
Hole Quality Observation in Single-Shot Drilling of CFRP/Al7075-T6 Composite Metal Stacks Using Customized Twist Drill Design



Abstract
1. Introduction
2. Materials and Methods
2.1. Worpiece Materials
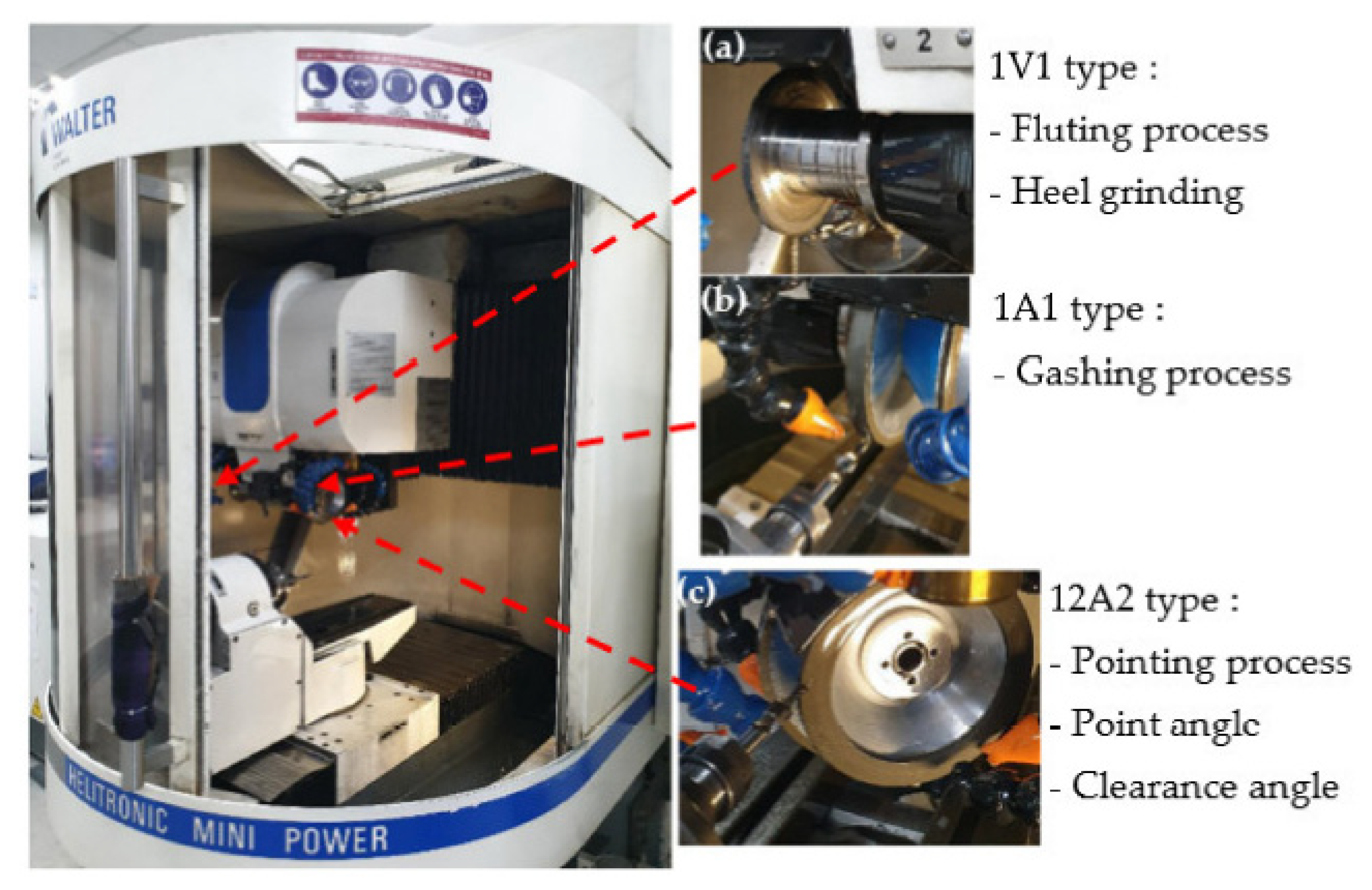
2.2. Cutting Tool Fabrication
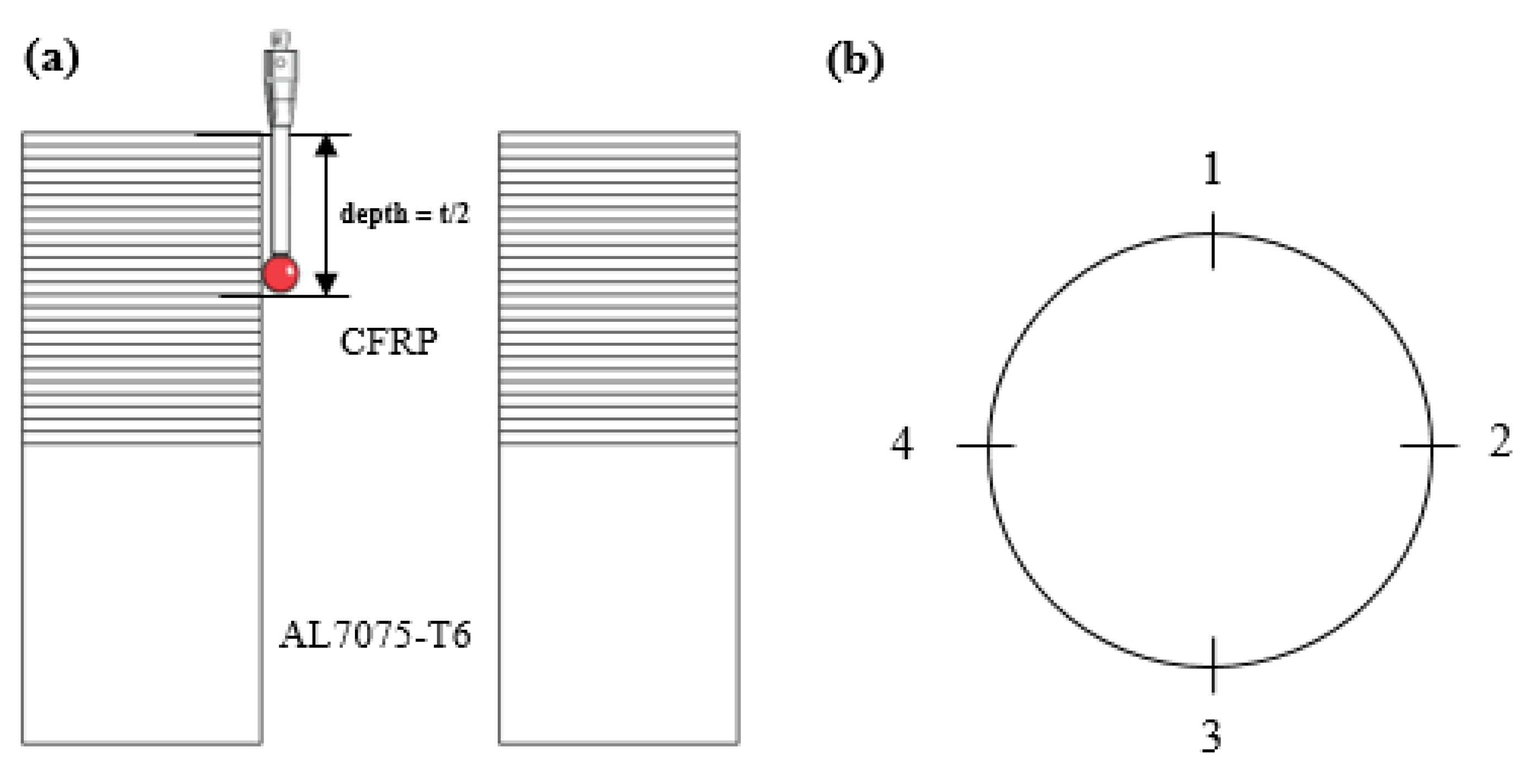
2.3. Drilling Process
2.4. Hole Edge Defect Measurement
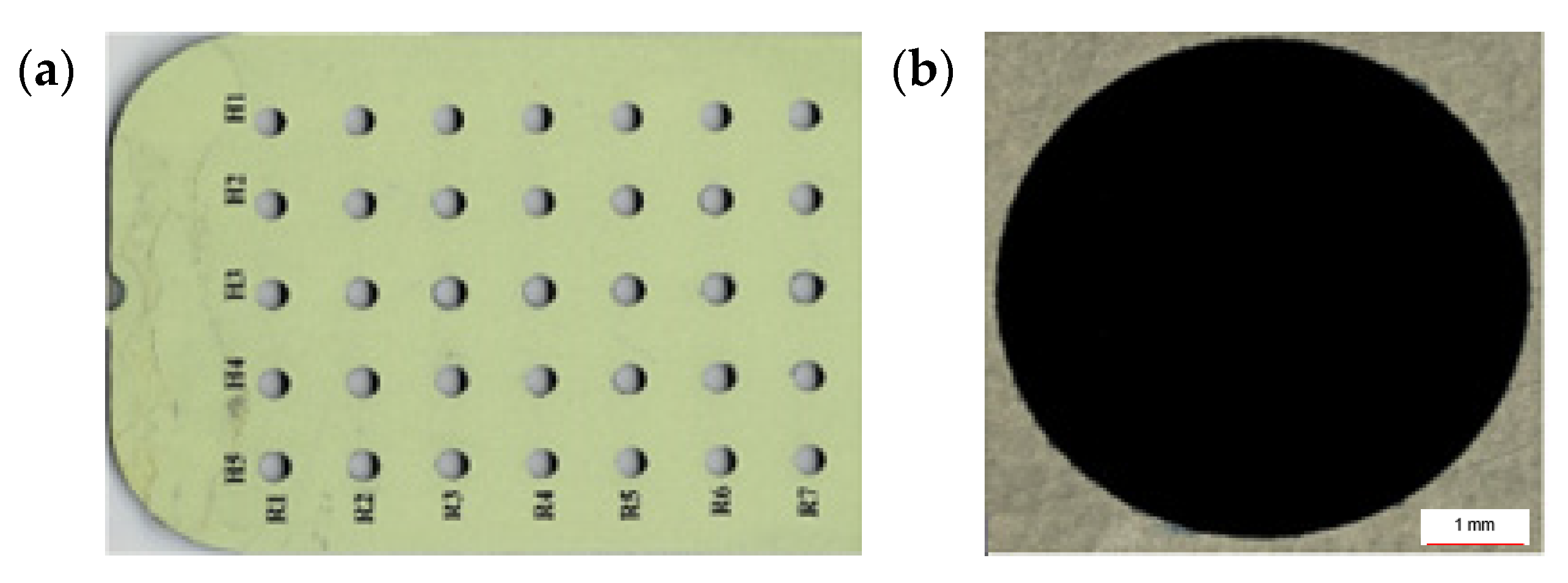
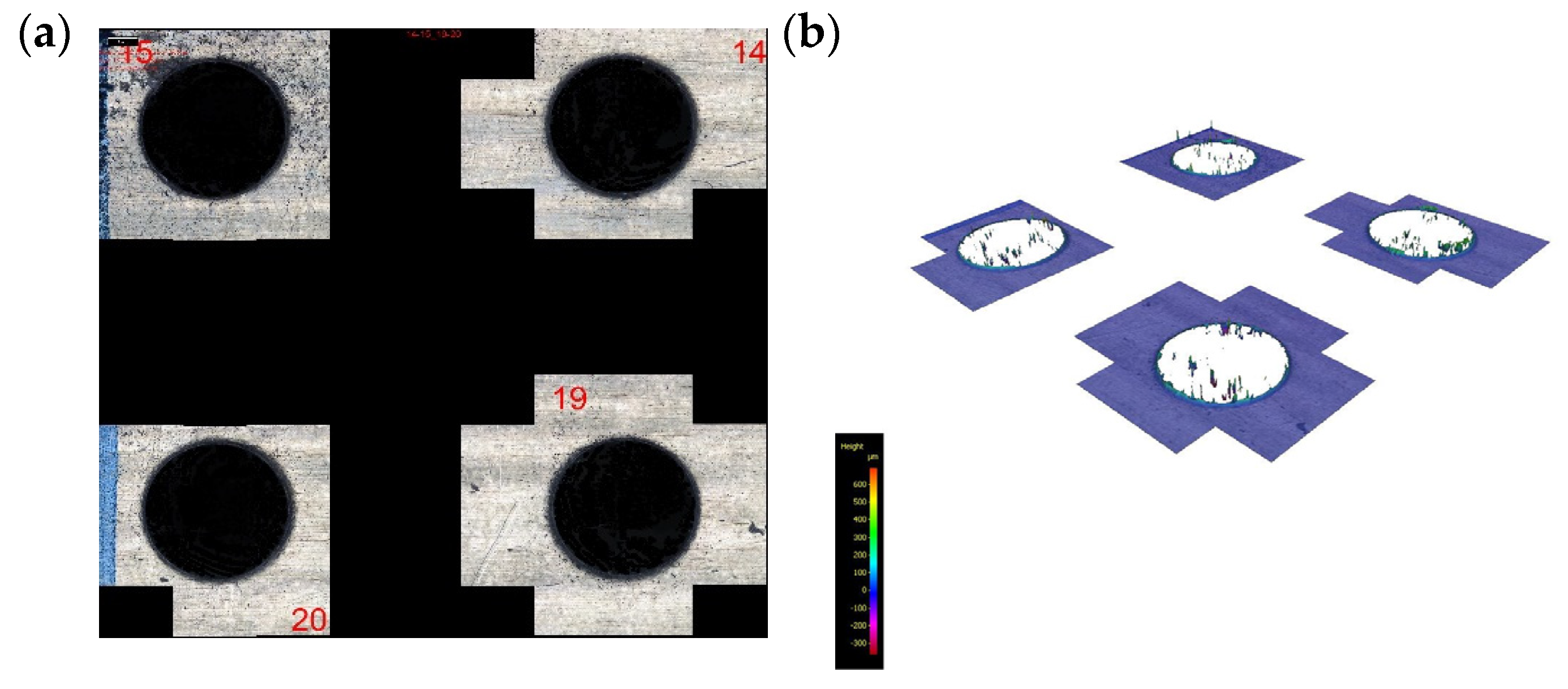
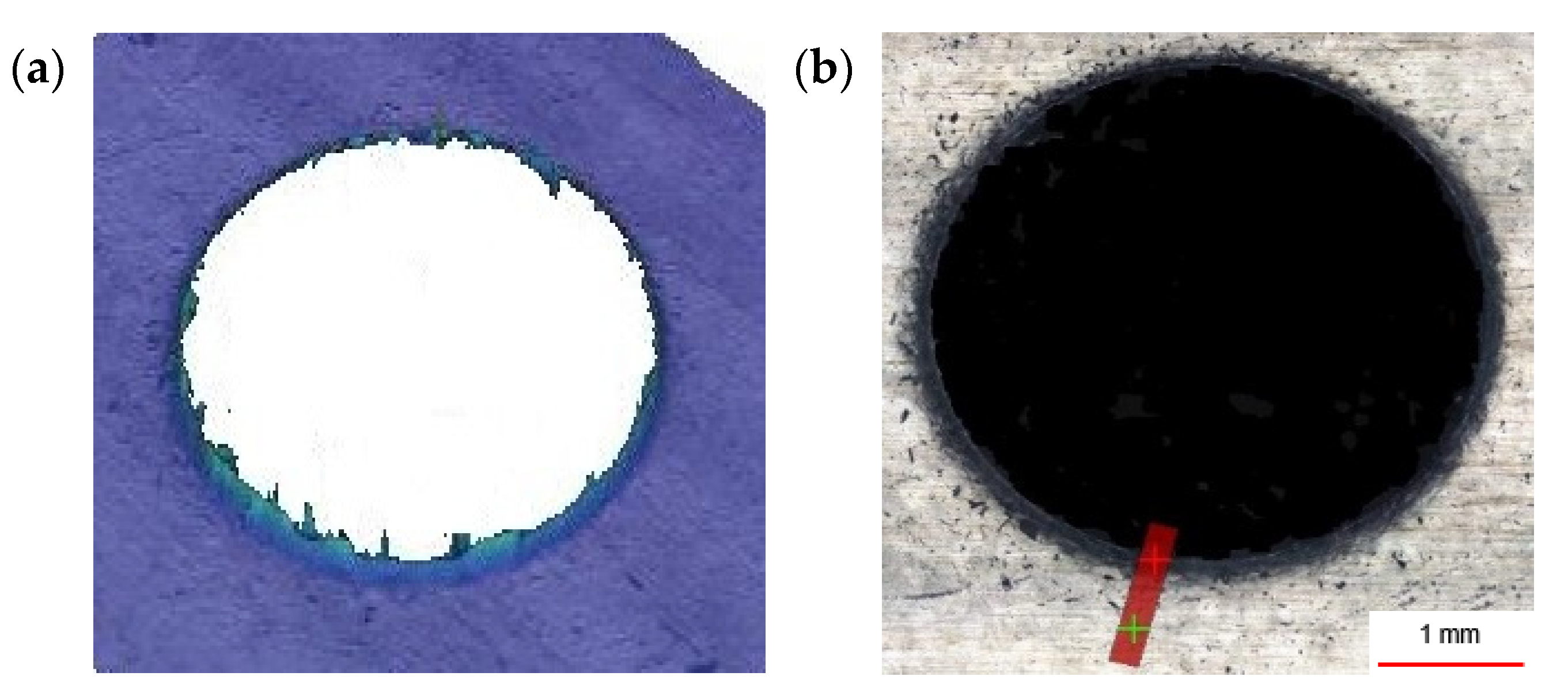
2.4.1. Exit Delamination
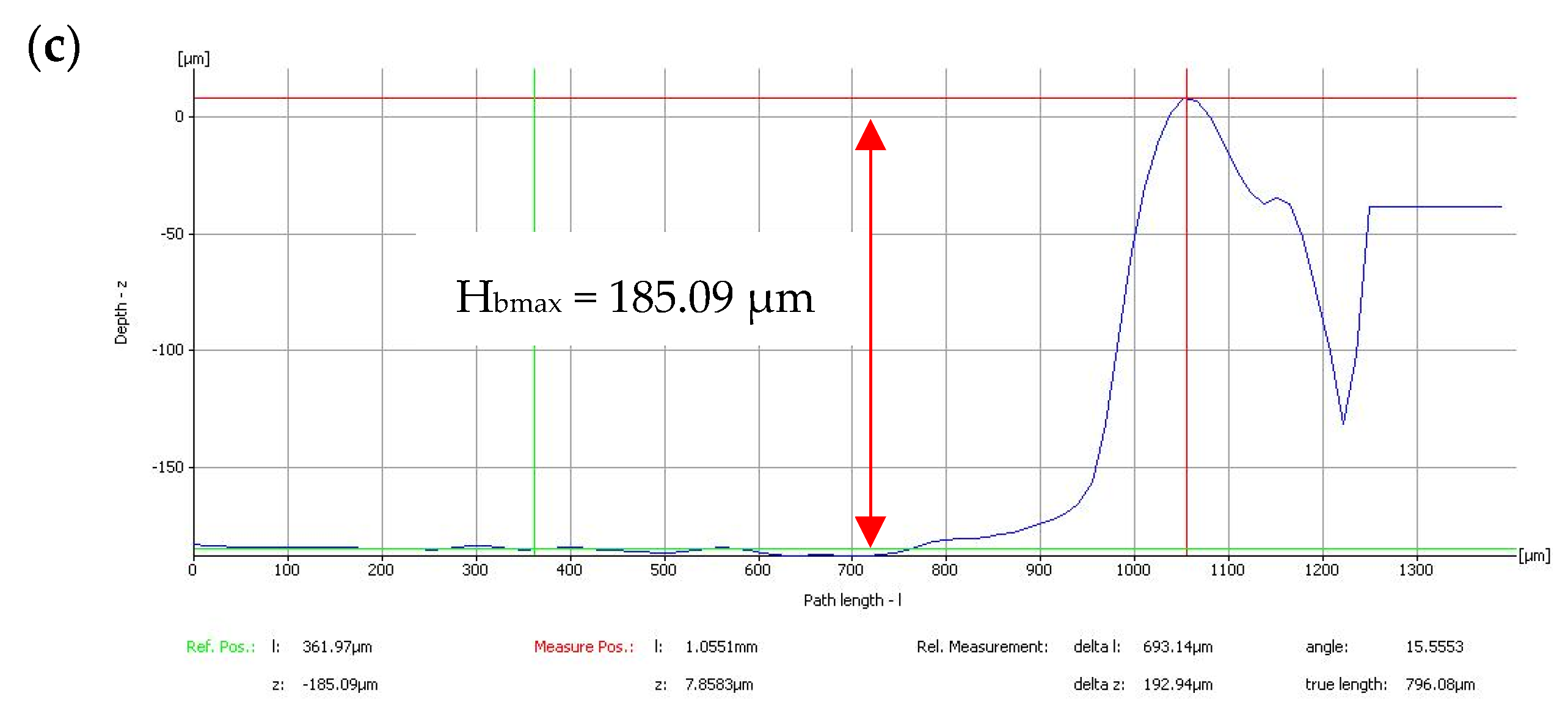
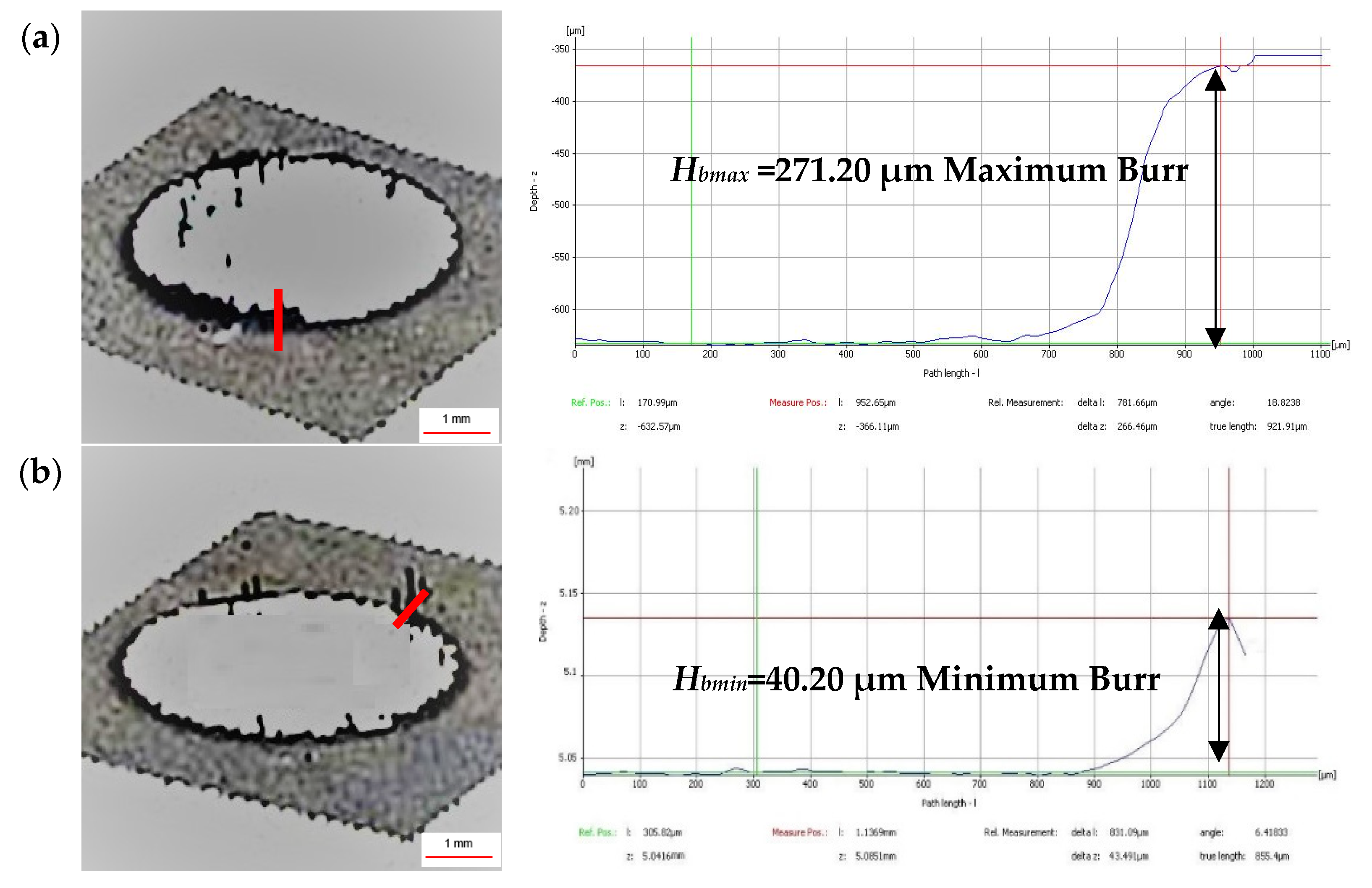
2.4.2. Burr Height
2.5. Hole Integrity
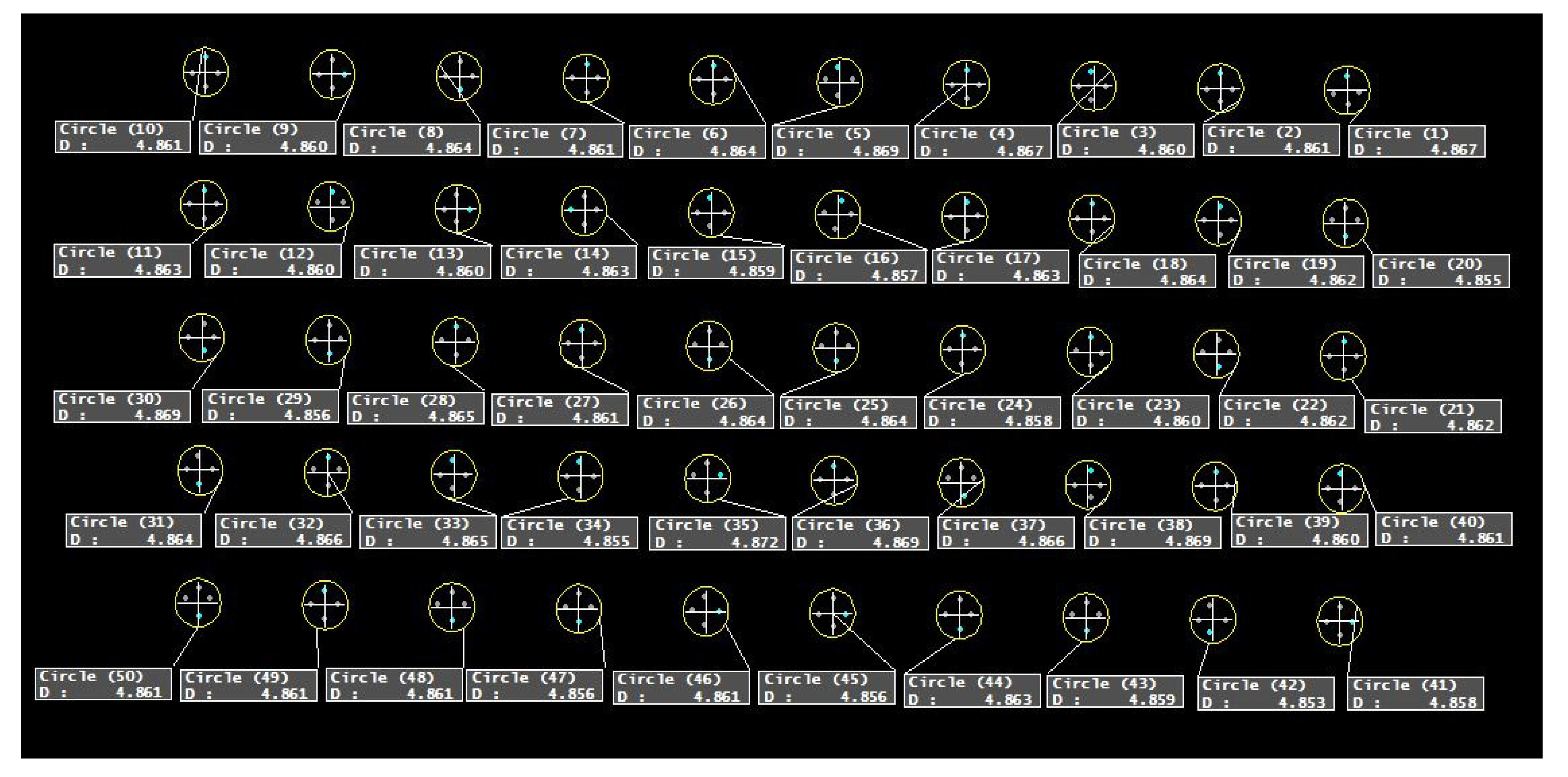
2.5.1. Hole Diameter Error
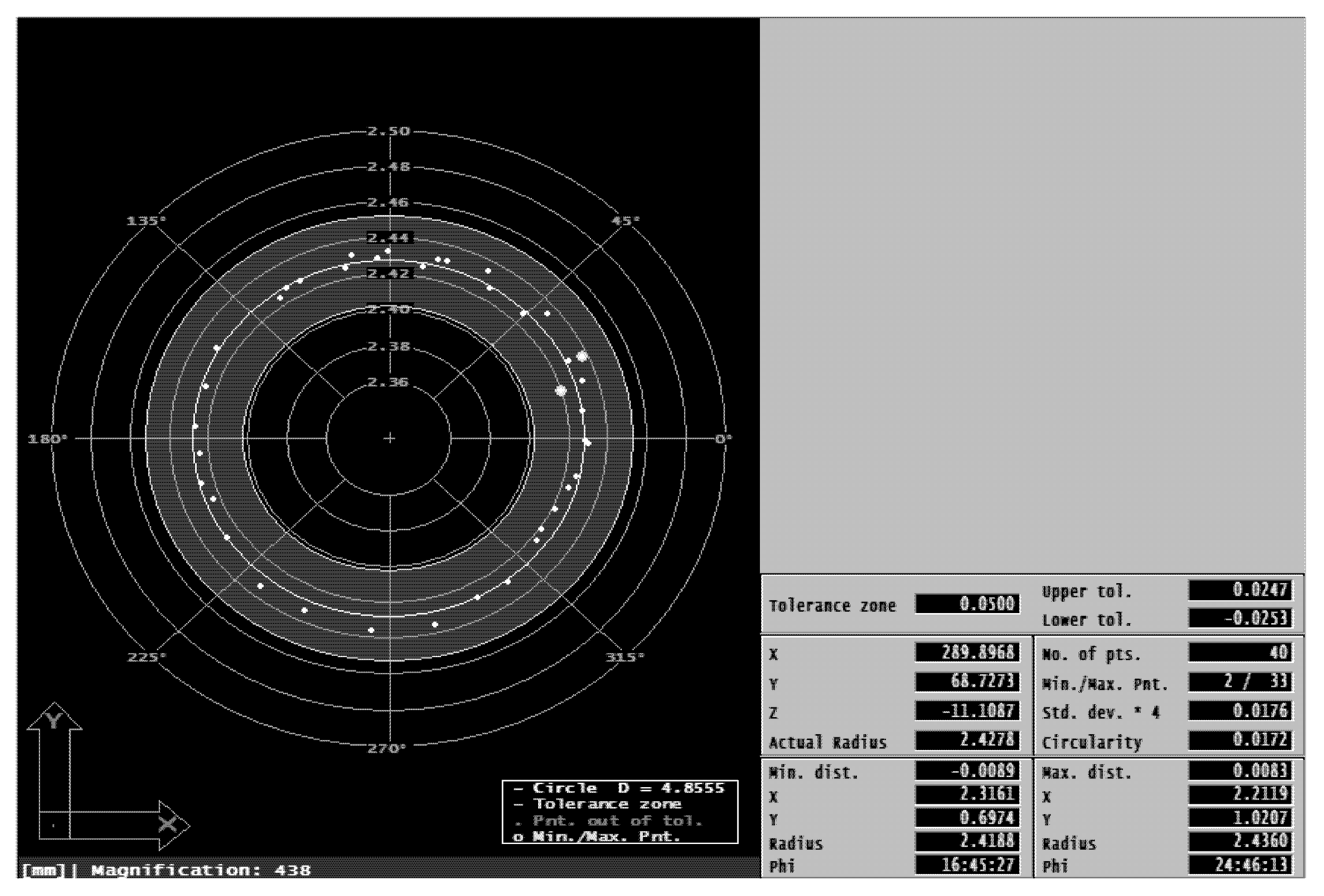
2.5.2. Hole Circularity
2.6. Response Surface Methodology (RSM)
3. Results and Discussion
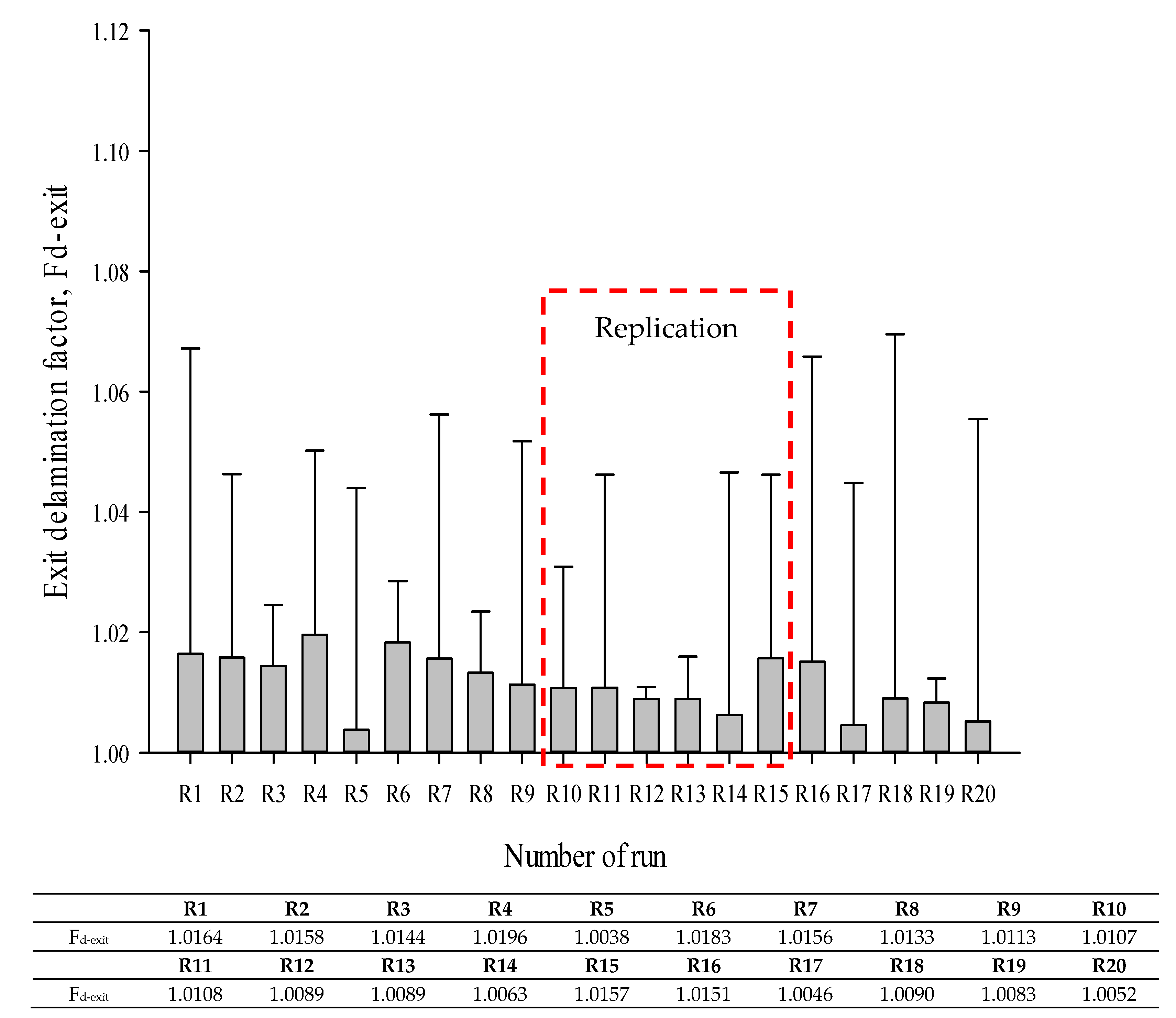
3.1. Exit Delamination Analysis
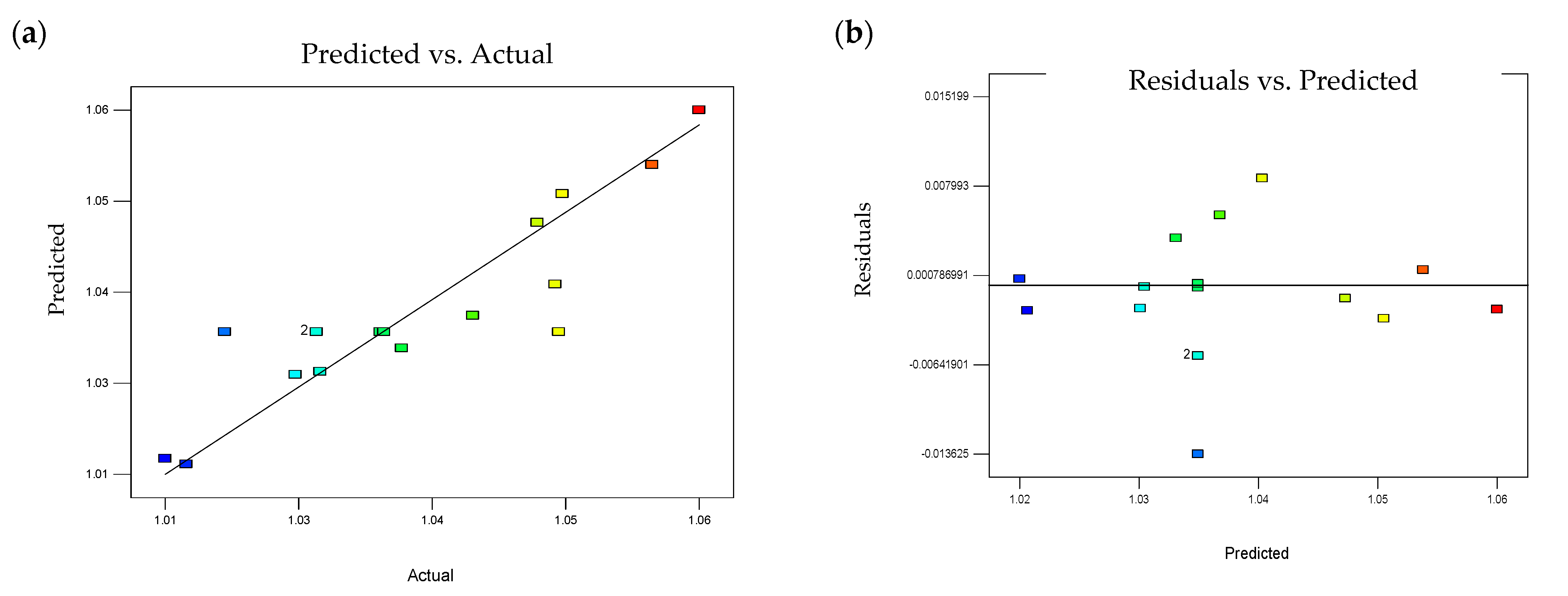
3.1.1. Regression Model and ANOVA
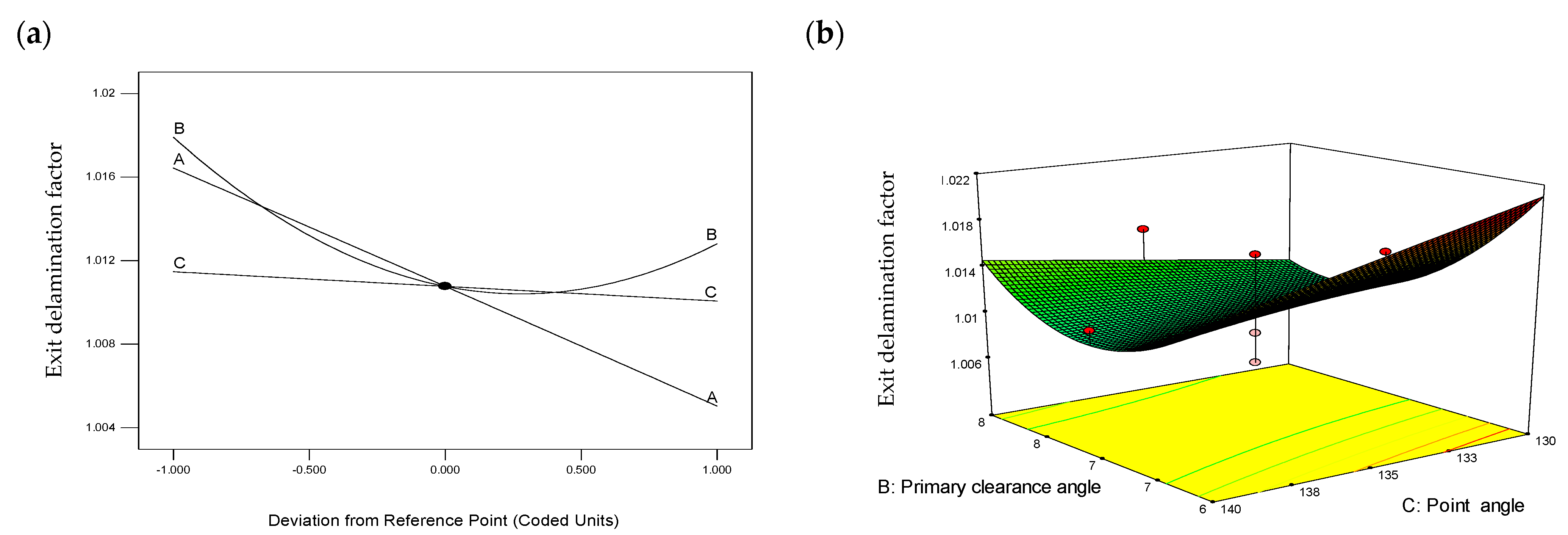
3.1.2. Effect of Geometric Parameters on Exit Delamination
3.2. Burr Height Analysis
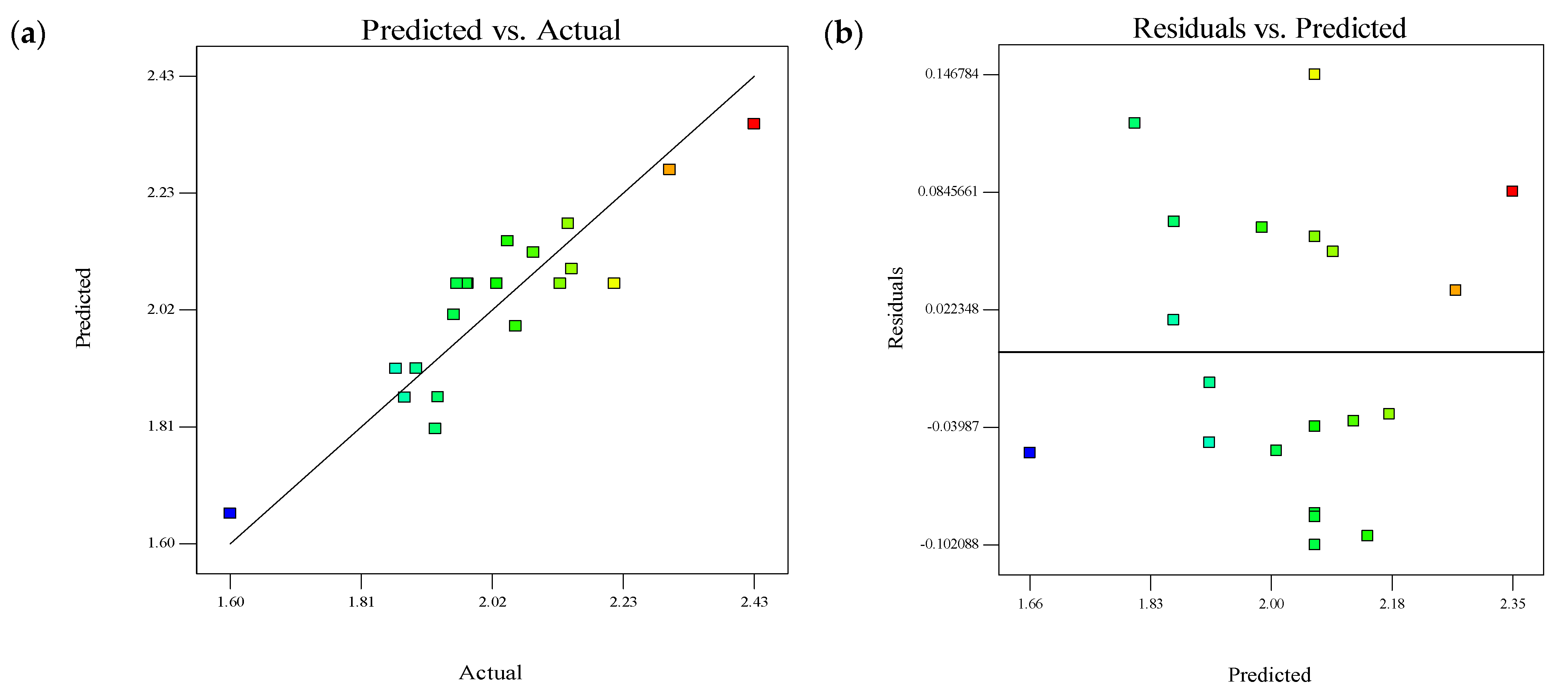
3.2.1. Regression Model and ANOVA
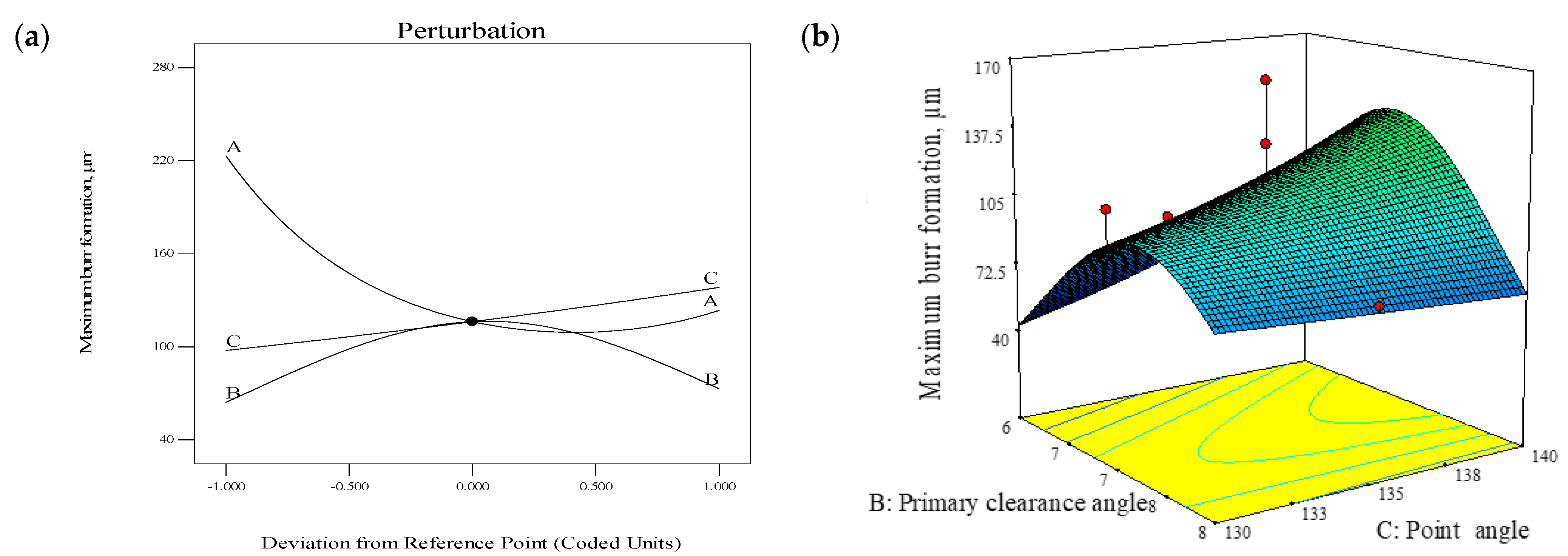
3.2.2. Effect of Geometric Parameters on Burr Height Formation
3.3. Multiple Response Optimization
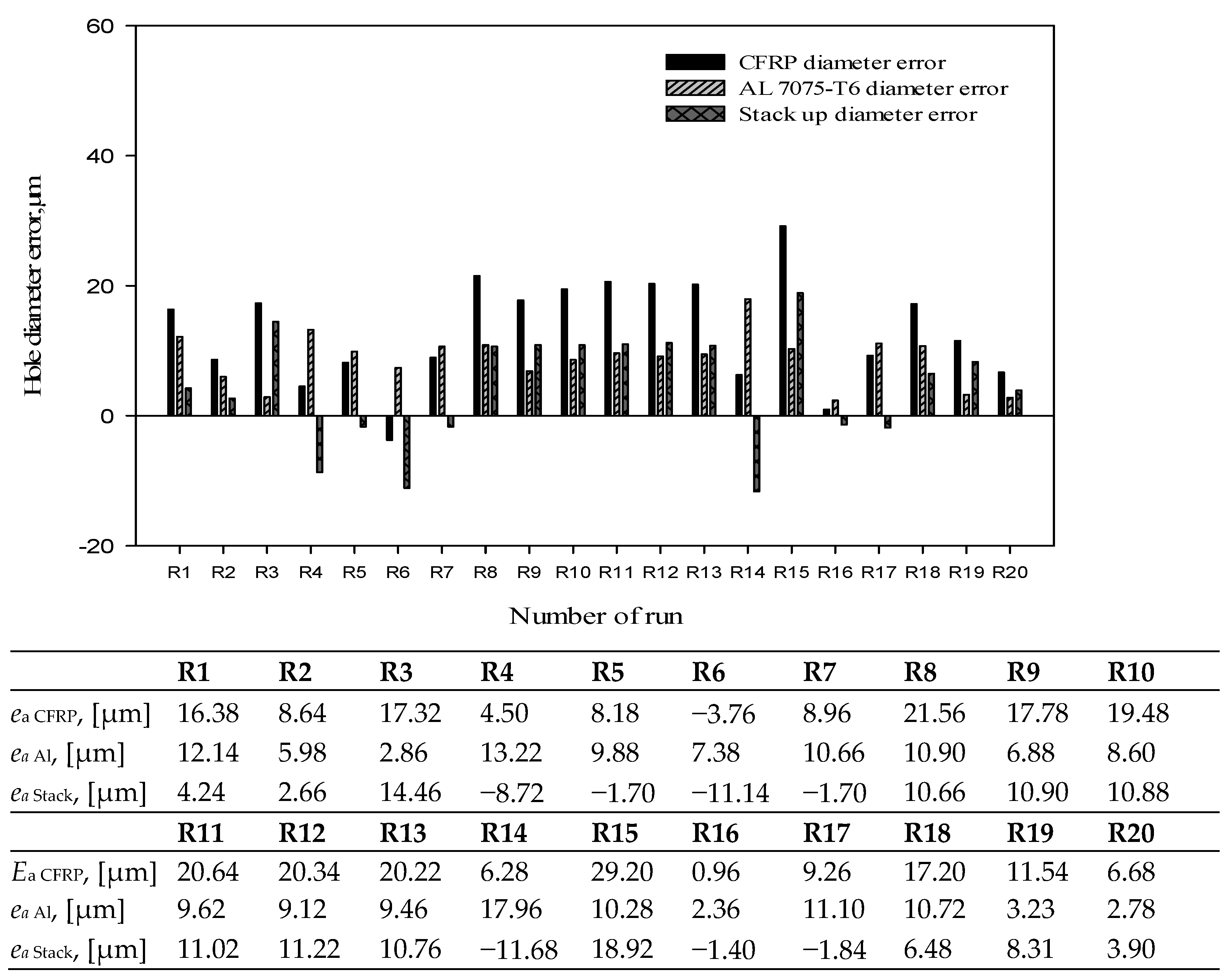
3.4. Hole Diameter Error
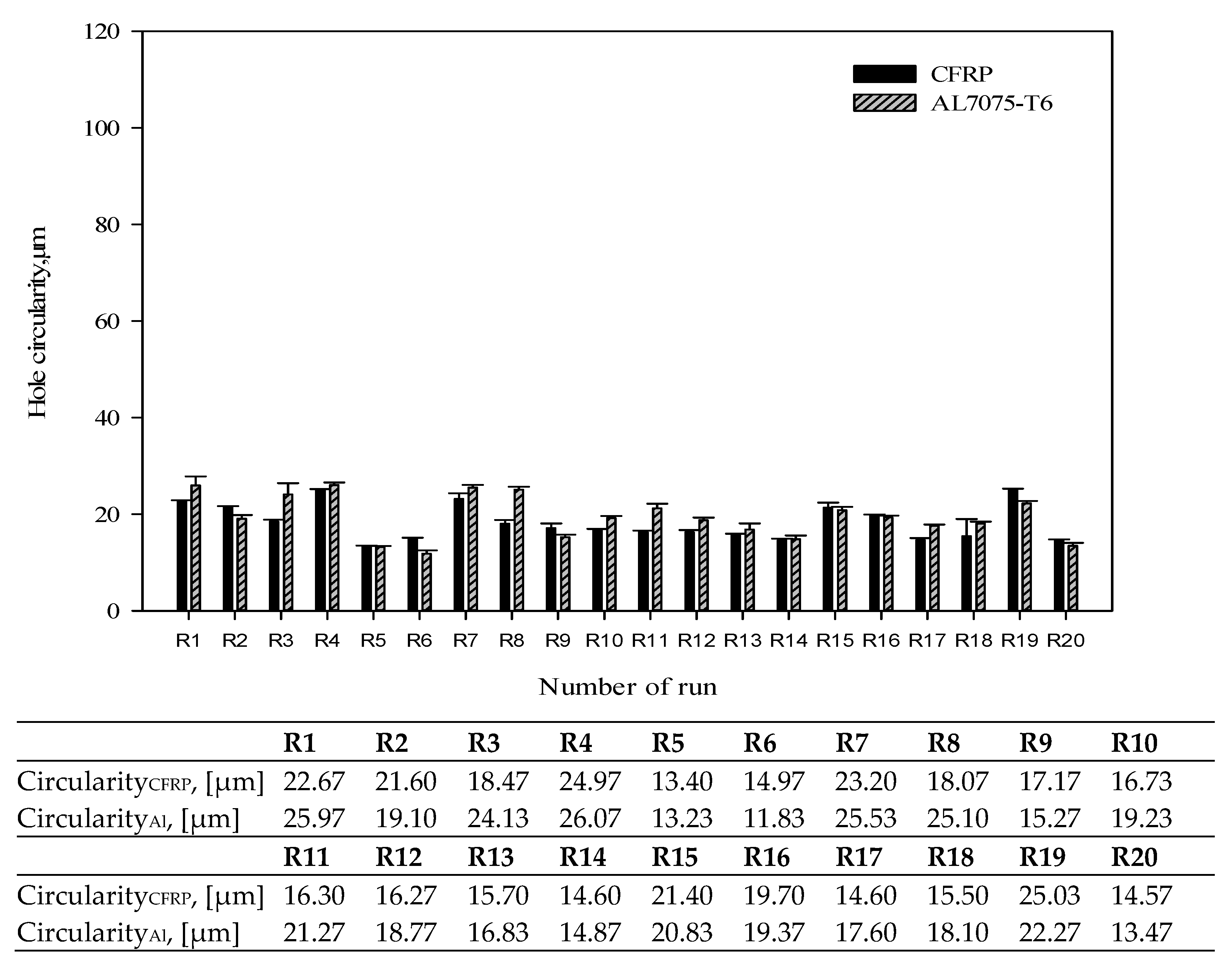
3.5. Hole Circularity
4. Conclusions
- Although the point angle of the twist drill had to be raised from 130° to 140°, the delamination at the CFRP exit hole had a favorable effect on hole integrity.
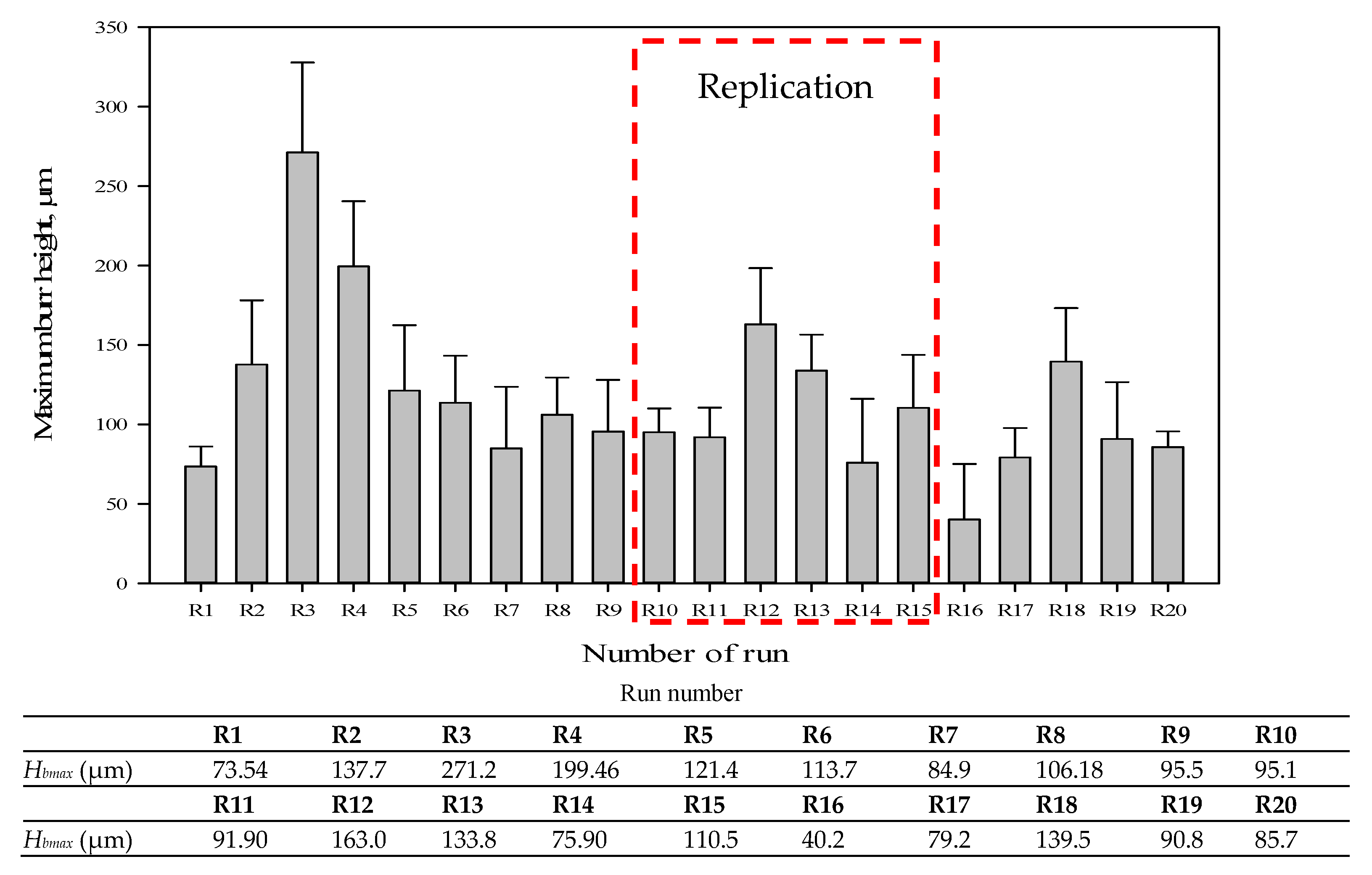
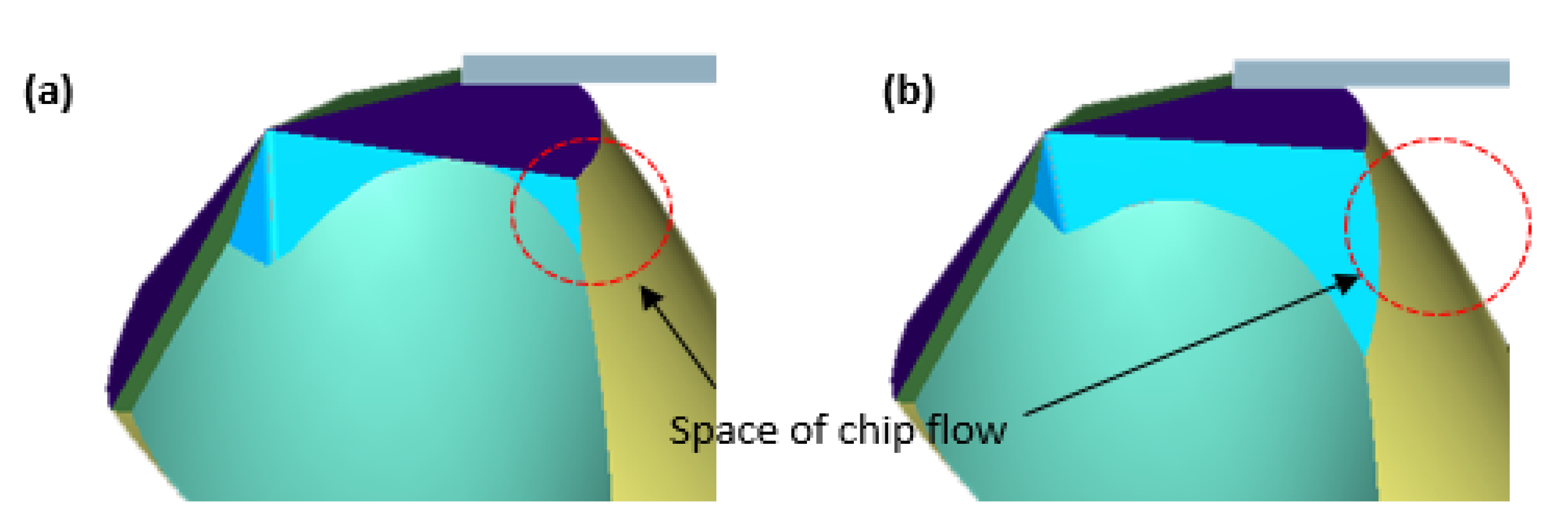
- The average burr height was minimal, measuring between 40.2 and 271.2 µm. The lower burr height was found with a 45° chisel edge angle, 6° primary clearance angle, and 130° point angle. When the chisel edge angle was reduced to 30°, the burr height rose, resulting in a significant rolled-up phenomenon at the Al707-T6 panel’s exit hole due to less available space for chip evacuation.
- The lowest hole diameter error values were obtained with values of 0.96 µm, 2.36 mm, and -1.4 µm for the stack-up diameter error, CFRP diameter error, and Al7075-T6 diameter error, respectively. At the same time, the hole circularity error was less than 30 µm in all runs, which was within OEM standards.
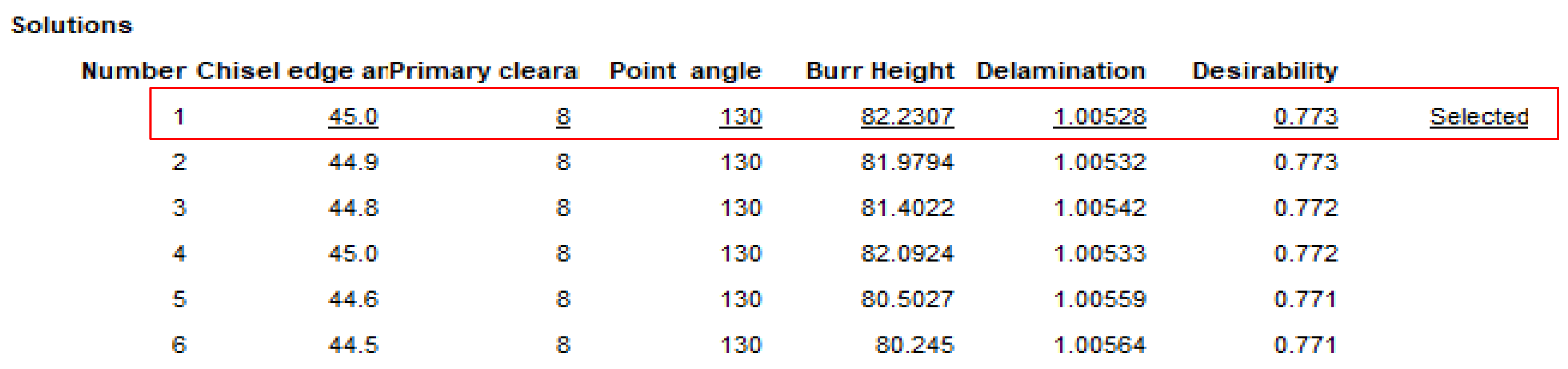
- Multiple response optimization was employed to optimize drill geometric parameters and the best drill geometry for a customized twist drill was proposed. To obtain minimal hole edge defects, it was discovered that the combination of 45° chisel edge angle, 8° primary clearance angle, and 130° point angle is the ideal drill geometry for a twist drill design, with a desirability index level of 0.773.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Geng, D.; Liu, Y.; Shao, Z.; Lu, Z.; Cai, J.; Li, X.; Jiang, X.; Zhang, D. Delamination formation, evaluation and suppression during drilling of composite laminates: A review. Compos. Struct. 2019, 216, 168–186. [Google Scholar] [CrossRef]
- Slamani, M.; Chatelain, J.-F. Assessment of the suitability of industrial robots for the machining of carbon-fiber reinforced polymers (CFRPs). J. Manuf. Process. 2019, 37, 177–195. [Google Scholar] [CrossRef]
- Xu, J.; Zhou, L.; Chen, M.; Ren, F. Experimental study on mechanical drilling of carbon/epoxy composite-Ti6Al4V stacks. Mater. Manuf. Process. 2019, 34, 715–725. [Google Scholar] [CrossRef]
- Li, C.; Xu, J.; Chen, M.; An, Q.; El Mansori, M.; Ren, F. Tool wear processes in low frequency vibration assisted drilling of CFRP/Ti6Al4V stacks with forced air-cooling. Wear 2019, 426–427, 1616–1623. [Google Scholar] [CrossRef]
- Xu, J.; El Mansori, M.; Voisin, J.; Chen, M.; Ren, F. On the interpretation of drilling CFRP/Ti6Al4V stacks using the orthogonal cutting method: Chip removal mode and subsurface damage formation. J. Manuf. Process. 2019, 44, 435–447. [Google Scholar] [CrossRef]
- Pecat, O.; Brinksmeier, E. Low damage drilling of CFRP/titanium compound materials for fastening. Procedia CIRP 2014, 13, 1–7. [Google Scholar] [CrossRef]
- Pecat, O.; Brinksmeier, E. Tool wear analyses in low frequency vibration assisted drilling of CFRP/Ti6Al4V stack material. Procedia CIRP 2014, 14, 142–147. [Google Scholar] [CrossRef]
- Zitoune, R.; Krishnaraj, V.; Collombet, F. Study of drilling of composite material and aluminium stack. Compos. Struct. 2010, 92, 1246–1255. [Google Scholar] [CrossRef]
- Abdelhafeez, A.M.; Soo, S.L.; Aspinwall, D.K.; Dowson, A.; Arnold, D. Burr formation and hole quality when drilling titanium and aluminium alloys. Procedia CIRP 2015, 37, 230–235. [Google Scholar] [CrossRef]
- Pilný, L.; De Chiffre, L.; Píška, M.; Villumsen, M.F. Hole quality and burr reduction in drilling aluminium sheets. CIRP J. Manuf. Sci. Technol. 2012, 5, 102–107. [Google Scholar] [CrossRef]
- Liu, D.; Tang, Y.; Cong, W.L. A review of mechanical drilling for composite laminates. Compos. Struct. 2012, 94, 1265–1279. [Google Scholar] [CrossRef]
- Vilches, F.J.T.; Hurtado, L.S.; Fernández, F.M.; Gamboa, C.B. Analysis of the chip geometry in dry machining of aeronautical aluminum alloys. Appl. Sci. 2017, 7, 132. [Google Scholar] [CrossRef]
- Abhishek, K.; Datta, S.; Mahapatra, S.S. Optimization of thrust, torque, entry, and exist delamination factor during drilling of CFRP composites. Int. J. Adv. Manuf. Technol. 2015, 76, 401–416. [Google Scholar] [CrossRef]
- Pawar, O.A.; Gaikhe, Y.S.; Tewari, A.; Sundaram, R.; Joshi, S.S. Analysis of hole quality in drilling GLARE fiber metal laminates. Compos. Struct. 2015, 123, 350–365. [Google Scholar] [CrossRef]
- Luo, B.; Li, Y.; Zhang, K.; Cheng, H.; Liu, S. Effect of workpiece stiffness on thrust force and delamination in drilling thin composite laminates. J. Compos. Mater. 2016, 50, 617–625. [Google Scholar] [CrossRef]
- Khashaba, U.A. Improvement of toughness and shear properties of multiwalled carbon nanotubes/epoxy composites. Polym. Compos. 2018, 39, 815–825. [Google Scholar] [CrossRef]
- Geier, N.; Xu, J.; Pereszlai, C.; Poór, D.I.; Davim, J.P. Drilling of carbon fibre reinforced polymer (CFRP) composites: Difficulties, challenges and expectations. Procedia Manuf. 2021, 54, 284–289. [Google Scholar] [CrossRef]
- Gaugel, S.; Sripathy, P.; Haeger, A.; Meinhard, D.; Bernthaler, T.; Lissek, F.; Kaufeld, M.; Knoblauch, V.; Schneider, G. A comparative study on tool wear and laminate damage in drilling of carbon-fiber reinforced polymers (CFRP). Compos. Struct. 2016, 155, 173–183. [Google Scholar] [CrossRef]
- Khashaba, U.A.; El-Sonbaty, I.; Selmy, A.I.; Megahed, A.A. Machinability analysis in drilling woven GFR/epoxy composites: Part I—Effect of machining parameters. Compos.-A Appl. Sci. Manuf. 2010, 41, 391–400. [Google Scholar] [CrossRef]
- Ashrafi, S.A.; Sharif, S.; Farid, A.A.; Yahya, M.Y. Performance evaluation of carbide tools in drilling CFRP-Al stacks. J. Compos. Mater. 2014, 48, 2071–2084. [Google Scholar] [CrossRef]
- Wang, C.-Y.; Chen, Y.-H.; An, Q.-L.; Cai, X.-J.; Ming, W.-W.; Chen, M. Drilling temperature and hole quality in drilling of CFRP/aluminum stacks using diamond coated drill. Int. J. Precis. Eng. 2015, 16, 1689–1697. [Google Scholar] [CrossRef]
- Heberger, L.; Kirsch, B.; Donhauser, T.; Nissle, S.; Gurka, M.; Schmeer, S.; Aurich, J.C. Influence of the quality of rivet holes in carbon-fiber-reinforced-polymer (CFRP) on the connection stability. Procedia Manuf. 2016, 6, 140–147. [Google Scholar] [CrossRef]
- Lambiase, F.; Durante, M. Mechanical behavior of punched holes produced on thin glass fiber reinforced plastic laminates. Compos. Struct. 2017, 173, 25–34. [Google Scholar] [CrossRef]
- Giasin, K. Machining Fibre Metal Laminates and Al2024-T3 Aluminium Alloy. Ph.D. Thesis, The University of Sheffield, Sheffield, UK, 2016. [Google Scholar]
- Biermann, D.; Heilmann, M. Burr minimization strategies in machining operations. In Burrs—Analysis, Control and Removal; Aurich, J., Dornfeld, D., Eds.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 13–20. [Google Scholar] [CrossRef]
- Pilny, B.L. High speed drilling of aluminium plates. In Faculty of Mechanical Engineering—Instituteof Manufacturing Technology; BRNO Univresity of Technology: Brno-střed, Czech Republic, 2011; p. 151. [Google Scholar]
- Ramulu, M.; Branson, T.; Kim, D. A study on the drilling of composite and titanium stacks. Compos. Struct. 2001, 54, 67–77. [Google Scholar] [CrossRef]
- Ko, S.-L.; Lee, J.-K. Analysis of burr formation in drilling with a new-concept drill. J. Mater. Process. Technol. 2001, 113, 392–398. [Google Scholar] [CrossRef]
- Sakurai, K.; Adachi, K.; Kawai, G.; Sawai, T.; Ogawa, K. High feed rate drilling of aluminum alloy. Mater. Sci. Forum 2000, 331–337, 625–630. [Google Scholar] [CrossRef]
- Hamade, R.F.; Ismail, F. A case for aggressive drilling of aluminum. J. Mater. Process. Technol. 2005, 166, 86–97. [Google Scholar] [CrossRef]
- Soo, S.L.; Abdelhafeez, A.M.; Li, M.; Hood, R.; Lim, C.M. The drilling of carbon fibre composite-aluminium stacks and its effect on hole quality and integrity. Proc. Inst. Mech. Eng. B Manag. Eng. Manufact. 2019, 233, 1323–1331. [Google Scholar] [CrossRef]
- Mahdi, A.; Turki, Y.; Habak, M.; Salem, M.; Bouaziz, Z. Experimental study of thrust force and surface quality when drilling hybrid stacks. Int. J. Adv. Manuf. Technol. 2020, 107, 3981–3994. [Google Scholar] [CrossRef]
- Benezech, L.; Landon, Y.; Rubio, W. Study of manufacturing defects and tool geometry optimisation for multi-material stack drilling. Adv. Mat. Res. 2011, 423, 1–11. [Google Scholar] [CrossRef]
- Kuo, C.L.; Soo, S.L.; Aspinwall, D.K.; Thomas, W.; Bradley, S.; Pearson, D.; M’Saoubi, R.; Leahy, W. The effect of cutting speed and feed rate on hole surface integrity in single-shot drilling of metallic-composite stacks. Procedia CIRP 2014, 13, 405–410. [Google Scholar] [CrossRef]
- Hassan, M.H.; Abdullah, J.; Franz, G. Multi-objective optimization in single-shot drilling of CFRP/Al stacks using customized twist drill. Materials 2022, 15, 1981. [Google Scholar] [CrossRef]
- Rivero, A.; Aramendi, G.; Herranz, S.; Lopez de Lacalle, L.N. An experimental investigation of the effect of coatings and cutting parameters on the dry drilling performance of aluminium alloys. Int. J. Adv. Manuf. Technol. 2006, 28, 1–11. [Google Scholar] [CrossRef]
- Kim, D.; Ramulu, M. Drilling process optimization for graphite/bismaleimide–titanium alloy stacks. Compos. Struct. 2004, 63, 101–114. [Google Scholar] [CrossRef]
- Freddi, A.; Salmon, M. Introduction to the Taguchi method. In Design Principles and Methodologies; Springer Tracts in Mechanical Engineering; Springer: Cham, Switzerland, 2019; pp. 159–180. [Google Scholar] [CrossRef]
- Behera, S.K.; Meena, H.; Chakraborty, S.; Meikap, B.C. Application of response surface methodology (RSM) for Optimization of leaching parameters for ash reduction from low-grade coal. Int. J. Min. Sci. Technol. 2018, 28, 621–629. [Google Scholar] [CrossRef]
- Humbird, D.; Fei, Q. Chapter 20—Scale-Up Considerations for Biofuels. In Biotechnologogy for Biofuel Production and Optimization; Eckert, C.A., Trinh, C.T., Eds.; Elsevier Science: Amsterdam, The Netherlands, 2016; pp. 513–537. [Google Scholar] [CrossRef]
- Şenaras, A.E. Parameter Optimization Using the Surface Response Technique in Automated Guided Vehicles. In Sustainable Engineering Products and Manufacturing Technologies; Elsevier: Amsterdam, The Netherlands, 2019; pp. 187–197. [Google Scholar] [CrossRef]
- Sivaiah, P.; Chakradhar, D. Analysis and modeling of cryogenic turning operation using response surface methodology. Silicon 2018, 10, 2751–2768. [Google Scholar] [CrossRef]
- Senthilkumar, M.; Prabukarthi, A.; Krishnaraj, V. Machining of CFRP/Ti6Al4V stacks under minimal quantity lubricating condition. J. Mech. Sci. Technol. 2018, 32, 3787–3796. [Google Scholar] [CrossRef]
- Tsao, C.C.; Hocheng, H. Parametric study on thrust force of core drill. J. Mater. Process. Technol. 2007, 192–193, 37–40. [Google Scholar] [CrossRef]
- Cai, B.-Y.; Ge, J.-P.; Ling, H.-Z.; Cheng, K.-K.; Ping, W.-X. Statistical optimization of dilute sulfuric acid pretreatment of corncob for xylose recovery and ethanol production. Biomass Bioenergy 2012, 36, 250–257. [Google Scholar] [CrossRef]
- Guan, X.; Yao, H. Optimization of Viscozyme L-assisted extraction of oat bran protein using response surface methodology. Food Chem. 2008, 106, 345–351. [Google Scholar] [CrossRef]
- Sui, S.; Song, G.; Sun, C.; Zhu, Z.; Guo, K.; Sun, J. Experimental investigation on the performance of novel double cone integrated tool in one-shot drilling of metal stacks. Int. J. Adv. Manuf. Technol. 2020, 109, 523–534. [Google Scholar] [CrossRef]
- Gaitonde, V.N.; Karnik, S.R.; Achyutha, B.T.; Siddeswarappa, B. Taguchi optimization in drilling of AISI 316L stainless steel to minimize burr size using multi-performance objective based on membership function. J. Mater. Process. Technol. 2008, 202, 374–379. [Google Scholar] [CrossRef]
- Hassan, M.H.; Abdullah, J.; Mahmud, A.S.; Supran, A. Burr height as quality indicator in single shot drilling of stacked CFRP/Aluminium composite. Key Eng. Mater. 2017, 744, 327–331. [Google Scholar] [CrossRef]
- Siegel, A.F. (Ed.) Chapter 11—Correlation and Regression: Measuring and predicting relationships. In Practical Business Statistics, 7th ed.; Academic Press: Cambridge, MA, USA, 2016; pp. 299–354. [Google Scholar]
- Giasin, K.; Hawxwell, J.; Sinke, J.; Dhakal, H.; Köklü, U.; Brousseau, E. The effect of cutting tool coating on the form and dimensional errors of machined holes in GLARE fibre metal laminates. Int. J. Adv. Manuf. Technol. 2020, 107, 2817–2832. [Google Scholar] [CrossRef]
- Fernández-Pérez, J.; Cantero, J.L.; Díaz-Álvarez, J.; Miguélez, M.H. Hybrid composite-metal stack drilling with different minimum quantity lubrication levels. Materials 2019, 12, 448. [Google Scholar] [CrossRef]
- Hassan, M.H.; Abdullah, J.; Mahmud, A.S.; Supran, A. Effect of drill geometry and drilling parameters on the formation of adhesion layer in drilling composite-metal stack- up material. J. Mech. Eng. 2018, 5, 90–98. [Google Scholar]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Tensile Strength [MPa] | Elasticity Module [GPa] | Elongation [%] | Flexural Strength [MPa] | Density [g/cm3] | Thickness [mm] |
|---|---|---|---|---|---|---|
| CFRP | 2723 | 164 | 1.62 | 1500 | 1.601 | 3.587 |
| Al7075-T6 | 558 | 71.7 | 13 | - | 2.597 | 3.317 |
| Level | Chisel Edge Angle [°] | Primary Clearance Angle [°] | Point Angle [°] | Spindle Speed [rev/min] | Feed Rate, [mm/rev] |
|---|---|---|---|---|---|
| Minimum | 30 | 6 | 130 | ||
| Midpoint | 37.5 | 7 | 135 | 2600 | 0.05 |
| Maximum | 45 | 8 | 140 |
| Input Variables | Lower Level (−1) | Coded Level (0) | Higher Level (+1) |
|---|---|---|---|
| Chisel Edge Angle [A°] | 30 | 37.5 | 45 |
| Primary Clearance Angle [B°] | 6 | 7 | 8 |
| Point Angle [C°] | 130 | 135 | 140 |
| Source | Sum of Squares | df | Mean Square | F Value | p-Value | PC (%) | |
|---|---|---|---|---|---|---|---|
| Model (Y1) | 0.0032506 | 5 | 0.0004911 | 8.66 | 0.0015 | Significant | |
| Chisel edge angle (A) | 0.001695 | 1 | 0.001695 | 29.87 | 0.0002 | 43.7% | |
| Primary clearance angle (B) | 0.0004053 | 1 | 0.0004053 | 7.15 | 0.0217 | 10.5% | |
| Point angle (C) | 3.393 × 10−5 | 1 | 3.393 × 10−5 | 0.6 | 0.4556 | 0.9% | |
| BC | 0.0003246 | 1 | 0.0003246 | 5.72 | 0.0357 | 8.4% | |
| B2 | 0.0007918 | 1 | 0.0007918 | 13.96 | 0.0033 | 20.4% | |
| Residual | 0.000624 | 11 | 5.673 × 10−5 | 16.1% | |||
| Lack of Fit | 0.0001586 | 6 | 2.643 × 10−5 | 0.28 | 0.9214 | not significant | |
| Pure Error | 0.0004654 | 5 | 9.308 × 10−5 | ||||
| Cor Total | 0.0038746 | 16 | |||||
| Std. Dev. | 7.53 × 10−3 | R2 | 0.7974 | ||||
| Mean | 1.04 | Adj R2 | 0.7053 | ||||
| C.V. % | 0.73 | Pred R2 | 0.6885 | ||||
| PRESS | 9.59 × 10−4 | Adeq Precision | 10.446 | ||||
| Source | Sum of Squares | df | Mean Square | F Value | p-Value Prob > F | PC (%) | |
|---|---|---|---|---|---|---|---|
| Model (Y2) | 0.55648 | 6 | 0.08024 | 9.71841 | 0.0004 | significant | |
| Chisel edge angle (A) | 0.16492 | 1 | 0.16492 | 19.97565 | 0.0006 | 24.8% | |
| Primary clearance angle (B) | 0.0077 | 1 | 0.0077 | 0.93271 | 0.3518 | 1.2% | |
| Point angle (C) | 0.0569 | 1 | 0.0569 | 6.89196 | 0.021 | 8.6% | |
| BC | 0.08154 | 1 | 0.08154 | 9.87583 | 0.0078 | 12.3% | |
| A2 | 0.07645 | 1 | 0.07645 | 9.25995 | 0.0094 | 11.5% | |
| B2 | 0.16897 | 1 | 0.16897 | 20.46549 | 0.0006 | 25.5% | |
| Residual | 0.10733 | 13 | 0.00826 | 16.2% | |||
| Lack of Fit | 0.05707 | 8 | 0.00713 | 0.70959 | 0.6832 | not significant | |
| Pure Error | 0.05026 | 5 | 0.01005 | ||||
| Cor Total | 0.66381 | 19 | |||||
| Std. Dev. | 0.09086 | R2 | 0.817699 | ||||
| Mean | 2.02779 | Adj R2 | 0.733559 | ||||
| C.V. % | 4.48093 | Pred R2 | 0.601704 | ||||
| PRESS | 0.2345 | Adeq Precision | 12.8502 | ||||
| Contraints | |||
|---|---|---|---|
| Factor/Response | Goal | Lower Limit | Upper Limit |
| Chisel edge angle (A) | Within range | 30° | 45° |
| Primary clearance angle (B) | Within range | 6° | 8° |
| Point angle (C) | Within range | 130° | 140° |
| Burr Height (Hbmax) | Minimize | 40.2 µm | 271.2 µm |
| Delamination (Fd-exit) | Minimize | 1.0046 | 1.0196 |
| Responses (Y) | Y1, [µm] | Y2, [µm] |
|---|---|---|
| Model response | 1.00528 | 82.2307 |
| Experimental | 1.00635 | 74.234 |
| Error (%) | 0.11 | 9.72 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Joy Mathavan, J.; Hassan, M.H.; Xu, J.; Franz, G. Hole Quality Observation in Single-Shot Drilling of CFRP/Al7075-T6 Composite Metal Stacks Using Customized Twist Drill Design. J. Compos. Sci. 2022, 6, 378. https://doi.org/10.3390/jcs6120378
Joy Mathavan J, Hassan MH, Xu J, Franz G. Hole Quality Observation in Single-Shot Drilling of CFRP/Al7075-T6 Composite Metal Stacks Using Customized Twist Drill Design. Journal of Composites Science. 2022; 6(12):378. https://doi.org/10.3390/jcs6120378
Chicago/Turabian StyleJoy Mathavan, Jebaratnam, Muhammad Hafiz Hassan, Jinyang Xu, and Gérald Franz. 2022. "Hole Quality Observation in Single-Shot Drilling of CFRP/Al7075-T6 Composite Metal Stacks Using Customized Twist Drill Design" Journal of Composites Science 6, no. 12: 378. https://doi.org/10.3390/jcs6120378
APA StyleJoy Mathavan, J., Hassan, M. H., Xu, J., & Franz, G. (2022). Hole Quality Observation in Single-Shot Drilling of CFRP/Al7075-T6 Composite Metal Stacks Using Customized Twist Drill Design. Journal of Composites Science, 6(12), 378. https://doi.org/10.3390/jcs6120378