
Low-Current High-Voltage Pulsed Atmospheric Arc Plasma Jet: Nanoparticle Emission from the Cathodic Spot

 ,
, 
 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Particle Generation
2.2. Nozzles
2.3. Particles Measurement
3. Results and Discussion
3.1. Particle Number Distributions
3.1.1. Differences in the Nozzle Erosion Mechanisms
3.1.2. Time-Dependent A251 Distributions
3.1.3. Time-Dependent A450e Distributions
3.1.4. Time-Dependent A350 Distributions
3.1.5. Time-Dependent A450n Distributions
3.2. Definitions
3.2.1. PMD
3.2.2. Cumulative PMD
3.2.3. Total Cumulative Mass
3.2.4. Relative Cumulative PMD
3.3. PMDs
3.3.1. PMDs for A251 Nozzle
3.3.2. PMDs for A450e Nozzle
3.3.3. PMDs for A350 Nozzle
3.3.4. Total NP Masses
3.3.5. NP Related Erosion Rate
3.4. Relative Cumulative PMDs
3.4.1. Relative Cumulative PMDs for A251
3.4.2. Relative Cumulative PMDs for A450n
3.4.3. Relative Cumulative PMDs for A350
3.4.4. Relative Cumulative PMDs for A450e
3.5. Fitting of the PMDs
3.5.1. Normal Distribution
3.5.2. Logarithmic Normal Distribution
3.5.3. Skew-Normal Distribution
3.5.4. Fitting of a Bimodal Distribution
3.6. NP Emission Control
3.6.1. Influencing the NP Properties
3.6.2. Sustaining a Glow Discharge
3.6.3. Role of the Droplet Emission
3.6.4. Avoiding Contamination
3.6.5. Role of Copper Oxidation
4. Conclusions
- The particle size distributions in the range 6 to 220 nm were measured in the plasma gas produced by the low-current, high-voltage, pulsed atmospheric arc plasma generator. The collected PNDs and PMDs, calculated under the assumption of spherical particles, and the cumulative PMDs were analyzed to understand the erosion mechanisms in the cathodic arc spot. Depending on the nozzle material (copper, tungsten, and nickel), different mechanisms of nozzle erosion are proposed to explain the measured particle distributions.
- Under constant fast movement of the cathodic spot, the glow discharge was assumed for the cathodic foot as the source of NPs. This mechanism was supposed for the pristine nickel surface of the galvanically coated nozzle. The pristine nickel surface emitted the lowest number of NPs.
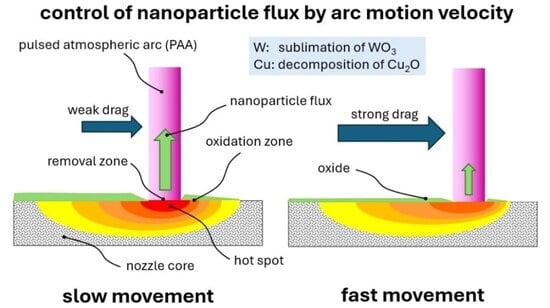
- The highest number of NPs was emitted from the nozzle with a tungsten core (A251). Their PMD was very narrow and time-stable, indicating the constant velocity of the arc movement. Such conditions were most likely due to the elimination of ambient air movement, as the arc developed entirely within the nozzle. The maximum of the PMD could be controlled by temperature. Surface oxidation and subsequent sublimation/evaporation, followed by molecular oxide emission and aggregation, were expected to be the main sources of NPs. The most probable chemical composition of the particles was tungsten trioxide. It made the tungsten-core nozzles a good candidate for the synthesis of WO3 nanoparticles.
- The NP distributions from the copper surface had a multimodal character. The slower the arc foot movement, the higher the particle emission. The primary reason for variations in arc velocity was the growth and decomposition of copper oxides, resulting in a rough, irregularly oxidized copper surface.
- The cumulative PMDs determined for the nozzles with copper surface erosion showed that NPs of larger sizes than the maximum measured 220 nm could be expected. For these nozzles, the erosion rate calculated from the total PMD particle mass was significantly lower than the gravimetrically determined value.
- The droplet particle emission mode was expected for strongly worn cathode surfaces. The cathodic arc foot, instead of moving smoothly, relocated abruptly between the melting zones. The residence time of the arc at each such zone was long enough to melt a larger amount of copper and establish stable generation of larger particles. However, sizes of the particles obtained from frozen droplets in the m range, not captured by our measurements, were expected.
- For the pristine A251 nozzle (tungsten core), the PMDs could be fitted by a skew-normal function. It was much more difficult for A350 or A450e, because the PNDs and PMDs were multimodal and time-dependent, indicating the dynamically changing combination of different physical erosion conditions. The first PMD from the A450e nozzle could be modeled by an overlap of two skew-normal distributions, demonstrating the bimodality of the NP generation.
- The results of this study allow for designing the nozzles with controlled NP emission. The main rules to minimize NP emission are to avoid gas flow instabilities and to promote a constant, high-velocity rotating cathodic arc spot. To avoid modulation of arc rotation velocity, strong air movements perpendicular to the nozzle axis should be minimized. The nozzle material can be optimized for operation with different gases and in various environments. In the air, the glossy surfaces with low oxide build-up are recommended.
- More experimental work and simulations are needed to confirm the proposed mechanisms and to bridge the understanding of the fundamental physical and chemical mechanisms with the statistical distributions of cathodic arc spot emissions. The gained understanding of the erosion mechanisms enables the dimensioning of plasma gas extraction filters and the design of new nozzles with improved erosion control.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| AC | Alternating current |
| APP | Atmospheric pressure plasma |
| APPJ | Atmospheric pressure plasma jet |
| CAPP | Cold atmospheric pressure plasma |
| CDA | Compressed dry air |
| DC | Direct current |
| DMA | Differential mobility analyzer |
| EOL | End-of-life |
| HEPA | High efficiency particulate air |
| HV | High voltage |
| MFC | Mass flow controller |
| MFM | Mass flow meter |
| NP | Nanoparticles |
| PAA-PJ | Pulsed atmospheric arc plasma jet |
| PCRF | Particle concentration reduction factor |
| PAW | Plasma-activated water |
| PMD | Particle mass distribution |
| PND | Particle number distribution |
| PTL | Plasma-treated liquid |
| SLM | Standard liter per minute |
| SMPS | Scanning mobility particle sizer |
| UV | Ultraviolet light |
References
- Lu, X.; Laroussi, M.; Puech, V. On atmospheric-pressure non-equilibrium plasma jets and plasma bullets. Plasma Sources Sci. Technol. 2012, 21, 034005. [Google Scholar] [CrossRef]
- Winter, J.; Brandenburg, R.; Weltmann, K.D. Atmospheric pressure plasma jets: An overview of devices and new directions. Plasma Sources Sci. Technol. 2015, 24, 064001. [Google Scholar] [CrossRef]
- Laroussi, M.; Akan, T. Arc-free atmospheric pressure cold plasma jets: A review. Plasma Process. Polym. 2007, 4, 777–778. [Google Scholar] [CrossRef]
- Fanelli, F.; Fracassi, F. Atmospheric pressure non-equilibrium plasma jet technology: General features, specificities and applications in surface processing of materials. Surf. Coat. Technol. 2017, 322, 174–201. [Google Scholar] [CrossRef]
- Hsu, Y.w.; Yang, Y.j.; Wu, C.y.; Hsu, C.c. Downstream characterization of an atmospheric pressure pulsed arc jet. Plasma Chem. Plasma Process. 2010, 30, 363–372. [Google Scholar] [CrossRef]
- Hsu, C.C.; Wu, C.Y. Electrical characterization of the glow-to-arc transition of an atmospheric pressure pulsed arc jet. J. Phys. D Appl. Phys. 2009, 42, 215202. [Google Scholar] [CrossRef]
- Léoment, S.; Salem, D.B.; Carton, O.; Pulpytel, J.; Arefi-Khonsari, F. Influence of the nozzle material on an atmospheric pressure nitrogen plasma jet. IEEE Trans. Plasma Sci. 2014, 42, 2480–2481. [Google Scholar] [CrossRef]
- Szulc, M.; Forster, G.; Marques-Lopez, J.L.; Schein, J. A simple and compact laser scattering setup for characterization of a pulsed low-current discharge. Appl. Sci. 2022, 12, 6915. [Google Scholar] [CrossRef]
- Szulc, M.; Forster, G.; Marques-Lopez, J.L.; Schein, J. Spectroscopic characterization of a pulsed low-current high-voltage discharge operated at atmospheric pressure. Appl. Sci. 2022, 12, 6366. [Google Scholar] [CrossRef]
- Szulc, M.; Forster, G.; Marques-Lopez, J.L.; Schein, J. Influence of pulse amplitude and frequency on plasma properties of a pulsed low-current high-voltage discharge operated at atmospheric pressure. Appl. Sci. 2022, 12, 6580. [Google Scholar] [CrossRef]
- Noeske, M.; Degenhardt, J.; Strudthoff, S.; Lommatzsch, U. Plasma jet treatment of five polymers at atmospheric pressure: Surface modifications and the relevance for adhesion. Int. J. Adhes. Adhes. 2004, 24, 171–177. [Google Scholar] [CrossRef]
- Lommatzsch, U.; Pasedag, D.; Baalmann, A.; Ellinghorst, G.; Wagner, H.E. Atmospheric pressure plasma jet treatment of polyethylene surfaces for adhesion improvement. Plasma Process. Polym. 2007, 4, S1041–S1045. [Google Scholar] [CrossRef]
- Palleiro, C.; Stepanov, S.; Rodríguez-Senín, E.; Wilken, R.; Ihde, J. Atmospheric pressure plasma surface treatment of thermoplastic composites for bonded joints. In Proceedings of the 20th International Conference on Composite Materials—ICCM20, Copenhagen, Denmark, 19–24 July 2015; pp. P101–P112. [Google Scholar]
- Ohkubo, Y.; Endo, K.; Yamamura, K. Adhesive-free adhesion between heat-assisted plasma-treated fluoropolymers (PTFE, PFA) and plasma-jet-treated polydimethylsiloxane (PDMS) and its application. Sci. Rep. 2018, 8, 18058. [Google Scholar] [CrossRef]
- Kim, M.C.; Yang, S.H.; Boo, J.H.; Han, J.G. Surface treatment of metals using an atmospheric pressure plasma jet and their surface characteristics. Surf. Coat. Technol. 2003, 174–175, 839–844. [Google Scholar] [CrossRef]
- Kim, M.C.; Song, D.K.; Shin, H.S.; Baeg, S.H.; Kim, G.S.; Boo, J.H.; Han, J.G.; Yang, S.H. Surface modification for hydrophilic property of stainless steel treated by atmospheric-pressure plasma jet. Surf. Coat. Technol. 2003, 171, 312–316. [Google Scholar] [CrossRef]
- Toshifuji, J.; Katsumata, T.; Takikawa, H.; Sakakibara, T.; Shimizu, I. Cold arc-plasma jet under atmospheric pressure for surface modification. Surf. Coat. Technol. 2003, 171, 302–306. [Google Scholar] [CrossRef]
- Käppler, I.; Hund, R.D.; Cherif, C. Surface modification of carbon fibers using plasma technique. AUTEX Res. J. 2014, 14, 34–38. [Google Scholar] [CrossRef]
- Hirman, M.; Navratil, J.; Soukup, R.; Hamacek, A.; Steiner, F. Influence of flexible substrate roughness with aerosol jet printed pads on the mechanical shear strength of glued joints. In Proceedings of the 40th International Spring Seminar on Electronics Technology (ISSE), Sofia, Bulgaria, 10–14 May 2017; pp. 1–6. [Google Scholar] [CrossRef]
- Hsu, Y.W.; Li, H.C.; Yang, Y.J.; Hsu, C.C. Deposition of zinc oxide thin films by an atmospheric pressure plasma jet. Thin Solid Films 2011, 519, 3095–3099. [Google Scholar] [CrossRef]
- Korzec, D.; Nettesheim, S. Application of a pulsed atmospheric arc plasma jet for low-density polyethylene coating. Plasma Process. Polym. 2020, 17, 1900098. [Google Scholar] [CrossRef]
- Korzec, D.; Nettesheim, S.; Ammon, A. Plasmawerkzeug für den Flussmittelauftrag auf Leiterplatten. In Atmosphärische Plasmen: Anwendungen-Entwicklungen-Anlagen; Horn, K., Ed.; Anwenderkreis Atmosphärendruckplasma-ak-adp: Jena, Germany, 2019; pp. 158–167. [Google Scholar]
- Köhler, R.; Sauerbier, P.; Militz, H.; Viöl, W. Atmosphereic pressure plasma coating of wood and MDF with polyester powder. Coatings 2017, 7, 171. [Google Scholar] [CrossRef]
- Jnido, G.; Ohms, G.; Viöl, W. Deposition of TiO2 thin films on wood substrate by an air atmospheric pressure plasma jet. Coatings 2019, 9, 441. [Google Scholar] [CrossRef]
- Köhler, R.; Ohms, G.; Militz, H.; Viöl, W. Atmosphereic pressure plasma coating of bismuth oxide circular droplets. Coatings 2018, 8, 312. [Google Scholar] [CrossRef]
- Szulc, M.; Schein, S.; Schaup, J.; Zimmermann, S.; Schein, J. Suitability of thermal plasmas for large-area bacteria inactivation on temperature-sensitive surfaces—First results with Geobacillus stearothermophilus spores. Iop Conf. Ser. J. Phys. 2017, 825, 012017. [Google Scholar] [CrossRef]
- Joshi, I.; Salvi, D.; Schaffner, D.W.; Karwe, M.V. Characterization of microbial inactivation using plasma-activated water and plasma-activated acidified buffer. J. Food Prot. 2018, 81, 1472–1480. [Google Scholar] [CrossRef] [PubMed]
- Ahrens, M.; Böltl, S.; Marson, J.; Mansi, S.; Mela, P. Plasma-activated water for the decontamination of textiles: A proof-of-concept study using Escherichia coli and Staphylococcus aureus. J. Water Process Eng. 2025, 71, 107317. [Google Scholar] [CrossRef]
- Steinhäußer, L.S.; Hain, K.; Lachmann, K.; Weile, D.; Gotzmann, G. Production, shelf life and surface sanitizing efficacy of plasma-treated liquids. Surf. Coatings Technol. 2025, 508, 132092. [Google Scholar] [CrossRef]
- Beilis, I.I. The phenomenon of a cathode spot in an electrical arc: The current understanding of the mechanism of cathode heating and plasma generation. Plasma 2024, 7, 329–354. [Google Scholar] [CrossRef]
- Hontañón, E.; Palomares, J.M.; Stein, M.; Guo, X.; Engeln, R.; Nirschl, H.; Kruis, F.E. The transition from spark to arc discharge and its implications with respect to nanoparticle production. J. Nanoparticle Res. 2013, 15, 1957. [Google Scholar] [CrossRef]
- Pearson, J.B. Aspects of Energy Transport in a Vortex Stabilized Arc. Ph.D. Thesis, The University of British Columbia, Department of Physics, Vancouver, BC, Canada, 1985. [Google Scholar]
- relyon plasma GmbH. Operating Instructions: PlasmaBrusch PB3 Integration. 2021. Available online: https://www.relyon-plasma.com/wp-content/uploads/2024/03/F0355100_BA_plasmabrush_PB3_Integration_EN__V01_iA.pdf (accessed on 5 September 2025).
- relyon plasma GmbH. Operating Instructions: Plasma generator PG31. 2014. Available online: http://www.relyon-plasma.com/wp-content/uploads/2016/05/plasma-generator-pg31-manual-EN_F0298601.pdf (accessed on 12 April 2019).
- Korzec, D.; Hoffmann, M.; Nettesheim, S. Application of plasma bridge for grounding of conductive substrates treated by transferred pulsed atmospheric arc. Plasma 2023, 6, 139–161. [Google Scholar] [CrossRef]
- relyon plasma GmbH. Data Sheet: Nozzle A250. 2015. Available online: https://www.relyon-plasma.com/wp-content/uploads/2016/05/nozzle-a250-data-sheet-EN.pdf (accessed on 5 September 2025).
- relyon plasma GmbH. Data Sheet: Nozzle A450. 2021. Available online: https://www.relyon-plasma.com/wp-content/uploads/2021/08/210802_Data_sheet_A450_EN_i.A..pdf (accessed on 5 September 2025).
- relyon plasma GmbH. Data Sheet: Nozzle A350. 2021. Available online: https://www.relyon-plasma.com/wp-content/uploads/2021/08/210802_Data_sheet_A350_EN_i.A..pdf (accessed on 5 September 2025).
- Martienssen, W.; Warlimont, H. (Eds.) The elements. In Handbook of Condensed Matter and Materials Data; Springer: Berlin/Heidelberg, Germany, 2005; Chapter 2.1.5; pp. 45–158. [Google Scholar]
- Mrowec, S.; Grzesik, Z. Oxidation of nickel and transport properties of nickel oxide. J. Phys. Chem. Solids 2004, 65, 1651–1657. [Google Scholar] [CrossRef]
- Feng, J. Scalable Spark Ablation Synthesis of Nanoparticles Fundamental Considerations and Application in Textile Nanofinishing. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 2016. Available online: https://pure.tudelft.nl/ws/portalfiles/portal/49559259/Feng_dissertation.pdf (accessed on 17 August 2025).
- Masuda, H.; Higashitani, K.; Yoshida, H. (Eds.) Powder Technology Handbook; Taylor & Francis: New York, NY, USA, 2006; Chapter I; pp. 3–93. [Google Scholar]
- Li, X.; Fu, L.; Karimi-Maleh, H.; Chen, F.; Zhao, S. Innovations in WO3 gas sensors: Nanostructure engineering, functionalization, and future perspectives. Heliyon 2024, 10, e27740. [Google Scholar] [CrossRef]
- Whitby, E.R.; McMurry, P.H. Modal aerosol dynamics modeling. Aerosol Sci. Technol. 1997, 27, 673–688. [Google Scholar] [CrossRef]
- Bethea, R.M.; Duran, B.S.; Boullion, T.L. Statistical Methods for Engineers and Scientists; Marcel Dekker: New York, NY, USA, 1985; Chapter 3.3.7; p. 698. [Google Scholar]
- Bronshtein, I.; Semendyayev, K.A.; Musiol, G.; Muehlig, H. Logarithmic normal distribution. In Handbook of Methematics, 4th ed.; Springer: Berlin/Heidelberg, Germany; New York, NY, USA, 2004; Chapter 16.2.4.3; pp. 757–758. ISBN 3-540-43491-7. [Google Scholar]
- Limpert, E.; Stahel, W.A.; Abbt, M. Log-normal distributions across the sciences: Keys and clues: On the charms of statistics, and how mechanical models resembling gambling machines offer a link to a handy way to characterize log-normal distributions, which can provide deeper insight into variability and probability—normal or log-normal: That is the question. BioScience 2001, 51, 341–352. [Google Scholar] [CrossRef]
- Heintzenberg, J. Properties of the log-normal particle size distribution. Aerosol Sci. Technol. 1994, 21, 46–48. [Google Scholar] [CrossRef]
- Feng, J.; Huang, L.; Ludvigsson, L.; Messing, M.E.; Maisser, A.; Biskos, G.; Schmidt-Ott, A. General approach to the evolution of singlet nanoparticles from a rapidly quenched point source. J. Phys. Chem. C 2016, 120, 621–630. [Google Scholar] [CrossRef]
- Ashour, S.K.; Abdel-hameed, M.A. Approximate skew normal distribution. J. Adv. Res. 2010, 1, 341–350. [Google Scholar] [CrossRef]
- Corbella, C.; Portal, S.; Kundrapu, M.N.; Keidar, M. Nanosynthesis by atmospheric arc discharges excited with pulsed-DC power: A review. Nanotechnology 2022, 33, 342001. [Google Scholar] [CrossRef] [PubMed]
- Mandilas, C.; Daskalos, E.; Karagiannakis, G.; Konstandopoulos, A.G. Synthesis of aluminium nanoparticles by arc plasma spray under atmospheric pressure. Mater. Sci. Eng. B 2013, 178, 22–30. [Google Scholar] [CrossRef]
- Kohut, A. On the Plasma and Electrode Erosion Processes in Spark Discharge Nanoparticle Generators. Ph.D. Thesis, Doctoral School of Physics, Department of Optics and Quantum Electronics, Faculty of Science and Informatics, University of Szeged, Szeged, Hungary, 2017. Available online: https://doktori.bibl.u-szeged.hu/id/eprint/4102/1/PhD_Dissertation_Attila_Kohut.pdf (accessed on 26 October 2025).
- Togaru, M.; Sainju, R.; Zhang, L.; Jiang, W.; Zhu, Y. Direct observation of tungsten oxidation studied by in situ environmental TEM. Mater. Charact. 2021, 174, 111016. [Google Scholar] [CrossRef]
- Habainy, J.; Iyengar, S.; Surreddi, K.B.; Lee, Y.; Dai, Y. Formation of oxide layers on tungsten at low oxygen partial pressures. J. Nucl. Mater. 2018, 506, 26–34. [Google Scholar] [CrossRef]
- Yu, H.; Yang, J.; Fickl, B.; Guan, S.; Burton, O.J.; Wyatt-Moon, G.; Flewitt, A.; Bayer, B.C.; Hofmann, S. A close-space sublimation approach to tungsten oxide and sulfide nanostructure formation. Nanoscale 2025, 17, 21070–21082. [Google Scholar] [CrossRef]
- Klein, F.; Litnovsky, A.; Wegener, T.; Tan, X.; Gonzalez-Julian, J.; Rasinski, M.; Schmitz, J.; Linsmeier, C.; Bram, M.; Coenen, J.W. Sublimation of advanced tungsten alloys under DEMO relevant accidental conditions. Fusion Eng. Des. 2019, 146, 1198–1202. [Google Scholar] [CrossRef]
- Wendel, J. Thermodynamics and Kinetics of Tungsten Oxidation and Tungsten Oxide Sublimation in the Temperature Interval 200°-1100°. 2014. Available online: https://api.semanticscholar.org/CorpusID:93911267 (accessed on 25 October 2025).
- Korolev, Y.D.; Frants, O.B.; Landl, N.V.; Geyman, V.G.; Suslov, A.I. Parameters of a positive column in a gliding glow discharge in air. Phys. Plasmas 2017, 24, 103526. [Google Scholar] [CrossRef]
- Korolev, Y.D.; Frants, O.B.; Landl, N.V.; Bolotov, A.V.; Nekhoroshev, V.O. Features of a near-cathode region in a gliding arc discharge in air flow. Plasma Sources Sci. Technol. 2014, 23, 054016. [Google Scholar] [CrossRef]
- Korolev, Y.D. Low-current discharge plasma jets in a gas flow. Application of plasma jets. Russ. J. Gen. Chem. 2015, 85, 1311–1325. [Google Scholar] [CrossRef]
- Korolev, Y.D.; Nekhoroshev, V.O.; Frants, O.B.; Landl, N.V.; Suslov, A.I.; Geyman, V.G. Nonsteady-state processes in a low-current discharge in airflow and formation of a plasma jet. J. Phys. Commun. 2019, 3, 085002. [Google Scholar] [CrossRef]
- Takikawa, H.; Tanoue, H. Review of cathodic arc deposition for preparing droplet-free thin films. IEEE Trans. Plasma Sci. 2007, 35, 992–999. [Google Scholar] [CrossRef]
- Siemroth, P.; Laux, M.; Pursch, H.; Sachtleben, J.; Balden, M.; Rohde, V.; Neu, R. Investigation of vacuum arc droplets from copper, titanium, and tungsten by means of light scattering. IEEE Trans. Plasma Sci. 2022, 50, 2736–2744. [Google Scholar] [CrossRef]
- Kaufmann, H.T.C.; Cunha, M.D.; Benilov, M.S.; Hartmann, W.; Wenzel, N. Detailed numerical simulation of cathode spots in vacuum arcs: Interplay of different mechanisms and ejection of droplets. J. Appl. Phys. 2017, 122, 163303. [Google Scholar] [CrossRef]
- Munz, R.; Szente, R.; Drouet, M. Arc behaviour and plasma chemistry in electrode erosion. Pure Appl. Chern. 1992, 64, 657–663. [Google Scholar] [CrossRef]
- Czernichowski, A. Gliding arc. Applications to engineering and environment control. Pure Appl. Chem. 1994, 66, 1301–1310. [Google Scholar] [CrossRef]
- Fridman, A.; Nester, S.; Kennedy, L.A.; Saveliev, A.; Mutaf-Yardimci, O. Gliding arc gas discharge. Prog. Energy Combust. Sci. 1999, 25, 211–231. [Google Scholar] [CrossRef]
- Kudryashov, D.; Gudovskikh, A.; Zelentsov, K.; Mozharov, A.; Babichev, A.; Filimonov, A. The temperature dependence of the electrical conductivity in Cu2O thin films grown by magnetron sputtering. J. Phys. Conf. Ser. 2016, 741, 012013. [Google Scholar] [CrossRef]
- Li, B.; Zhao, Y.; Ji, R.; Dong, H.; Wei, N. Arc dynamics and erosion behavior of pantograph-catenary contacts under controlled humidity levels. Sensors 2025, 25, 5208. [Google Scholar] [CrossRef] [PubMed]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nozzle | Number of Groves | Core Material | Coating | Condition | Plume Temperature | Arc Length | Orifice Diameter |
|---|---|---|---|---|---|---|---|
| A251 | 1 | W | no | pristine | 200 °C *) | 3 cm | 3.0 mm |
| A350 | 2 | Cu | no | 100 h | 500 °C *) | 5 cm | 3.8–4.0 mm |
| A450n | 3 | Cu | 10–15 m Ni | pristine | 700 °C *) | 7 cm | 4.2 mm |
| A450e | 3 | Cu | no | EOL | n.a. | 8 cm | 4.7–5.0 mm |
| Metal | Atomic Mass | Mass Density | Melting Point [°C] | Boiling Point [°C] | Thermal Conductivity | Electrical Conductivity | Ionization Energy |
|---|---|---|---|---|---|---|---|
| W | 183.84 | 19,300 | 3422 | 2500 *) | 164 | 18 | 7.98 |
| Ni | 58.69 | 8900 | 1455 | 2730 | 91 | 14.3 | 7.64 |
| Cu | 63.54 | 8960 | 1085 | 2562 | 401 | 59.6 | 7.73 |
| Units | 0 min | 2 min | 4 min | 6 min | 8 min | |
|---|---|---|---|---|---|---|
| A251 | 7.2 | 4.2 | 3.0 | 2.4 | ||
| A450n | 3.8 | 5.4 | 6.0 | |||
| A350 | 1.0 | 1.1 | 1.3 | 1.2 | 2.1 | |
| A450e | 1.9 | 1.7 | 1.7 | 1.6 |
| Oxide | Molar Mass [g · mol−1] | Mass Density [kg · m−3] | Melting Point [°C] | Boiling Point [°C] | Thermal Conductivity [W · m−1] · K−1] | Electrical Conductivity [S · m−1] | Dielectric Loss Factor tg δ |
|---|---|---|---|---|---|---|---|
| WO3 | 231.84 | 7160 | 1473 | ∼1700 *) | 1.6 | –2 | 0.9 |
| NiO | 74.69 | 6670 | 1984 | — | 0.14 | 0.01 | 1.0 |
| CuO | 75.55 | 6310 | 1326 **) | — | 70 | 10– | 0.074 |
| Cu2O | 143.02 | 6000 | 1232 | 1800 | 0.6 | –0.1 | 0.04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Korzec, D.; Freund, F.; Doelfs, I.; Zacherl, F.; Kudala, L.; Rabl, H.-P. Low-Current High-Voltage Pulsed Atmospheric Arc Plasma Jet: Nanoparticle Emission from the Cathodic Spot. Plasma 2025, 8, 44. https://doi.org/10.3390/plasma8040044
Korzec D, Freund F, Doelfs I, Zacherl F, Kudala L, Rabl H-P. Low-Current High-Voltage Pulsed Atmospheric Arc Plasma Jet: Nanoparticle Emission from the Cathodic Spot. Plasma. 2025; 8(4):44. https://doi.org/10.3390/plasma8040044
Chicago/Turabian StyleKorzec, Dariusz, Florian Freund, Isabelle Doelfs, Florian Zacherl, Lucas Kudala, and Hans-Peter Rabl. 2025. "Low-Current High-Voltage Pulsed Atmospheric Arc Plasma Jet: Nanoparticle Emission from the Cathodic Spot" Plasma 8, no. 4: 44. https://doi.org/10.3390/plasma8040044
APA StyleKorzec, D., Freund, F., Doelfs, I., Zacherl, F., Kudala, L., & Rabl, H.-P. (2025). Low-Current High-Voltage Pulsed Atmospheric Arc Plasma Jet: Nanoparticle Emission from the Cathodic Spot. Plasma, 8(4), 44. https://doi.org/10.3390/plasma8040044