Hybrid Joining by Induction Heating of Basalt Fiber Reinforced Thermoplastic Laminates


Abstract
1. Introduction
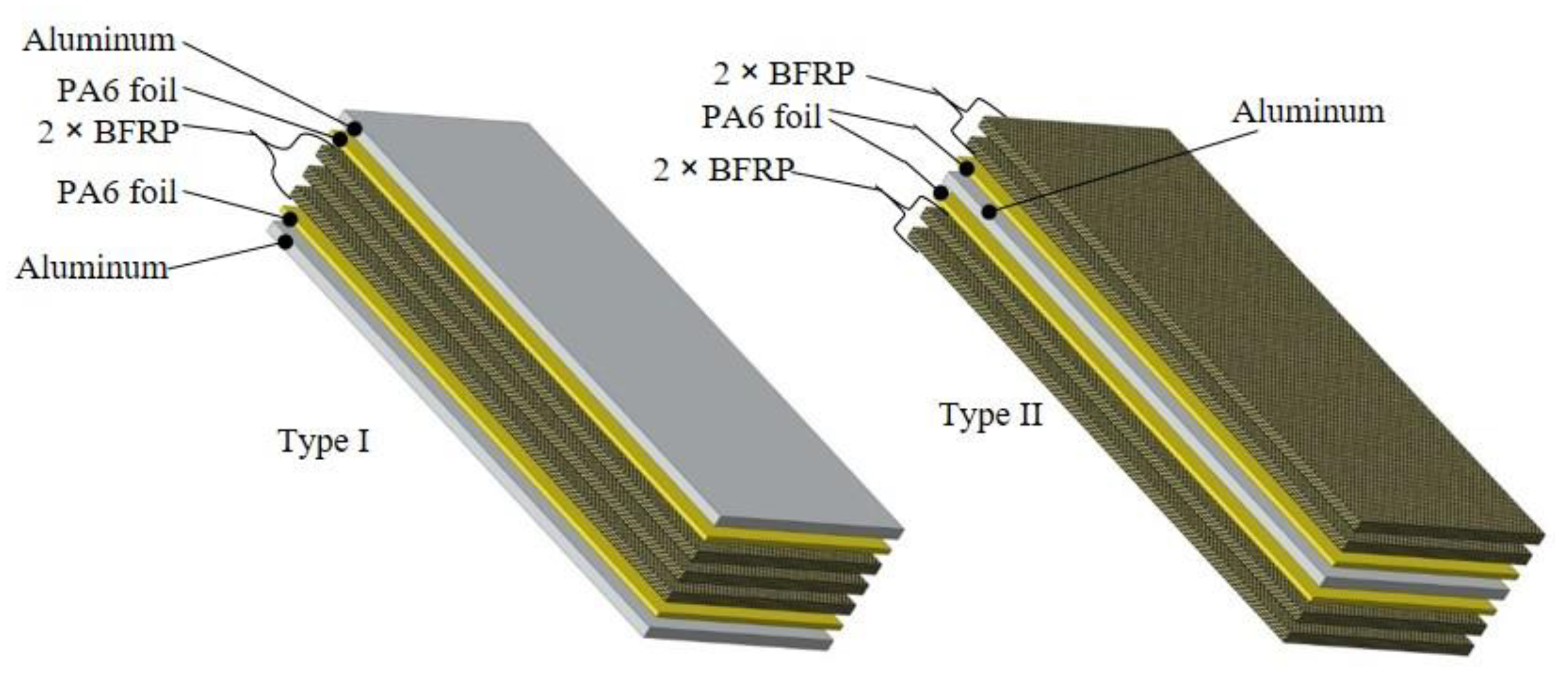
2. Materials Used in the Experiments
3. Joining Methods and Conditions
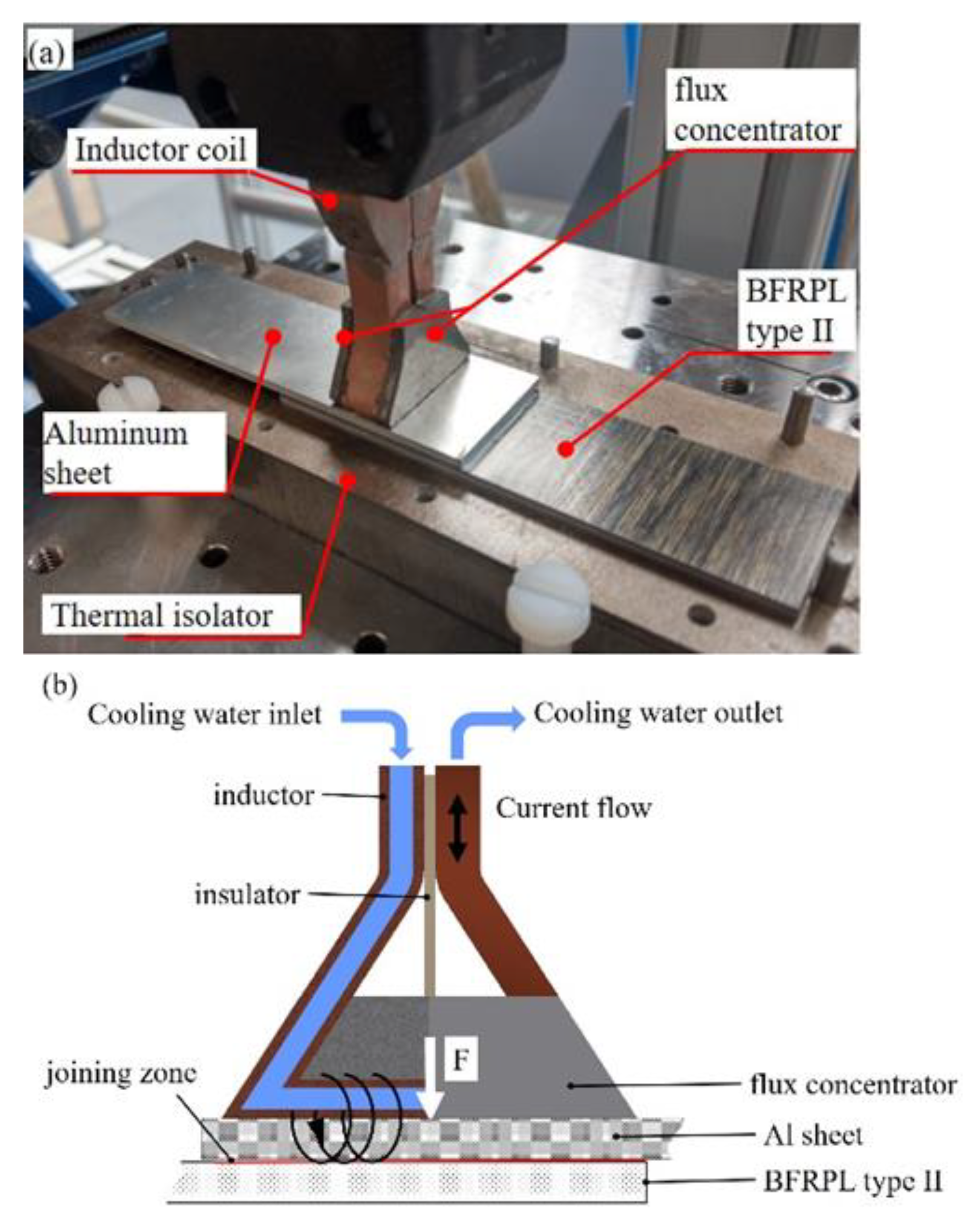
3.1. Joining by Induction Heating
3.2. Mechanical Joining Processes
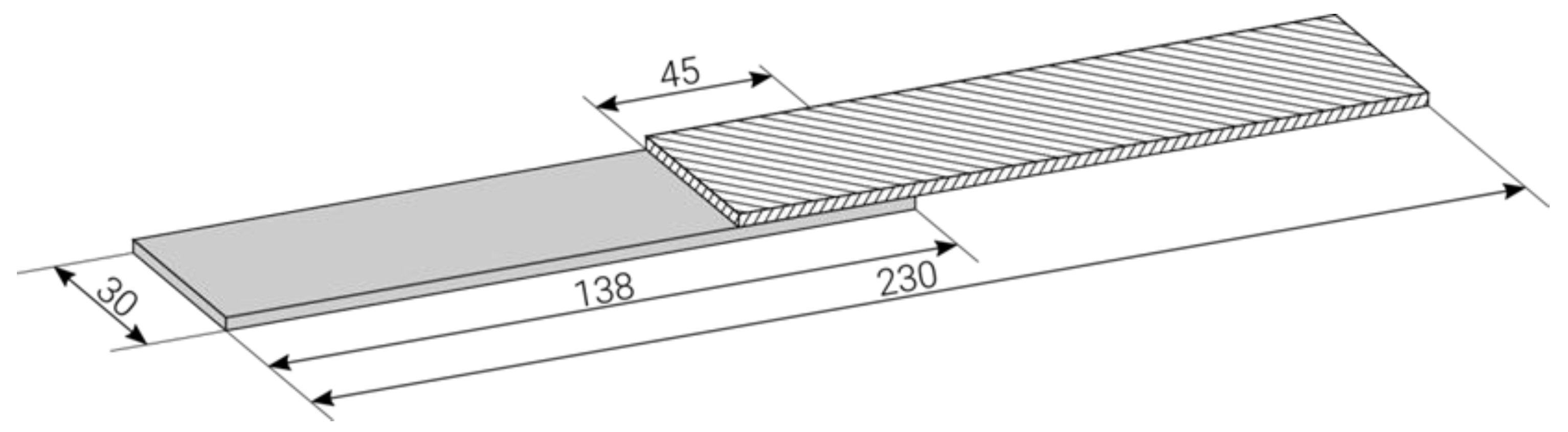
3.3. Joining Samples and Process Validation
3.4. Joining Sample Combinations
4. ICJ Process
4.1. Initial ICJ Experiments
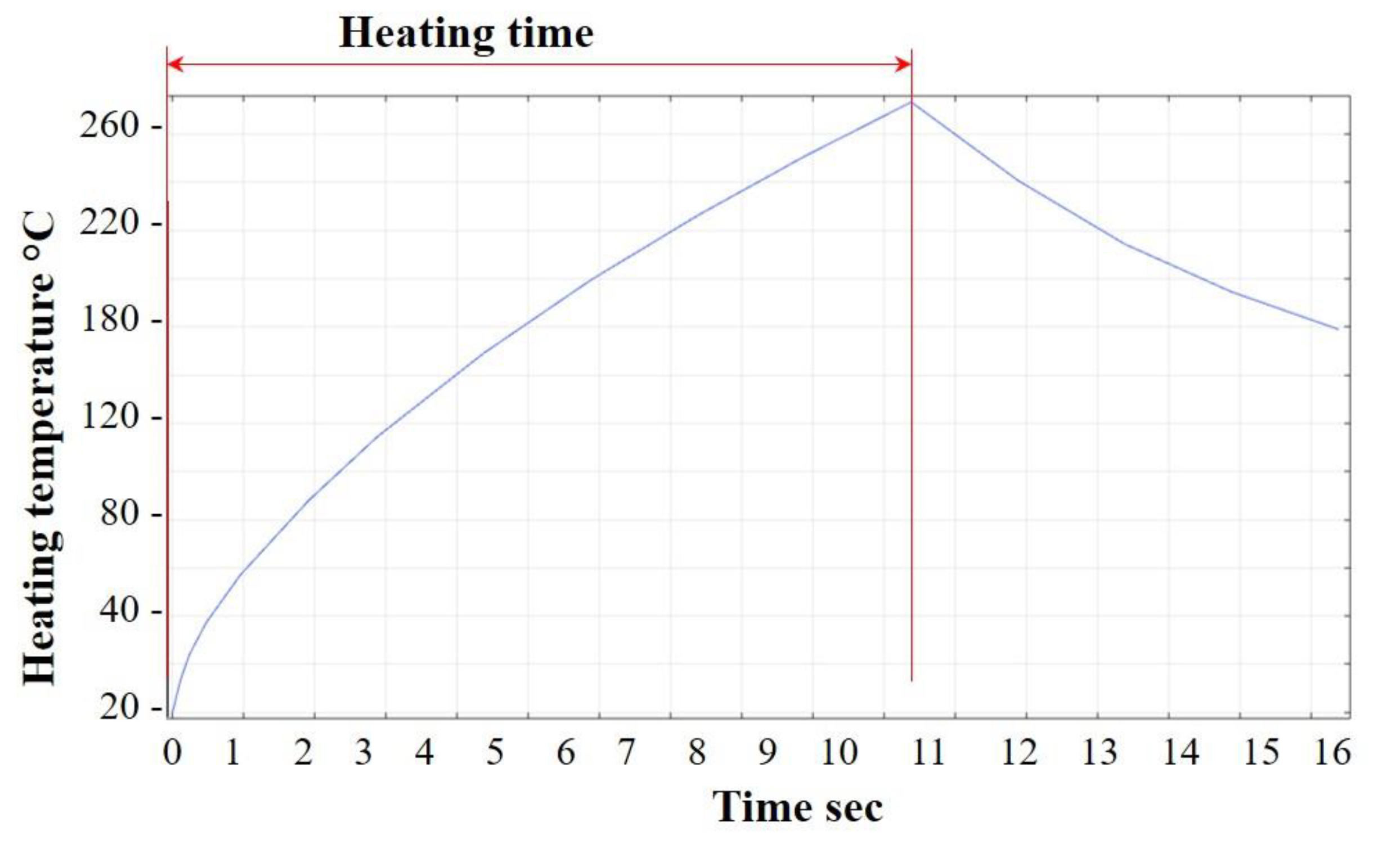
- Heating time, where the induction power flows through the material combination,
- Induction frequency, chosen from the high frequency and medium frequency [22],
- Contact pressure, adjusted by a pneumatic cylinder between 2 to 4 bar, and
- Power, required to generate an induction heat as delivered by the induction generator.
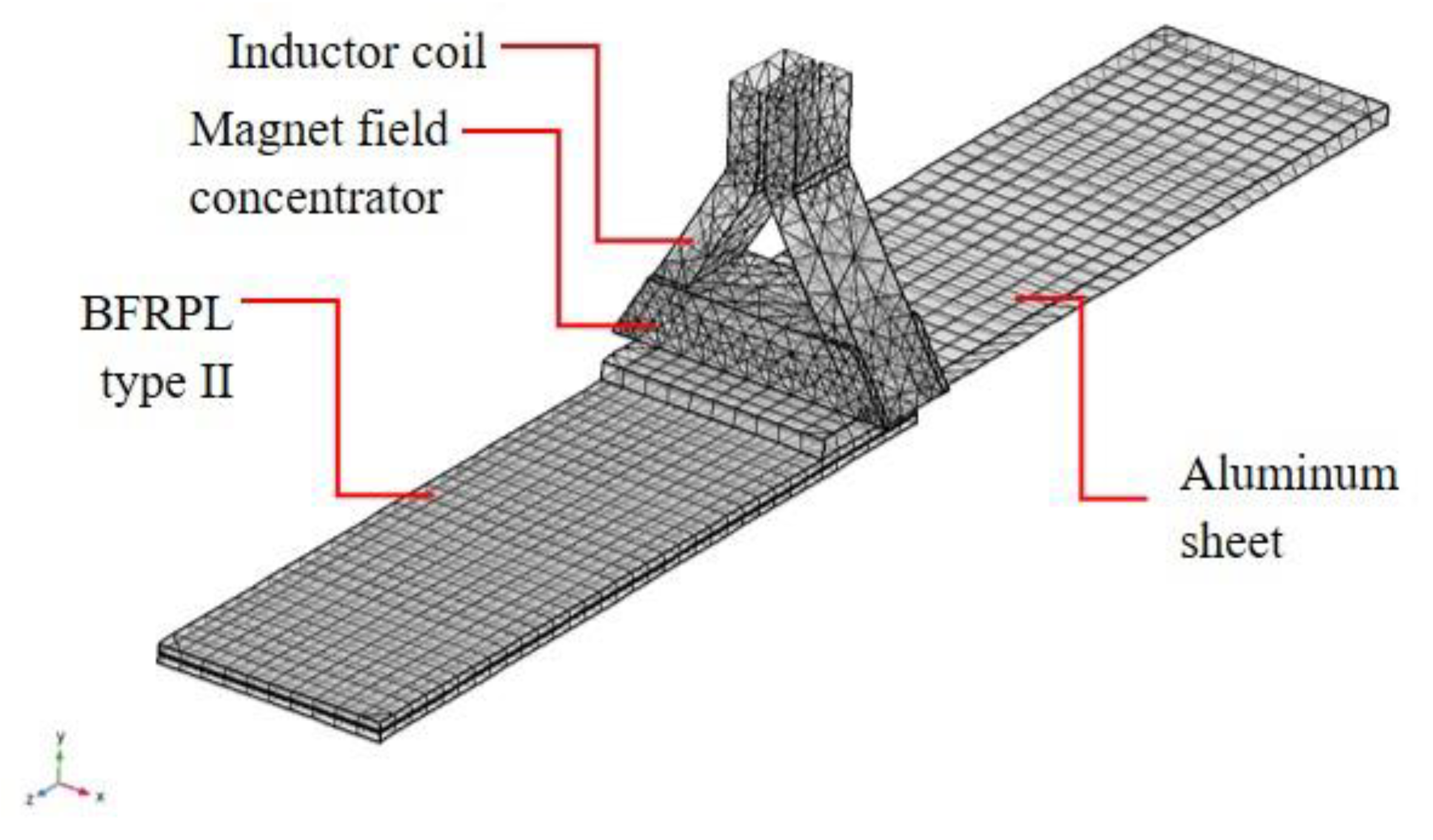
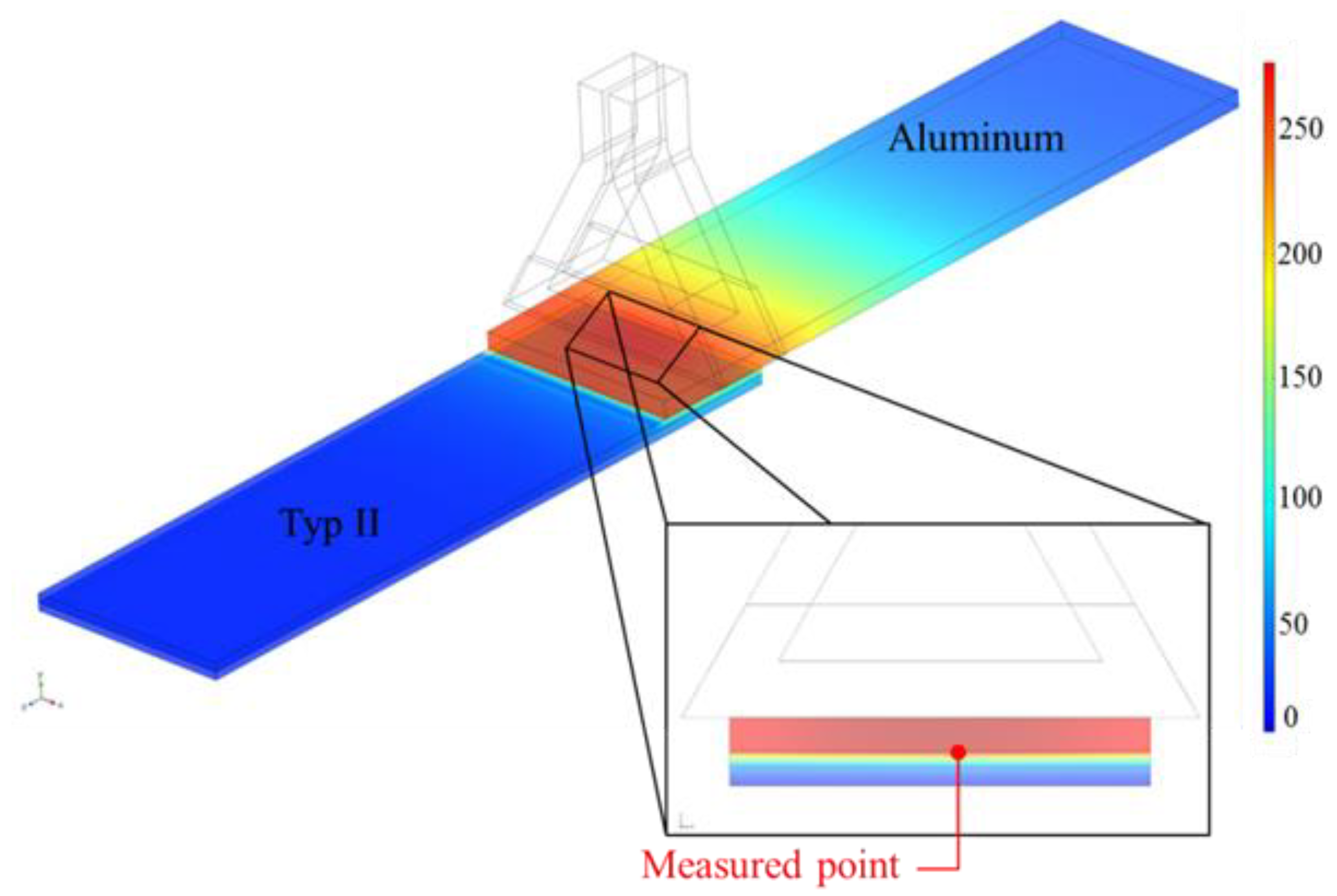
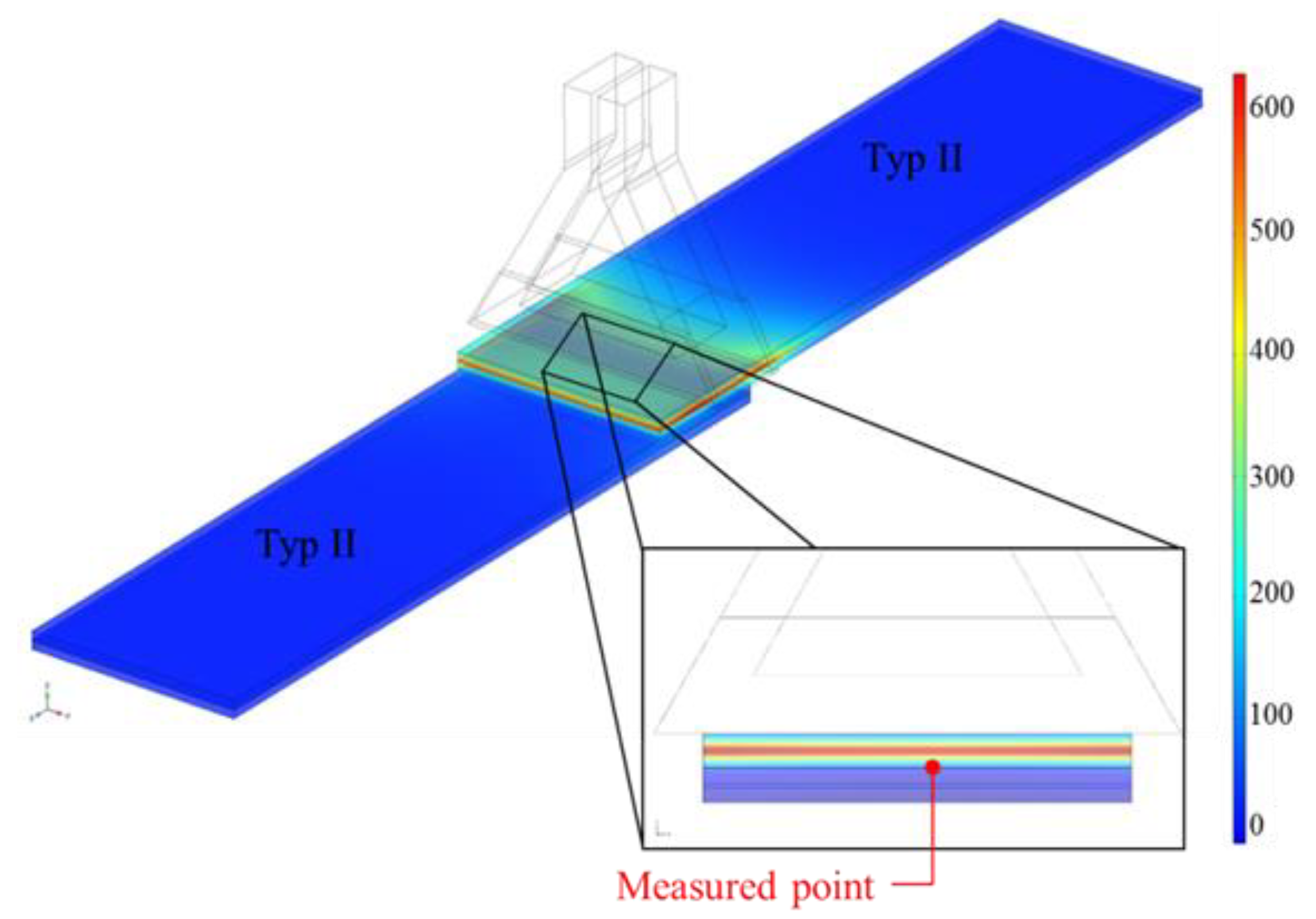
4.2. FE Simulation of the ICJ Process
5. Results and Discussion
5.1. FE Simulation
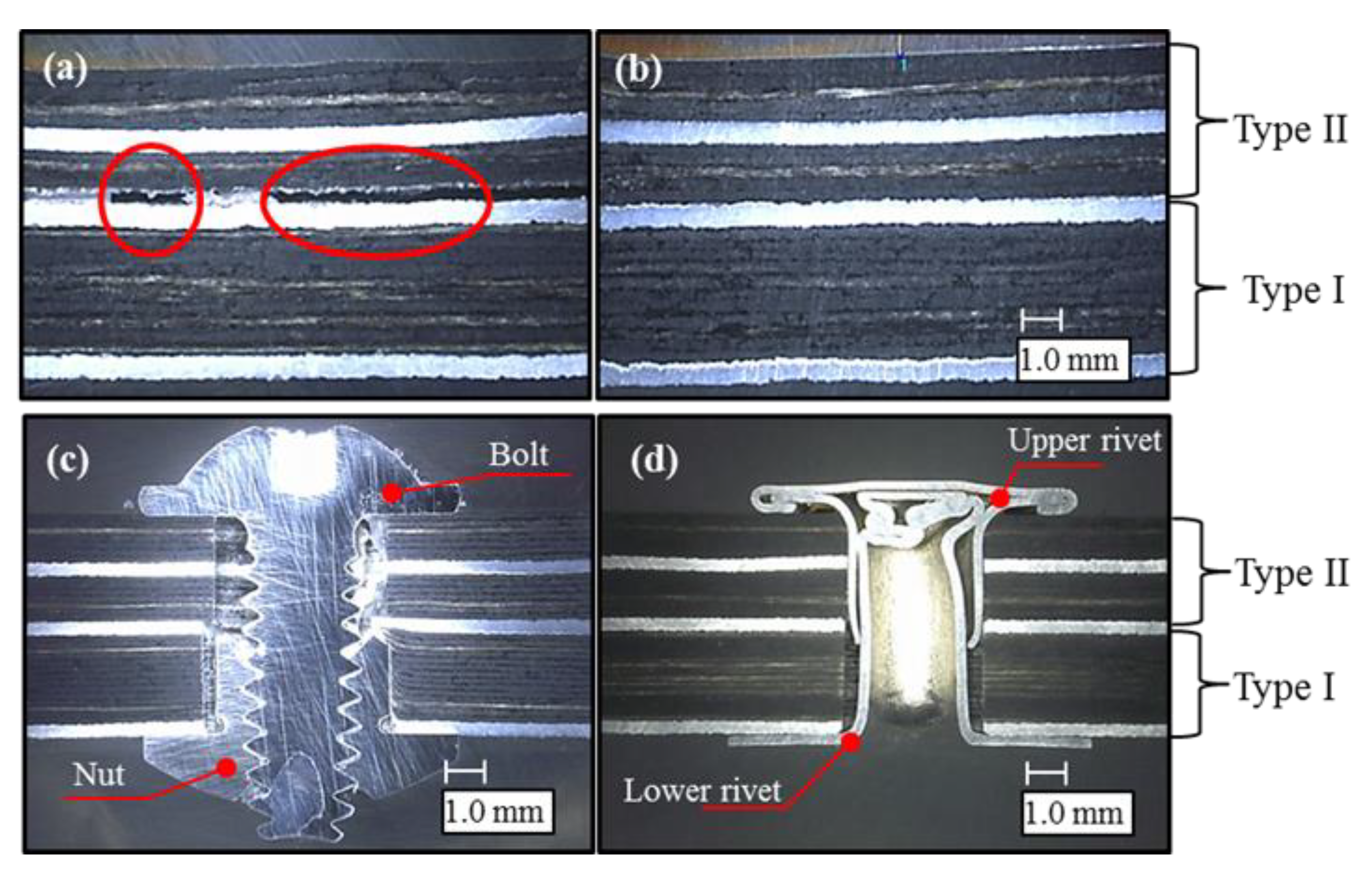
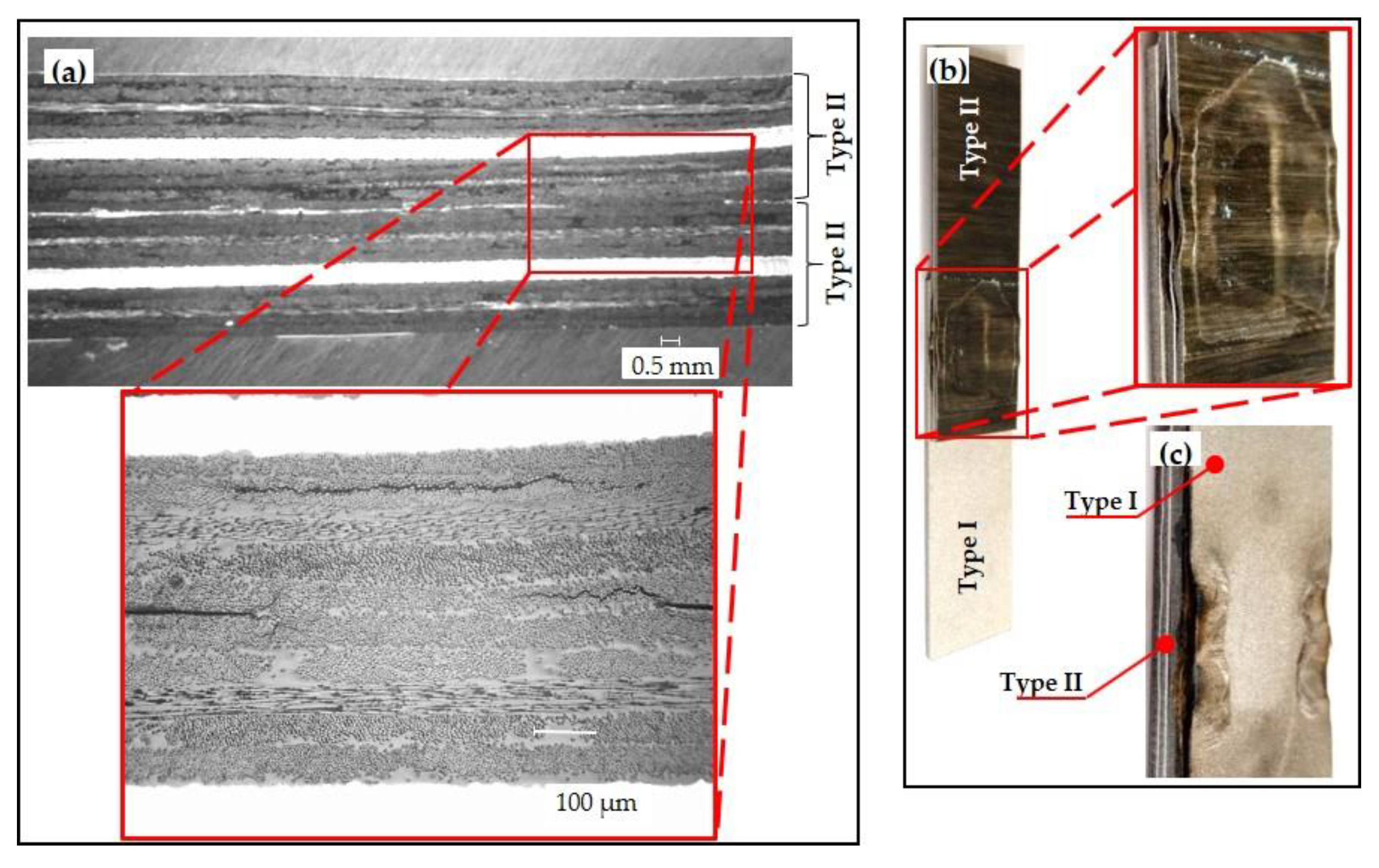
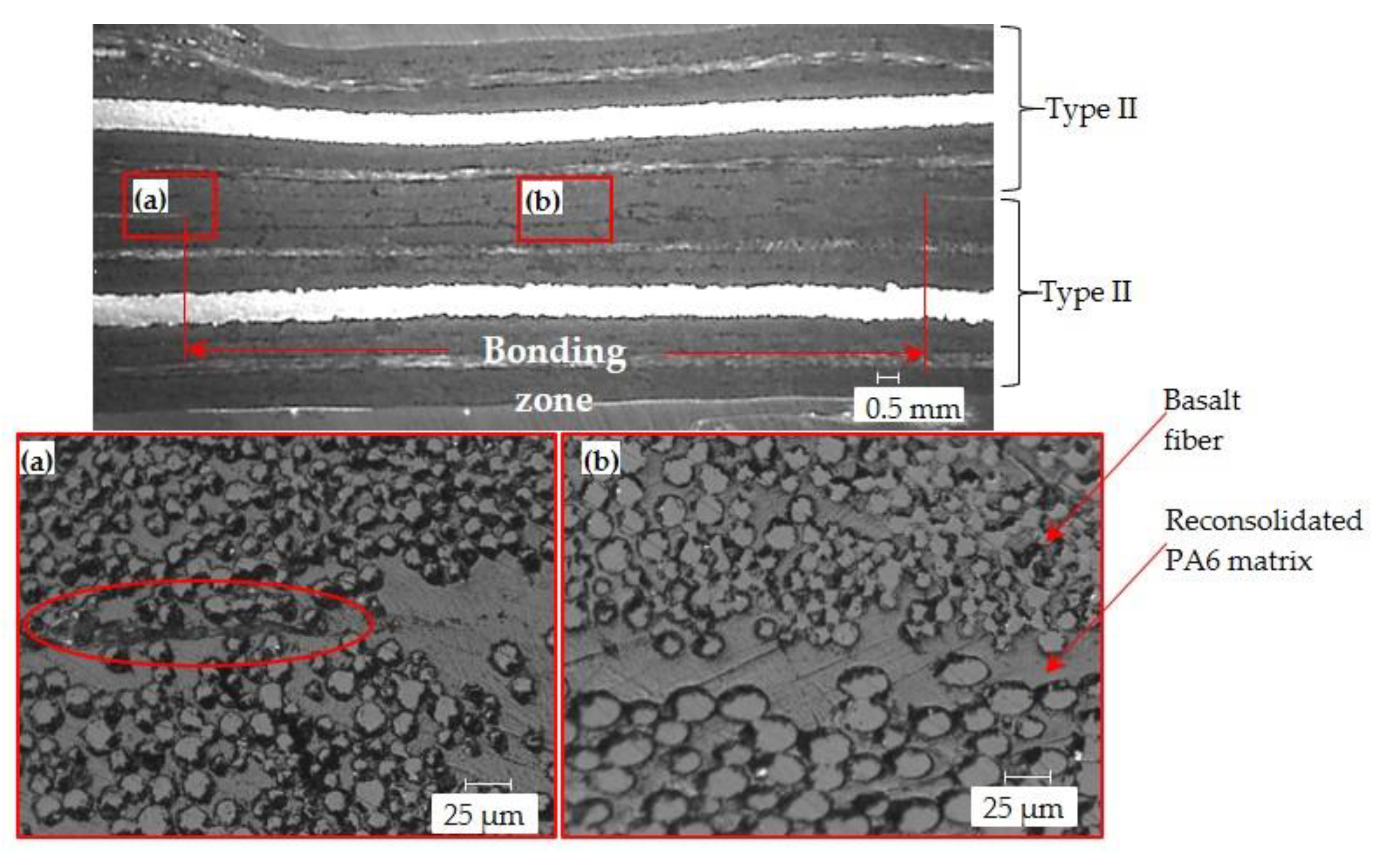
5.2. Microscopic Analysis of the Joined Specimens
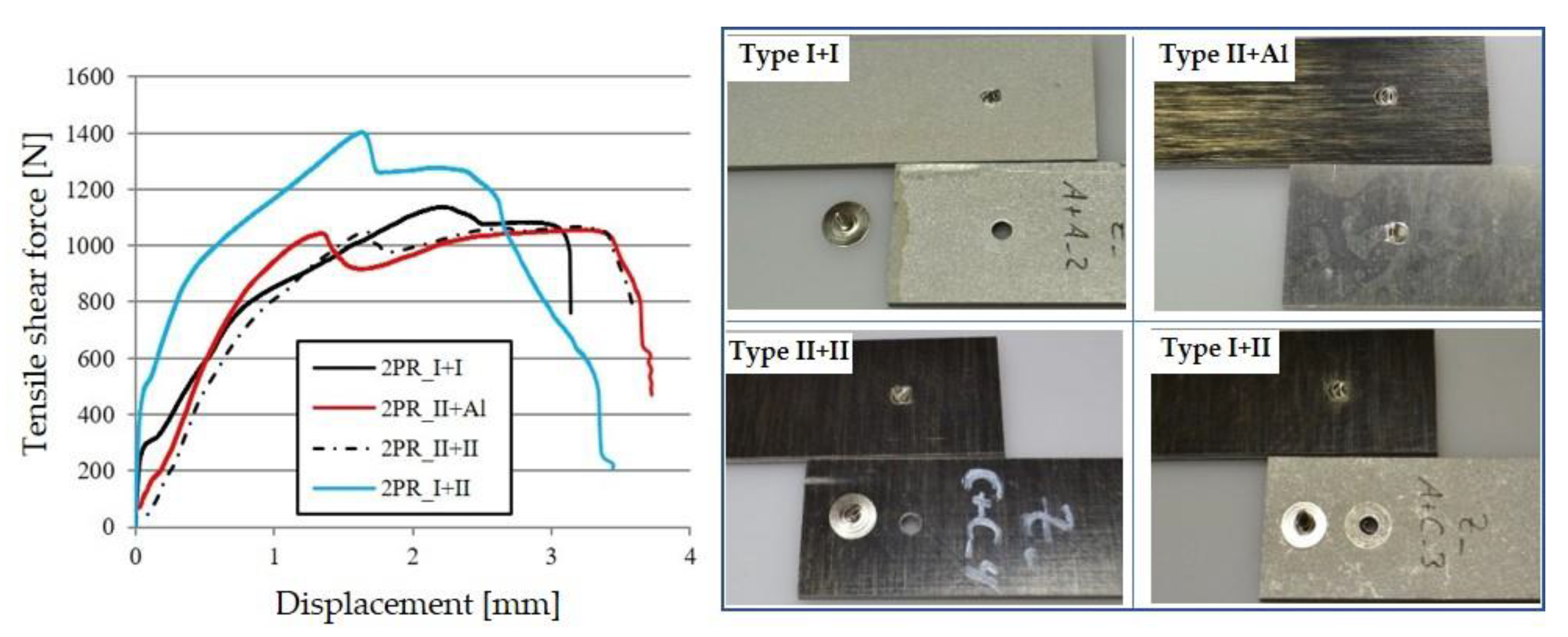
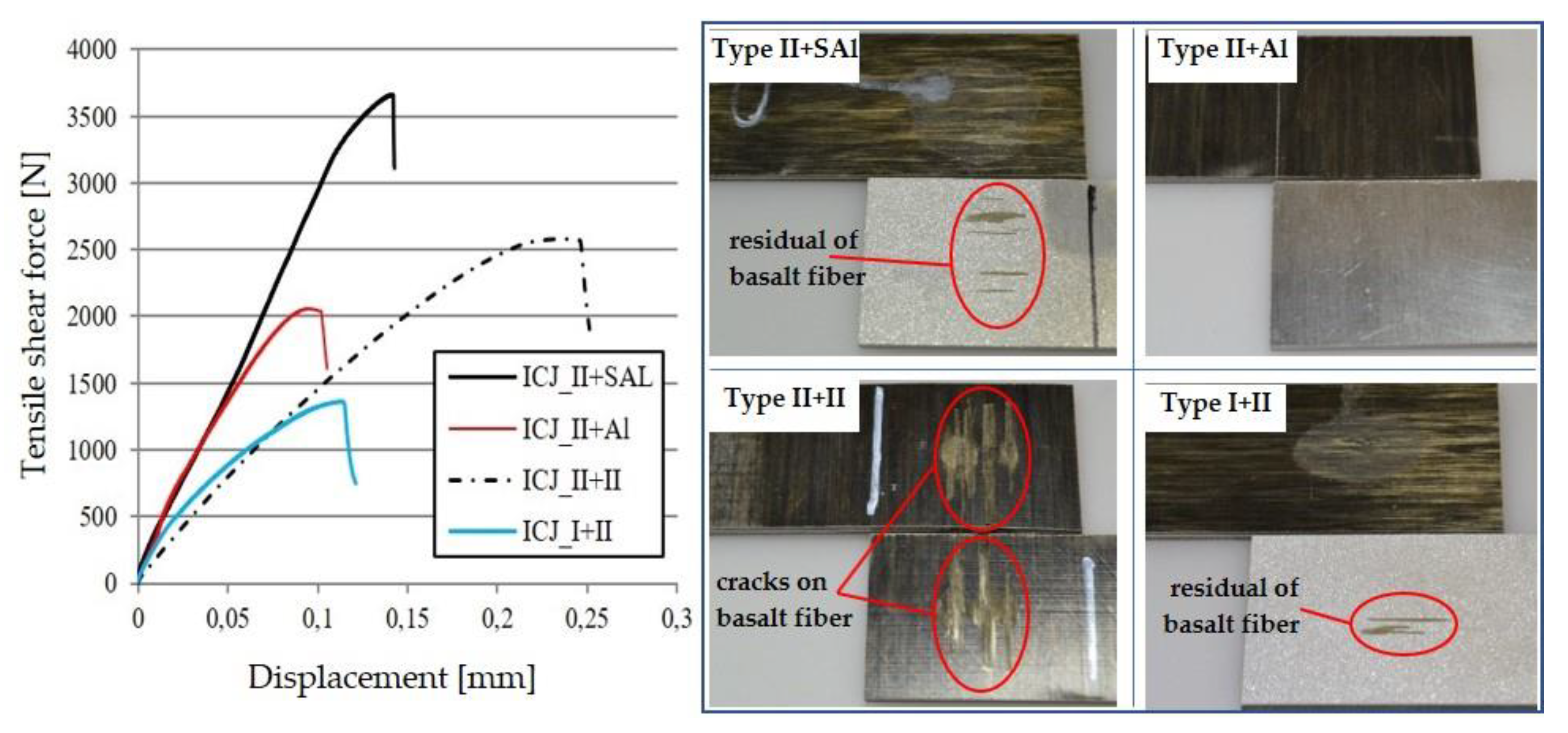
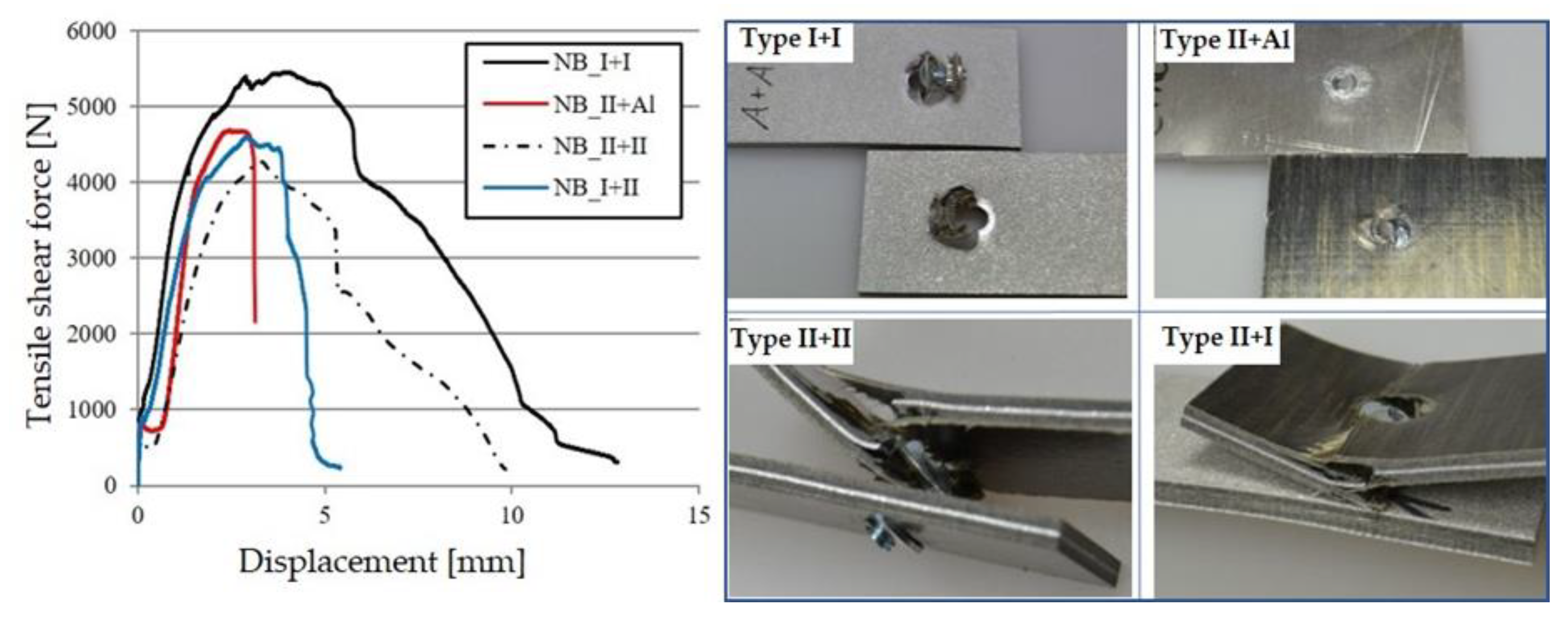
5.3. Tensile Shear Test
6. Conclusions
Author Contributions
Funding
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Karapepas, C.; Trautmann, M.; Todt, A.; Al-Obaidi, A.; Nendel, S.; Kräusel, V.; Wagner, G. Development of Tailored Hybrid Laminates: Manufacturing of Basalt Fibre Reinforced Thermoplastic Orthoses with Aluminum Thin Sheets. Key Eng. Mater. 2019, 809, 245–252. [Google Scholar] [CrossRef]
- Lambiase, F.; Durante, M.; Di Ilio, A. Fast joining of aluminum sheets with Glass Fiber Reinforced Polymer (GFRP) by mechanical clinching. J. Mater. Process. Technol. 2016, 236, 241–251. [Google Scholar] [CrossRef]
- Conte, R.; Buhl, J.; Ambrogio, G.; Bambach, M. Joining of aluminum sheet and glass fiber reinforced polymer using extruded pins. AIP Conf. Proc. 2018, 1960, 050008. [Google Scholar] [CrossRef]
- Mori, K.-I.; Bay, N.; Fratini, L.; Micari, F.; Tekkaya, A.E. Joining by plastic deformation. CIRP Ann. 2013, 62, 673–694. [Google Scholar] [CrossRef]
- Passerone, A.; Muolo, M.L. Joining Technology in Metal-Ceramic Systems. Mater. Manuf. Process. 2000, 15, 631–648. [Google Scholar] [CrossRef]
- Ahmed, T.; Stavrov, D.; Bersee, H.; Beukers, A. Induction welding of thermoplastic composites—An overview. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1638–1651. [Google Scholar] [CrossRef]
- Mitschang, P.; Velthuis, R.; Emrich, S.; Kopnarski, M. Induction Heated Joining of Aluminum and Carbon Fiber Reinforced Nylon 66. J. Thermoplast. Compos. Mater. 2009, 22, 767–801. [Google Scholar] [CrossRef]
- Lugauer, F.P.; Kandler, A.; Meyer, S.; Wunderling, C.; Zaeh, M.F. Induction-based joining of titanium with thermoplastics. Prod. Eng. 2019, 13, 409–424. [Google Scholar] [CrossRef]
- Pappadà, S.; Salomi, A.; Montanaro, J.; Passaro, A.; Caruso, A.; Maffezzoli, A. Fabrication of a thermoplastic matrix composite stiffened panel by induction welding. Aerosp. Sci. Technol. 2015, 43, 314–320. [Google Scholar] [CrossRef]
- Worrall, C.M.; Wise, R.J. Novel induction heating technique for joining of carbon fibre composites. In Proceedings of the 16th European Conference on Composite Materials, ECCM 2014, Seville, Spain, 22–26 June 2014; pp. 1–5. [Google Scholar]
- Wagner, G.; Balle, F.; Eifler, D. Ultrasonic Welding of Aluminum Alloys to Fiber Reinforced Polymers. Adv. Eng. Mater. 2013, 15, 792–803. [Google Scholar] [CrossRef]
- Homberg, W.; Marré, M.; Beerwald, C.; Kleiner, M. Joining by Forming of Lightweight Frame Structures. Adv. Mater. Res. 2006, 10, 89–100. [Google Scholar] [CrossRef]
- Abe, Y.; Mori, K.; Kato, T. Joining of high strength steel and aluminium alloy sheets by mechanical clinching with dies for control of metal flow. J. Mater. Process. Technol. 2012, 212, 884–889. [Google Scholar] [CrossRef]
- Lambiase, F.; Di Ilio, A. Mechanical clinching of metal–polymer joints. J. Mater. Process. Technol. 2015, 215, 12–19. [Google Scholar] [CrossRef]
- Duhovic, M.; L’Eplattenier, P.; Caldichoury, I.; Hausmann, J. Advanced 3D finite element simulation of thermoplastic composite induction welding. ICCM Int. Conf. Compos. Mater. 2015, 2015, 22–26. [Google Scholar]
- Knauf, B.J.; Webb, D.P.; Liu, C.; Conway, P.P. Low frequency induction heating for the sealing of plastic microfluidic systems. Microfluid. Nanofluid. 2009, 9, 243–252. [Google Scholar] [CrossRef][Green Version]
- Bayerl, T.; Duhovic, M.; Mitschang, P.; Bhattacharyya, D. The heating of polymer composites by electromagnetic induction—A review. Compos. Part A Appl. Sci. Manuf. 2014, 57, 27–40. [Google Scholar] [CrossRef]
- Jackowski, J.K.; Goldstein, R.C.; Nemkov, V.S. Modeling Induction Heat Distribution in Carbon Fiber Reinforced Thermoplastics. In Thermal Process Modeling 2014, Proceedings from the Fifth International Conference on Thermal Process Modeling and Computer Simulationk, Orlando, FL USA, 16–18 June 2014; ASM International: Cleveland, OH, USA, 2014. [Google Scholar]
- Stokes, V.K. Experiments on the induction welding of thermoplastics. Polym. Eng. Sci. 2003, 43, 1523–1541. [Google Scholar] [CrossRef]
- Kräusel, V.; Fröhlich, A.; Kröll, M.; Rochala, P.; Kimme, J.; Wertheim, R. A highly efficient hybrid inductive joining technology for metals and composites. CIRP Ann. 2018, 67, 5–8. [Google Scholar] [CrossRef]
- Norm, D. DIN EN ISO 14273. 2014. Available online: https://www.din.de/de/meta/suche/62730!search?query=Scherzugpr%C3%BCfung“ (accessed on 16 July 2020).
- Rudnev, V.; Loveless, D.; Cook, R.L. Handbook of Induction Heating; Marcel Dekker, Inc.: Madison Heights, MI, USA, 2003. [Google Scholar]
- Samimi, M.H.; Mahari, A.; Farahnakian, M.A.; Mohseni, H. The Rogowski Coil Principles and Applications: A Review. IEEE Sens. J. 2015, 15, 651–658. [Google Scholar] [CrossRef]
- Li, Z.; Ma, J.; Ma, H.; Xu, X. Properties and Applications of Basalt Fiber and Its Composites. IOP Conf. Ser. Earth Environ. Sci. 2018, 186, 012052. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Joining Method | Induction (ICJ) | Two Parts Hollow Riveting (2PR) | Nut and Bolt Joining (NB) |
|---|---|---|---|
| Sample material type | I+II | I+II | I+II |
| II+II | II+II | II+II | |
| II+SAl | I+I | I+I | |
| II+Al | II+Al | II+Al |
| Sample Type | Heating Time (s) | Frequency (kHz) | Power (kW) |
|---|---|---|---|
| II+II | 4 | 350 | 6 |
| II+Al and II+SAl | 11 | 14.7 | 3 |
| I+II | 3 | 14 | 4.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Obaidi, A.; Kimme, J.; Kräusel, V. Hybrid Joining by Induction Heating of Basalt Fiber Reinforced Thermoplastic Laminates. J. Compos. Sci. 2021, 5, 10. https://doi.org/10.3390/jcs5010010
Al-Obaidi A, Kimme J, Kräusel V. Hybrid Joining by Induction Heating of Basalt Fiber Reinforced Thermoplastic Laminates. Journal of Composites Science. 2021; 5(1):10. https://doi.org/10.3390/jcs5010010
Chicago/Turabian StyleAl-Obaidi, Amar, Jonas Kimme, and Verena Kräusel. 2021. "Hybrid Joining by Induction Heating of Basalt Fiber Reinforced Thermoplastic Laminates" Journal of Composites Science 5, no. 1: 10. https://doi.org/10.3390/jcs5010010
APA StyleAl-Obaidi, A., Kimme, J., & Kräusel, V. (2021). Hybrid Joining by Induction Heating of Basalt Fiber Reinforced Thermoplastic Laminates. Journal of Composites Science, 5(1), 10. https://doi.org/10.3390/jcs5010010