


Numerical Study of the Gas–Solid Separation Performance of Axial Flow Cyclone Separators


Abstract
1. Introduction
2. Materials and Methods
2.1. Grid Generation Methods
2.2. Governing Equations
- (1)
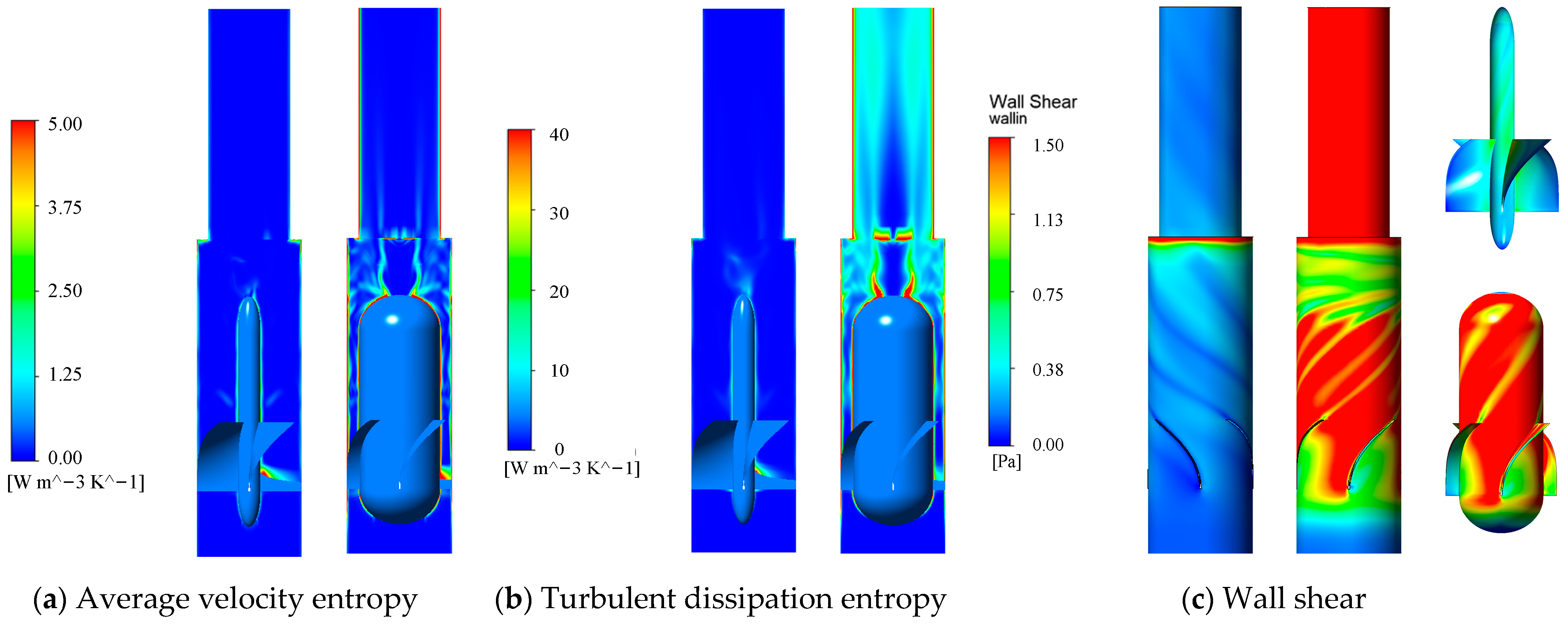
- Rate of the time-averaged entropy production caused by viscous dissipations in the average flow field:
- (2)
- Since the Reynolds-averaged approach cannot explicitly provide the turbulent velocity, Herwig et al. correlated the ‘’ variable in the RANS simulation model with the entropy production rate. This correlation yields the turbulent dissipation entropy production rate resulting from the flow field fluctuations:
- (3)
- The entropy production generated at the wall due to velocity gradients is calculated by the following expression [28]:
2.3. Boundary Condition and Solver Settings
2.4. Particle–Wall Collision Model
2.5. Calculation Steps
3. Results and Discussion
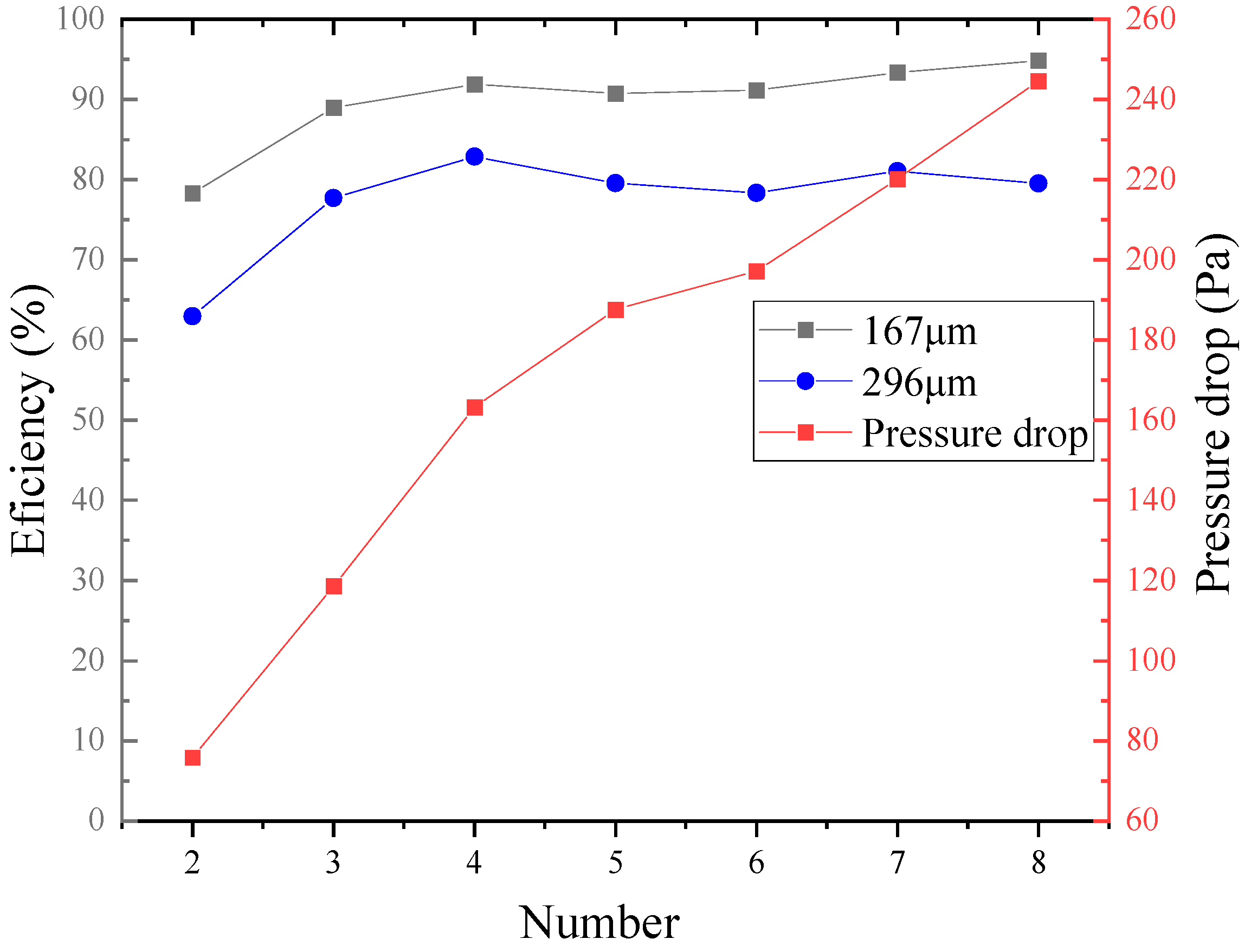
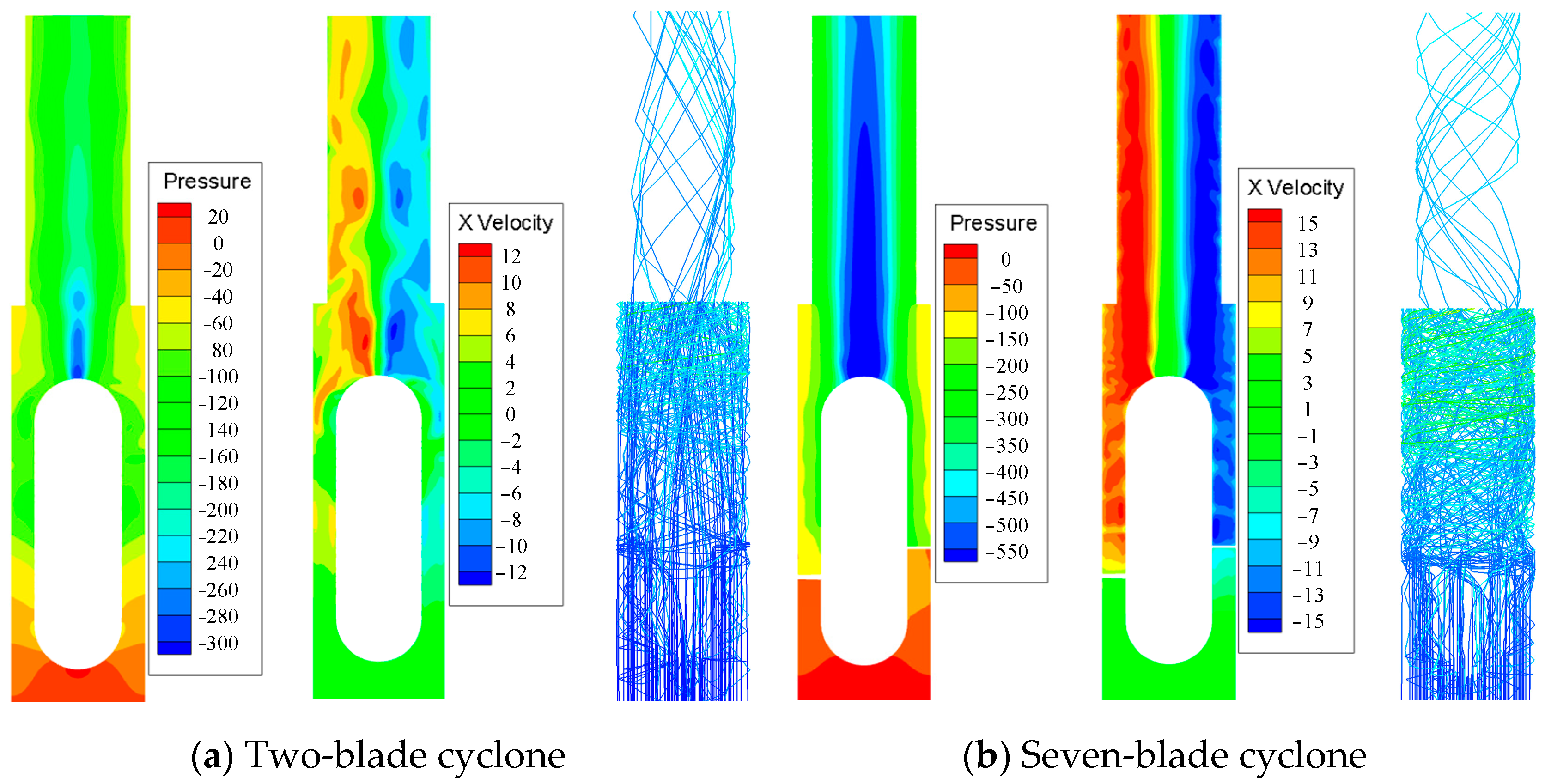
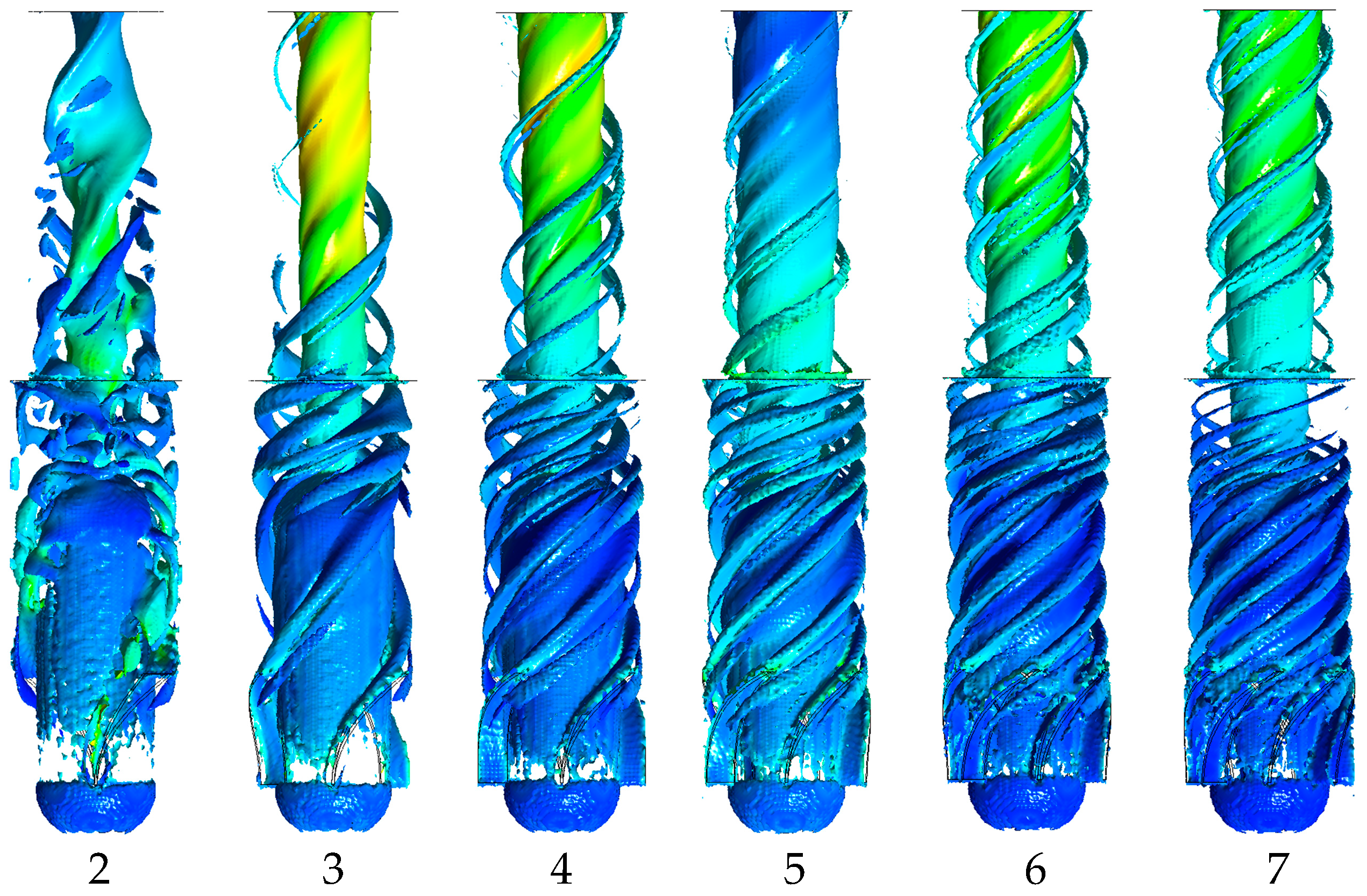
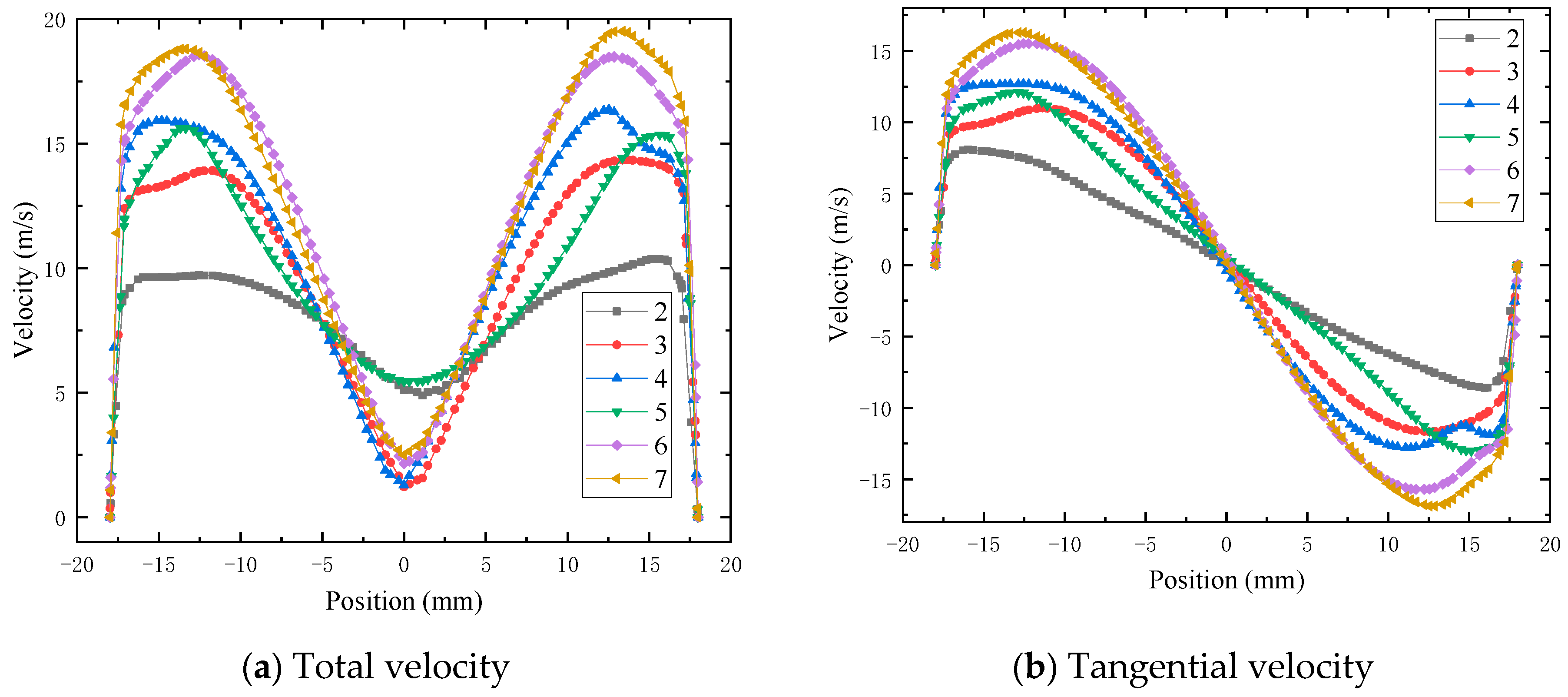
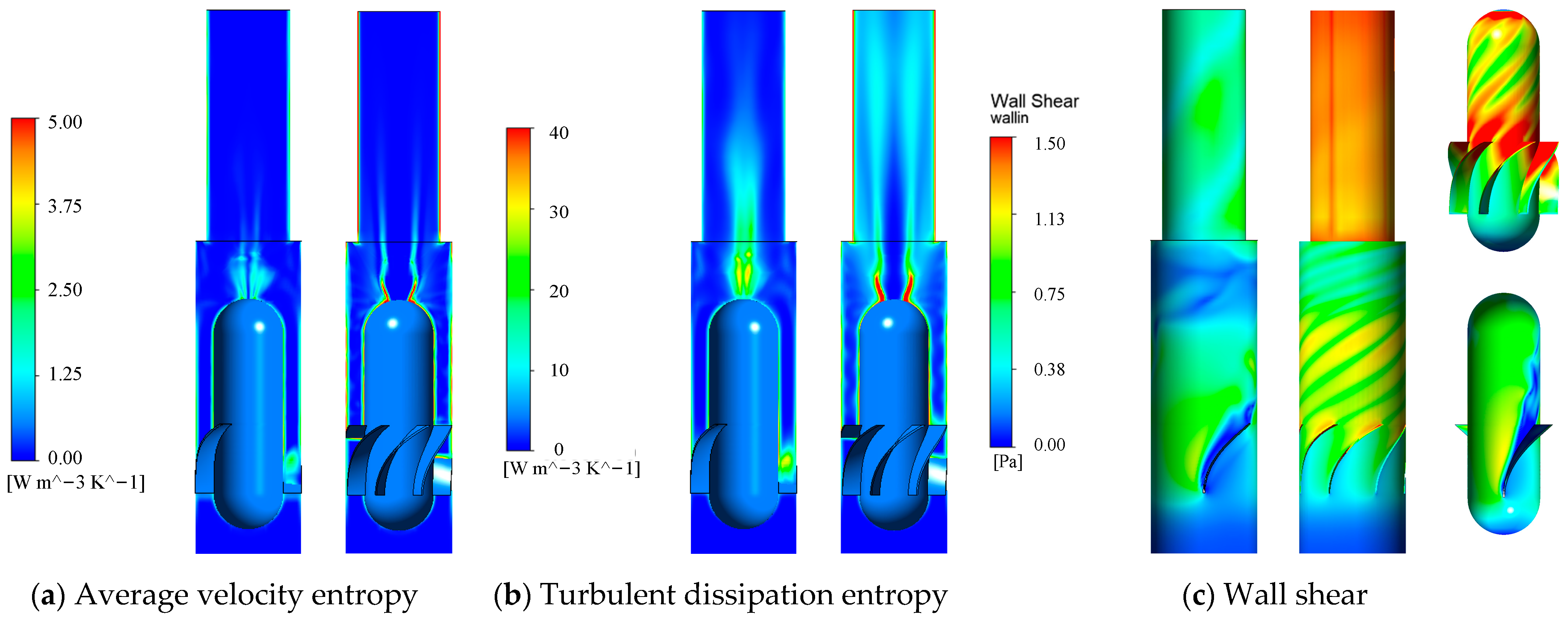
3.1. Effect of Blade Number
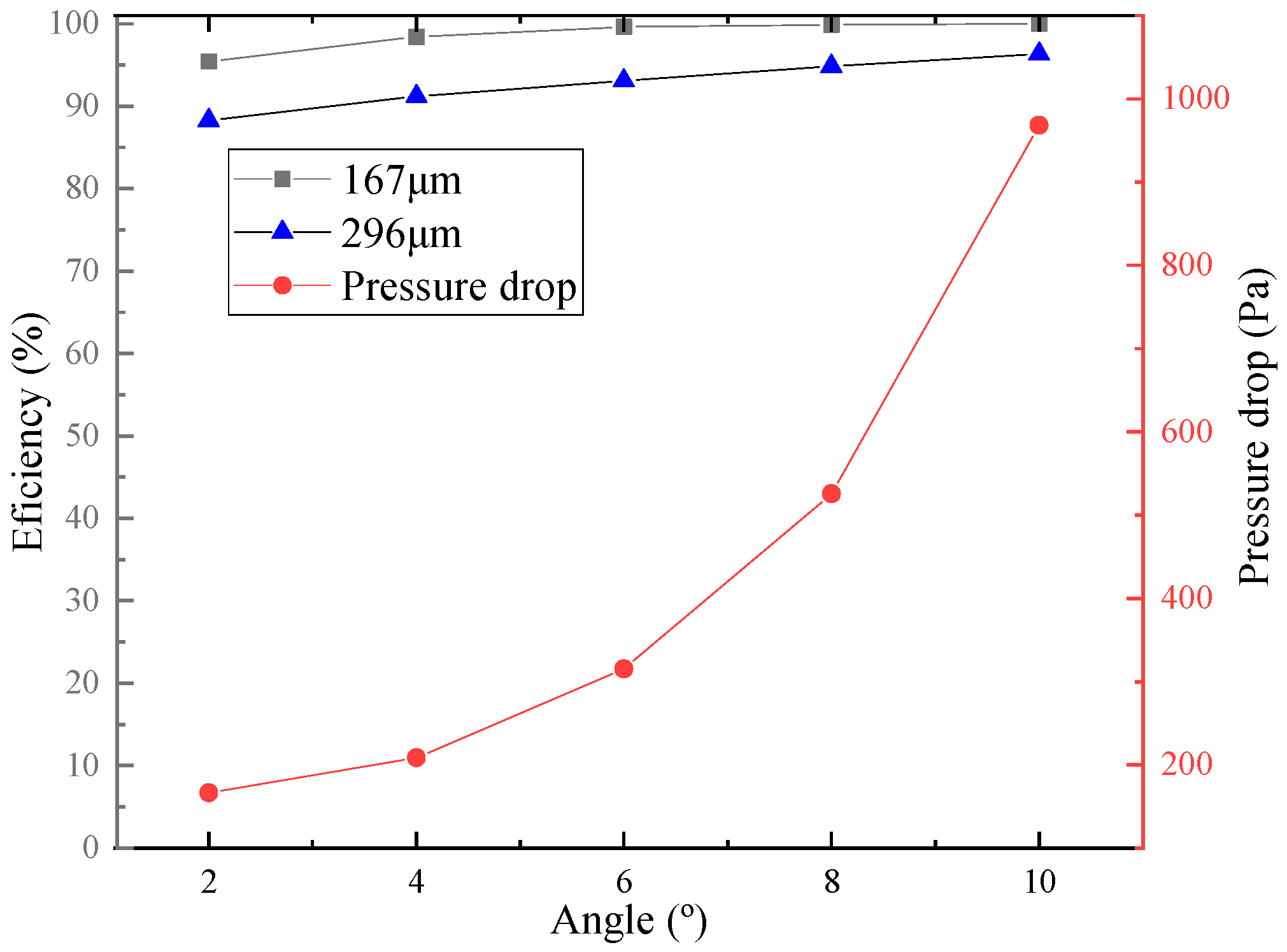
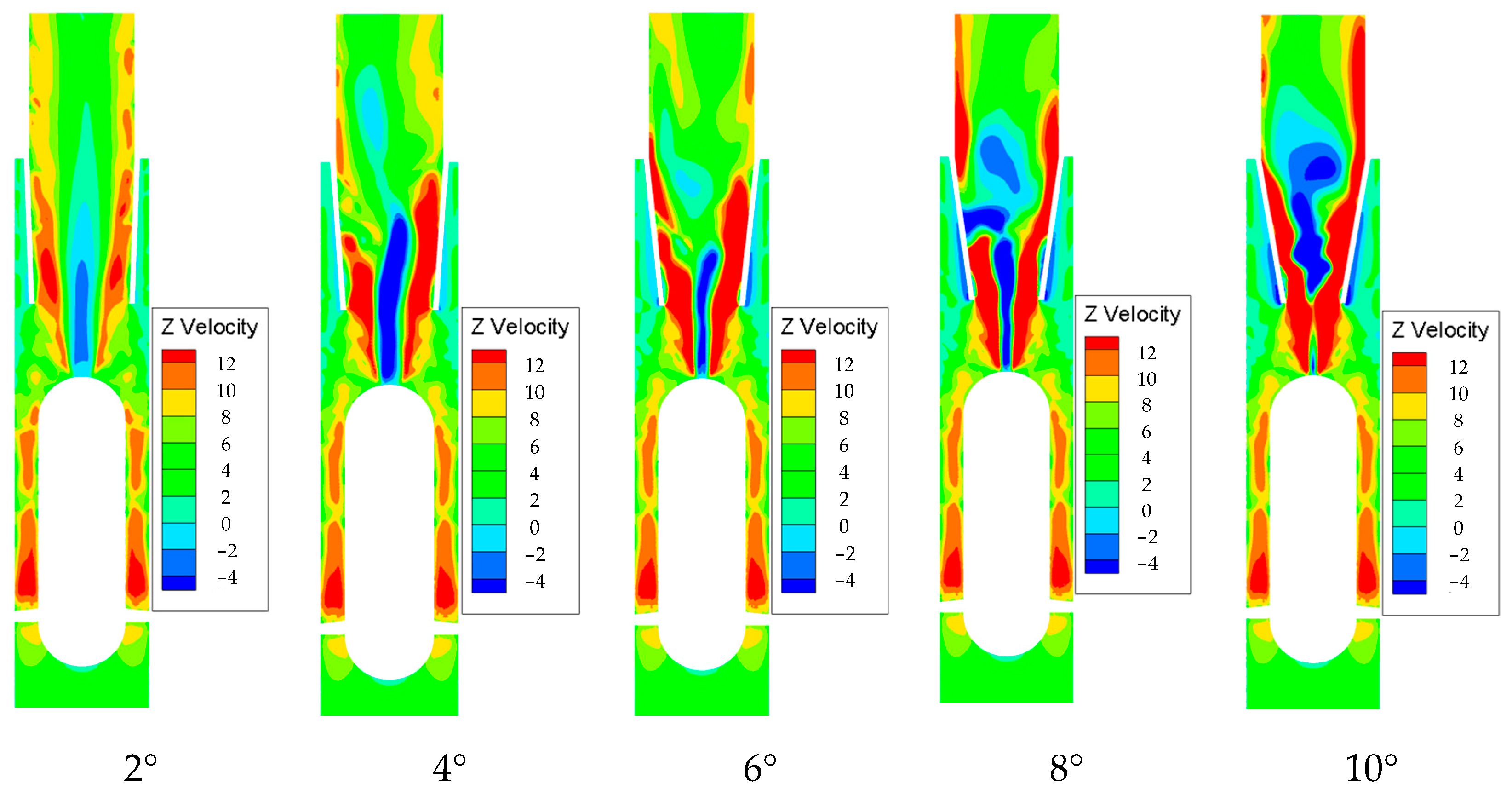
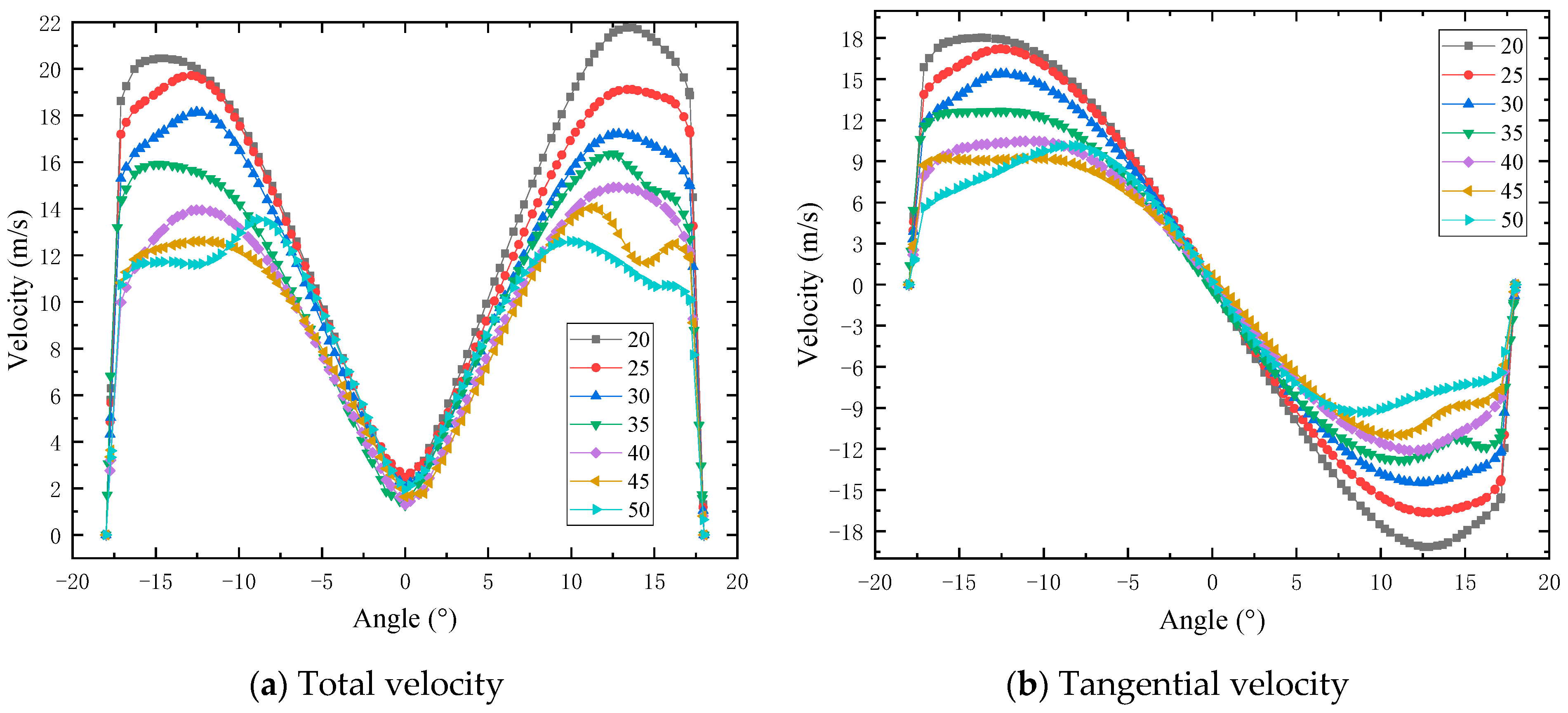
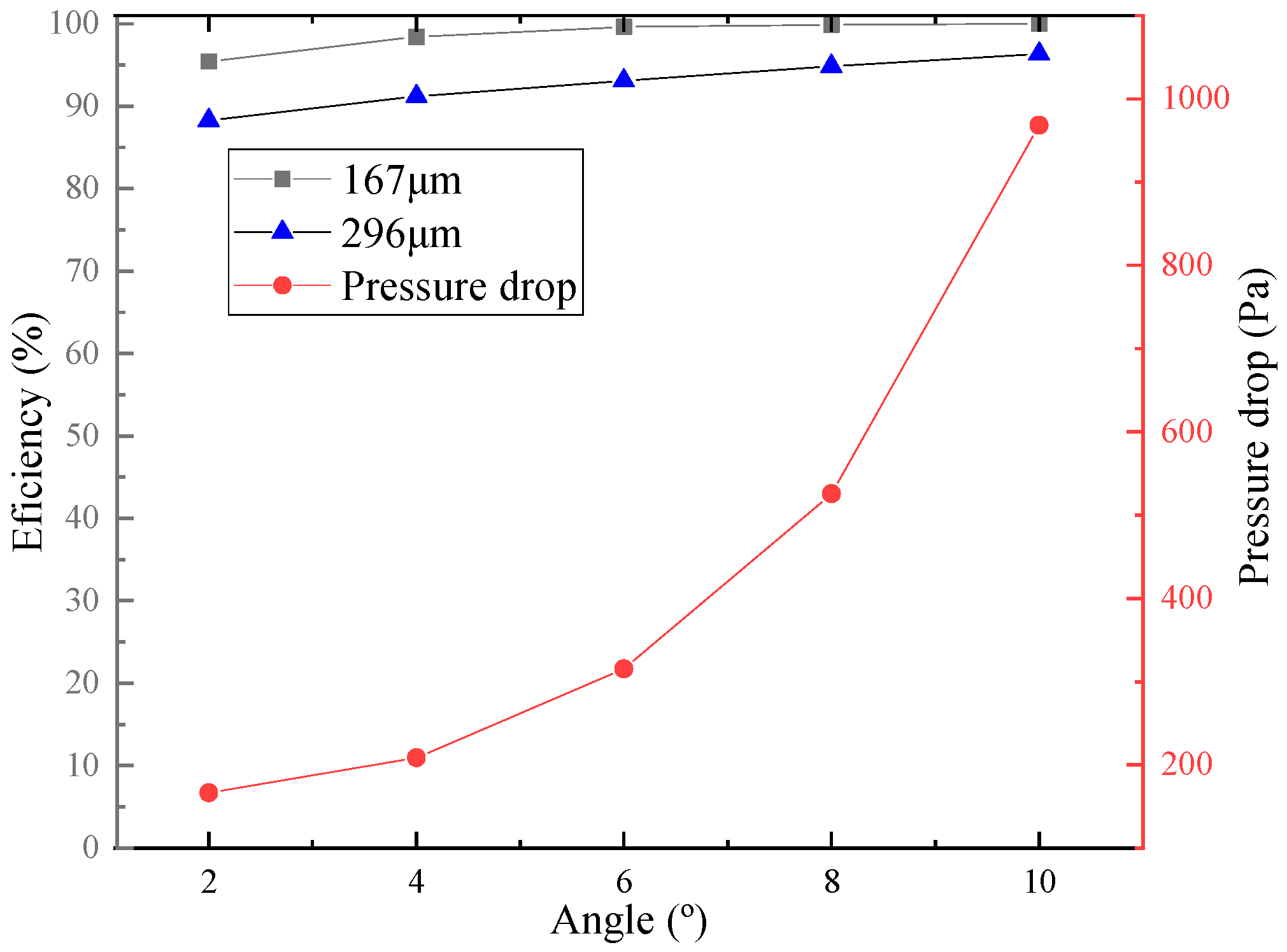
3.2. Effect of Blade Outlet Angle
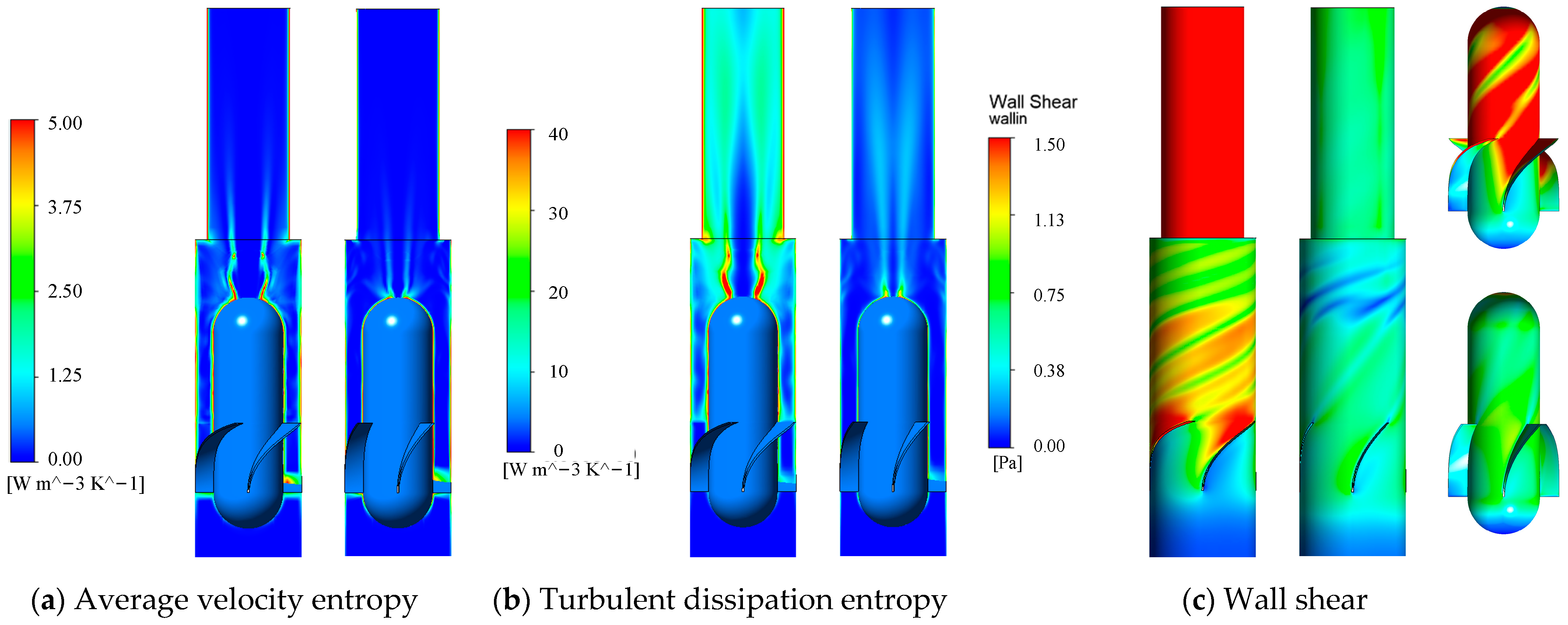
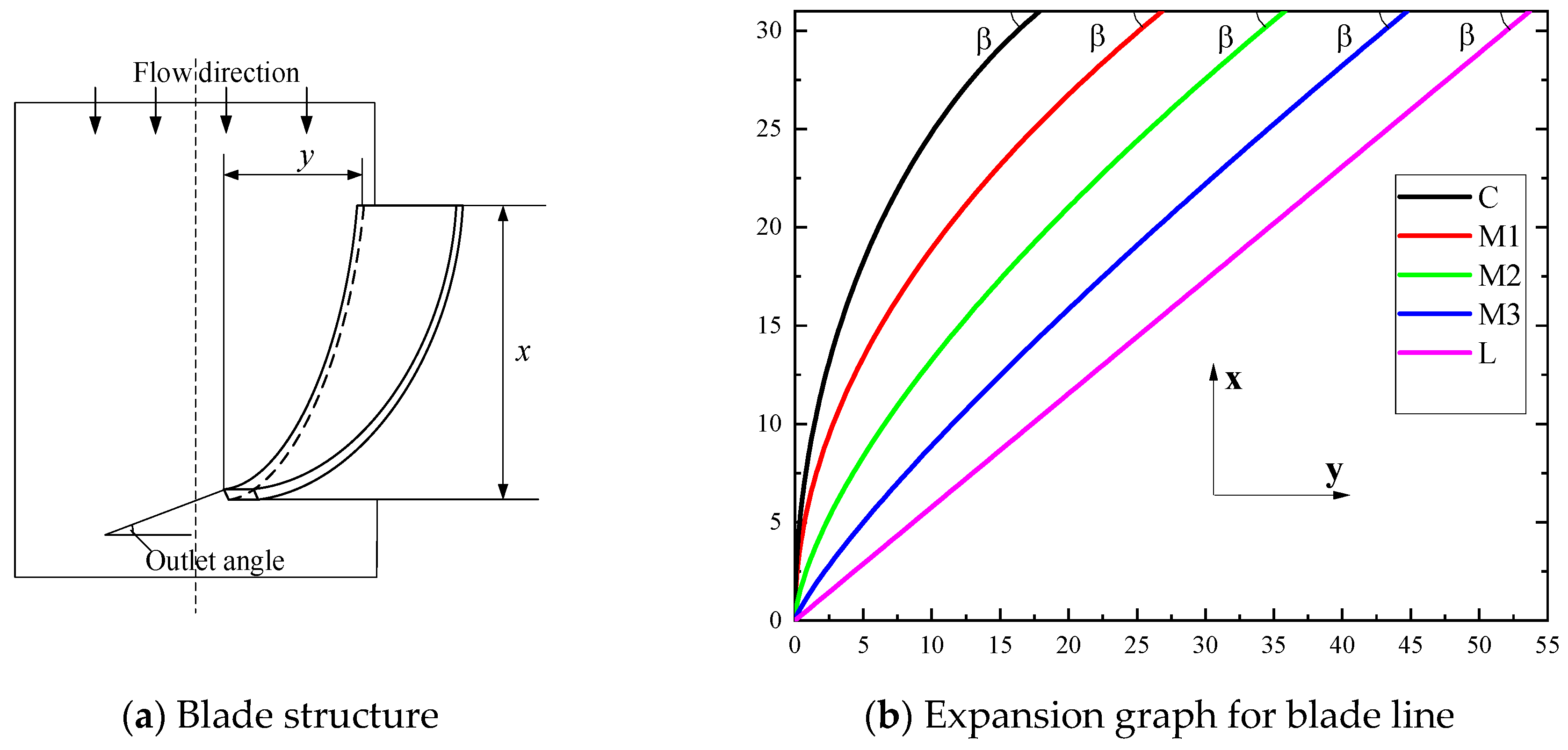
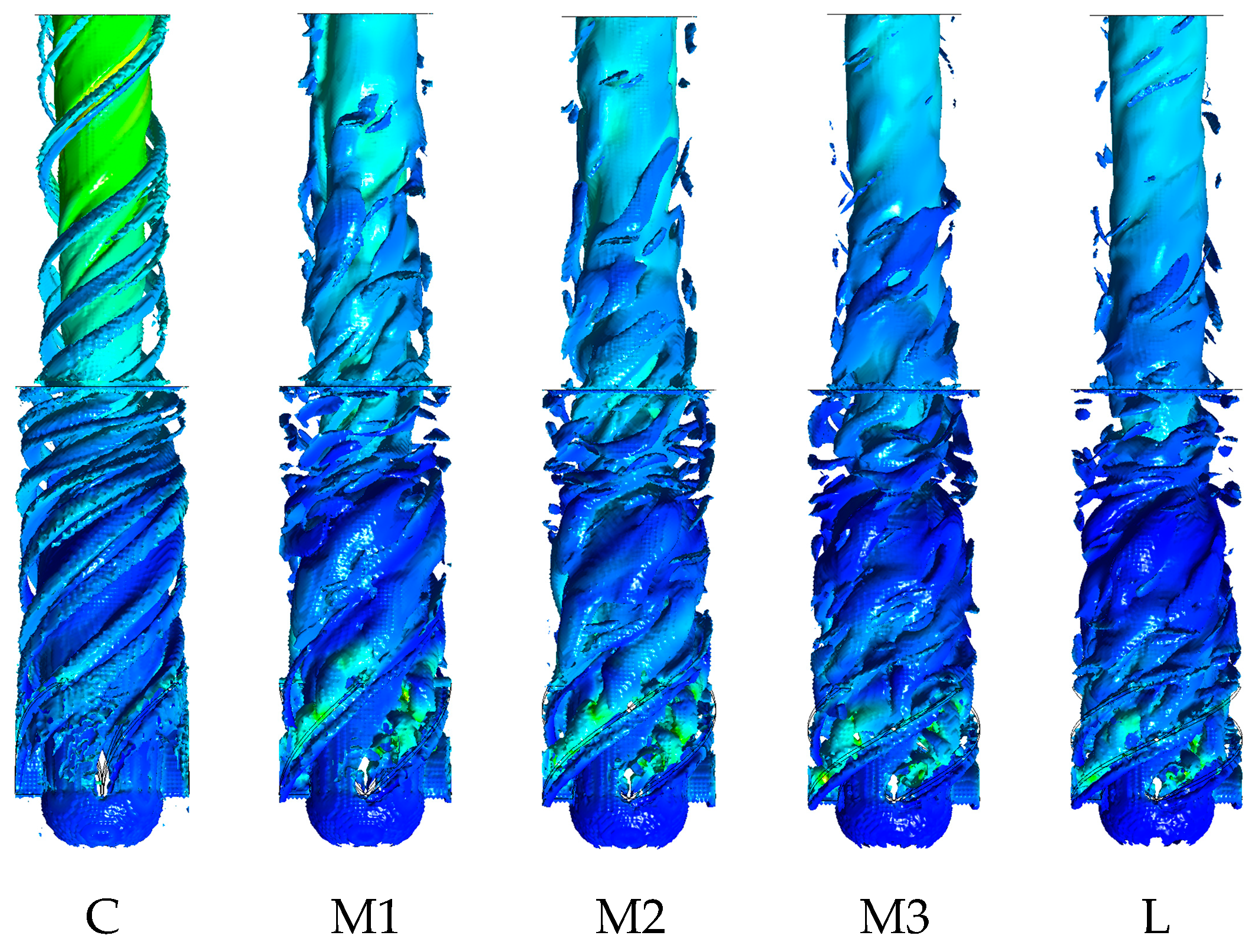
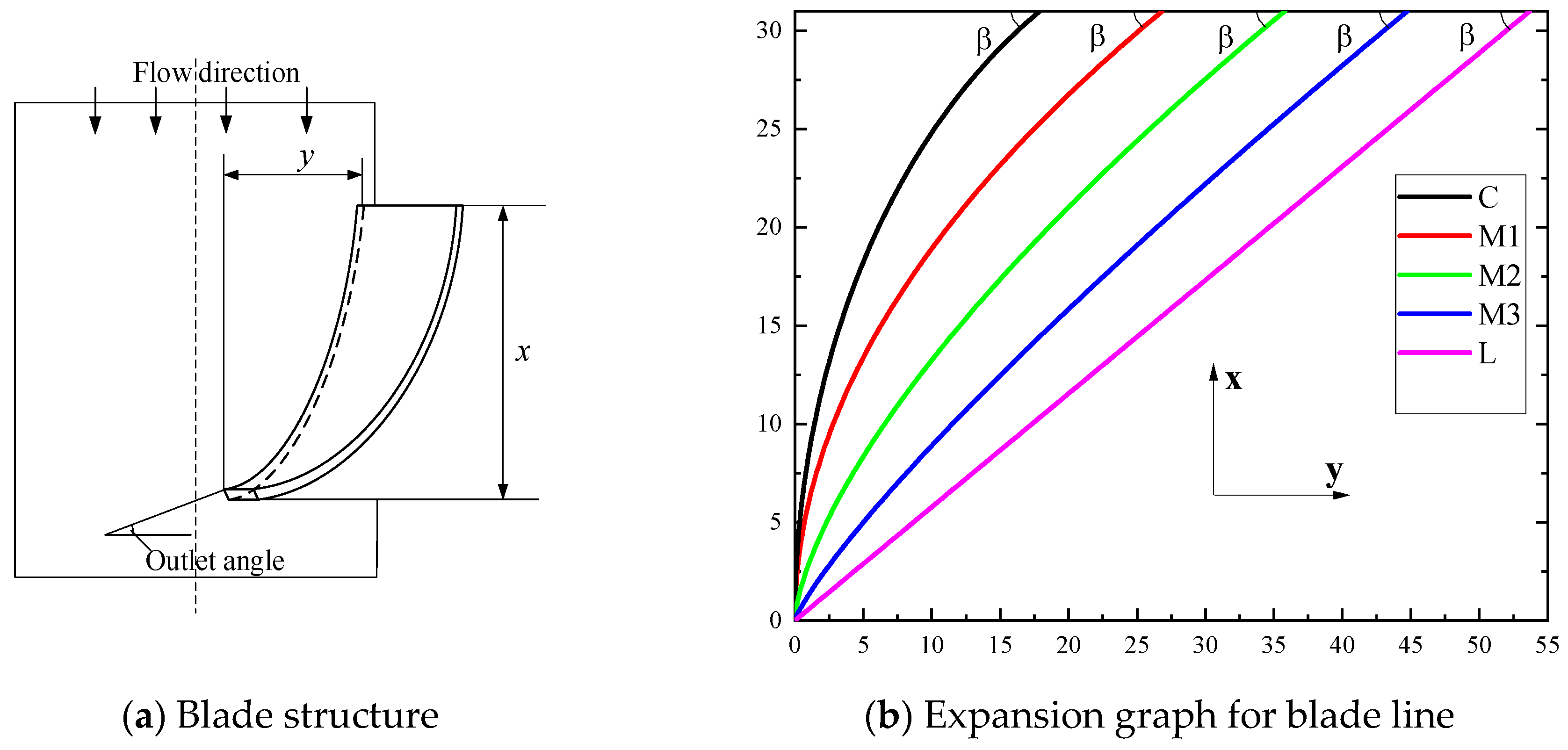
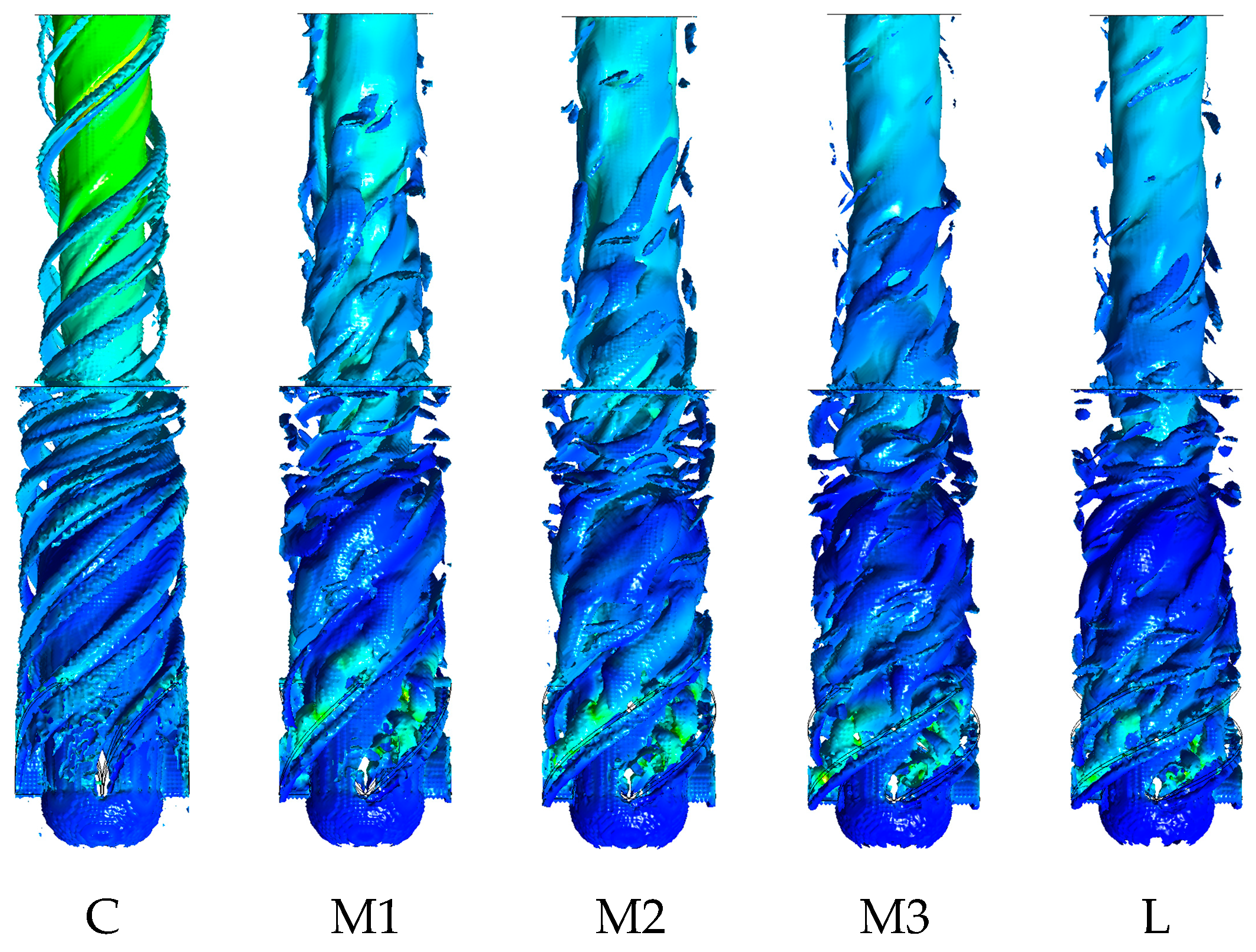
3.3. Influence of the Blade Shape
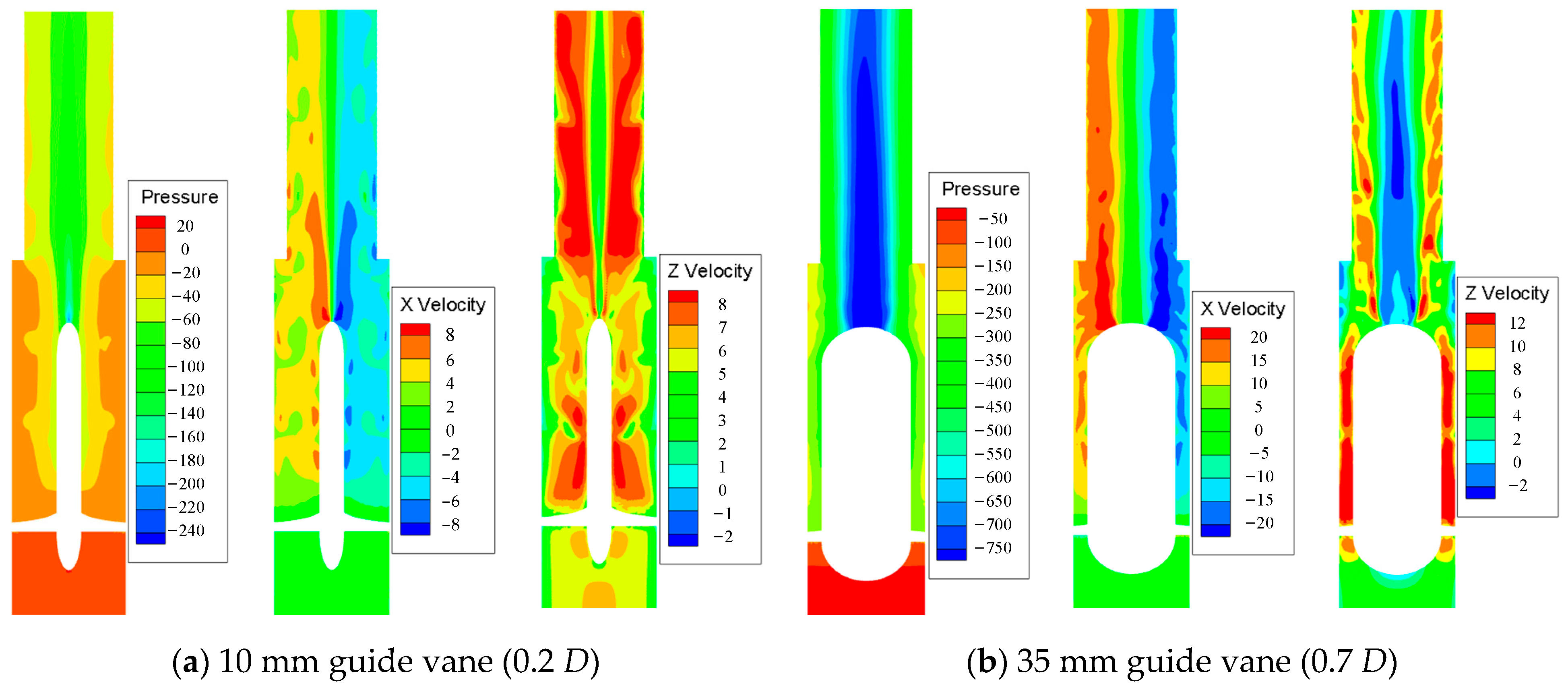
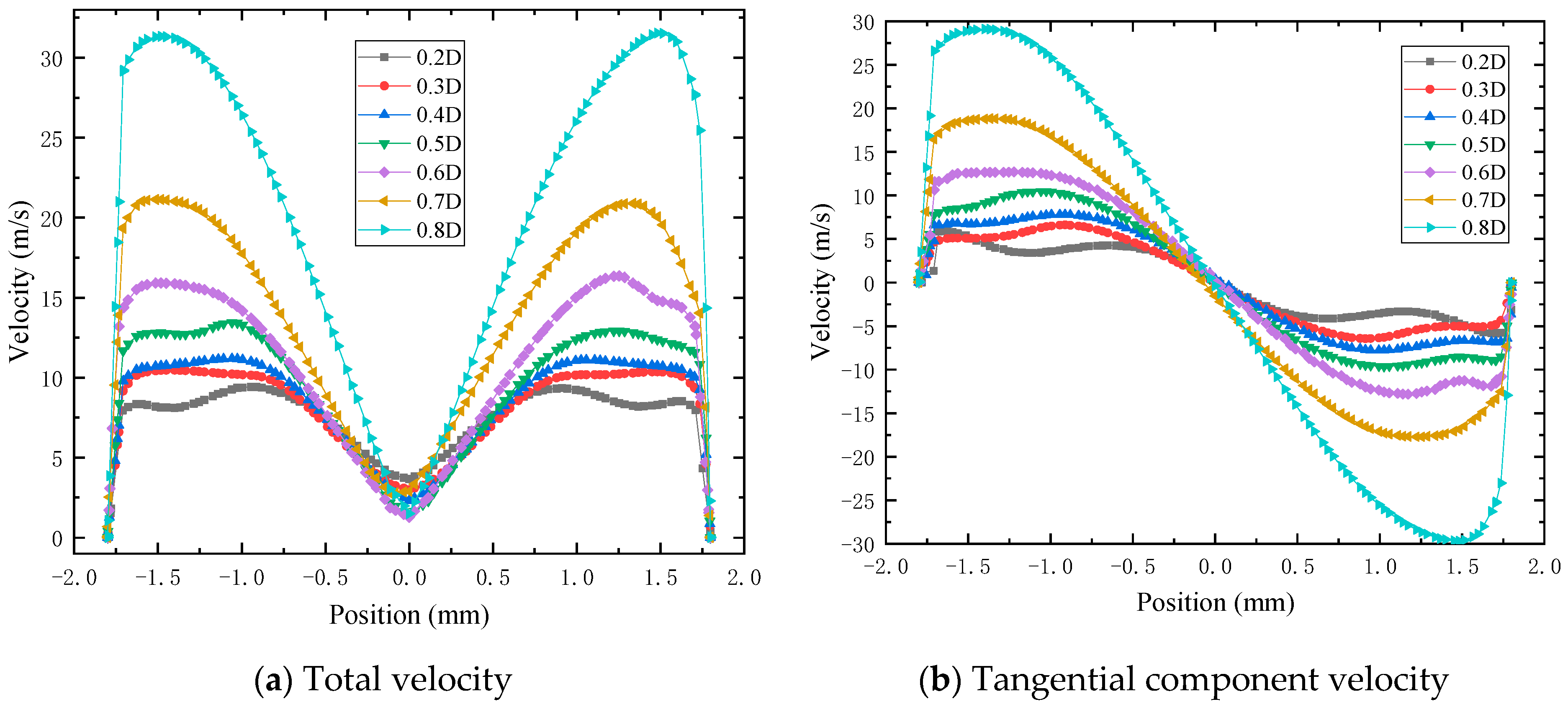
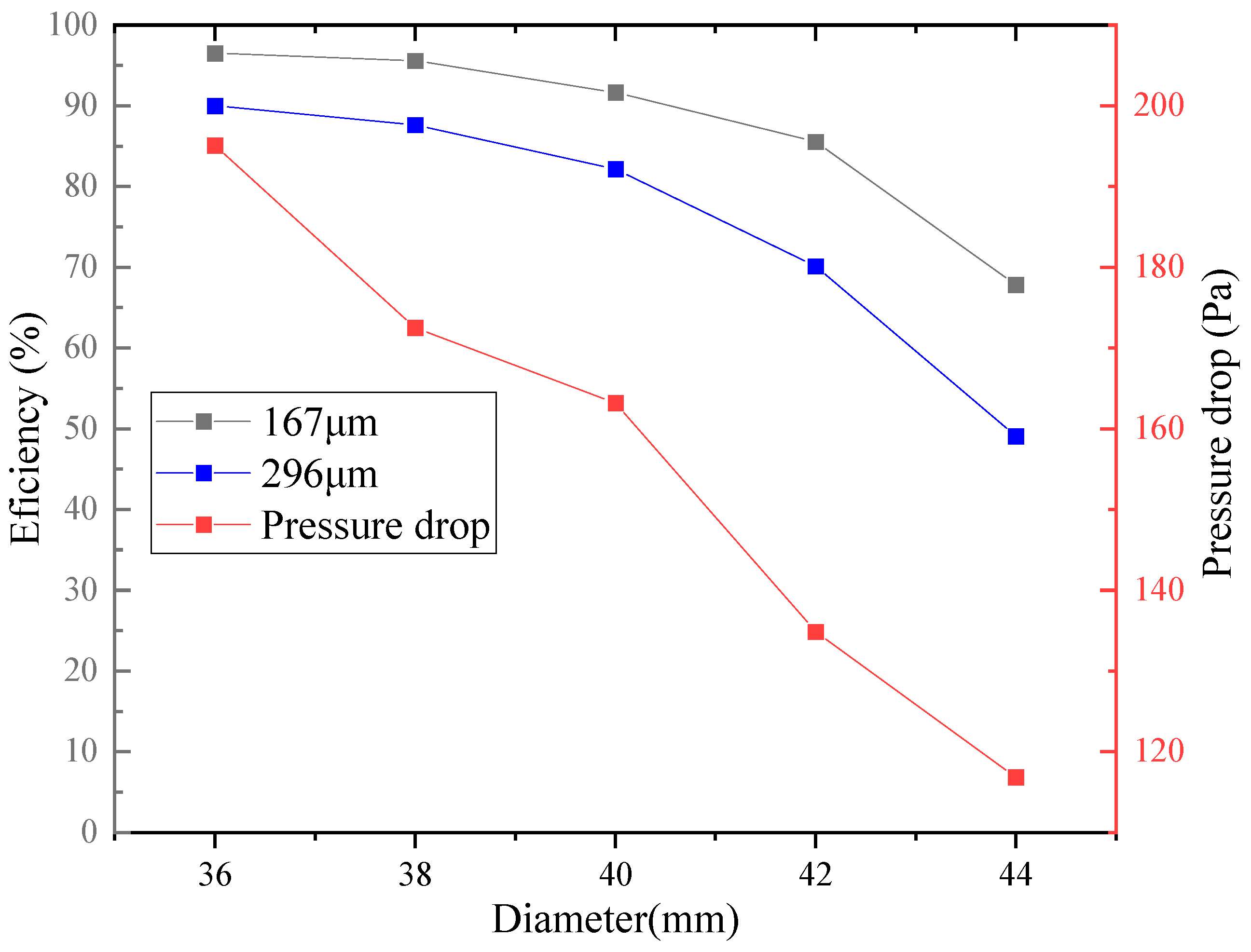
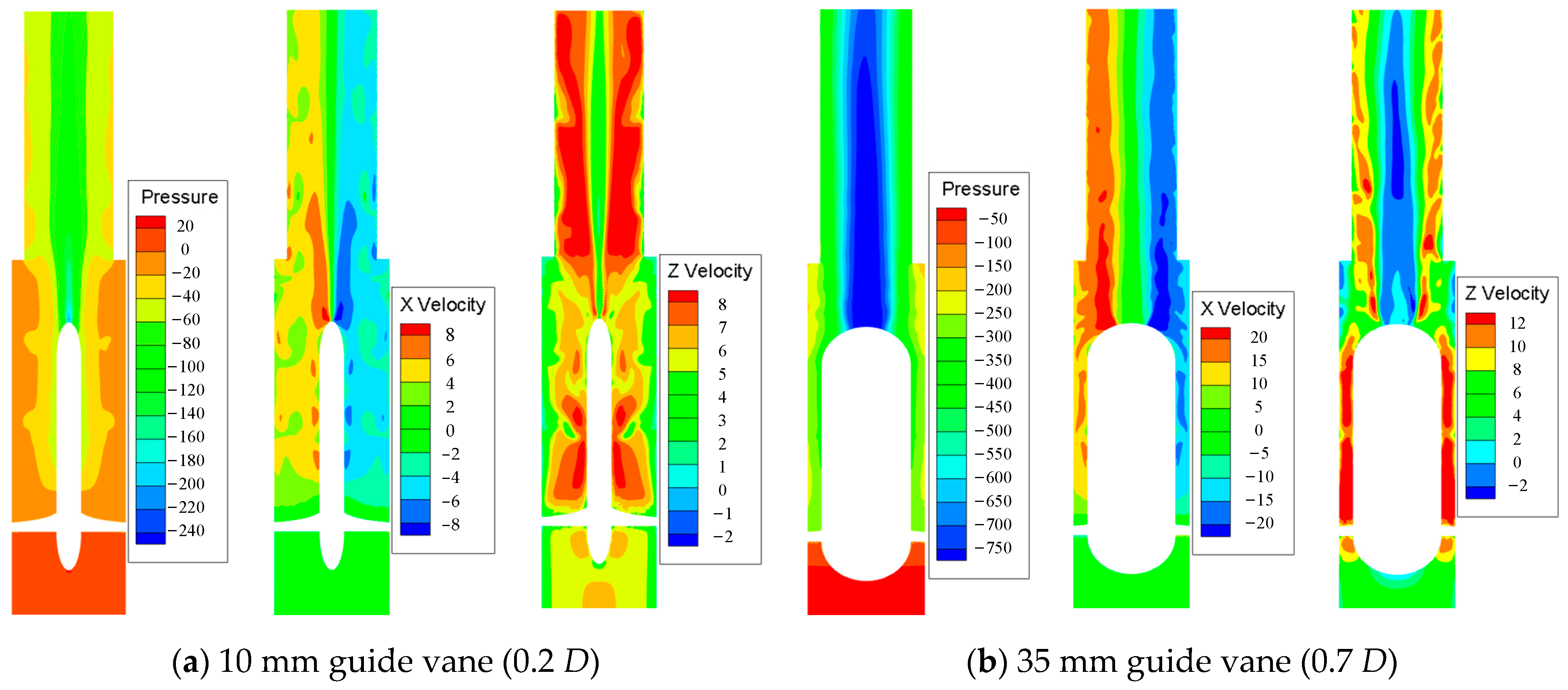
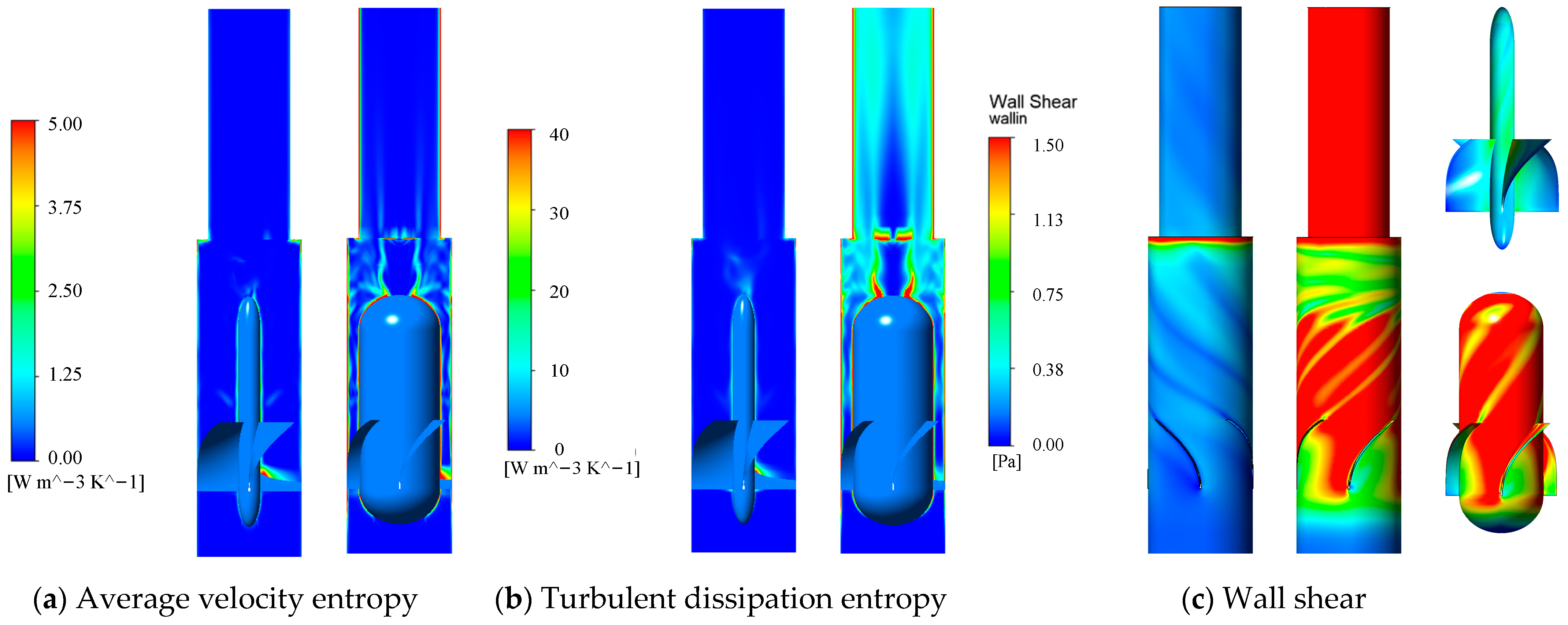
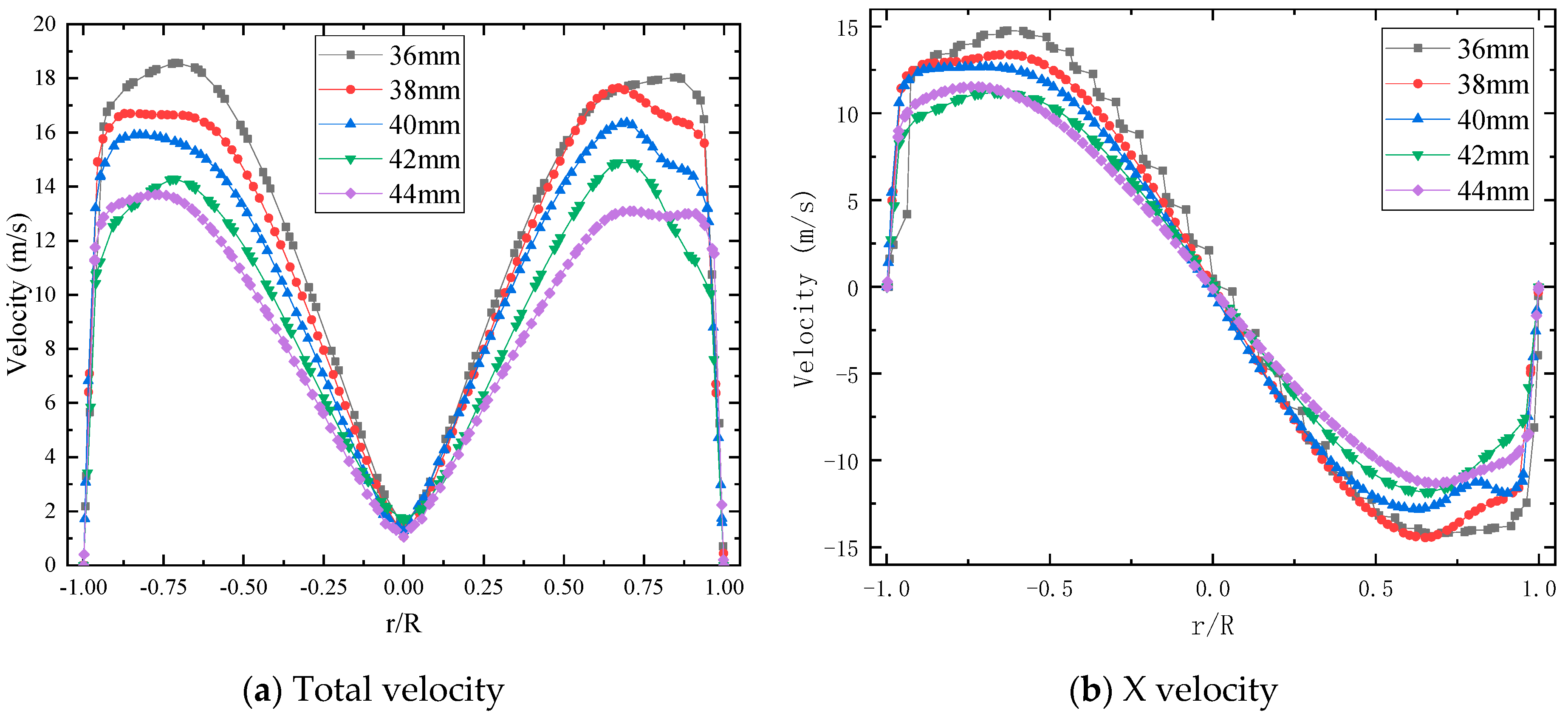
3.4. Guide Cone Diameter
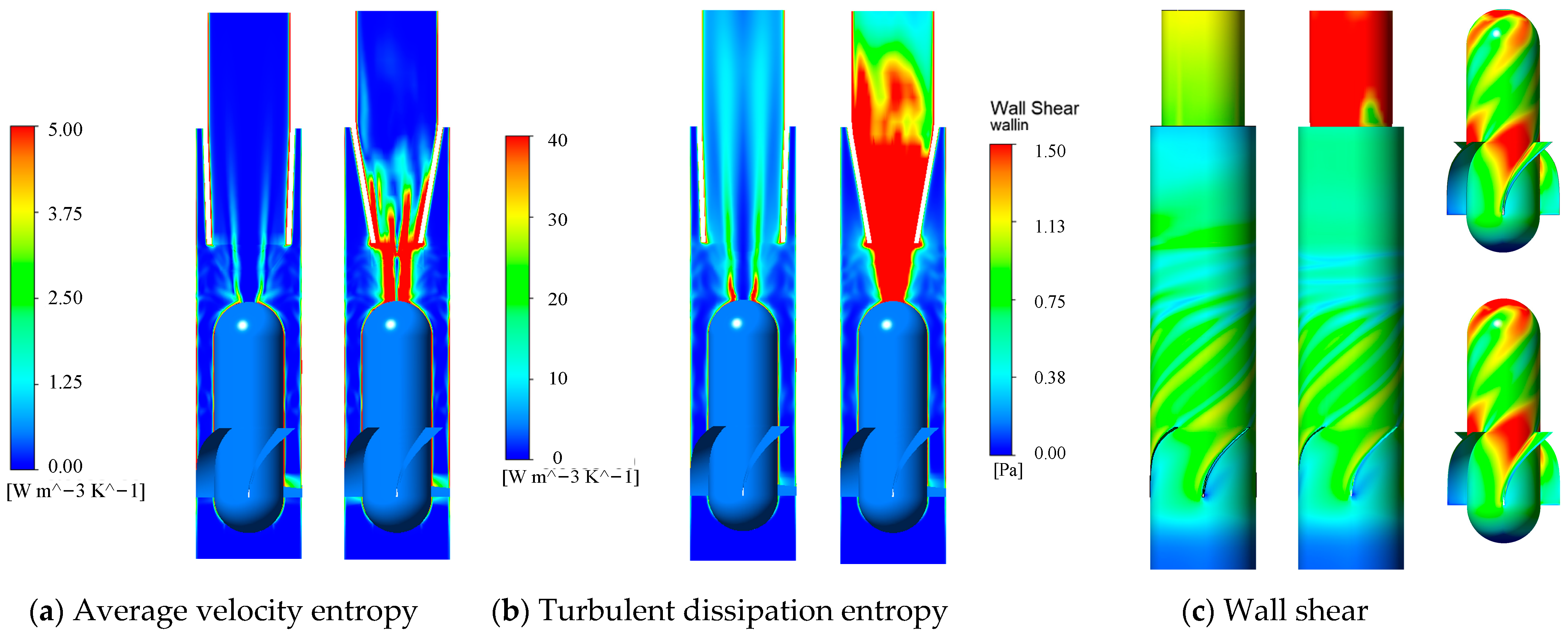
3.5. Exhaust Pipe Diameter
3.6. Exhaust Pipe Shape
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Eckhoff, R.K.; Li, G. Industrial dust explosions. A brief review. Appl. Sci. 2021, 11, 1669. [Google Scholar] [CrossRef]
- Zhou, X.; Li, X.; Cui, Z.; Wu, L.; Zhou, H.; Lu, X. Combustible wood dust explosions and impacts on environments and health-A review. Environ. Res. 2023, 216, 114658. [Google Scholar] [CrossRef] [PubMed]
- Ray, S.K.; Khan, A.M.; Mohalik, N.K.; Mishra, D.; Mandal, S.; Pandey, J.K. Review of preventive and constructive measures for coal mine explosions: An Indian perspective. Int. J. Min. Sci. Technol. 2022, 32, 471–485. [Google Scholar] [CrossRef]
- Afshar-Mohajer, N.; Wu, C.-Y.; Curtis, J.S.; Gaier, J.R. Review of dust transport and mitigation technologies in lunar and Martian atmospheres. Adv. Space Res. 2015, 56, 1222–1241. [Google Scholar] [CrossRef]
- Shim, J.; Joe, Y.-H.; Park, H.-S. Influence of air injection nozzles on filter cleaning performance of pulse-jet bag filter. Powder Technol. 2017, 322, 250–257. [Google Scholar] [CrossRef]
- Gu, Y.; Tian, E.; Xia, F.; Yu, T.; Afshari, A.; Mo, J. A new pin-to-plate corona discharger with clean air protection for particulate matter removal. Energy Built Environ. 2020, 1, 87–92. [Google Scholar] [CrossRef]
- Han, N.; Wang, Y.; Su, B.-L. Unveiling oscillatory nature for sustainable fuel production. Natl. Sci. Rev. 2024, nwae068. [Google Scholar] [CrossRef]
- Liu, Y.; Cheng, Q.; Zhang, B.; Tian, F. Three-phase hydrocyclone separator–A review. Chem. Eng. Res. Des. 2015, 100, 554–560. [Google Scholar] [CrossRef]
- Nassaj, O.R.; Toghraie, D.; Afrand, M. Effects of multi inlet guide channels on the performance of a cyclone separator. Powder Technol. 2019, 356, 353–372. [Google Scholar] [CrossRef]
- Sakin, A.; Karagoz, I.; Avci, A. Performance analysis of axial and reverse flow cyclone separators. Chem. Eng. Process. Process. Intensif. 2019, 144, 107630. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, X.; Liao, R.; Lei, Y.; Fang, Z. Study on Pressure Drop Characteristics of a Two-Stage Swirler Separator. SPE Prod. Oper. 2022, 37, 107–119. [Google Scholar] [CrossRef]
- Liu, L.; Bai, B. Numerical study on swirling flow and separation performance of swirl vane separator. Interfacial Phenom. Heat Transf. 2017, 5, 9–21. [Google Scholar] [CrossRef]
- Liu, L.; Bai, B. Scaling laws for gas–liquid flow in swirl vane separators. Nucl. Eng. Des. 2016, 298, 229–239. [Google Scholar] [CrossRef]
- Matsubayashi, T.; Katono, K.; Hayashi, K.; Tomiyama, A. Effects of swirler shape on swirling annular flow in a gas–liquid separator. Nucl. Eng. Des. 2012, 249, 63–70. [Google Scholar] [CrossRef]
- Huard, M.; Briens, C.; Berruti, F.; Gauthier, T.A. A review of rapid gas-solid separation techniques. Int. J. Chem. React. Eng. 2010, 8. [Google Scholar] [CrossRef]
- Gao, S.; Liu, Y.; Fan, Y.; Lu, C. Experimental assessment on an integral two-stage demister of coupling cyclonic separation and granular bed filtration. Powder Technol. 2023, 416, 118178. [Google Scholar] [CrossRef]
- Rocha, A.D.; Bannwart, A.C.; Ganzarolli, M.M. Numerical and experimental study of an axially induced swirling pipe flow. Int. J. Heat Fluid Flow 2015, 53, 81–90. [Google Scholar] [CrossRef]
- Hsiao, T.-C.; Chen, D.-R.; Li, L.; Greenberg, P.; Street, K.W. Development of a multi-stage axial flow cyclone. Aerosol Sci. Technol. 2010, 44, 253–261. [Google Scholar] [CrossRef]
- Mo, X.; Cai, R.; Huang, X.; Zhang, M.; Yang, H. The effects of wall friction and solid acceleration on the mal-distribution of gas–solid flow in double identical parallel cyclones. Powder Technol. 2015, 286, 471–477. [Google Scholar] [CrossRef]
- Ali, H.; Plaza, F.; Mann, A. Flow visualization and modelling of scrubbing liquid flow patterns inside a centrifugal wet scrubber for improved design. Chem. Eng. Sci. 2017, 173, 98–109. [Google Scholar] [CrossRef]
- Azadi, M.; Azadi, M.; Mohebbi, A. A CFD study of the effect of cyclone size on its performance parameters. J. Hazard. Mater. 2010, 182, 835–841. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.-J.; Wang, F.-J. Numerical investigation of performance of an axial-flow pump with inducer. J. Hydrodyn. 2007, 19, 705–711. [Google Scholar] [CrossRef]
- Mao, Y.; Pu, W.; Zhang, H.; Zhang, Q.; Song, Z.; Chen, K.; Han, D. Orthogonal experimental design of an axial flow cyclone separator. Chem. Eng. Process. Process. Intensif. 2019, 144, 107645. [Google Scholar] [CrossRef]
- Kwak, D.; Kiris, C.; Kim, C.S. Computational challenges of viscous incompressible flows. Comput. Fluids 2005, 34, 283–299. [Google Scholar] [CrossRef]
- Sung, G.; Kim, H.-U.; Shin, D.; Shin, W.G.; Kim, T. High efficiency axial wet cyclone air sampler. Aerosol Air Qual. Res. 2018, 18, 2529–2537. [Google Scholar] [CrossRef]
- Tarpagkou, R.; Pantokratoras, A. CFD methodology for sedimentation tanks: The effect of secondary phase on fluid phase using DPM coupled calculations. Appl. Math. Model. 2013, 37, 3478–3494. [Google Scholar] [CrossRef]
- Kock, F.; Herwig, H. Local entropy production in turbulent shear flows: A high-Reynolds number model with wall functions. Int. J. Heat Mass Transf. 2004, 47, 2205–2215. [Google Scholar] [CrossRef]
- Hou, H.; Zhang, Y.; Li, Z.; Jiang, T.; Zhang, J.; Xu, C. Numerical analysis of entropy production on a LNG cryogenic submerged pump. J. Nat. Gas Sci. Eng. 2016, 36, 87–96. [Google Scholar] [CrossRef]
- Delimont, J.M.; Murdock, M.K.; Ng, W.F.; Ekkad, S.V. Effect of Temperature on Microparticle Rebound Characteristics at Constant Impact Velocity—Part I. J. Eng. Gas Turbines Power 2015, 137, 112603. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | Project | Value/mm |
|---|---|---|
| D1 | outer diameter | 50 |
| D2 | inner diameter | 46 |
| d | diameter of guiding cone | |
| a1 | wall thickness | 2 |
| a2 | guide vane length | 30 |
| a3 | guiding cone length | 100 |
| a4 | distance between the pressure hole and dust outlet | 50 |
| Blade Shape | Function | Parameter |
|---|---|---|
| C | ||
| M1 | A = 0.0328 B = 1.9107 | |
| M2 | A = 0.1969 B = 1.4657 | |
| M3 | A = 0.6280 B = 1.1889 | |
| L |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mao, Y.; Chertovskih, R.; Cai, L. Numerical Study of the Gas–Solid Separation Performance of Axial Flow Cyclone Separators. Inventions 2024, 9, 34. https://doi.org/10.3390/inventions9020034
Mao Y, Chertovskih R, Cai L. Numerical Study of the Gas–Solid Separation Performance of Axial Flow Cyclone Separators. Inventions. 2024; 9(2):34. https://doi.org/10.3390/inventions9020034
Chicago/Turabian StyleMao, Yanqin, Roman Chertovskih, and Liang Cai. 2024. "Numerical Study of the Gas–Solid Separation Performance of Axial Flow Cyclone Separators" Inventions 9, no. 2: 34. https://doi.org/10.3390/inventions9020034
APA StyleMao, Y., Chertovskih, R., & Cai, L. (2024). Numerical Study of the Gas–Solid Separation Performance of Axial Flow Cyclone Separators. Inventions, 9(2), 34. https://doi.org/10.3390/inventions9020034