
Effect of Basalt Fibres on Thermal and Mechanical Properties of Recycled Multi-Material Packaging





Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Processing
2.3. Mechanical Characterization of Composites
2.4. Thermal Characterization of Composites
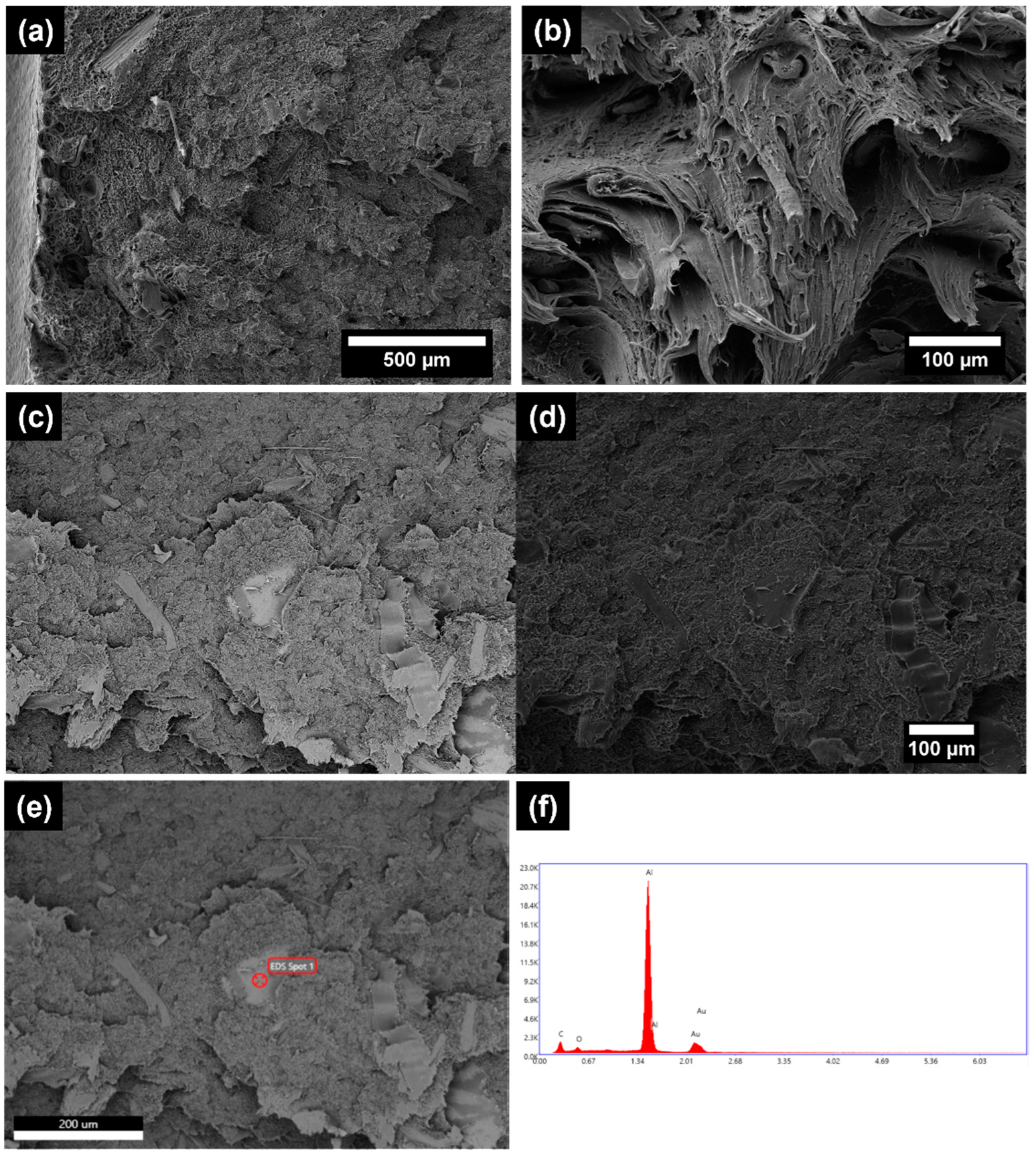
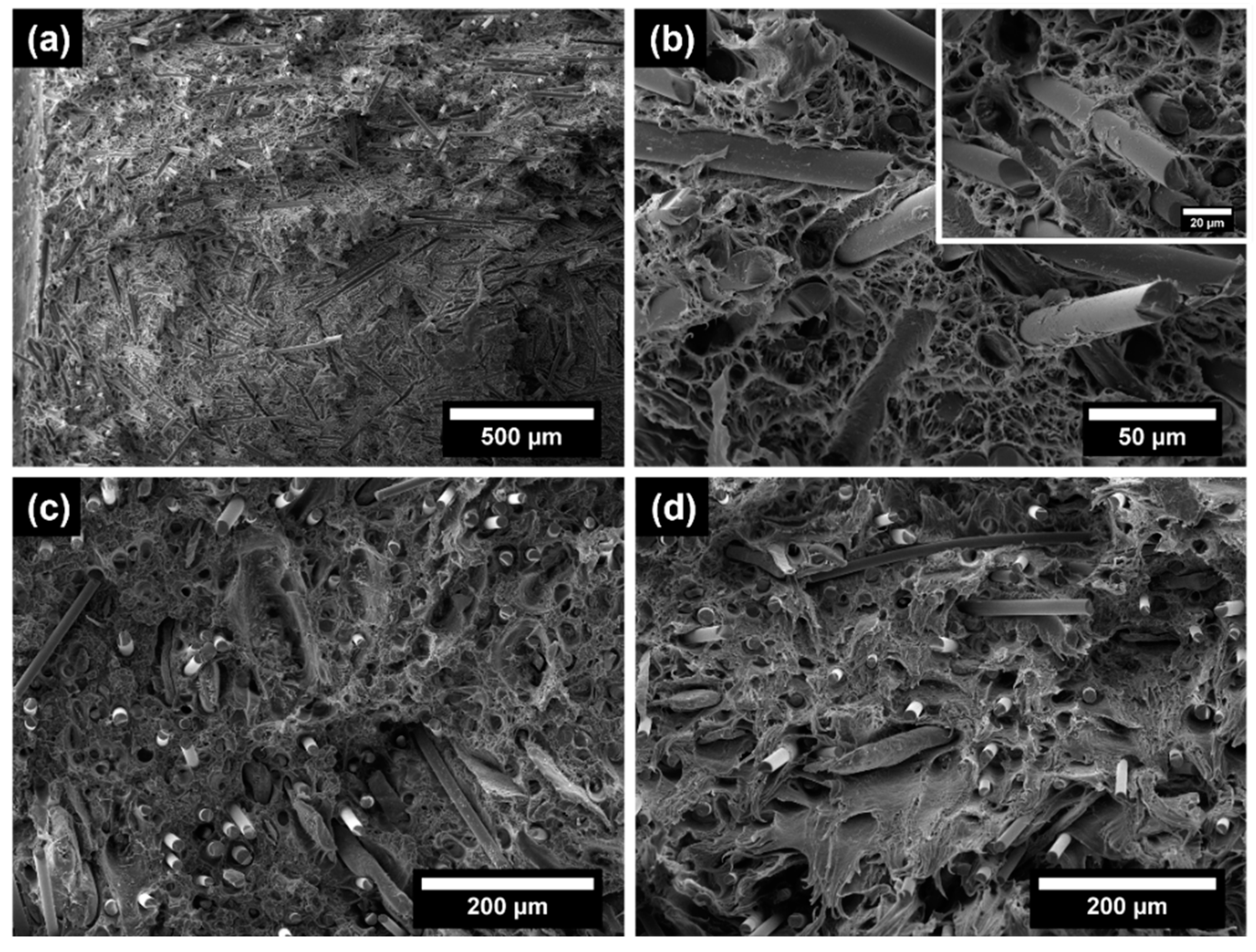
2.5. Morphological Characterization
3. Results
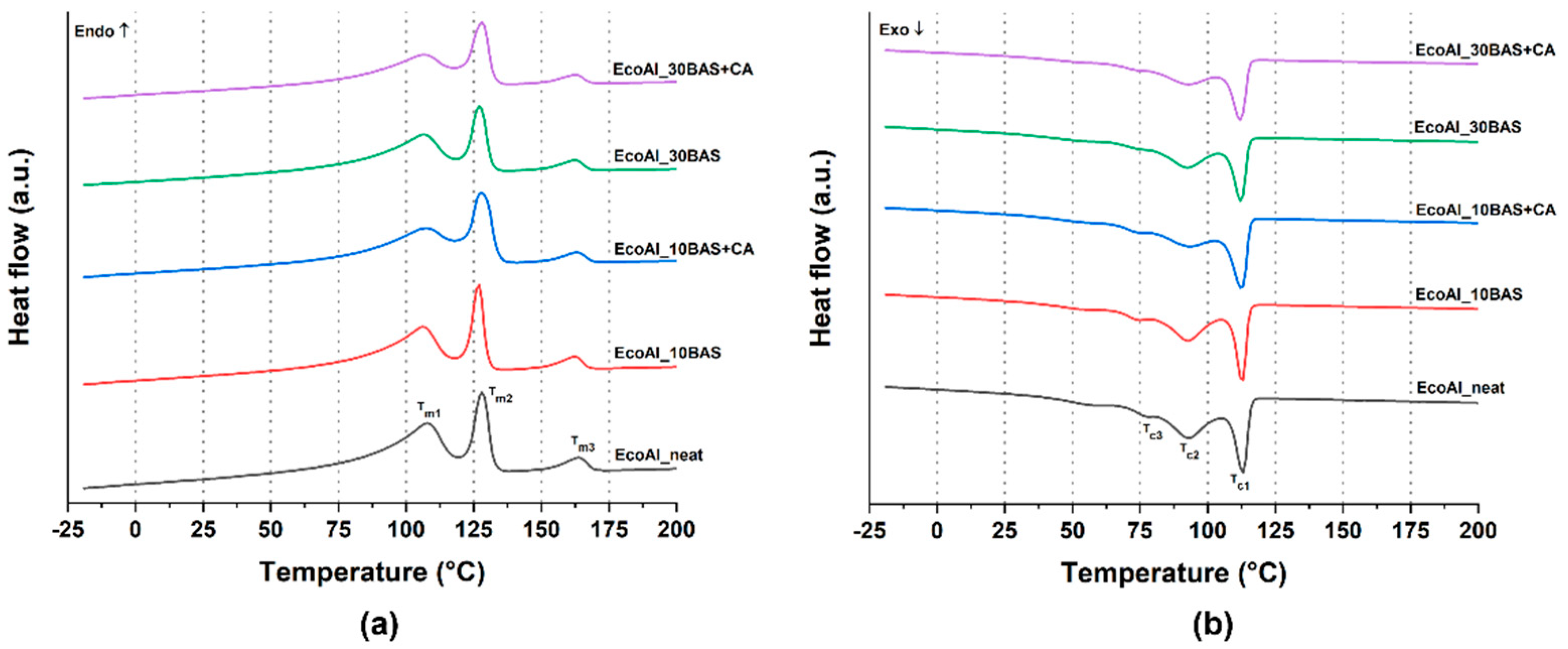
3.1. Thermal Characterization of Composites
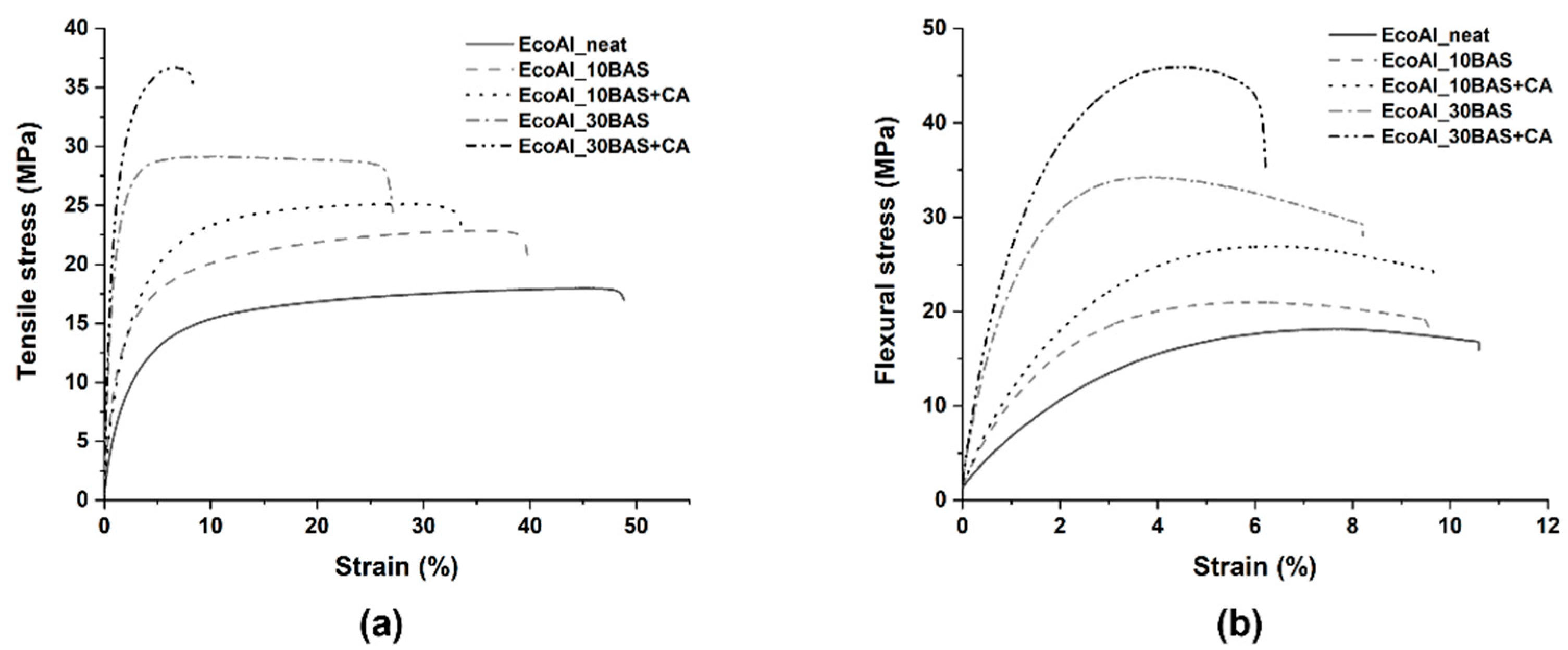
3.2. Thermo-Mechanical Characterization of Composites
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Eurostat Packaging Waste Statistics. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php?title=Packaging_waste_statistics (accessed on 5 January 2022).
- Georgiopoulou, I.; Pappa, G.D.; Vouyiouka, S.N.; Magoulas, K. Recycling of post-consumer multilayer Tetra Pak® packaging with the Selective Dissolution-Precipitation process. Resour. Conserv. Recycl. 2021, 165, 105268. [Google Scholar] [CrossRef]
- Alliance for Beverage Cartons and the Environment. Available online: https://www.beveragecarton.eu/policy-areas/recycling/ (accessed on 5 January 2022).
- Robertson, G.L. Recycling of Aseptic Beverage Cartons: A Review. Recycling 2021, 6, 20. [Google Scholar] [CrossRef]
- Zúñiga-Muro, N.M.; Bonilla-Petriciolet, A.; Mendoza-Castillo, D.I.; Duran-Valle, C.J.; Silvestre-Albero, J.; Reynel-Ávila, H.E.; Tapia-Picazo, J.C. Recycling of Tetra pak wastes via pyrolysis: Characterization of solid products and application of the resulting char in the adsorption of mercury from water. J. Clean. Prod. 2021, 291, 125219. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Candan, Z.; Hiziroglu, S. Physical and mechanical properties of cardboard panels made from used beverage carton with veneer overlay. Mater. Des. 2008, 29, 1897–1903. [Google Scholar] [CrossRef]
- Murathan, A.; Murathan, A.S.; Gürü, M.; Balbaşi, M. Manufacturing low density boards from waste cardboards containing aluminium. Mater. Des. 2007, 28, 2215–2217. [Google Scholar] [CrossRef]
- Aranda-García, F.J.; González-Pérez, M.M.; Robledo-Ortíz, J.R.; Sedano-de la Rosa, C.; Espinoza, K.; Ramírez-Arreola, D.E. Influence of processing time on physical and mechanical properties of composite boards made of recycled multilayer containers and HDPE. J. Mater. Cycles Waste Manag. 2020, 22, 2020–2028. [Google Scholar] [CrossRef]
- Yin, S.; Rajarao, R.; Gong, B.; Wang, Y.; Kong, C.; Sahajwalla, V. Thermo-delamination of metallised composite plastic: An innovative approach to generate Aluminium from packaging plastic waste. J. Clean. Prod. 2019, 211, 321–329. [Google Scholar] [CrossRef]
- Lopes, C.M.A.; Do Carmo Gonçalves, M.; Felisberti, M.I. Blends of poly (ethylene terephthalate) and low density polyethylene containing aluminium: A material obtained from packaging recycling. J. Appl. Polym. Sci. 2007, 106, 2524–2535. [Google Scholar] [CrossRef]
- Lopes, C.M.A.; Felisberti, M.I. Composite of low-density polyethylene and aluminum obtained from the recycling of postconsumer aseptic packaging. J. Appl. Polym. Sci. 2006, 101, 3183–3191. [Google Scholar] [CrossRef]
- Lecce, R.; Cerutti, S. Method for Recycling Composite Material. EP2296858B1, 21 May 2008. [Google Scholar]
- Cravero, F.; Frache, A. Improving Fire Performances of PEAL: More Second-Life Options for Recycled Tetra Pak®. Polymer 2020, 12, 2357. [Google Scholar] [CrossRef]
- Hidalgo-Salazar, M.A.; Munõz, M.F.; Mina, J.H. Influence of Incorporation of Natural Fibers on the Physical, Mechanical, and Thermal Properties of Composites LDPE-Al Reinforced with Fique Fibers. Int. J. Polym. Sci. 2015, 2015, 386325. [Google Scholar] [CrossRef] [Green Version]
- Ayrilmis, N.; Kaymakci, A.; Akbulut, T.; Elmas, G.M. Mechanical performance of composites based on wastes of polyethylene aluminum and lignocellulosics. Compos. Part B Eng. 2013, 47, 150–154. [Google Scholar] [CrossRef]
- Seghini, M.C.; Sarasini, F.; Tirillò, J. Influence of thermal conditioning on tensile behaviour of single basalt fibres. Compos. Part B Eng. 2018, 132, 77–86. [Google Scholar]
- Barczewski, M.; Sałasińska, K.; Kloziński, A.; Skórczewska, K.; Szulc, J.; Piasecki, A. Application of the Basalt Powder as a Filler for Polypropylene Composites With Improved Thermo-Mechanical Stability and Reduced Flammability. Polym. Eng. Sci. 2019, 59, E71–E79. [Google Scholar] [CrossRef]
- Li, D.; Zhou, L.; Wang, X.; He, L.; Yang, X. Effect of Crystallinity of Polyethylene with Different Densities on Breakdown Strength and Conductance Property. Materials 2019, 12, 1746. [Google Scholar] [CrossRef] [Green Version]
- Puglia, D.; Santulli, C.; Sarasini, F.; Kenny, J.; Valente, T. Thermal and mechanical characterisation of Phormium tenax-reinforced polypropylene composites. J. Thermoplast. Compos. Mater. 2014, 27, 1493–1503. [Google Scholar] [CrossRef]
- Wu, X.; Chen, J.; Zeng, X. The application of DSC in identification of LDPE/LLDPE blends mulching film. Die Angew. Makromol. Chem. 1991, 189, 183–193. [Google Scholar] [CrossRef]
- Sergi, C.; Tirillò, J.; Seghini, M.C.; Sarasini, F.; Fiore, V.; Scalici, T. Durability of Basalt/Hemp Hybrid Thermoplastic Composites. Polymers 2019, 11, 603. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.; Wu, Q. PP/clay nanocomposites prepared by grafting-melt intercalation. Polymer 2001, 42, 10013–10019. [Google Scholar] [CrossRef]
- Thomason, J.L.; Van Rooyen, A.A. Transcrystallized interphase in thermoplastic composites. J. Mater. Sci. 1992, 27, 897–907. [Google Scholar] [CrossRef]
- Ralph, C.; Lemoine, P.; Archer, E.; McIlhagger, A. Mechanical properties of short basalt fibre reinforced polypropylene and the effect of fibre sizing on adhesion. Compos. Part B Eng. 2019, 176, 107260. [Google Scholar] [CrossRef]
- Matkó, S.; Anna, P.; Marosi, G.; Szép, A.; Keszei, S.; Czigány, T.; Pölöskei, K. Use of reactive surfactants in basalt fiber reinforced polypropylene composites. Macromol. Symp. 2003, 202, 255–268. [Google Scholar] [CrossRef]
- Sergi, C.; Sbardella, F.; Lilli, M.; Tirillò, J.; Calzolari, A.; Sarasini, F. Hybrid cellulose–Basalt polypropylene composites with enhanced compatibility: The role of coupling agent. Molecules 2020, 25, 4384. [Google Scholar] [CrossRef] [PubMed]
- Mazur, K.; Jakubowska, P.; Romańska, P.; Kuciel, S. Green high density polyethylene (HDPE) reinforced with basalt fiber and agricultural fillers for technical applications. Compos. Part B Eng. 2020, 202, 108399. [Google Scholar] [CrossRef]
- Kuciel, S.; Mazur, K.; Hebda, M. The Influence of Wood and Basalt Fibres on Mechanical, Thermal and Hydrothermal Properties of PLA Composites. J. Polym. Environ. 2020, 28, 1204–1215. [Google Scholar] [CrossRef] [Green Version]
- Adole, O.; Anguilano, L.; Minton, T.; Campbell, J.; Sean, L.; Valisios, S.; Tarverdi, K. Basalt fibre-reinforced high density polyethylene composite development using the twin screw extrusion process. Polym. Test. 2020, 91, 106467. [Google Scholar] [CrossRef]
- Zhang, Y.; Yu, C.; Chu, P.K.; Lv, F.; Zhang, C.; Ji, J.; Zhang, R.; Wang, H. Mechanical and thermal properties of basalt fiber reinforced poly (butylene succinate) composites. Mater. Chem. Phys. 2012, 133, 845–849. [Google Scholar] [CrossRef]
- Deak, T.; Czigány, T.; Tamas, P.; Nemeth, C. Enhancement of interfacial properties of basalt fiber reinforced nylon 6 matrix composites with silane coupling agents. Express Polym. Lett. 2010, 4, 590–598. [Google Scholar] [CrossRef]
- Ronkay, F.; Czigany, T. Development of composites with recycled PET matrix. Polym. Adv. Technol. 2006, 17, 830–834. [Google Scholar] [CrossRef]
- Kráčalík, M.; Pospíšil, L.; Šlouf, M.; Mikešová, J.; Sikora, A.; Šimoník, J.; Fortelný, I. Recycled poly (ethylene terephthalate) reinforced with basalt fibres: Rheology, structure, and utility properties. Polym. Compos. 2008, 29, 437–442. [Google Scholar] [CrossRef]
- Hejna, A.; Barczewski, M.; Kosmela, P.; Mysiukiewicz, O.; Kuzmin, A. Coffee Silverskin as a Multifunctional Waste Filler for High-Density Polyethylene Green Composites. J. Compos. Sci. 2021, 5, 44. [Google Scholar] [CrossRef]
- Abdalla, M.; Dean, D.; Adibempe, D.; Nyairo, E.; Robinson, P.; Thompson, G. The effect of interfacial chemistry on molecular mobility and morphology of multiwalled carbon nanotubes epoxy nanocomposite. Polymer 2007, 48, 5662–5670. [Google Scholar] [CrossRef]
- Khanna, Y.P.; Turi, E.A.; Taylor, T.J.; Vickroy, V.V.; Abbott, R.F. Dynamic mechanical relaxations in polyethylene. Macromolecules 2002, 18, 1302–1309. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen ID | EcoAllene (wt.%) | Basalt Fibres (wt.%) | CA (wt.%) |
|---|---|---|---|
| EcoAl_neat | 100 | - | - |
| EcoAl_10BAS | 90 | 10 | - |
| EcoAl_10BAS+CA | 85 | 10 | 5 |
| EcoAl_30BAS | 70 | 30 | - |
| EcoAl_30BAS+CA | 65 | 30 | 5 |
| Specimen ID | T5% (°C) | T10% (°C) | Tmax (°C) |
|---|---|---|---|
| EcoAl_neat | 438.5 ± 0.6 | 452.5 ± 1.1 | 484.6 ± 0.8 |
| EcoAl_10BAS | 398.6 ± 0.9 | 430.2 ± 1.2 | 479.3 ± 0.9 |
| EcoAl_10BAS+CA | 395.6 ± 0.8 | 434.3 ± 1.2 | 481.8 ± 0.9 |
| EcoAl_30BAS | 403.1 ± 1.0 | 437.8 ± 1.1 | 481.3 ± 1.0 |
| EcoAl_30BAS+CA | 395.8 ± 0.9 | 435.0 ± 0.9 | 480.7 ± 1.1 |
| Specimen ID | Tm1 (°C) | Tm2 (°C) | Tm3 (°C) | Tc1 (°C) | Tc2 (°C) | Tc3 (°C) |
|---|---|---|---|---|---|---|
| EcoAl_neat | 108.5 ± 0.2 | 128.0 ± 0.1 | 163.8 ± 0.1 | 112.7 ± 0.01 | 92.6 ± 0.3 | 76.6 ± 0.3 |
| EcoAl_10BAS | 106.1 ± 0.1 | 126.7 ± 0.1 | 162.3 ± 0.1 | 112.7 ± 0.1 | 92.7 ± 0.1 | 75.3 ± 0.2 |
| EcoAl_10BAS+CA | 107.4 ± 0.1 | 127.6 ± 0.1 | 163.2 ± 0.2 | 112.5 ± 0.2 | 93.55 ± 0.2 | 74.2 ± 0.4 |
| EcoAl_30BAS | 106.7 ± 0.1 | 127.0 ± 0.1 | 162.4 ± 0.3 | 112.2 ± 0.1 | 92.55 ± 0.2 | 73.7 ± 0.1 |
| EcoAl_30BAS+CA | 107.1 ± 0.2 | 128.5 ± 0.4 | 162.7 ± 0.3 | 111.6 ± 0.4 | 92.6 ± 0.5 | 73.1 ± 0.5 |
| Specimen ID | Tensile Modulus (MPa) | Tensile Strength (MPa) | Strain at Maximum Stress (%) | Flexural Modulus (MPa) | Flexural Strength (MPa) | Strain at Maximum Stress (%) |
|---|---|---|---|---|---|---|
| EcoAl_neat | 338 ± 23 | 17.7 ± 0.9 | 45.6 ± 7.6 | 493 ± 6 | 18.1 ± 0.2 | 7.8 ± 0.1 |
| EcoAl_10BAS | 897 ± 42 | 22.4 ± 0.5 | 33.6 ± 3.0 | 904 ± 57 | 20.8 ± 0.2 | 6.1 ± 0.2 |
| EcoAl_10BAS+CA | 1150 ± 83 | 26.0 ± 0.2 | 14.7 ± 0.4 | 1130 ± 71 | 26.7 ± 0.6 | 6.6 ± 0.3 |
| EcoAl_30BAS | 2890 ± 44 | 29.6 ± 1.2 | 12.4 ± 1.8 | 2930 ± 179 | 34.5 ± 0.6 | 3.8 ± 0.3 |
| EcoAl_30BAS+CA | 3750 ± 142 | 36.6 ± 0.6 | 6.3 ± 0.5 | 3630 ± 85 | 47.4 ± 2.4 | 4.6 ± 0.2 |
| Matrix Type | Fibre Type | Coupling Agent | Tensile Modulus (GPa) | Tensile Strength (MPa) | Flexural Strength (MPa) | Flexural Modulus (GPa) | Charpy Impact Strength (kJ/m2) | Fibre Content (wt%) | Reference |
|---|---|---|---|---|---|---|---|---|---|
| PP | Basalt | yes | 4.7 | 68 | 73 | 3.3 | 5.6 | 20 | [26] |
| HDPE | Basalt | yes | 5.2 | 52 | - | - | - | 30 | [21] |
| HDPE | Hemp | yes | 3.8 | 36 | - | - | - | 30 | [21] |
| HDPE | Basalt | no | 6.46 | 47.87 | 81.4 | 6.05 | - | 40 | [27] |
| HDPE | Flax | no | 4.63 | 21.64 | 43.6 | 5.14 | - | 40 | [27] |
| PLA | Basalt | no | 7.8 | 72.14 | 130 | 6.7 | - | 15 | [28] |
| Virgin HDPE | Basalt | no | 4.2 | 41.6 | 52.4 | 4.1 | - | 30 | [29] |
| Recycled HDPE | Basalt | no | 4.2 | 40.6 | 45.6 | 3.6 | - | 30 | [29] |
| PBS | Basalt | no | 1.3 | 46 | 71 | 3.8 | - | 15vol | [30] |
| PA6 | Basalt | no | 7.79 | 120 | 170.8 | 6.06 | 12.7 | 30 | [31] |
| Recycled PET | Basalt | no | 4.07 | 57.38 | 103.80 | 4.53 | 4.83 | 30 | [32] |
| Recycled PET | Basalt | no | 8.65 | 112.9 | - | 7.74 | 8.1 | 30 | [33] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sergi, C.; Tirillò, J.; Valente, T.; Sarasini, F. Effect of Basalt Fibres on Thermal and Mechanical Properties of Recycled Multi-Material Packaging. J. Compos. Sci. 2022, 6, 72. https://doi.org/10.3390/jcs6030072
Sergi C, Tirillò J, Valente T, Sarasini F. Effect of Basalt Fibres on Thermal and Mechanical Properties of Recycled Multi-Material Packaging. Journal of Composites Science. 2022; 6(3):72. https://doi.org/10.3390/jcs6030072
Chicago/Turabian StyleSergi, Claudia, Jacopo Tirillò, Teodoro Valente, and Fabrizio Sarasini. 2022. "Effect of Basalt Fibres on Thermal and Mechanical Properties of Recycled Multi-Material Packaging" Journal of Composites Science 6, no. 3: 72. https://doi.org/10.3390/jcs6030072
APA StyleSergi, C., Tirillò, J., Valente, T., & Sarasini, F. (2022). Effect of Basalt Fibres on Thermal and Mechanical Properties of Recycled Multi-Material Packaging. Journal of Composites Science, 6(3), 72. https://doi.org/10.3390/jcs6030072