled hydrated phases of slag blended paste changing with the S/A ratio of slag is shown in
Figure 19. The model assumed the complete reaction of cement and 60% reaction of slag, which corresponds to the hydration situation after roughly 180 days or later. As observed in
Figure 19, increasing the S/A ratio from that of S5 (S/A 2.49) to S1 (S/A 4.72), then to S3 (S/A 5.55) leads to the removal of AFm-SO
4 phases (Ms and AFm
ss) at S/A around 3.6, whilst increasing the volume of the C-(A)-S-H and AFt phases, slightly decreasing Ht phase and the total hydrate volume (seeΔV
s increases). The decrease in hydrate volume would result in the increase of porosity and thus reduce the compressive strength. This explains the difference in pore structure and strength results (
Figure 6 and
Figure 16) among blends containing S1, S3 and S5. Besides, it should be noted that this modelled phase volume changes (
Figure 19) only reflect the influence of chemical compositions of slag, no kinetic effect of the three slags was considered. The difference in strength of slag blends was also attributed to the effect of hydration kinetics of slags as discussed in
Table 7 and
Figure 18.
The modelled phase changes in
Figure 19 agree well with the phase evolution shown in XRD graph (
Figure 9 and
Figure 10). This reduction in C-(A)-S-H for slag blended cements was mainly due to the reduced SiO
2 content in slag. Modelling also reveals that the type and amount of aluminate hydrates formed is greatly related to the S/A of slag. Lower S/A of slag promotes the formation of AFm-SO
4 phases (Ms and AFm
ss) which was experimentally observed using XRD as shown in
Figure 10, when comparing CS5 with other two slag pastes. This is due to the increase of Al
2O
3 in slag, thus reducing the overall mass ratio of SO
3/Al
2O
3 in the system and allowing more AFm-SO
4 to precipitate at the expense of AFt [
25]. Even though CS5 had less volume of C-(A)-S-H than CS1 and CS3 but had higher volume of aluminate phases. This suggests that the aluminate phases play an important role which might affect strength property. In addition, the modelled CH increases firstly and then starts to decrease slightly with the raising of S/A. The calculated CH evolution shows a slightly higher volume of CH for S5 than S1 and S3, which is different from the experimental result measured by TGA. This difference could be explained by two reasons. On one hand, the modelled phase volume is obtained by only changing the S/A of slag and keeping other oxides of slag constant, while in experiment besides S/A the ratios of C/M and CM/SA for slags S1,S3 and S5 were also varied. This would lead to the different CH volume between modelling and experiment. On the other hand, the faster hydration reaction of S5 than those of S1 and S3 would consume more CH and resulted in a lower amount of CH in the actual experiment.
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}