
Isothermal Pre-Reduction Behavior of Nchwaning Manganese Ore in H2 Atmosphere †



Abstract
:1. Introduction
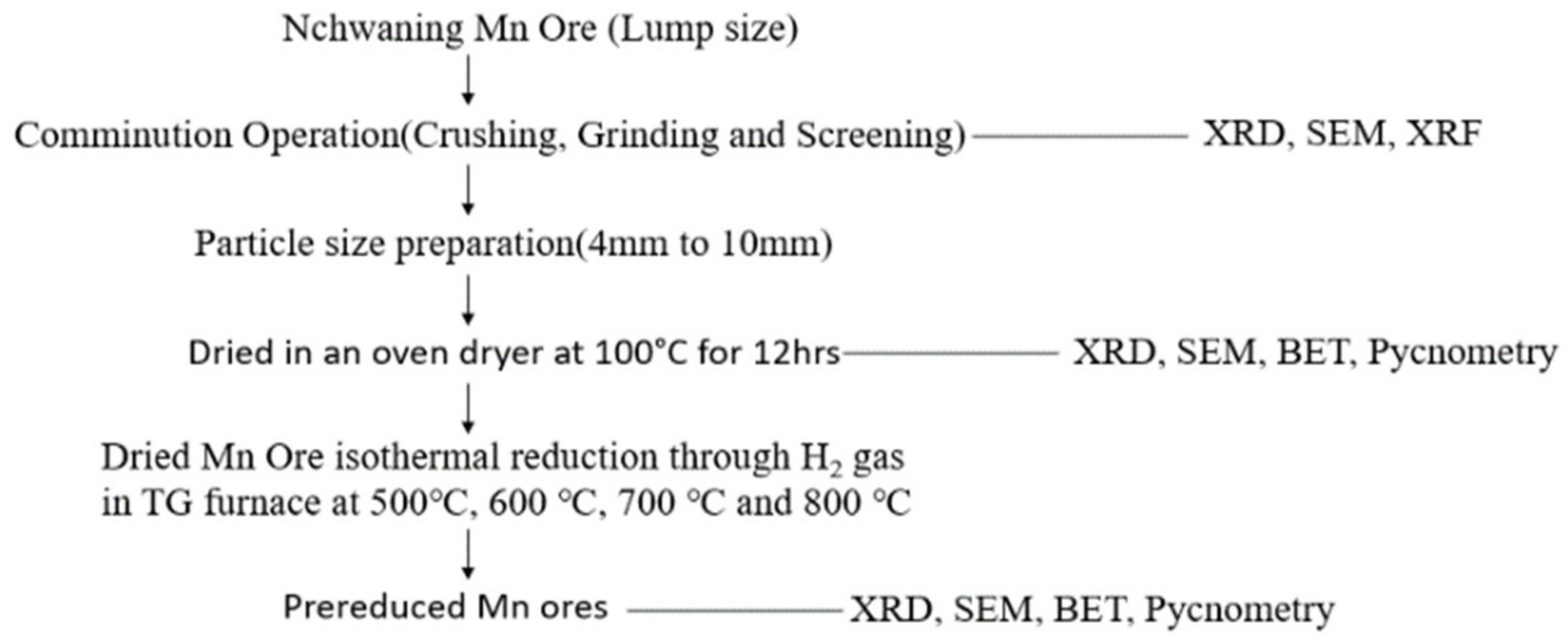
2. Experimental Procedure
2.1. Methodology
2.2. Materials
2.3. H2 Reduction
2.4. Methods for Characterization
3. Results
3.1. Chemical Analysis of the Raw Ore
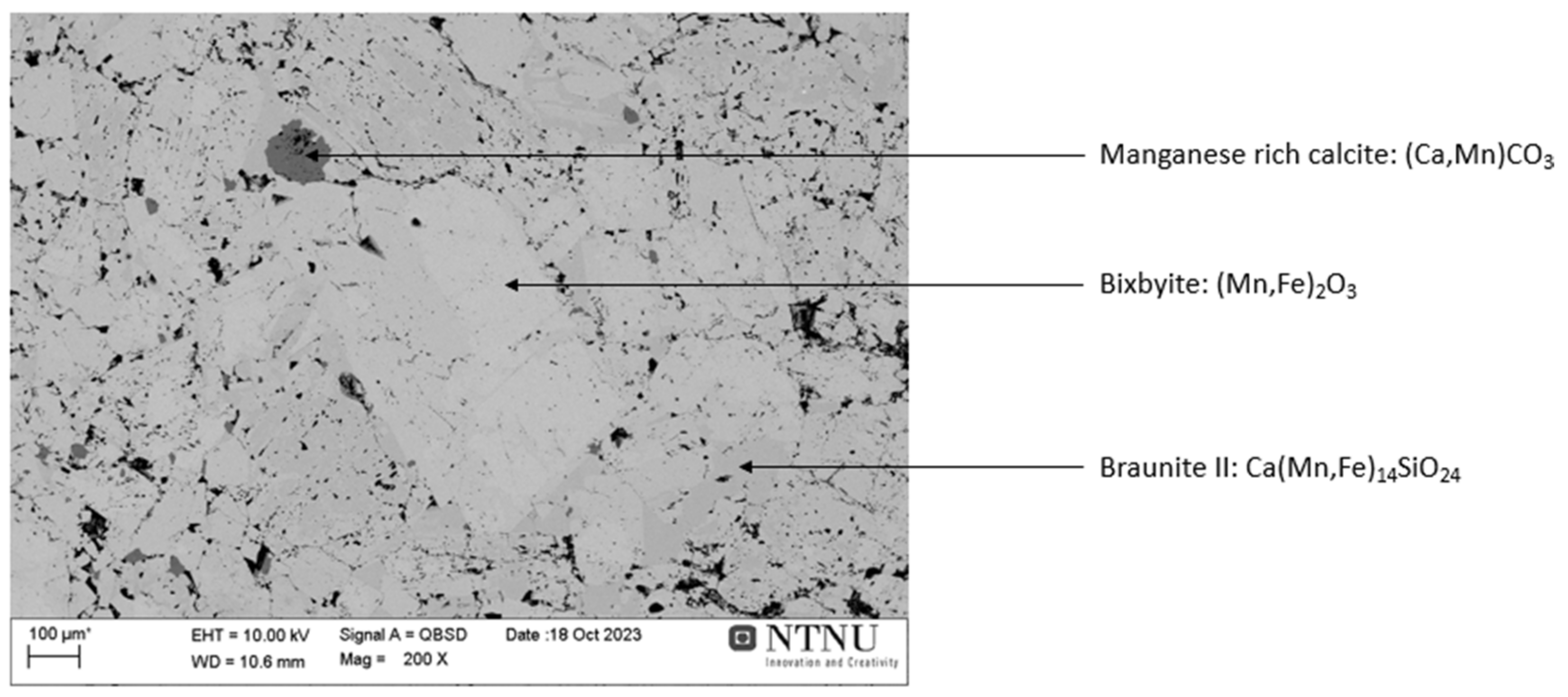
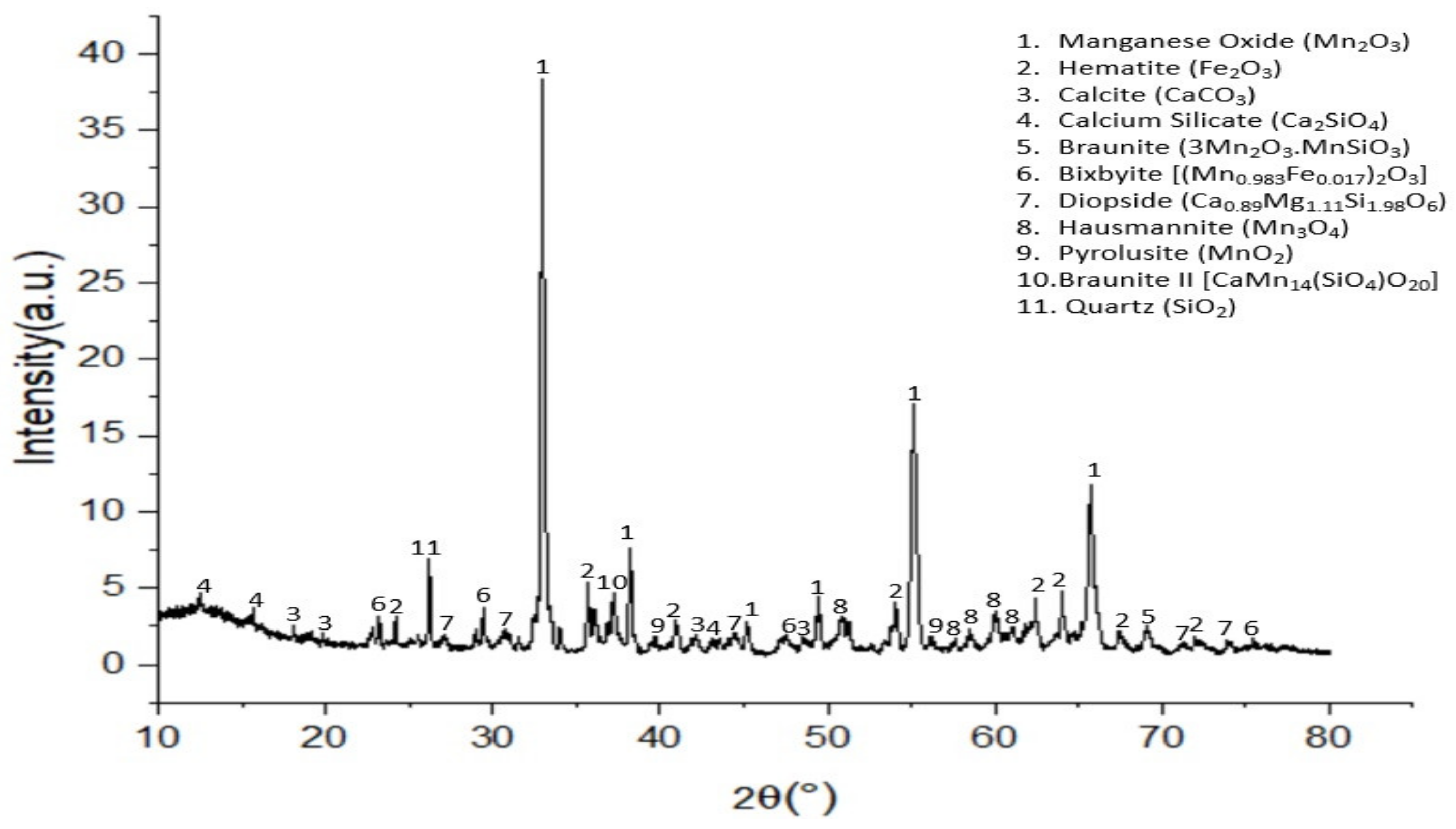
3.2. Microstructure and Minerological Characterization of the Raw Ore
3.3. Physical Properties
3.3.1. Density Measurement
3.3.2. Porosity and Surface Area Measurement
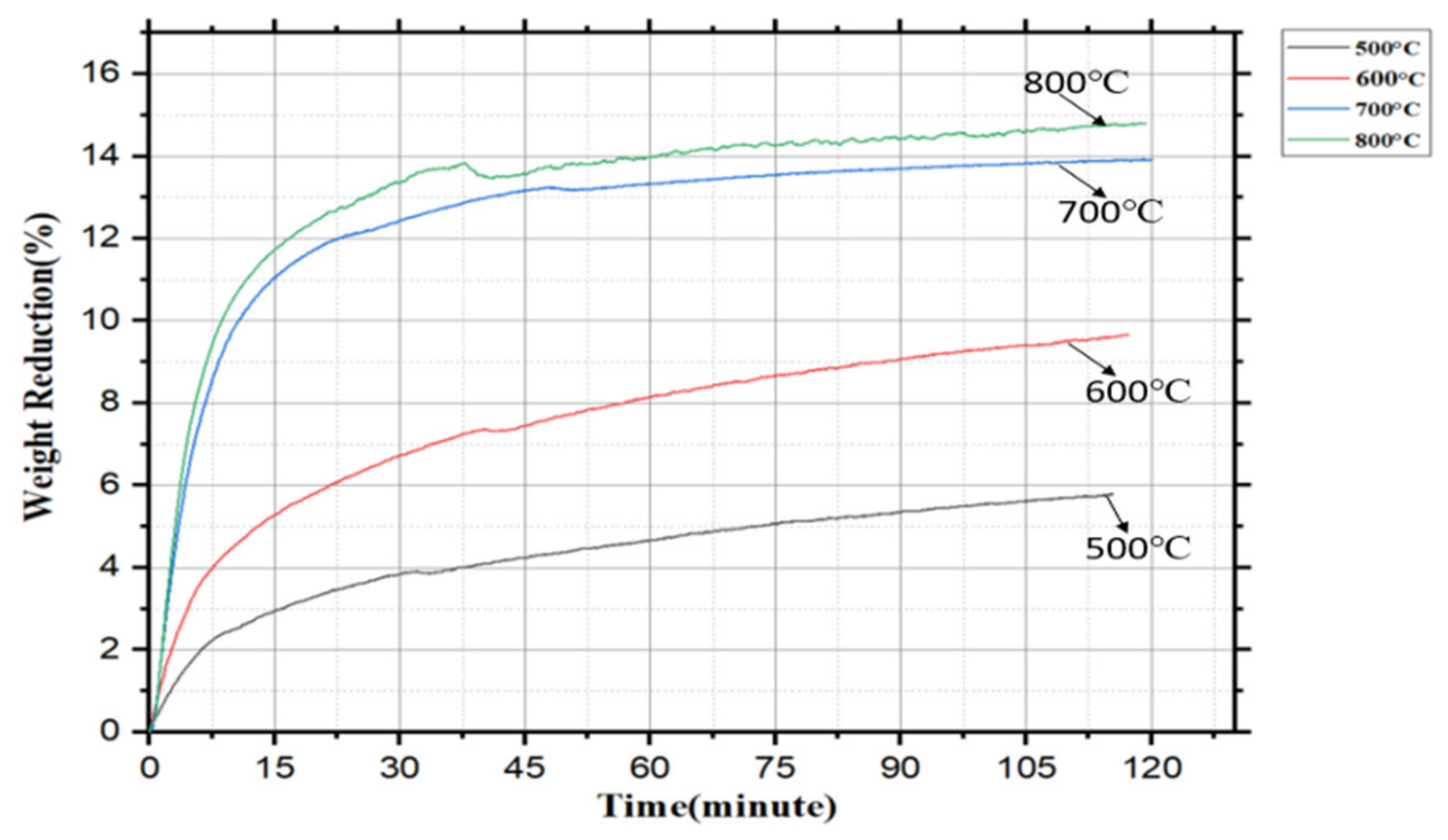
3.4. Pre-Reduction Behavior
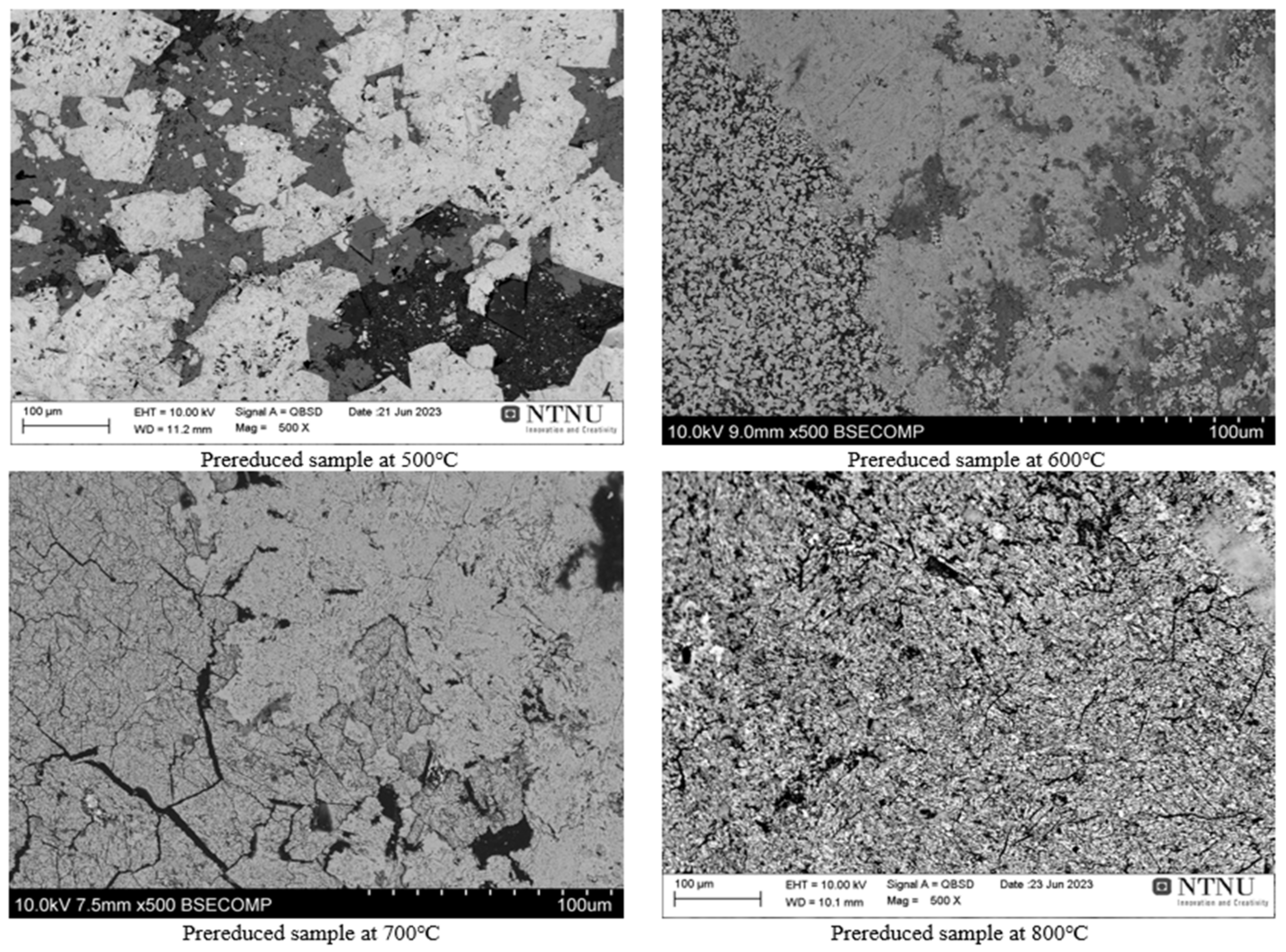
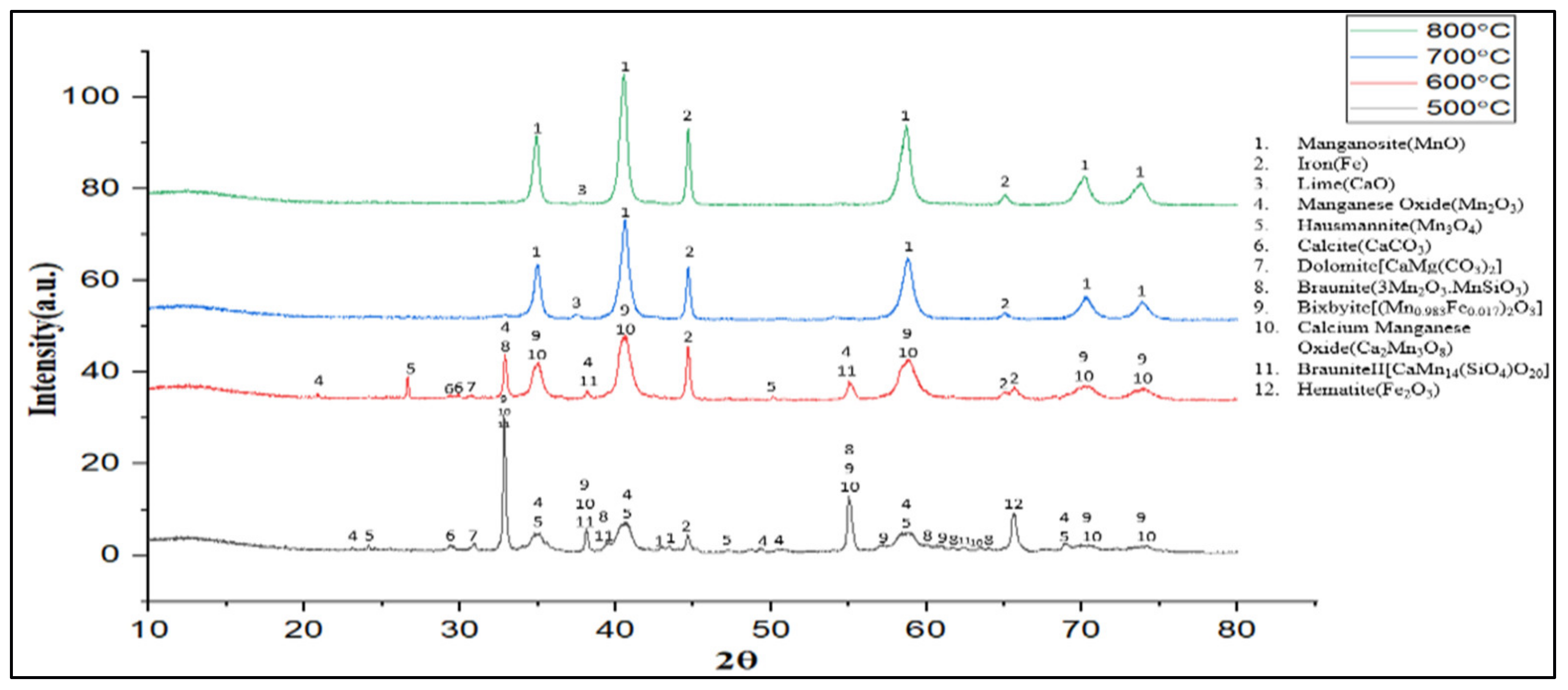
3.5. Microstructure and Phase Analysis of Pre-Reduced Samples
4. Discussion
4.1. Physical Properties
4.2. Phase Evolution and Microstructural Analysis
4.3. Pre-Reduction Behavior
5. Conclusions
- Nchwaning ore is dense and has Mn and Fe oxides in the form of Mn2O3 and Fe2O3, and it has a low porosity (0.0013 cm3/g) and BET surface area (0.49 m2/g).
- The kinetics of pre-reduction of the ore by H2 are affected by the temperature and higher temperatures show a faster and higher extent of reduction.
- Pre-reduction by H2 at temperatures of 700 °C and 800 °C within two hours showed a complete reduction and yields metallic Fe and MnO from Mn2O3 and Fe2O3 in the ore.
- The pore volume and structure of the ore are affected by the pre-reduction temperature. In addition, the BET surface area and pore volume decreased at temperatures above 700 °C, and the lowest values were obtained at 800 °C.
- Microscopic examination indicated that above 700 °C sintering in the ore occurs, yielding a pre-reduced ore with a lower porosity and higher density.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Paris Agreement. 2015. Available online: https://www.un.org/en/climatechange/net-zero-coalition (accessed on 13 February 2023).
- The Norwegian Process Industries’ Roadmap. Norsk Industri. 2016. Available online: https://www.norskindustri.no/siteassets/dokumenter/rapporter-ogbrosjyrer/the-norwegian-process-industries-roadmap-summary.pdf (accessed on 20 June 2019).
- Olsen, S.E.; Tangstad, M.; Lindstad, T. Production of Manganese Ferroalloys; Tapir Academic Press: Trondheim, Norway, 2007. [Google Scholar]
- Safarian, J. Duplex Process to Produce Ferromanganese and Direct Reduced Iron by Natural Gas. ACS Sustain. Chem. Eng. 2021, 9, 5010–5026. [Google Scholar] [CrossRef]
- De Bruijn, J.; Soerawidjaja, T.; De Jongt, W. Modelling of the reduction of manganese oxides with H2. Chem. Eng. Sci. 1980, 35, 1591–1599. [Google Scholar] [CrossRef]
- Akdogan, G.E.R. Kinetics of the solid-state carbothermic reduction of wessel manganese ores. Metall. Mater. Trans. 1995, 26, 13–24. [Google Scholar] [CrossRef]
- Ngoy, D.; Sukhomlinov, D.; Tangstad, M. Pre-reduction Behaviour of Manganese Ores in H2 and CO Containing Gases. ISIJ Int. 2020, 60, 2325–2331. [Google Scholar] [CrossRef]
- Barner, H.E.; Mantell, C.L. Kinetics of H2 reduction of manganese dioxide. Ind. Eng. Chem. Process Des. Dev. 1968, 7, 285–294. [Google Scholar] [CrossRef]
- Kononov, R.; Ostrovski, O.; Ganguly, S. Proceedings of the 11th International Ferroalloys Congress, New Delhi, India, 18–21 February 2007; Indian Ferro Alloy Producers’ Association (IFAPA): Mumbai, India, 2007. [Google Scholar]
- Schanche, T.; Tangstad, M. Prereduction of Nchwaning Ore in CO/CO2/H2 Gas Mixtures. Minerals 2021, 11, 1097. [Google Scholar] [CrossRef]
- Cheraghi, A.; Yoozbashizadeh, H.; Ringdalen, E.; Safarian, J. Kinetics and Mechanism of Low-Grade Manganese Ore Reduction by Natural Gas. Metall. Mater. Trans. B 2019, 50, 1566–1580. [Google Scholar] [CrossRef]
- El-Gawad, H.H.A.; Ahmed, M.; El-Hussiny, N.A.; Shalabi, M.E.H. Reduction of Low-Grade Egyptian Manganese Ore via H2 at 800 °C–950 °C. Open Access Libr. J. 2014, 1, 1–11. [Google Scholar]
- Pineau, A.; Kanari, N.; Gaballah, I.I. Kinetics of Reduction of Iron Oxides by H2: Part I: Low Temperature Reduction of Hematite. Thermochim. Acta 2006, 447, 89–100. [Google Scholar] [CrossRef]
- Pineau, A.; Kanari, N.; Gaballah, I. Kinetics of Reduction of Iron Oxides by H2: Part II. Low Temperature Reduction of Magnetite. Thermochim. 2007, 456, 75–88. [Google Scholar] [CrossRef]
- Ahmed, A.M.; El-Geassy, A.A.; Misherky, M.L. Crude steel directly from pre-reduced high manganese containing iron ore. Ironmak. Steelmak. Process. Prod. Appl. 2015, 42, 161–168. [Google Scholar] [CrossRef]
- Safarian, J. A Sustainable Process to Produce Manganese and Its Alloys through H2 and Aluminothermic Reduction. Processes 2022, 10, 27. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Result (%) |
|---|---|
| Mn * | 45.35 |
| Fe * | 9.88 |
| SiO2 * | 3.78 |
| Al2O3 * | 0.35 |
| CaO * | 7.24 |
| MgO * | 1.15 |
| P * | 0.036 |
| S * | 0.061 |
| K2O * | 0.040 |
| Na2O * | - |
| BaO * | 0.30 |
| C α | 1.23 |
| TiO2 * | <0.03 |
| CO2 Ω | 4.5 |
| H2O ° | 0.090 |
| LOI 950 ε | 6.57 |
| Sample | Average Sample True Density (g/cm3) | Standard Deviation (g/cm3) |
|---|---|---|
| Dried raw Nchwaning Manganese Ore | 4.4891 | 0.0021 |
| Pre-reduced sample of 500 °C | 4.5275 | 0.0004 |
| Pre-reduced sample of 600 °C | 4.6141 | 0.0025 |
| Pre-reduced sample of 700 °C | 4.8165 | 0.0020 |
| Pre-reduced sample of 800 °C | 4.8717 | 0.0021 |
| Sample | BET Surface Area (m2/g) | Pore Volume (cm3/g) |
|---|---|---|
| Dried raw Ore | 0.4994 | 0.001319 |
| Pre-reduced sample of 500 °C | 2.5740 | 0.010276 |
| Pre-reduced sample of 600 °C | 3.2836 | 0.014071 |
| Pre-reduced sample of 700 °C | 3.3823 | 0.010343 |
| Pre-reduced sample of 800 °C | 1.4091 | 0.003393 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sarkar, A.; Schanche, T.L.; Safarian, J. Isothermal Pre-Reduction Behavior of Nchwaning Manganese Ore in H2 Atmosphere. Mater. Proc. 2023, 15, 58. https://doi.org/10.3390/materproc2023015058
Sarkar A, Schanche TL, Safarian J. Isothermal Pre-Reduction Behavior of Nchwaning Manganese Ore in H2 Atmosphere. Materials Proceedings. 2023; 15(1):58. https://doi.org/10.3390/materproc2023015058
Chicago/Turabian StyleSarkar, Alok, Trygve Lindahl Schanche, and Jafar Safarian. 2023. "Isothermal Pre-Reduction Behavior of Nchwaning Manganese Ore in H2 Atmosphere" Materials Proceedings 15, no. 1: 58. https://doi.org/10.3390/materproc2023015058
APA StyleSarkar, A., Schanche, T. L., & Safarian, J. (2023). Isothermal Pre-Reduction Behavior of Nchwaning Manganese Ore in H2 Atmosphere. Materials Proceedings, 15(1), 58. https://doi.org/10.3390/materproc2023015058