


Improving Commercial Motor Bike Rim Disc Hardness Using a Continuous-Wave Infrared Fibre Laser

 ,
,  ,
, 
Abstract
1. Introduction
2. Experimental Setup
2.1. Materials and Pre-Treatment
2.2. Laser Equipment and Processing
2.3. Characterization and Analysis Techniques
2.4. Hardness Testing
3. Results and Discussion
3.1. Single Tracks
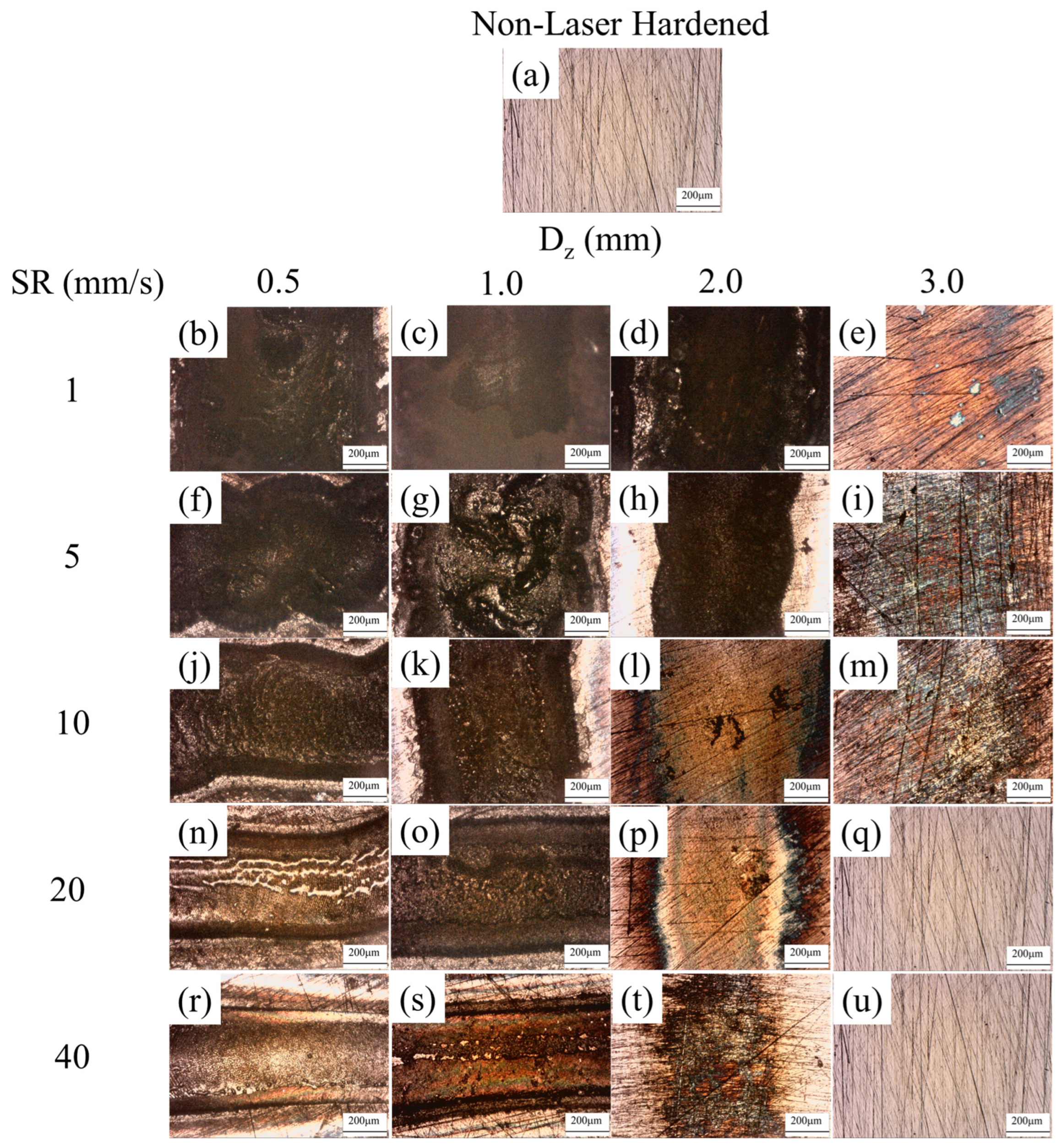
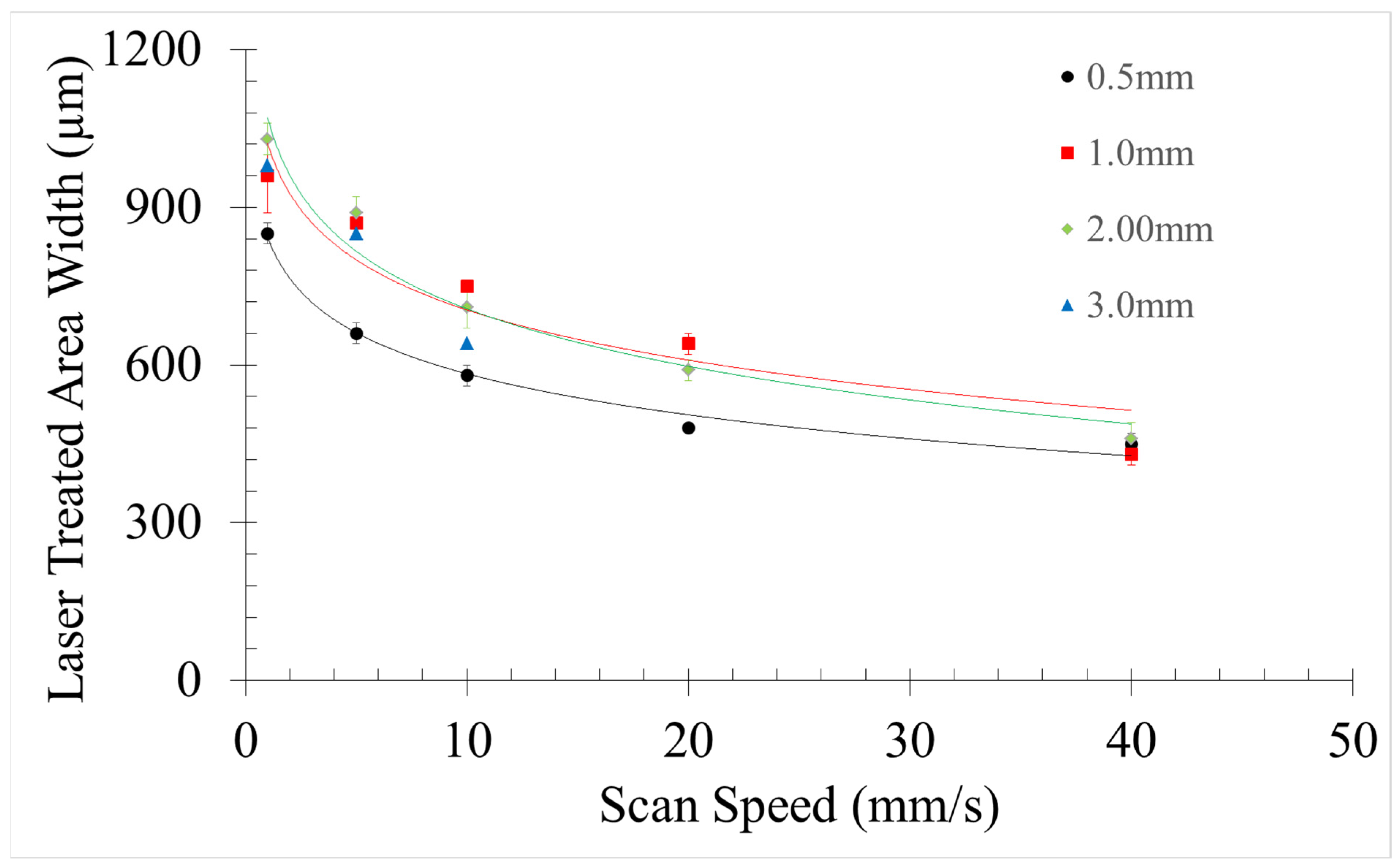
3.1.1. Surface Characterization
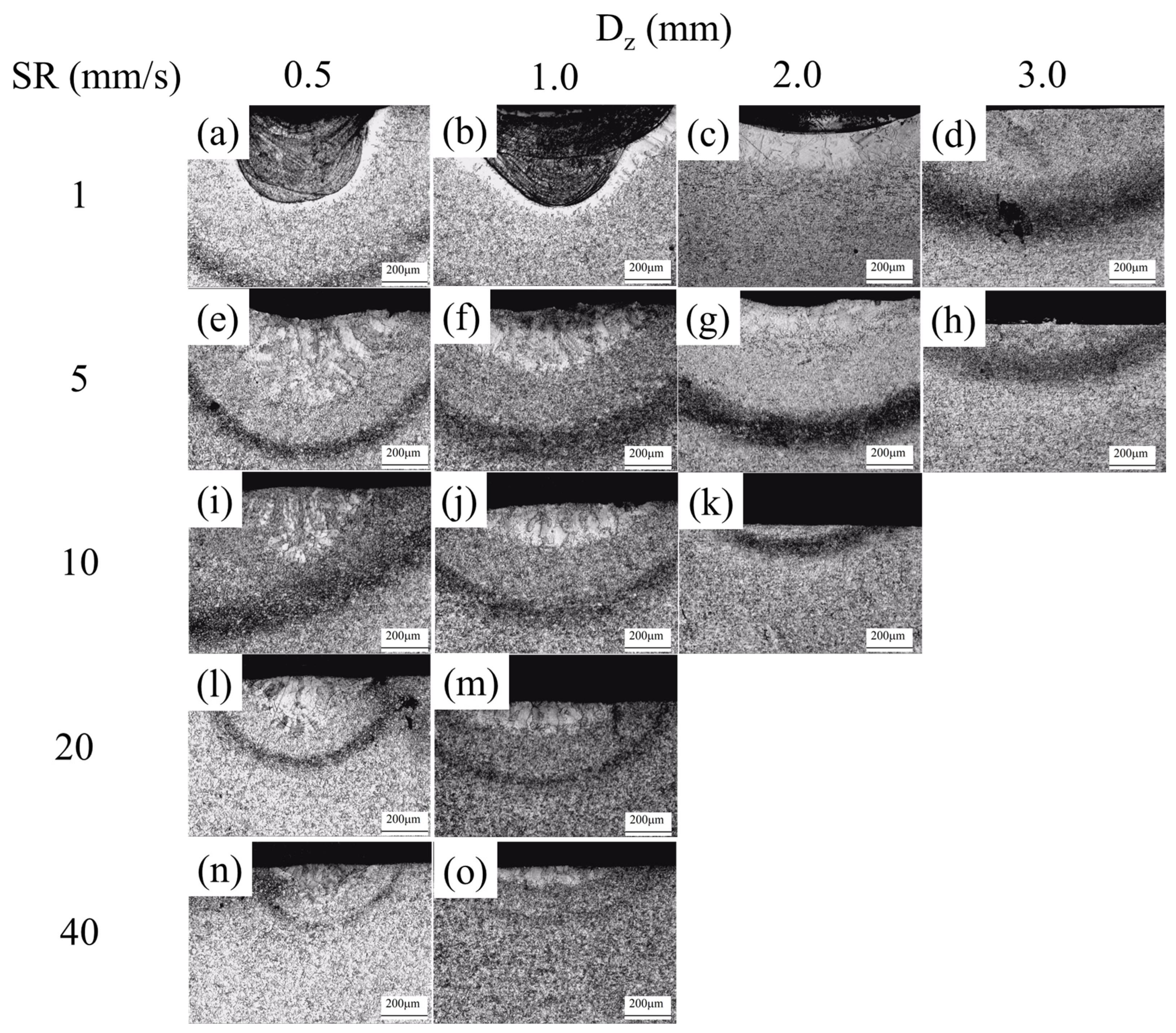
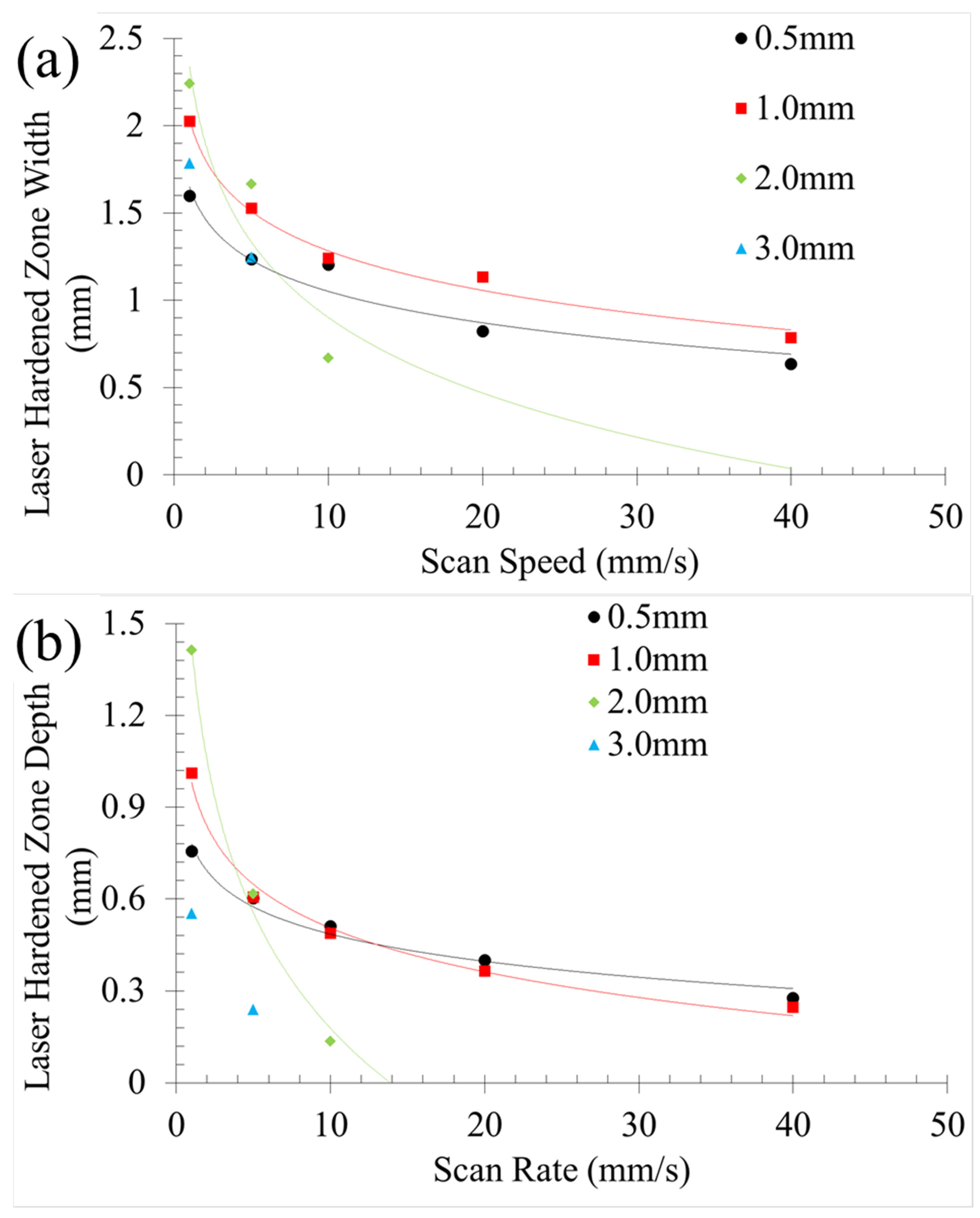
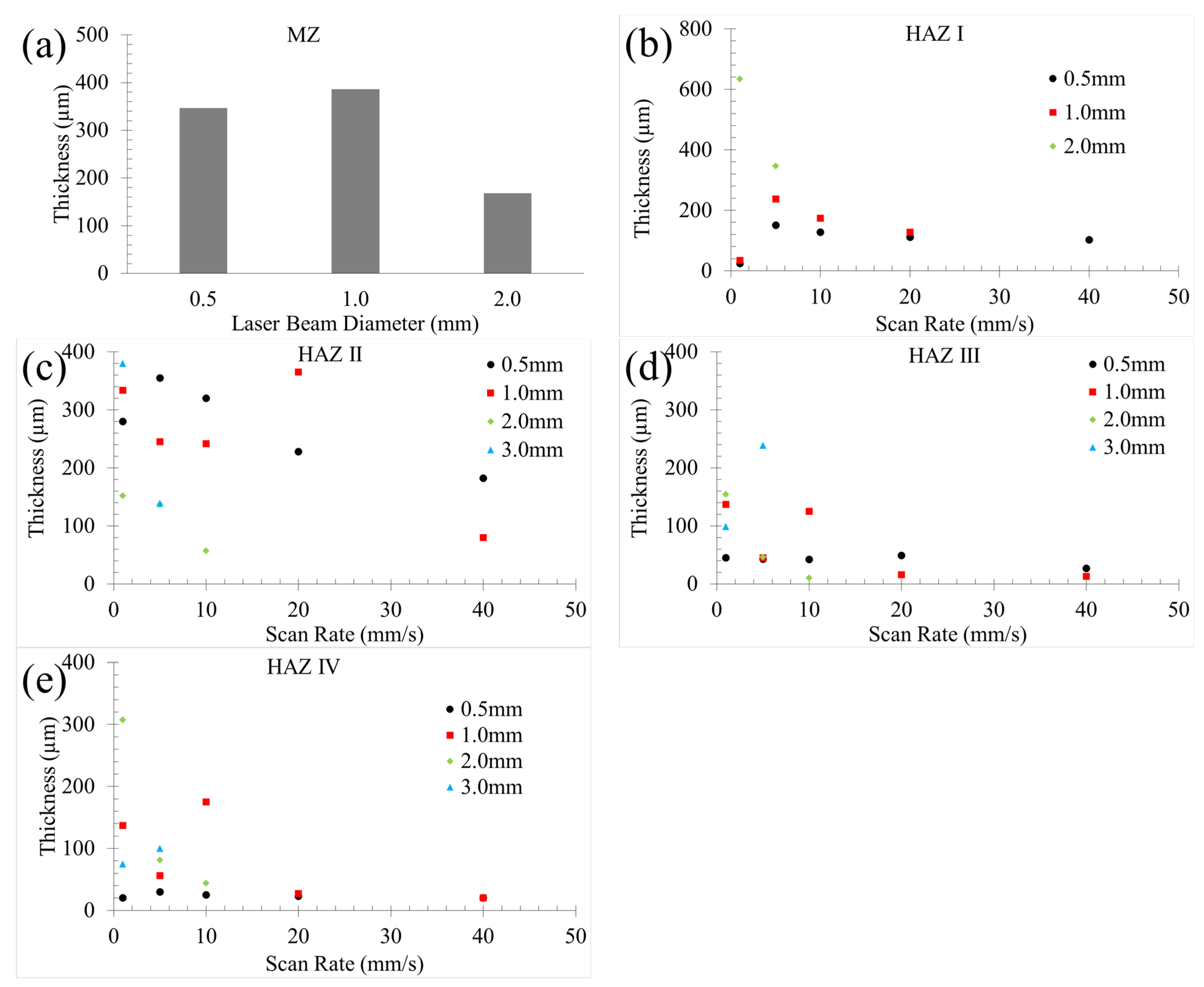
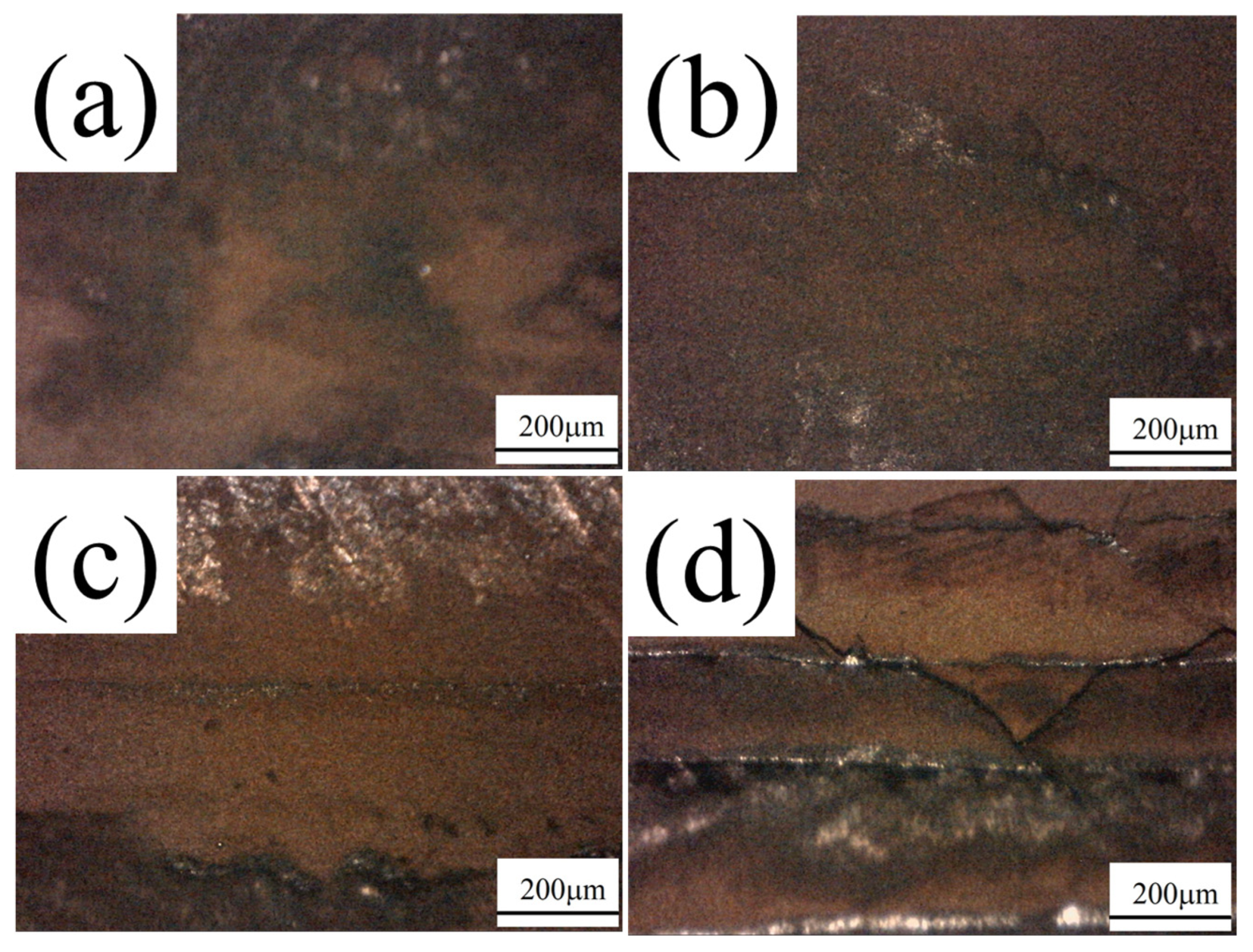
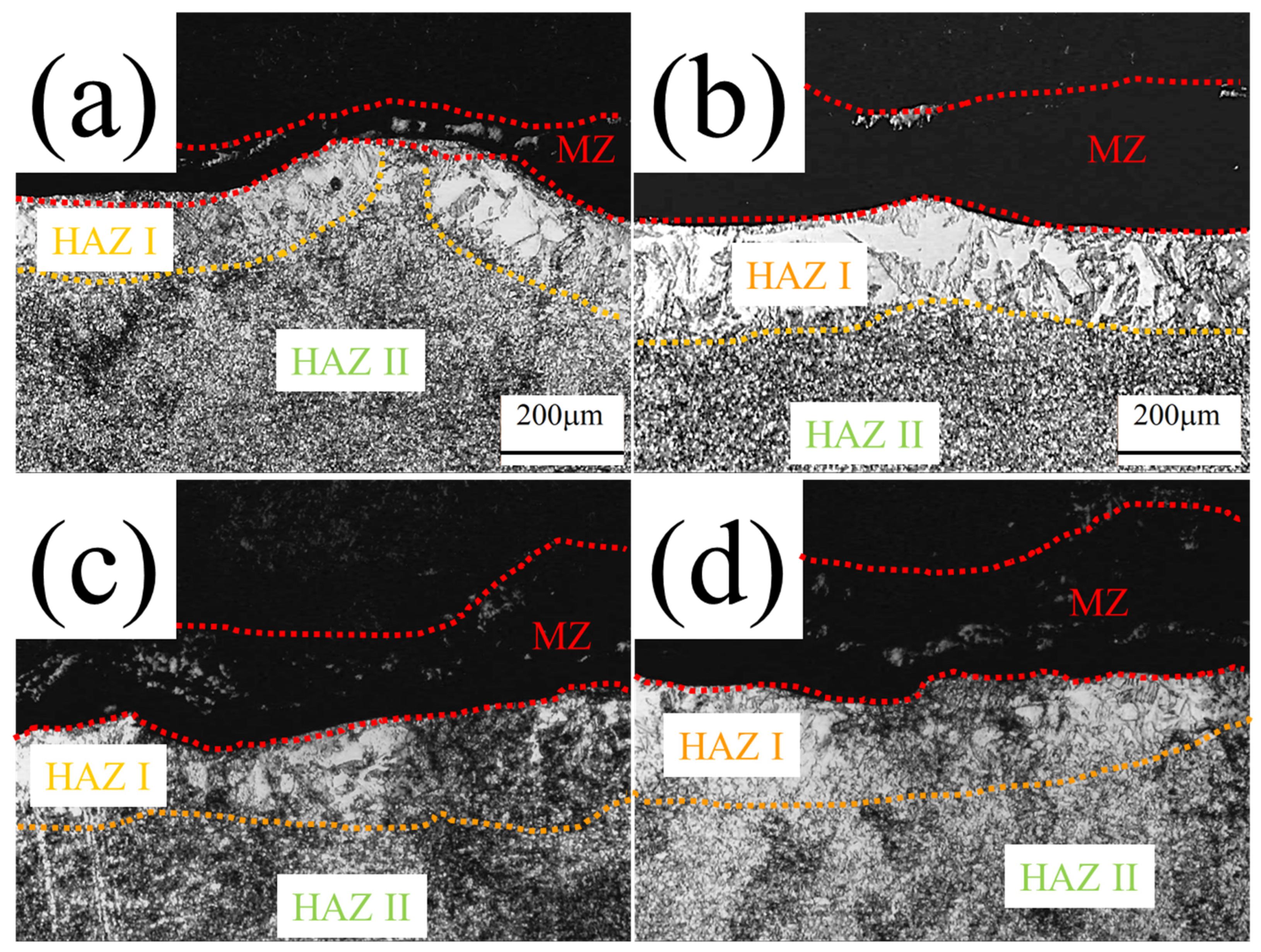
3.1.2. Cross-Section Featuring
3.2. Overlapped Tracks
3.2.1. Surface Characterization
3.2.2. Cross-Section Study
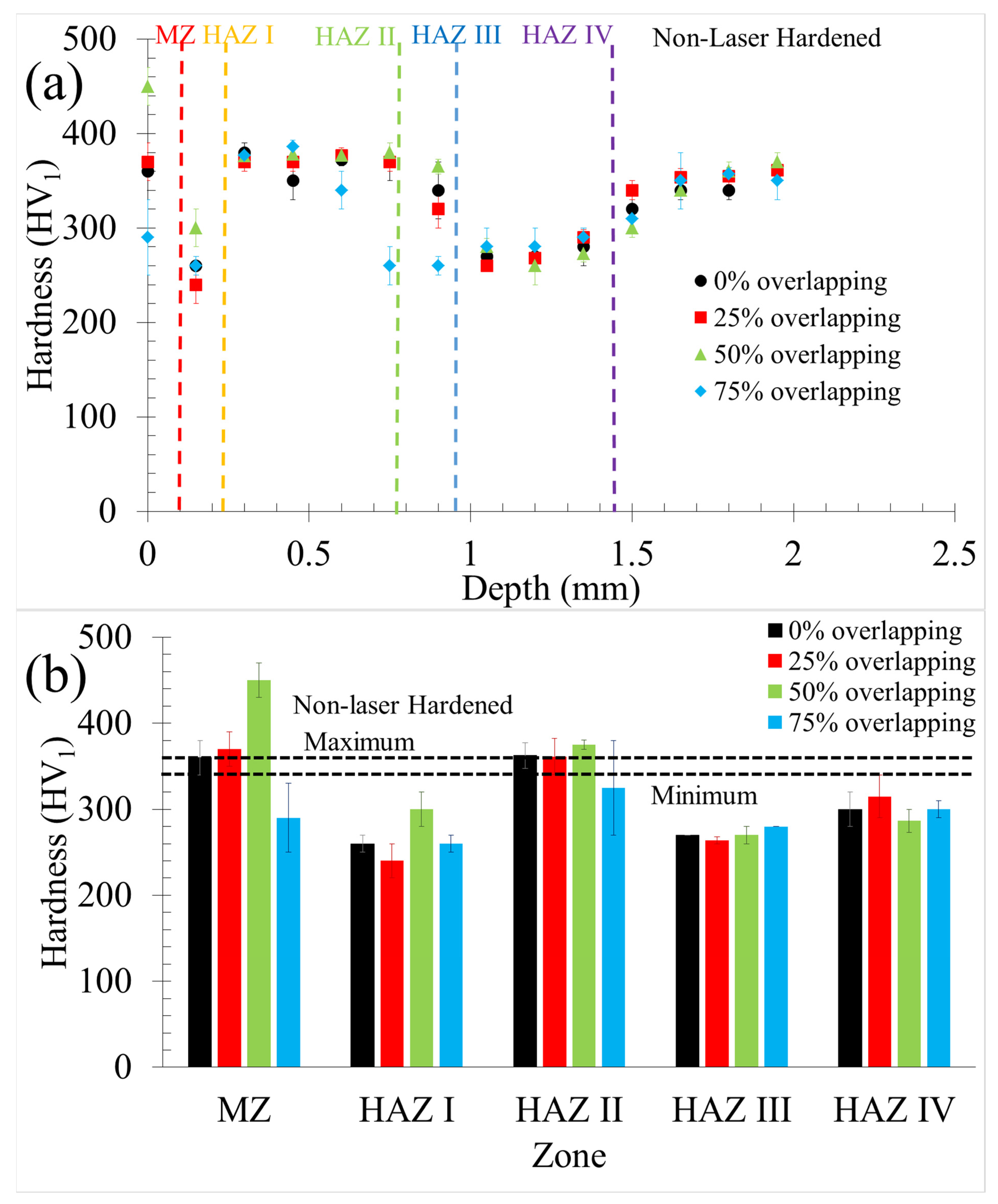
3.2.3. Hardness Measurements
4. Conclusions
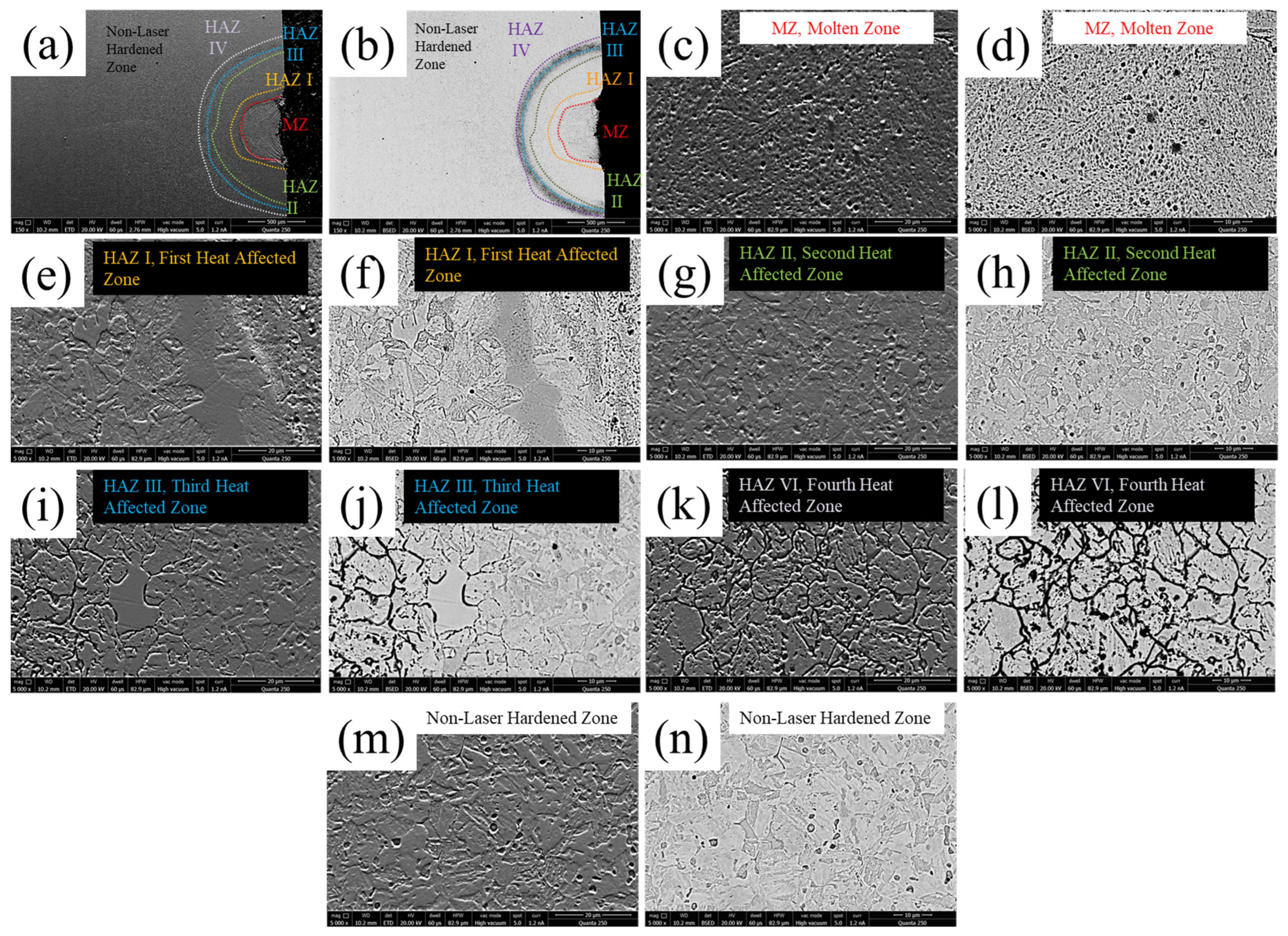
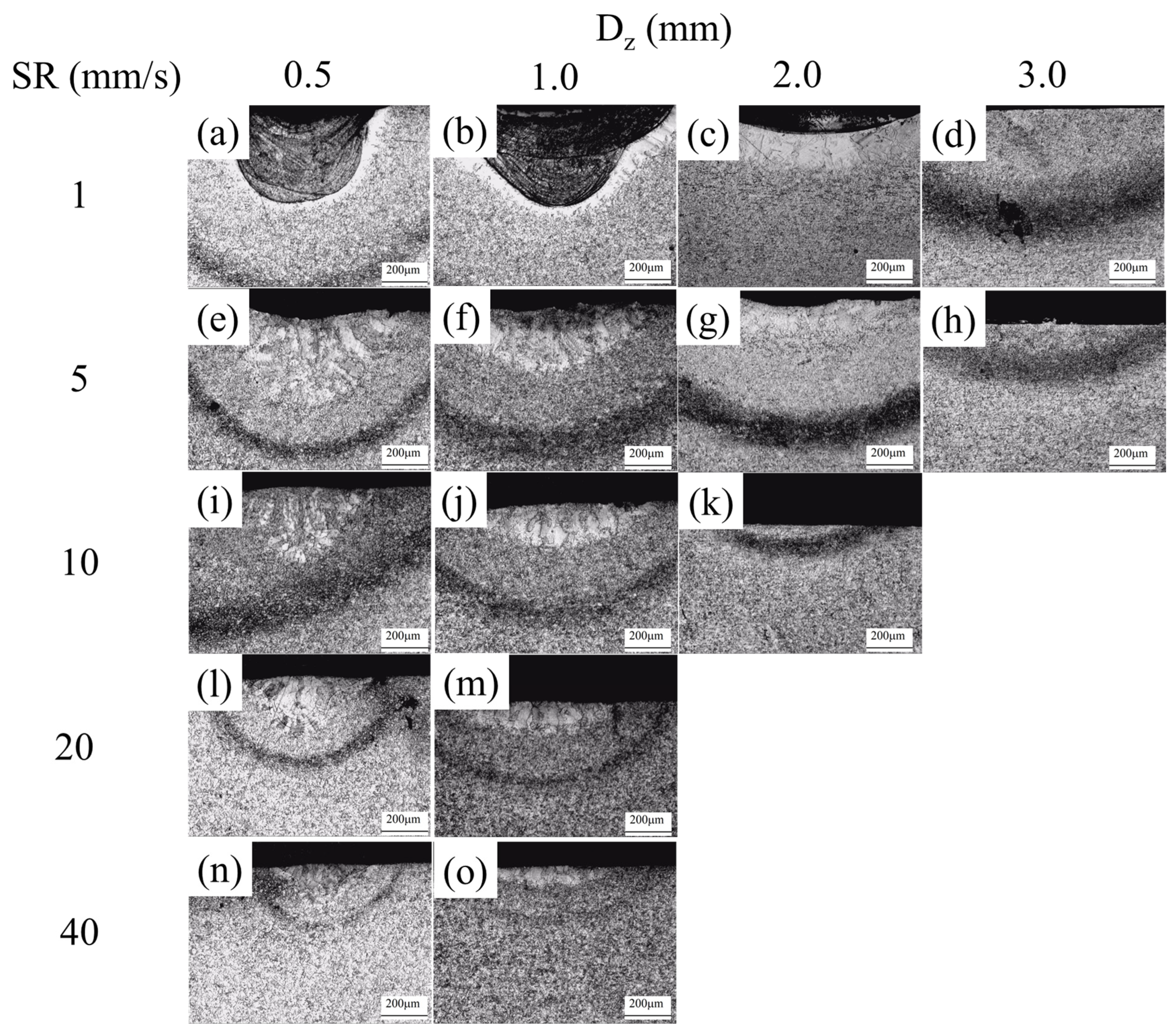
- A continuous-wave fibre infrared laser can yield diverse microstructures within the same samples. By skilfully adjusting laser parameters, it is possible to design the specific microstructure of the bike rim material. The metallic material of the bike rim is identified as 420–410 stainless steel. Optimal conditions for achieving the maximum number of microstructures on a single sample involve utilizing the smallest defocused laser beam diameter and the slowest scan rate.
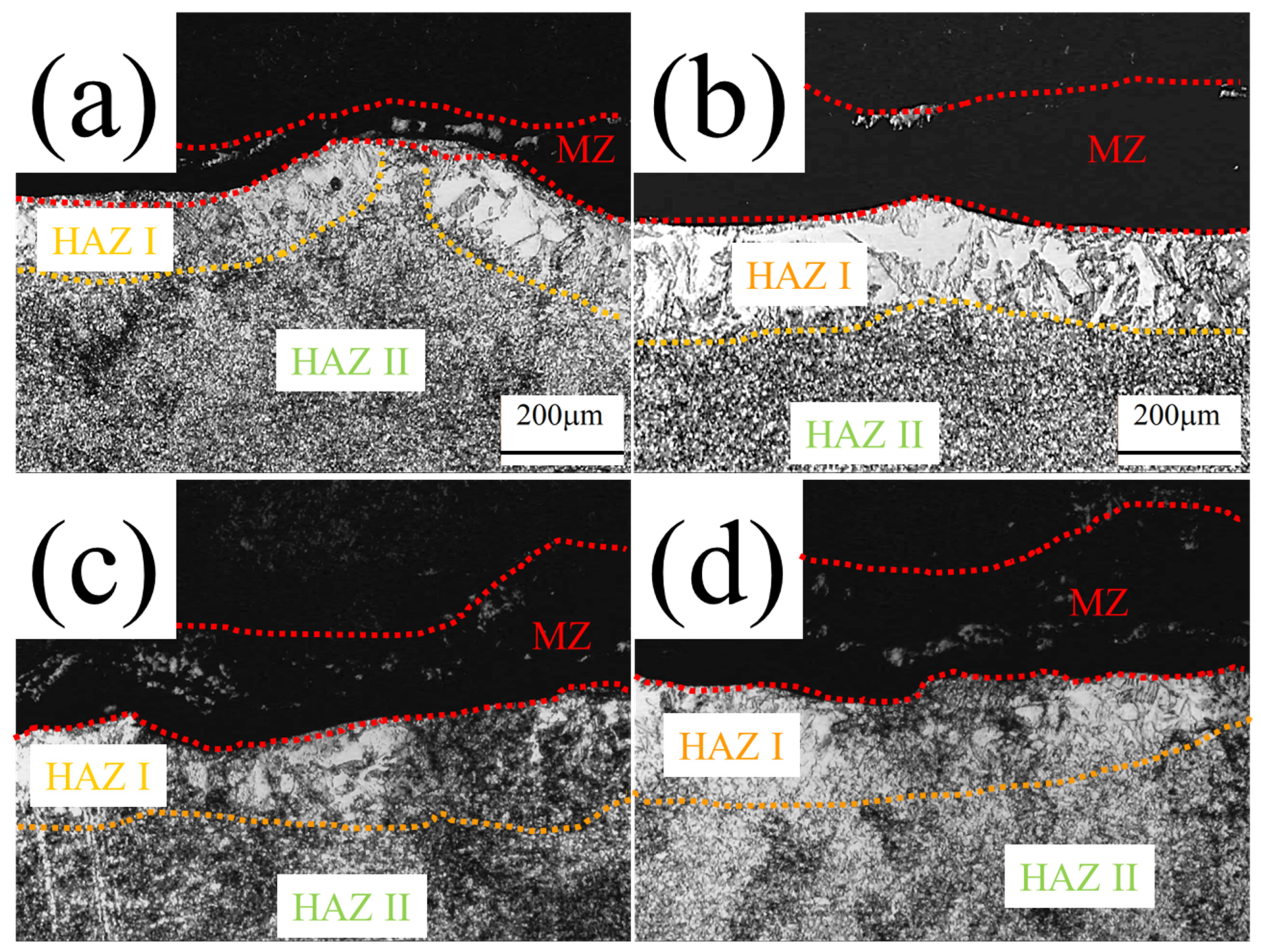
- Comparatively, the refined microstructure found in the molten zone and in the thermally stressed zone (HAZ II) exhibits higher hardness than the original martensitic microstructure. Conversely, the presence of coarse microstructures and the accumulation of silicon and carbon (δ-ferritic) lead to diminished material hardness
- The increase in laser scan overlap results in harder molten zones and HAZ II has up to 75% overlap. However, this condition triggers the formation of thermal cracks within these zones, leading to reduced hardness. Other laser-hardened zones, on the other hand, do not exhibit significant variations in hardness due to overlapping effects.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Acronyms and Abbreviations: | |
| EDS | energy-dispersive spectroscopy |
| HAZ | heat-affected zone |
| IR | infrared |
| SS | scan speed |
| SEM | scanning electron microscopy |
| Physical–Chemical Quantities: | |
| theoretical focused laser beam diameter (μm) | |
| focal length (m) | |
| beam quality factor | |
| wavelength(m) | |
| laser beam raw diameter (mm) | |
| defocused laser beam diameter (μm) | |
| Rayleigh length (mm) | |
| overlapping | |
| distance between single tracks (mm) | |
| single track width (μm) | |
| energy density (kJ/cm2) | |
| laser-molten surface width (μm) | |
| energy density threshold for surface melting (J/cm2) | |
| MZ | molten zone |
| HAZ I | first heat-affected zone |
| HAZ II | second heat-affected zone |
| HAZ III | third heat-affected zone |
| HAZ IV | fourth heat-affected zone |
| material temperature according to laser-processed depth (μm) | |
| laser radiation absorption of the material (%) | |
| thermal conductivity of the material (J/K×cm2) | |
| thermal laser energy penetration (μm) | |
| depth of the laser-hardened zone (μm) | |
| geometrical factor | |
| thermal diffusivity (μm2/s) | |
References
- Moradi, M.; Ghorbani, D.; Moghadam, M.K.; Kazazi, M.; Rouzbahani, F.; Karazi, S. Nd: YAG laser hardening of AISI 410 stainless steel: Microstructural evaluation, mechanical properties, and corrosion behavior. J. Alloys Compd. 2019, 795, 213–222. [Google Scholar] [CrossRef]
- Moradi, M.; KaramiMoghadam, M. High power diode laser surface hardening of AISI 4130; statistical modelling and optimization. Opt. Laser Technol. 2019, 111, 554–570. [Google Scholar] [CrossRef]
- Dinesh Babu, P.; Balasubramanian, K.; Buvanashekaran, G. Laser surface hardening: A review. Int. J. Surf. Sci. Eng. 2011, 5, 131–151. [Google Scholar] [CrossRef]
- Molian, P.; Baldwin, M. Effects of single-pass laser heat treatment on erosion behavior of cast irons. Wear 1987, 118, 319–327. [Google Scholar] [CrossRef]
- Abboud, J.H.; Benyounis, K.; Olabi, A.; Hashmi, M. Laser surface treatments of iron-based substrates for automotive application. J. Mater. Process. Technol. 2007, 182, 427–431. [Google Scholar] [CrossRef]
- Sridhar, K.; Katkar, V.; Singh, P.; Haake, J. Dry sliding friction wear behaviour of high power diode laser hardened steels and cast iron. Surf. Eng. 2007, 23, 129–141. [Google Scholar] [CrossRef]
- Ion, J. Laser transformation hardening. Surf. Eng. 2002, 18, 14–31. [Google Scholar] [CrossRef]
- Liu, J.; Ye, C.; Dong, Y. Recent development of thermally assisted surface hardening techniques: A review. Adv. Ind. Manuf. Eng. 2021, 2, 100006. [Google Scholar] [CrossRef]
- Soady, K. Life assessment methodologies incoroporating shot peening process effects: Mechanistic consideration of residual stresses and strain hardening: Part 1—Effect of shot peening on fatigue resistance. Mater. Sci. Technol. 2013, 29, 637–651. [Google Scholar] [CrossRef]
- Rabiei, A.; Ghadami, F.; Malek, F. Microstructural characteristics and tribological properties of the localized laser surface treatment of AISI 420 stainless steel. Tribol. Int. 2023, 177, 107969. [Google Scholar] [CrossRef]
- Muthukumaran, G.; Dinesh Babu, P. Laser transformation hardening of various steel grades using different laser types. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 1–29. [Google Scholar] [CrossRef]
- Wang, Y.; Ma, E. Strain hardening, strain rate sensitivity, and ductility of nanostructured metals. Mater. Sci. Eng. A 2004, 375, 46–52. [Google Scholar] [CrossRef]
- Pinahin, I.; Chernigovskij, V.; Bracihin, A.; Yagmurov, M. Improvement of wear resistance of VK6, VK8, T5K10, and T15K6 hard alloys by volume pulsed laser hardening. J. Frict. Wear 2015, 36, 330–333. [Google Scholar] [CrossRef]
- Brown, M.S.; Arnold, C.B. Fundamentals of laser-material interaction and application to multiscale surface modification. In Laser Precision Microfabrication; Springer: Berlin/Heidelberg, Germany, 2010; pp. 91–120. [Google Scholar]
- Domke, M.; Nobile, L.; Rapp, S.; Eiselen, S.; Sotrop, J.; Huber, H.P.; Schmidt, M. Understanding thin film laser ablation: The role of the effective penetration depth and the film thickness. Phys. Procedia 2014, 56, 1007–1014. [Google Scholar] [CrossRef]
- Khorram, A.; Davoodi Jamaloei, A.; Jafari, A. Surface transformation hardening of Ti-5Al-2.5 Sn alloy by pulsed Nd: YAG laser: An experimental study. Int. J. Adv. Manuf. Technol. 2019, 100, 3085–3099. [Google Scholar] [CrossRef]
- Parker, K. Heat Treating with High Power Diode Lasers. Photonics 2017, 408, 764–4983. [Google Scholar]
- Liu, A.; Previtali, B. Laser surface treatment of grey cast iron by high power diode laser. Phys. Procedia 2010, 5, 439–448. [Google Scholar] [CrossRef]
- Monteiro, W.A.; Silva, E.; Silva, L.; de Rossi, W.; Buso, S. Microstructural and mechanical characterization of gray cast iron and AlSi alloy after laser beam hardening. Mater. Sci. Forum Trans Tech Publ. 2010, 638, 769–774. [Google Scholar] [CrossRef]
- Ganeev, R. Low-power laser hardening of steels. J. Mater. Process. Technol. 2002, 121, 414–419. [Google Scholar] [CrossRef]
- Maharjan, N.; Zhou, W.; Zhou, Y.; Guan, Y.; Wu, N. Comparative study of laser surface hardening of 50CrMo4 steel using continuous-wave laser and pulsed lasers with ms, ns, ps and fs pulse duration. Surf. Coat. Technol. 2019, 366, 311–320. [Google Scholar] [CrossRef]
- Somonov, V.; Tsibulskiy, I.; Mendagaliyev, R.; Akhmetov, A. Investigation of the Technological Possibility of Laser Hardening of Stainless Steel 14Cr17Ni2 to a Deep Depth of the Surface. Metals 2022, 12, 5. [Google Scholar] [CrossRef]
- Benyounis, K.; Fakron, O.; Abboud, J.; Olabi, A.; Hashmi, M. Surface melting of nodular cast iron by Nd-YAG laser and TIG. J. Mater. Process. Technol. 2005, 170, 127–132. [Google Scholar] [CrossRef]
- Tong, X.; Zhou, H.; Liu, M.; Dai, M.-J. Effects of striated laser tracks on thermal fatigue resistance of cast iron samples with biomimetic non-smooth surface. Mater. Des. 2011, 32, 796–802. [Google Scholar] [CrossRef]
- Al-Mahdy, A.; Kotadia, H.; Sharp, M.; Opoz, T.; Mullett, J.; Ahuir-Torres, J. Effect of Surface Roughness on the Surface Texturing of 316 l Stainless Steel by Nanosecond Pulsed Laser. Lasers Manuf. Mater. Process. 2023, 10, 141–164. [Google Scholar] [CrossRef]
- Wlodarczyk, K.L.; Ardron, M.; Waddie, A.J.; Dunn, A.; Kidd, M.D.; Weston, N.J.; Hand, D.P. Laser microsculpting for the generation of robust diffractive security markings on the surface of metals. J. Mater. Process. Technol. 2015, 222, 206–218. [Google Scholar] [CrossRef]
- Convert, L.; Bourillot, E.; François, M.; Pocholle, N.; Baras, F.; Politano, O.; Costil, S. Laser textured titanium surface characterization. Appl. Surf. Sci. 2022, 586, 152807. [Google Scholar] [CrossRef]
- Sola, D.; Conde, A.; García, I.; Gracia-Escosa, E.; De Damborenea, J.J.; Peña, J.I. Microstructural and wear behavior characterization of porous layers produced by pulsed laser irradiation in glass-ceramics substrates. Materials 2013, 6, 3963–3977. [Google Scholar] [CrossRef]
- Moradi, M.; Golchin, E. Investigation on the effects of process parameters on laser percussion drilling using finite element methodology; statistical modelling and optimization. Lat. Am. J. Solids Struct. 2017, 14, 464–484. [Google Scholar] [CrossRef]
- Oliveira, R.J.B.D.; Siqueira, R.H.M.D.; Lima, M.S.F.D. Microstructure and wear behaviour of laser hardened SAE 4130 steels. Int. J. Surf. Sci. Eng. 2018, 12, 161–170. [Google Scholar] [CrossRef]
- Demir, A.G.; Colombo, P.; Previtali, B. From pulsed to continuous wave emission in SLM with contemporary fiber laser sources: Effect of temporal and spatial pulse overlap in part quality. Int. J. Adv. Manuf. Technol. 2017, 91, 2701–2714. [Google Scholar] [CrossRef]
- E407-07 A; Standard Practice for Microetching Metals and Alloys. ASTM International: West Conshohocken, PA, USA, 2015.
- Suder, W.; Williams, S. Investigation of the effects of basic laser material interaction parameters in laser welding. J. Laser Appl. 2012, 24, 032009. [Google Scholar] [CrossRef]
- Heiderscheit, T.; Shen, N.; Wang, Q.; Samanta, A.; Wu, B.; Ding, H. Keyhole cutting of carbon fiber reinforced polymer using a long-duration nanosecond pulse laser. Opt. Lasers Eng. 2019, 120, 101–109. [Google Scholar] [CrossRef]
- Ahuir-Torres, J.; Sharp, M.; Bakradze, N.; Batako, A. Microstructural Design of the Cast Iron via Laser Hardening with Defocused Beam of the Continuous Wave CO2 Laser. J. Phys. Conf. Ser. IOP Publ. 2022, 2198, 012048. [Google Scholar] [CrossRef]
- Goldstein, J.I.; Newbury, D.E.; Michael, J.R.; Ritchie, N.W.; Scott, J.H.J.; Joy, D.C. Scanning Electron Microscopy and X-Ray Microanalysis; Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar]
- Zhang, Y.; Zhang, X.; Sheng, G.; Li, C.; Han, L.; Gu, J. Effect of ultra-fine martensite and retained austenite induced by slow quenching on the mechanical properties of 9Cr 1.5 Mo1Co (FB2) steel. Mater. Charact. 2021, 181, 111452. [Google Scholar] [CrossRef]
- Mabruri, E.; Pasaribu, R.R.; Sugandi, M.T.; Sunardi, S. Effect of high temperature tempering on the mechanical properties and microstructure of the modified 410 martensitic stainless steel. AIP Conf. Proc. Publ. 2018, 1964, 020032. [Google Scholar]
- Yang, Z.; Bauereiß, A.; Markl, M.; Körner, C. Modeling laser beam absorption of metal alloys at high temperatures for selective laser melting. Adv. Eng. Mater. 2021, 23, 2100137. [Google Scholar] [CrossRef]
- George, P.; Selvaraj, D.P. Cutting parameter optimization of CNC dry milling process of AISI 410 and 420 grade MSS. Mater. Today Proc. 2021, 42, 897–901. [Google Scholar] [CrossRef]
- Cui, C.; Cui, X.; Ren, X.; Qi, M.; Hu, J.; Wang, Y. Surface oxidation phenomenon and mechanism of AISI 304 stainless steel induced by Nd: YAG pulsed laser. Appl. Surf. Sci. 2014, 305, 817–824. [Google Scholar] [CrossRef]
- Yanez, A.; Alvarez, J.; Lopez, A.; Nicolas, G.; Perez, J.; Ramil, A.; Saavedra, E. Modelling of temperature evolution on metals during laser hardening process. Appl. Surf. Sci. 2002, 186, 611–616. [Google Scholar] [CrossRef]
- Hurtado-Delgado, E.; Huerta-Larumbe, L.; Miranda-Pérez, A.; Aguirre-Sánchez, Á. Microcracks reduction in laser hardened layers of ductile iron. Coatings 2021, 11, 368. [Google Scholar] [CrossRef]
- Moradi, M.; Fallah, M.M.; Jamshidi Nasab, S. Experimental study of surface hardening of AISI 420 martensitic stainless steel using high power diode laser. Trans. Indian Inst. Met. 2018, 71, 2043–2050. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | ||||
|---|---|---|---|---|---|
| (µm) | 1065 ± 5 | ||||
| Mode | Continuous-Wave | ||||
| TEM mode | 00 | ||||
| (mm) | 125.00 | ||||
| Raw beam diameter, (mm) | 6.0 | ||||
| 1.1 | |||||
| (mm/s) | 1, 5, 10, 20 and 40 | ||||
| (µm) | 650 | ||||
| (µm) | ≈32 | ||||
| (mm) | 10.135 | 20.302 | 40.619 | 60.934 | 81.247 |
| (µm) | 0.5 | 1.0 | 2.0 | 3.0 | 4.0 |
| Atmosphere | Air | ||||
| Power, P (W) | 200 | ||||
| (%) | 0, 25, 50 and 75 | ||||
| Zone | Microstructure | Concentration (Atomic%) | |||||
|---|---|---|---|---|---|---|---|
| Fe | Cr | Mn | Si | O | C | ||
| MZ | Matrix | 90.1 ± 0.8 | 8.4 ± 0.2 | 0.6 ± 0.1 | 0.9 ± 0.2 | - | - |
| Dark area | 78.0 ± 7.0 | 9.0 ± 1.0 | 0.7 ± 0.1 | 4.0 ± 2.0 | 11.0 ± 7.0 | - | |
| HAZ I | Grain | 83.6 ± 0.4 | 13.6 ± 0.3 | 1.7 ± 0.2 | 1.1 ± 0.1 | - | - |
| HAZ II | Grain | 83.5 ± 0.2 | 13.5 ± 0.1 | 1.7 ± 0.1 | 1.3 ± 0.1 | - | - |
| Black area | 75.0 ± 10.0 | 14.0 ± 2.0 | 2.0 ± 0.4 | 2.0 ± 1.0 | 7.0 ± 3.0 | - | |
| HAZ III | Grain | 82.7 ± 0.8 | 13.6 ± 0.1 | 1.7 ± 0.3 | 2.0 ± 1.0 | - | - |
| Grain boundary | 62.8 ± 0.8 | 10.9 ± 0.5 | 1.3 ± 0.3 | 5.0 ± 1.0 | 8.0 ± 1.0 | 12.0 ± 1.0 | |
| HAZ IV | Grain | 72.0 ± 1.0 | 12.1 ± 0.5 | 1.5 ± 0.5 | 6.4 ± 0.6 | 8.0 ± 0.7 | - |
| Grain boundary | 51.0 ± 5.0 | 9.0 ± 2.0 | 1.1 ± 0.1 | 11.0 ± 1.0 | 13.0 ± 0.4 | 15.0 ± 5.4 | |
| Non-Laser Hardened | Grain | 83.4 ± 0.4 | 13.6 ± 0.2 | 1.6 ± 0.1 | 1.4 ± 0.3 | - | - |
| Grey area | 75.9 ± 0.4 | 16.0 ± 1.0 | 1.5 ± 0.1 | 2.6 ± 0.3 | 4.0 ± 0.6 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahuir-Torres, J.I.; Batako, A.D.L.; Khidasheli, N.; Bakradze, N.; Zhu, G. Improving Commercial Motor Bike Rim Disc Hardness Using a Continuous-Wave Infrared Fibre Laser. J. Manuf. Mater. Process. 2024, 8, 18. https://doi.org/10.3390/jmmp8010018
Ahuir-Torres JI, Batako ADL, Khidasheli N, Bakradze N, Zhu G. Improving Commercial Motor Bike Rim Disc Hardness Using a Continuous-Wave Infrared Fibre Laser. Journal of Manufacturing and Materials Processing. 2024; 8(1):18. https://doi.org/10.3390/jmmp8010018
Chicago/Turabian StyleAhuir-Torres, Juan Ignacio, Andre D. L. Batako, Nugzar Khidasheli, Nana Bakradze, and Guanyu Zhu. 2024. "Improving Commercial Motor Bike Rim Disc Hardness Using a Continuous-Wave Infrared Fibre Laser" Journal of Manufacturing and Materials Processing 8, no. 1: 18. https://doi.org/10.3390/jmmp8010018
APA StyleAhuir-Torres, J. I., Batako, A. D. L., Khidasheli, N., Bakradze, N., & Zhu, G. (2024). Improving Commercial Motor Bike Rim Disc Hardness Using a Continuous-Wave Infrared Fibre Laser. Journal of Manufacturing and Materials Processing, 8(1), 18. https://doi.org/10.3390/jmmp8010018