Abstract
This work aims to optimize the recovery of methyl methacrylate (MMA) by depolymerization of polymethyl methacrylate (PMMA) dental resins fragments/residues. In order to pilot the experiments at technical scale, the PMMA dental resins scraps were submitted by thermogravimetric analysis (TG/DTG/DTA). The experiments were conducted at 345, 405, and 420 °C, atmospheric pressure, using a pilot scale reactor of 143 L. The liquid phase products obtained at 420 °C, atmospheric pressure, were subjected to fractional distillation using a pilot scale column at 105 °C. The physicochemical properties (density, kinematic viscosity, and refractive index) of reaction liquid products, obtained at 345 °C, atmospheric pressure, were determined experimentally. The compositional analysis of reaction liquid products at 345 °C, 30, 40, 50, 60, 70, 80, and 110 min, at 405 °C, 50, 70, and 130 min, and at 420 °C, 40, 50, 80, 100, 110, and 130 min were determined by GC-MS. The morphology of PMMA dental resins fragments before and after depolymerization was performed by scanning electron microscopy (SEM) and energy dispersive spectroscopy (EDX). The experiments show that liquid phase yields were 55.50%, 48.73%, and 48.20% (wt.), at 345, 405, and 420 °C, respectively, showing a first order exponential decay behavior, decreasing with increasing temperature, while that of gas phase were 31.69%, 36.60%, and 40.13% (wt.), respectively, showing a first order exponential growth, increasing with temperature. By comparing the density, kinematic viscosity, and refractive index of pure MMA at 20 °C with those of liquid reaction products after distillation, one may compute percent errors of 1.41, 2.83, and 0.14%, respectively. SEM analysis showed that all the polymeric material was carbonized. Oxygenated compounds including esters of carboxylic acids, alcohols, ketones, and aromatics were detected by gas chromatography/mass spectrometry (GC-MS) in the liquid products at 345, 405, and 420 °C, atmosphere pressure. By the depolymerization of PMMA dental resins scraps, concentrations of methyl methacrylate between 83.454 and 98.975% (area.) were achieved. For all the depolymerization experiments, liquid phases with MMA purities above 98% (area.) were obtained between the time interval of 30 and 80 min. However, after 100 min, a sharp decline in the concentrations of methyl methacrylate in the liquid phase was observed. The optimum operating conditions to achieve high MMA concentrations, as well as elevated yields of liquid reaction products were 345 °C and 80 min.
1. Introduction
PMMA is a thermoplastic polymer of MMA [1], compatible with human tissue, making it an important material for transplants and prosthetics, especially in the field of ophthalmology because of its transparent properties, biocompatibility, nontoxicity, and absence of tissue irritation (e.g., intraocular lens) [2,3], as well as in the field of deontology/dentistry because of its good biocompatibility, nontoxicity, color and mechanical stability, non-permeability to body fluids, good aesthetic appearance, absence of taste, odor, and tissue irritation, and particularly teeth adhesion (e.g., bone cement, dental resins, etc.) [1,2,3,4].
World production of MMA was around 3.9 × 106 in 2019/2020 [5]. PMMA is an environmentally-friendly polymer and a recyclable material [5,6,7,8,9]. Over the years, plastics wastes were commonly dumped in a landfill or incinerated for energy recovery [8]. However, the increased world production of PMMA, results in increased PMMA wastes [5], posing challenges for economic recycling processes of PMMA wastes [5].
Polymers can be converted to hydrocarbons by pyrolysis [6]. However, in the particular case of polymethylmethacrylate (PMMA) and polystyrene (PS), the liquid reaction products are basically constituted by their precursor monomers, namely, methyl methacrylate (MMA) and styrene (E) [6,7,8]. In this context, pyrolysis is one of the most promising processes to convert polymers (macromolecules) into smaller molecules, being an alternative for the thermic conversion of PMMA into MMA [6,7,8], and the literature reports several studies on the subject [6,7,8,10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26,27,28,29,30,31,32,33,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49].
Pyrolysis of PMMA is a heterogeneous reaction, since PMMA is solid and the reaction products are vapors [12]. Reaction products of PMMA pyrolysis include a solid phase, a liquid phase (condensable), rich in MMA, and a gaseous phase (noncondensable) [6,7,8,10,11,12,13,14,15,16,17,34,35]. However, the literature has also reported the occurrence of a H2O phase [7,11,35], probably due to dehydration reactions [18].
The liquid phase is composed mainly of MMA [6,7,8,11,12,13,14,15,16,17,34,35], as well as others chemical compounds present in small concentrations, including methyl esters of carboxylic acids (acrylic, propanoic, propionic, iso-butyric, and benzoic acids) [7,11,12,13,14,15,16,17,35], ethyl and butyl esters of acrylic acid [14,15], hydrocarbons (pentene, 2-pentene, cyclopentene, toluene, benzene, propyl benzene, ethyl benzene, etc.) [7,11,12,13,14,15,16,35], alcohols (methanol) [7,8,11,12,35], diesters of carboxylic acids (ethylene glycol dimethacrylate) [17], phthalates (phthalic anhydride, dibutyl phthalate) [34], ketones (dimethyl cyclopentenone) [35], carboxylic acids (methacrylic acid), among other functional groups [7,11,12,13,14,15,16].
Most studies on PMMA pyrolysis have been focused on reaction mechanisms and analysis of reaction kinetics by thermo-gravimetric (TG, DTG) [19,20,21,22,23,24,26,27,28,33,39,41,43,44,47], thermo-gravimetric-Fourier transform infrared spectroscopy (TG/TGA-FTIR) [25,26,29,40,42], differential scanning calorimetry (DSC) [28,38,41], differential mass-spectrometric thermal analysis (DMSTA) [43], micro scale combustion calorimetry (MCC) [43,47,48], pyrolysis mass spectrometry (DP-MS) [30,31], and flash pyrolysis/analytical pyrolysis (Py–GC/MS) [16,43,49]. The progress on reaction mechanism by thermochemical recycling of PMMA was described on the excellent review of Moens et al. [50].
PMMA pyrolysis has been carried out in fixed bed reactors [14,34,45,46], fluidized bed reactors [6,7,8,11,12,13,32,35,37], stirred tank reactors [16,17], and conical spouted bed reactors [15]. Moens et al. [50], reported on the advances in PMMA thermal recycling technologies [50]. PMMA pyrolysis was performed in micro [16,19,20,21,22,23,24,25,26,27,28,29,30,31,32], bench [12,14,17], laboratory [8,11,13,15,16,17,34,35], and only a few studies were carried out in pilot scale [7,11,37,45,46].
In addition to the mode of operation by PMMA pyrolysis (fluidized bed, fixed bed, conical spouted bed, and stirred tank reactors) [6,7,8,11,12,13,14,15,16,17,32,34,35,37,40,45,46], other parameters that affect the yields of liquid reaction products and the concentration of MMA in the liquid phase are the composition of feed material (pure, filled, and scrap PMMA), reaction temperature, residence time, reaction time, gas flow rate, and the process scale [7,8,11,17,35].
Among the numerous advantages of PMMA pyrolysis, it can be highlighted the drastic reduction in the volume of gases produced [6], the possibility of using low-quality PMMA-based materials [6,7,8,11,16,17,35], and the fact that liquid reaction products are mainly composed by MMA [6,7,8,11,13,14,15,16,17,34,35,46]. Furthermore, the liquid reaction products can be easily purified by fractional distillation, aiming to obtain pure MMA [6,7,17,46].
As PMMA has low thermal conductivity [9], the thermal load required to degrade this polymeric material is very high, so that the residence time of the vapors formed inside the pyrolysis reactor must be minimized to avoid the formation of intermediate products, thus reducing the conversion of PMMA into MMA [6,7]. Moreover, to achieve high liquid phase yields, it is necessary to operate the pyrolysis reactor continuously as in a gas–solid fluidized bed, but the operation of fluidized bed reactors with high volumetric flow rates is complex [35].
In this context, some studies investigated the effect of process parameters on PMMA pyrolysis, particularly the temperature, aiming to maximize the yield of liquid reaction products, as well as the concentration of MMA in the liquid phase [7,8,11,17,35]. In general, the liquid phase products of the PMMA pyrolysis reaction are submitted to the pre-treatments of filtration, as well as decantation, in cases where a water phase is present [7,11], followed by fractional distillation to produce pure MMA [17,46].
Despite studies with emphasis on the process analysis of PMMA pyrolysis in laboratory, bench, and micro-scale [8,11,12,13,14,15,16,17,34,35], and pilot or technical scale [6,7,8,11,37,45,46], until the moment, no systematic study has investigated the effect of reaction time on the behavior of MMA and side reaction products concentrations, as well as on the accumulative mass of liquid products by PMMA depolymerization in pilot scale. Thermal degradation studies of cross-linked PMMA in semi-pilot and technical scale [16,37,46], summarized as follows.
Sasaki and Tsuji [37], investigated the pyrolysis of PMMA to recover MMA using a fluidized bed reactor (φid = 0.35 m, H = 1.5 m, VReactor = 144.31 L), containing a second fluidized bed reactor used as separator (φid = 0.90 m, H = 2.0 m, VSeparator = 1272.34 L), in pilot scale. The experiments were carried out at 400 °C, using homo PMMA with 5.0 mm diameter, at a mass flow rate of 0.004 kg/s, sand with an average size of 0.3 mm was used as heating media, at a mass flow rate of 0.04 kg/s, minimum gas fluidization specific velocity of 5.0 cm/s, and mean sand residence times of 2.1 × 103 s, entering in fluidized bed reactor at 580 °C. The yield of reaction liquid products was 95.0% (wt.), with an MMA concentration of 95.0% (area.). The MMA within the liquid phase was purified by distillation, reaching concentrations of 99.8% (area.).
Kaminsky and Frank [7], investigated the pyrolysis of PMMA to recover MMA using a fluidized bed reactor (φid = 154 mm, H = 770 mm, VReactor = 14.34 L) in laboratory scale. The experiments were carried out at 450, 490, and 590 °C, using pure PMMA pellets and waste PMMA, at a mass flow rate of 3000 g/h, gas flow of 3.0 m3/h, and residence times of gas between 0.8 to 1.2 s. For the experiments with pure PMMA pellets, the yields of liquid varied between 57.27 and 98.48% (wt.), showing a drastic decrease with temperature, while that of gaseous phase between 1.37 and 42.46% (wt.), showing a sharp increase with temperature. The concentrations of MMA in the liquid phase decrease with temperature, ranging from 54.88 at 590 °C to 98.48% (wt.) at 450 °C. For the experiment with PMMA waste, the yield of liquid was 92.13% (wt.), with an MMA concentration of 90.99% (wt.). The chemical analysis identified side products including methyl iso-butyrate, methyl acrylate, among others, whose concentrations increases as the temperature rises.
Kaminsky [6], investigated the pyrolysis of PMMA to recover MMA using a fluidized bed reactor (φid = 154 mm, H = 770 mm, VReactor = 14.34 L) in laboratory scale. The experiments were carried out at 450 °C, using PMMA scraps, at a mass flow rate of 3000 g/h, gas flow of 3.9 m3/h, residence time of gas 3.2 s, and reaction time of 4.0 h. The yield of liquid reaction products was 96.60% (wt.), while that of gaseous phase 1.25% (wt.), and 0.15% 147 (wt.) residues (coke). The concentrations of MMA in the liquid phase achieved 97.20% (wt.).
Kaminsky et al. [8], investigated the pyrolysis of PMMA-ATH, containing 67.0% (wt.) Al2(OH)3 and 33.0% (wt.) MMA, and virgin PMMA to recover MMA using a fluidized bed reactor (φid = 154 mm, H = 770 mm, VReactor = 14.34 L) in laboratory scale. The experiments were carried out at 450 °C, at a mass flow rate of 3000 g/h, gas flow of 3.9 m3/h, residence times of gas 3.2 s, reaction time 4.0 h, and filler(SiO2)-PMMA(Feed) ratio of 0.75. For the experiments with PMMA-ATH, the yields of liquid products were 24.825% (wt.), while those of H2O and gaseous phases were 24.40% (wt.) and 0.20% (wt.), respectively, and 50.575% (wt.) residue (coke), from which 44.00% (wt.) Al2O3. The concentration of MMA in the liquid phase was 18.10% (wt.). The GC-MS analysis identified side products including methacrylic acid, methyl propionate, and iso-butyric acid. For the experiments with virgin PMMA, the yield of liquid products was 98.02% (wt.), while that of gaseous phases was 1.98% (wt.) and 0.20% (wt.). The concentration of MMA in the liquid phase was 97.20% (wt.). The GC-MS analysis identified traces of side products including methacrylic acid, methyl propionate, iso-butyric acid, and methanol.
Kaminsky and Eger [11], investigated the pyrolysis of filled PMMA, containing 62.0 and 71.0% (wt.) SiO2 and 38.0 and 29.0% (wt.) MMA, respectively, and virgin PMMA pellets to recover MMA using a fluidized bed reactor (φid = 154 mm, H = 770 mm, VReactor = 14.34 L) in laboratory scale and in pilot scale. The experiments with filled PMMA were carried out at 450 °C in laboratory scale, at mass flow rates of 1.9 and 2.0 kg/h, gas flow rates of 3.9 and 5.2 m3/h, reaction times of 1.0 and 2.9 h, and residence times of 1.0 and 1.2. The yields of the liquid phase varied between 96.10 and 96.80% (wt.), relative to the content of the organic phase of filled PMMA, while those of gas and solid phases varied between 2.00 and 2.60% (wt.) and 1.20 and 1.30% (wt.), respectively. The concentrations of MMA in the liquid phase varied between 86.60 and 90.50% (wt.) relative to the content of organic phase of filled PMMA. The experiments with virgin PMMA pellets were carried out at 450 and 480 °C in laboratory scale, at mass flow rates of 0.9 and 1.4 kg/h, gas flow rates of 3.4 and 7.9 m3/h, reaction times of 1.5 and 4.0 h, and 174residence times of 0.8 and 1.3. The yields of liquid phase varied between 98.20 and 99.59% (wt.), decreasing with increasing temperature, while those of gas and solid phases between 0.4 and 1.4% (wt.) and 0.01 and 0.40% (wt.), respectively, increasing with increasing temperature. The concentrations of MMA in the liquid phase varied between 93.70 and 98.40% (wt.), decreasing with increasing temperature. The experiments with filled PMMA were carried out at 450 °C in pilot scale, at a mass flow rate of 34.0 kg/h, gas flow rates of 50.0 m3/h, reaction times of 11.5 h, and residence times of 2.9. The yield of liquid phase was 97.20% (wt.), while those of gas and solid phases were 1.60 and 1.20% (wt.), respectively. The concentrations of MMA in the liquid phase was 83.50% (wt.) relative to the content of organic phase. The experiments with virgin PMMA pellets were carried out at 450 °C in pilot scale, at a mass flow rate of 16.0 kg/h, gas flow rates of 65.0 m3/h, reaction times of 37.0 h, and residence times of 1.6. The yield of liquid phase was 99.40% (wt.), while those of gas and solid phases were 0.50 and 0.10% (wt.), respectively. The concentration of MMA in the liquid phase was 96.70% (wt.). For all the experiments, the chemical analysis identified side products including methyl iso-butyrate, methyl acrylate, methyl propionate, ethyl acrylate, methacrylic acid, and methyl-ethyl-cyclohexene among others.
Smolders and Baeyens [12], investigated the thermal degradation of PMMA Poly(methyl methacrylate) using a fluidized bed in micro scale. The experiments were carried out at temperatures between 325 and 525 °C using 2.0 g of PMMA. The experimental results show that at low temperatures, the reaction is kinetically controlled, while at high temperatures, heat transfer limited the reaction rate. The MMA-yield is mainly dependent on the gas residence time within the reactor and to a less extent on the process temperature.
Kang et al. [13], investigated the thermal degradation kinetics of virgin PMMA copolymer and PMMA waste using a fluidized bed reactor in laboratory scale. The experiments were carried out at 440, 450, 460, 470, 480, and 500 °C, using virgin PMMA and waste PMMA, at mass flow rates between 190 and 310 g/h, residence times of gas average 0.5 s, and gas flow rate between 29 and 31 NL/min. For the experiments with virgin PMMA, the yields of liquid varied between 98.10 and 99.30% (wt.), showing a smooth decrease with temperature, while that of gaseous phase lies between 0.5 and 1.80% (wt.), showing an increase with temperature. The concentrations of MMA in the liquid phase decrease smoothly with temperature, ranging from 97.34 at 440 °C to 96.30% (wt.) at 470 °C. For the experiments with PMMA wastes, the yields of liquid varied between 96.80 and 98.40% (wt.), while that of gaseous phase lies between 1.5 and 3.10% (wt.). The concentrations of MMA in the liquid phase decrease smoothly with temperature, ranging from 95.65 to 97.29% (wt.). The chemical analysis identified side products including methyl isobutyrate, ethyl acrylate, butyl acrylate, and benzene among others. In addition, the boiling point of distillation was just above 100 °C, meaning that MMA (TBoiling = 101 °C) was the main component of liquid phase products with more than 96.0% (wt.). The mass balance of all the experiments shows that the total yield of common comonomers (MMA, MA and EA) ranged from 97 to 98% (wt.) for virgin PMMA, and from 95 to 97% (wt.) for PMMA waste.
Dimitris S. Achilias [14], investigated the pyrolysis of virgin PMMA to recover MMA using a bench scale fixed bed reactor (φid = 12.5 mm, H = 121 mm, VReactor = 14.85 mL). The experiments were carried out at 450 °C, using 1.5 g of PPMA, reaction times of 17 min. The yield of liquid phase was 99.30% (wt.), while those of gas and solid phases were 0.60 and 0.10% (wt.), respectively. The concentration of MMA in the liquid phase was 99.0% (wt.). The chemical analysis identified side products including methyl propionate, propanoic acid, 2-methyl-, methyl ester, propanoic acid, 2,2-dimethyl-, methyl ester among others.
Lopez et al. [15], investigated the pyrolysis of virgin PMMA to recover MMA using a continuous bench scale conical spouted bed reactor (HCilinder = 34 cm, HCone = 20.5 cm, DCilinder = 6.15 cm, DCone = 2.0 cm, VReactor = 2569.5 mL). The experiments were carried out at 400, 450, 500, and 550 °C, mass flow rate of 1.5 g/min, reaction time of 10 min. The yields of liquid phase varied between 90.81 and 99.14% (wt.), decreasing with increasing temperature, while that of gaseous phase lies between 0.86 and 9.19% (wt.), increasing with increasing temperature. The concentrations of MMA in the liquid phase decrease with temperature, ranging from 77.86 to 86.50% (wt.). The chemical analysis identified side products including methyl propionate, propanoic acid, 2-methyl-, methyl ester, 2-butenoic acid methyl ester, propanoic acid, 2,2-dimethyl-, methyl ester among others.
Szabo et al. [16], investigated the thermal degradation of PMMA-ABS wastes, containing 69.0% (wt.) PMMA and 31.0% (wt.) ABS, respectively, to recover MMA using a stirred batch reactor (VReactor = 5.0 L) in semi-pilot scale. The experiments were carried out at 500 °C, using 500 g PMMA-ABS wastes, under N2 atmosphere, and reaction time of 75 min. The yields of liquid, gas and solid phase products were 65.0, 31.8, and 3.2% (wt.), respectively. The concentration of MMA in the liquid phase was 21.50% (wt.), while that of styrene was 15.39% (wt.). The density, kinematic viscosity, and calorific value of liquid phase products were 0.945 g/cm3, 2.3 mm2/s (20 °C), and 34.08 MJ/kg, respectively. The chemical analysis identified large amounts of side products, approximately 63.11% (area.), including acrylonitrile, propanoic acid methyl ester, methyl isobutyl ester, toluene, ethylbenzene, alpha-methyl styrene, 4-phenylbutylnitrile, 4-phenyl-2 methyl butanoic acid, 1,3-diphenyl-propane, among others.
Braido et al. [17], investigated the pyrolysis of homopolymer PMMA and PMMA based dental resins fragments/residues at 250, 300, 350, 400, and 450 °C, reaction times of 60, 90, and 120 min, in a laboratory scale glass reactor (φid = 30.0 mm, H = 150 mm, VReactor = 106 mL), as well as using PMMA based dental resins fragments/residues at 400 °C, 60 min, using a stainless-steel reactor (φid = 80.0 mm, H = 400 mm, VReactor = 2000 mL), in semi-pilot scale. The experiments in laboratory scale were carried out with 20 g homopolymer PMMA and PMMA-based dental resins scraps. For the experiment in laboratory scale with homopolymer PMMA and PMMA-based dental resins scraps, the yields of liquid phases varied approximately between 9.0 and 89.0% (wt.), increasing with temperature until 400 °C, whereas it becomes almost constant between 400 and 450 °C, while those of solids varied approximately between 1.0 and 88.0% (wt.), decreasing exponentially with temperature until 400 °C, whereas it becomes almost constant between 400 and 450 °C. The concentrations of MMA in the liquid phase varied between 82.2 and 99.9% (wt.). For the experiment in semi-pilot scale with PMMA-based dental resins scraps, the yields of liquid, solid, and gas phases were 66.3, 26.3, and 7.4% 256 (wt.), respectively, being the monomer (MMA) recovery 76.4% (wt.). The chemical analysis by GC-MS identified in the liquid products obtained with PMMA based dental resins fragments/residues side products including MMA dimer, methyl benzoate, and ethylene glycol dimethacrylate.
Bisi et al. [46], investigated the pyrolysis of PMMA based dental resins fragments/residues at 345 °C and atmospheric pressure, using a pilot scale fixed bed tubular reactor of 143 L. The yield of liquid reaction products was 55.50% (wt.). The concentrations of MMA within the liquid phase, in the time interval of 30 to 80 min, reach purities higher than 98% (area.), declining sharply, as the reaction time increases after 100 min. For large reaction times, the GC-MS analysis identified in the liquid products 1.83% (area.) of esters of carboxylic acids, 2.32% (area.) of aromatics, 2.18% (area.) of alcohols, and 2.11% (area.) of ketone, totalizing 8.44% (area.).
This work aims to evaluate the effect of temperature by the pyrolysis cross-linked PMMA-based dental resins scraps, using a reactor of 143 L, at 345, 405, and 420 °C, and atmospheric pressure, on the yield of liquid phase products and MMA (Methyl-methacrylate) concentration of liquid phase, and to optimize the recovery of MMA. In addition, this study has systematically investigated the effect of reaction time on MMA (Methyl-methacrylate) and side reaction products (Methyl-iso-butyrate) concentration profiles, as well as on the accumulative mass of liquid products by PMMA depolymerization, in pilot scale. The liquid phase was subjected to fractional distillation using a laboratory scale Vigreux column at 105 °C, to produce distillate fractions with high MMA purity, as well as similar physicochemical properties. Finally, the morphology of PMMA based dental resins fragments/residues and the solid phase products (coke) at 345 °C and atmospheric pressure was analyzed by SEM and EDX.
2. Materials and Methods
2.1. Methodology
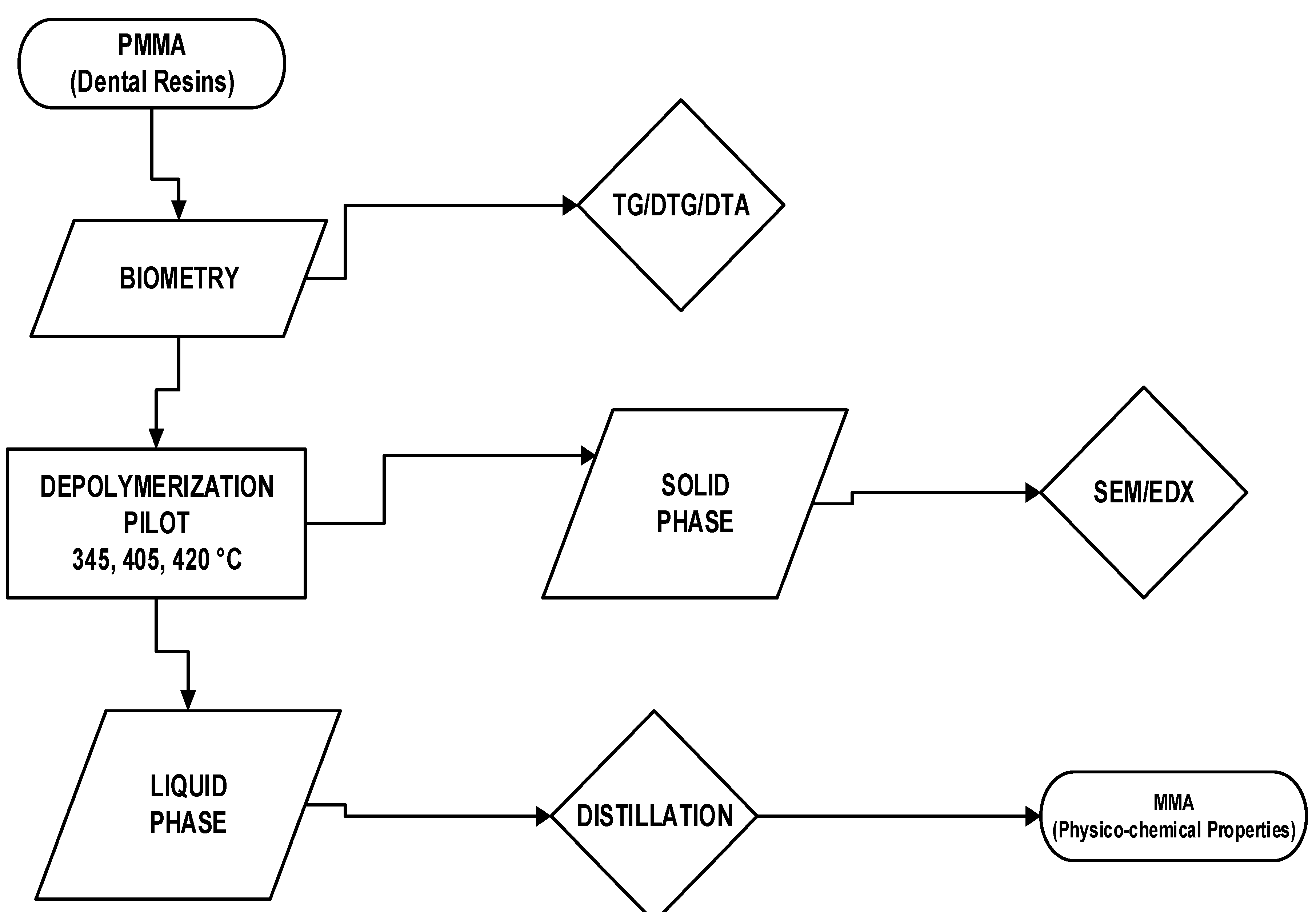
The applied methodology is synthesized by the diagram illustrated in Figure 1. The methodology is outlined as a rational sequence of concepts/ideas, methods, and process to obtain methyl methacrylate (MMA) by fractional distillation of liquid phase reaction products obtained by depolymerization of PMMA based dental resins fragments/residues at 345, 405, and 420 °C, atmosphere pressure, in pilot scale. Initially, the mass, longitudinal and transversal diameter of PMMA-based dental resins scraps were determined (biometry). Afterward, thermal gravimetric analysis of PMMA-based dental resin scraps was carried out to guide the experiments in pilot scale. The thermal degradation experiments carry out to study the influence of temperature and reaction time on the yield of liquid phase and the concentration of MMA within the liquid phase products. The liquid phase reaction products were submitted to fractional distillation to produce MMA with high purity. The composition and physicochemical properties of distillation fractions were determined experimentally. The solid phase was characterized by TG/DTG/DTA, SEM and EDX.
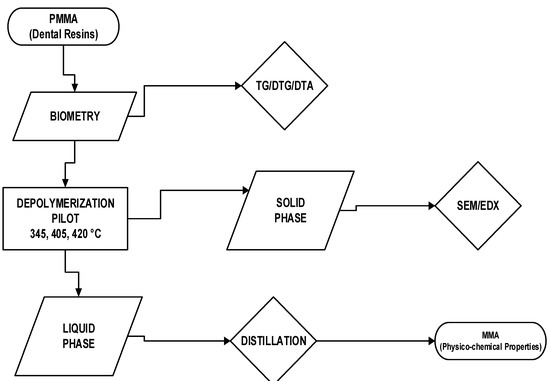
Figure 1.
Process diagram by the production of high purity MMA by fractional distillation of liquid phase produced by depolymerization of PMMA based dental resins fragments/residues in pilot scale.
2.2. Materials
Dentsply Indústria e Comércio Ltd.a (Petrópolis, RJ-Brazil) supplied the PMMA based dental resin residues, as shown in Figure 2. The formulation of dental resins produced by polymerization of MMA includes 1.0% (wt.) of TiO2 and 5.0% (wt.) of ethylene glycol dimethacrylate (EGDMA) [17].

Figure 2.
PMMA based dental resins in form of rosettes, discharged by the quality production process control, were used as raw material by depolymerization at 345, 405, and 420 °C, atmospheric pressure, in pilot scale.
2.3. Biometry of Cross Linked PMMA Based Dental Resins
The cross-linked PMMA-based dental resin scraps chosen ran domically, were weighed using a semi-analytical balance (Marte Balanças e Aparelhos de Precisão Ltd.a, São Paulo, Brazil, Model: AL200C) and the horizontal and vertical diameters measured using a digital caliper micrometer (India Machine Tools and Hardware, Kolhapur, India, Model: DANIU 150 mm), being the average particle diameters and mass determined.
2.4. Thermogravimetric Analysis
The thermogravimetric analysis was performed by using a thermal analyzer (Shimadzu, Kyoto, Japan, Model: DTG 60-H), and the following conditions were used: The sample mass (5.575 mg) placed inside the microbalance, temperature range between 25–600 °C, heat rate of 10 °C/min, and 50 mL/min of N2.
2.5. Depolymerization of PMMA
Experimental Apparatus and Procedures
The apparatus, a 143 L cylindrical reactor, used for the pyrolysis experiments, is illustrated in Figure 3. The apparatus described in detail in the literature [51,52,53,54], operates in batch mode at 345, 405, and 420 °C, atmospheric pressure, under oxygen containing atmosphere (O2, Air). The reactor was filled with PMMA resin teeth removed from rosettes, as well as fragments of triturated empty rosettes as raw material. For all the experiments, approximately 15.0 kg of PMMA were used as feed material. The average mass MM of particle aggregate was 100.00 ± 47.70 mg, while the average transversal ∅M,T and longitudinal ∅M,L diameters were 5.94 ± 1.49 and 8.69 ± 1.83 mm, respectively. The condensable gases collected in tank (V-02) every 10 and/or 20 min were weighed, and the cumulative mass of reaction liquid products computed. Afterward, the liquid samples were filtered to remove solid residues and the physicochemical properties (density, kinematic viscosity, and refractive index) were determined, as described in Section 2.7.1.

Figure 3.
Depolymerization reactor of 143 L for thermic degradation of PMMA resin teeth + fragments of triturated empty rosettes at 345, 405, and 420 °C, atmospheric pressure, in pilot scale.
2.6. Fractional Distillation of Liquid Phase Products in Pilot Unit
The distillation of liquid phase products obtained at 420 °C and atmospheric pressure, carried out using a borosilicate glass distillation unit with reflux [53]. The distillation unit had a round borosilicate glass vessel of 50 L, a product condenser with heating transfer surface of 0.2 m2, a heating system of 6.0 kW, a digital unit controlled the heating rate and the distillation vessel and reflux divider temperatures, temperature range 0 to 300 °C, operating in batch mode, as described in the literature [53]. The column was packed with cylindrical borosilicate glass Raschig rings. The condenser was cooled with water and the reflux divider was operated manually. The product was collected using 02 (two) coupled twin receivers of 5.0 and 10.0 L with spherical geometry. The 50 L round borosilicate-glass vessel and the distillation column were insulated with glass wool and aluminum foil sheet to avoid heat losses. Initially, approximately 7.20 kg of liquid products was weighed and introduced inside the distillation vessel and the electrical heating system switched on for a heating rate of 2 °C/min, being the distillation time and temperature recorded. Afterward, the fresh water cooling system valve was opened. At the time the vapor phase started to condensate, the regulating valve between the reflux divider and the product cooler was open. The distillation was conducted at 105 °C [46] since the boiling temperature of pure MMA is 101 °C. The mass of distillates was recorded and weighed and its physicochemical properties determined experimentally (density, kinematic viscosity, and refractive index), as described in Section 2.7.1.
2.7. Physicochemical Characterization and Composition of Liquid Phase Products and Distillation Fractions
2.7.1. Physicochemical Characterization of Distillation Fractions
The distillation fractions were physicochemical characterized for refractive index (AOCS Cc 7-25), density (ASTM D4052, 25 °C), and kinematic viscosity (ASTM D445/D446, 40 °C), and the procedures reported elsewhere [46,51,52,53].
2.7.2. Gas Chromatography–Mass Spectrometry of Liquid Phase Products
The compounds within the liquid phase products were identified by CG-MS using a gas chromatograph (Agilent Technologies, Santa Clara, CA, USA, Model: CG-7890B), coupled to MS-5977A mass spectrometer, a SLBTM-5 ms (30 m × 0.25 mm × 0.25 mm) fused silica capillary column, and the temperature program was: injector temperature: 290 °C; split: 1:20, detector temperature: 320 °C and quadrupole: 150 °C; injection volume: 1.0 μL; oven: 70 °C, 1 min; 10 °C/min, 280 °C; 13 min. The intensity, retention time, and compound identification were recorded for each peak analyzed according to the NIST mass spectra library [46].
2.8. SEM and EDX Analysis of PMMA Based Dental Resins Fragments/Residues
The morphology of PMMA based dental resins fragments/residues and the solid phase products (coke) obtained after depolymerization at 420 °C and atmospheric pressure, in pilot scale, were performed by SEM (scanning electron microscope) and EDX using a scanning electron microscope (FEI company, Hillsboro, OR, USA, Model: Quanta 250 FEG), coupled to chemical analysis detector EDS, using carbon pin stubs specimen, and a high vacuum sputter coater (Leica, Wetzlar, Germany, Model: EM ACE600), using a deposition film of gold.
2.9. Mass Balances and Yields by Depolymerization of PMMA Based Dental Resins Fragments/Residues
The law of conservation of mass was applied within the depolymerization reactor, operating as a closed thermodynamic system, batch mode, yielding the following equations.
where is the mass of pyrolysis reactor, is the mass of PMMA based dental resins fragments/residues filled into the reactor, is the mass of coke, is the mass of liquid products, and is the mass of gas.
3. Results
3.1. Biometry of Cross-Linked PMMA Based Dental Resin Fragments/Residues
Table 1 shows the biometry of PMMA based dental resins fragments/residues particles aggregate.

Table 1.
Biometry of cross-linked PMMA-based dental resins scraps, average particle transversal and longitudinal diameters and mass, maximum particle transversal and longitudinal diameters and mass, minimum particle transversal and longitudinal diameters and mass, of particles aggregate, and particle sizes of virgin and filled PPMA reported in the literature [7,8,11,12,13,15,17,34,35].
The mean mass of particle collection/cluster was 100.00 ± 47.70 mg, whereas the mean transversal and longitudinal diameters were 5.94 ± 1.49 and 8.69 ± 1.83 mm, much higher than the particles sizes and/or diameters of PMMA raw materials (PMMA, PMMA-ATH, PMMA-SiO2, and PPMA-Granite) reported in the literature by Kaminsky and Franck ( of 0.5–1.5 mm) [7], by Kaminsky and Eger ( of 0.01–0.1 mm and 0.1–1.0 mm) [11], by Smolders and Baeyens ( of 0.5–1.0 mm) [12], by Kang et al. ( of 1.0–1.5 mm) [13], and Braido et al. ( of 0.2 mm) [17], and of the same order than the particles sizes and/or diameters of Kaminsky et al. ( of 2–4 mm) [8], Lopez et al. ( of 3.0 × 4.0 mm) [15], Braido et al. ( of 1.0–10.0 mm) [17], and Popescu et al. ( of 5.0–15.0 mm) [34].
3.2. TG/DTG/DTA Analysis of PMMA Based Dental Resin Fragments/Residues
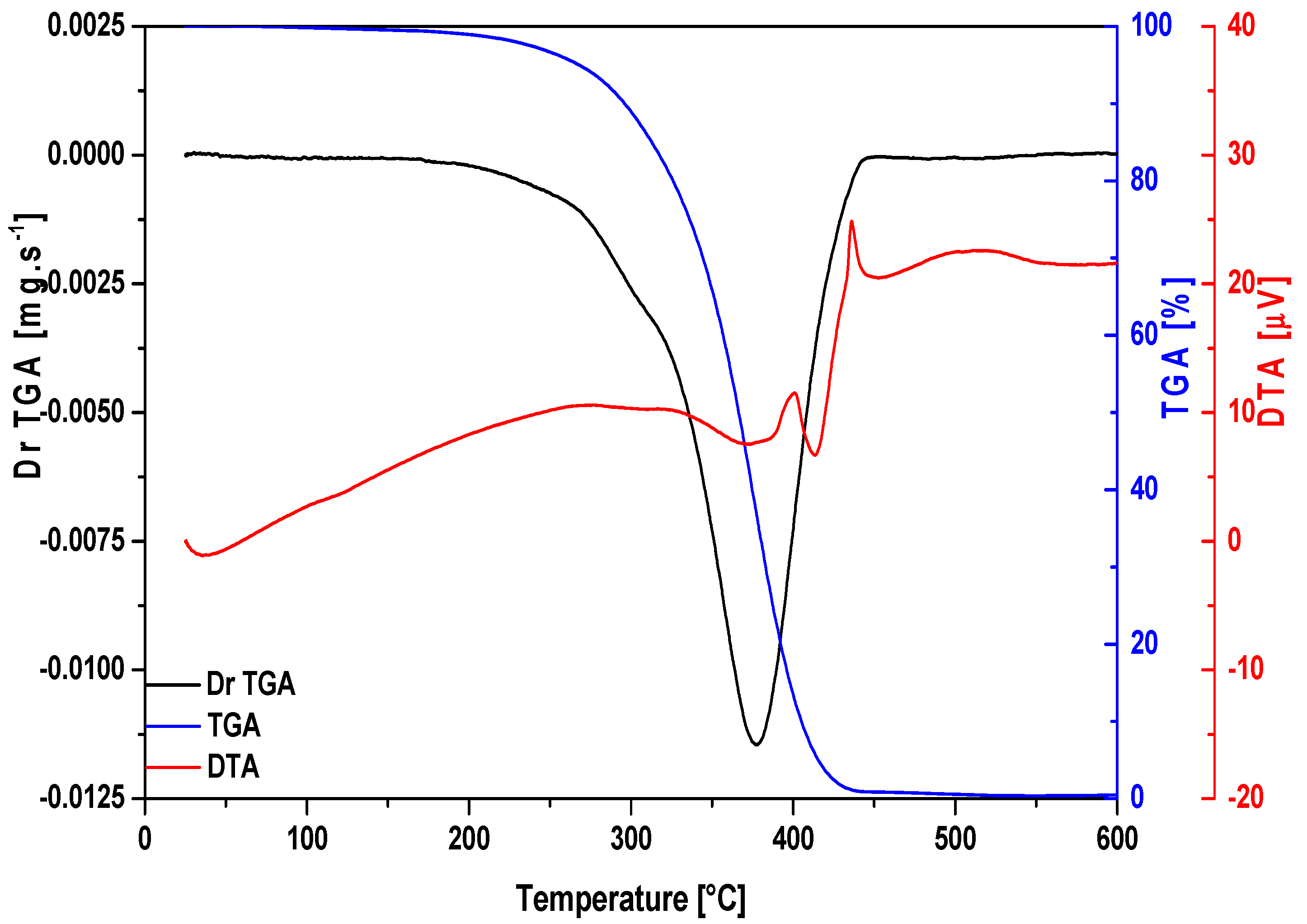
The TG/DTG/DTA technique was applied to investigate the thermic degradation evolution of PMMA based dental resin fragments/residues, in order to pilot the experiments in technical scale, as shown in Figure 4. The PMMA based dental resins fragments/residues are thermally stable within the temperature interval 25 °C and 200 °C. The thermic decomposition of PMMA based dental resins fragments/residues starts around 200 °C, losing approximately 10.0% (wt.) mass at 300 °C, 40.0% (wt.) mass at 350 °C, 90.0% (wt.) mass at 405 °C, 95.0% (wt.) mass at 420 °C, and approximately 100.0% (wt.) mass at 450 °C, showing a thermal degradation behavior similar to that reported by Braido et al. [17], for parings PMMA.
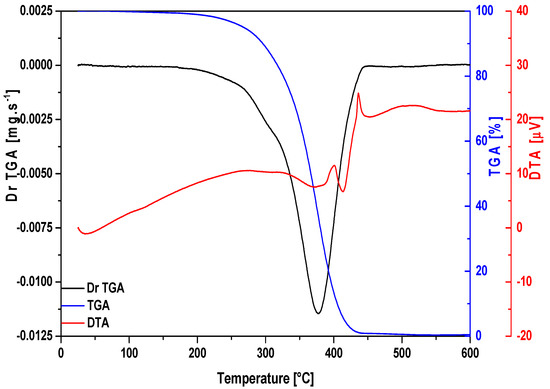
Figure 4.
TG/DTG/DTA analysis of PMMA-based dental resin fragments/residues.
As reported elsewhere [19,21], by thermal degradation of PMMA under oxygen containing atmosphere (O2, Air), a complex oxidation process takes place [19]. Thermal degradation of PMMA under oxygen containing atmosphere (O2, Air) causes an increase in the PMMA thermal stability at the beginning, as the temperature for initiation of mass loss [19,21], increases by 50 °C and 70 °C. However, above 230–250 °C, gas-phase oxygen containing atmosphere (O2, Air) destabilizes the PMMA, causing an acceleration of the thermal degradation process [19,21].
Hirata et al. [19] and Peterson et al. [21], reported by thermal degradation of virgin PMMA under oxygen containing atmosphere (O2, Air), that a mass loss of approximately 90.0% (wt.) occurs at 350 °C, while at 400 °C PMMA has been completely decomposed. By the fact that the experimental apparatus described in Section 2.4, operates under air atmosphere, the pyrolysis temperatures were set between 345 °C and 420 °C, to minimize the energy consumption of LGP.
3.3. Depolymerization of PMMA Based Dental Resins Fragments/Residues
3.3.1. Process Conditions, Mass Balances, and Yields of Reaction Products
Table 2 and Figure 5 illustrate the process conditions, mass balances, energy balance, and yields of liquid phase, coke, and gas by depolymerization of PMMA based dental resins fragments/residues at 345, 405, and 420 °C, 1.0 atm, using a reactor of 143 L.
Table 2.
Process conditions, mass balances, energy balance, and yields of reaction products by thermal degradation of PMMA based dental resins fragments/residues at 345, 405, and 420 °C, atmospheric pressure, in pilot scale.
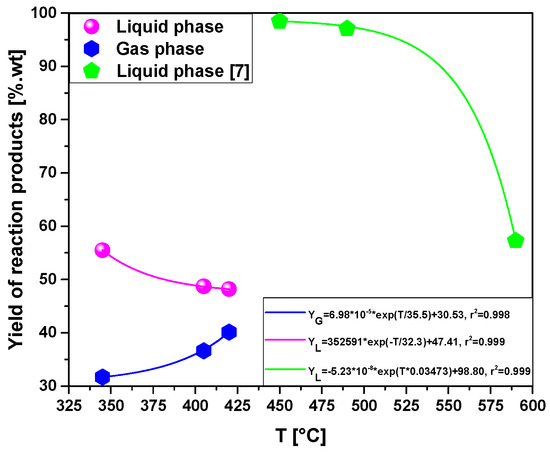
Figure 5.
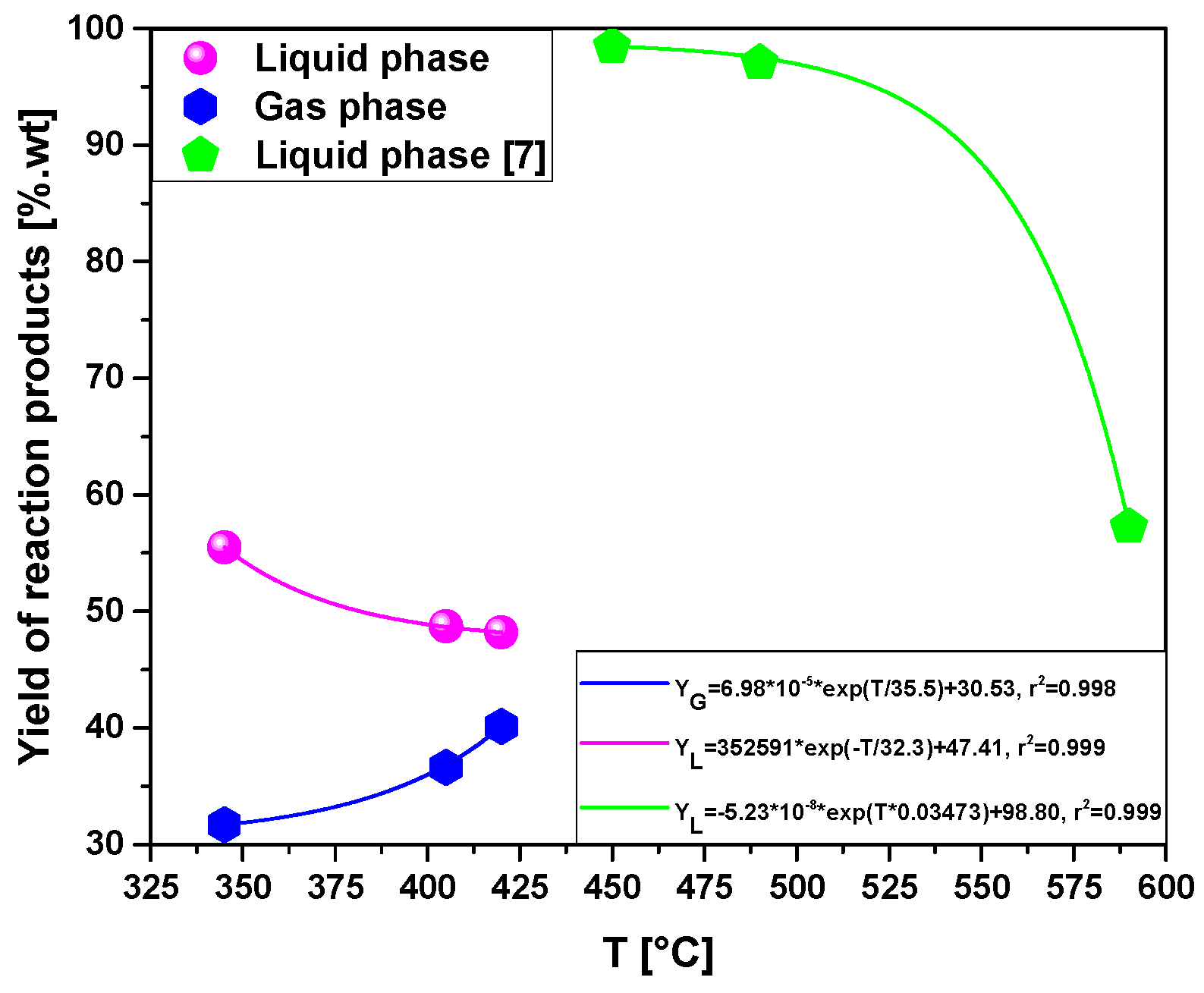
Yield of liquid and gaseous phase products by depolymerization of PMMA based dental resins fragments/residues at 345, 405, and 420 °C and atmospheric pressure, in pilot scale, compared to Kaminsky and Frank [7].
The experiments show liquid phase yields between 48.20 and 55.50% (wt.), solid (coke) phase yields between 11.67 and 14.67% (wt.), and gas yields between 31.69 and 40.13% (wt.). The yield of liquid phase decline with temperature, showing a first order exponential decay behavior, whereas that of gas phase shows a first order exponential growth. The same exponential decay behavior for the liquid phase was observed by plotting the liquid phase yields reported by Kaminsky and Frank [7], as shown in Figure 5. The yields of liquid phase by depolymerization of PMMA [7,8,11,13,34], filled PMMA [8,11,16,35], and waste PMMA [6,7,13,17,34] to recover MMA is shown in Table 3. The yields of liquid phase (Table 2) are higher than those reported elsewhere [8,11,34], smaller than those reported in the literature [6,7,13,16,17,34], showing percent errors between 14.61 and 16.29% compared to the results reported by Szabo et al. [16], and Braido et al. [17], respectively, who used a fixed bed reactor type. In fact, depolymerization fluidized bed reactors operating in continuous mode are known to maximize the liquid phase yields [6,7]. Besides, smaller particle sizes () were used as feed [7,13], conferring a higher heat transmission rate, particularly in fluidized bed reactor mode of operation. By the fact PMMA has a low thermal conductivity [6], the larger the mean particle size (), worse the heat transfer rate, and the lower the conversion of PMMA into MMA.
Table 3.
Depolymerization of PMMA [7,8,11,13,34], filled PMMA [8,11,16,35], and waste PMMA [6,7,13,17,34], operating in batch [16,17,34], fixed bed reactor, and continuous [6,7,8,11,35], fluidized bed reactor, in semi-pilot [6,7,8,11,16,17], and laboratory scales [13,34,35].
In addition, an energy balance has been applied based on the specific heat capacity/enthalpy of liquified gas petroleum, the mass of LGP used, the specific reaction heat/enthalpy of PMMA degradation, and the mass of feed PMMA, as shown in Table 2.
3.3.2. Thermal Degradation Kinetics
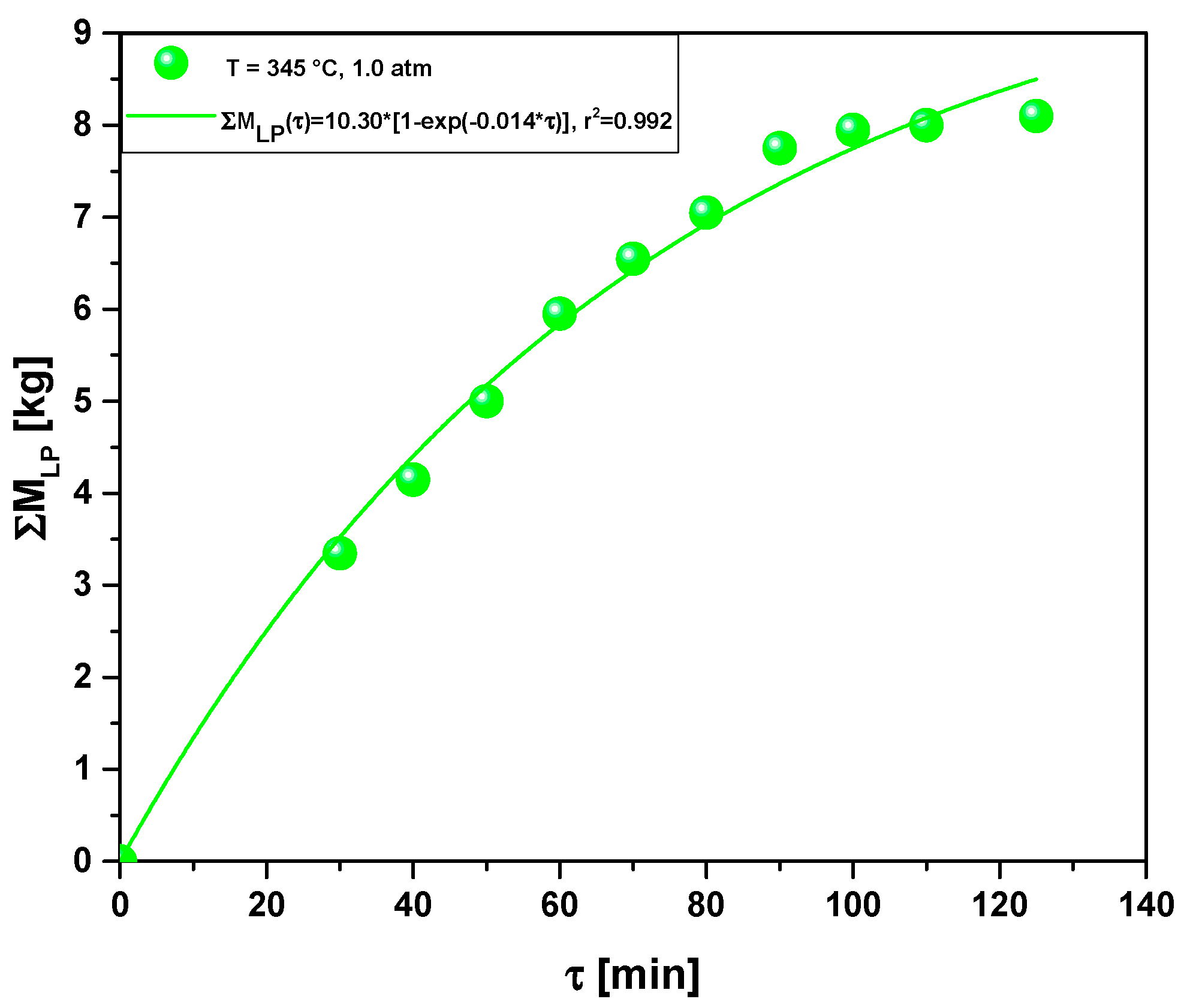
The kinetics behavior by pyrolysis of PMMA based dental resins fragments/residues at 345 °C, 125 min, using a reactor of 143 L, in pilot scale, are shown in Figure 6, Figure 7 and Figure 8. The accumulative mass of liquid products, shown in Figure 6, was correlated with a first order exponential model, named BoxLucas1, exhibiting root-mean-square error (r2) of 0.992. The parameters MLP(0) and K in the BoxLucas1 equation ∑MLP(t) = MLP(0) × [1 − exp(−K × t)] are associated with the accumulative mass of liquid products ∑MLP(t→∝) for t→∝, the asymptotic value of ∑MLP(t), equal to 10.30 kg, and the reaction rate constant K of depolymerization kinetic, equal to 0.014 min−1. Besides, the first order exponential model confirms the hypothesis of a first order kinetics , and this is in agreement with the depolymerization kinetic of PMMA reported in the literature [12,15].
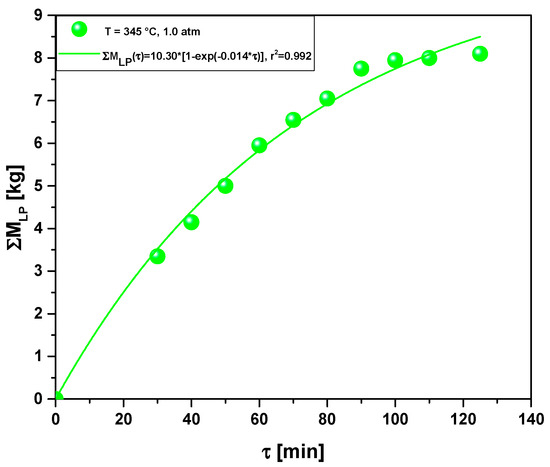
Figure 6.
Accumulative mass of liquid products by depolymerization of PMMA based dental resins fragments/residues at 345 °C, 1.0 atm, in pilot scale.
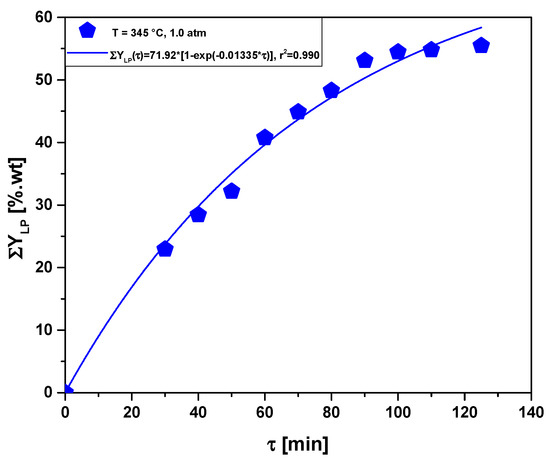
Figure 7.
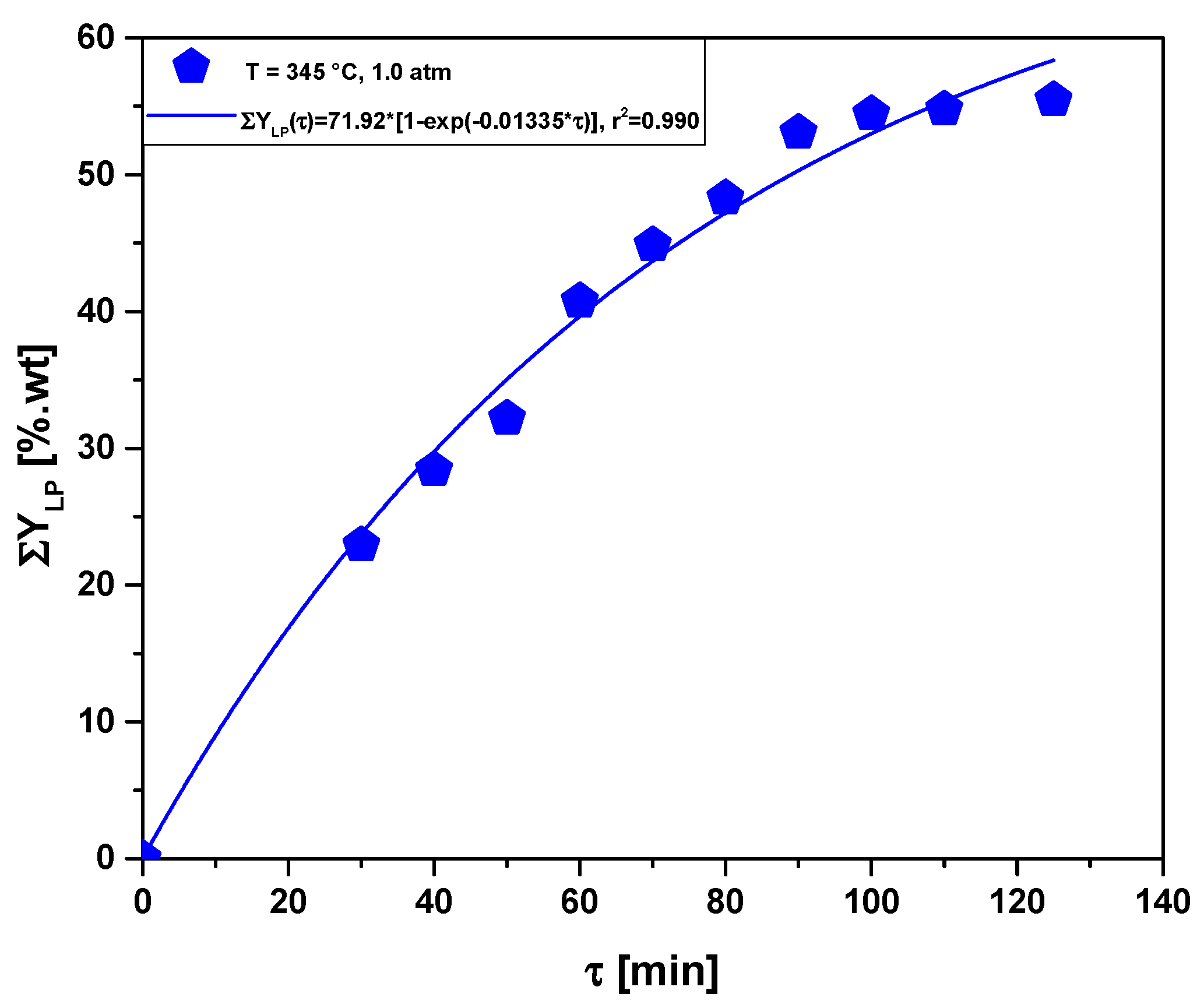
Cumulative yield of reaction liquid products by depolymerization of PMMA based dental resins fragments/residues at 345 °C, atmospheric pressure, in pilot scale.
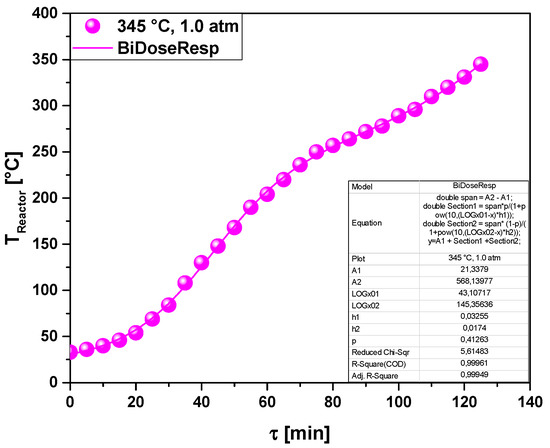
Figure 8.
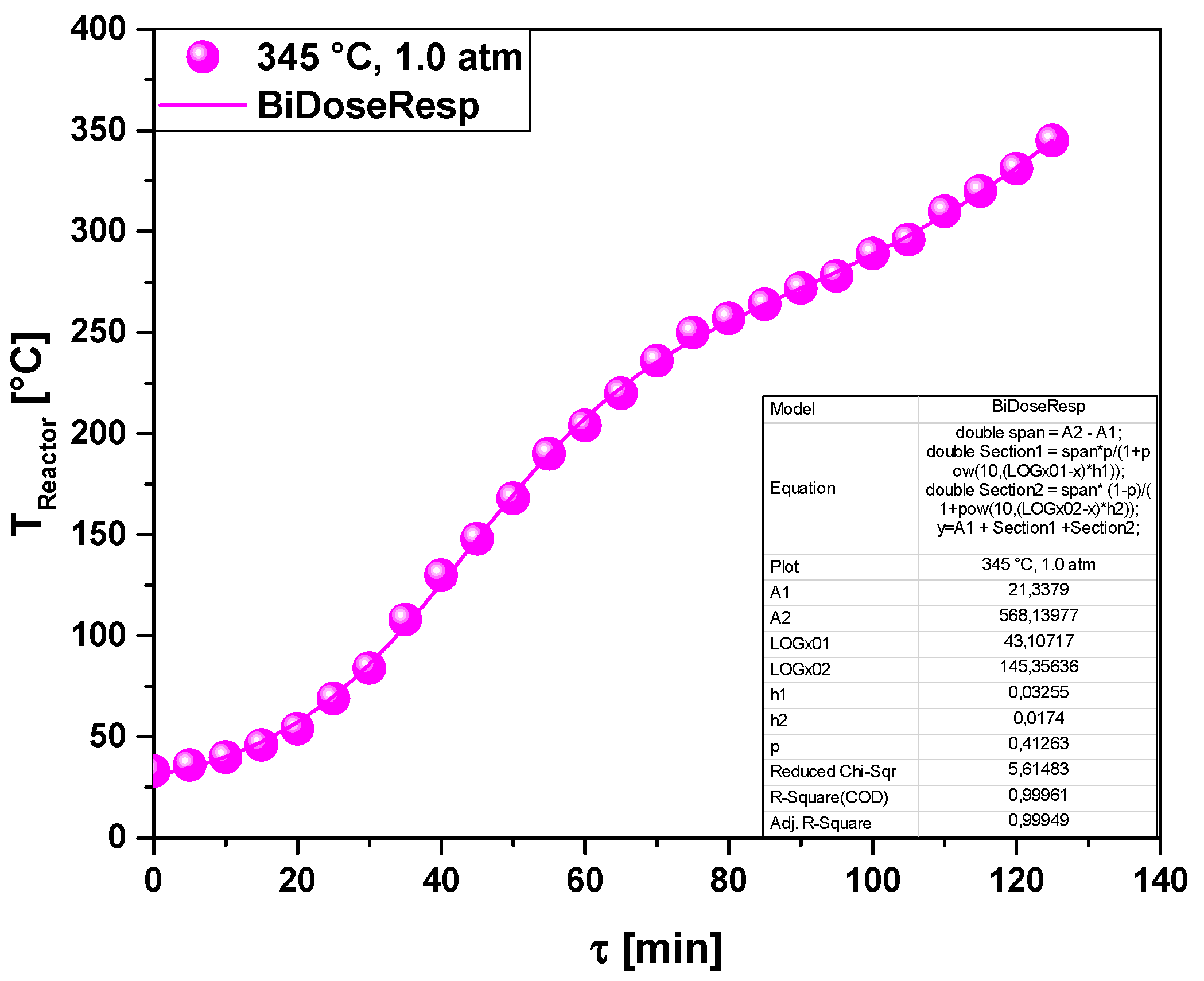
Course of reactor temperature by depolymerization of PMMA based dental resins fragments/residues at 345 °C, atmospheric pressure, in pilot scale.
The cumulative yield of reaction liquid products, illustrated in Figure 7, correlated with a first order exponential, named BoxLucas1, exhibits root-mean-square error (r2) of 0.990. The parameters YLP(0) and in the BoxLucas1 equation ∑YLP(τ) = YLP(0) × [1 − exp(− × τ)] are associated with the cumulative yield of liquid products ∑YLP(τ→∝) for τ→∝, the asymptotic value of ∑YLP(τ), equal to 71.92 [wt.%], and the reaction rate constant of depolymerization kinetic, equal to 0.0135 min−1. Since the yield of reaction liquid products is defined as YLP = MLP/MPMMA, differentiation of YLP gives , showing the yield of reaction liquid products obeys a first order kinetics.
The course of reactor temperature, shown in Figure 8, by depolymerization of PMMA based dental resins fragments/residues at 345 °C, atmospheric pressure, in pilot scale, was correlated with a BiDoseResp function, exhibiting root-mean-square error (r2) of 0.999. By BiDoseResp function, A1 and A2 are the bottom (initial value) and top (final value) asymptotes, respectively, being A1 equal to 21.34 °C and A2 equal to 568.14 °C. In addition, h1 and h2 are the slopes (tangents) of part 1 and part 2 of BiDoseResp function, being h1 equal to 0.03255 and h2 equal to 0.0174, showing that , that is, the reactor temperature increases more rapidly in part 1 (beginning) compared to part 2 (end) of depolymerization reaction.
3.4. Mass Balance of Distillation and Physicochemical Analysis of Distillation Fractions
Table 4 shows the mass balance by fractional distillation of liquid phase products obtained at 420 °C and atmospheric pressure, in pilot scale, and Table 5 the physicochemical properties of distillates (density, kinematic viscosity, and refractive index). The yield of distillation was 77.64 [wt.%], showing that great amounts of methyl methacrylate (MMA) could be recovered. In addition, it can be observed that measured physicochemical properties are close to those of pure MMA, showing that MMA with high purity has been obtained by fractional distillation. The results are in agreement with physicochemical properties measured by Bisi et al. [46].
Table 4.
Mass balance by fractional distillation of liquid phase products obtained at 420 °C and atmospheric pressure.
Table 5.
Physicochemical properties of distillates of liquid products obtained at 420 °C and atmospheric pressure.
3.5. Chemical Analysis of Liquid Reaction Products
3.5.1. Kinetics of Chemical Composition Profile of MMA in the Liquid Reaction Products
The functional groups (esters of acrylic acids, aromatics, alcohols, and ketones), sum of peak areas, chemistry registry numbers (CAS), as well as retention times of all the molecules identified in the liquid phase products by gas chromatography-mass spectrometry (GC-MS) by depolymerization of PMMA based dental resins fragments/residues at 345 °C, atmospheric pressure, and time interval of 30 to 110 min, at 405 °C, atmospheric pressure, and time interval of 50 to 130 min, and at 420 °C, atmospheric pressure, and time interval of 40 to 130 min, are illustrated in Table 6, Table 7 and Table 8.
Table 6.
Functional groups, sum of peak areas, chemistry registry numbers (CAS), and retention times of molecules identified by gas chromatography-mass spectrometry (GC-MS) in the liquid phase by depolymerization of PMMA based dental resins fragments/residues at 345 °C, atmospheric pressure, and time interval of 30 to 110 min.
Table 7.
Functional groups, sum of peak areas, chemistry registry numbers (CAS), and retention times of molecules identified by gas chromatography-mass spectrometry (GC-MS) in the liquid phase by depolymerization of PMMA based dental resins fragments/residues at 405 °C, atmospheric pressure, and time interval of 50 to 130 min.
Table 8.
Functional groups, sum of peak areas, chemistry registry numbers (CAS), and retention times of molecules identified by gas chromatography-mass spectrometry (GC-MS) in the liquid phase by depolymerization of PMMA based dental resins fragments/residues at 420 °C, atmospheric pressure, and time interval of 40 to 130 min.
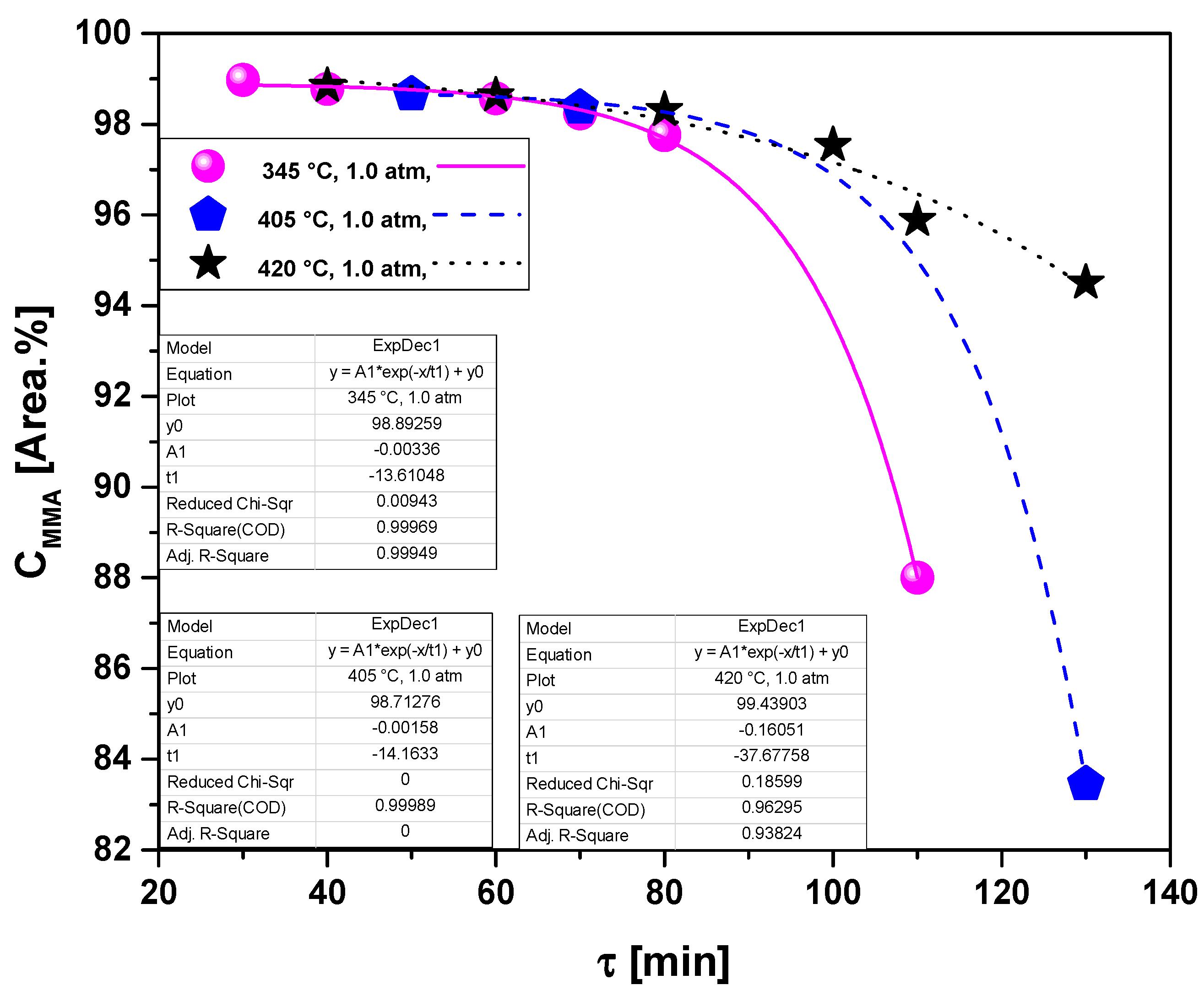
The time intervals were chosen to systematically investigate the effect of reaction time on the concentration of MMA, as well as side reaction products, in the liquid phase products, as shown in Figure 9. The graphic in Figure 9 shows that high concentrations of MMA in the liquid phase are obtained, for all the depolymerization process temperatures, within the time interval of 30 to 80 min, declining severely between 80 and 130 min, from 97.76% to 88.00% (wt.), at 345 °C and 405 °C, demonstrating that PMMA degradation reaction should not exceed 80–90 min. Kaminsky [6], and Kaminsky & Franck [7] reported that monomers vapor formed may suffer degradation when high residence times and reaction temperatures occur inside the reactor. Besides, the cumulative yield of liquid phase products achieve 95.35% (wt.) at 90 min, and only 4.65% (wt.) in the time interval of 90 to 130 min.
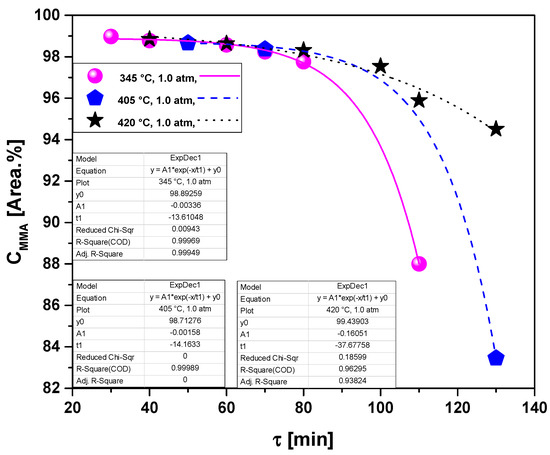
Figure 9.
Concentration of MMA in liquid phase by depolymerization of PMMA based dental resins fragments/residues at 345 °C, 30, 40, 50, 60, 70, 80, and 110 min, 405 °C, 50, 70, and 130 min, and at 420 °C, 40, 50, 80, 100, 110, and 130 min, and atmospheric pressure, in pilot scale.
The concentrations of MMA in the liquid phase, illustrated in Figure 9, were correlated with a first order exponential decay function CMMA(τ) = A1 × exp(−τ/KMMA) + CMMA(30), 30 min ≤ τ ≤ 130 min, exhibiting root-mean-square errors (r2) between 0.963 and 0.999. The parameters CMMA(30) is associated with the concentration of MMA CMMA(τ = 30 min), equal to 98.89 at 345 °C, 98.71 at 405 °C, and 99.44% [area.] at 420 °C, while KMMA is associated with the rate constant of MMA formation, equal to −13.61 min−1 at 345 °C, −14.16 min−1 at 405 °C, and −37.69 min−1 at 420 °C.
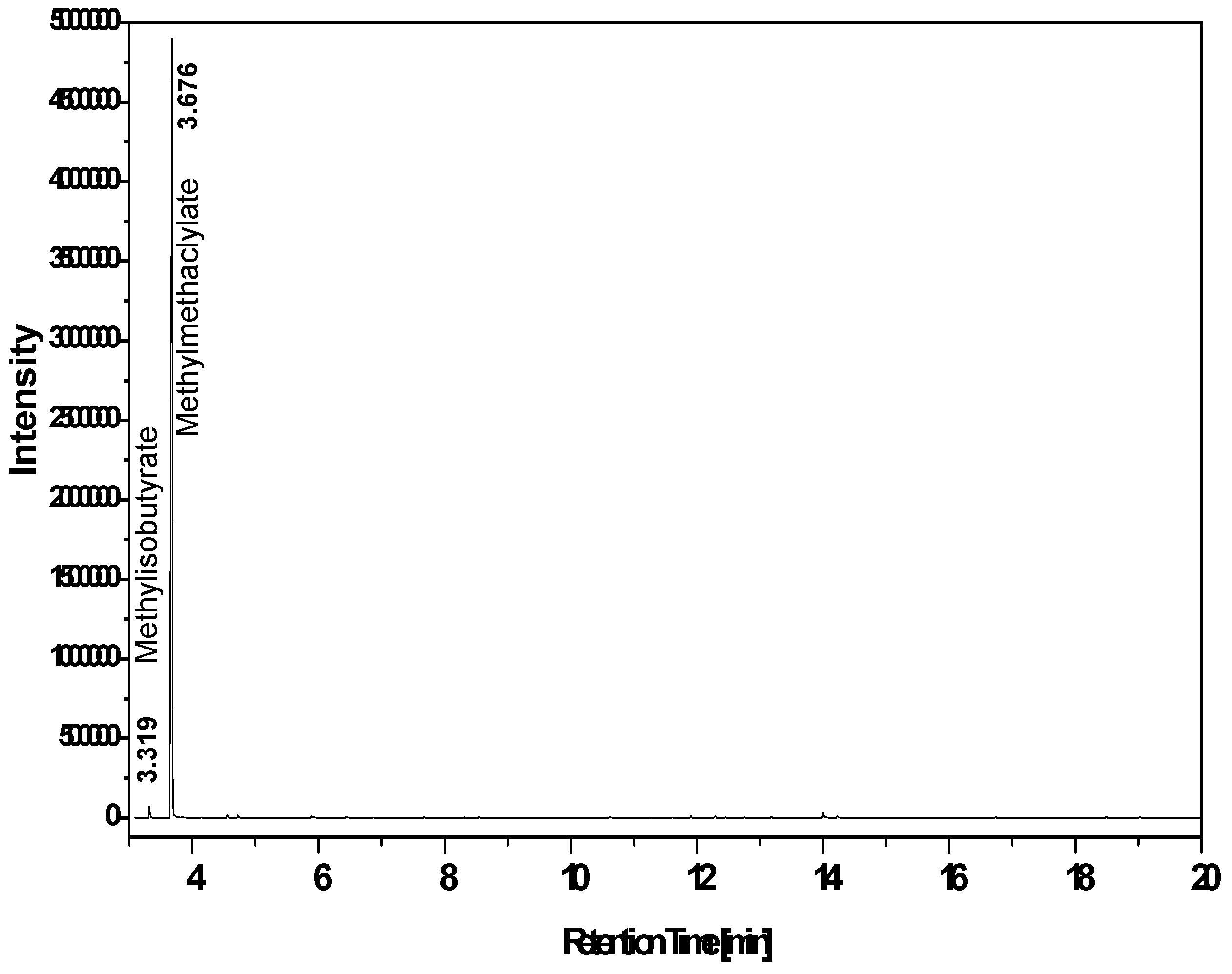
The chromatogram (GC-MS) of liquid phase products by depolymerization of PMMA based dental resins fragments/residues at 345 °C, atmospheric pressure, and 30 min, illustrated in Figure 10, identified only 02 (two) peaks (Table 6), methyl-methacrylate with 98.98% (area.) and the side product, methyl-isobutyrate with 1.02% (area.), proving that depolymerization of PMMA at 345 °C, atmospheric pressure, and 30 min, produced methyl-methacrylate of high purity.
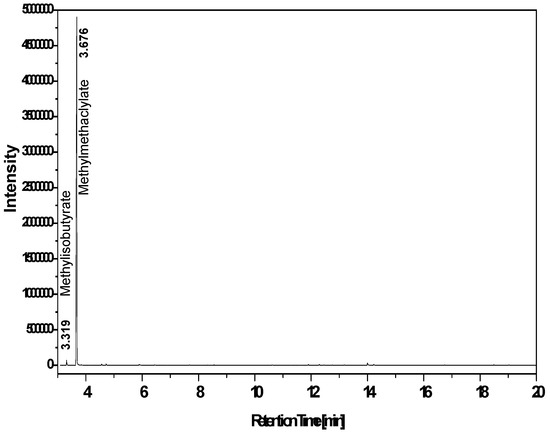
Figure 10.
Chromatogram (GC-MS) of liquid phase products by depolymerization of PMMA based dental resins fragments/residues at 345 °C, atmospheric pressure, and 30 min.
3.5.2. Effect of Time on Side Reaction Products (Methyl iso-butyrate)
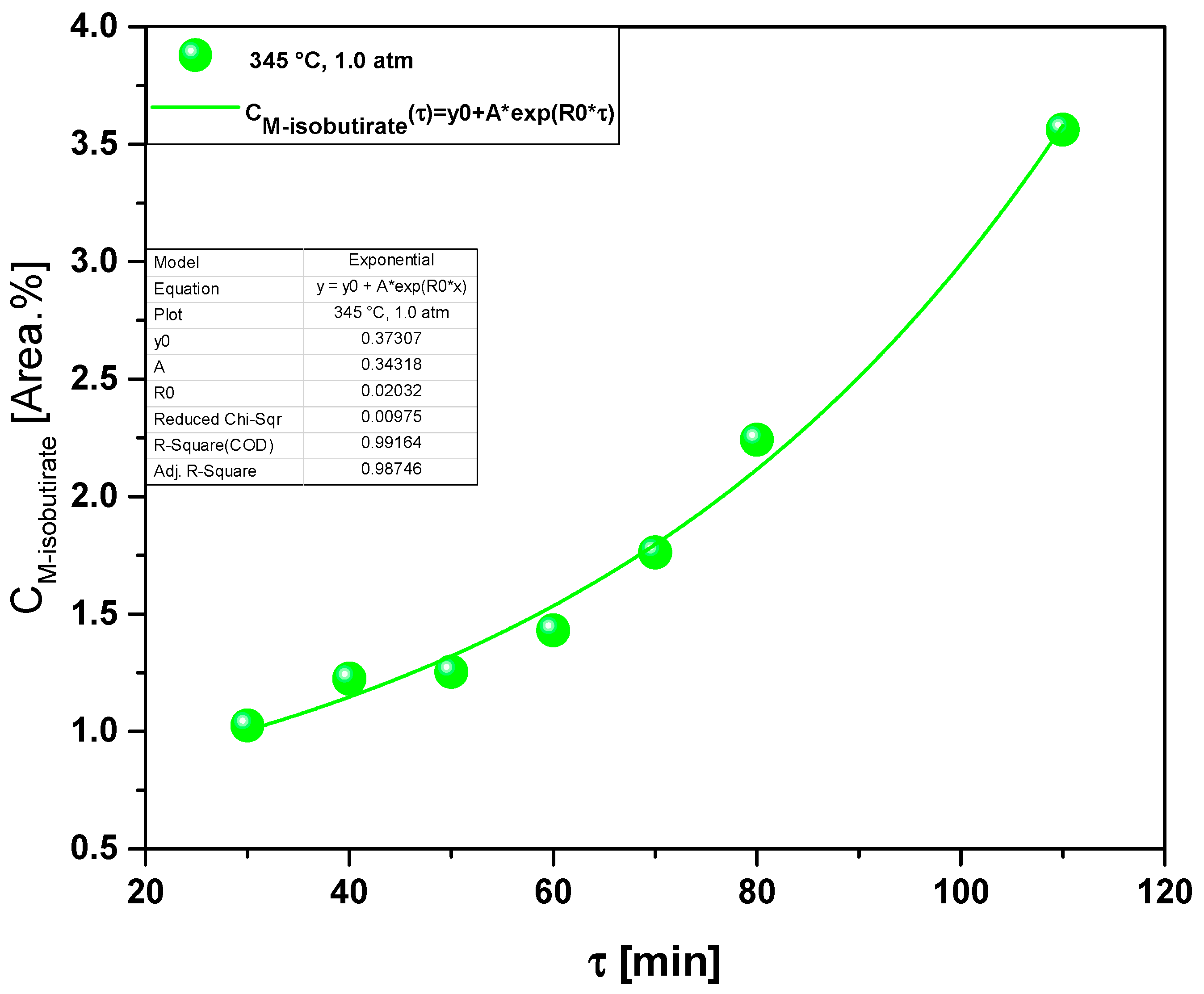
Figure 11 shows the concentration of methyl iso-butyrate, a side reaction product, in the liquid phase by pyrolysis of PMMA based dental resins fragments/residues at 345 °C, atmospheric pressure, within the time interval of 30 to 110 min.
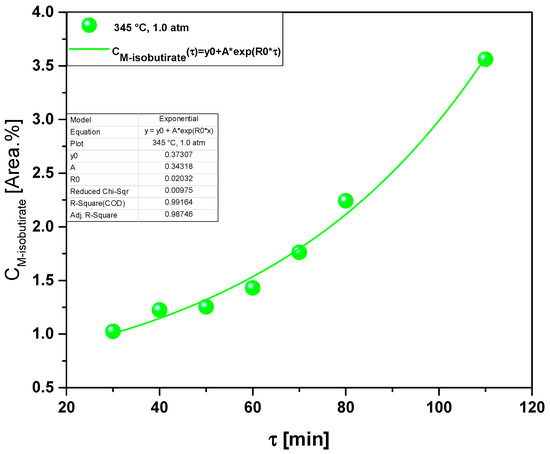
Figure 11.
Concentration of methyl iso-butyrate, a side reaction product, in the liquid phase by depolymerization of PMMA based dental resins fragments/residues at 345 °C, atmospheric pressure, within the time interval of 30 to 110 min.
The concentration of methyl iso-butyrate grows with time, being correlated with a were correlated with a first order exponential growth function CM-iso-butyrate(τ) = A1 × exp(−τ/KM-iso-butyrate) + CM-iso-butyrate(30), 30 min ≤ τ ≤ 130 min, exhibiting root-mean-square error (r2) of 0.992. The parameters CM-iso-butyrate(30) is associated with the concentration of methyl iso-butyrate CM-iso-butyrate(τ = 30 min), equal to 98.89 at 345 °C, 98.71 at 405 °C, and 99.44% [area.] at 420 °C, while KM-iso-butyrate is associated to the rate constant of M-iso-butyrate formation, equal to −13.61 min−1 at 345 °C, −14.16 min−1 at 405 °C, and −37.69 min−1 at 420 °C.
The concentration of methyl iso-butyrate reaches 3.75% (area.) at 110 min. In fact, the monomers vapors formed may suffer degradation when high residence times and reaction temperatures occur inside the reactor [6,7]. The GC-MS analysis identified also 1.83% (area.) of esters of carboxylic acids, 2.32% (area.) of aromatics, 2.18% (area.) of alcohols, and 2.11% (area.) of ketone, totalizing 8.44% (area.). The formation of side reaction products by thermic degradation of virgin PMMA, filled PMMA, and waste PMMA has been reported extensively in the literature [7,8,11,13,14,15,16,17,34,35].
3.5.3. Effect of Temperature on Side Reaction Products (Methyl iso-butyrate)
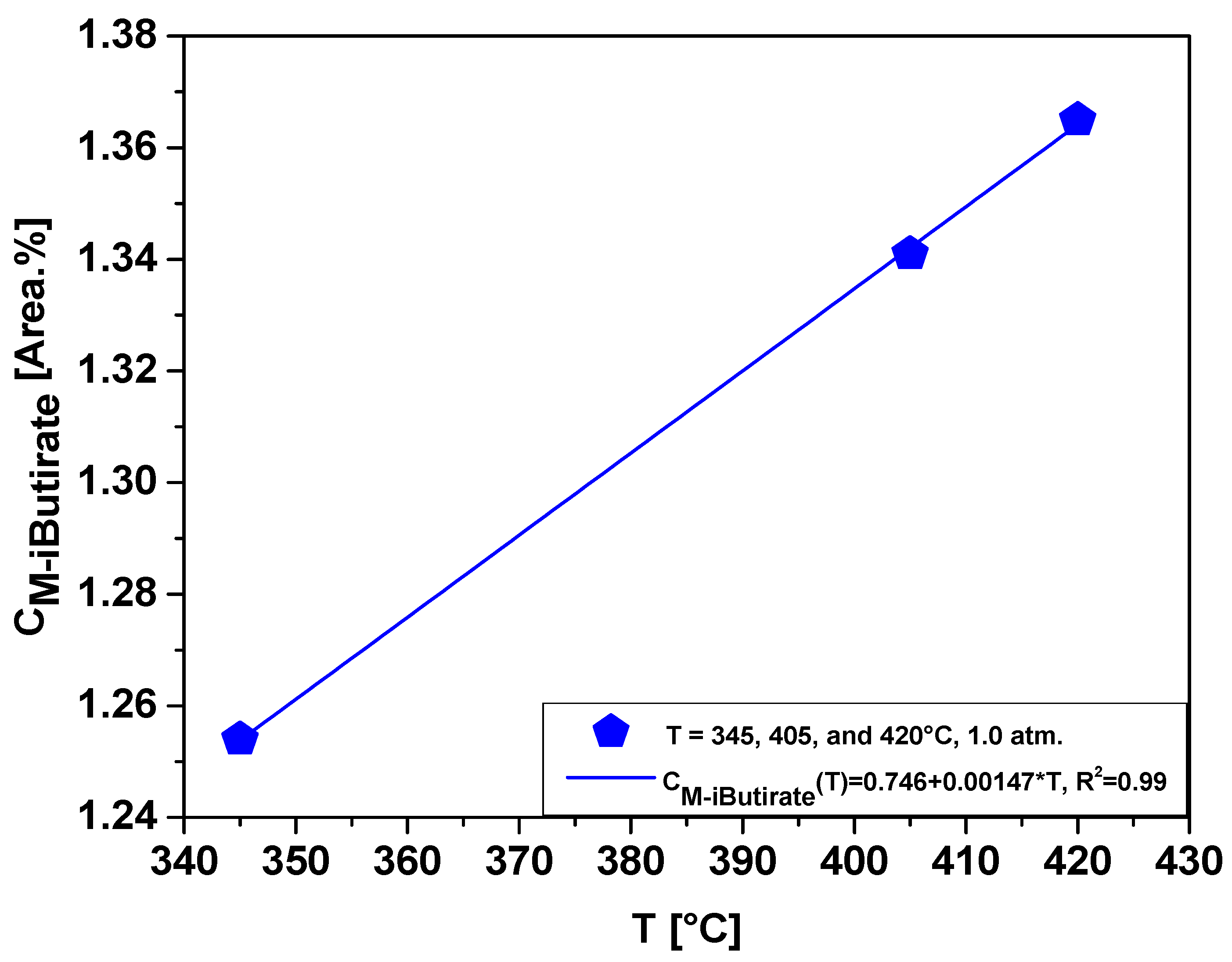
The concentration of methyl iso-butyrate, a side reaction product, in the liquid phase by depolymerization of PMMA based dental resins fragments/residues at 345, 405, and 420 °C, atmospheric pressure, and 50 min, is shown in Figure 12.
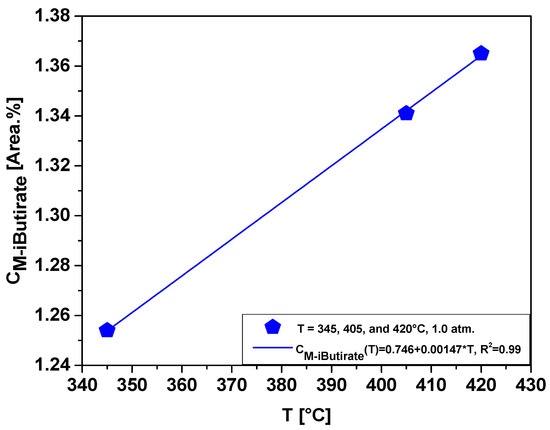
Figure 12.
Concentration of methyl iso-butyrate, a side reaction product, in the liquid phase by depolymerization of PMMA based dental resins fragments/residues at 345, 405, and 420 °C, atmospheric pressure, and 50 min.
The concentration of methyl iso-butyrate increases linearly with increasing process temperature, being according to the results reported by Kaminsky and Frank [7], who reported that concentrations of methyl iso-butyrate, methyl acrylate, and methyl propionate increase with increasing temperature. The sum of concentrations of methyl iso-butyrate, methyl acrylate, and methyl propionate were 0.40, 0.48, and 1.59% (wt.), respectively, at 450, 490, and 590 °C, showing that higher temperatures favor the formation of side reaction products.
3.6. Morphology of PMMA Based Dental Resins Fragments/Residues
3.6.1. SEM Analysis
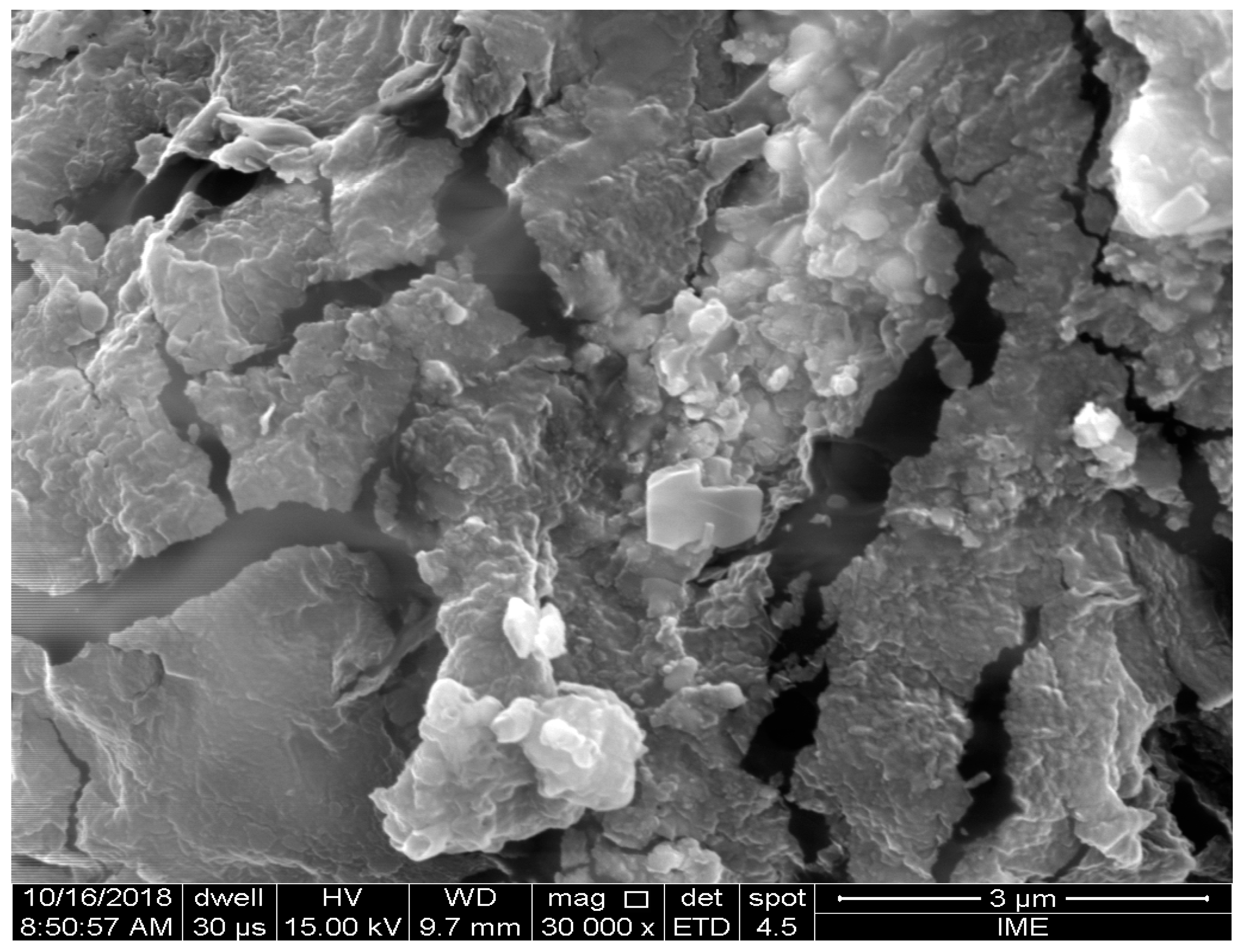
Figure 13 and Figure 14 show the microscopies of PMMA based dental resins fragments/residues before and after depolymerization at 345 °C, 1.0 atm, in pilot scale. SEM was employed to study modifications on the polymer morphology (surface structure) in the course of the thermal degradation process.
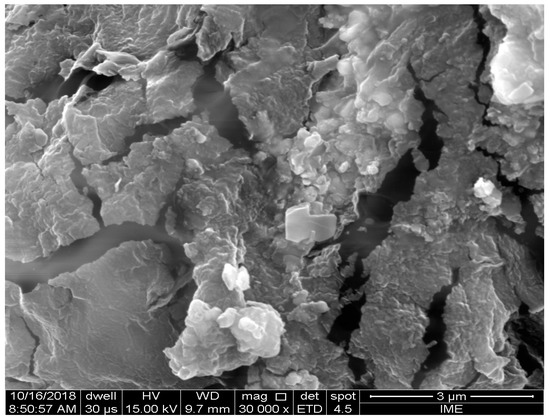
Figure 13.
Scanning electron microscopy (SEM) PMMA based dental resins fragments/residues (MAG: 30,000×).
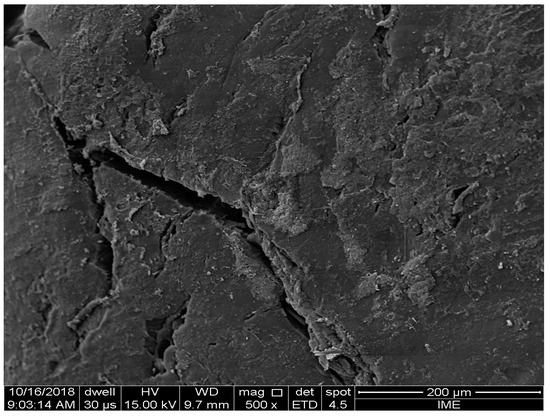
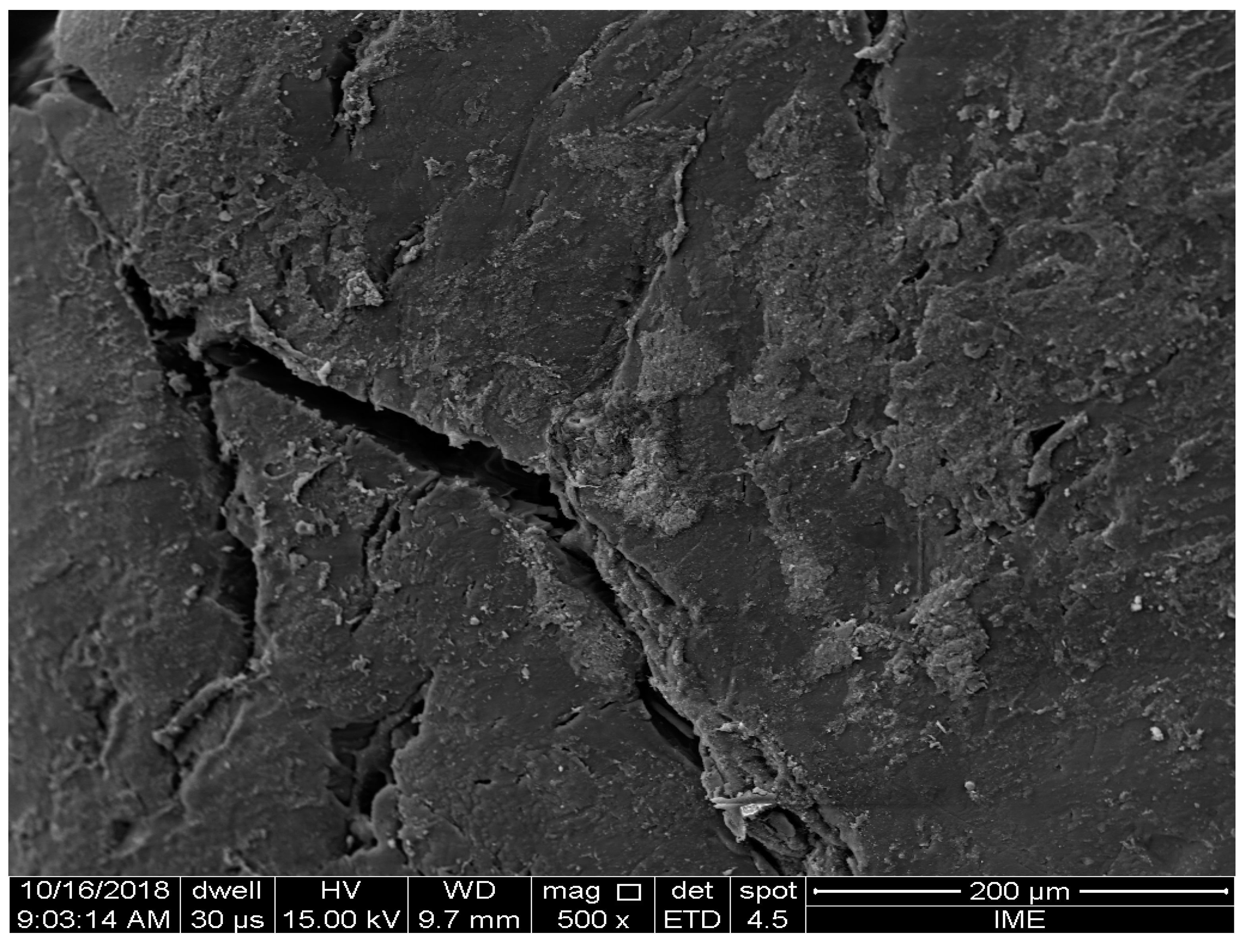
Figure 14.
Scanning electron microscopy of PMMA based dental resins fragments/residues after depolymerization at 345 °C, atmospheric pressure, and 130 min (MAG: 500×).
By comparison of SEM images of PMMA based dental resins fragments/residues before and after pyrolysis, it can be observed for PMMA based dental resins fragments/residues that an aggregate and heterogeneous structure with irregular shapes, and until the presence of cavities, dominates within the polymer, as shown in Figure 13, while the pyrolysis had a severe effect on the polymer morphology, as the polymer surface structure alter considerably from its original microscopic characteristics, as shown in Figure 14, as the polymeric material is carbonized, producing a homogeneous, uniform, and smooth surface without cavities.
In addition, according to Table 9, PMMA based dental resins fragments/residues after pyrolysis at 345 °C, atmospheric pressure, in pilot scale, contains only carbon, showing that thermal degradation of PMMA based dental resins fragments/residues has caused considerable variations on the morphological structure of polymer by conversion of [CH2=C(CH3)COOCH3]n into [CH2=C(CH3)COOCH3].
Table 9.
Percentages in mass and atomic mass of PMMA based dental resins fragments/residues before and after pyrolysis at 345 °C, atmospheric pressure, in pilot scale, by EDX technique.
3.6.2. EDX Analysis
Table 9 illustrates the energy dispersive X-ray (EDX) spectroscopy of PMMA based dental resins fragments/residues before and after pyrolysis at 345 °C, atmospheric pressure, in pilot scale.
The results show that after depolymerization, PMMA based dental resins fragments/residues become a carbonaceous material with a carbon content of 100% (wt.), while that of PMMA based dental resins fragments/residues before depolymerization shows the presence of Au, Cu, Zn, Ni, and Fe, chemical elements present in gold alloys, used as a deposition film to cover the cross-linked PMMA-based dental resins scraps samples, as well as C, O, and Ti, chemical elements present in the chemical formulas of PMMA (CH2=C(CH3)COOCH3)n, ethylene glycol dimethacrylate (C10H14O4), and Titan(IV)-oxide (TiO2), according to the composition of cross-linked PMMA-based dental resins scraps reported by Braido et al. [17]. The content of C, O, and Ti were normalized by summing the content of Au, Cu, Zn, Ni, and Fe, and subtracting from 100%.
4. Conclusions
In order to minimize the energy consumption of LPG, the depolymerization temperature was set at 345 °C, since by thermal degradation of virgin PMMA under oxygen containing atmosphere (O2, Air), a mass loss of approximately 90.0% (wt.) occurs at 350 °C [19,21].
The physicochemical properties (density, viscosity, and refractive index) of distillation fractions compared to physicochemical properties of pure MMA show percent errors of 1.41, 2.83, and 0.14%, respectively, indicating that high purity MMA was obtained after distillation.
The accumulative mass of liquid phase was correlated with a first order exponential model, exhibiting root-mean-square error (r2) of 0.992. The cumulative yield of liquid phase was correlated with a first order exponential, exhibits root-mean-square error (r2) of 0.990. In addition, the MMA concentration between 80 and 110 min, decreases drastically from 97.76% to 88.00% (wt.), showing that reaction time should not exceed 80–90 min.
By thermic degradation of PMMA based dental resins fragments/residues at 345 °C and 405 °C, one observes that high concentrations of MMA are achieved around 30 min, decreasing with reaction time up to 80 min, whereas a drastic decrease occurs within the time interval of 80 and 130 min, ratifying to affirm that reaction time should not exceed 80–90 min.
The concentration of methyl iso-butyrate, a side reaction product, in the liquid phase products by pyrolysis of PMMA based dental resins fragments/residues at 345 °C, 1.0 atm, within the time interval of 30 to 110 min, rises with reaction time, showing a first order exponential growth behavior and reaches around 3.75% (area.) at 110 min. In addition, the concentration of methyl iso-butyrate by pyrolysis of PMMA based dental resins fragments at 345, 405, and 420 °C, 1.0 atm, and 50 min, increases linearly with increasing temperature, being according to the results reported by Kaminsky and Frank [7].
SEM images of PMMA based dental resins fragments/residues after depolymerization shows that a drastic change, caused by complete carbonization of polymeric material, on the polymer morphology has occurred.
Finally, the depolymerization of PMMA based dental resins fragments/residues makes it possible to recover large amounts of pure MMA.
Author Contributions
The individual contributions of all the co-authors are provided as follows: P.B.d.S.J. contributed with formal analysis and writing original draft preparation, D.A.R.d.C. contributed with investigation and methodology, A.C.F. contributed with formal analysis and writing original draft preparation, M.C.S. contributed with formal analysis and software, C.C.F. contributed with formal analysis, software, and visualization, H.J.d.S.R. contributed with investigation and methodology, F.P.d.C.A. contributed with formal analysis, software, and visualization, L.P.B. contributed with chemical analysis, S.D.J. contributed with resources, chemical analysis, L.E.P.B. with co-supervision, and resources, and N.T.M. contributed with supervision, conceptualization, and data curation. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Acknowledgments
I would like to acknowledge and dedicate this research in memory to Hélio da Silva Almeida, he used to work at the Faculty of Sanitary and Environmental Engineering/UFPa, and passed away on 13 March 2021. His contagious joy, dedication, intelligence, honesty, seriousness, and kindness will always be remembered in our hearts.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ali, U.; Karim, K.J.B.A.; Buang, N.A. A Review of the properties and Applications of Poly (Methyl Methacrylate) (PPMA). J. Polym. Rev. 2015, 55, 678–705. [Google Scholar] [CrossRef]
- Frazer, R.Q.; Byron, R.T.; Osborne, P.B.; West, K.P. PMMA: An essential material in medicine and dentistry. J. Long Term Eff. Med. Implants 2005, 15, 629–639. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gozum, N.; Unal, E.S.; Altan-Yaycioglu, R.; Gucukoglu, A.; Ozgun, C. Visual performance of acrylic and PMMA intraocular lenses. Eye Lond. 2003, 17, 238–242. [Google Scholar] [CrossRef] [Green Version]
- Spasojevic, P.; Zrilic, M.; Panic, V.; Stamenkovic, D.; Seslija, S.; Velickovic, S. The Mechanical Properties of a Poly(methyl methacrylate) Denture Base Material Modified with Dimethyl Itaconate and Di-n-butyl Itaconate. Int. J. Polym. Sci. 2015, 2015, 561012. [Google Scholar] [CrossRef] [Green Version]
- de Tommaso, J.; Dubois, J.-L. Risk Analysis on PMMA Recycling Economics. Polymers 2021, 13, 2724. [Google Scholar] [CrossRef] [PubMed]
- Kaminsky, W. Recycling of polymers by pyrolysis. J. Phys. IV Colloq. 1993, 3, 1543–1552. [Google Scholar] [CrossRef]
- Kaminsky, W.; Franck, J. Monomer recovery by pyrolysis of poly( methyl methacrylate) (PMMA). J. Anal. Appl. Pyrolysis 1991, 19, 311–318. [Google Scholar] [CrossRef]
- Kaminsky, W.; Predel, M.; Sadiki, A. Feedstock recycling of polymers by pyrolysis in a fluidized bed. Polym. Degrad. Stab. 2004, 85, 1045–1050. [Google Scholar] [CrossRef]
- Assael, M.J.; Antoniadis, K.D.; Wu, J. New Measurements of the Thermal Conductivity of PMMA, BK7, and Pyrex 7740 up to 450 K. Int. J. Thermophys. 2008, 29, 1257–1266. [Google Scholar] [CrossRef]
- Arisawa, H.; Brill, T.B. Kinetics and Mechanisms of Flash Pyrolysis of Poly(methyl methacrylate) (PMMA). Combust. Flame 1997, 109, 415–426. [Google Scholar] [CrossRef]
- Kaminsky, W.; Eger, C. Pyrolysis of filled PMMA for monomer recovery. J. Anal. Appl. Pyrolysis 2001, 58–59, 781–787. [Google Scholar] [CrossRef]
- Smolders, K.; Baeyens, J. Thermal degradation of PMMA in fluidized beds. Waste Manag. 2004, 24, 849–857. [Google Scholar] [CrossRef] [PubMed]
- Kang, B.; Kim, S.G.; Kim, J.-S. Thermal degradation of poly(methyl methacrylate) polymers: Kinetics and recovery of monomers using a fluidized bed reactor. J. Anal. Appl. Pyrolysis 2008, 81, 7–13. [Google Scholar] [CrossRef]
- Achilias, D.S. Chemical recycling of poly(methyl methacrylate) by pyrolysis. Potential use of the liquid fraction as a raw material for the reproduction of the polymer. Eur. Polym. J. 2007, 43, 2564–2575. [Google Scholar] [CrossRef]
- Lopez, G.; Artetxe, M.; Amutio, M.; Elordi, G.; Aguado, R.; Olazar, M.; Bilbao, J. Recycling poly-(methyl methacrylate) by pyrolysis in a conical spouted bed reactor. Chem. Eng. Process. 2010, 49, 1089–1094. [Google Scholar] [CrossRef]
- Szabo, E.; Olah, M.; Ronkay, F.; Miskolczi, N.; Blazso, M. Characterization of the liquid product recovered through pyrolysis of PMMA–ABS waste. J. Anal. Appl. Pyrolysis 2011, 92, 19–24. [Google Scholar] [CrossRef]
- Braido, R.S.; Borges, L.E.P.; Pinto, J.C. Chemical recycling of cross linked poly(methyl methacrylate) and characterization of polymers produced with the recycled monomer. J. Anal. Appl. Pyrolysis 2018, 132, 47–55. [Google Scholar] [CrossRef]
- Zeng, W.R.; Li, S.F.; Chow, W.K. Review on Chemical Reactions of Burning Poly(methyl methacrylate) PMMA. J. Fire Sci. 2002, 20, 401–433. [Google Scholar] [CrossRef]
- Hirata, T.; Kashiwagi, T.; Brown, J.E. Thermal and Oxidative Degradation of Poly(methyl methacrylate): Weight Loss. Macromolecules 1985, 18, 1410–1418. [Google Scholar] [CrossRef]
- Manring, L.E. Thermal Degradation of Poly(methyl methacrylate). 2. Vinyl-Terminated Polymer. Macromolecules 1989, 22, 2673–2677. [Google Scholar] [CrossRef]
- Peterson, J.D.; Vyazovkin, S.; Wight, C.A. Kinetic Study of Stabilizing Effect of Oxygen on Thermal Degradation of Poly(methyl methacrylate). J. Phys. Chem. B 1999, 103, 8087–8092. [Google Scholar] [CrossRef]
- Hu, Y.-H.; Chen, C.-Y. The effect of end groups on the thermal degradation of poly(methyl methacrylate). Polym. Degrad. Stab. 2003, 82, 81–88. [Google Scholar] [CrossRef]
- Ferriol, M.; Gentilhomme, A.; Cochez, M.; Oget, N.; Mieloszynski, J.L. Thermal degradation of poly(methyl methacrylate) (PMMA): Modelling of DTG and TG curves. Polym. Degrad. Stab. 2003, 79, 271–281. [Google Scholar] [CrossRef]
- Gao, Z.; Kaneko, T.; Hou, D.; Nakada, M. Kinetics of thermal degradation of poly(methyl methacrylate) studied with the assistance of the fractional conversion at the maximum reaction rate. Polym. Degrad. Stab. 2004, 84, 399–403. [Google Scholar] [CrossRef]
- Motaung, T.E.; Luyt, A.S.; Bondioli, F.; Messori, M.; Saladino, M.L.; Spinella, A.; Nasillo, G.; Caponetti, E. PMMA-titania nanocomposites: Properties and thermal degradation behaviour. Polym. Degrad. Stab. 2012, 97, 1325–1333. [Google Scholar] [CrossRef]
- Fateha, T.; Richard, F.; Rogaume, T.; Joseph, P. Experimental and modelling studies on the kinetics and mechanisms of thermal degradation of polymethyl methacrylate in nitrogen and air. J. Anal. Appl. Pyrolysis 2016, 120, 423–433. [Google Scholar] [CrossRef]
- Bhargava, A.; van Hees, P.; Andersson, B. Pyrolysis modeling of PVC and PMMA using a distributed reactivity model. Polym. Degrad. Stab. 2016, 129, 199–211. [Google Scholar] [CrossRef]
- Cheng, J.; Pan, Y.; Yao, J.; Wang, X.; Pan, F.; Jiang, J. Mechanisms and kinetics studies on the thermal decomposition of micron Poly (methyl methacrylate) and polystyrene. J. Loss Prev. Process. Ind. 2016, 40, 139–146. [Google Scholar] [CrossRef]
- Holland, B.J.; Hay, J.N. The kinetics and mechanisms of the thermal degradation of poly(methyl methacrylate) studied by thermal analysis-Fourier transform infrared spectroscopy. Polymer 2001, 42, 4825–4835. [Google Scholar] [CrossRef]
- Ozlem, S.; Aslan-Gürel, E.; Rossi, R.M.; Hacaloglu, J. Thermal degradation of poly(isobornyl acrylate) and its copolymer with poly(methyl methacrylate) via pyrolysis mass spectrometry. J. Anal. Appl. Pyrolysis 2013, 100, 17–25. [Google Scholar] [CrossRef]
- Özlem-Gundogdu, S.; Gurel, E.A.; Hacaloglu, J. Pyrolysis of poly(methyl methacrylate) copolymers. J. Anal. Appl. Pyrolysis 2015, 113, 529–538. [Google Scholar] [CrossRef]
- Manring, L.E. Thermal Degradation of Poly(methyl methacrylate). 4. Random Side-Group Scission. Macromolecules 1991, 24, 3304–3309. [Google Scholar] [CrossRef]
- Godiya, C.B.; Gabrielli, S.; Materazzi, S.; Pianesi, M.S. Depolymerization of waste poly(methyl methacrylate) scraps and purification of depolymerized products. J. Environ. Manag. 2019, 231, 1012–1020. [Google Scholar] [CrossRef] [PubMed]
- Popescu, V.; Vasile, C.; Brebu, M.; Popescu, G.L.; Moldovan, M.; Prejmerean, C.; Stanulet, L.; Trisca-Rusu, C.; Cojocaru, I. The characterization of recycled PMMA. J. Alloys Compd. 2009, 483, 432–436. [Google Scholar] [CrossRef]
- Grause, G.; Predel, M.; Kaminsky, W. Monomer recovery from aluminium hydroxide high filled poly(methyl methacrylate) in a fluidized bed reactor. J. Anal. Appl. Pyrolysis 2006, 75, 236–239. [Google Scholar] [CrossRef]
- Newborough, M.; Highgate, D.; Vaughan, P. Thermal depolymerization of scrap polymers. Appl. Therm. Eng. 2002, 22, 1875–1883. [Google Scholar] [CrossRef]
- Sasaki, A.; Tsuji, T. Poly(methyl methacrylate) pyrolysis by two fluidized bed process. In Proceedings of the 5th Symposium on Feedstock and Mechanical Recycling of Polymeric Materials (ISFR2009), Chengdu, China, 11–14 October 2009; pp. 79–83. [Google Scholar]
- Zeng, W.R.; Li, S.F.; Chow, W.K. Preliminary Studies on Burning Behavior of Polymethylmethacrylate (PMMA). J. Fire Sci. 2002, 20, 297–317. [Google Scholar] [CrossRef]
- Chen, R.; Xu, M. Kinetic and volatile products study of micron-sized PMMA waste pyrolysis using thermogravimetry and Fourier transform infrared analysis. Waste Manag. 2020, 113, 51–61. [Google Scholar] [CrossRef]
- Chen, R.; Li, Q.; Xu, X.; Zhang, D. Pyrolysis kinetics and reaction mechanism of representative non-charring polymer waste with micron particle size. Energy Convers. Manag. 2019, 198, 111923. [Google Scholar] [CrossRef]
- Krishna, J.V.J.; Kumar, S.S.; Korobeinichev, O.P.; Vinu, R. Detailed kinetic analysis of slow and fast pyrolysis of poly(methyl methacrylate)-Flame retardant mixtures. Thermochim. Acta 2020, 687, 178545. [Google Scholar] [CrossRef]
- Özsin, G. Assessing thermal behaviours of cellulose and poly(methyl methacrylate) during co-pyrolysis based on an unified thermoanalytical study. Bioresour. Technol. 2020, 300, 122700. [Google Scholar] [CrossRef] [PubMed]
- Korobeinichev, O.P.; Paletsky, A.A.; Gonchikzhapov, M.B.; Glaznev, R.K.; Gerasimov, I.E.; Naganovsky, Y.K.; Shundrina, I.K.; Snegirev, A.Y.; Vinu, R. Kinetics of thermal decomposition of PMMA at different heating rates and in a wide temperature range. Thermochim. Acta 2019, 671, 17–25. [Google Scholar] [CrossRef]
- da Rosa, S.; Braido, R.S.; Castro, N.L.d.e.; Brandão, A.L.T.; Schwaab, M.; Pinto, J.C. Modelling the chemical recycling of cross linked poly (methyl methacrylate): Kinetics of depolymerisation. J. Anal. Appl. Pyrolysis 2019, 144, 104706. [Google Scholar] [CrossRef]
- Poudel, J.; Lee, Y.M.; Kim, H.J. Methyl methacrylate (MMA) and alumina recovery from waste artificial marble powder pyrolysis. J. Mater. Cycles Waste Manag. 2020, 23, 214–221. [Google Scholar] [CrossRef]
- dos Santos, P.B., Jr.; da Silva Ribeiro, H.J.; Ferreira, C.C.; Bernar, L.P.; Bremer, S.J.; de Castro, D.A.R.; Ferreira, A.C.; da Silva, C.d.S.; Costa, M.E.G.; Santos, M.C.; et al. Kinetics of thermal degradation of PMMA-based dental resins scraps. Asian J. Green Chem. 2020, 4, 202–219. [Google Scholar]
- Snegirev, A.Y.; Talalov, V.A.; Stepanov, V.V.; Korobeinichev, O.P.; Gerasimov, I.E.; Shmakov, A.G. Autocatalysis in thermal decomposition of polymers. Polym. Degrad. Stab. 2017, 137, 151–161. [Google Scholar] [CrossRef]
- Handawy, M.K.; Snegirev, A.Y.; Stepanov, V.V.; Talalov, V.A. Kinetic modeling and analysis of pyrolysis of polymethyl methacrylate using isoconversional methods. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1100, 012053. [Google Scholar] [CrossRef]
- Chen, R.; Pan, R.; Li, Q. Thermal degradation characteristics, kinetics and thermodynamics of micron-sized PMMA in oxygenous atmosphere using thermogravimetry and deconvolution method based on Gauss function. J. Loss Prev. Process. Ind. 2021, 71, 104488. [Google Scholar] [CrossRef]
- Moens, E.K.C.; de Smit, K.; Marien, Y.W.; Trigilio, A.D.; van Steenberge, P.H.M.; van Geem, K.M.; Dubois, J.-L.; D’hooge, D.R. Progress in Reaction Mechanisms and Reactor Technologies for Thermochemical Recycling of Poly(methyl methacrylate). Polymers 2020, 128, 1667. [Google Scholar] [CrossRef]
- Mota, S.A.P.; Mancio, A.A.; Lhamas, D.E.L.; de Abreu, D.H.; da Silva, M.S.; Santos, W.G.d.; de Castro, D.A.R.; de Oliveira, R.M.; Araujo, M.E.; Borges, L.E.P.; et al. Production of green diesel by thermal catalytic cracking of crude 968 palm oil (Elaeis guineensis Jacq) in a pilot plant. J. Anal. Appl. Pyrolysis 2014, 110, 1–11. [Google Scholar]
- Santos, M.C.; Lourenço, R.M.; de Abreu, D.H.; Pereira, A.M.; de Castro, D.A.R.; Pereira, M.S.; Almeida, H.S.; Mâncio, A.A.; Lhamas, D.E.L.; da Mota, S.A.P.; et al. Gasoline-like hydrocarbons by catalytic cracking of soap phase residue of neutralization process of palm oil (Elaeis guineensis Jacq). J. Taiwan Inst. Chem. Eng. 2017, 71, 106–119. [Google Scholar] [CrossRef]
- Ferreira, C.C.; Costa, E.C.; de Castro, D.A.R.; Pereira, M.S.; Mâncio, A.A.; Santos, M.C.; Lhamas, D.E.L.; da Mota, S.A.P.; Leão, A.C.; Duvoisin, S., Jr.; et al. Deacidification of organic liquid products by fractional distillation in laboratory and pilot scales. J. Anal. Appl. Pyrolysis 2017, 127, 468–489. [Google Scholar] [CrossRef]
- Santos, P.F.L.; Ribeiro, H.J.d.; Santos, P.B.d., Jr.; Ferreira, C.C.; Bernar, L.P.; Bremer, S.J.; de Castro, D.A.R.; Ferreira, A.C.; da Silva, C.d.S.; Costa, M.E.G.; et al. Degradação térmica de resíduos de resinas dentárias reticuladas a base de PMMA: Recuperação do MMA. Braz. J. Dev. Curitiba 2021, 7, 67318–67337. [Google Scholar] [CrossRef]


Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).