
Solvometallurgical Properties of Choline Chloride-Based Deep Eutectic Solvents for Copper Extraction from Chalcopyrite: Optimization and Analysis

 and
and
Abstract
1. Introduction
2. Experimental Section
2.1. Materials
2.2. Synthesis of Deep Eutectic Solvents
2.3. Characterization
3. Results and Discussion
3.1. Response Surface Methodology Studies
3.2. Mineralogical Studies on Chalcopyrite
3.3. Kinetics of Dissolution
3.4. Results of Fourier Transform Infrared Spectroscopy Analysis
3.4.1. Interception of Synthesized Solvents and Their Constituent Components
3.4.2. The Effect of Heating on the Degradation of Deep Eutectic Solvents
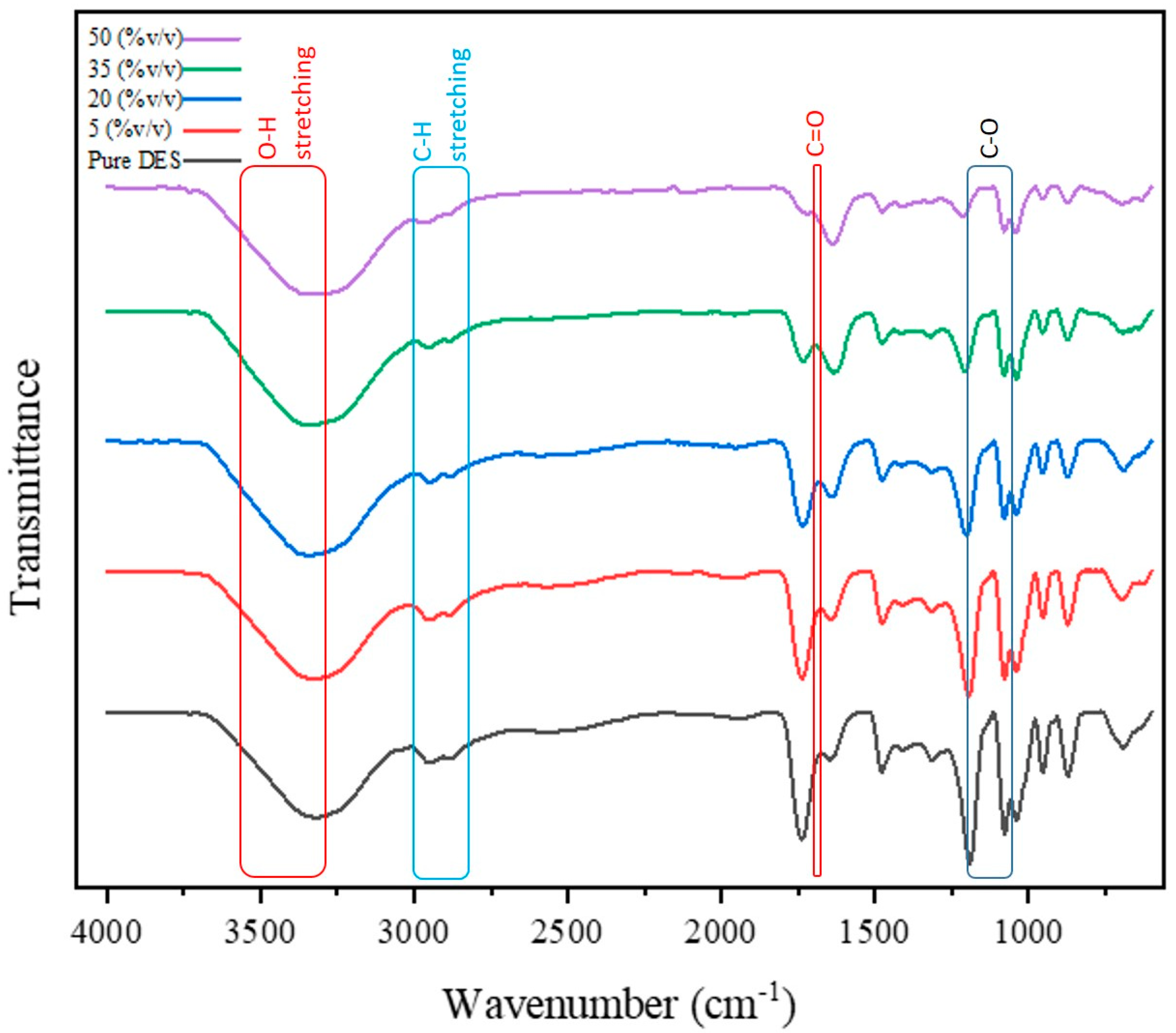
3.4.3. The Effect of Adding Water on the Deep Eutectic Solvent Behavior
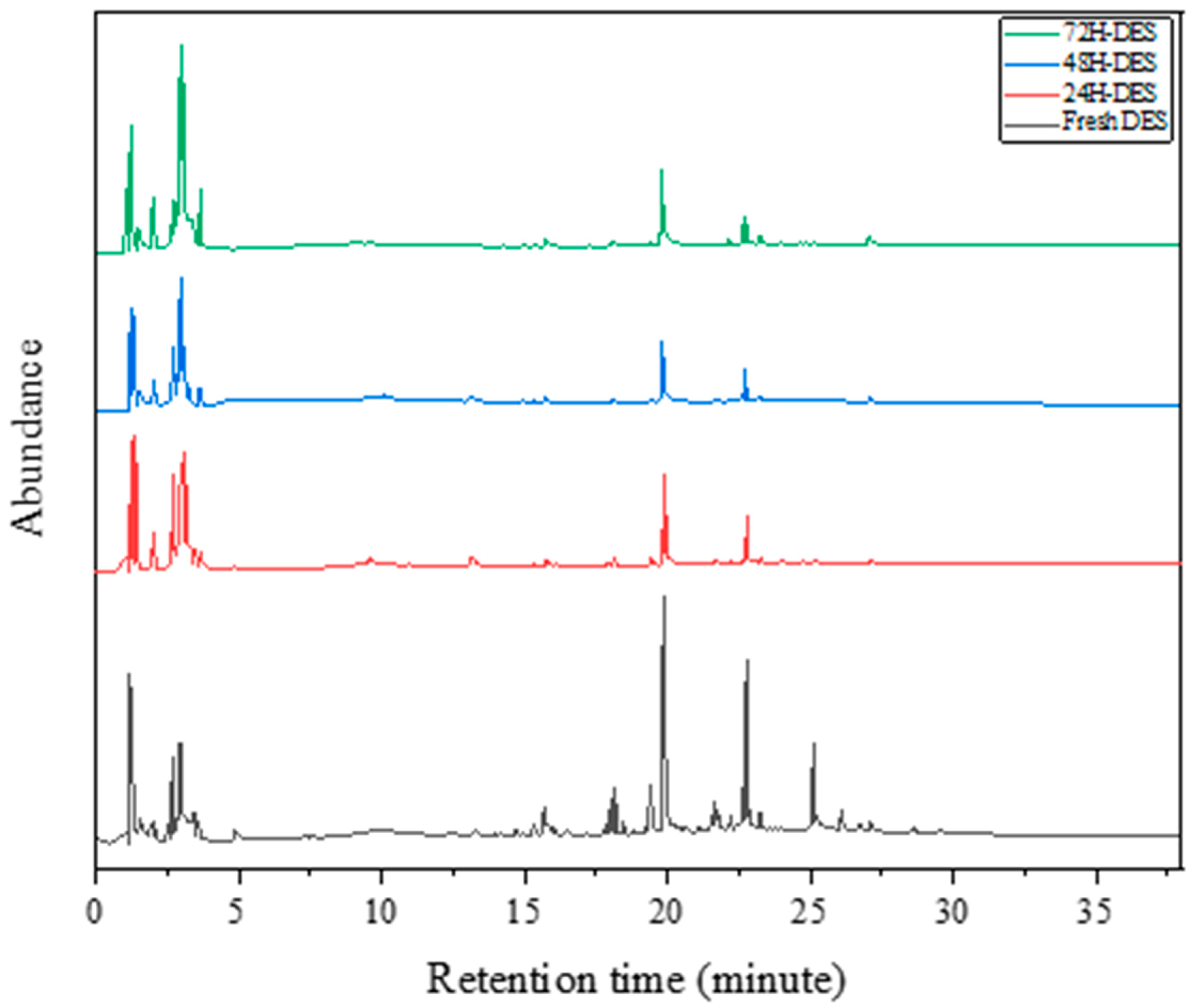
3.5. Results of Gas Chromatography/Mass Spectrometry Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jamwal, A.; Mittal, P.; Agrawal, R.; Gupta, S.; Kumar, D.; Sadasivuni, K.K.; Gupta, P. Towards Sustainable Copper Matrix Composites: Manufacturing Routes with Structural, Mechanical, Electrical and Corrosion Behaviour. J. Compos. Mater. 2020, 54, 2635–2649. [Google Scholar] [CrossRef]
- Chen, T.F.; Siow, K.S. Comparing the Mechanical and Thermal-Electrical Properties of Sintered Copper (Cu) and Sintered Silver (Ag) Joints. J. Alloys Compd. 2021, 866, 158783. [Google Scholar] [CrossRef]
- Mokmeli, M. Pre Feasibility Study in Hydrometallurgical Treatment of Low-Grade Chalcopyrite Ores from Sarcheshmeh Copper Mine. Hydrometallurgy 2020, 191, 105215. [Google Scholar] [CrossRef]
- Jena, S.S.; Tripathy, S.K.; Mandre, N.R.; Venugopal, R.; Farrokhpay, S. Sustainable Use of Copper Resources: Beneficiation of Low-Grade Copper Ores. Minerals 2022, 12, 545. [Google Scholar] [CrossRef]
- Gantait, A.; Debnath, S.; Anand, A.; Jakhar, S. Fluid Evolution, Metal Source, and Ore Genesis of Sulfide Mineralization, Nim Ka Thana Copper Belt, Rajasthan, India: Evidence from Mineral Chemistry, Fluid Inclusions and Sulfur Isotope Geochemistry. Arab. J. Geosci. 2023, 16, 167. [Google Scholar] [CrossRef]
- Amuthenu, V.L. Assessment of Copper Recovery from Leaching of Microwave Pre-Treated Tailing from the Otjihase Mine. Master’s Thesis, University of Namibia, Windhoek, Namibia, 2020. [Google Scholar]
- Barlow, B. Leaching Kinetics of Carbonatite and Silicate Based Chalcopyrite Minerals. Master’s Thesis, North-West University, Potchefstroom, South Africa, 2020. [Google Scholar]
- Liu, Y.; Zhao, S.X.; Wang, G.R.; Yang, H.Y. Copper leaching from complex chalcopyrite-rich ores: Utilizing mechanical activation and wastewater-based sulfuric acid system. Sep. Purif. Technol. 2024, 354, 128631. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T. Ionic Liquids and Deep-Eutectic Solvents in Extractive Metallurgy: Mismatch between Academic Research and Industrial Applicability. J. Sustain. Metall. 2023, 9, 423–438. [Google Scholar] [CrossRef]
- Yuan, Z.; Liu, H.; Yong, W.F.; She, Q.; Esteban, J. Status and Advances of Deep Eutectic Solvents for Metal Separation and Recovery. Green Chem. 2022, 24, 1895–1929. [Google Scholar] [CrossRef]
- Tian, G.; Liu, H. Review on the Mineral Processing in Ionic Liquids and Deep Eutectic Solvents. Miner. Process. Extr. Metall. Rev. 2024, 45, 130–153. [Google Scholar] [CrossRef]
- Huntington, V.E.; Coulon, F.; Wagland, S.T. Innovative Resource Recovery from Industrial Sites: A Critical Review. Sustainability 2022, 15, 489. [Google Scholar] [CrossRef]
- Bilal, M.; Park, I.; Hornn, V.; Ito, M.; Hassan, F.U.; Jeon, S.; Hiroyoshi, N. The Challenges and Prospects of Recovering Fine Copper Sulfides from Tailings Using Different Flotation Techniques: A Review. Minerals 2022, 12, 586. [Google Scholar] [CrossRef]
- Mohanraj, G.T.; Rahman, M.R.; Arya, S.B.; Barman, R.; Krishnendu, P.; Meena, S.S. Characterization Study and Recovery of Copper from Low Grade Copper Ore through Hydrometallurgical Route. Adv. Powder Technol. 2022, 33, 103382. [Google Scholar] [CrossRef]
- Nagar, N.; Garg, H.; Dhaka, M.; Gahan, C.S. Bioleaching of Zinc Sulfide Concentrate in Redox-Controlled Fed-Batch Process Compared to Redox Non-Controlled Batch Process. J. Sustain. Metall. 2022, 8, 333–342. [Google Scholar] [CrossRef]
- Röbbert, Y. Mobilization and Isotope Fractionation of Uranium, Copper and Iron in the Environment-Implications for (Bio) Remediation of Contaminated Sites and Mine Tailings; Institutionelles Repositorium der Leibniz Universität Hannover: Hannover, German, 2021. [Google Scholar]
- Fan, Y.; Kong, Y.; Jiang, P.; Zhang, G.; Cong, J.; Shi, X.; Liu, Y.; Zhang, P.; Zhang, R.; Huang, Y. Development and Challenges of Deep Eutectic Solvents for Cathode Recycling of End-of-Life Lithium-Ion Batteries. Chem. Eng. J. 2023, 463, 142278. [Google Scholar] [CrossRef]
- Inman, G.; Nlebedim, I.C.; Prodius, D. Application of Ionic Liquids for the Recycling and Recovery of Technologically Critical and Valuable Metals. Energies 2022, 15, 628. [Google Scholar] [CrossRef]
- Van den Bossche, A. Recovery of Valuable Metals from Urban Waste via Oxidative Dissolution in Polyhalide Ionic Liquids. 2020. Available online: https://kuleuven.limo.libis.be/discovery/fulldisplay?docid=alma9994273436701488&context=L&vid=32KUL_KUL:KULeuven&lang=en&search_scope=All_Content&adaptor=Local%20Search%20Engine&tab=all_content_tab&query=sub,exact,%20Ionic%20Liquids,AND&mode=advanced&offset=0 (accessed on 1 December 2024).
- Stando, G.; Hannula, P.-M.; Kumanek, B.; Lundström, M.; Janas, D. Copper Recovery from Industrial Wastewater-Synergistic Electrodeposition onto Nanocarbon Materials. Water Resour. Ind. 2021, 26, 100156. [Google Scholar] [CrossRef]
- Estay, H.; Barros, L.; Troncoso, E. Metal Sulfide Precipitation: Recent Breakthroughs and Future Outlooks. Minerals 2021, 11, 1385. [Google Scholar] [CrossRef]
- Kalinina, E.; Pikalova, E. Opportunities, Challenges and Prospects for Electrodeposition of Thin-Film Functional Layers in Solid Oxide Fuel Cell Technology. Materials 2021, 14, 5584. [Google Scholar] [CrossRef]
- Prabhune, A.; Dey, R. Green and Sustainable Solvents of the Future: Deep Eutectic Solvents. J. Mol. Liq. 2023, 379, 121676. [Google Scholar] [CrossRef]
- Zante, G.; Boltoeva, M. Review on Hydrometallurgical Recovery of Metals with Deep Eutectic Solvents. Sustain. Chem. 2020, 1, 238–255. [Google Scholar] [CrossRef]
- Moradi, M.; Karimi, S.; Behnajady, B. The Effect of the Third Component on the Dissolution of Chalcopyrite in Deep Eutectic Solvents Based on Choline Chloride, and P-Toluenesulfonic Acid. In Proceedings of the 3rd International Conference & 7th National Conference on Materials, Metallurgy, Mining, Ahvaz, Iran, 7 February 2024. [Google Scholar]
- Behmadi, R.; Mirzaei, M.; Afshar, M.R.; Najafi, H. Investigation of Chalcopyrite Removal from Low-Grade Molybdenite Using Response Surface Methodology and Its Effect on Molybdenum Trioxide Morphology by Roasting. RSC Adv. 2023, 13, 14899–14913. [Google Scholar] [CrossRef]
- Teimouri, S.; Potgieter, J.H.; Billing, C.; Conradie, J. The Feasibility of Pyrite Dissolution in the Deep Eutectic Solvent Ethaline: Experimental and Theoretical Study. J. Mol. Liq. 2023, 392, 123468. [Google Scholar] [CrossRef]
- Nakhjiri, A.T.; Sanaeepur, H.; Amooghin, A.E.; Shirazi, M.M.A. Recovery of Precious Metals from Industrial Wastewater Towards Resource Recovery and Environmental Sustainability: A Critical Review. Desalination 2022, 527, 115510. [Google Scholar] [CrossRef]
- Hansen, B.B.; Spittle, S.; Chen, B.; Poe, D.; Zhang, Y.; Klein, J.M.; Horton, A.; Adhikari, L.; Zelovich, T.; Doherty, B.W. Deep Eutectic Solvents: A Review of Fundamentals and Applications. Chem. Rev. 2020, 121, 1232–1285. [Google Scholar] [CrossRef]
- Carlesi, C.; Harris, R.C.; Abbott, A.P.; Jenkin, G.R.T. Chemical Dissolution of Chalcopyrite Concentrate in Choline Chloride Ethylene Glycol Deep Eutectic Solvent. Minerals 2022, 12, 65. [Google Scholar] [CrossRef]
- Valverde, P.E.; Green, T.A.; Roy, S. Effect of Water on the Electrodeposition of Copper from a Deep Eutectic Solvent. J. Appl. Electrochem. 2020, 50, 699–712. [Google Scholar] [CrossRef]
- Aragón-Tobar, C.F.; Endara, D.; de la Torre, E. Dissolution of Metals (Cu, Fe, Pb, and Zn) from Different Metal-Bearing Species (Sulfides, Oxides, and Sulfates) Using Three Deep Eutectic Solvents Based on Choline Chloride. Molecules 2024, 29, 290. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Song, S.; Gao, H.; Wang, L.; Yang, S.; Liu, C. The Optimization and Characterization of the Recycling Utilization of Raffinate in the Copper Leaching Process. J. Mater. Res. Technol. 2020, 9, 2214–2222. [Google Scholar] [CrossRef]
- Freitas, D.S.; Cavaco-Paulo, A.; Silva, C. Enhancing Insights into the Phenomena of Deep Eutectic Solvents. Sustain. Mater. Technol. 2024, 41, e01039. [Google Scholar] [CrossRef]
- Mannu, A.; Blangetti, M.; Baldino, S.; Prandi, C. Promising Technological and Industrial Applications of Deep Eutectic Systems. Materials 2021, 14, 2494. [Google Scholar] [CrossRef] [PubMed]
- Lamidi, S.; Olaleye, N.; Bankole, Y.; Obalola, A.; Aribike, E.; Adigun, I. Applications of Response Surface Methodology (Rsm) in Product Design, Development, and Process Optimization; IntechOpen: Rijeka, Croatia, 2022. [Google Scholar]
- Behmadi, R.; Mokhtarian, M.; Davoodi, A.; Hosseinpour, S. Desulfurization of Natural Gas Condensate Using Polyethylene Glycol and Water Intercalated Activated Γ-Bauxite. J. Clean. Prod. 2022, 376, 134230. [Google Scholar] [CrossRef]
- Maalihan, R.D. Modelling the Toughness of Nanostructured Polyhedral Oligomeric Silsesquioxane Composites Fabricated by Stereolithography 3D Printing: A Response Surface Methodology and Artificial Neural Network Approach. In Materials Science Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2022. [Google Scholar]
- Kumari, B.; Tiwary, R.K.; Yadav, M. Non Linear Regression Analysis and Rsm Modeling for Removal of Cr (Vi) from Aqueous Solution Using Pani@ Wh Composites. Mater. Chem. Phys. 2022, 290, 126457. [Google Scholar] [CrossRef]
- Ghodrati, S.; Nakhaei, F.; VandGhorbany, O.; Hekmati, M. Modeling and Optimization of Chemical Reagents to Improve Copper Flotation Performance Using Response Surface Methodology. Energy Sources Part A Recovery Util. Environ. Eff. 2020, 42, 1633–1648. [Google Scholar] [CrossRef]
- Chen, W.-H.; Uribe, M.C.; Kwon, E.E.; Lin, K.-Y.A.; Park, Y.-K.; Ding, L.; Saw, L.H. A Comprehensive Review of Thermoelectric Generation Optimization by Statistical Approach: Taguchi Method, Analysis of Variance (Anova), and Response Surface Methodology (Rsm). Renew. Sustain. Energy Rev. 2022, 169, 112917. [Google Scholar] [CrossRef]
- Di Leo, G.; Sardanelli, F. Statistical Significance: P Value, 0.05 Threshold, and Applications to Radiomics—Reasons for a Conservative Approach. Eur. Radiol. Exp. 2020, 4, 18. [Google Scholar] [CrossRef]
- Toledo, R.; Guilherme, A.; Tayar, S.P.; Arena, F.A.; Benedetti, A.V.; Bevilaqua, D. New Insights into Oxidative-Reductive Leaching of Chalcopyrite Concentrate Using a Central Composite Factorial Design. Miner. Eng. 2022, 180, 107467. [Google Scholar] [CrossRef]
- Maneejuk, P.; Yamaka, W. Significance Test for Linear Regression: How to Test without P-Values? J. Appl. Stat. 2021, 48, 827–845. [Google Scholar] [CrossRef] [PubMed]
- Vidhya, R.; Balakrishnan, T.; Kumar, B.S. Experimental and Theoretical Investigation of Heat Transfer Characteristics of Cylindrical Heat Pipe Using Al2O3–SiO2/W-EG Hybrid Nanofluids by Rsm Modeling Approach. J. Eng. Appl. Sci. 2021, 68, 32. [Google Scholar] [CrossRef]
- Wu, N.; Liu, X.; Zeng, M.; Lu, X.; Zeng, Z.; Zheng, Y. Controllable Synthesis of Novel Luminescent CuFeS2 Quantum Dots with Magnetic Properties and Cation Sensing Features. J. Nanoparticle Res. 2019, 21, 268. [Google Scholar] [CrossRef]
- Lee, S.; Lee, G.; Lee, H.-S.; Kim, D.; Kang, Y. Characterization of Mocvd-Prepared Cis Solar Cells. Energies 2021, 14, 7721. [Google Scholar] [CrossRef]
- Nguyen, K.; Borja, D.; You, J.; Hong, G.; Jung, H.; Kim, H. Chalcopyrite Bioleaching Using Adapted Mesophilic Microorganisms: Effects of Temperature, Pulp Density, and Initial Ferrous Concentrations. Mater. Trans. 2018, 59, 1860–1866. [Google Scholar] [CrossRef]
- Sun, H.; Peng, T.; Liu, B.; Xian, H. Effects of Montmorillonite on Phase Transition and Size of TiO2 Nanoparticles in TiO2/Montmorillonite Nanocomposites. Appl. Clay Sci. 2015, 114, 440–446. [Google Scholar] [CrossRef]
- Miao, J.; Leng, H.; Han, B. Leaching and Kinetic Study of Chalcopyrite without Acid in an O2–H2O System. J. Sustain. Metall. 2023, 9, 1279–1288. [Google Scholar] [CrossRef]
- Nadimi, H.; Sarpoolaky, H.; Soltanieh, M. Formation Reaction Kinetics of Nanocrystalline TiC via Molten LiCl–KCl Applying Shrinking Core Model. Ceram. Int. 2021, 47, 12859–12869. [Google Scholar] [CrossRef]
- Chen, H.; He, J.; Zhu, L.; Liu, B.; Zhou, K.; Xu, J.; Guo, C. Eco-Friendly Oxidation Leaching from Chalcopyrite Powder and Kinetics Assisted by Sodium Chloride in Organic Acid Media. Adv. Powder Technol. 2022, 33, 103547. [Google Scholar] [CrossRef]
- Yu, S.; Liao, R.; Yang, B.; Fang, C.; Wang, Z.; Liu, Y.; Wu, B.; Wang, J.; Qiu, G. Chalcocite (Bio)Hydrometallurgy—Current State, Mechanism, and Future Directions: A Review. Chin. J. Chem. Eng. 2022, 41, 109–120. [Google Scholar] [CrossRef]
- Sun, W.; Wei, X.; Zhang, X.; Li, W.; Ma, L. Dynamic Change Model of Shrinkage Liquid Membrane of Multi-Particle Cellulose in Organic-Aqueous-Solid Multiphase System. Biomass Convers. Biorefinery 2024, 14, 22479–22504. [Google Scholar] [CrossRef]
- Wei, L.; Pu, X.; Cheng, D.; Wang, Y. Measurement of the Concentration- and Temperature-Dependent Diffusion Coefficient and Activation Energy Via Diffusion Image Analysis. AIP Adv. 2022, 12, 105013. [Google Scholar] [CrossRef]
- Arnaut, L. Chapter 9—Elementary Reactions in Solution. In Chemical Kinetics, 2nd ed.; Arnaut, L., Ed.; Elsevier: Amsterdam, The Netherlands, 2021; pp. 263–293. [Google Scholar]
- Grebenkov, D.S. Diffusion-Controlled Reactions: An Overview. Molecules 2023, 28, 7570. [Google Scholar] [CrossRef]
- Gaweł, B.A.; Ulvensøen, A.; Łukaszuk, K.; Arstad, B.; Muggerud, A.M.F.; Erbe, A. Structural Evolution of Water and Hydroxyl Groups During Thermal, Mechanical and Chemical Treatment of High Purity Natural Quartz. RSC Adv. 2020, 10, 29018–29030. [Google Scholar] [CrossRef] [PubMed]
- Guo, A.; Ren, Z.; Tian, L.; Wang, Z.; Li, K. Characterization of Molecular Change of Heavy Oil under Mild Thermal Processing Using FT-IR Spectroscopy. J. Fuel Chem. Technol. 2007, 35, 168–175. [Google Scholar] [CrossRef]
- Ferrari, A.C.; Rodil, S.E.; Robertson, J. Interpretation of Infrared and Raman Spectra of Amorphous Carbon Nitrides. Phys. Rev. B 2003, 67, 155306. [Google Scholar] [CrossRef]
- Shurvell, H.F. Spectra–Structure Correlations in the Mid-and Far-Infrared. In Handbook of Vibrational Spectroscopy; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2006. [Google Scholar]
- Khan, Z.; Javed, F.; Shamair, Z.; Hafeez, A.; Fazal, T.; Aslam, A.; Zimmerman, W.B.; Rehman, F. Current Developments in Esterification Reaction: A Review on Process and Parameters. J. Ind. Eng. Chem. 2021, 103, 80–101. [Google Scholar] [CrossRef]
- González-Rivera, J.; Husanu, E.; Mero, A.; Ferrari, C.; Duce, C.; Tine, M.R.; D’Andrea, F.; Pomelli, C.S.; Guazzelli, L. Insights into Microwave Heating Response and Thermal Decomposition Behavior of Deep Eutectic Solvents. J. Mol. Liq. 2020, 300, 112357. [Google Scholar] [CrossRef]
- Kaur, S.; Gupta, A.; Kashyap, H.K. How Hydration Affects the Microscopic Structural Morphology in a Deep Eutectic Solvent. J. Phys. Chem. B 2020, 124, 2230–2237. [Google Scholar] [CrossRef]
- Chabib, C.M.; Ali, J.K.; Jaoude, M.A.; Alhseinat, E.; Adeyemi, I.A.; Al Nashef, I.M. Application of Deep Eutectic Solvents in Water Treatment Processes: A Review. J. Water Process Eng. 2022, 47, 102663. [Google Scholar] [CrossRef]
- Khan, A.S.; Ibrahim, T.H.; Jabbar, N.A.; Khamis, M.I.; Nancarrow, P.; Mjalli, F.S. Ionic Liquids and Deep Eutectic Solvents for the Recovery of Phenolic Compounds: Effect of Ionic Liquids Structure and Process Parameters. RSC Adv. 2021, 11, 12398–12422. [Google Scholar] [CrossRef] [PubMed]
- Rain, M.I.; Iqbal, H.; Saha, M.; Ali, M.A.; Chohan, H.K.; Rahman, M.S.; Halim, M.A. A Comprehensive Computational and Principal Component Analysis on Various Choline Chloride-Based Deep Eutectic Solvents to Reveal Their Structural and Spectroscopic Properties. J. Chem. Phys. 2021, 155, 044308. [Google Scholar] [CrossRef]
- Jurić, T.; Uka, D.; Holló, B.B.; Jović, B.; Kordić, B.; Popović, B.M. Comprehensive Physicochemical Evaluation of Choline Chloride-Based Natural Deep Eutectic Solvents. J. Mol. Liq. 2021, 343, 116968. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Designation | Composition | Molar Ratio |
|---|---|---|---|
| 1 | A2 | ChCl:EG | 1:2 |
| 2 | B2 | ChCl:Ox | 1:1 |
| 3 | C3 | ChCl:EG:Ox | 1:1:2 |
| Variables | Levels | ||||
|---|---|---|---|---|---|
| Low Actual | High Actual | Low Coded | High Coded | Mean | |
| Temperature (A) | 50 °C | 80 °C | −1 | 1 | 65 °C |
| Time (B) | 24 h | 72 h | −1 | 1 | 48 h |
| Run | Factor 1 | Factor 2 | Response |
|---|---|---|---|
| A: Temperature (°C) | B: Time (h) | Efficiency of Cu Recovery (%) | |
| A2: Choline Chloride–Ethylene Glycol | |||
| 1 | 65 | 24 | 4 |
| 2 | 50 | 72 | 13 |
| 3 | 65 | 48 | 13 |
| 4 | 80 | 72 | 17 |
| 5 | 65 | 72 | 16 |
| 6 | 65 | 48 | 12 |
| 7 | 50 | 24 | 2 |
| 8 | 65 | 48 | 11 |
| 9 | 80 | 24 | 7 |
| 10 | 50 | 48 | 10 |
| 11 | 80 | 48 | 16 |
| B2: Choline Chloride–Oxalic Acid | |||
| 1 | 65 | 24 | 37 |
| 2 | 50 | 72 | 53 |
| 3 | 65 | 48 | 61 |
| 4 | 80 | 72 | 83 |
| 5 | 65 | 72 | 68 |
| 6 | 65 | 48 | 62 |
| 7 | 50 | 24 | 19 |
| 8 | 65 | 48 | 60 |
| 9 | 80 | 24 | 48 |
| 10 | 50 | 48 | 48 |
| 11 | 80 | 48 | 74 |
| C3: Choline Chloride–Ethylene Glycol–Oxalic Acid | |||
| 1 | 65 | 24 | 33 |
| 2 | 50 | 72 | 57 |
| 3 | 65 | 48 | 62 |
| 4 | 80 | 72 | 52 |
| 5 | 65 | 72 | 68 |
| 6 | 65 | 48 | 61 |
| 7 | 50 | 24 | 22 |
| 8 | 65 | 48 | 63 |
| 9 | 80 | 24 | 37 |
| 10 | 50 | 48 | 51 |
| 11 | 80 | 48 | 76 |
| A2: Choline Chloride–Ethylene Glycol | ||||||
| Source | Sum of Squares | df | Mean Square | F-value | p-value | |
| Model | 266.41 | 5 | 53.28 | 124.73 | <0.0001 | significant |
| A—temp. | 46.16 | 1 | 46.16 | 108.06 | 0.0001 | |
| B—time | 204.17 | 1 | 204.17 | 477.93 | 0.0001 | |
| AB | 2.32 | 1 | 2.32 | 5.43 | 0.0672 | |
| A2 | 1.91 | 1 | 1.91 | 4.47 | 0.0881 | |
| B2 | 2.32 | 1 | 2.32 | 5.43 | 0.0672 | |
| Residual | 2.14 | 5 | 0.4272 | |||
| Std. Dev. = 0.6536; R2 = 0.9920; Mean = 11.36; Adjusted R2 = 0.9841; C.V. % = 5.75; Predicted R2 = 0.9821; Adequate Precision = 35.6990 | ||||||
| B2: Choline Chloride–Oxalic Acid | ||||||
| Source | Sum of Squares | df | Mean Square | F-value | p-value | |
| Model | 3127.90 | 5 | 625.58 | 254.70 | <0.0001 | significant |
| A—temp. | 1194.82 | 1 | 1194.82 | 486.46 | <0.0001 | |
| B—time | 1666.67 | 1 | 1666.67 | 678.57 | <0.0001 | |
| AB | 0.0702 | 1 | 0.0702 | 0.0286 | 0.8724 | |
| A2 | 2.15 | 1 | 2.15 | 0.8750 | 0.3925 | |
| B2 | 92.33 | 1 | 92.33 | 37.59 | 0.0017 | |
| Residual | 12.28 | 5 | 2.46 | |||
| Std. Dev. = 1.57; R2 = 0.9961; Mean = 55.73; Adjusted R2 = 0.9922; C.V. % = 2.81; Predicted R2 = 0.9631; Adequate Precision = 53.2624 | ||||||
| C3: Choline Chloride–Ethylene Glycol–Oxalic Acid | ||||||
| Source | Sum of Squares | df | Mean Square | F-value | p-value | |
| Model | 2379.21 | 5 | 475.84 | 9.23 | 0.0146 | significant |
| A—temp. | 223.14 | 1 | 223.14 | 4.33 | 0.0920 | |
| B—time | 1204.17 | 1 | 1204.17 | 23.36 | 0.0047 | |
| AB | 74.12 | 1 | 74.12 | 1.44 | 0.2842 | |
| A2 | 35.88 | 1 | 35.88 | 0.6961 | 0.4421 | |
| B2 | 483.40 | 1 | 483.40 | 9.38 | 0.0280 | |
| Residual | 257.70 | 5 | 51.54 | |||
| Std. Dev. = 7.18; R2 = 0.9023; Mean = 52.91; Adjusted R2 = 0.8045; C.V. % = 13.57; Predicted R2 = 0.1338; Adequate Precision = 8.7866 | ||||||
| Cu | Fe | |||
|---|---|---|---|---|
| Water (% v/v) | Concentration (ppm) | Recovery Rate (%) | Concentration (ppm) | Recovery Rate (%) |
| 5 | 5127 | 82.53 | 4586 | 59.85 |
| 20 | 5287.5 | 85.12 | 4653.5 | 60.73 |
| 35 | 2108 | 33.93 | 5885 | 76.80 |
| 50 | 1322 | 21.28 | 6820 | 89.01 |
| Solvent | Esterification (%) |
|---|---|
| Fresh—C3 | 24.74 |
| 24 h—C3 | 36.19 |
| 48 h—C3 | 47.14 |
| 72 h—C3 | 60.30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ghadamgahi, S.M.; Babakhani, A.; Barati Darband, G.; Shalchian, H.; Behmadi, R. Solvometallurgical Properties of Choline Chloride-Based Deep Eutectic Solvents for Copper Extraction from Chalcopyrite: Optimization and Analysis. Mining 2025, 5, 8. https://doi.org/10.3390/mining5010008
Ghadamgahi SM, Babakhani A, Barati Darband G, Shalchian H, Behmadi R. Solvometallurgical Properties of Choline Chloride-Based Deep Eutectic Solvents for Copper Extraction from Chalcopyrite: Optimization and Analysis. Mining. 2025; 5(1):8. https://doi.org/10.3390/mining5010008
Chicago/Turabian StyleGhadamgahi, Seyed Mojtaba, Abolfazl Babakhani, Ghasem Barati Darband, Hossein Shalchian, and Reza Behmadi. 2025. "Solvometallurgical Properties of Choline Chloride-Based Deep Eutectic Solvents for Copper Extraction from Chalcopyrite: Optimization and Analysis" Mining 5, no. 1: 8. https://doi.org/10.3390/mining5010008
APA StyleGhadamgahi, S. M., Babakhani, A., Barati Darband, G., Shalchian, H., & Behmadi, R. (2025). Solvometallurgical Properties of Choline Chloride-Based Deep Eutectic Solvents for Copper Extraction from Chalcopyrite: Optimization and Analysis. Mining, 5(1), 8. https://doi.org/10.3390/mining5010008