Effective Saccharification of Corn Stover Using Low-Liquid Aqueous Ammonia Pretreatment and Enzymatic Hydrolysis



Abstract
:
1. Introduction
2. Results and Discussion
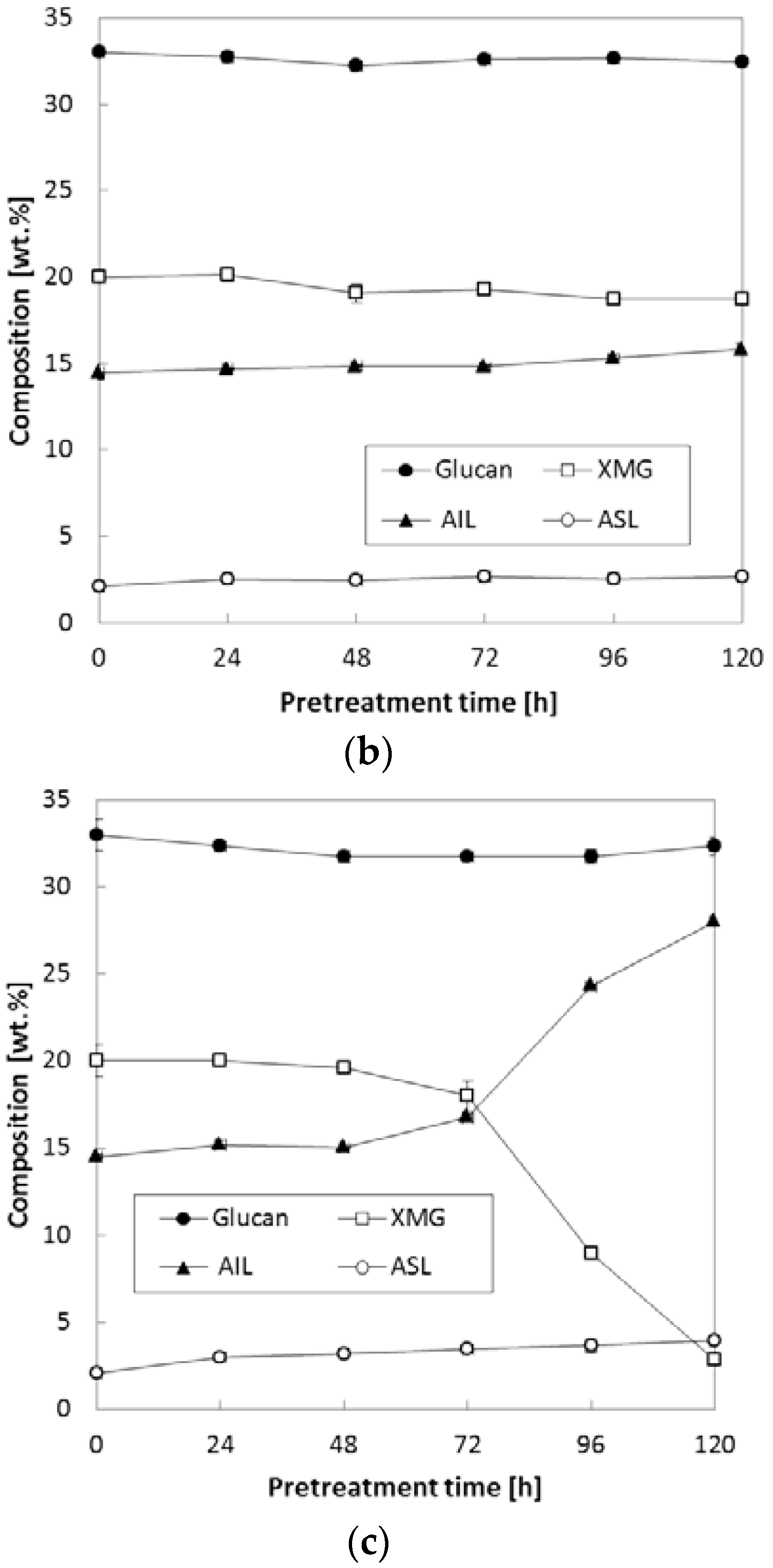
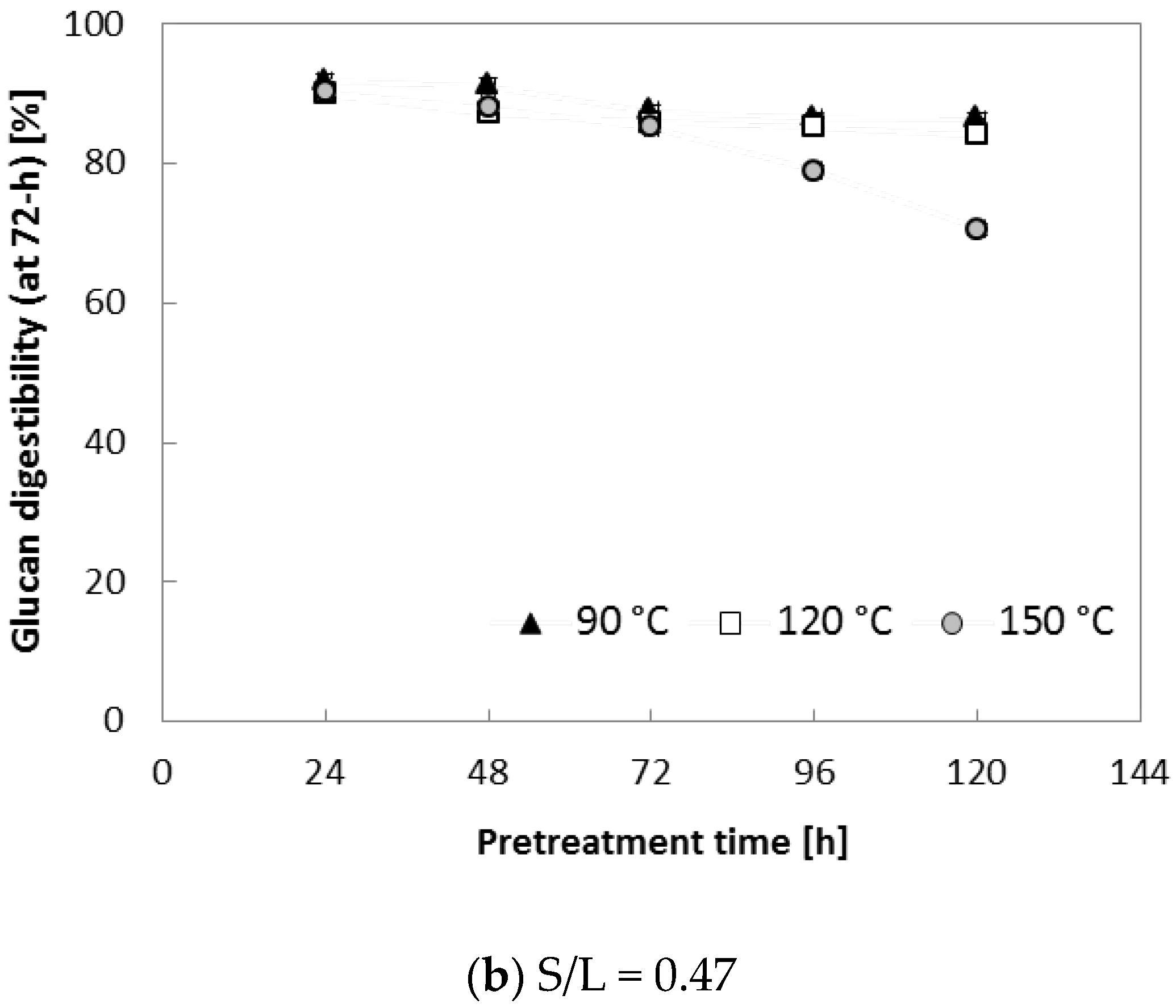
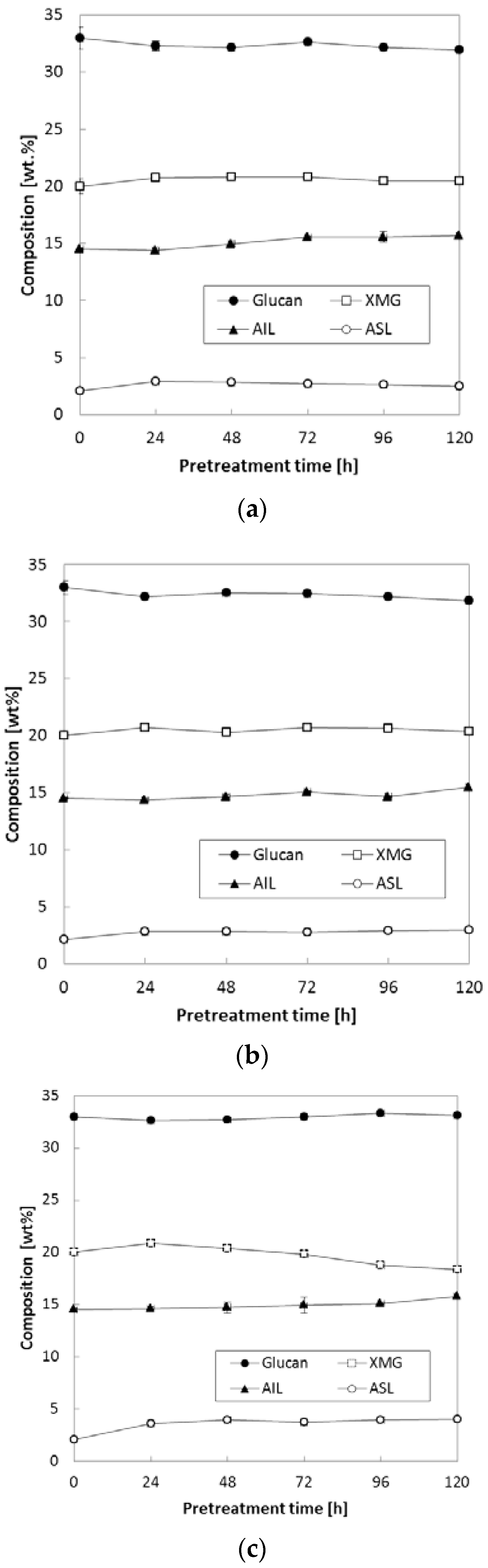
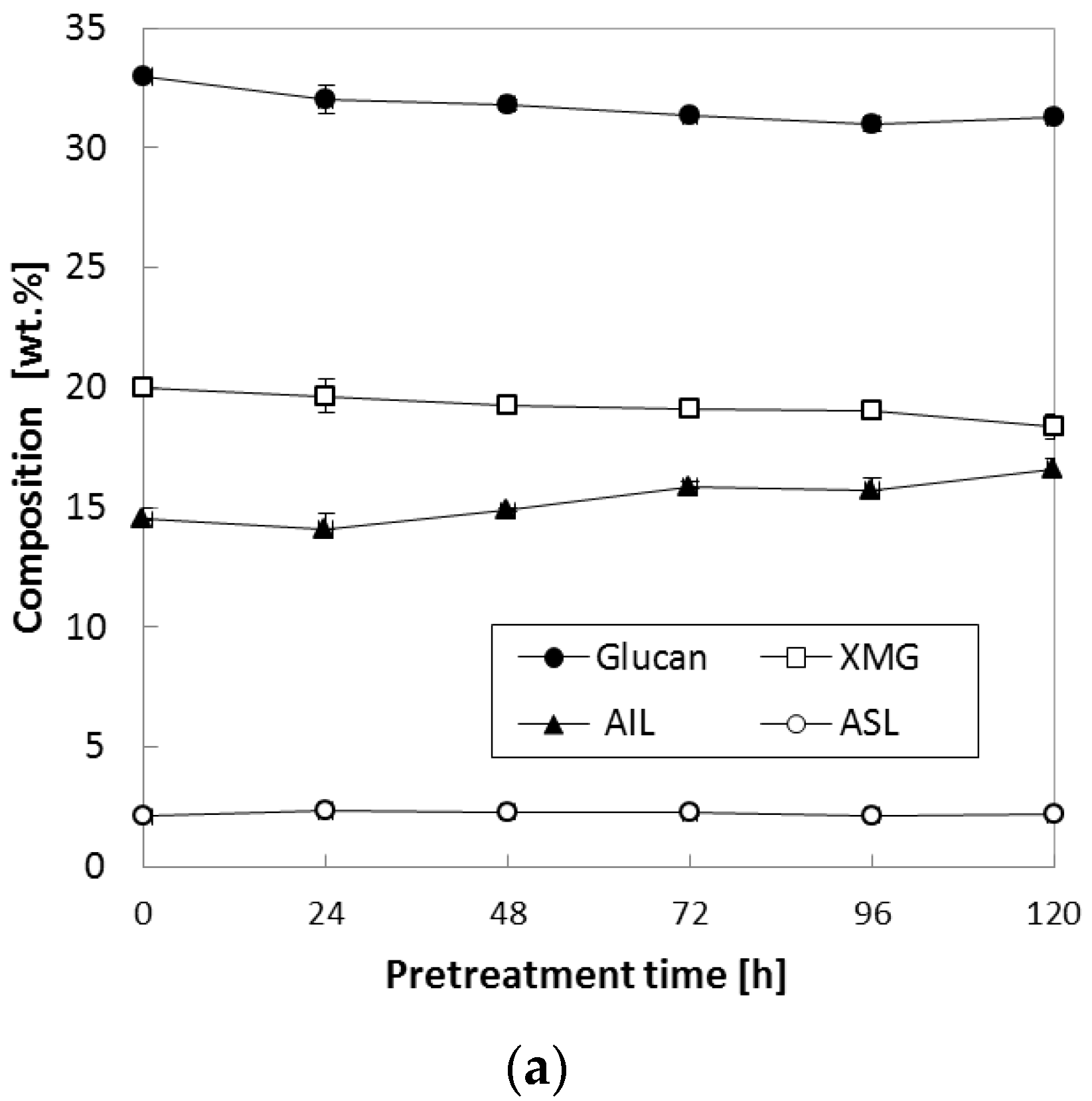
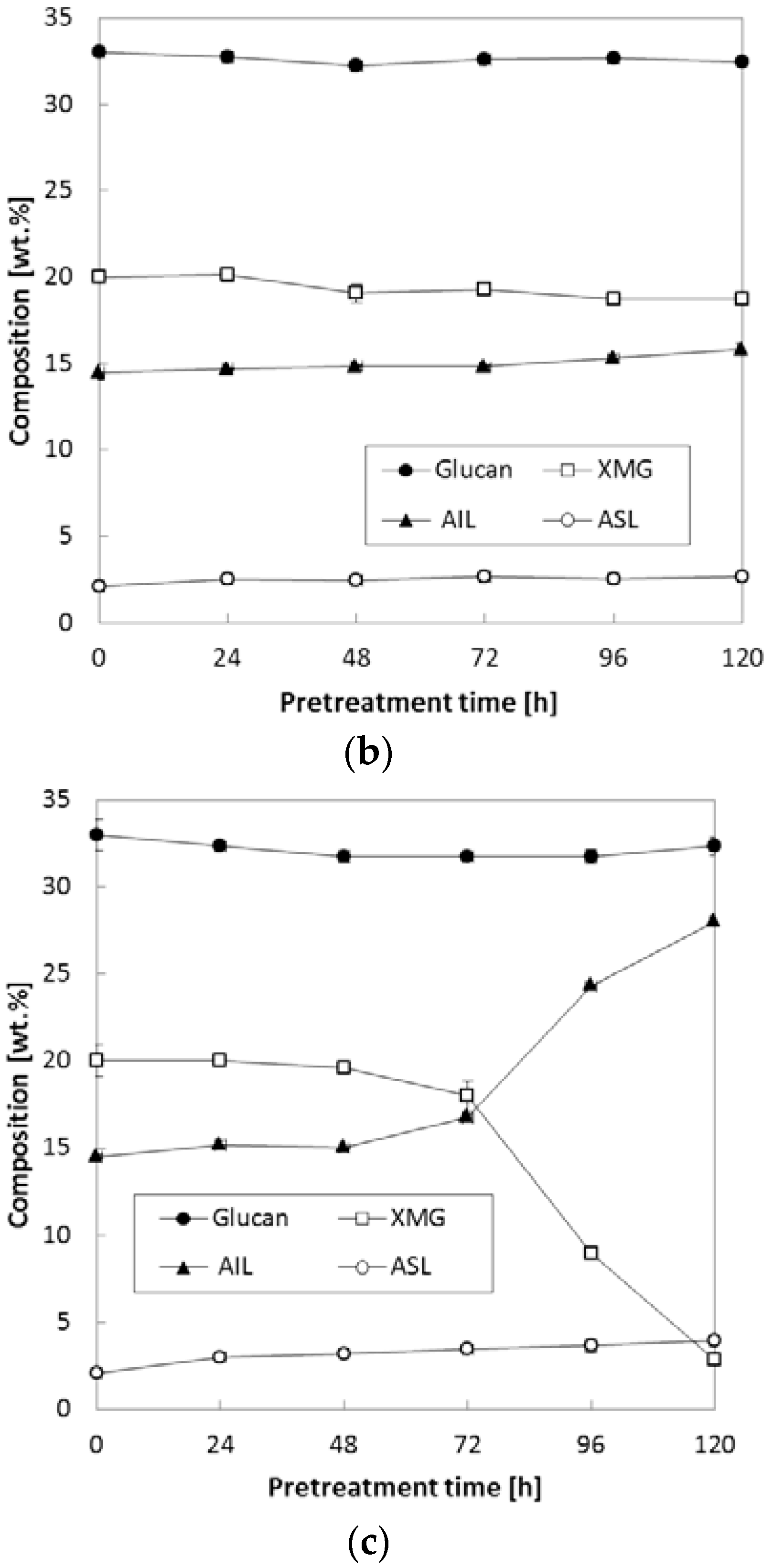
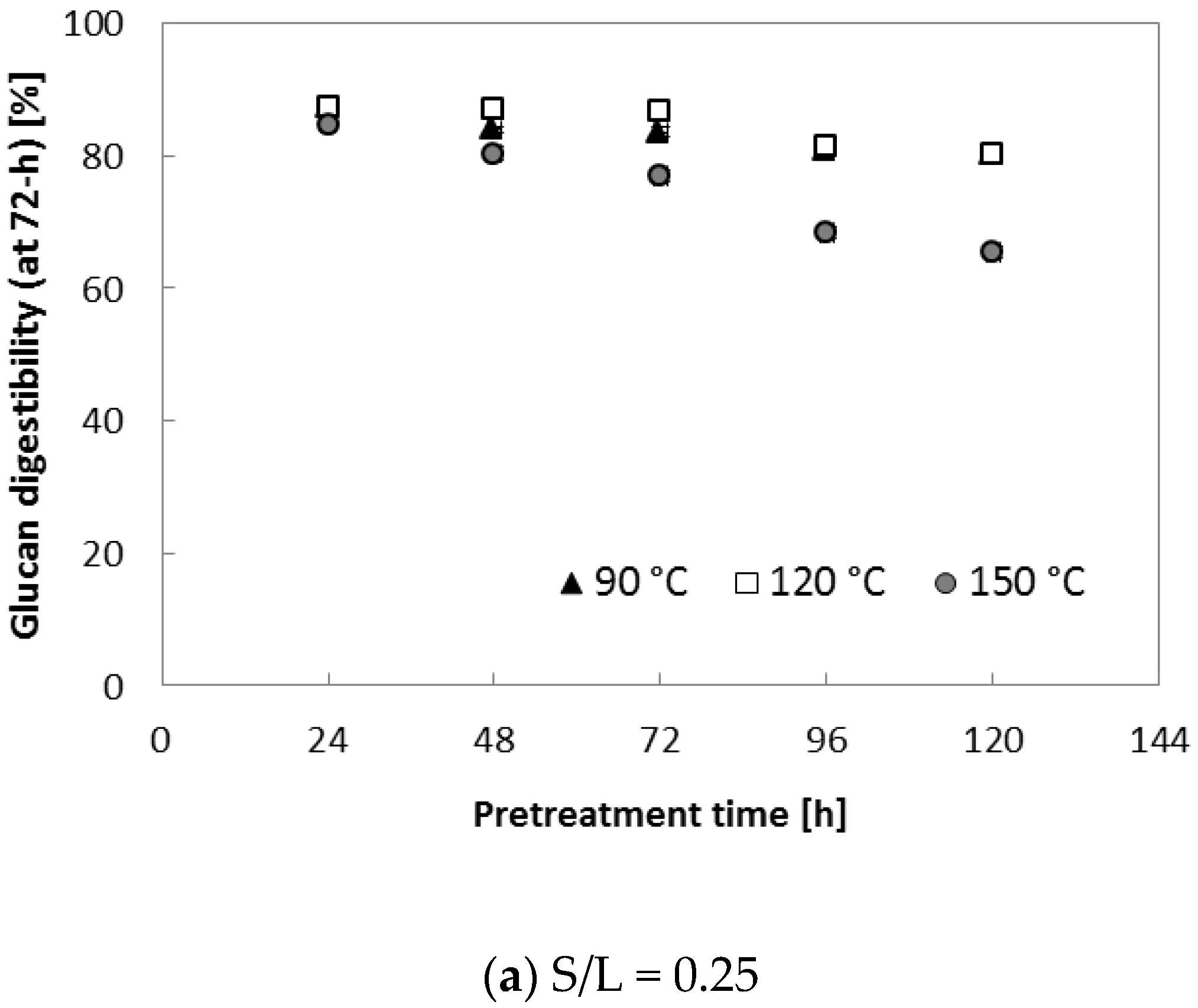
2.1. Effects of Reaction Temperature and Time on the Chemical Composition of Pretreated Corn Stover
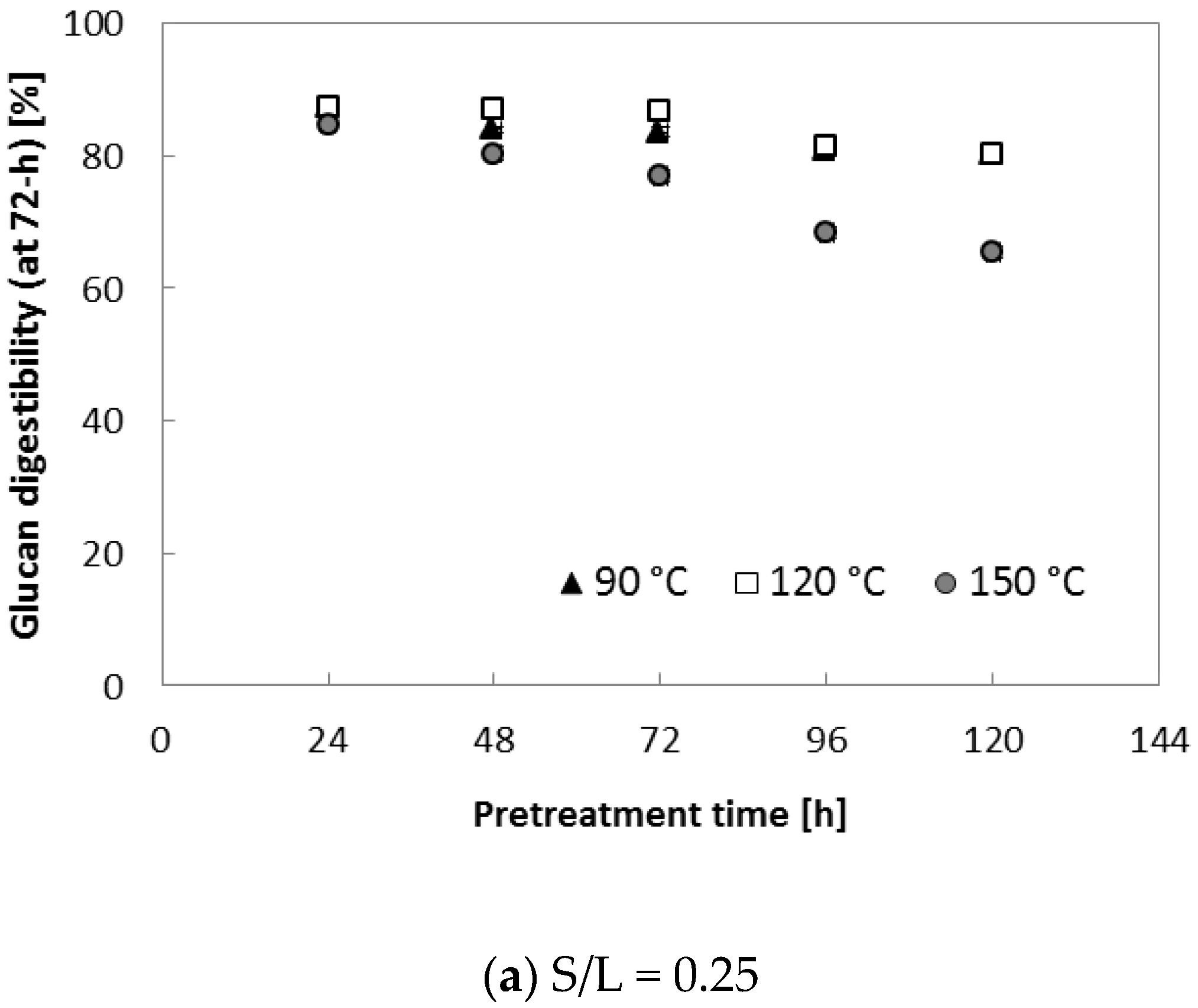
2.2. The Effect of the S/L Ratio on Chemical Composition of Pretreated Corn Stover
2.3. The Effect of NH3 Loading on Enzymatic Digestibility of Pretreated Solids
2.4. Analysis of Variance (ANOVA)
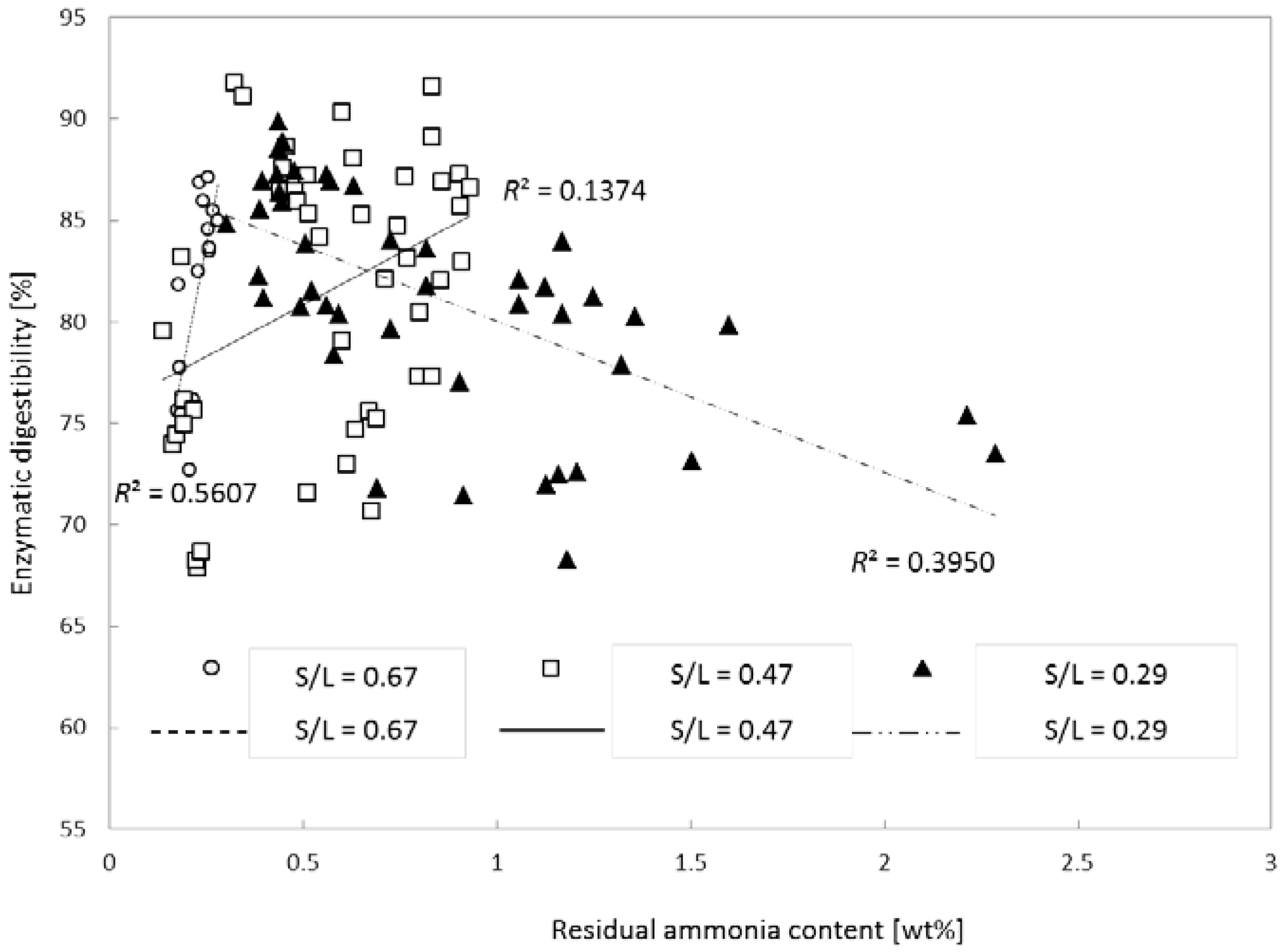
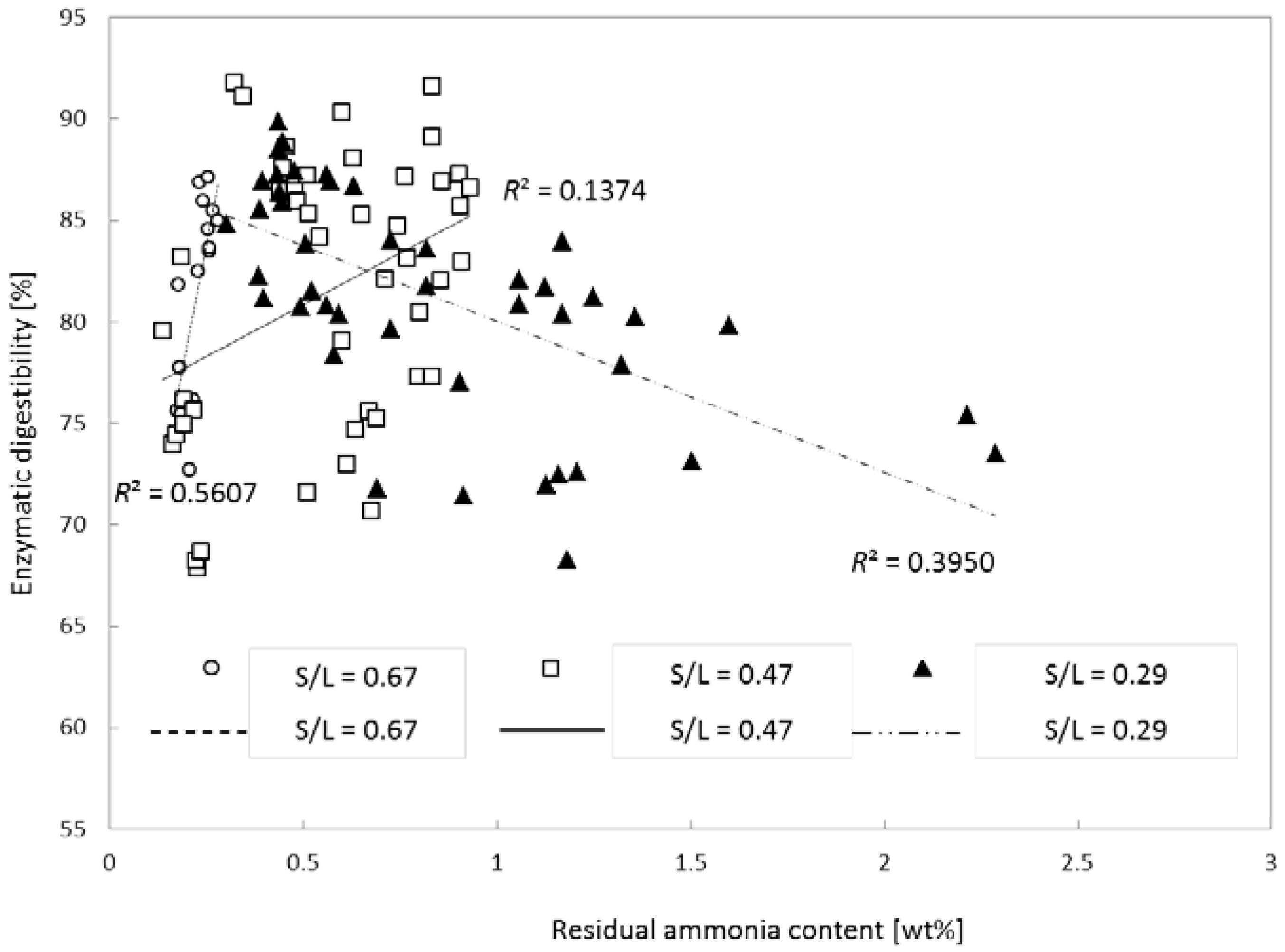
2.5. Residual Ammonia
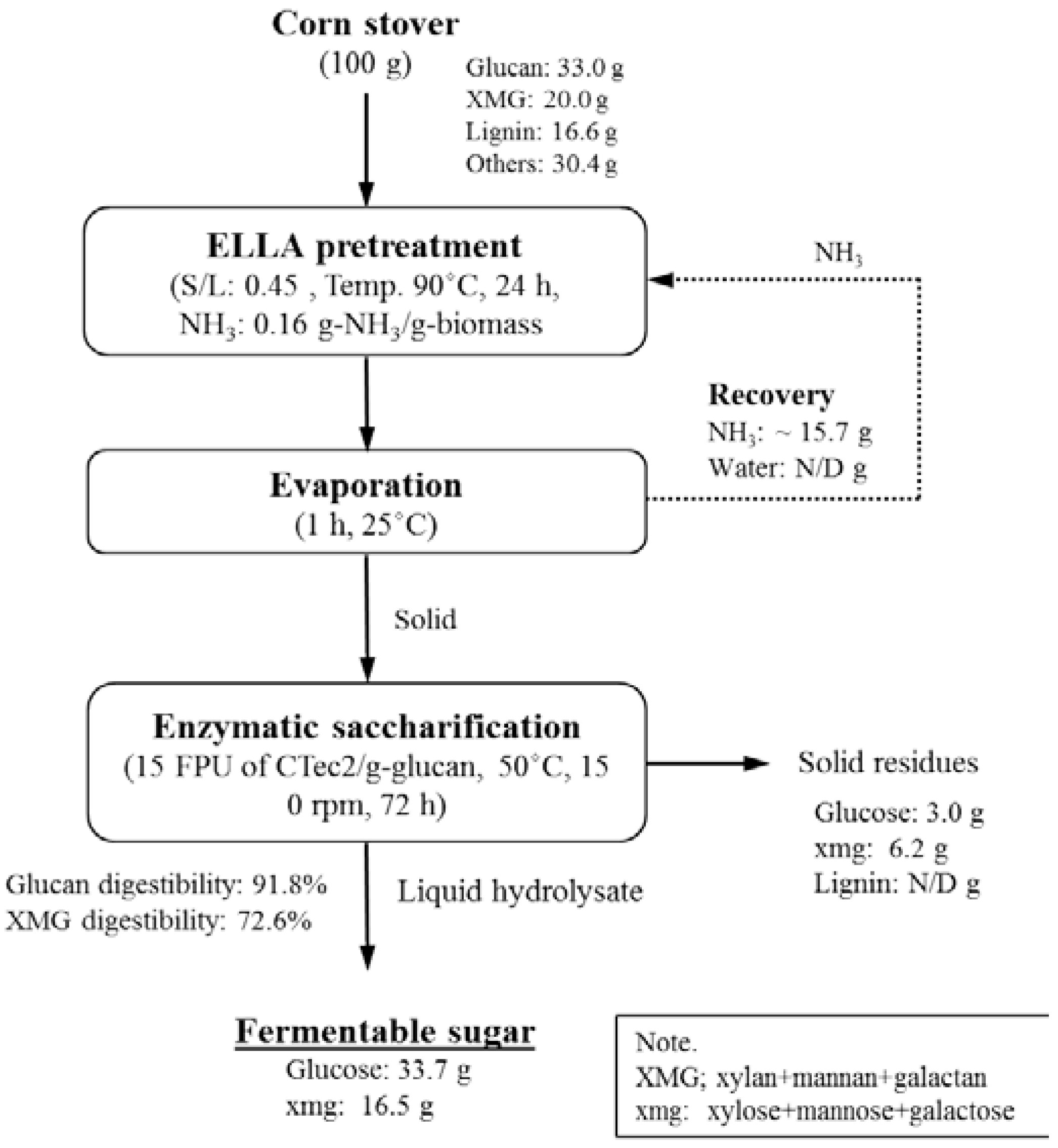
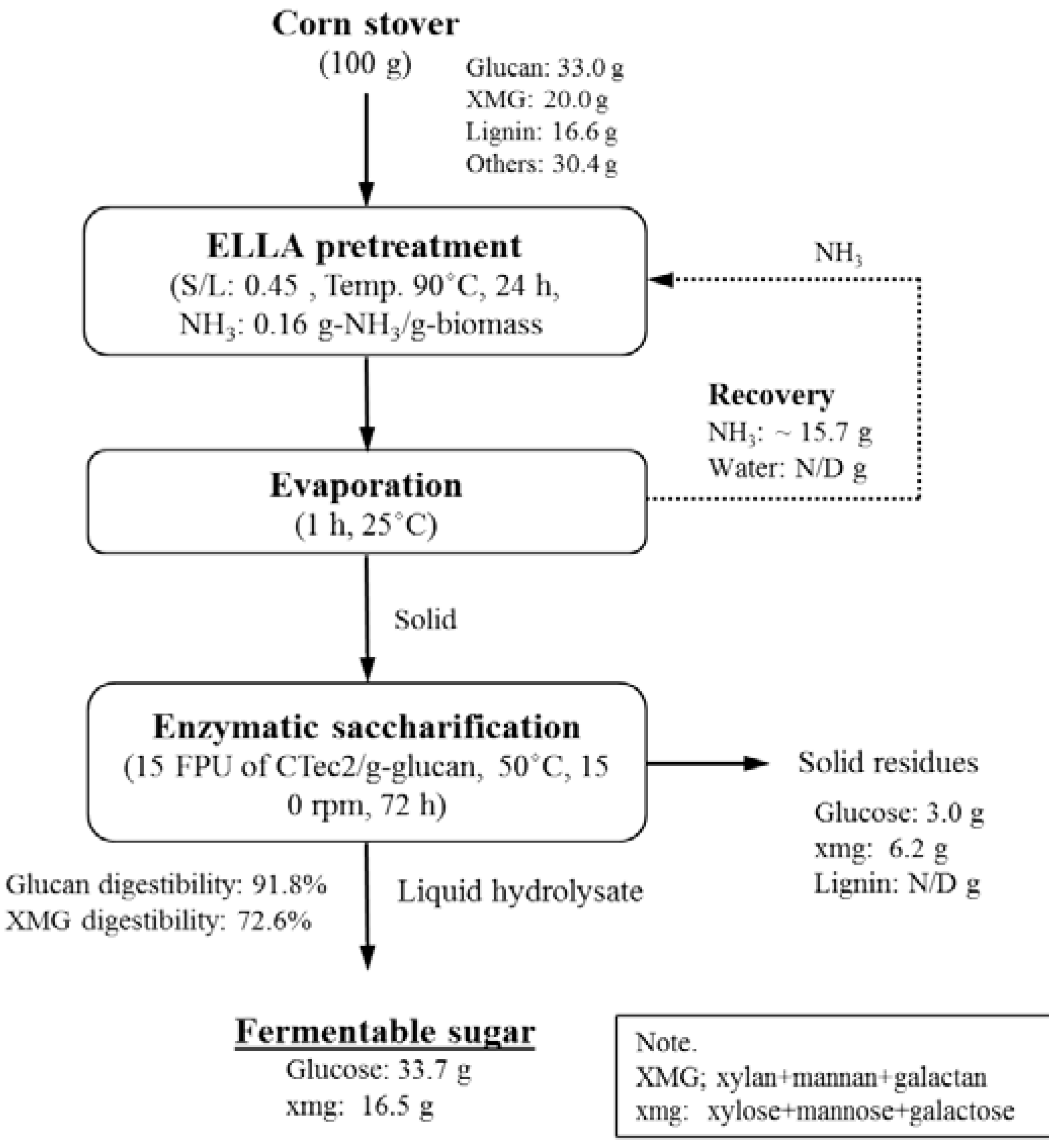
2.6. Mass Balance
2.7. Comparison of Various Ammonia Pretreatments
3. Materials and Methods
3.1. Materials
3.1.1. Feedstock
3.1.2. Enzymes
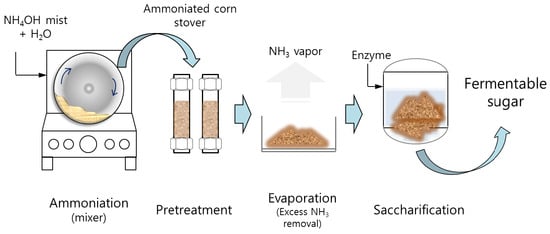
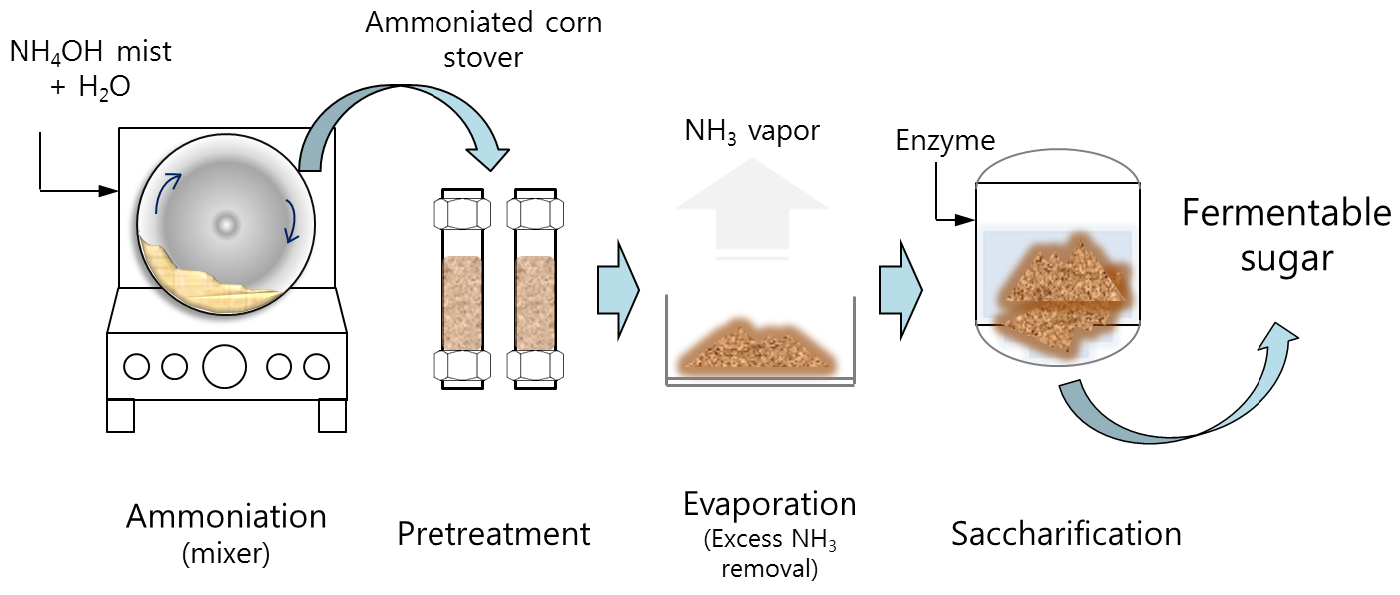
3.2. Pretreatment
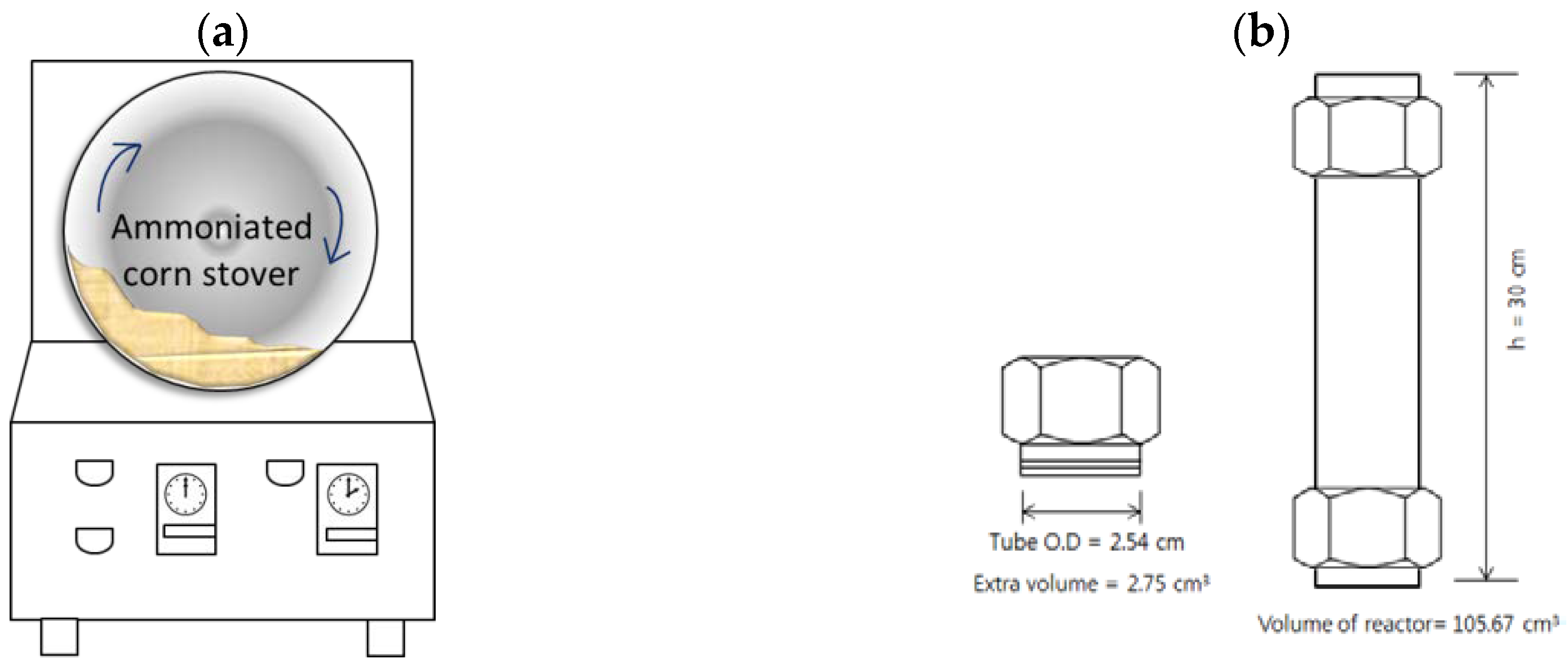
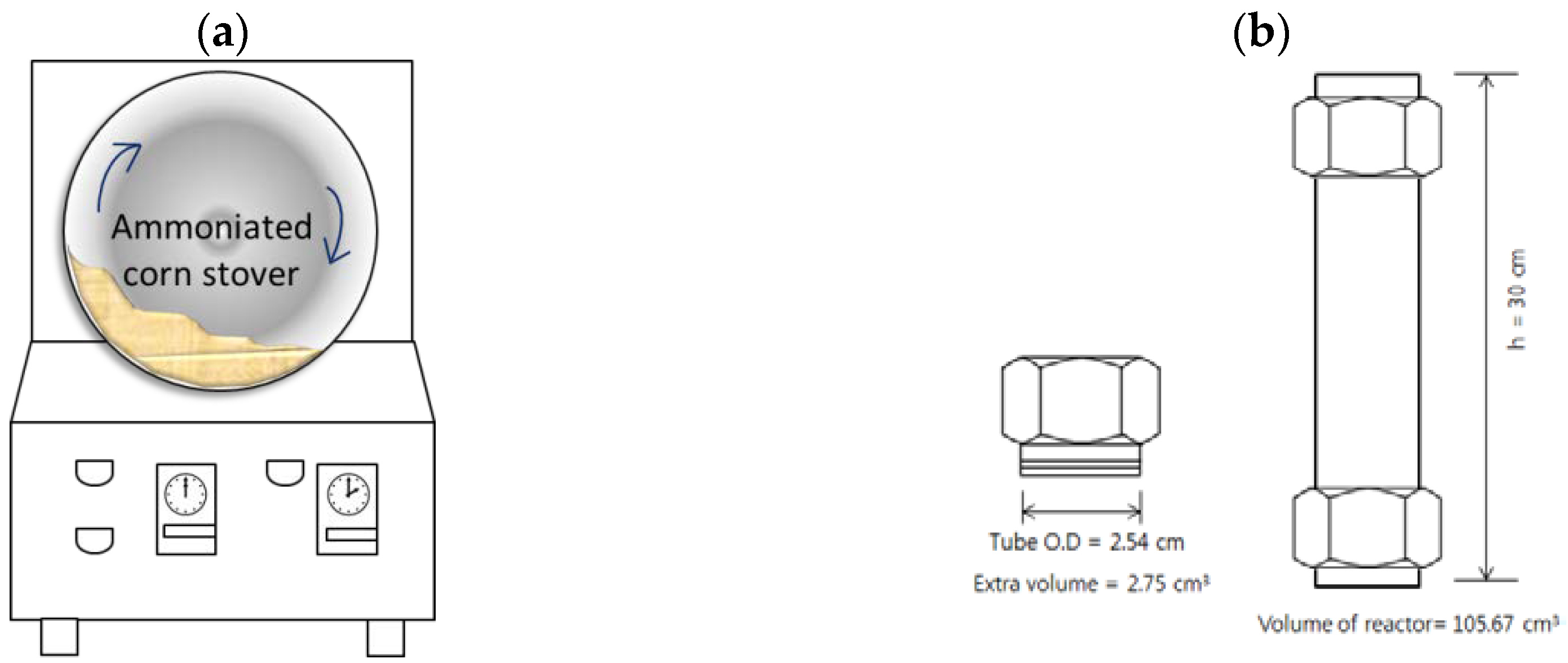
3.2.1. The First Step: Ammoniation
3.2.2. The Second Step: Pretreatment
3.2.3. The Third Step: Evaporation
3.3. Analytical Methods
3.4. Enzymatic Digestibility
3.5. Residual Ammonia Analysis
3.6. ANOVA
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Naik, S.N.; Goud, V.V.; Rout, P.K.; Dalai, A.K. Production of first and second generation biofuels: A comprehensive review. Renew. Sustain. Energy Rev. 2009, 14, 578–597. [Google Scholar] [CrossRef]
- Badger, P.C. Ethanol from cellulose: A general review. In Trends in New Crops and New Uses; Jnick, J., Whipkey, A., Eds.; ASHS Press: Alexandria, VA, USA, 2002; pp. 17–21. [Google Scholar]
- Tien, M.; Kirk, T.K. Lignin-degrading enzyme from Phanerochaete chrysosporium: Purification, characterization, and catalytic properties of a unique H2O2-requiring oxygenase. Proc. Natl. Acad. Sci. USA 1984, 81, 2280–2284. [Google Scholar] [CrossRef] [PubMed]
- Chakar, F.S.; Ragauskas, A.J. Review of current and future softwood kraft lignin process chemistry. Ind. Crops Prod. 2004, 20, 131–141. [Google Scholar] [CrossRef]
- Marshall, L.; Sugg, Z. Corn Stover for Ethanol Production: Potential and Pitfalls. WRI Policy Note no. 4; World Resources Institute: Washington DC, USA, 2009; pp. 1–10. [Google Scholar]
- Charlier, L.K.; Mazeau, K. Molecular modeling of the structural and dynamical properties of secondary plant cell walls: Influence of lignin chemistry. J. Phys. Chem. 2012, 116, 4163–4174. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.; Wang, Y.; Zhu, J.Y.; Ragauskas, A.; Deng, Y. Enhanced enzymatic hydrolysis of spruce alkaline pretreatment at low temperature. Biotechnol. Bioeng. 2008, 15, 1320–1328. [Google Scholar] [CrossRef] [PubMed]
- Cayetano, R.D.; Kim, T.H. Effect of low moisture anhydrous ammonia (LMAA) pretreatment at controlled ammoniation temperatures on enzymatic hydrolysis of corn stover. Appl. Biochem. Biotechnol. 2017, 181, 1257–1269. [Google Scholar] [CrossRef] [PubMed]
- Yoo, C.G.; Lee, C.W.; Kim, T.H. Effect of low-moisture anhydrous ammonia (LMAA) pretreatment on biomass quality and enzymatic hydrolysis for long-term storage. Appl. Biochem. Biotechnol. 2014, 174, 2639–2651. [Google Scholar] [CrossRef] [PubMed]
- Yoo, C.G.; Nghiem, N.P.; Hicks, K.B.; Kim, T.H. Pretreatment of corn stover using low-moisture anhydrous ammonia (LMAA) process. Bioresour. Technol. 2011, 102, 10028–10034. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Henriksson, G.; Gellerstedt, G. Lignin depolymerization/repolymerization and its critical role for delignification of aspen wood by steam explosion. Bioresour. Technol. 2007, 98, 3061–3068. [Google Scholar] [CrossRef] [PubMed]
- McMillan, J.D. Pretreatment of lignocellulosic biomass. In Enzymatic Conversion of Biomass for Fuels Production; Himmel, M.E., Baker, J.O., Overend, R.P., Eds.; ACS: Washington, DC, USA, 1993; pp. 292–323. [Google Scholar]
- Moore, K.J.; Hatfield, R.D. Carbohydrates and forage quality. In Forage Quality, Evaluation, and Utilization; Fahey, G.C., Collins, M.C., Mertens, D.R., Moser, L.E., Eds.; ASA-CSSA-SSSA: Madison, WI, USA, 1994; pp. 229–280. [Google Scholar]
- Satimanont, S.; Luengnaruemitchai, A.; Wongkasemjit, S. Effect of temperature and time on dilute acid pretreatment of corn cobs. Int. J. Chem. Mol. Nucl. Mater. Metallurg. Eng. 2012, 6, 216–320. [Google Scholar]
- Young, R.A.; Akhtar, M. Environmentally Friendly Technologies for the Pulp and Paper Industry; Wiley: New York, NY, USA, 1997. [Google Scholar]
- Garrote, G.; Dominguez, H.; Parajo, J.C. Hydrothermal processing of lignocellulosic materials. Eur. J. Wood Wood Prod. 1999, 57, 191–202. [Google Scholar] [CrossRef]
- Tingyue, G. Green Biomass Pretreatment for Biofuels Production; Springer: Dordrecht, The Netherlands, 2013. [Google Scholar]
- Kim, T.H.; Lee, Y.Y. Fractionation of corn stover by hot-water and aqueous ammonia treatment. Bioresour. Technol. 2006, 97, 224–232. [Google Scholar] [CrossRef] [PubMed]
- Hu, F.; Jung, S.; Ragauskas, A. Pseudo-lignin formation and its impact on enzymatic hydrolysis. Bioresour. Technol. 2012, 117, 7–12. [Google Scholar] [CrossRef] [PubMed]
- Drapcho, C.M.; Nghiem, N.P.; Walker, T.H. Biofuels Engineering Process Technology; McGraw Hill: New York, NY, USA, 2008; pp. 133–134. [Google Scholar]
- Kim, T.H. Pretreatment of Lignocellulosic Biomass. In Bioprocessing Technologies in Biorefinery for Sustainable Production of Fuels, Chemicals, and Polymers; Yang, S.T., El-Enshasy, H.A., Thongchul, N., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2013; pp. 91–110. [Google Scholar]
- Jönsson, L.J.; Martin, C. Pretreatment of lignocellulose: Formation of inhibitory by-products and strategies for minimizing their effects. Bioresour. Technol. 2016, 199, 103–112. [Google Scholar] [CrossRef] [PubMed]
- Kim, T.H.; Lee, Y.Y. Pretreatment of corn stover by soaking in aqueous ammonia. Appl. Biochem. Biotechnol. 2005, 121, 1119–1132. [Google Scholar] [CrossRef]
- Li, X.; Kim, T.H. Low-liquid pretreatment of corn stover with aqueous ammonia. Bioresour. Technol. 2011, 102, 4779–4786. [Google Scholar] [CrossRef] [PubMed]
- Kumar, R.; Wyman, C.E. Effect of cellulase and xylanase enzymes on the deconstruction of solids from pretreatment of popular by leading technologies. Biotechnol. Prog. 2009, 25, 302–314. [Google Scholar] [CrossRef] [PubMed]
- Kim, T.H.; Kim, J.S.; Sunwoo, C.; Lee, Y.Y. Pretreatment of corn stover by aqueous ammonia. Bioresour. Technol. 2003, 90, 39–47. [Google Scholar] [CrossRef]
- Kim, T.H.; Lee, Y.Y.; Sunwoo, C.; Kim, J.S. Pretreatment of corn stover by low-liquid ammonia recycle percolation process. Appl. Biochem. Biotechnol. 2006, 133, 41–57. [Google Scholar] [CrossRef]
- Kumar, A.K.; Sharma, S. Recent updates on different methods of pretreatment of lignocellulosic feedstocks: A review. Bioresour. Bioprocess. 2017, 4, 7. [Google Scholar] [CrossRef] [PubMed]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Structural Carbohydrates and Lignin in Biomass; Report No. TP-510-42618; National Renewable Energy Laboratory: Golden, CO, USA, 2012. [Google Scholar]
- Resch, M.G.; Baker, J.O.; Decker, S.R. Low Solid Enzymatic Saccharification of Lignocellulosic Biomass; Report No. TP-5100-63351; National Renewable Energy Laboratory: Golden, CO, USA, 2015. [Google Scholar]
Sample Availability: Samples of the compounds are not available from the authors. |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample ID | Corn Stover |
|---|---|
| [wt %] | |
| Extractive | |
| Glucose | 0.1 ± 0.2 |
| Sucrose | 1.1 ± 0.0 |
| Fructose | 1.2 ± 0.0 |
| Soluble lignin | 1.3 ± 0.0 |
| Other extractives | 16.5 ± 0.0 |
| Extractives-free solid | |
| Glucan | 33.0 ± 0.6 |
| Xylan | 17.9 ± 0.1 |
| Arabinan | 3.2 ± 0.5 |
| Mannan | 0.2 ± 0.0 |
| Galactan | 1.9 ± 0.2 |
| AIL 1 | 14.5 ± 0.1 |
| ASL 2 | 2.1 ± 0.0 |
| Ash | 0.9 ± 0.1 |
| Protein | 6.0 ± 0.0 |
| Total | 100 |
| NH3 Loading | Composition | Enzymatic Digestibility (at 72 h) | |||
|---|---|---|---|---|---|
| Glucan | XMG | Lignin | Glucan | XMG | |
| (g NH3)/(g Biomass) | (wt %) | (wt %) | (wt %) | (%) | (%) |
| Untreated | 33.0 ± 0.8 | 20.0 ± 0.4 | 16.6 ± 0.9 | 23.0 ± 2.1 | 11.3 ± 1.2 |
| 0.08 | 32.7 ± 0.4 | 20.1 ± 0.7 | 17.2 ± 0.9 | 71.6 ± 0.7 | 66.7 ± 0.8 |
| 0.16 | 32.3 ± 0.6 | 20.7 ± 1.0 | 17.2 ± 0.5 | 91.8 ± 0.5 | 72.6 ± 0.6 |
| 0.24 | 33.7 ± 0.5 | 19.7 ± 0.6 | 18.4 ± 0.6 | 84.7 ± 0.5 | 66.8 ± 1.0 |
| Source | Enzymatic Digestibility [%] | |||
|---|---|---|---|---|
| Glucan | XMG | |||
| F Value | p Value | F Value | p Value | |
| Temp | 7.0205 | 0.0182 | 4.5518 | 0.0511 |
| Time | 1.1788 | 0.2947 | 0.1776 | 0.6799 |
| NH3 | 1.2794 | 0.2758 | 0.9883 | 0.3370 |
| S/L | 1.0458 | 0.3227 | 0.1709 | 0.6855 |
| Temp × Time | 6.4939 | 0.0233 | 5.3117 | 0.0370 |
| Temp × S/L | 22.7188 | 0.0002 | 0.1994 | 0.6620 |
| Temp × NH3 | 0.0025 | 0.9611 | 29.5164 | <0.0001 |
| Time × S/L | 0.0466 | 0.8319 | 0.9617 | 0.3434 |
| Time × NH3 | 0.7513 | 0.3997 | 18.9960 | 0.0007 |
| S/L × NH3 | 3.1078 | 0.0983 | 1.03112 | 0.3271 |
| Reaction Conditions | R2 Value for Glucan Digestibility | ||
|---|---|---|---|
| Low Severity | Medium Severity | High Severity | |
| Time | 0.0307 | 0.0298 | 0.0027 |
| Temperature | 0.0084 | 0.1352 | 0.0184 |
| NH3 loading | 0.0037 | 0.4113 | 0.2717 |
| S/L | 0.3950 | 0.1374 | 0.5607 |
| ARP/LLARP | SAA | LMAA | LLAA | ||
|---|---|---|---|---|---|
| Catalysts | Aqueous NH3 | Aqueous NH3 | Gaseous NH3 | Aqueous NH3 | |
| Reaction type | Flow-through | Batch | Semi-batch | Batch | |
| Chemical loading | 0.5 (g NH3)/(g biomass) | 0.9 (g NH3)/(g biomass) | 0.1 (g NH3)/(g biomass) | 0.16 (g NH3)/(g biomass) | |
| Water consumption 1 | 2.8 (g H2O)/(g biomass) | 5.1 (g H2O)/(g biomass) | <1.0 (g H2O)/(g biomass) | <1.0 (g H2O)/(g biomass) | |
| Temperature | 170 °C | 60 °C | 90 °C | 90 °C | |
| Time | 10 min | 12 h | 48 h | 24 h | |
| Pressure | 2.5 MPa | - | - | - | |
| Washing | Yes | Yes | No | No | |
| Enzymatic digestibility 2 | Glucan | 92.5% (ARP) 3 90.1% (LLARP) | 85.3% | 84.1% | 91.8% |
| XMG | 78.0% (LLARP) | 75.3% | 73.6% | 72.6% | |
| Reference | [26,27] | [23] | [8,10] | This study | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Truong, N.P.V.; Kim, T.H. Effective Saccharification of Corn Stover Using Low-Liquid Aqueous Ammonia Pretreatment and Enzymatic Hydrolysis. Molecules 2018, 23, 1050. https://doi.org/10.3390/molecules23051050
Truong NPV, Kim TH. Effective Saccharification of Corn Stover Using Low-Liquid Aqueous Ammonia Pretreatment and Enzymatic Hydrolysis. Molecules. 2018; 23(5):1050. https://doi.org/10.3390/molecules23051050
Chicago/Turabian StyleTruong, Nguyen Phuong Vi, and Tae Hyun Kim. 2018. "Effective Saccharification of Corn Stover Using Low-Liquid Aqueous Ammonia Pretreatment and Enzymatic Hydrolysis" Molecules 23, no. 5: 1050. https://doi.org/10.3390/molecules23051050
APA StyleTruong, N. P. V., & Kim, T. H. (2018). Effective Saccharification of Corn Stover Using Low-Liquid Aqueous Ammonia Pretreatment and Enzymatic Hydrolysis. Molecules, 23(5), 1050. https://doi.org/10.3390/molecules23051050