Electrochemical Corrosion Behavior of Ni-Fe-Co-P Alloy Coating Containing Nano-CeO2 Particles in NaCl Solution

Abstract
:1. Introduction
2. Materials and Methods
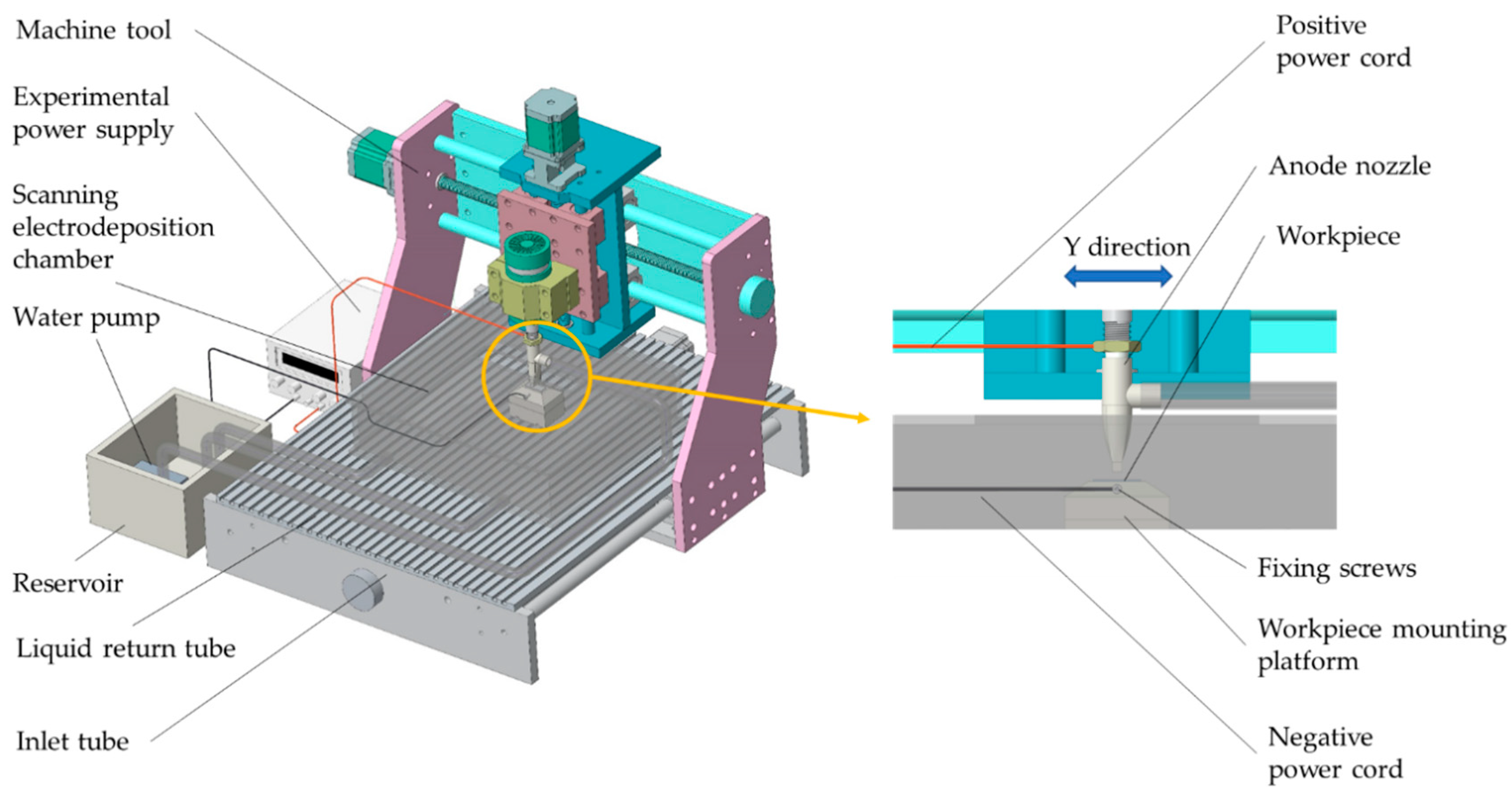
2.1. Experimental Principle
2.2. Materials and Methods
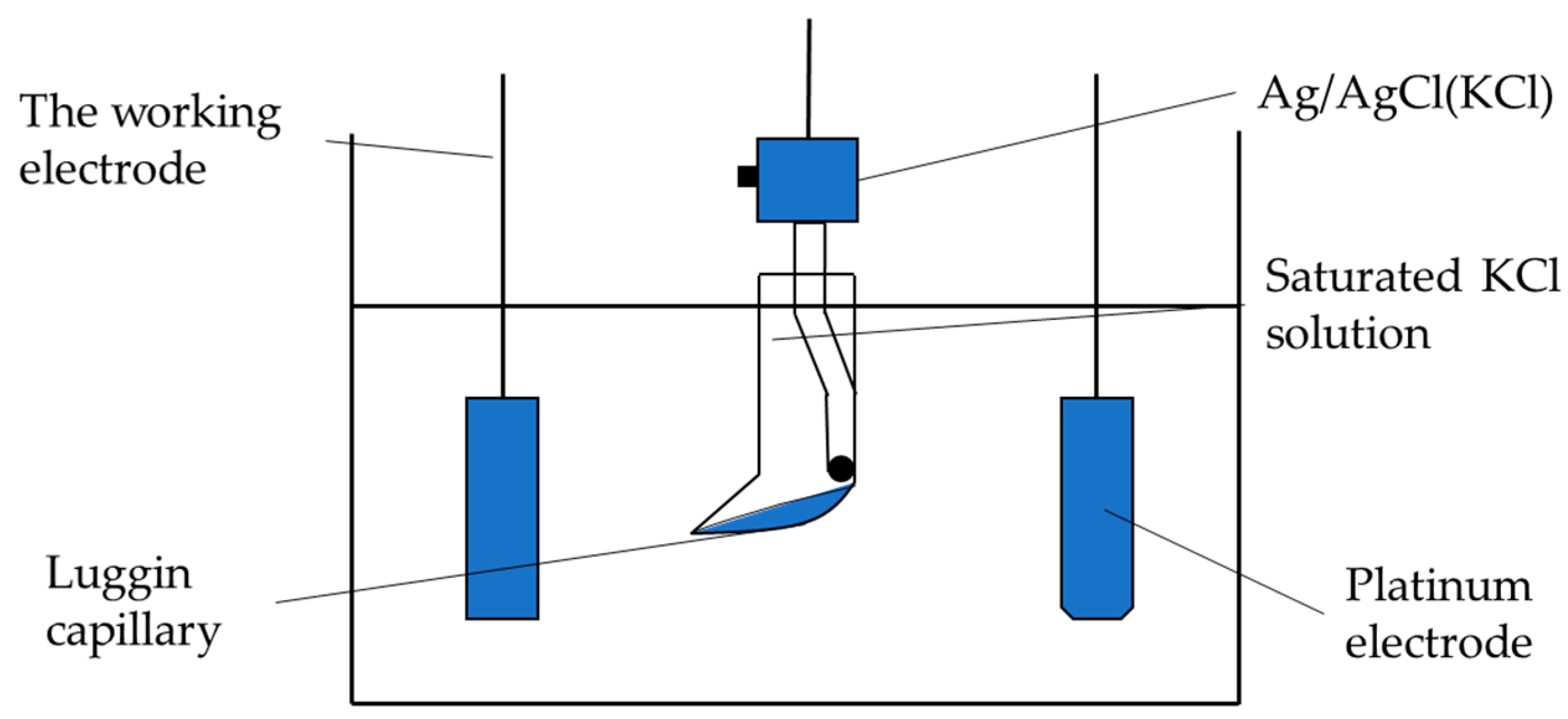
2.3. Characterization
3. Results
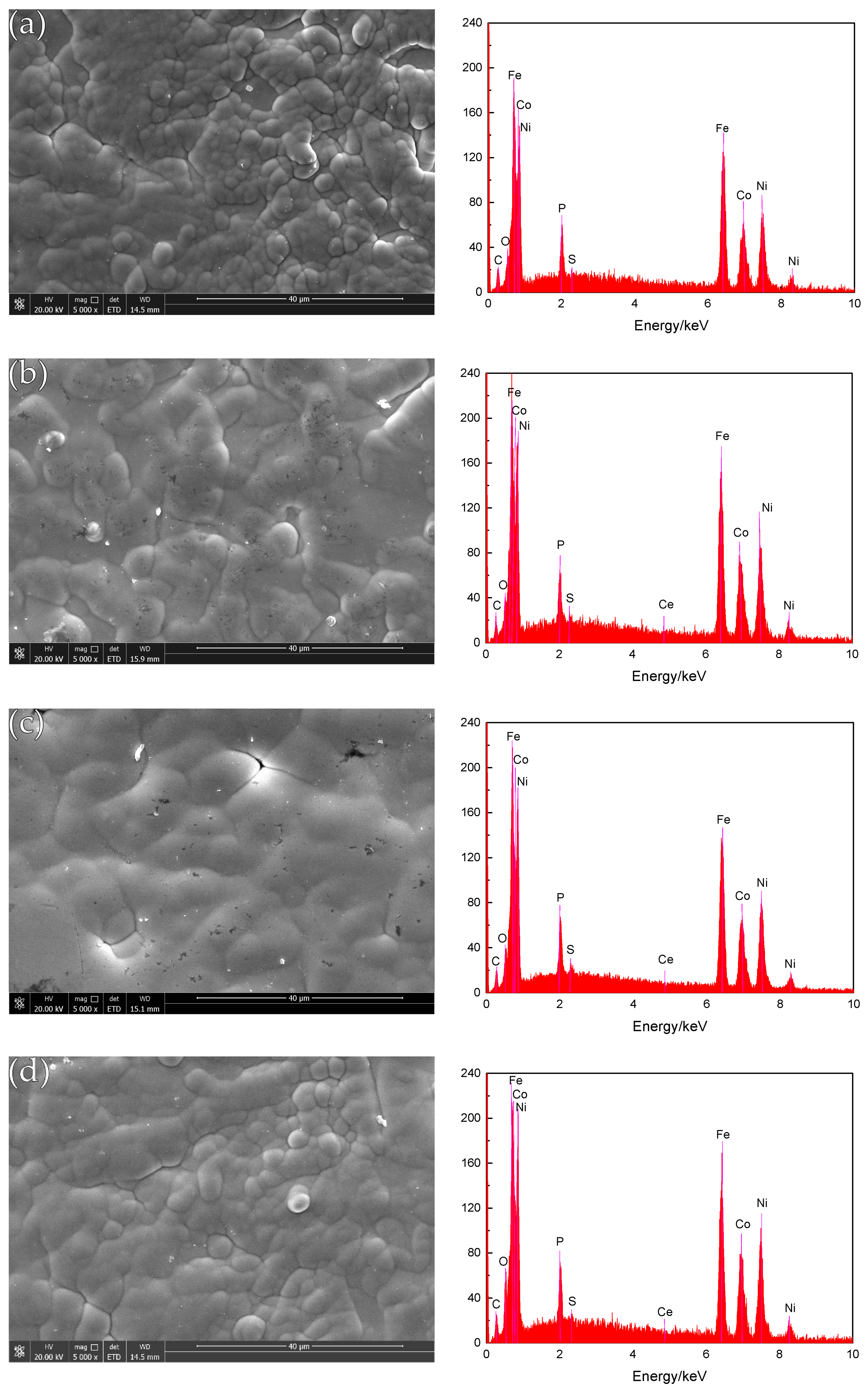
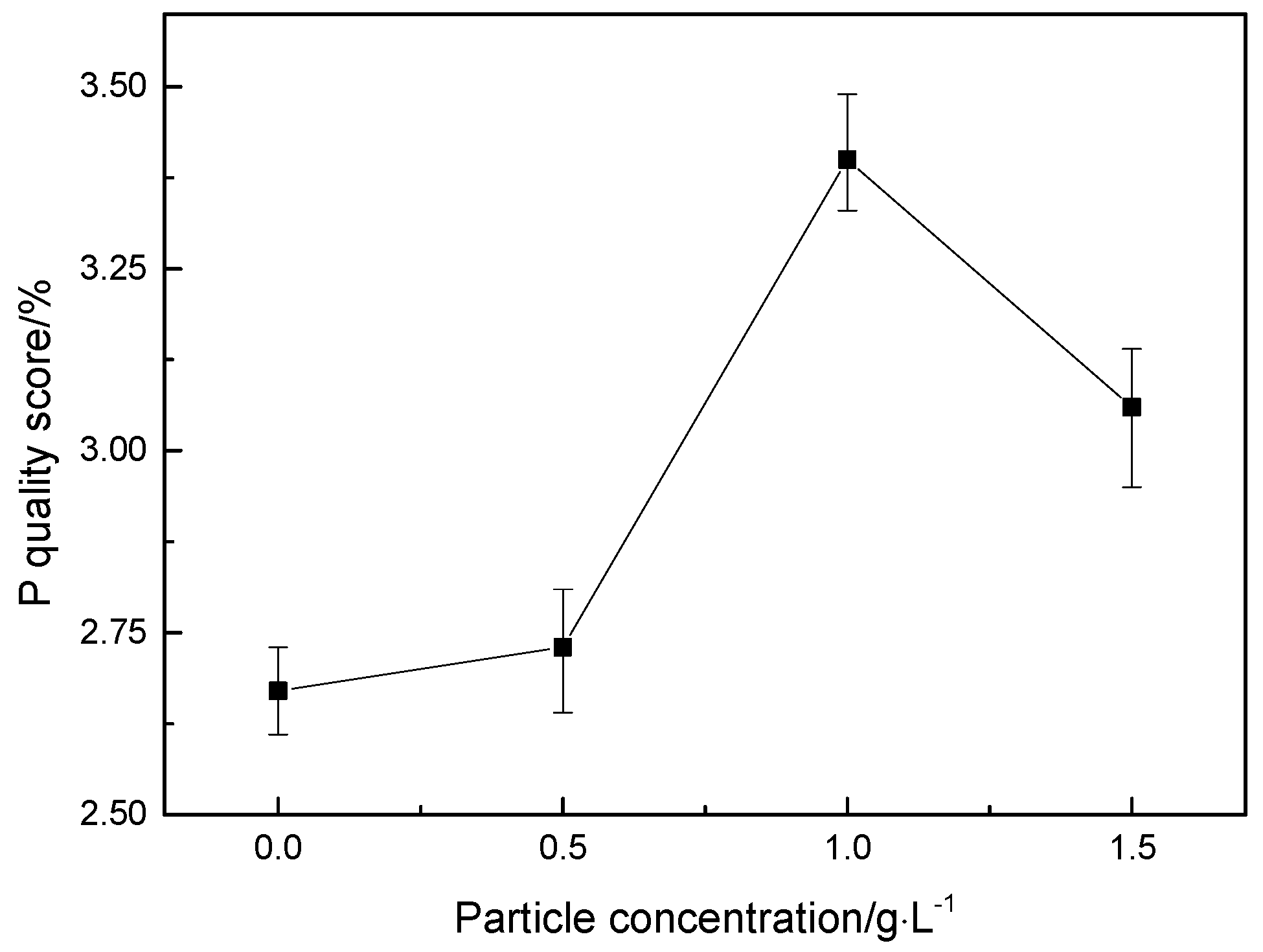
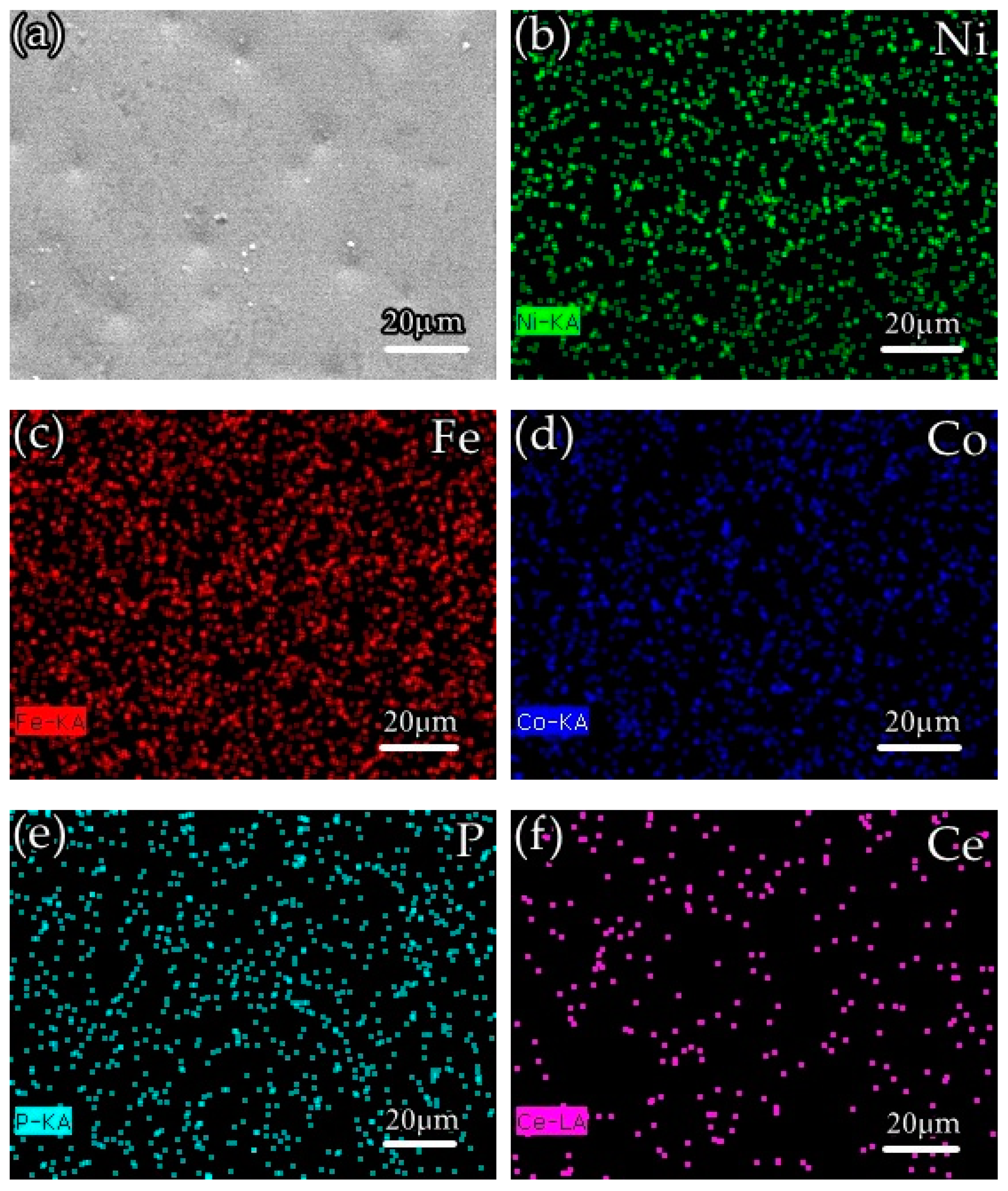
3.1. Coating Morphology Analysis and Composition
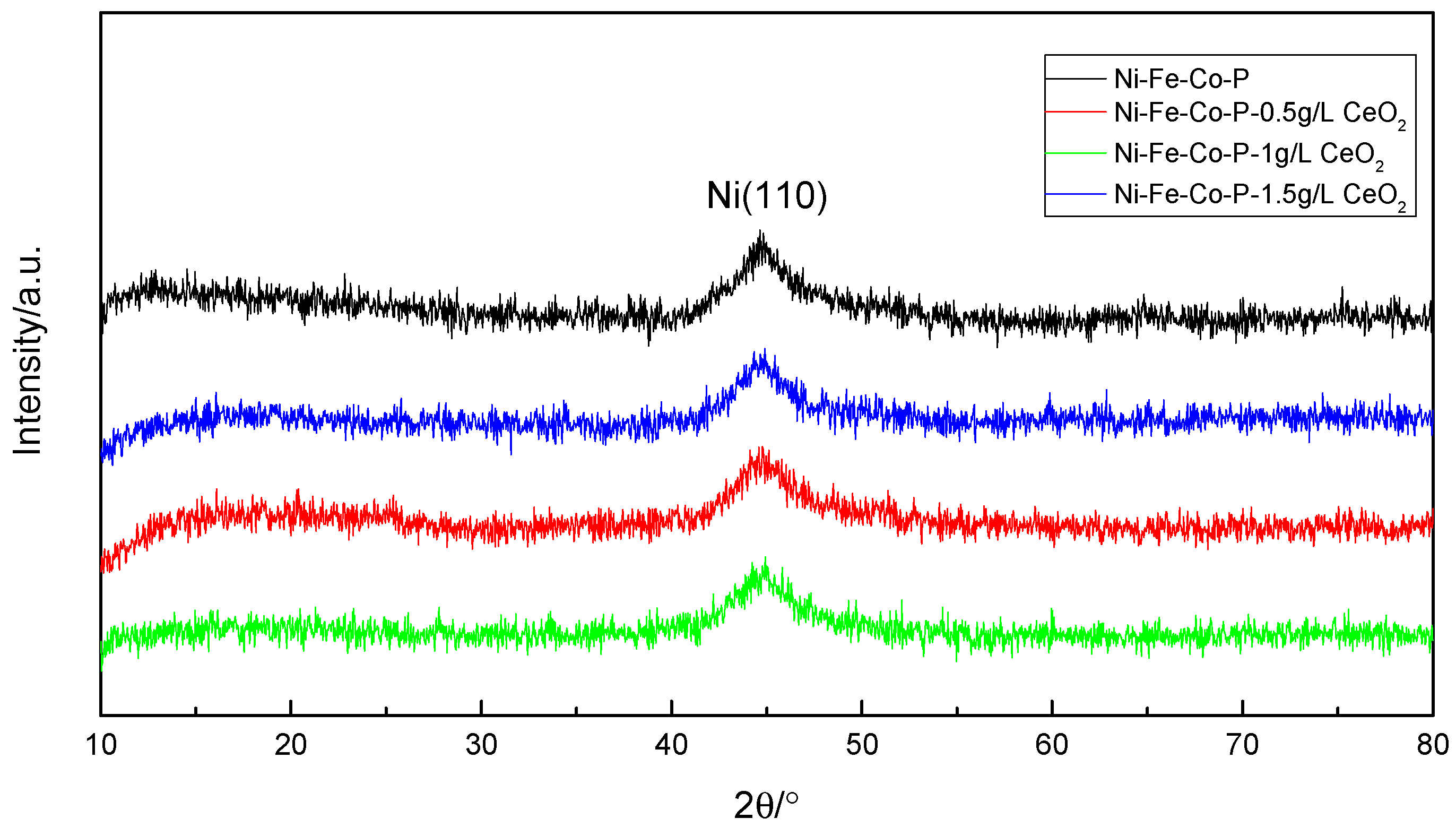
3.2. Plating Phase Structure
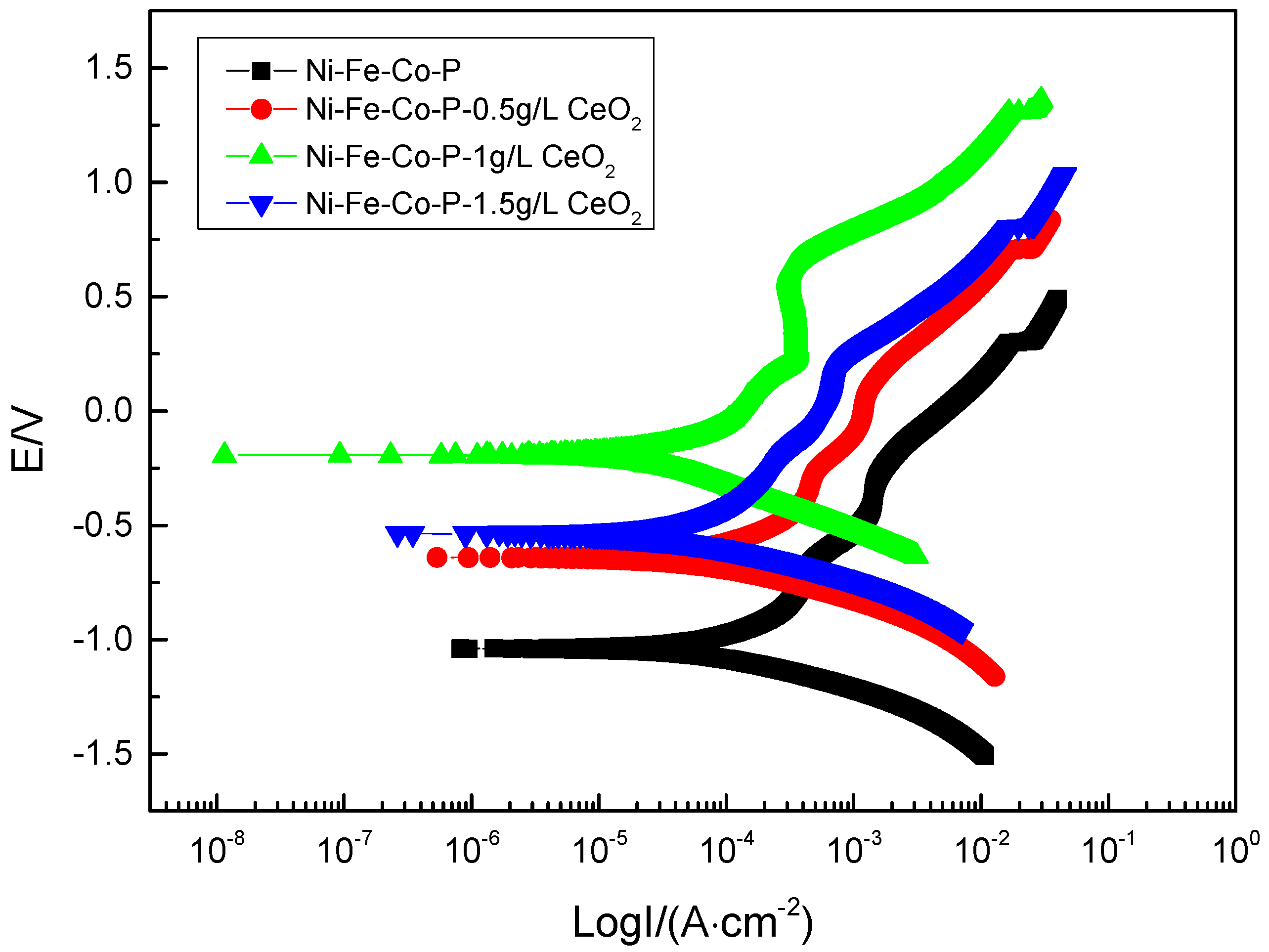
3.3. Tafel Polarization Curve
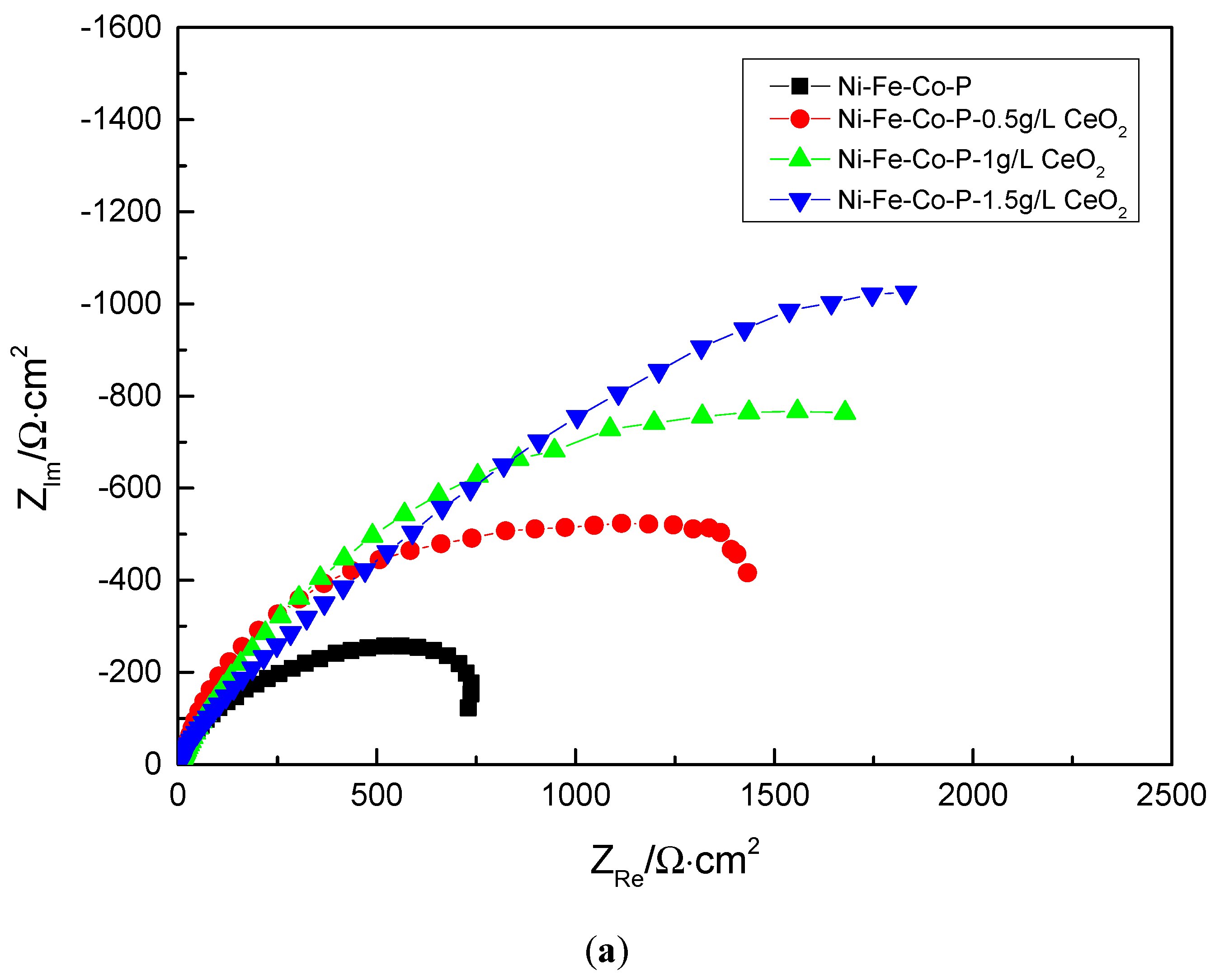
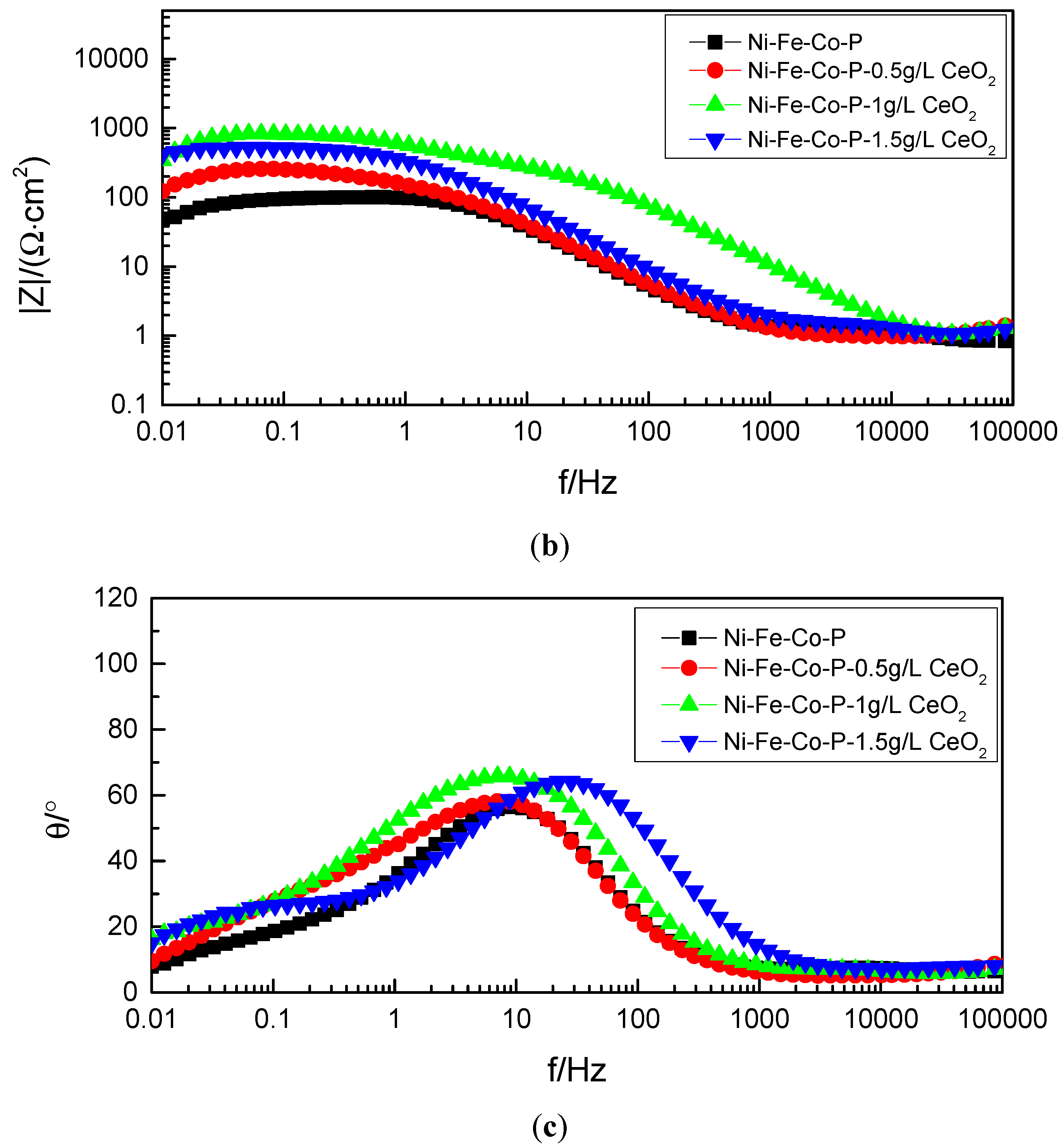
3.4. Analysis of Electrochemical Impedance Spectroscopy
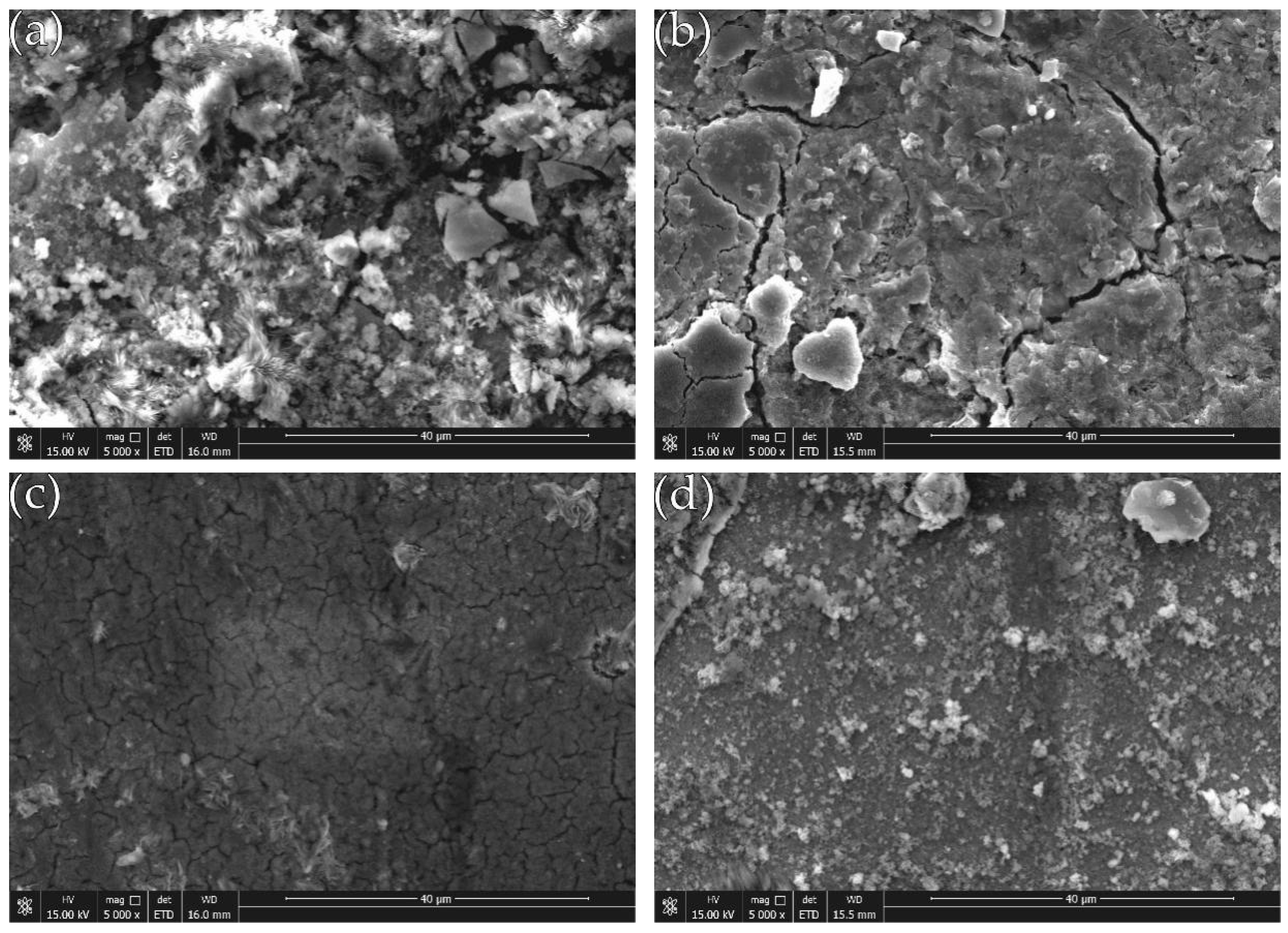
3.5. Surface Morphology after Corrosion of the Coating
4. Conclusions
- (1)
- The surface structure of Ni-Fe-Co-P-CeO2 composite coating is dense, with fewer defects, and the bonding between the coating and the substrate is good. The addition of nano-CeO2 particles increases the P mass fraction of the coating, which helps slow down corrosion.
- (2)
- The Ni-Fe-Co-P-CeO2 composite coating is still amorphous in the case of low P mass fraction.
- (3)
- The Ni-Fe-Co-P-1 g/L CeO2 composite coating has the most positive self-corrosion potential, the lowest self-corrosion current density, and the best corrosion resistance.
- (4)
- With the increase of the concentration of nano-CeO2 particles in the plating solution, the impedance spectrum of Ni-Fe-Co-P-CeO2 composite coating is nonlinearly related to the charge-transfer resistance of the equivalent circuit, which increases first and then decreases. Regularly, the Ni-Fe-Co-P-1 g/L CeO2 composite coating has the largest charge transfer resistance (2941 Ω·cm−2) and the weakest corrosion tendency.
- (5)
- After corrosion, micro-cracks and a large number of corrosion products appear on the surface of the coating. After doping with appropriate number of nano-CeO2 particles, the alloy coating can inhibit this corrosion, and the corrosion degree of the Ni-Fe-Co-P-1 g/L CeO2 composite coating is the smallest, showing the best corrosion resistance.
Author Contributions
Funding
Conflicts of Interest
References
- Guan, P.P.; Liu, A.M.; Shi, Z.N.; Hu, X.W.; Wang, Z.W. Corrosion Behavior of Fe-Ni-Al Alloy Inert Anode in Cryolite Melts. Metals 2019, 9, 399. [Google Scholar] [CrossRef]
- Melchers, R.E. The effect of corrosion on the structural reliability of steel offshore structures. Corros. Sci. 2005, 47, 2391–2410. [Google Scholar] [CrossRef]
- Karimzadeha, A.; Aliofkhazraei, M.; Walsh, F.C. A review of electrodeposited Ni-Co alloy and composite coatings: Microstructure, properties and applications. Surf. Coat. Technol. 2019, 372, 463–498. [Google Scholar] [CrossRef]
- Tam, J.; Lau, J.C.F.; Erb, U. Thermally Robust Non-Wetting Ni-PTFE Electrodeposited Nanocomposite. Nanomaterials 2019, 9, 2. [Google Scholar] [CrossRef] [PubMed]
- Shen, L.; Fan, M.; Qiu, M.; Jiang, W.; Wang, Z. Superhydrophobic nickel coating fabricated by scanning electrodeposition. Appl. Surf. Sci. 2019, 483, 706–712. [Google Scholar] [CrossRef]
- Shen, L.D.; Xu, M.Y.; Jiang, W.; Qiu, M.B.; Fan, M.Z.; Ji, G.B.; Tian, Z.J. A novel superhydrophobic Ni/Nip coating fabricated by magnetic field induced selective scanning electrodeposition. Appl. Surf. Sci. 2019, 489, 25–33. [Google Scholar] [CrossRef]
- Zhang, W.W.; Li, B.S.; Ji, C.C. Synthesis and characterization of Ni-W/TiN nanocomposite coating with enhanced wear and corrosion resistance deposited by pulse electrodeposition. Ceram. Int. 2019, 45, 14015–14028. [Google Scholar] [CrossRef]
- Chen, J.; Zhao, G.L.; Matsuda, K.; Zou, Y. Microstructure evolution and corrosion resistance of Ni-Cu-P amorphous coating during crystallization process. Appl. Surf. Sci. 2019, 484, 835–844. [Google Scholar] [CrossRef]
- Safavi, M.S.; Babaei, F.; Ansarian, A.; Ahadzadeh, I. Incorporation of Y2O3 nanoparticles and glycerol as an appropriate approach for corrosion resistance improvement of Ni-Fe alloy coatings. Ceram. Int. 2019, 45, 10951–10960. [Google Scholar] [CrossRef]
- Hasanpour, P.; Salehikahrizsangi, P.; Raeissi, K.; Santamaria, M.; Calabrese, L.; Proverbio, E. Dual Ni/Ni-Co electrodeposited coatings for improved erosion-corrosion behaviour. Surf. Coat. Technol. 2019, 368, 147–161. [Google Scholar] [CrossRef]
- Abedini, B.; Ahmadi, N.P.; Yazdani, S.; Magagnin, L. Structure and corrosion behavior of Zn-Ni-Mn/Zn-Ni layered alloy coatings electrodeposited under various potential regimes. Surf. Coat. Technol. 2019, 372, 260–267. [Google Scholar] [CrossRef]
- Su, Q.D.; Zhu, S.G.; Bai, Y.F.; Ding, H.; Di, P. Preparation and elevated temperature wear behavior of Ni doped WC-Al2O3 composite. Int. J. Refract. Met. Hard Mat. 2019, 81, 167–172. [Google Scholar] [CrossRef]
- Liu, C.S.; Wei, D.D.; Huang, X.Y.; Mai, Y.J.; Zhang, L.Y.; Jie, X.H. Electrodeposition of Co-Ni-P/graphene oxide composite coating with enhanced wear and corrosion resistance. J. Mater. Res. 2019, 34, 1726–1733. [Google Scholar] [CrossRef]
- Krawiec, H.; Vignal, V.; Krystianiak, A.; Gaillard, Y.; Zimowski, S. Mechanical properties and corrosion behaviour after scratch and tribological tests of electrodeposited Co-Mo/TiO2 nano-composite coatings. Appl. Surf. Sci. 2019, 475, 162–174. [Google Scholar] [CrossRef]
- Mehr, M.S.; Akbari, A.; Damerchi, E. Electrodeposited Ni-B/SiC micro- and nano-composite coatings: A comparative study. J. Alloys Compd. 2019, 782, 477–487. [Google Scholar] [CrossRef]
- Xu, R.D.; Wang, J.L.; He, L.F.; Guo, Z.C. Study on the characteristics of Ni-W-P composite coatings containing nano-SiO2 and nano-CeO2 particles. Surf. Coat. Technol. 2008, 202, 1574–1579. [Google Scholar] [CrossRef]
- Xu, R.D.; Wang, J.L.; Guo, Z.C.; Wang, H. Effects of rare earth on microstructures and properties of Ni-W-P-CeO2-SiO2 nano-composite coatings. J. Rare Earths 2008, 26, 579–583. [Google Scholar] [CrossRef]
- Sheng, M.Q.; Weng, W.P.; Wang, Y.; Wu, Q.; Hou, S.Y. Co-W/CeO2 composite coatings for highly active electrocatalysis of hydrogen evolution reaction. J. Alloys Compd. 2018, 743, 682–690. [Google Scholar] [CrossRef]
- Lelevic, A.; Walsh, F.C. Electrodeposition of Ni-P alloy coatings: A review. Surf. Coat. Technol. 2019, 369, 198–220. [Google Scholar] [CrossRef]
- Lin, J.D.; Chou, C.T. The influence of phosphorus content on the microstructure and specific capacitance of etched electroless Ni-P coatings. Surf. Coat. Technol. 2019, 368, 126–137. [Google Scholar] [CrossRef]
- Badrnezhad, R.; Pourfarzad, H.; Madram, A.R.; Ganjali, M.R. Study of the Corrosion Resistance Properties of Ni-P and Ni-P-C Nanocomposite Coatings in 3.5 wt % NaCl Solution. Russ. J. Electrochem. 2019, 55, 272–280. [Google Scholar] [CrossRef]
- Dehgahi, S.; Amini, R.; Alizadeh, M. Microstructure and corrosion resistance of Ni-Al2O3-SiC nanocomposite coatings produced by electrodeposition technique. J. Alloys Compd. 2017, 692, 622–628. [Google Scholar] [CrossRef]
- Wang, C.; Shen, L.D.; Qiu, M.B.; Tian, Z.J.; Jiang, W. Characterizations of Ni-CeO2 nanocomposite coating by interlaced jet electrodeposition. J. Alloys Compd. 2017, 727, 269–277. [Google Scholar] [CrossRef]
- Ranganatha, S.; Venkatesha, T.V.; Vathsala, K.; Kumar, M.K.P. Electrochemical studies on Zn/nano-CeO2 electrodeposited composite coatings. Surf. Coat. Technol. 2012, 208, 64–72. [Google Scholar] [CrossRef]
- Ji, X.L.; Yan, C.Y.; Duan, H.; Luo, C.Y. Effect of phosphorous content on the microstructure and erosion-corrosion resistance of electrodeposited Ni-Co-Fe-P coatings. Surf. Coat. Technol. 2016, 302, 208–214. [Google Scholar] [CrossRef]
- Li, B.S.; Zhang, W.W.; Li, D.D.; Wang, J.J. Electrodeposition of Ni-W/ZrO2 nanocrystalline film reinforced by CeO2 nanoparticles: Structure, surface properties and corrosion resistance. Mater. Chem. Phys. 2019, 229, 495–507. [Google Scholar] [CrossRef]
- Jin, H.; Wang, Y.Y.; Wang, Y.T.; Yang, H.B. Synthesis and properties of electrodeposited Ni-CeO2 nano-composite coatings. Rare Metals 2018, 37, 148–153. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Ni | Cu |
|---|---|---|---|---|---|
| 0.42~0.50% | 0.17~0.37% | 0.50~0.80% | ≤0.25% | ≤0.30% | ≤0.25% |
| Plating Solution Composition | Content (g/L) |
|---|---|
| Nickel sulfate hexahydrate (NiSO4·6H2O) | 120 |
| Nickel chloride hexahydrate (NiCl2·6H2O) | 40 |
| Ferrous sulfate (FeSO4·7H2O) | 20 |
| Cobalt chloride (CoCl2·6H2O) | 10 |
| Phosphoric acid (H3PO3) | 30 |
| Orthoboric acid (H3BO3) | 30 |
| Citric acid (C6H8O7) | 10 |
| Thiourea (CH4N2S) | 0.01 |
| Sodium dodecyl sulfate (C12H25SO4Na) | 0.08 |
| Step | Solution Formula | Content (g/L) | Process Parameters |
|---|---|---|---|
| Electric net degreasing | Sodium hydroxide (NaOH) | 25 | Current = 1 A Power-on time = 20 s pH = 13 |
| Sodium carbonate (Na2CO3) | 21 | ||
| Trisodium phosphate anhydrous (Na3PO4) | 50 | ||
| Sodium chloride (NaCl) | 2 | ||
| Weak activation | Hydrochloric Acid (HCl) | 25 | Current = 1 A Power-on time = 30 s pH = 0.3 |
| Sodium chloride (NaCl) | 140 | ||
| Strong activation | Trisodium citrate dihydrate (Na3C6H5O7·2H2O) | 140 | Current = 1 A Power-on time = 20 s pH = 4 |
| Citric acid (C6H8O7) | 94 | ||
| Nickel chloride hexahydrate (NiCl2·6H2O) | 3 |
| Sample | Ba (mV) | Bc (mV) | Icorr (A·cm−2) | Ecorr (V) | Error (%) |
|---|---|---|---|---|---|
| Ni-Fe-Co-P | 156.7 | 155.8 | 8.0989 × 10−5 | −1.0394 | 5.96 |
| Ni-Fe-Co-P-0.5 g/LCeO2 | 243.09 | 156.47 | 6.6569 × 10−5 | −0.64157 | 6.14 |
| Ni-Fe-Co-P-1 g/LCeO2 | 336.01 | 174.46 | 1.5375 × 10−5 | −0.19372 | 7.01 |
| Ni-Fe-Co-P-1.5 g/LCeO2 | 246.58 | 244.66 | 4.5404 × 10−5 | −0.5361 | 9.93 |
| Sample | Rs (Ω·cm−2) | CPE-T (F·cm−2) | CPE-P | Rp (Ω·cm−2) | Error (%) |
|---|---|---|---|---|---|
| Ni-Fe-Co-P | 10.47 | 0.0011242 | 0.73659 | 776.1 | 4.46 |
| Ni-Fe-Co-P-0.5 g/L CeO2 | 11.31 | 0.000526 | 0.79027 | 1513 | 3.12 |
| Ni-Fe-Co-P-1 g/L CeO2 | 2.229 | 0.00054346 | 0.62269 | 2941 | 4.30 |
| Ni-Fe-Co-P-1.5 g/L CeO2 | 2.807 | 0.00084912 | 0.60494 | 2631 | 6.85 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, X.; Ma, W.; Duan, S.; Wang, Q.; Lin, J. Electrochemical Corrosion Behavior of Ni-Fe-Co-P Alloy Coating Containing Nano-CeO2 Particles in NaCl Solution. Materials 2019, 12, 2614. https://doi.org/10.3390/ma12162614
Fu X, Ma W, Duan S, Wang Q, Lin J. Electrochemical Corrosion Behavior of Ni-Fe-Co-P Alloy Coating Containing Nano-CeO2 Particles in NaCl Solution. Materials. 2019; 12(16):2614. https://doi.org/10.3390/ma12162614
Chicago/Turabian StyleFu, Xiuqing, Wenke Ma, Shuanglu Duan, Qingqing Wang, and Jinran Lin. 2019. "Electrochemical Corrosion Behavior of Ni-Fe-Co-P Alloy Coating Containing Nano-CeO2 Particles in NaCl Solution" Materials 12, no. 16: 2614. https://doi.org/10.3390/ma12162614
APA StyleFu, X., Ma, W., Duan, S., Wang, Q., & Lin, J. (2019). Electrochemical Corrosion Behavior of Ni-Fe-Co-P Alloy Coating Containing Nano-CeO2 Particles in NaCl Solution. Materials, 12(16), 2614. https://doi.org/10.3390/ma12162614