Abstract
PT X is one of the companies that produces cement in Indonesia. Engine breakdowns do happen occasionally in raw mill machines in PT X. This study analyzed the cause of occasional breakdowns. The CC-2 raw mill machine had an average operational time of 4.8 days per week and a total breakdown time of 137.76 h. Overall equipment effectiveness (OEE) analysis revealed an average OEE of 57%, with the performance rate being the most significant influence. The OEE of the CC-2 raw mill machine is below 65%, which is unacceptable, because it causes significant economic losses and very low company competitiveness. Failure mode and effects analysis (FMEA) identified various causes for breakdowns, such as gas supply failure, wear/fatigue, electrical issues, and raw material quality. Suggestions for solutions are provided, including repairs, replacements, and preventive maintenance.
1. Introduction
In order to guarantee the effectiveness, dependability, and lifespan of machinery and infrastructure, maintenance is essential in the cement industry. A cement plant’s entire performance can be greatly impacted by a well-executed maintenance plan, which can have an effect on production output, energy efficiency, and operating costs. In order to effectively address the complex maintenance challenges faced by the cement industry, a comprehensive and strategic approach is required. The long-term viability and performance of a cement factory depend on investing in training, implementing contemporary technologies, and striking a balance between predictive and preventative maintenance. It is probable that the industry’s persistent emphasis on efficiency and innovation will propel additional developments in maintenance procedures.
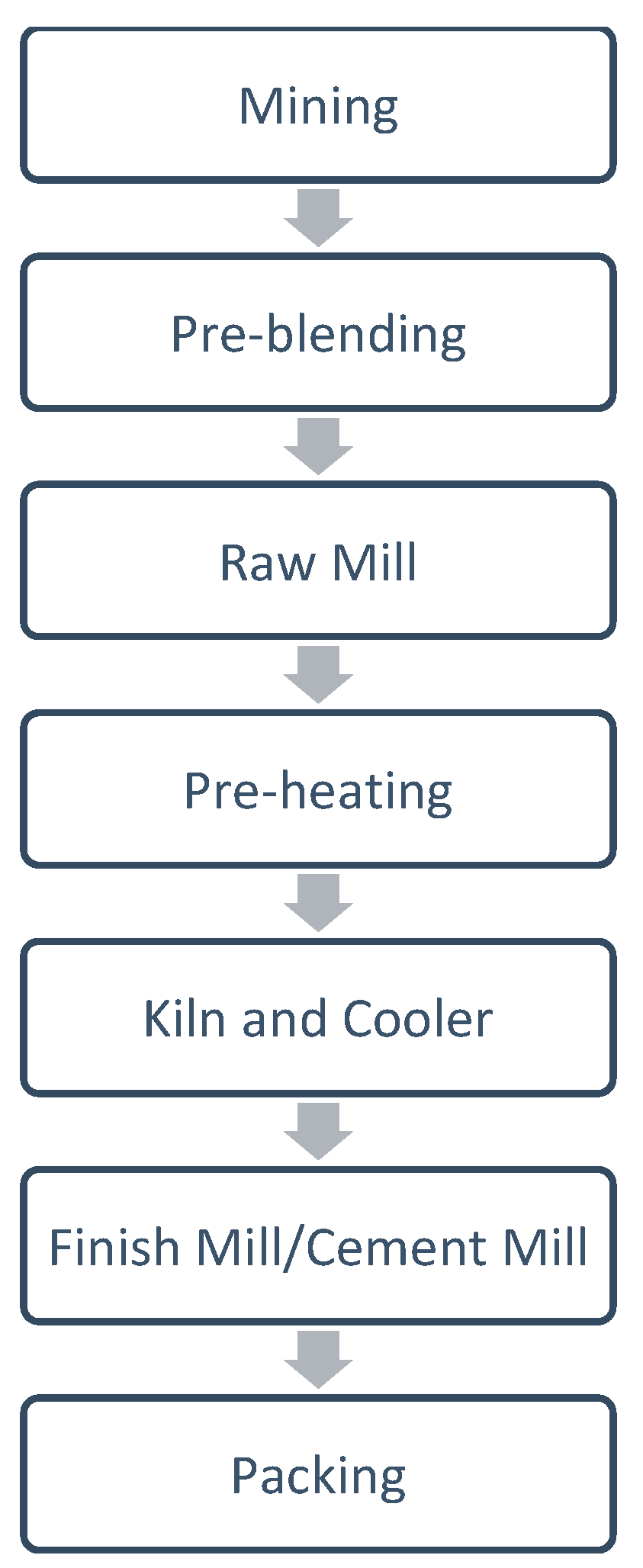
PT X is one of the companies that produces cement in Indonesia. This company produces Portland composite cement (PCC). There are seven steps in the cement production of PT X as shown in Figure 1. Although PT X performs maintenance, engine breakdowns do still happen occasionally, especially in the raw mill process. This circumstance undoubtedly interrupts the manufacturing process. Downtime grows as a result of maintenance operations that interfere with output. In a manufacturing system, downtime results in lost production time. Equipment failure due to damage and the time needed to reassemble and calibrate the damaged equipment can both result in lost production time [1]. The length of the mean time to repair (MTTR) and the mean time between failures (MTBF) are impacted by maintenance activities [1]. Therefore, it is very important for PT X to analyze the cause of occasional engine breakdowns in the raw mill process to ensure smooth production.
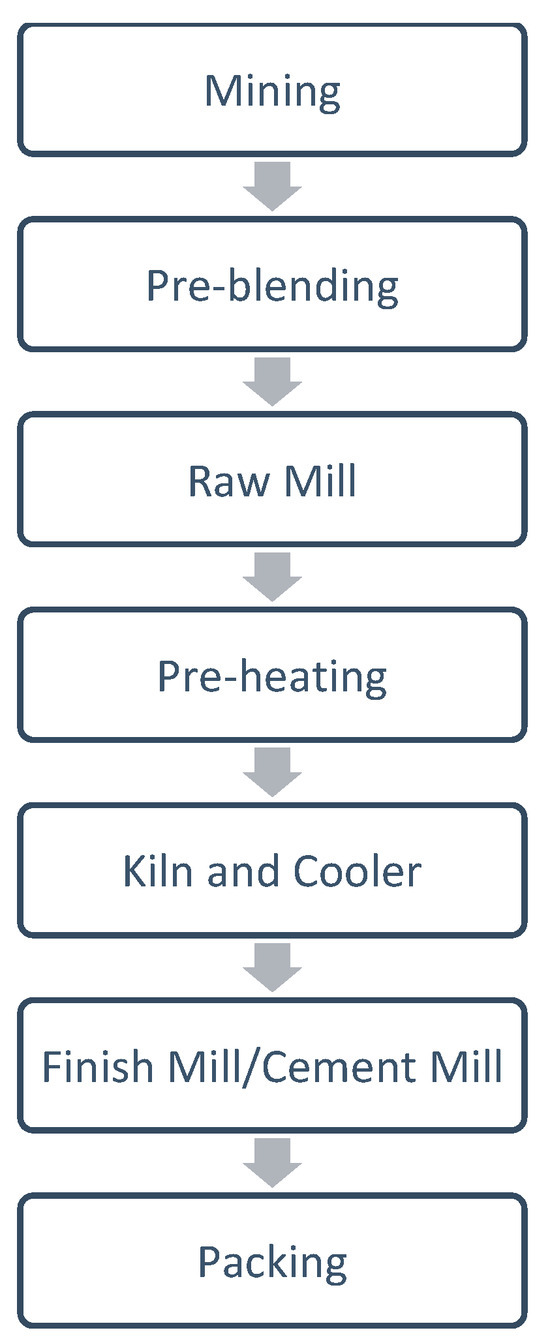
Figure 1.
Steps of cement production by PT X.
There are several ways to analyze the disturbance in manufacturing processes including total predictive maintenance (TPM) and failure mode and effects analysis (FMEA). TPM is a maintenance concept that incorporates all workers in order to improve effectiveness throughout the production system through productive, proactive, and planned participation and activities [2,3,4,5]. TPM also attempts to improve the overall efficiency and effectiveness of manufacturing firms. In other words, the purpose of TPM is to attain the ideal performance of zero loss, which includes zero defects, zero breakdown, zero accidents, and zero waste in the manufacturing process or change-over [4,5,6,7]. The overall equipment effectiveness (OEE) value is calculated and used as a measure of TPM implementation success. The OEE value is determined by the size of losses, where there are at least six losses or the so-called six big losses. By performing OEE calculations, a company will know where their position is, where the weak parts are, and how to improve [8,9]. On the other hand, FMEA is a systematic way of identifying and preventing problems in products and processes [10,11]. FMEA has been widely used, especially in the manufacturing and automotive sectors [12].
Therefore, in this study, TPM and FMEA are applied to analyze the occasional breakdowns in the raw mill process of cement production in PT X. Firstly, TPM is used to analyze the OEE of the raw mill process to assess this process’ productivity. If the process productivity is below the accepted value, then the FMEA method will be used to identify the problems that caused low productivity and how to solve or prevent these problems.
2. Methods
The procedure of how to analyze the reason behind the occasional breakdowns in the raw mill process of cement production in PT X is illustrated in Figure 2. The details of each process are explained below.
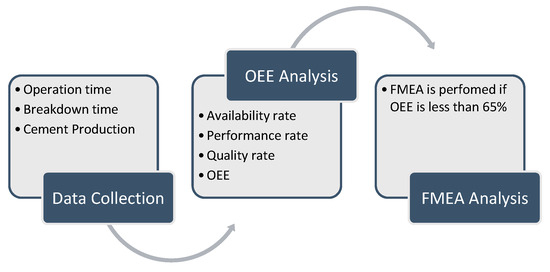
Figure 2.
Process of analysis of the occasional breakdowns in raw mill process.
2.1. Data Collection
The collection of the data was performed from 1–31 August 2023 in the Raw Mill Department of PT X for the CC-2 raw mill machine. The collected data used for evaluation of OEE consist of operation time each day, breakdown time each week, and cement production each week.
2.2. OEE
OEE is a method that assesses the overall effectiveness of a machine/equipment and is capable of evaluating the state of the production process and the level of product quality. Due to the method’s capacity to compute the availability rate, performance, and quality yield values—all of which are significant OEE factors—a company can make adjustments on the inappropriate parts [13]. OEE identifies six primary losses (due to production equipment not performing normally), namely start-up loss, setup/adjustment loss, cycle time loss, speed (Chokotei) loss, breakdown loss, and defect loss. It may be deduced from the six losses listed above that three forms of losses related with the manufacturing process must be anticipated: downtime loss influencing the availability rate, speed loss affecting the performance rate, and quality loss affecting the quality rate. Therefore, OEE is typically calculated using these three primary factors:
2.2.1. Availability Rate
This factor measures the percentage of time that a machine is available for production. It takes into account downtime due to factors such as equipment breakdowns, changeovers, and maintenance.
2.2.2. Performance Rate
This factor assesses the speed or rate at which the equipment is operating compared to its designed or optimal speed. It accounts for any slowdowns or inefficiencies during production.
2.2.3. Quality Rate
This factor evaluates the percentage of good-quality products produced by the equipment. It considers defects, rework, or scrap that may occur during the manufacturing process.
The overall OEE is then calculated by multiplying these three factors:
The result is a percentage that represents the efficiency and effectiveness of the equipment. A higher OEE indicates better performance, while a lower OEE suggests room for improvement.
2.3. FMEA
FMEA is an analysis method that is carried out to find any effects that could potentially cause errors in the production process. In this research, FMEA was carried out to see the risks of failure that might occur for the raw mill machine that could be the reason behind the several occasional breakdowns as part of the raw mill process.
3. Results and Discussions
The investigation of the reason behind the occasional breakdowns in the raw mill process of cement production in PT X was performed following the procedures above. The results of this investigation are shown and discussed below.
3.1. Operational Data
Operational data from the CC-2 raw mill machine in the form of total operational time and average operational time from 1–31 August 2023 are shown in Table 1.

Table 1.
Operational data of CC-2 raw mill machine.
3.2. Breakdown Time Data
Breakdown time is the amount of time lost due to damage to the machine [1]. CC-2 raw mill machine breakdown time data from 1–31 August 2023 are depicted in Table 2.
Table 2.
Breakdown rime data of CC-2 raw mill machine.
3.3. Cement Production Data
Cement production data for CC-2 raw mill machines are taken in the form of average cement production data in tons, where raw materials are distributed using a belt conveyor which then goes through a mixing process on a CC-2 raw mill machine. The data taken from 1–31 August 2023 can be seen in Table 3.
Table 3.
Cement production data of CC-2 raw mill machine.
3.4. Availability Rate
Based on the data in Table 4, it is found that the average value of the availability rate of the CC-2 raw mill machine from 1–31 August 2023 is 97.4%. So, it can be concluded that the utilization of time available for operational activities of the CC-2 raw mill machine in August 2023 is very good because the availability rate value is close to 100%.
Table 4.
Availability rate of CC-2 raw mill machine.
3.5. Performance Rate
Based on the data in Table 5, it is found that the average value for the performance rate of the CC-2 raw mill machine from 1–31 August 2023 is 56.93%. In the third week, there was a significant decline due to high breakdown time. The high breakdown time is caused by the large number of damages and repairs that make the machine inoperable, which then affects the performance rate of the CC-2 raw mill machine.
Table 5.
Performance rate of CC-2 raw mill machine.
3.6. Quality Rate
Table 6 shows that there were no defects in the production of the CC-2 raw mill machine, indicating that this machine can perform with a 100% quality rate. However, please note that these 0 total defects were generated from several processes through the CC-2 raw mill machine.
Table 6.
Quality rate of CC-2 raw mill machine.
3.7. OEE
Based on the OEE calculation results in Table 7, it can be seen that the average OEE value for the CC-2 raw mill machine in August 2023 is 57%. In the OEE category according to Hansen, an OEE value below 65% is unacceptable, because it causes significant economic losses and very low company competitiveness [14]. Among the availability rate, performance rate, and quality rate values which include the OEE value of the CC-2 raw mill machine, the value that most significantly influences the OEE value is the performance value. As shown in Table 5, the average performance value in August 2023 is 56.93%, which is lower than the average availability value (97.4%) and the average quality value (100%).
Table 7.
OEE of CC-2 raw mill machine.
3.8. Failure Mode and Effects Analysis
Based on OEE analysis, it is concluded that the performance rate has the most significant influence on the low OEE performance. As mentioned above, the performance rate assesses the speed or rate at which the equipment operates compared to its designed or optimal speed. It accounts for any slowdowns or inefficiencies during production. Therefore, this FMEA analysis focused on the problems that can cause any slowdown or inefficiencies during production in the investigated CC-2 raw mill machine.
Based on identified problems in Table 8, several suggestions for the solution of the problems so that these problems can be lowered or deleted in next production period are presented (see Table 9).
Table 8.
FMEA of CC-2 raw mill machine.
Table 9.
Solution of the problems of CC-2 raw mill machine.
4. Conclusions
The investigation of the reason behind the occasional breakdowns in the raw mill process of cement production in PT X was performed using TPM and FMEA methods. Operational data, breakdown time, and cement production data were collected for the investigated CC-2 raw mill machine. The CC-2 raw mill machine had an average operational time of 4.8 days per week and a total breakdown time of 137.76 h. The OEE analysis revealed an average OEE of 57%, with the performance rate being the most significant influence. The OEE of the CC-2 raw mill machine is below 65%, which is unacceptable, because it causes significant economic losses and very low company competitiveness. FMEA identified various causes for breakdowns, such as gas supply failure, wear/fatigue, electrical issues, and raw material quality. Suggestions for solutions were provided, including repairs, replacements, and preventive maintenance.
Author Contributions
A.C.N.: Data Curation, Formal Analysis, Investigation, Writing—Original Draft Preparation, Visualization; T.P.S.: Conceptualization, Methodology, Supervision, Writing—Review and Editing; R.M.A.: Data Curation, Formal Analysis, Investigation. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author (legal reasons with the company).
Acknowledgments
The authors would like to say thank you for the technical support from Universitas Muhammadiyah Surakarta.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Sari, R.M.; Syahputri, K.; Rizkya, I.; Nadhirah, N. Analysis of raw mill machines maintenance in cement industry. IOP Conf. Ser. Mater. Sci. Eng. 2020, 851, 012051. [Google Scholar] [CrossRef]
- Chaurey, S.; Kalpande, S.D.; Gupta, R.C.; Toke, L.K. A review on the identification of total productive maintenance critical success factors for effective implementation in the manufacturing sector. J. Qual. Maint. Eng. 2023, 29, 114–135. [Google Scholar] [CrossRef]
- Ali, A.Y. Application of total productive maintenance in service organization. Int. J. Res. Ind. Eng. 2019, 8, 176–186. [Google Scholar]
- Rizkya, I.; Sari, R.M.; Syahputri, K.; Tarigan, U. Evaluation of total productive maintenance implementation in manufacture. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1122, 012059. [Google Scholar] [CrossRef]
- Singh, S.; Agrawal, A.; Sharma, D.; Saini, V.; Kumar, A.; Praveenkumar, S. Implementation of total productive maintenance approach: Improving overall equipment efficiency of a metal industry. Inventions 2022, 7, 119. [Google Scholar] [CrossRef]
- Kigsirisin, S.; Pussawiro, S.; Noohawn, O. Approach for TPM evaluation in water productivity: A case study at Mahasawat water treatment plant. Procedia Eng. 2016, 154, 260–267. [Google Scholar] [CrossRef]
- Singh, S.; Khamba, J.S.; Singh, D. Analyzing the role of six big losses in OEE to enhance the performance: Literature review and directions. In Advances in Industrial and Production Engineering; Phanden, R.K., Mathiyazhagan, K., Kumar, R., Paulo Davim, J., Eds.; Lecture Notes in Mechanical Engineering; Springer: Singapore, 2023. [Google Scholar]
- Wardani, I.K.; Atmaji, F.T.D.; Alhilman, J. An autonomous maintenance design based on overall resource effectiveness (ORE) analysis: A case study of paving moulding machine. J. Ilm. Tek. Ind. 2021, 20, 173–183. [Google Scholar] [CrossRef]
- Djunaidi, M.; Athallaric, C.; Munawir, H. The effectiveness level analysis of flask less molding machine using overall equipment effectiveness (oee) as an improvement of machine productivity. J. Ilm. Tek. Ind. 2022, 21, 162–168. [Google Scholar] [CrossRef]
- Hafidh Munawir, H.; Astuti, F.T.; Setiawan, E.; Sufa, M.F. Mitigation of halal risk in the production process of processing beef using the FMEA method in UMKM Dendeng Sapi Asri. War. LPM 2021, 24, 779–787. [Google Scholar]
- Wahyuni, H.C.; Putra, B.I.; Handayani, P.; Maulidah, W.U. Risk assessment and mitigation strategy in the halal food supply chain in the covid-19 pandemic. J. Ilm. Tek. Ind. 2021, 20, 1–8. [Google Scholar] [CrossRef]
- Zuniawan, A. A systematic literature review of failure mode and effect analysis. Indones. J. Ind. Eng. Manag. 2020, 1, 59–68. [Google Scholar]
- Ng Corrales, L.D.C.; Lambán, M.P.; Hernandez Korner, M.E.; Royo, J. Overall equipment effectiveness: Systematic literature review and overview of different approaches. Appl. Sci. 2020, 10, 6469. [Google Scholar] [CrossRef]
- Hansen, R.C. Overall Equipment Effectiveness: A Powerful Production/Maintenance Tool for Increased Profits, 1st ed.; Industrial Press: New York, NY, USA, 2001; p. 12. [Google Scholar]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).