Abstract
Slicing ceramic (SC) is well-known as difficult-to-cut material. It is a hard and brittle material. The Grey-Taguchi method, which converts multiple response problems into a single response, is used to determine the effect of the process parameters for wire-sawing on multiple quality characteristics. The wire-sawing parameters include the wire tension (T), the slurry concentration (C), mixed grains mesh size (G), the wire speed (S), and the working load (P). The machining quality characteristics include a material removal rate (MRR), machined surface roughness (SR) of SC, kerf width (KW), wire wear (WW), and flatness (FT). An analysis of variance (ANOVA) is used to identify the mixed grains and slurry concentration that have a significant effect on multiple quality characteristics. The results of the ANOVA using the Grey-Taguchi method show that the optimum conditions are T2C1G1S2P1 (wire tension of 24 N, slurry concentration of 10% wt., mixed grains of #600 + #1000 mesh size, wire speed of 2.8 m/s, and working load of 1.27 N). The respective improvement in MRR, machined SR of SC, KW, WW, and FT is 2.43%, 2.36%, 1.08%, 2.33%, and 14.27%. The addition of #600 + #1000 mixed grains mesh size to the slurry improves the machined SR of SC, KW, and WW. An increase in wire speed and working load and the use of appropriate mixed grains mesh size and slurry concentration increases the MRR for wire-saw machining.
1. Introduction
Wire-sawing has always been an important driver to process brittle-hard materials (ceramics, silicon, SiC, and sapphire). With the vigorous development of the semiconductor and photovoltaic industries in recent years, hard and brittle materials are used as substrates. Wire-sawing provides an effective and efficient processing for slicing silicon wafers and silicon ceramics (SC) in the semiconductor and optoelectronics industries. The material removal mechanism for wire-sawing is similar to that for band-sawing or reciprocating-sawing. Compared with other traditional sawing methods, wire-sawing has the advantages of high output, small kerf loss, and strong ability to cut large-size ingots. Wire-sawing uses single or multiple strands to mobilize abrasive slurry to cut hard and brittle materials. The process is often cooled and lubricated using water or oil. Wire-sawing has a smaller kerf, dissipates less heat, and wastes less material than traditional blade-sawing, but it operates at a slower speed and is subject to wire breakages and surface imperfections [1]. Many studies pertain to wire-saw machining and its usage parameters. The wire sawing process for single crystal SiC can be regarded as nano and micro scratching on the workpiece with diamond abrasives [2]. The damage depth will decrease with the increase of wire speed and decrease of the feed rate [3]. Yamamoto [4] used multiple wire-saws to cut granite and obtained very good cutting efficiency. Suwabe et al. [5] studied the effect of different combinations of slurry grains on the efficiency of wire-saw machining. Clark et al. [6] determined the effect of machining parameters on ceramics in terms of multiple characteristics (sawing force, force ratio, and surface roughness) using a machine with a diamond wire-saw. Craig [7] studied the effect of the workpiece feed rate and wire-saw swing frequency on surface quality for a single crystal. Gao et al. [8] noted that a higher wire speed and lower feed rate for an ingot gives a wafer with less surface roughness and less subsurface damage due to micro-cracks. Liedke et al. [9] developed an empirical model to determine the effect of important process parameters such as wire velocity, feed velocity, tension, ingot size, wire length, lapping pressure, and the shape of the formed wire bow on the macroscopic mechanical conditions for wire-saw machining. Gao et al. [10] reported that an approximate non-linear increasing relationship was shown between the used slicing parameters (average cutting depth of the abrasives and the ratio of the workpiece feed speed to the wire speed). Pala et al. [11] found that better surface finish may be obtained at higher wire speeds with ductile material removal as the dominant material removal mode. Li et al. [12] showed that the faster feed rate and wire speed improve the cutting efficiency by the same ratio of the feed rate and wire speed, which means it is easier to obtain a brittle fracture surface. Bidiville et al. [13] found that a low abrasive volume fraction in the slurry, a low wire tension, and a slow feed rate can obtain the strongest wafers in a slicing silicon wafer. Tsai et al. [14] reported wire speed and working load are positively correlated with material removal of single-wire saw machining ceramics. A review of some papers on the system and process level investigations for both multi-wire slurry sawing and diamond wire-sawing is also presented in Reference [15].
The machining process for a product or workpiece involves multiple quality characteristics so that companies must develop a technological database to reduce costs. The Grey-Taguchi method, which uses design and statistical analysis to improve the quality of a product or workpiece and not inspection, is a practical method of reducing cost and increasing efficiency to address multiple quality characteristics for many applications [16,17,18,19,20]. This paper is greatly concerned with the machining quality characteristics including the material removal rate (MRR), surface roughness (SR), kerf width (KW), wire wear (WW), and flatness (FT) after slicing SC. The machined SR for a SC, KW, or FT is important for increasing the MRR and reducing WW for wire-saw machining. However, few studies determine the complex relationship between these wire-sawing parameters. This study determines the effect of machining parameters such as wire tension, slurry concentration, mixed grains mesh size, wire speed, and working load on machining quality characteristics such as the MRR and the machined SR of the SC, KW, WW, and FT using the Grey-Taguchi method.
2. Experimental Design
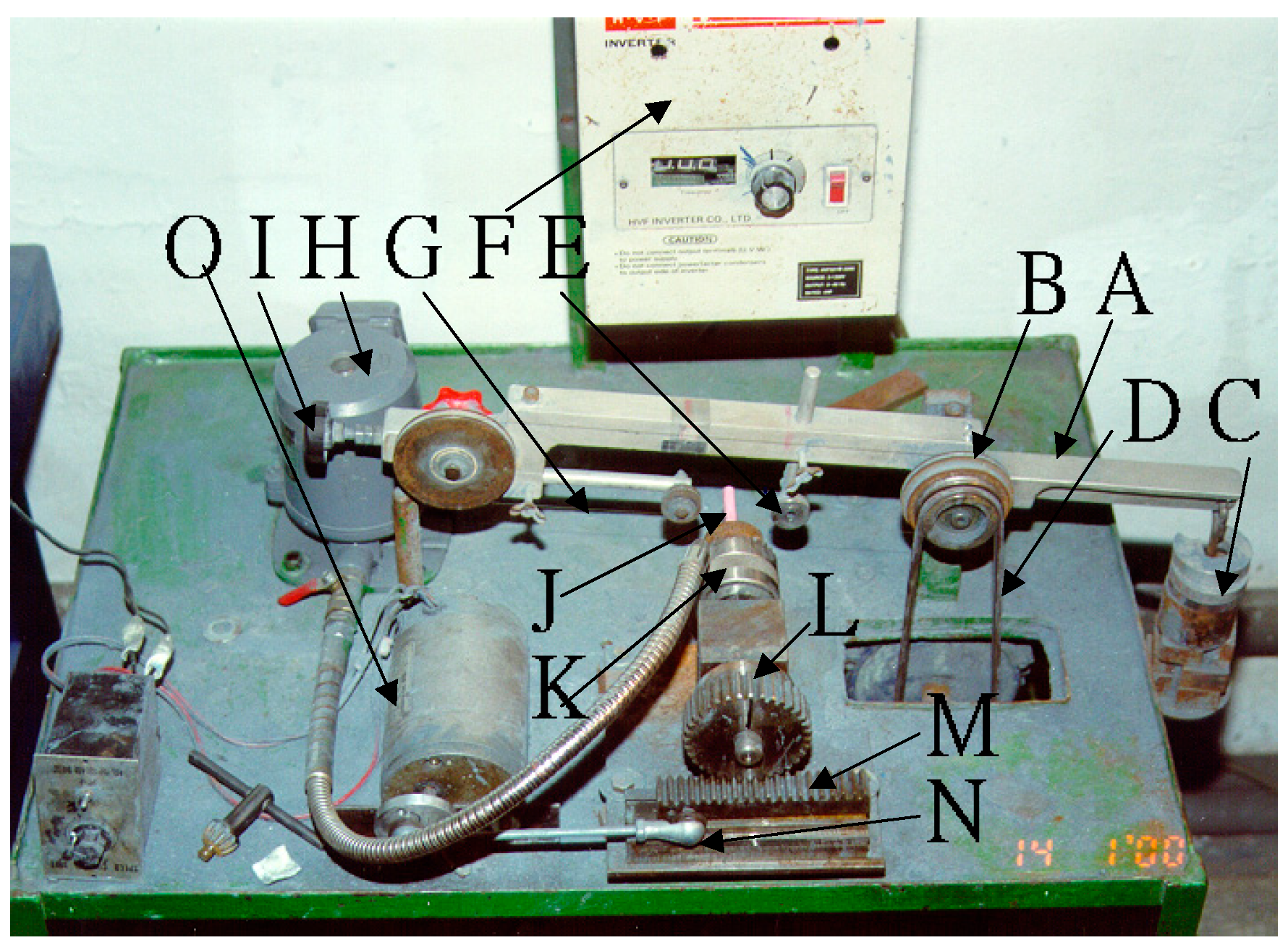
Figure 1 shows a photo of the single wire-sawing system that is used for this experimental study [21]. During the experiment, the inverter (F) and the position of the belt (D) for the pulley (B) were adjusted to control the wire speed. The adjustment screw (I) was adjusted to achieve the proper wire (G) tension. The working load was varied by adjusting the balance weight (C) on the arm (A). A pump (H) was used to stir and supply the slurry. The motor (O) drives the rack (M) through a universal joint (N), which moves back and forth. However, the rack drives the gear (L), which rotates in the same way (gear (L)) and which shares the same central shaft as the jig (K). The workpiece (J) also swings back and forth. Table 1 shows all element names and symbols of the single wire-sawing system in this study. There are five machining variables (wire tension, slurry concentration, mixed grains mesh size, wire speed, and working load) in which each is assigned two or three levels. If the experiments were conducted individually, a total of 2 × 34 experimental samples would be required, so an L18 mixed orthogonal table is used to analyze the significant machining variables [16]. This approach is efficient and reduces cost. Table 2 lists the level settings for all experimental variables, which is done using preliminary experimental testing. The slurry concentration is shown as a percentage of slurry grain weight (weight of grain/weight of slurry as a whole). A tool microscope (Tokyo, Japan, Nikon, MM-40) acts as an optical ruler to accurately measure the KW and WW to an accuracy of 1 μm. An SR (Sinapore, Singapore, HOMMELWEREKE, T4000 TURBO) uses a thin-probe to determine the machined SR of SC, using a sampling length of 2.5 mm. A probe (Gloucestershire, UK, RENISHAW PH20) in a coordinate measuring machine (Querétaro, Mexico, COORD3, ARES-7.7.5) was used to measure the flatness of the machined SC. A tension meter (Toyohashi, Japan, IMADA, DPRSX-10TR) was used to measure the wire tension and working load.
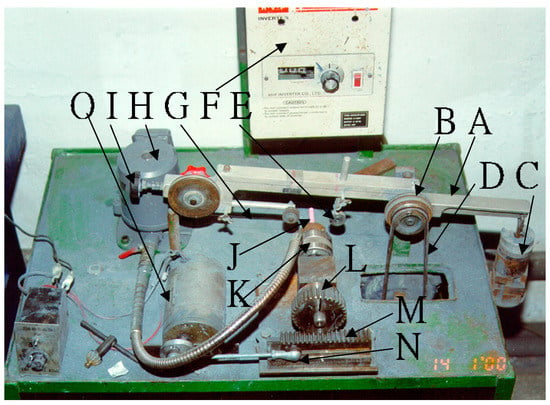
Figure 1.
Photo of a system with a single wire-saw [21].

Table 1.
All element names and symbols of the single wire-sawing system.
Table 2.
Settings for variables and levels in the experiment.
The machining quality characteristics that are measured include the MRR, the machined SR of the SC, the kerf width (KW), wire wear (WW), and flatness (FT). The MRR is a factor of the machining efficiency so a greater MRR produces a more efficient process. This is a higher and better (HB) quality characteristic. The machined SR of the SC defines the smoothness of the surface. The KW and FT determine the quality of the machining precision and the WW measures the life of the stainless wire. These four values must be reduced to a minimum, so these are lower and better (LB) characteristics.
In terms of quality engineering, the combination of controlling factors that produce minimum variance must be determined. In this case, the signal to noise (S/N) ratio is used as a measure of the machining quality characteristics. The S/N ratio is the inverse of the variance (error) for each unit. The S/N ratio is defined differently for HB and LB characteristics, as follows.
If there are N sets of experimental data with HB characteristics for which the larger the y value is, the smaller the loss function L(y) is, and L(∞) = 0, L’(∞) = 0. Then the unit variance is [20]:
If there are N sets of experimental data with LB characteristics , and the target value is zero, then the unit variance is:
For Taguchi quality engineering, the inverse of σ2 is the S/N ratio. Taking the logarithm of the S/N ratio and multiplying it by 10 gives the S/N ratio (η) in decibels (dB) as [20]:
These equations are used to calculate the S/N ratio for the machining parameters for this experiment, which can be computed to determine the effect of various machining parameters on the machining characteristics.
Grey relational analysis (GRA) can be used to determine the complicated interrelationships between multiple performance characteristics. The objective of this study is to optimize the process parameters (wire tension, slurry concentration, mixed grains mesh size, wire speed, and working load) for wire-sawing SC using GRA, which is used commonly in various industries [22,23,24]. The data sequences for the lower-the-better (SR, FW, WW, and FT) and the higher-the-better (MRR) performance characteristics for wire-sawing SC were pre-processed as follows [25].
where is the performance characteristic and is the number of the experiment, and are the lower-the-better and the higher-the-better value after grey relational generation, is the smallest value of , and is the largest value of . The grey relational coefficient, , is calculated as follows [25]:
where is the reference sequence, is the comparability sequence, is the distinguishing coefficient and . The value of can be adjusted according to the actual system requirements. A value of is selected in this study. is the difference in the absolute values of and , is the smallest value of , and is the largest value of . The grey relational grade () is a weighting-sum of the grey relational coefficient. It is defined as follows [25].
The experimental data for the multiple performance characteristics were evaluated using this grey relational grade (GRG). The evaluated GRG fluctuates from 0 to 1 and equals one if these two sequences are identically coincident. The optimal level for the process parameters is the level with the highest GRG.
3. Experimental Results and Data Analysis
The experimental conditions, the data, and the associated S/N ratios for multiple quality characteristics are listed in Table 3. The experiments were repeated three times and the results are reported as a mean value. Table 4 shows the results of the ANOVA for multiple quality characteristics. Table 4 shows that the wire speed (S) is a significant factor for MRR (CP = 68.79%), WW (CP = 66.85), and FT (CP = 32.11%), and sub-significant factor for SR of SC (CP = 13.69%). The MRR increases as the wire speed is increased. The best WW is obtained at low wire speeds and the best FT is obtained at medium wire speeds. Mixed grains mesh size (G) is a significant factor for the machined SR of SC (CP = 55.79%) and KW (CP = 43.56%). Mixed grains of #600 + #1000 mesh size give the best machining quality characteristics in terms of the machined SC for SR and KW. The slurry concentration (C) is a sub-significant factor for MRR (CP = 8.29%), KW (CP = 21.7%), and FT (CP = 19.31%). The working load (P) is also a sub-significant factor for all quality characteristics. The addition of small abrasives in the slurry gives a slightly better KW and FT, but has no significant effect on the MRR, the machined SR of the SC, and the WW. The wire tension (T) is a sub-significant factor for MRR (CP = 8.81%), and relatively insignificant for SR of the SC, KW, WW, and FT in wire-saw machining. Based on the above ANOVA discussion, the influence of significant and sub-significant control factors on different processing quality characteristics is shown in Table 5. The optimum respective combinations that give the highest MRR, the lowest machined SR for the SC, the lowest KW, the lowest WW, and the lowest FT are T2C3G3S3P3, T1C3G1S1P3, T1C1G1S1P1, T1C1G1S1P1, and T2C3G1S2P2. The different optimum combinations do not produce suitable process parameters with a single quality characteristic for the wire-saw machining of SC. To optimize the parameters for the wire-saw machining of SC in terms of the MRR and the machined SR of the SC, KW, WW, and FT, an analysis of multiple quality characteristics is required.
Table 3.
Experimental conditions, data, and the associated S/N ratios for multiple quality characteristics.
Table 4.
ANOVA for multiple quality characteristics.
Table 5.
Effect of control factors on performance.
Grey relational analysis (GRA) converts two or more quality characteristics into one quality characteristic and converts multiple responses into a single response. Table 6 shows the grey relational grade (GRG) and its ranking for each experiment that involves the wire-saw machining of SC. The higher the GRG, the closer is the corresponding experimental result to the ideal normalized value and the better is the quality characteristic. Since (T2C1G1S3P3) gives the highest GRG, for experiment 10, it produces the best multiple quality characteristics of all of the experiments.
Table 6.
Grey relational grade (GRG) and its rank.
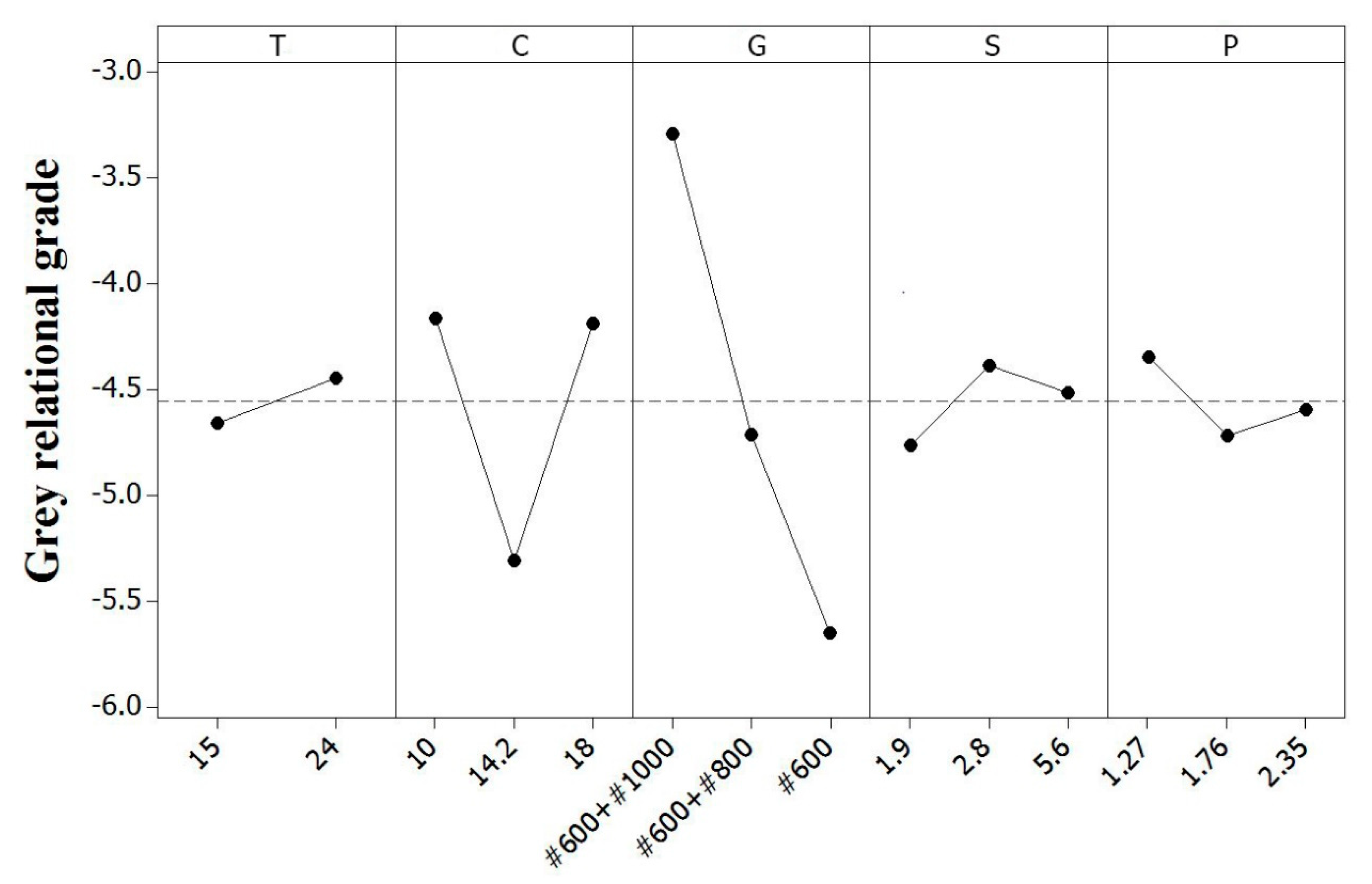
Table 7 shows the results of ANOVA for the GRG for the wire-saw machining of SC. The respective percentage contribution (CP %) of mixed grains mesh size (G) and slurry concentration (C) to the multiple quality characteristics for wire-saw machining of SC is 64.30% and 19.50%. Figure 2 shows a plot of the GRG for each wire-sawing parameter at different levels. It shows that the optimum conditions for good multiple quality characteristics for the wire-saw machining of SC are T2C1G1S2P1, which, respectively, correspond to a wire tension of 24 N, a slurry concentration of 10% wt., mixed grains of #600 + #1000 mesh size, a wire speed of 2.8 m/s, and a working load of 1.27 N.
Table 7.
Results of the ANOVA for the GRG for the wire-saw machining of slicing ceramic (SC).
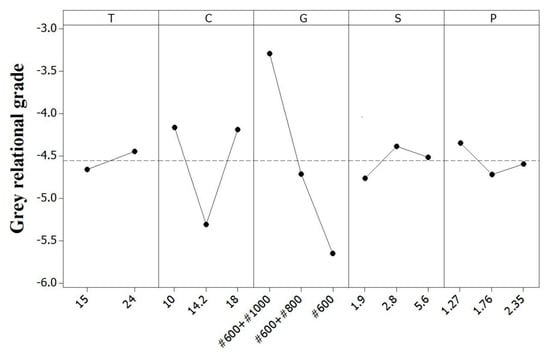
Figure 2.
The S/N graph for the grey relational grade (GRG).
A comparison of the experimental results for the initial (T2C1G1S3P3) and optimal (T2C1G1S2P1) wire-sawing parameters is shown in Table 8. This shows that the multiple quality characteristics for wire-sawing are improved using the Grey-Taguchi method. The MRR is decreased from 2.142 to 2.090 mm3/min, the SR is decreased from 0.423 to 0.413 μm, the KW is decreased from 0.279 to 0.276 mm, the WW is decreased from 12.870 to 12.570 μm, and the FT is decreased from 2.333 to 2.000 μm. An increase in the wire speed increases the amount of grain that enters the machining zone from the slurry in a specific period so that the MRR is significantly increased. An increase in the load grows the cutting force of active grains, which also produces a significant increase in the MRR. A medium wire speed and a smaller working load produce a decrease in the MRR, which also produces a decrease in the machined SR of the SC and the WW and prevents a straying cutting path. A decrease in the slurry concentration produces a decrease in the amount of active grains, which results in a decrease in the MRR, the machined SR of the SC, KW, WW, and FT. An increase in the wire tension eases the passage of abrasives into the machining region. Therefore, the MRR is increased. However, the stainless steel wire fractures easily if there is a high wire tension. A smaller grain results in a decrease of the smaller cutting marks and in the KW. A decrease in the slurry concentration results in a decrease in the number of grains entering both sides of the wire. Therefore, the KW is decreased.
Table 8.
Results of the confirmation test for multiple quality characteristics using the initial and the optimal process parameters.
4. Conclusions
This study determines the effect of process parameters on a single quality characteristic or multiple quality characteristics using the Grey-Taguchi method for wire-sawing of an SC. The obtained results of this study can draw the conclusions as follows.
- In terms of single quality characteristics, wire speed has a significant effect on the MRR and the FT and mixed grains mesh size have a significant effect on the machined SR of the SC, KW, and WW. The slurry concentration and the working load are also the significant parameters. The wire tension has a relatively insignificant effect on wire-saw machining.
- In terms of multiple quality characteristics, the respective percentage contribution (%) for mixed grains mesh size (G) and slurry concentration (C) for wire-saw machining of SC is 64.30% and 19.50%. Mixed grains (#600 + #1000 mesh size) and a lower slurry concentration decrease the amount of active grains, so the MRR is decreased and the quality characteristics for the machined SR of the SC, KW, WW, and FT are improved.
- A medium wire speed and smaller working load result in a decrease in the MRR, so there is a decrease in the machined SR of the SC and WW and the cutting path is prevented from straying. An increase in the wire tension eases the passage of abrasives into the machining region so the MRR is increased.
- The Grey-Taguchi method produces a significant improvement in multiple quality characteristics. The optimum conditions (T2C1G1S2P1) that the GRA produces are a wire tension of 24 N, a slurry concentration of 10% wt., mixed grains of #600 + #1000 mesh size, a wire speed of 2.8 m/s, and a working load of 1.27 N. The MRR, the machined SR of the SC, the KW, WW, and FT are, respectively, decreased by approximately 2.43%, 2.36%, 1.08%, 2.33%, and 14.27% using the Grey-Taguchi method. Adopting proper process parameters has a positive effect on the machining efficiency and quality for the wire-sawing results.
Author Contributions
Conceptualization, Y.-Y.T., and J.-K.H. methodology, Y.-Y.T. software, J.-K.H.; validation, W.-H.W., C.-C.H. and C.-C.T.; formal analysis, W.-H.W.; investigation, C.-C.H.; resources, C.-Y.H.; data curation, C.-C.T.; writing—original draft and preparation, C.-C.T.; writing—review and editing, W.-H.W.; visualization, C.-C.T.; supervision, C.-C.T.; project administration, C.-Y.H.; funding acquisition, C.-Y.H. All authors have read and agreed to the published version of the manuscript.
Funding
MOST 109-2221-E-262-003, MOST 108-2622-E-262-006-CC3.
Conflicts of Interest
No potential conflict of interest was reported by the authors.
References
- Costa, E.C.; Xavier, F.A.; Knoblauch, R.; Binder, C.; Weingaertner, W.L. Effect of cutting parameters on surface integrity of monocrystalline silicon sawn with an endless diamond wire saw. Sol. Energy 2020, 207, 640–650. [Google Scholar] [CrossRef]
- Wang, P.; Ge, P.; Li, Z.; Ge, M.; Gao, Y. A scratching force model of diamond abrasive particles in wire sawing of single crystal SiC. Mater. Sci. Semicond. Process. 2017, 68, 21–29. [Google Scholar] [CrossRef]
- Liu, T.; Ge, P.; Bi, W.; Gao, Y. Subsurface crack damage in silicon wafers induced by resin bonded diamond wire sawing. Mater. Sci. Semicond. Process. 2017, 57, 147–156. [Google Scholar] [CrossRef]
- Yamamoto, T. Multi-wire slabbing of granite. Ind. Diam. Rev. 1995, 55, 179–181. [Google Scholar]
- Suwabe, H.; Ishikawa, K.I.; Miyashita, T. A study of the processing characteristics of a vibration multi-wire saw-regarding the effects of slurry composition. In Proceedings of the International Conference on Precision Engineering, Taipei, Taiwan, 20–22 November 1997; pp. 253–256. [Google Scholar]
- Clark, W.; Shih, A.; Hardin, C.; LeMaster, R.; Mcspadden, S. Fixed abrasive diamond wire machining—Part I: Process monitoring and wire tension force. Int. J. Mach. Tools Manuf. 2003, 43, 523–532. [Google Scholar] [CrossRef]
- Hardin, C.W.; Qu, J.; Shih, A.J. Fixed Abrasive Diamond Wire Saw Slicing of Single-Crystal Silicon Carbide Wafers. Mater. Manuf. Process. 2004, 19, 355–367. [Google Scholar] [CrossRef]
- Gao, Y.; Ge, P.; Liu, T. Experiment study on electroplated diamond wire saw slicing single-crystal silicon. Mater. Sci. Semicond. Process. 2016, 56, 106–114. [Google Scholar] [CrossRef]
- Liedke, T.; Kuna, M. A macroscopic mechanical model of the wire sawing process. Int. J. Mach. Tools Manuf. 2011, 51, 711–720. [Google Scholar] [CrossRef]
- Gao, Y.; Ge, P.; Zhang, L.; Bi, W. Material removal and surface generation mechanisms in diamond wire sawing of silicon crystal. Mater. Sci. Semicond. Process. 2019, 103, 104642. [Google Scholar] [CrossRef]
- Pala, U.; Kuster, F.; Wegener, K. Characterization of electroplated diamond wires and the resulting workpiece quality in silicon sawing. J. Mater. Process. Technol. 2020, 276, 116390. [Google Scholar] [CrossRef]
- Li, X.; Gao, Y.; Ge, P.; Zhang, L.; Bi, W. The effect of cut depth and distribution for abrasives on wafer surface morphology in diamond wire sawing of PV polycrystalline silicon. Mater. Sci. Semicond. Process. 2019, 91, 316–326. [Google Scholar] [CrossRef]
- Bidiville, A.; Wasmer, K.; Van Der Meer, M.; Ballif, C. Wire-sawing processes: Parametrical study and modeling. Sol. Energy Mater. Sol. Cells 2015, 132, 392–402. [Google Scholar] [CrossRef]
- Tsai, Y.-Y.; Wu, M.-C.; Liao, Y.-S.; Tsao, C.-C.; Hsu, C.-Y. Slicing Ceramics on Material Removed by a Single Abrasive Particle. Materials 2020, 13, 4324. [Google Scholar] [CrossRef] [PubMed]
- Wu, H. Wire sawing technology: A state-of-the-art review. Precis. Eng. 2016, 43, 1–9. [Google Scholar] [CrossRef]
- Lin, C.-T.; Chang, C.-W.; Chen, C.-B. The worst ill-conditioned silicon wafer slicing machine detected by using grey relational analysis. Int. J. Adv. Manuf. Technol. 2006, 31, 388–395. [Google Scholar] [CrossRef]
- Lin, H.-L. Optimization of Inconel 718 alloy welds in an activated GTA welding via Taguchi method, gray relational analysis, and a neural network. Int. J. Adv. Manuf. Technol. 2012, 67, 939–950. [Google Scholar] [CrossRef]
- Pradhan, M. Estimating the effect of process parameters on MRR, TWR and radial overcut of EDMed AISI D2 tool steel by RSM and GRA coupled with PCA. Int. J. Adv. Manuf. Technol. 2013, 68, 591–605. [Google Scholar] [CrossRef]
- Kumar, K.; Agarwal, S. Multi-objective parametric optimization on machining with wire electric discharge machining. Int. J. Adv. Manuf. Technol. 2011, 62, 617–633. [Google Scholar] [CrossRef]
- Phillip, J.R. Taguchi Techniques for Quality Engineering; McGraw-Hill: New York, NY, USA, 1989. [Google Scholar]
- Tsai, Y.-Y.; Chen, Y.-C.; Liao, Y.-S.; Hsieh, C.-C.; Tsao, C.-C.; Hsu, C.-Y. The Effects of Different Slurry Concentrations and Wire Speeds for Swinging and Non-Swinging Wire-Saw Machining. Processes 2020, 8, 1319. [Google Scholar] [CrossRef]
- Singh, P.; Raghukandan, K.; Pai, B. Optimization by Grey relational analysis of EDM parameters on machining Al-10%SiCP composites. J. Mater. Process. Technol. 2004, 155-156, 1658–1661. [Google Scholar] [CrossRef]
- Chiang, K.-T.; Chang, F.-P. Optimization of the WEDM process of particle-reinforced material with multiple performance characteristics using grey relational analysis. J. Mater. Process. Technol. 2006, 180, 96–101. [Google Scholar] [CrossRef]
- Chan, J.W.; Tong, T.K. Multi-criteria material selections and end-of-life product strategy: Grey relational analysis approach. Mater. Des. 2007, 28, 1539–1546. [Google Scholar] [CrossRef]
- Gopalsamy, B.M.; Mondal, B.; Ghosh, S. Optimisation of machining parameters for hard machining: Grey relational theory approach and ANOVA. Int. J. Adv. Manuf. Technol. 2009, 45, 1068–1086. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).