Abstract
The drying process is widely used in the food industry for its ability to remove water, provide microbial stability, and reduce spoilage reactions, as well as storage and transportation costs. In particular, rotary drum drying becomes important when it is applied to liquid and pasty foods because of the desire to maintain defined characteristics in terms of product moisture. This drying process is characterized by the existence of many linearities; therefore, different strategies for controlling this process have been proposed. This work focuses on the design of a hybrid PI–fuzzy control scheme for the rotary drum drying process; the idea is to use the advantages of fuzzy logic to obtain a robust monitoring and control system. A pilot plant rotary drum dryer was used to tune the PI control part. Then, the proposed scheme was programmed and tested at the simulation level, comparing it with a classical PI control algorithm.
1. Introduction
Dehydration is a preservation technique based on the elimination of water to provide microbial stability while reducing chemical spoilage reactions and storage and transportation costs. Specifically, the rotary drum drying process is used in the food industry to dry viscous or pasty liquids to produce a stable product that is easy to store and handle. Examples of certain foods that can be dried on a drum are milk and cheese whey, flour for baby food, fermentation products such as baking and brewing yeast, mashed potatoes, gelatinized starches, egg, and juice, among others [1,2]. Several models for describing the process behavior have been tested [3,4,5].
For industrial systems, the most commonly used control algorithm is classical Proportional–Integral–Derivative (PID) control, which generally gives good results [6]. However, the drying process contains certain variables that generate nonlinearity in the system, which causes the controller to not work properly. Therefore, there is interest in designing and implementing advanced algorithms that can these absorb uncertainties and nonlinearities, providing versatility in the process [7,8]. This is the case for fuzzy-logic-based control, which allows for the use of heuristic knowledge to control a system and is able to handle imprecision and vagueness in the information it uses [9,10].
For example, Rodríguez [4] worked on the design and evaluation of a control system in a rotary drum dryer for the food industry; the objective of this work was to control the final moisture content in the dried product (maltodextrin) in order to obtain a quality product and increase the productivity of the dryer. She reported that the main control problem that arose in this process was complex interactions between the parameters since the effect of each parameter could not be understood independently of variations in the others. Although classical PI (Proportional–Integral) control gave satisfactory results, due to the nonlinearity in the process at certain operating points, the controller was not always efficient, and effects on the rotation speed of the cylinder and the temperature of the steam (which was the other control variable considered) were not tested simultaneously. Hernández [11] also developed a monitoring and control system in a pilot plant dryer using PID control.
Furthermore, Valdovinos [12] evaluated a fuzzy logic controller in a simulator, obtaining three architectures that improved the process operation; Estrada et al. [13] evaluated PI control in a neurodifferential simulator that allowed for representation of the nonlinearities in the process. In addition, a control strategy was implemented using a hybrid model based on fuzzy logic in [14]. The use of hybrid algorithms has been shown to combine the advantages of two or more strategies for an improved control scheme [15,16].
This work focuses on the design of a hybrid control algorithm based on a classical PI algorithm combined with a fuzzy logic controller which is applied to the rotary drum drying process; the fuzzy component absorbs the nonlinearities and uncertainties in the system, offering great robustness and thus achieving better process control [12,14].
A pilot plant rotary drum dryer is used to tune the PI control part of the scheme. Furthermore, a knowledge base for the fuzzy control part is generated using the input variables of the process, namely the steam pressure and the rotational speed of the rotary drum dryer; the fuzzy inference system then calculates the appropriate values for the gains for the PI control part. Then, to evaluate the performance of the proposed scheme, simulations are performed in LabVIEWTM using the rotary drum dryer model, both with the proposed hybrid control algorithm and with a classical PI controller for comparison.
The structure of this work is as follows. Section 2 presents a brief review of the control strategies used to design the hybrid scheme. Section 3 describes the rotary drum drying process, the mathematical model of the system, and the pilot plant used for the experimental PI tuning. Section 4 presents the proposed hybrid scheme, as well as the results obtained from the PI tuning and the fuzzy rule base used. Section 5 presents the results of the simulations of the proposed hybrid control scheme, performed with each of the control variables separately and also simultaneously, to compare them with the results obtained with a classical PI controller. Finally, in Section 6, some final conclusions and remarks are made.
2. A Review of Control Systems
2.1. PI Control
PI control systems are some of the most widely used configurations in engineering, especially in applications where the goal is to maintain a constant or controlled output signal, thereby eliminating steady-state errors. As a result, PI control systems are essential in many industrial and engineering applications where precise control is required without excessive complexity [17,18,19,20].
These systems combine two basic components:
1. Proportional control (P). This component produces an output signal that is proportional to the current error, which is the difference between the desired (reference) signal and the measured (actual) signal. The proportional controller amplifies this error by a factor called the proportional gain (). However, this type of control alone does not eliminate steady-state errors; the system may still have small errors despite this control action.
2. Integral control (I). This component aims to eliminate the accumulated error that persists over time, taking into account the integral of the error over time, i.e., the greater the difference between the setpoint and the measurement, the stronger the corrective action, with a factor that depends on the integral gain (). This component helps to eliminate any residual errors that the proportional controller cannot eliminate, although it may cause the system to respond more slowly to sudden changes.
When both components are combined, the proportional action is responsible for responding quickly to system changes, while the integral action ensures that long-term errors are completely eliminated. This makes it an efficient choice for systems where a fast response is required without sacrificing the long-term accuracy. However, improper gain design can result in overtuning or slow system responses.
The equation for a PI controller is as follows:
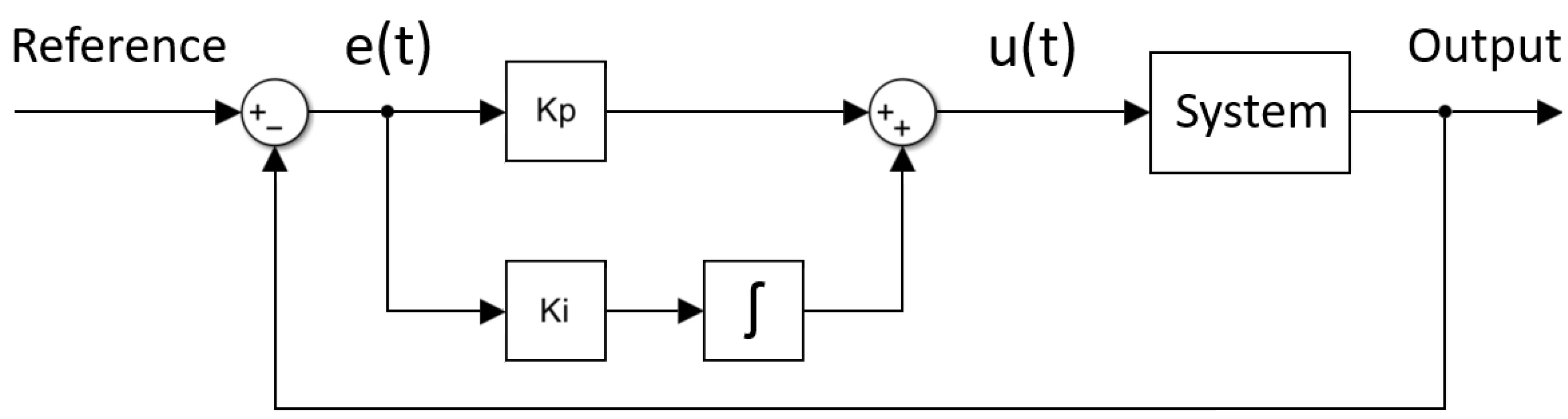
where is the control input, and is the error. Figure 1 shows the implementation of a PI controller in a closed-loop system.
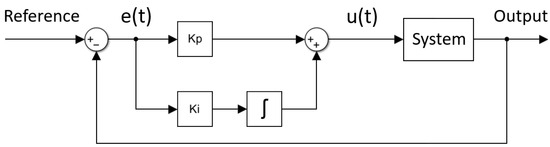
Figure 1.
Block diagram of a PI control scheme.
Some advantages of the PI controller include the following:
- The elimination of steady-state errors due to integral action;
- Fast responses because the proportional component allows the system to adjust quickly to changes;
- Its design is relatively simple compared to that of other more complex types of controllers (such as PID controllers);
- It is robust to disturbances for a wide variety of systems with low to medium errors.
Some disadvantages are the following:
- It may have difficulty handling fast disturbances because the integral component may be slow to respond;
- If the gains are not set correctly, the controller may become unstable or cause overtuning, especially if the integral gain is too high;
- It is not suitable for systems with very fast changes, where the disturbances or variations are fast and do not involve long-term errors.
The PI scheme is sometimes chosen over other controllers because of its simplicity and flexibility. The calculation of its parameters is based on simple algebraic expressions, making it suitable for less demanding hardware, such as slow PLCs. In addition, PI controllers are good for processes that are stable and predictable, such as flow control in pipelines and heating systems.
In addition, the derivative term can lead to the amplification of high-frequency noise and the saturation of certain components of the system. Therefore, for some types of processes, the disadvantages of the derivative term often outweigh its advantages, and thus a PI controller is preferred.
2.2. Fuzzy Logic Control
Similar to the PI scheme, other classical control algorithms for complex processes have been successfully proposed and applied to linear systems, such as optimal, stochastic, adaptive, and robust controllers, among others. However, there are cases in which the process cannot be defined using linear models, and thus classical control techniques cannot be applied; for example, this pertains to the following:
- A mathematical model of the process to be controlled is not available, or it can only be obtained with great effort and cost;
- Even if a partial mathematical model of the process to control exists, the influence of unmodeled dynamics on the performance quality is significant and cannot be ignored;
- One of the process parameters or the operating point changes in an unpredictable way [21];
- Only part of the information is available in quantitative form, while the rest of the information is only accessible in qualitative form.
Fuzzy logic control systems are an alternative to classical control systems that use binary logic. Instead of working with exact, defined values, these systems represent the uncertainty and imprecision inherent in many real-world situations, making decisions closer to the way humans reason.
This type of control is based on the principles of fuzzy logic, developed by Lotfi Zadeh in 1965 [22], which departs from traditional logic by introducing intermediate degrees of truth, represented by values between 0 and 1. This defines fuzzy sets, where each element has a degree of membership; the fuzzy-logic-based controller is a rule-based inference system. This feature is particularly useful for modeling vague or imprecise concepts, such as “high temperature” or “moderate speed” [23,24,25,26,27,28,29,30,31,32].
The linguistic values taken by the variables in the rule base and the symbolic representation of the rules allow for some qualitative analyses of the stability of the system in which the fuzzy control is implemented. However, for the needs of a quantitative description and computation of the control output, a quantitative interpretation of the linguistic values is required. Membership functions represent the meaning of each linguistic value and thus indicate how the fuzzy operator classifies each of the variables involved in the process.
For computational efficiency, a uniform representation of the membership functions is required; this can be achieved by using functions with a uniform shape and easy parameterization. Therefore, the most popular choices for the shape of the membership functions include triangular, trapezoidal, and bell-shaped functions.
These functions are often chosen because they are easy to describe parametrically, can be stored with a minimal amount of memory, and can be efficiently manipulated by the inference engine in terms of real-time requirements. In this sense, it is easy to see that the triangular form is the most economical; this explains the predominant use of this type of function [33].
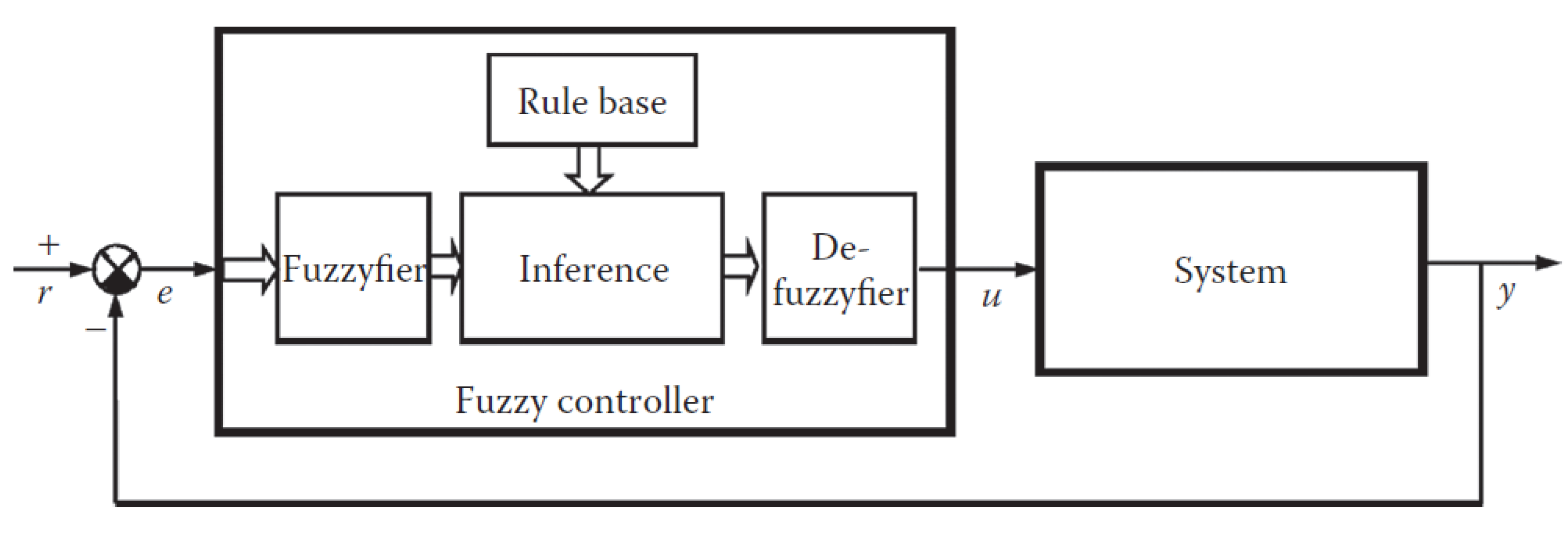
Furthermore, similar to the PI algorithm, the controller is implemented in a feedback loop. The measured output y is compared with a setpoint or reference r, producing an error signal e that serves as the input to the fuzzy controller. This error is a crisp signal with measurement inaccuracies and sometimes disturbances. The error is then “fuzzified”, i.e., assigned to the appropriate fuzzy set and membership function, by means of an inference engine that relates the fuzzy sets using a fuzzy rule base. The result must then be “defuzzified”, i.e., converted into a crisp numerical signal u, to control the system actuators.
In summary, a fuzzy logic control scheme typically consists of the following components:
1. Fuzzifier: This component converts precise and quantifiable input signals into fuzzy values; precise numbers are converted into fuzzy categories or sets. For example, if the temperature of a room is 22 °C, it can be fuzzy classified as a “moderate temperature” with 80% confidence, a “cold temperature” with 10% confidence, and a “warm temperature” with 10% confidence.
2. Fuzzy inference: This stage uses a set or base of fuzzy logic rules that describe how the inputs should be combined to produce an output. These rules are based on experience or expert knowledge; an example might be “if the temperature is high, then the fan speed should be high”.
3. Defuzzifier: Once the system has calculated a fuzzy output, it must be converted into an accurate value so that it can be used in a physical system. The defuzzifier determines the exact value of the output by taking the “center of gravity” of the fuzzy distribution.
Figure 2 illustrates the fuzzy controller scheme [34].
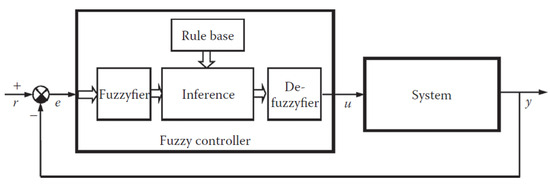
Figure 2.
Fuzzy control system scheme.
As mentioned above, this approach makes it possible to handle complex, nonlinear problems where traditional mathematical models may be inadequate, where the exact conditions are not always available or are difficult to determine [32], or where absolute precision is not possible or necessary, such as the following:
- Temperature control in air conditioners;
- Speed control in electric motors;
- Navigation and guidance systems for autonomous vehicles;
- Complex industrial processes with high uncertainty.
For example, in a temperature control system, instead of simply turning a heater on or off at a specific temperature, fuzzy logic allows the heater’s output to be adjusted more flexibly, taking into account imprecise variables such as “slightly warm”, “moderately cold”, or “very hot”.
3. The Drum Drying Process
3.1. Rotary Drum Drying Operations
Cylinder drying is a widely used technique for dehydrating liquid, viscous, or pasty products in their natural state or after a concentration stage. Some of the products dehydrated by this technique are mashed potatoes, milk, whey from cheese factories, and fruit and vegetable purees [1,2,5,21,26,28,34,35,36,37,38,39,40,41].
In general, the drying process on a drum or cylinder is as follows. First, a liquid mixture of the product to be dried is introduced through a feed hopper placed in a container under the cylinder. The cylinder is then heated using saturated steam circulating inside it at a controlled pressure; this pressure control allows the heat flow that passes through the metal wall of the dryer towards the product film and the air to be varied.
Meanwhile, the cylinder rotates, and the product is deposited in a thin layer onto the hot surface; this allows the process to be continuous, and drying is carried out through contact and boiling. Later, the product is separated from the cylinder by means of a metal blade, obtaining a dry film. A stainless steel hood is suspended above the cylinder to remove the steam generated during the drying process and to minimize the effects of condensation on the dryer. With this operation, a product is obtained in the form of a thin film, which is easy to handle and rehydrate [4].
3.2. The Mathematical Model
The variables considered as inputs to the system are the temperature of the steam inside the cylinder in °C and the rotation speed of the cylinder in rpm; these variables were chosen because they can easily be regulated and the process is very sensitive to them; they determine the operation of the process and directly affect the final product’s moisture .
The output variable is the final product’s moisture , represented by the temperature and the dry product flow .
The mechanism of action of these variables is as follows:
- (the cylinder’s rotation speed): This determines the contact time between the film and the hot surface of the cylinder. An increase in its value causes an increase in the final product’s moisture .
- (steam pressure): The temperature on the surface of the cylinder (which varies in one revolution) depends on . The moisture decreases if the steam’s temperature increases.
For a given , and are coupled, and both play an important role in controlling the process. The charge of the deposited film depends on the feed mode and and determines the thickness of the wet and dry films; a small load changes the appearance of the dry product.
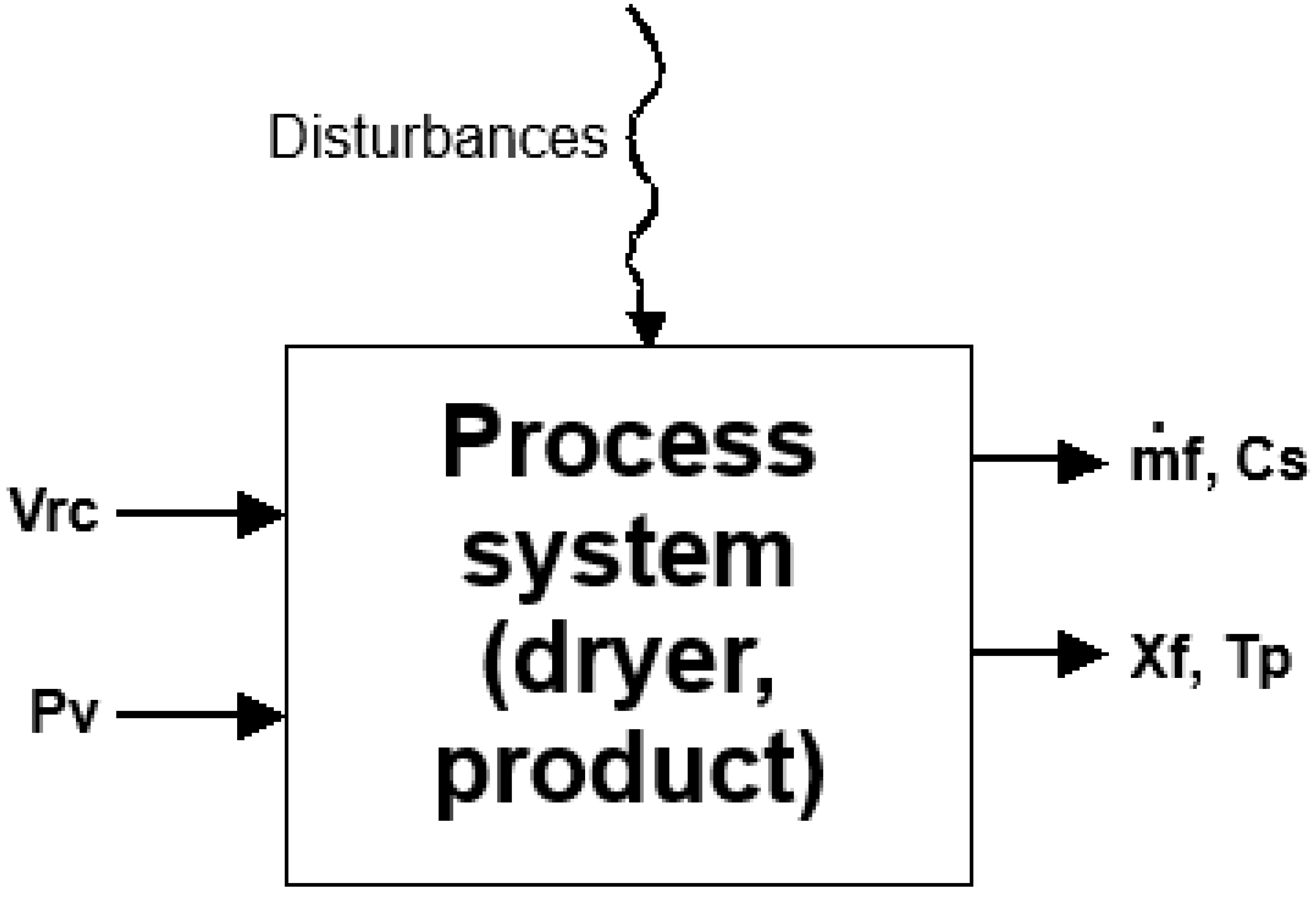
Moreover, the initial moisture of the product, its viscosity , and the concentration of noncondensable gases in the cylinder , among other variables, vary randomly, measuring them is not easy, and they are considered disturbances. In the same way, Hernández [11] considered the accumulation of cream (protein coagulates) as another disturbance in this type of dryer when handling dairy products using a submerged cylinder feed. For these reasons, the process is represented as a multivariable system (Figure 3) [4].
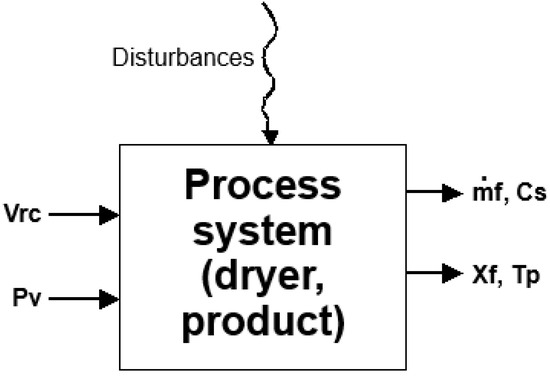
Figure 3.
A schematic representation of the influence of input variables (cylinder rotation speed , steam pressure ) on output variables (dry product flow , deposited film load , final product moisture , and product temperature ).
Based on previous work [4,5,12], Estrada [13] used a set of linear differential equations to model the process.
The equations describing this process are as follows. Equation (1) represents the disturbances in the system.
where a is the amplitude of the disturbance, and is its frequency.
Equation (2) represents the variation in the product’s temperature with respect to the variation in .
where is the gain, and is the time constant, with both being functions of .
Equation (3) represents the variation in the product’s temperature with respect to the variation in .
where is the gain, and is the time constant, with both being functions of .
Equation (4) represents the variation in the product’s temperature as a function of , , and simultaneously.
Then, taking advantage of the consistency of differential equations and the versatility of artificial neural networks, Estrada identified two neural networks that provided the values for the parameters and [13].
3.3. The Experimental Setup
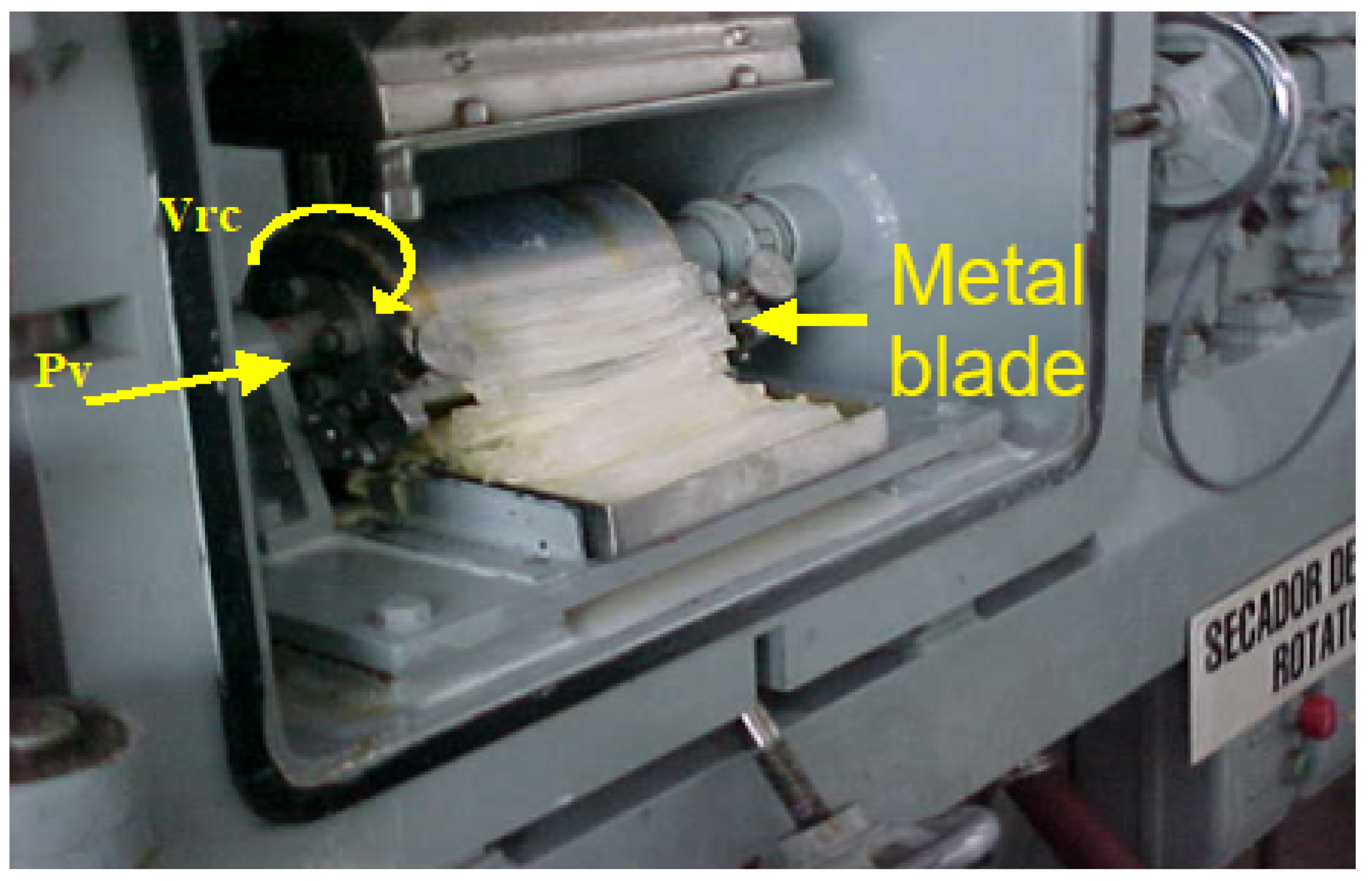
To tune the PI control part of the hybrid control scheme (presented in the next section), an APEX rotary drum dryer, model SSE34B, type 297AV, pilot plant type (Figure 4), was used [11,12,13,14]. The drum has a diameter of 0.102 m and a length of 0.152 m. It is made of cast iron with a chrome–silver finish and operates at a maximum pressure of 550 kPa. The drying surface is 0.00092 m2, with an evaporation rate of 4.5 kg/h; it can be used at atmospheric pressure or in a vacuum. Some pictures of the dryer’s instrumentation are shown in Appendix A.
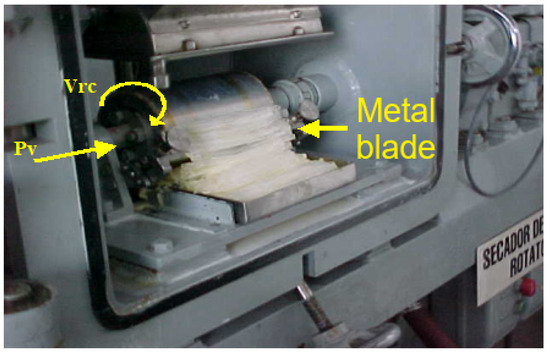
Figure 4.
Pilot-plant-type rotary drum dryer, showing the localization of the input variables (cylinder rotation speed , steam pressure ).
An infrared thermometer was used to measure the temperature of the product. Previous studies [4,11,42] have shown that these sensors have short response times and allow temperature to be obtained without problems due to the working conditions. The infrared thermometer used was the IRCON model UX-40 with an analog output of 1 to 10 DCV. An emissivity of 0.95 was selected, as was a filtering function to obtain a signal with the average temperature values.
The principle of operation of the infrared thermometer is as follows. Objects above absolute zero emit infrared energy, which travels in all directions at the speed of light. The lens of this thermometer focuses on an object and collects and receives energy on an infrared detector; this produces a voltage signal directly proportional to the amount of energy received by the target. Microprocessor units manipulate this voltage signal and display the temperature and related values such as the maximum, minimum, and average temperature, as well as the difference between them. Table 1 shows the main features of this thermometer.

Table 1.
Features of the IRCON infrared thermometer model UX40.
4. The Hybrid PI–Fuzzy Control Scheme
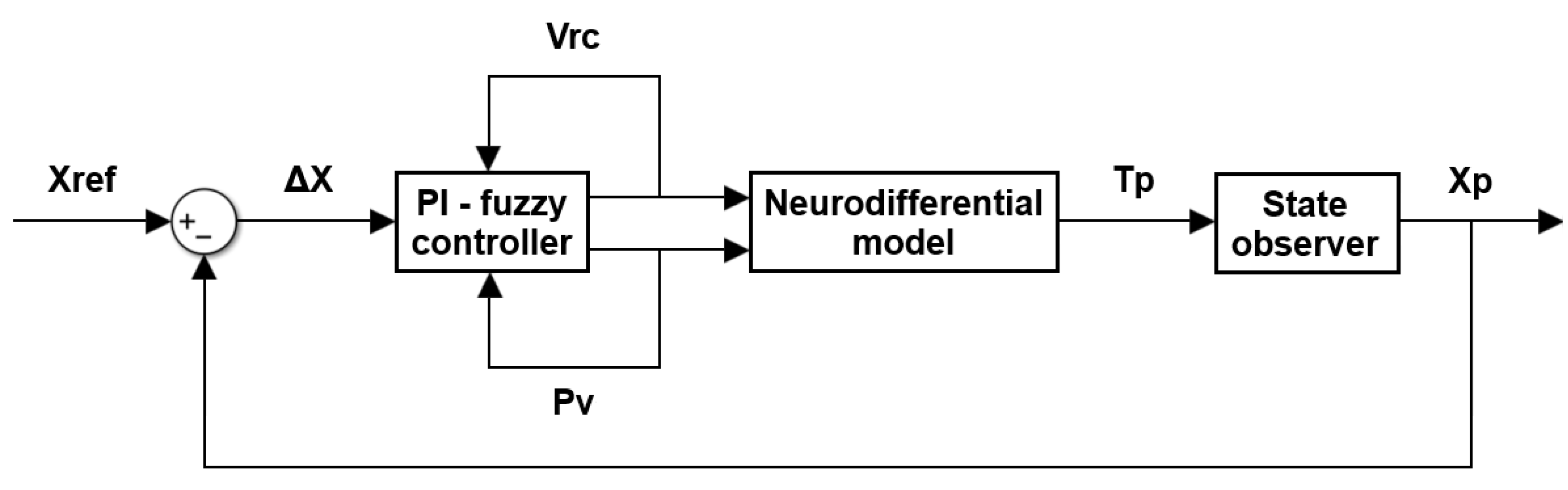
Figure 5 and Figure 6 show block diagrams for the hybrid PI–fuzzy control strategy, where the aim is to control the temperature of the product in the dryer using the rotation speed and the steam’s pressure as control variables.
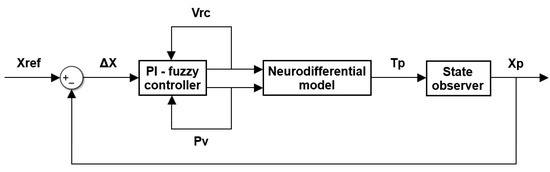
Figure 5.
Hybrid PI–fuzzy control strategy.
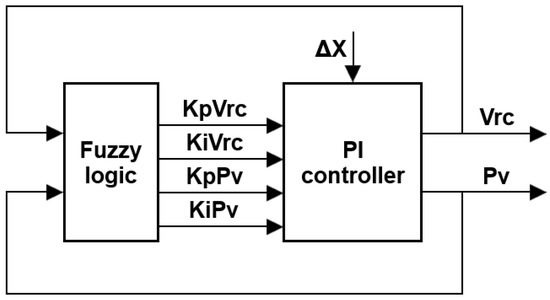
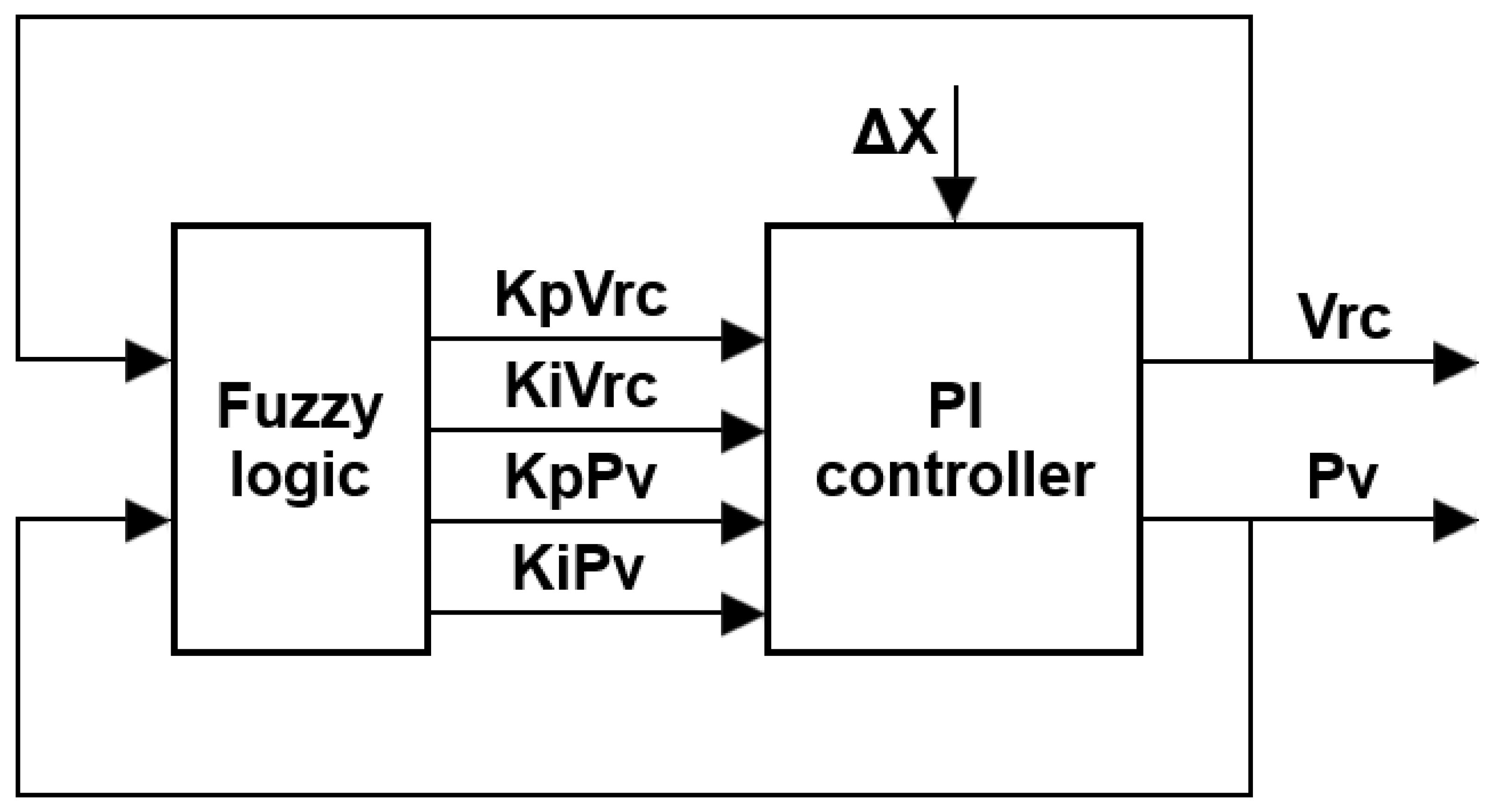
Figure 6.
Details of the PI–fuzzy controller.
The process is controlled by comparing the product’s moisture measured by the state observer with the reference moisture . This produces an error signal that is passed through the proposed fuzzy logic controller for each variable, which in turn calculates the constants and for both and needed by the PI controller. The latter then calculates the and signals, which are fed back to the fuzzy–PI controller and also sent to the neurodifferential model representing the drying process. Finally, this model recalculates the product’s temperature , which is sent to the state observer to obtain the product’s moisture .
4.1. Experimental PI Tuning
Through a series of experimental runs in the pilot plant rotary drum dryer, PI tuning was carried out to obtain the optimal values for the gains at different operating points, thus creating a database that would allow a knowledge base for the fuzzy algorithm to be developed. A total of three experimental runs were performed under different conditions of and , considering the minimum, medium, and high operating levels.
Table 2 shows the database obtained from the rotary drum dryer by means of these experimental runs [43].
Table 2.
Database obtained from experimental runs under different conditions of cylinder rotation speed (rpm/°C) and steam pressure (bar/°C).
Table 3 shows the mean and standard deviation values for these parameters, calculated from the data obtained.
Table 3.
Statistical parameters calculated from the data generated in the experimental runs.
In addition, feasible intervals for the PI gains were determined, which served as a basis for the development of the fuzzy algorithm. For this purpose, a maximum and minimum analysis was performed for both inputs and . These data are shown in Table 4.
Table 4.
Minimum and maximum values of the PI gains.
The average values for the PI gains were also calculated, which served for a comparison of the behavior of the hybrid PI–fuzzy algorithm with that of a classical PI algorithm; the data mentioned are shown in Table 5.
Table 5.
Average PI gain values obtained experimentally.
4.2. Fuzzy Reasoning
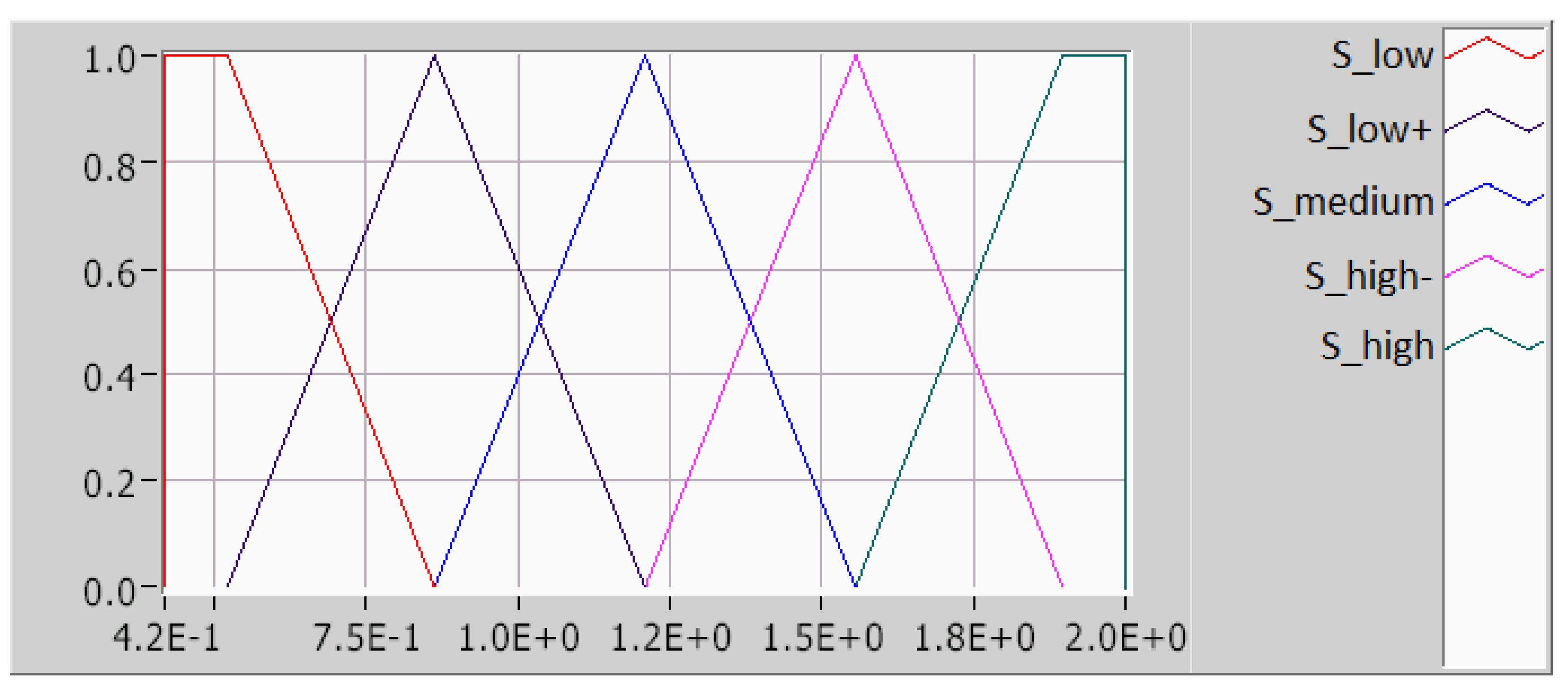
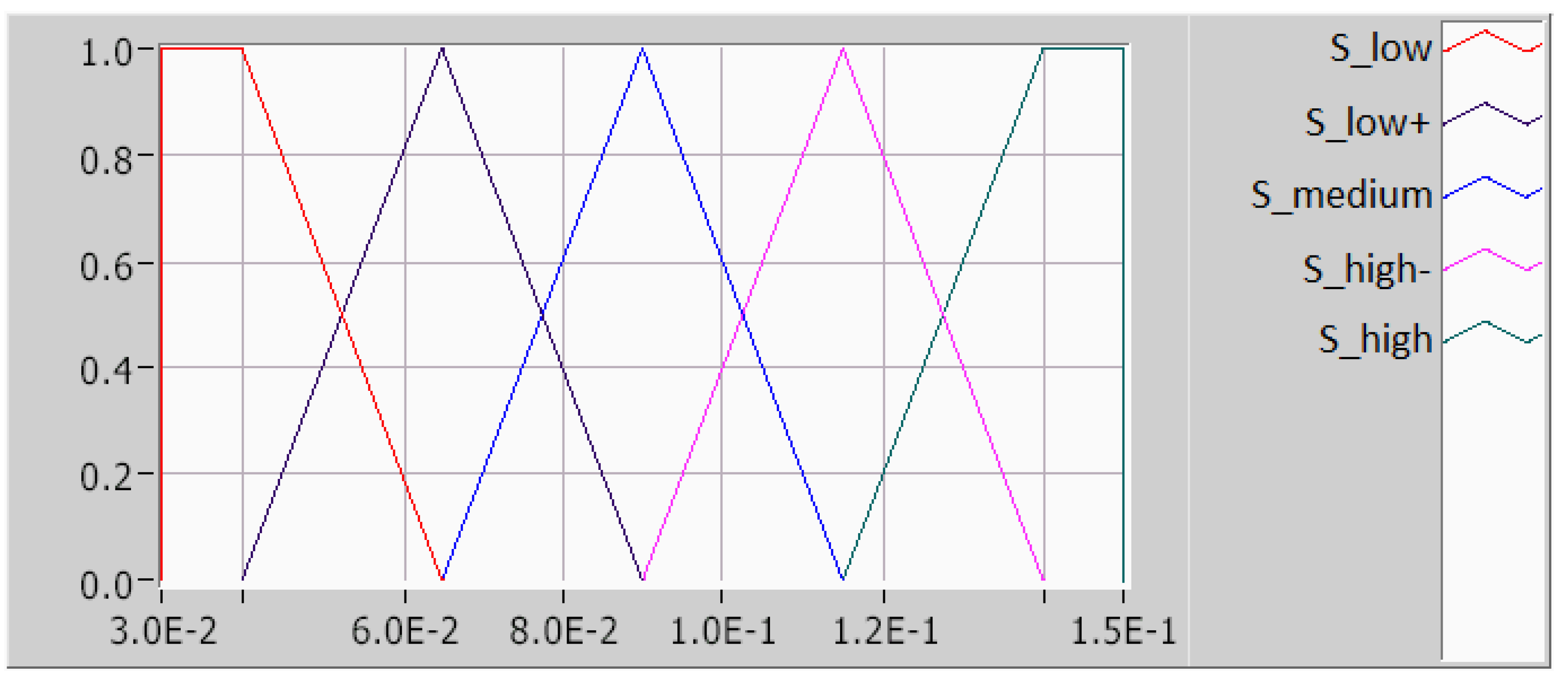
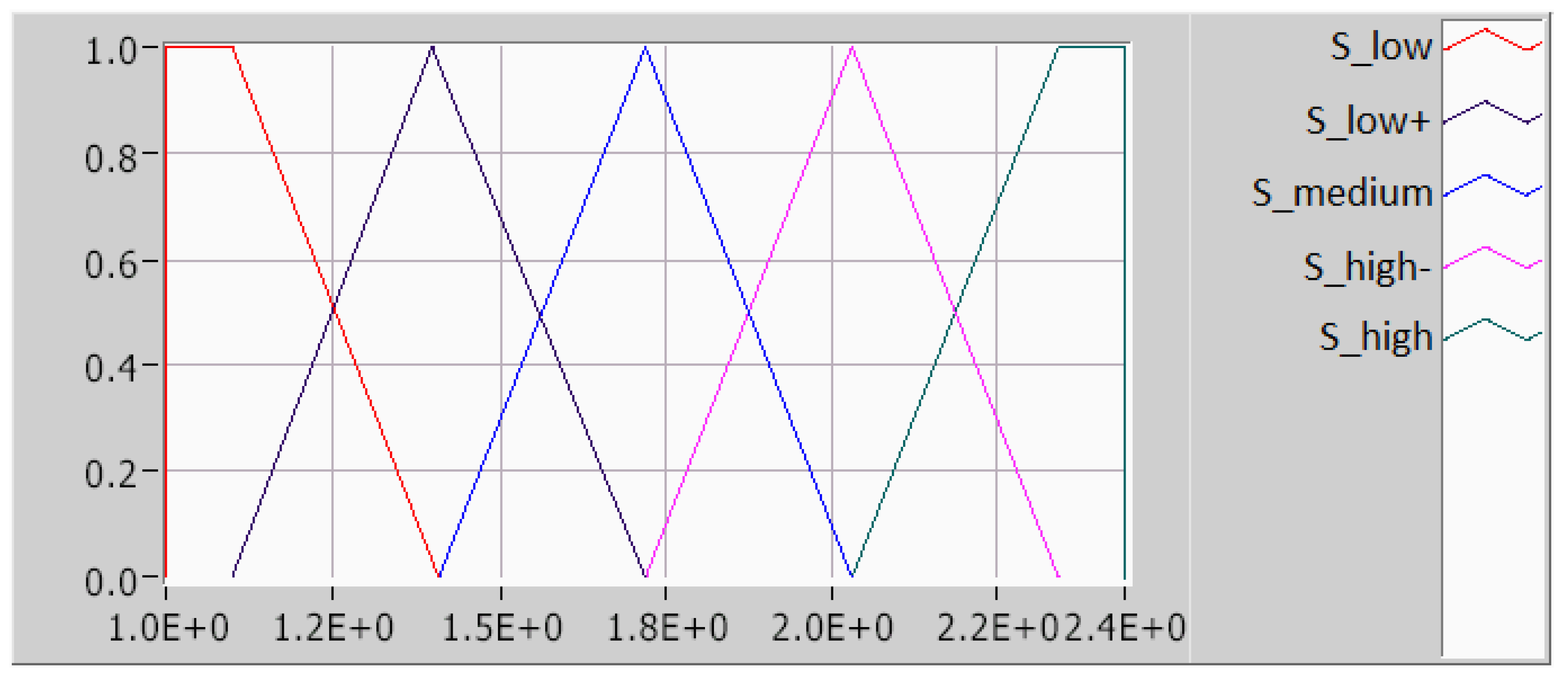
The membership functions established for both the input and output variables of the fuzzy algorithm are shown in Figure 7, Figure 8, Figure 9, Figure 10, Figure 11 and Figure 12.
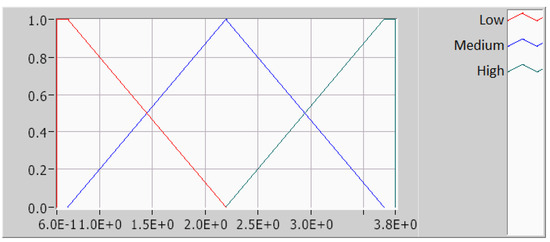
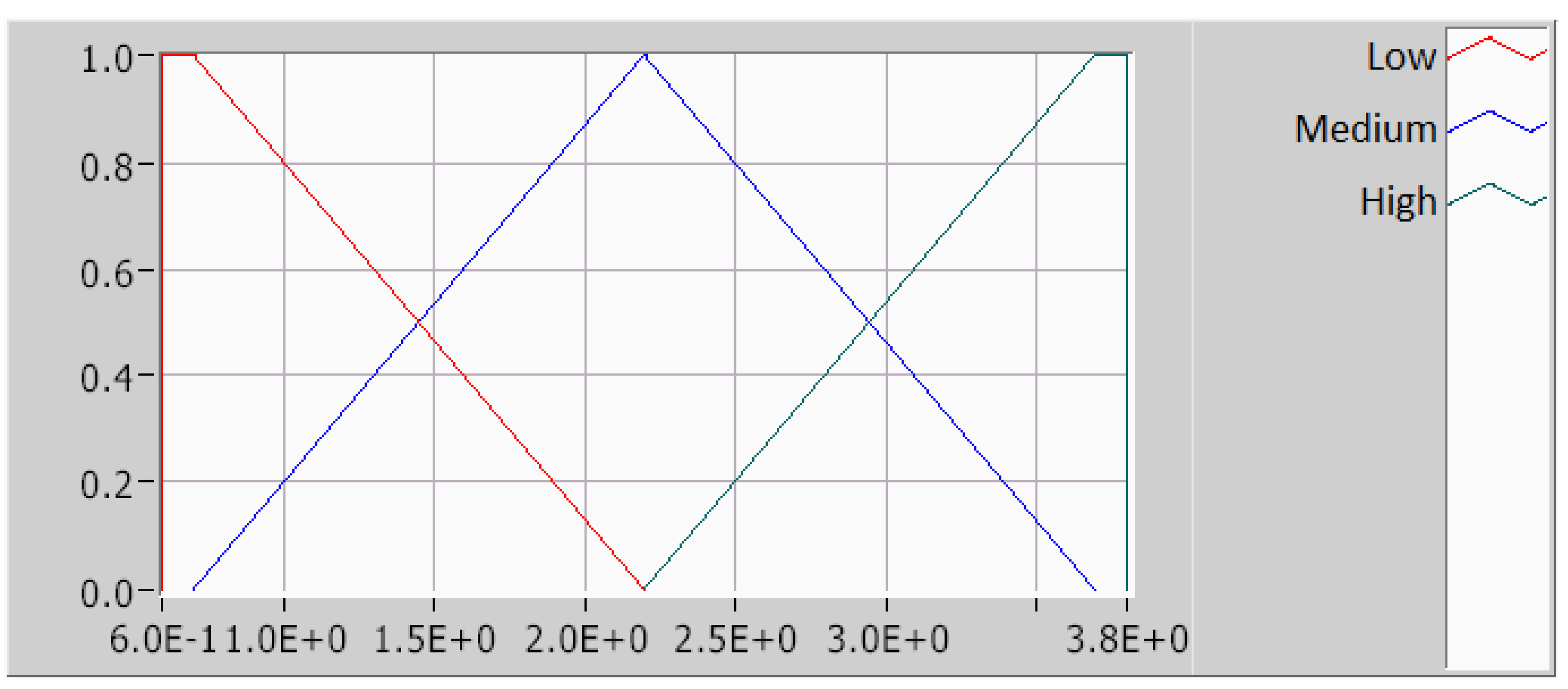
Figure 7.
Membership functions for the input variable . Here, we use the convention that, for example, 6.0E-1.
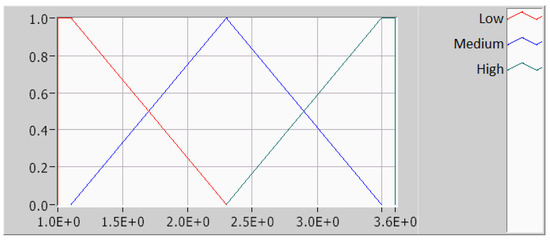
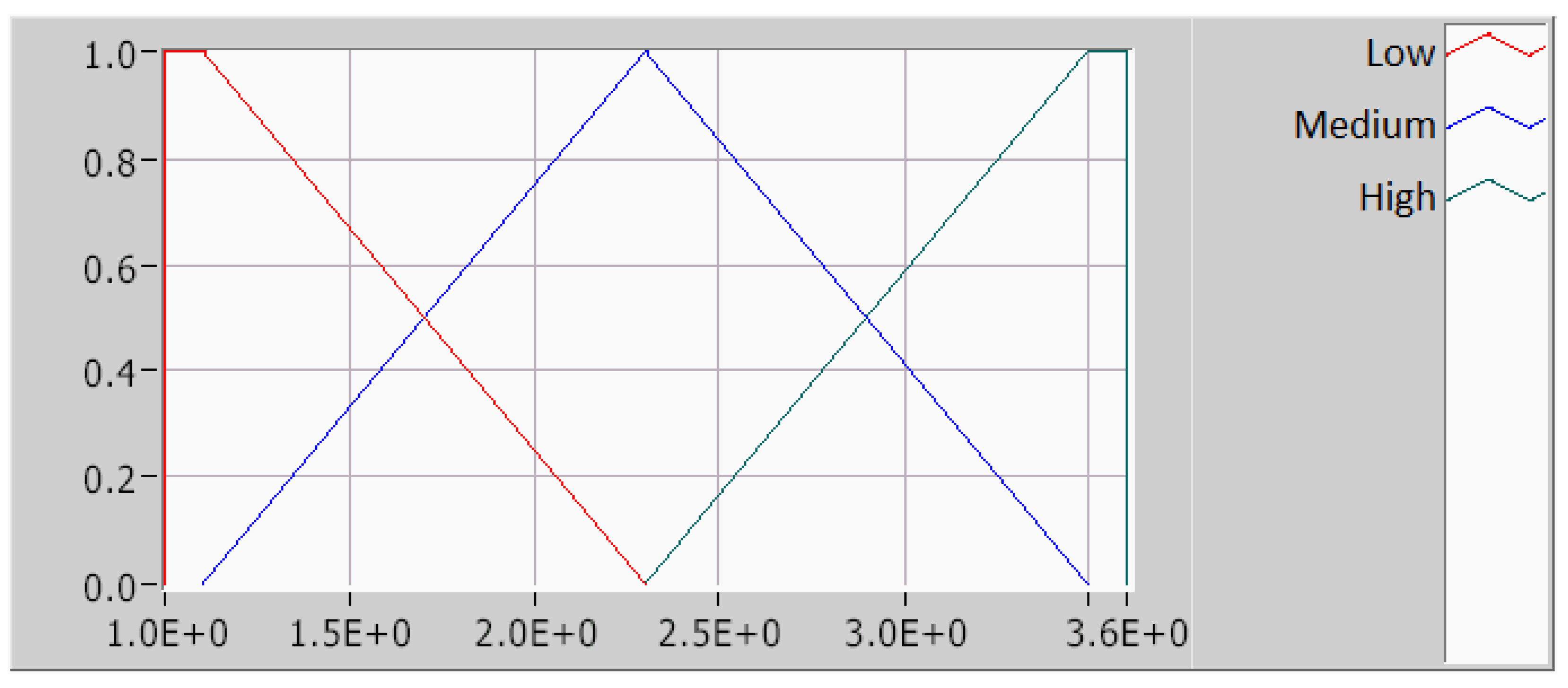
Figure 8.
Membership functions for the input variable . Here, we use the convention that, for example, 6.0E-1.
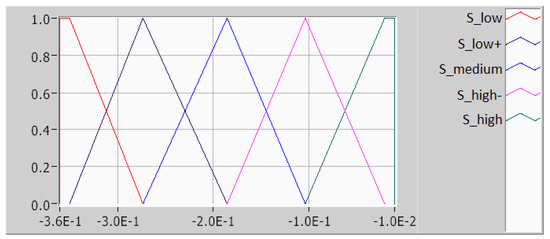
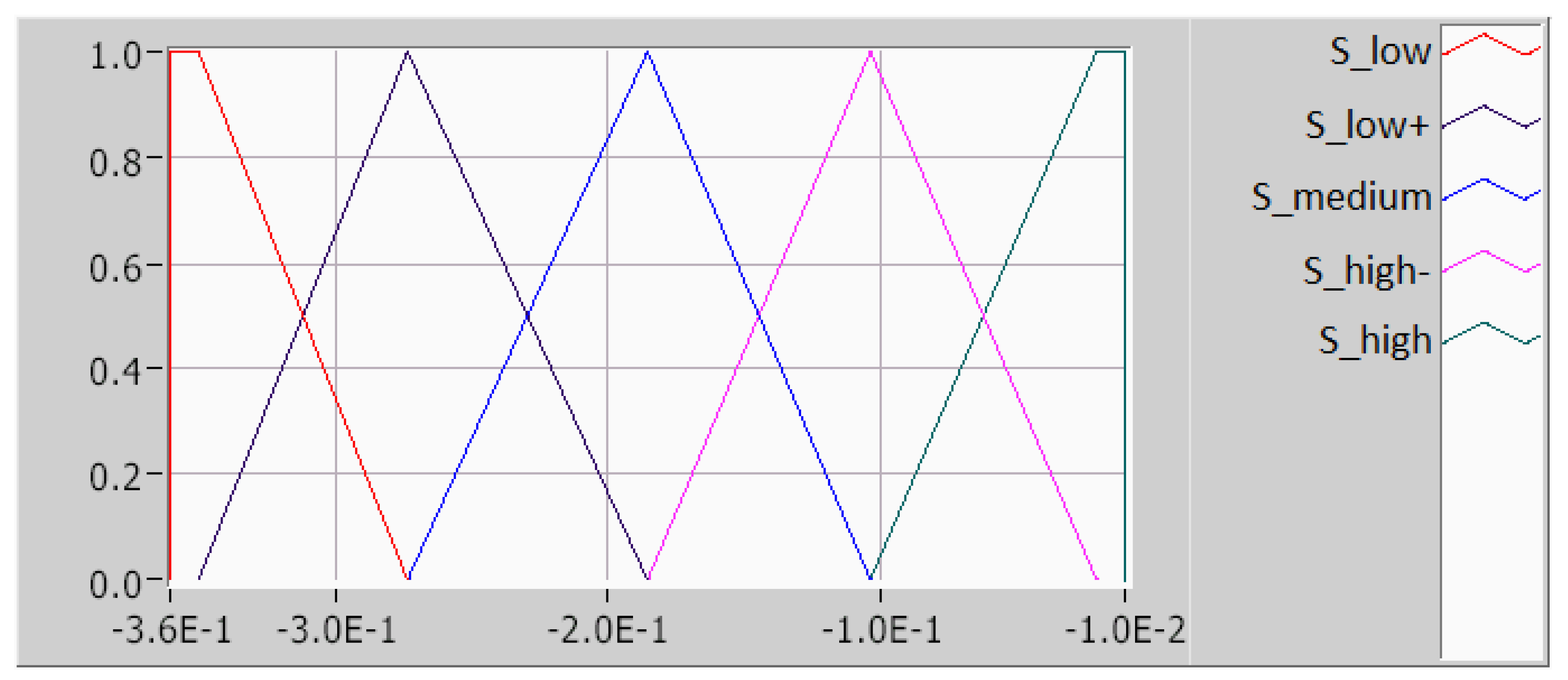
Figure 9.
Membership functions for the output variable . Here, we use the convention that, for example, 6.0E-1.
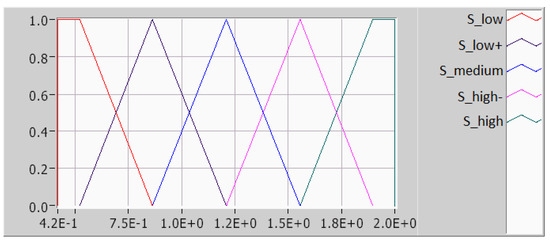
Figure 10.
Membership functions for the output variable . Here, we use the convention that, for example, 6.0E-1.
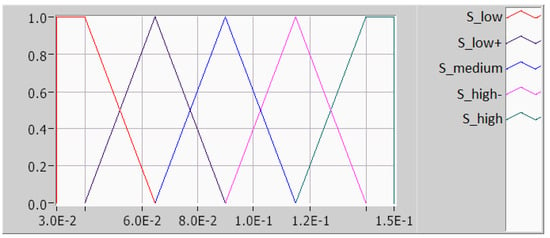
Figure 11.
Membership functions for the output variable . Here, we use the convention that, for example, 6.0E-1.
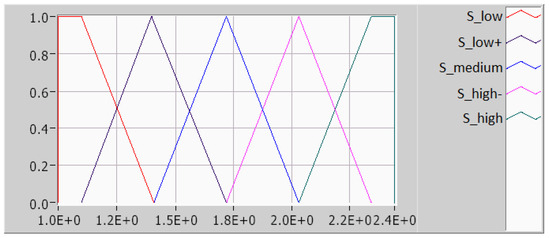
Figure 12.
Membership functions for the output variable . Here, we use the convention that, for example, 6.0E-1.
The input variable was numerically defined in a range from 0.6 to 3.8 rpm. Two trapezoidal fuzzy sets named Low and High and a triangular fuzzy set named Medium were created (Figure 7).
In the case of the input variable , its numerical range was defined from 1 to 3.6 bars; the shape of the fuzzy sets was proposed in a similar way to that for (Figure 8).
In the case of the output variable , it was defined in a numerical range from −0.36 to −0.01; two trapezoidal fuzzy sets with the names and and three triangular fuzzy sets with the names , , and were created (Figure 9).
For the output variable (Figure 10), the numerical range was defined from 0.42 to 2; for , the numerical range was defined between 0.03 and 0.15 (Figure 11), and finally, for , the numerical range was defined from 1 to 2.4 (Figure 12).
As can be seen in Figure 9, Figure 10, Figure 11 and Figure 12, the fuzzy sets were created in a similar way to that for the output variable , i.e., two trapezoidal sets named and and three trapezoidal sets named , , and .
Once the membership functions were established, the rule base of the system was obtained (Table 6). This was carried out by examining the response of the product’s temperature to variations in , , , and . This rule base represents the way a plant operator can control the drying process with the goal of keeping as close as possible to and keeping its value constant.
Table 6.
Fuzzy rule base.
The fuzzy rule base was determined empirically. The Low, Medium, and High sets for and together generated nine possible operating scenarios for the dryer. From the five possible sets for each gain, those that corresponded to the appropriate values for proper system operation were selected.
For example, in the first scenario, both and were low, so the gains were set as follows: to , to , to , and to . This resulted in a small increase in KpPv to slightly increase the steam’s pressure, but Kp and Ki were increased to a greater extent for Vrc because the rotation speed must increase more in this situation for the drying process to be performed properly. The entire rule base was then established empirically based on similar arguments.
5. Simulation Results
Simulations were performed in LabVIEWTM for both the proposed hybrid PI–fuzzy control scheme and classical PI control, using the model established by Estrada [13] as the model for the system. The front panel and the block diagram for both schemes are shown in Appendix A.
5.1. Control Through the Cylinder Rotation Speed
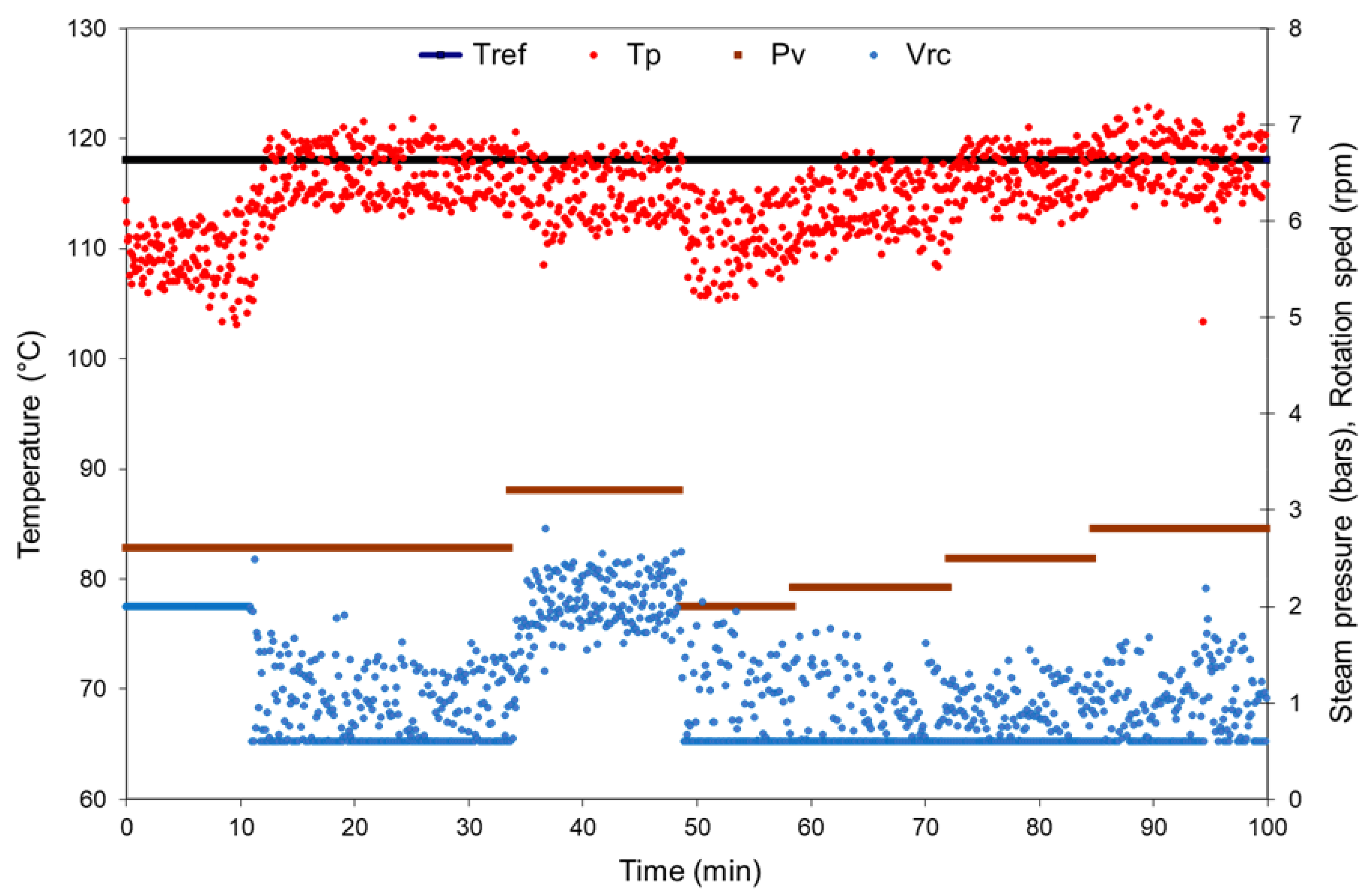
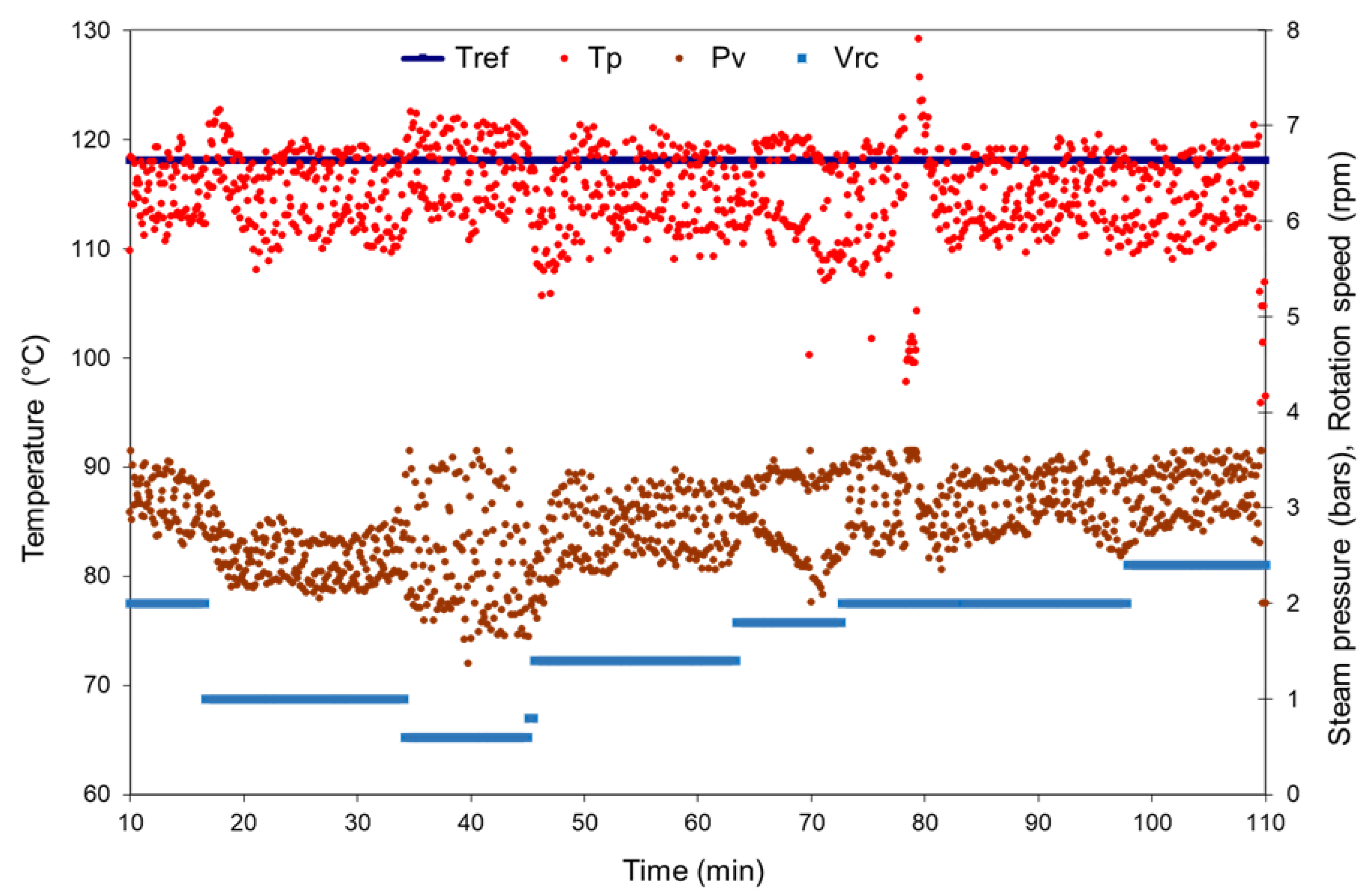
Figure 13 and Figure 14 show the results obtained using both controllers using the cylinder’s rotation speed as the control signal. Variations in the product’s temperature are observed as a function of variations in the steam’s pressure , namely 2.8, 3.2, 2, 2.2, 2.5, and 2.8 bar, keeping the reference temperature of the product constant at 118 °C. For comparison purposes, the same conditions were applied to both control algorithms; in both, a decrease in in response to a change in was shown.
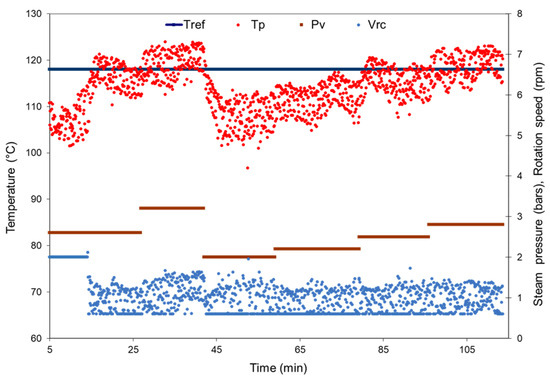
Figure 13.
Variation in product temperature using the PI controller and the cylinder’s rotation speed as the control input with the reference product temperature = 118 °C in response to disturbances in steam pressure = 2.8, 3.2, 2, 2.2, 2.5, and 2.8 bars.
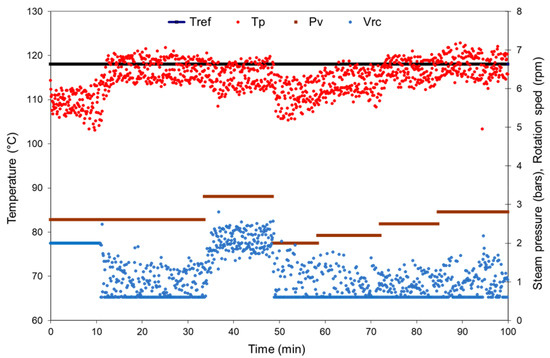
Figure 14.
Variation in product temperature using the hybrid PI–fuzzy controller and the cylinder’s rotation speed as the control input with the reference product temperature = 118 °C in response to disturbances in steam pressure = 2.8, 3.2, 2, 2.2, 2.5, and 2.8 bars.
The observed response time of the actuator with the PI controller is 75 s, while with the hybrid algorithm, it is 60 s, the same as the values previously reported [11].
As can be seen, in the presence of continuous step-type disturbances, the hybrid algorithm causes less dispersion in the product’s temperature, which manages to stay closer to the reference temperature.
The results also show amplitudes in the product temperature of 1.6 °C in the case of the PI controller and 1.5 °C with the hybrid algorithm. The response settling time in both cases ranges between 3 and 4 min. It is concluded that although there is scatter in the experimental data, both algorithms keep the system in the desired state in the face of variations in at the operating points tested.
5.2. Control Through the Steam’s Pressure
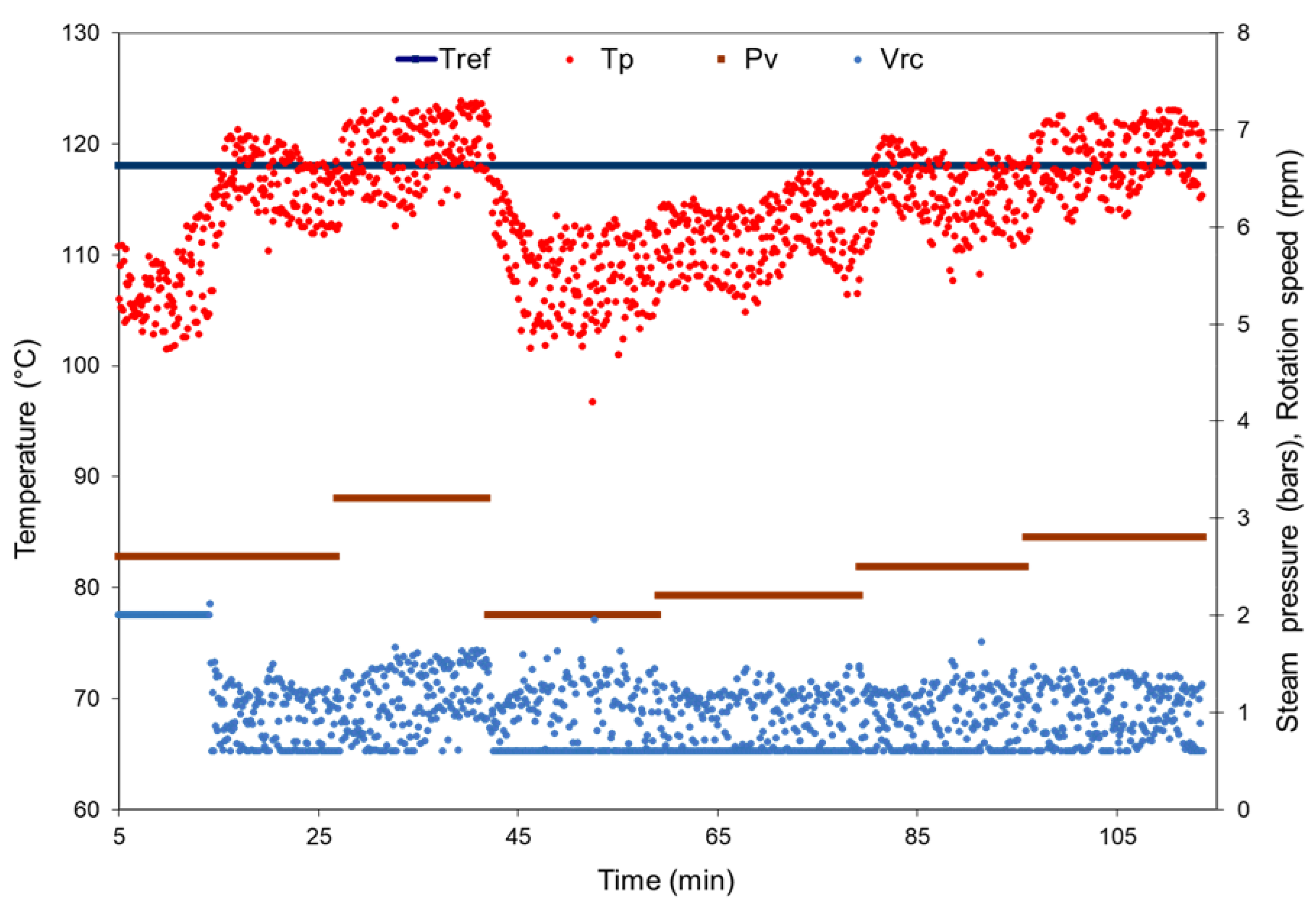
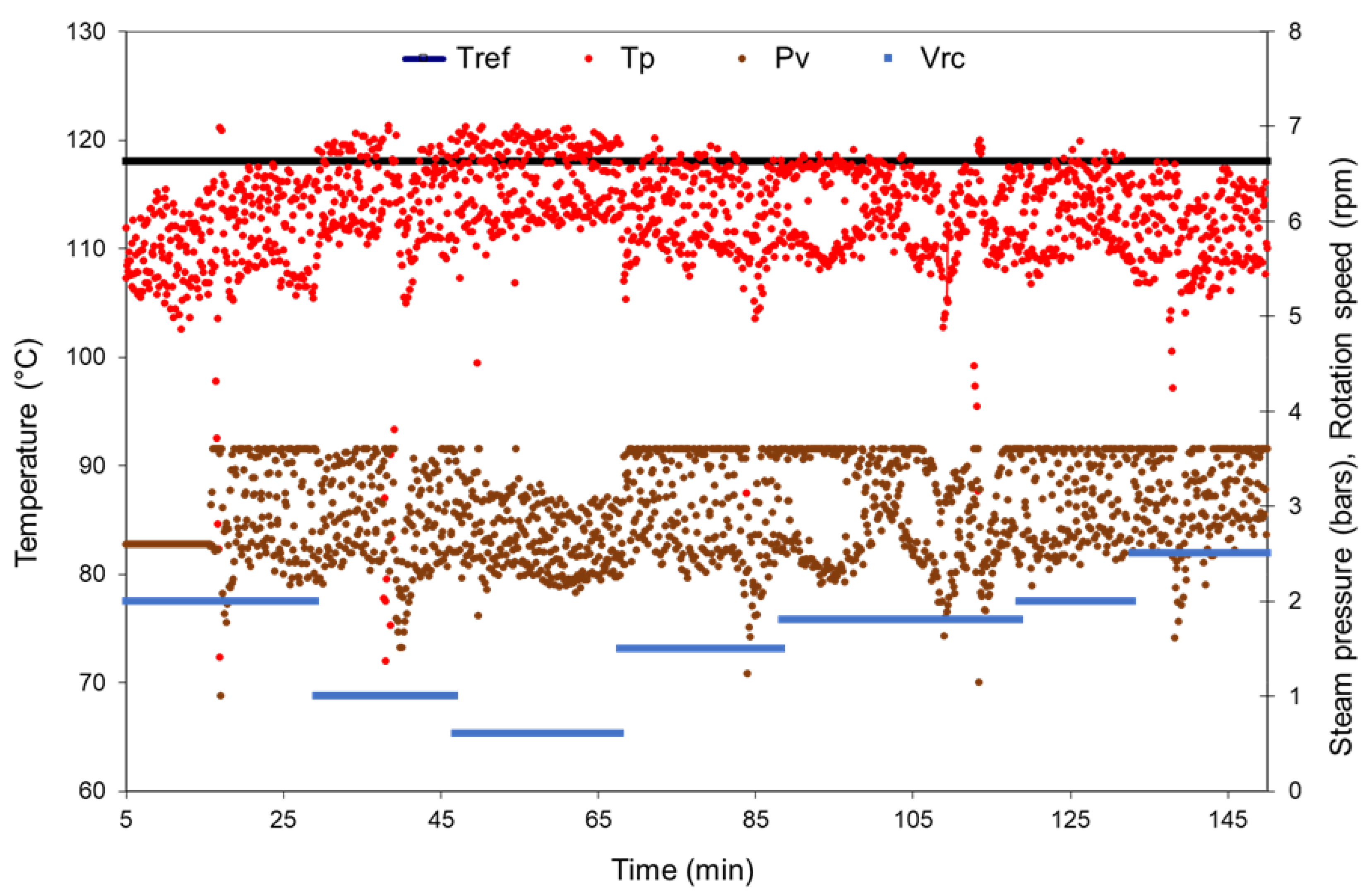
Figure 15 and Figure 16 show the results obtained with both controllers when using the steam’s pressure as the control signal. The cylinder’s rotation speed is varied in step-type disturbances, namely 2, 1, 0.6, 1.5, 1.8, 2, and 2.5 rpm. The reference temperature is kept constant at 118 °C.
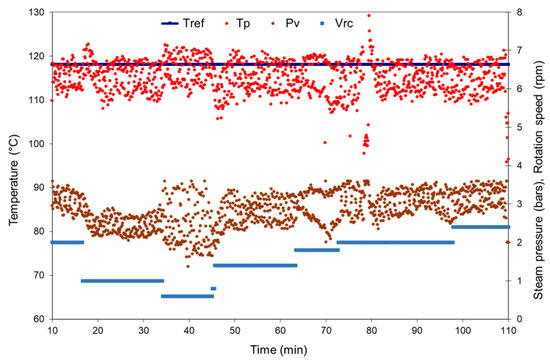
Figure 15.
Variation in product temperature using the PI controller and steam pressure as the control input with the reference product temperature = 118 °C in response to disturbances in the cylinder’s rotation speed = 2, 1, 0.6, 1.5, 1.8, 2, and 2.5 rpm.
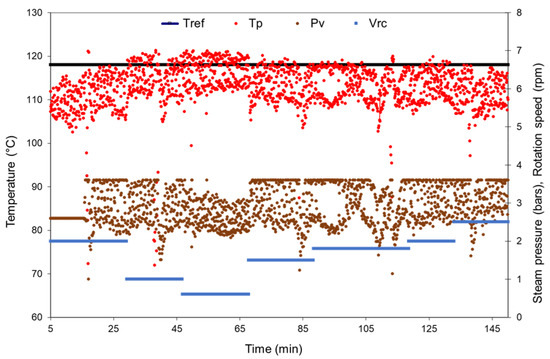
Figure 16.
Variation in product temperature using the hybrid PI–fuzzy controller and steam pressure as the control input with the reference product temperature = 118 °C in response to disturbances in the cylinder’s rotation speed = 2, 1, 0.6, 1.5, 1.8, 2, and 2.5 rpm.
The observed response times of the actuator are 105 s with the PI controller and 95 s with the hybrid algorithm, which are the same values as previously reported [11].
As can be seen, the hybrid algorithm keeps the product’s temperature at the reference temperature, which does not happen at any of the operating points when using the PI control algorithm. However, even if the PI controller reflects the pattern in the product’s temperature in response to jumps in the rotation speed, it is observed that it underestimates this temperature at some operating points; this is possibly due to the fact that the PI gains are not modified for each operating point of the dryer, as they are by the hybrid algorithm, and at a given moment, the average values considered for the PI gains are far from the values corresponding to this operating point.
The error with respect to the experimental data is in the same order of magnitude for both control algorithms at some operating points; however, this does not happen at all operating points. Looking at the 2.5 rpm operating point in Figure 15, when a positive change is made to , does not reach the line. In addition, for the PI controller, there is large saturation in the and actuators, while the hybrid algorithm maintains the desired state of the system more accurately.
Table 7 shows the mean and standard deviation values of the parameters calculated from the results obtained in the simulations in the first two control cases for the hybrid algorithm, with a confidence level of 95%.
Table 7.
Statistical parameters calculated from the results obtained from the hybrid algorithm, with variations in the product’s temperature in response to disturbances in the cylinder’s rotation speed and steam pressure .
5.3. Control Through Rotation Speed and Steam Pressure Simultaneously
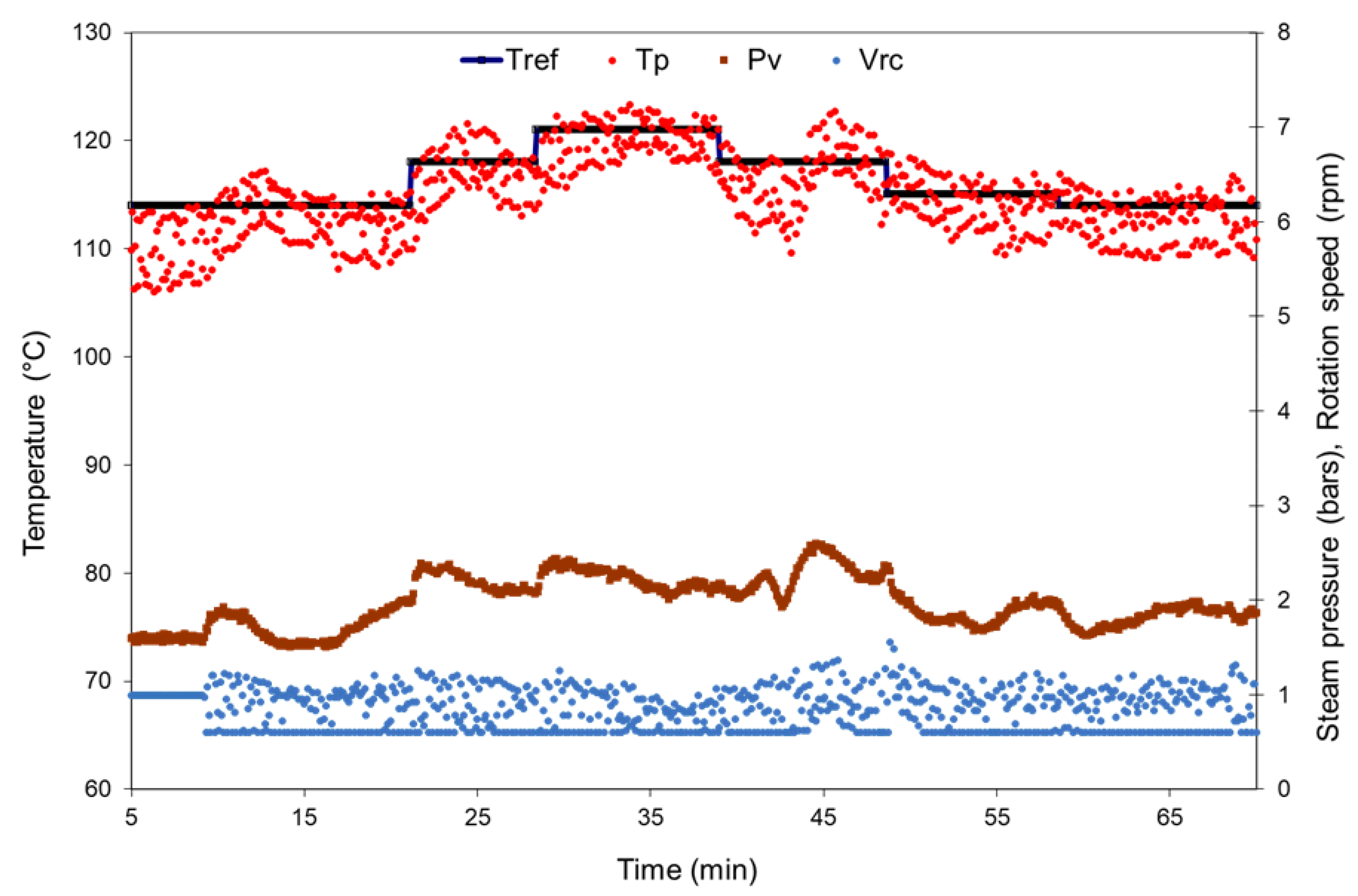
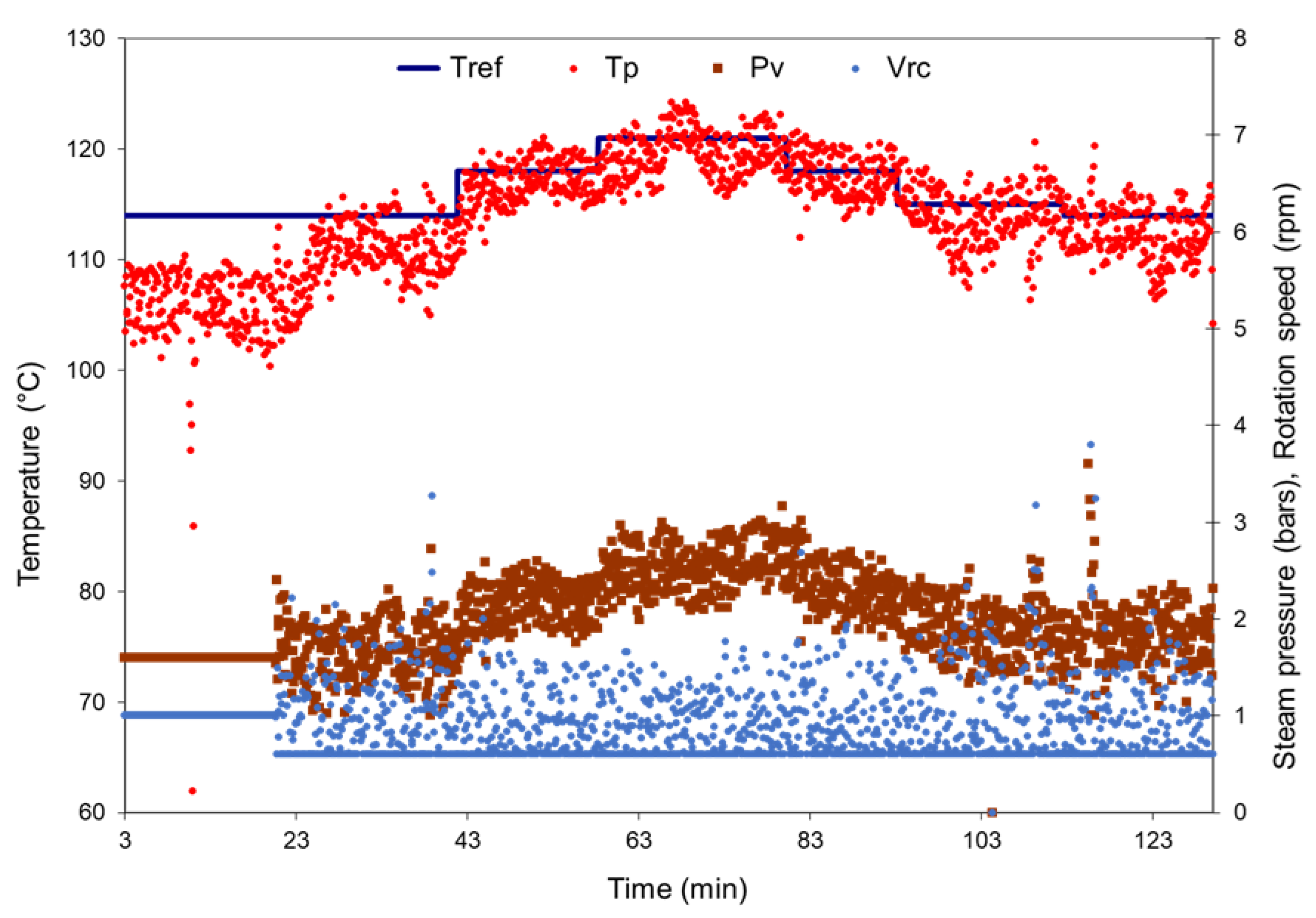
Figure 17 and Figure 18 show the results obtained with both controllers using and simultaneously as the control signals. Disturbances were made at the reference temperature, namely 114, 118, 120, 118, 115, and 114 °C.
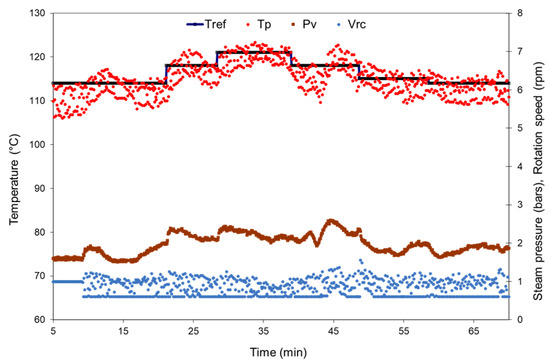
Figure 17.
Variation in product temperature using the PI controller and cylinder rotation speed and steam pressure as the control inputs in response to disturbances in a reference product temperature = 114, 118, 120, 118, 115, and 114 °C.
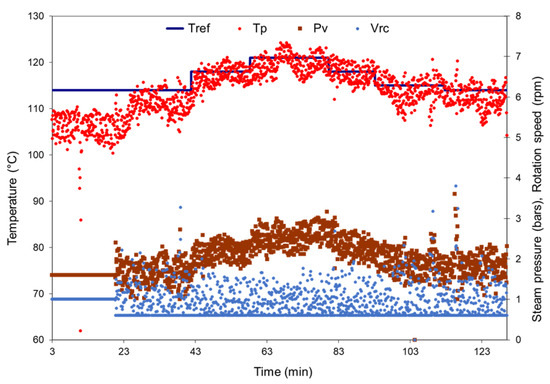
Figure 18.
Variation in product temperature using the hybrid PI–fuzzy controller and cylinder rotation speed and steam pressure as the control inputs in response to disturbances in the reference product temperature = 114, 118, 120, 118, 115, and 114 °C.
The observed response time of the actuator with the PI controller is 55 s, while with the hybrid algorithm, it is 50 s, which are the same as the previously reported values. Regarding the response times of the actuator, they are 105 s for the PI controller and 95 s for the hybrid algorithm, which are also the same as the previously reported values [11]. In this previous work, when using both control variables simultaneously, a phase shift effect was observed in the system regulators due to the different dynamic actions; this verifies that depending on the operating point and the disturbances in the system, it can become unstable.
It is observed that both algorithms keep the product’s temperature at the reference value. The PI gain values obtained through experimental tuning in the drum dryer were optimal for the operating points used (Figure 17). However, although they are average constants, it may be the case that varying the operating point does not favor the system since the PI controller does not recalculate its gains, as is the case with the hybrid algorithm. Therefore, the hybrid scheme guarantees that the system is better controlled since it varies the PI gains according to the operating point using the fuzzy logic it has implemented.
Regarding the variation in the product’s temperature, for the PI controller, the variation observed around was ±4 °C to ±5 °C, while the variation for the hybrid algorithm was ±3 °C to ±4 °C. The results obtained verify the robustness of the hybrid PI–fuzzy algorithm.
6. Conclusions and Final Remarks
From the results obtained when comparing the application of the PI control algorithm and the proposed hybrid PI–fuzzy controller to a rotary drum dryer model, it can be concluded that both maintain the product’s temperature within the desired intervals around the reference temperature. However, it is important to note that the size of the dryer plays an important role since at industrial levels, the dryers are larger and bring with them the appearance of dead times (which are negligible in a pilot-type dryer); also, the nonlinearities are more pronounced in larger dryers, which should be reflected in the control mechanism used.
Considering larger scales, the proposed hybrid algorithm has the advantage of playing a better role in the process control according to the criteria mentioned above; it was observed that with this scheme, the nonlinearities in the system did not prevent the product’s temperature from being maintained within the desired limits throughout the operating intervals. The fuzzy part of the hybrid algorithm was able to absorb the uncertainties and nonlinearities in the system, providing greater robustness than that with the classical schemes.
Furthermore, when comparing the control actions of and , it was observed that the best variable for controlling the system was because its response was faster (55 s) compared to that of (95 s), and it managed to keep the system damped against changes in the reference, changes in the steam’s pressure, and the disturbances inherent to the system (scum). When both variables were controlled simultaneously, the response time ranged from 35 to 40 s.
It is worth emphasizing that fuzzy logic control has proven to be an effective and simple strategy for dealing with uncertainty and unmodeled dynamics in food drying processes, and when used together with classical and well-established control actions such as PI and PID schemes, hybrid algorithms become an effective means to ensure robustness and an acceptable performance.
Finally, it is worth mentioning that the use of the proposed hybrid control scheme not only improves the drying process of the rotating drum but also contributes to energy savings by regulating the steam consumption more efficiently. This results in reduced operating costs and improved energy sustainability for this industrial process.
Author Contributions
Conceptualization, F.M.-V. and L.A.Q.-T.; Methodology, F.M.-V., L.A.Q.-T., A.T.-M., A.M.-P., G.F.-A. and J.E.M.-D.; Validation, A.T.-M. and G.F.-A.; Formal analysis, G.O.-Y., F.M.-V., L.A.Q.-T., A.T.-M., G.F.-A. and J.E.M.-D.; Investigation, G.O.-Y., F.M.-V., L.A.Q.-T., A.T.-M., A.M.-P. and J.E.M.-D.; Resources, A.M.-P.; Data curation, A.T.-M.; Writing–original draft, G.O.-Y., F.M.-V., L.A.Q.-T. and J.E.M.-D.; Supervision, L.A.Q.-T., G.F.-A. and J.E.M.-D. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflicts of interest.
Appendix A
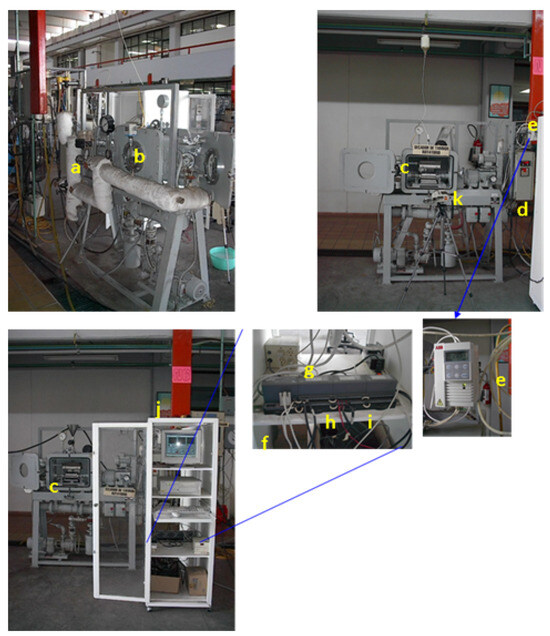
Figure A1.
Instrumentation of the rotary drum dryer: (a) Valve; (b) pressure sensor; (c) drum dryer; (d) control; (e) frequency converter; (f) field point; (g) input module; (h) output module; (i) thermocouple module; (j) supervision computer; (k) infrared thermometer.
Figure A1.
Instrumentation of the rotary drum dryer: (a) Valve; (b) pressure sensor; (c) drum dryer; (d) control; (e) frequency converter; (f) field point; (g) input module; (h) output module; (i) thermocouple module; (j) supervision computer; (k) infrared thermometer.

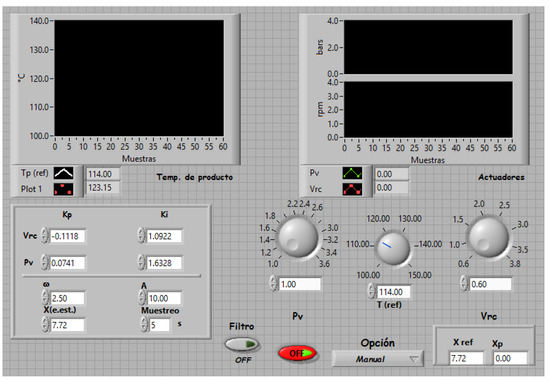
Figure A2.
Front panel of the simulation program for the PI controller in LabVIEWTM.
Figure A2.
Front panel of the simulation program for the PI controller in LabVIEWTM.
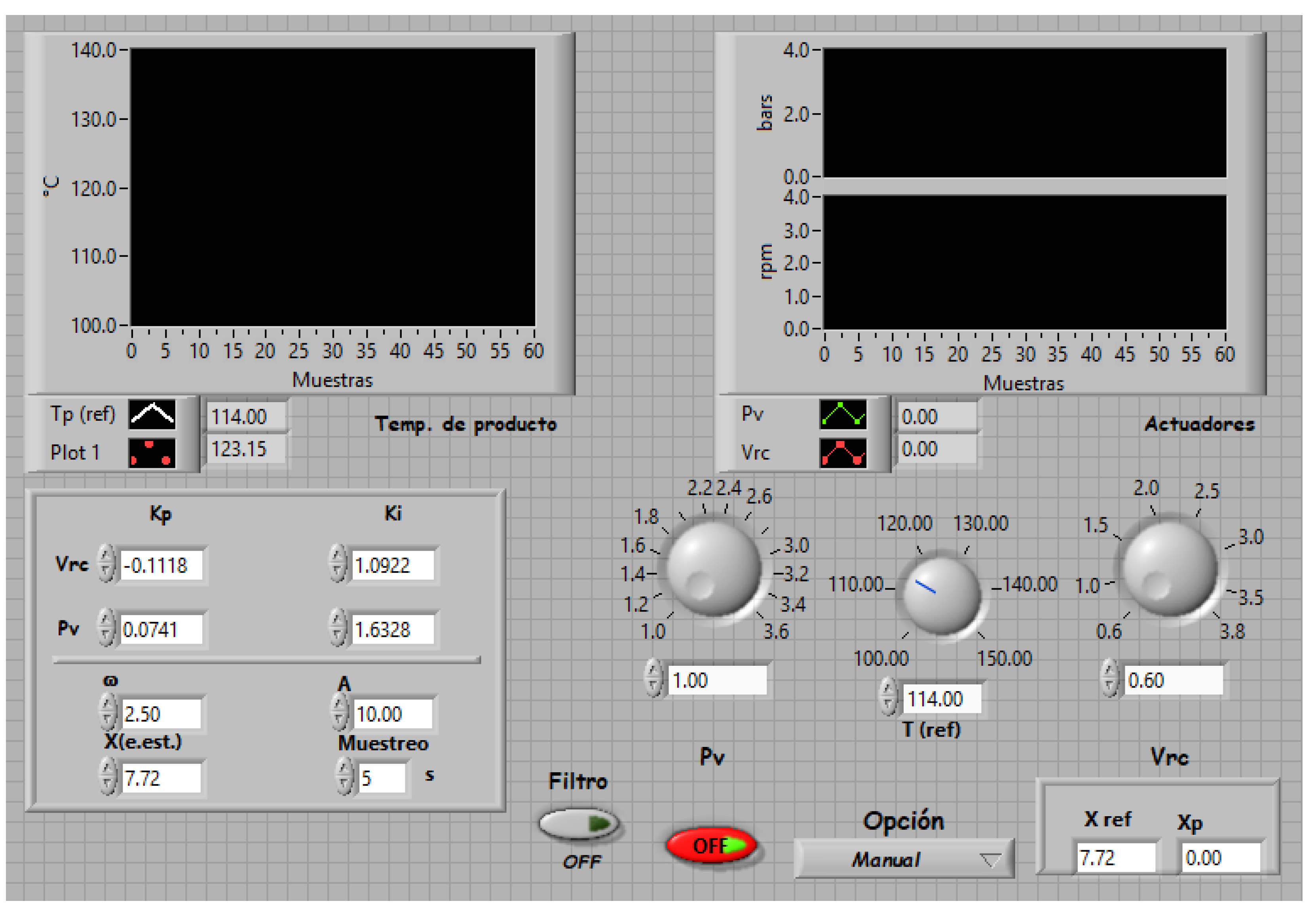
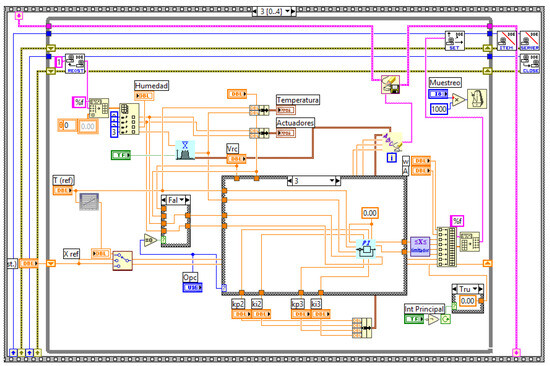
Figure A3.
Detail of the block diagram of the simulation program for the PI controller in LabVIEWTM.
Figure A3.
Detail of the block diagram of the simulation program for the PI controller in LabVIEWTM.
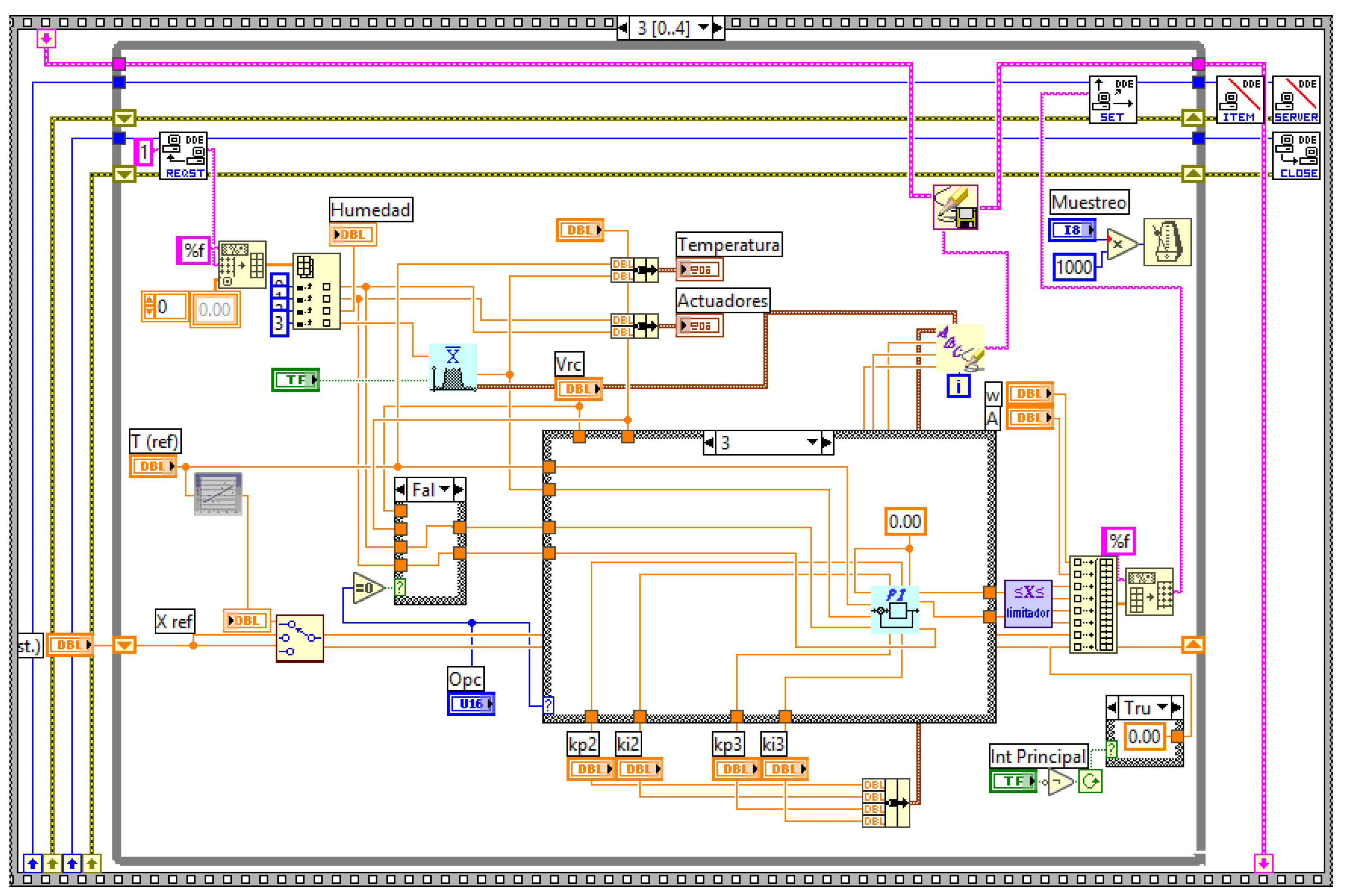
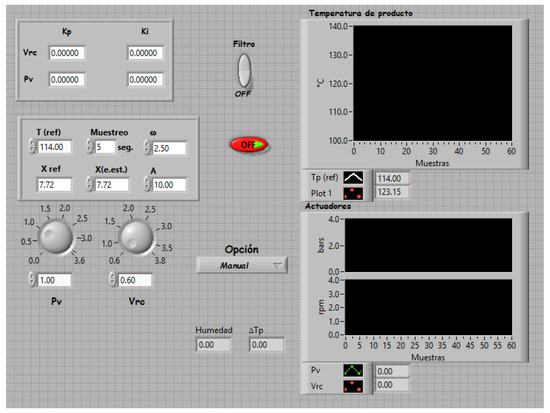
Figure A4.
Front panel of the simulation program for the hybrid PI–fuzzy controller in LabVIEWTM.
Figure A4.
Front panel of the simulation program for the hybrid PI–fuzzy controller in LabVIEWTM.
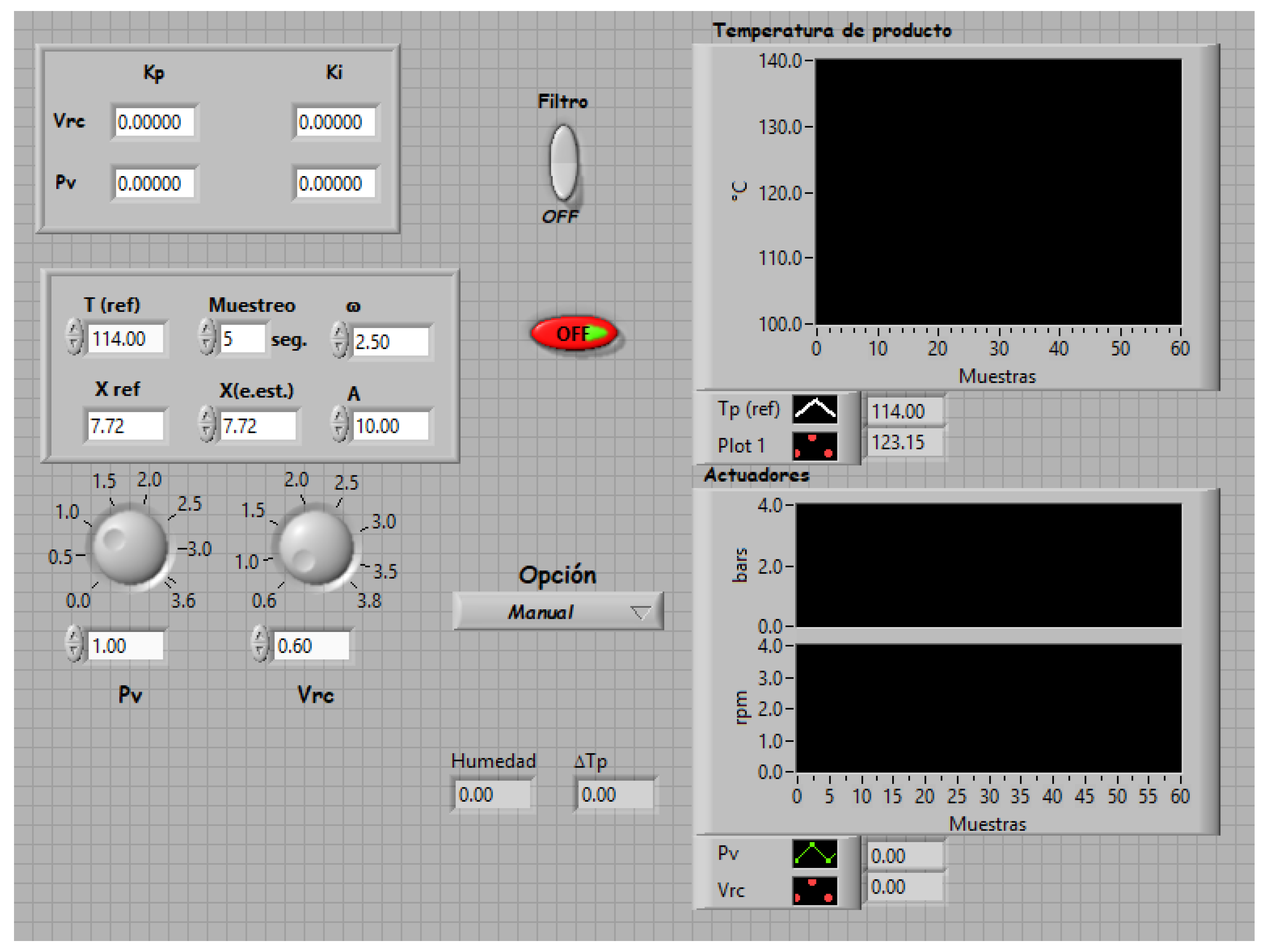
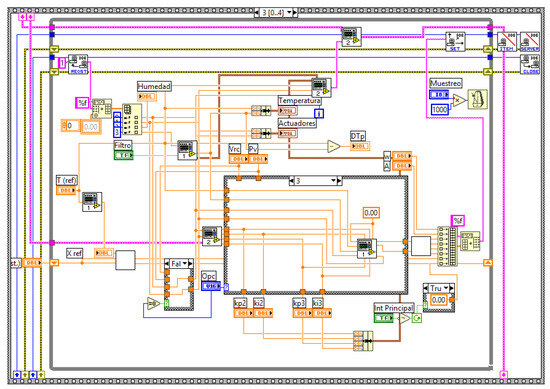
Figure A5.
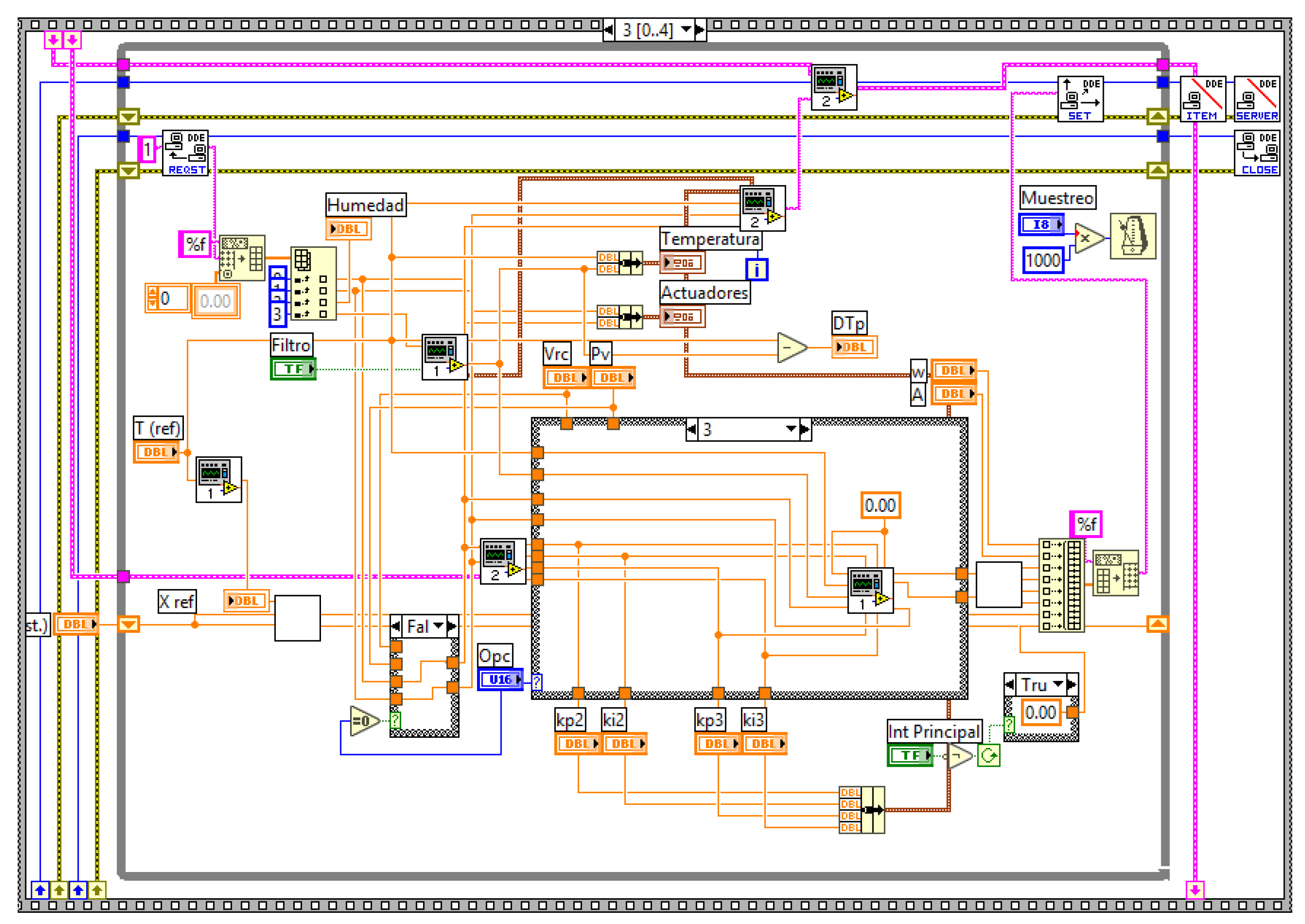
Details of the block diagram of the simulation program for the hybrid PI–fuzzy controller in LabVIEWTM.
Figure A5.
Details of the block diagram of the simulation program for the hybrid PI–fuzzy controller in LabVIEWTM.
References
- Leilayi, M.; Arabhosseini, A.; Kianmehr, M.H.; Amiri, H. Design, construction and performance evalaution of paddy rice solar drum equipped with perforated drum. Clean Energy 2023, 7, 328–339. [Google Scholar] [CrossRef]
- Udomkun, P.; Romuli, S.; Schock, S.; Mahayothee, B.; Sartas, M.; Wossen, T.; Njukwe, E.; Vanlauwe, B.; Müller, J. Review of solar dryers for agricultural products in Asia and Africa: An innovation landscape approach. J. Environ. Manag. 2020, 268, 110730. [Google Scholar] [CrossRef] [PubMed]
- Meot, J.-M. Contribution à la Modélisation et au Contrôle Commande d´un Procédé de Séchage. Bachelor’s Thesis, Ecole Nationale Supérieure des Industries Agricoles et Alimentaires, Massy, France, 1986. [Google Scholar]
- Rodríguez-Jiménez de Morales, G.C. Automatisation du Séchage sur Cylindre: Conception et Évaluation d’un Système de Contrôle. Doctoral Thesis, Ecole Nationale Supérieure des Industries Agricoles et Alimentaires, Massy, France, 1995. [Google Scholar]
- Trystram, G.; Vasseur, J. Modelisation et simulation d’un procédé de séchage sur cylindre. Entropie 1989, 25, 43–55. [Google Scholar]
- Arifin, M.A.; Pangaribuan, P.; Pramudita, B.A.; Megantoro, P. Controlling temperature using proportional integral and derivative control algorithm for hybrid forced convection solar dryer. Int. J. Electr. Comput. Eng. 2024, 14, 239–247. [Google Scholar] [CrossRef]
- Shen, M.; Gu, Y.; Wang, Q.-G.; Wu, Z.-G.; Park, J.H. Tighter Interval Estimation for Discrete-Time Linear Systems with a New Dynamic Triggering Approach. IEEE Trans. Instrum. Meas. 2023, 72, 1–11. [Google Scholar] [CrossRef]
- Shen, M.; Gu, Y.; Zhu, S.; Zong, G.; Zhao, X. Mismatched Quantized H∞ Output-Feedback Control of Fuzzy Markov Jump Systems With a Dynamic Guaranteed Cost Triggering Scheme. IEEE Trans. Fuzzy Syst. 2024, 32, 1681–1692. [Google Scholar] [CrossRef]
- Ma, R.; Siaw, F.L.; Thio, T.H.G. A Hybrid Fuzzy LQR-PI Blade Pitch Control Scheme for Spar-Type Floating Offshore Wind Turbines. J. Mar. Sci. Eng. 2024, 12, 1306. [Google Scholar] [CrossRef]
- Wang, Y.; Xu, P.; Zhang, Z.; Yang, J.; Song, J.; Li, X.; He, Q. Control Optimization for Heat Source Temperature of Vacuum Belt Drying System Based on Fuzzy Control and Integral Control. Energies 2024, 17, 3824. [Google Scholar] [CrossRef]
- Hernández, F. Diseño de un Sistema de Supervisión y Control Aplicado a un Secador de Tambor Rotatorio. Master’s Thesis, Instituto Tecnológico de Veracruz, Veracruz, México, 2000. [Google Scholar]
- Valdovinos, B.E. Diseño de un Algoritmo de Control Basado en Lógica Difusa Aplicado a un Secador de Tambor Rotatorio de Alimentos. Master’s Thesis, Instituto Tecnológico de Veracruz, Veracruz, México, 2000. [Google Scholar]
- Estrada, S. Modelación Dinámica de un Secador de Tambor Rotatorio Utilizando un Modelo Híbrido Neurodiferencial. Master’s Thesis, Instituto Tecnológico de Veracruz, Veracruz, México, 2001. [Google Scholar]
- Rayo, V. Simulación y Control del Proceso de Secado Sobre Tambor Rotatorio Utilizando un Modelo Neurodiferencial y un Control de Lógica Difusa. Master’s Thesis, Instituto Tecnológico de Veracruz, Veracruz, México, 2002. [Google Scholar]
- Argumedo. Diseño de un Algoritmo de Control Híbrido Neuro-PI Para un Secador por Aspersión. Master’s Thesis, Instituto Tecnológico de Veracruz, Veracruz, México, 2001. [Google Scholar]
- Smith, C.A.; Corripio, A.B. Principles and Practices of Automatic Process Control, 3rd ed.; Wiley: Hoboken, NJ, USA, 2005. [Google Scholar]
- Astudillo-Roblero, H.; Gallardo-Arancibia, J.; Ayala-Bravo, C. Comparative study of classical PID control algorithms for the angular control of an electromechanical arm. Ingeniare Rev. Chil. Ing. 2020, 28, 612–628. [Google Scholar] [CrossRef]
- Chiza, L.L.; Benitez, D.; Aguilar, R.; Camacho, O. Droop control in grid-forming converters using a fractional-order PI controller: A power system transient analysis. Results Control Optim. 2025, 18, 100517. [Google Scholar] [CrossRef]
- Dogruer, T.; Tan, N. Design of PI Controller using Optimization Method in Fractional Order Control Systems. IFAC-PapersOnLine 2018, 51, 841–846. [Google Scholar] [CrossRef]
- Yahagi, S.; Suzuki, M. Intelligent PI control based on the ultra-local model and Kalman filter for vehicle yaw-rate control. SICE J. Control Meas. Syst. Integr. 2023, 16, 38–47. [Google Scholar] [CrossRef]
- Kaveh, M.; Abbaspour-Gilandeh, Y. Impacts of hybrid (convective-infrared-rotary drum) drying on the quality attributes of green pea. J. Food Process Eng. 2020, 43, e13424. [Google Scholar] [CrossRef]
- Zadeh, L.A. Fuzzy sets. Inf. Control 1965, 8, 338–353. [Google Scholar] [CrossRef]
- Basak, S. The use of fuzzy logic to determine the concentration of betel leaf essential oil and its potency as a juice preservative. Food Chem. 2018, 240, 1113–1120. [Google Scholar] [CrossRef]
- Endo, A.; Cartagena, O.; Ocaranza, J.; Sáez, D.; Muñoz, C. Fuzzy and Neural Prediction Intervals for Robust Control of a Greenhouse. In Proceedings of the 2022 IEEE International Conference on Fuzzy Systems (FUZZ-IEEE), Padua, Italy, 18–23 July 2022; pp. 1–8. [Google Scholar]
- Farisih, M.R.; Misbah, M. Fuzzy logic and IOT, based air humidity control system for orchid plants. Riwayat Educ. J. Hist. Humanit. 2023, 6, 2048–2055. [Google Scholar]
- Hosseinpour, S.; Martynenko, A. Application of fuzzy logic in drying: A review. Drying Technol. 2020, 40, 797–826. [Google Scholar] [CrossRef]
- Khin, A.M.; Thwe, A.M. Fuzzy Logic Based Dryer Controller. Int. J. Adv. Sci. Res. Eng. 2020, 6, 106–112. [Google Scholar] [CrossRef]
- Nafisah, N.; Syamsiana, I.N.; Putri, R.I.; Kusuma, W.; Sumari, A.D.W. Implementation of fuzzy logic control algorithm for temperature control in robusta rotary dryer coffee bean dryer. MethodsX 2024, 12, 102580. [Google Scholar] [CrossRef]
- Perrot, N.; Ioannou, I.; Allais, I.; Curt, C.; Hossenlopp, J.; Trystram, G. Fuzzy concepts applied to food product quality control: A review. Fuzzy Sets Syst. 2006, 157, 1145–1154. [Google Scholar] [CrossRef]
- Petropoulos, S.; Karavas, C.S.; Balafoutis, A.T.; Paraskevopoulos, I.; Kallithraka, S.; Kotseridis, Y. Fuzzy logic tool for wine quality classification. Comput. Electron. Agric. 2017, 142, 552–562. [Google Scholar] [CrossRef]
- Tabares-Martinez, J.M.; Guzmán-López, A.; Bravo-Sánchez, M.G.; Barranco-Gutierrez, A.I.; Martínez-Nolasco, J.J.; Villaseñor-Ortega, F. Instrumentation and Evaluation of a Sensing System with Signal Conditioning Using Fuzzy Logic for a Rotary Dryer. Technologies 2025, 13, 83. [Google Scholar] [CrossRef]
- Varshney, A.K.; Torra, V. Literature Review of the Recent Trends and Applications in Various Fuzzy Rule-Based Systems. Int. J. Fuzzy Syst. 2022, 25, 2163–2186. [Google Scholar] [CrossRef]
- Driankov, D.; Hellendoorn, H.; Reinfrank, M. An Introduction to Fuzzy Control, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 1996. [Google Scholar]
- Martynenko, A.; Bück, A. (Eds.) Intelligent Control in Drying, 1st ed.; Taylor & Francis Group: Boca Raton, FL, USA, 2019. [Google Scholar]
- Almena, A.; Goode, K.R.; Bakalis, S.; Fryer, P.J.; López-Quiroga, E. Optimising food dehidratation processes: Energy-efficient drum-dryer operation. Energy Procedia 2019, 161, 174–181. [Google Scholar] [CrossRef]
- Bawa-Susana, I.-G.; Bagus-Alit, I.; Ketut-Okariawan, I.-D. Rice husk energy rotary dryer experiment for improved solar drying termal performance on cherry coffee. Case Stud. Therm. Eng. 2023, 41, 102616. [Google Scholar] [CrossRef]
- Friso, D. Mathematical Modelling of Rotary Drum Dryers for Alfalfa Drying Process Control. Inventions 2023, 8, 11. [Google Scholar] [CrossRef]
- Mujumdar, A.S. (Ed.) Principles, classification and selection of dryers. In Handbook of Industrial Drying; Taylor & Francis Group: Boca Raton, FL, USA, 2006; pp. 3–32. [Google Scholar]
- Perazzini, H.; Perazzini, M.T.B.; Freire, F.B.; Freire, F.B.; Freire, J.T. Modeling and cost analysis of drying of citrus residues as biomass in rotary dryer for bioenergy. Renew. Energy 2021, 175, 167–178. [Google Scholar] [CrossRef]
- Schönfeld, B.; Sundermann, J.; Keller, B.-L.; Westedt, U.; Heinzerling, O. Transformation of ABT-199 Nanocrystal Suspensions into a Redispersible Drug Product—Impact of Vacuum Drum Drying, Spray Drying and Tableting on Re-Nanodispersibility. Pharmaceutics 2024, 16, 782. [Google Scholar] [CrossRef]
- Wang, J.; Zhu, X.; Zhu, Z.; Li, C.; Peng, X.; Qiu, S.; Ren, J.; Wu, X.; Nyambura, S.M.; Li, H.; et al. Enhancing Oxygen-Dissolving Capacity of Rotary Drum Food Waste Composting: Tumbling Process Optimization and Experimental Validation with Discrete and Finite Element Methods. Agronomy 2024, 14, 2641. [Google Scholar] [CrossRef]
- Vasseur, J. Etude du Séchage d’un Produit Visqueux, en Couche Mince sur une Paroi Chaude, Permettant de Definir un Modèle de Séchoir Cylindre. Doctoral Thesis, Ecole Nationale Supérieure des Industries Agricoles et Alimentaires, Massy, France, 1983. [Google Scholar]
- Lacroix, C.; Castaigne, F. Application des plans expérimentaux factoriels fractionnés et de la technique de surface de réponse à l’optimisation d’un produit ou d’un procédé dans le domaine alimentaire. Ind. Aliment. Agric. 1986, 103, 105–113. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).