
Particle Properties and Flotation Characteristics of Difficult-to-Float Lean Coal


Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Characteristics of Gangue in Feed Coal and Tailings
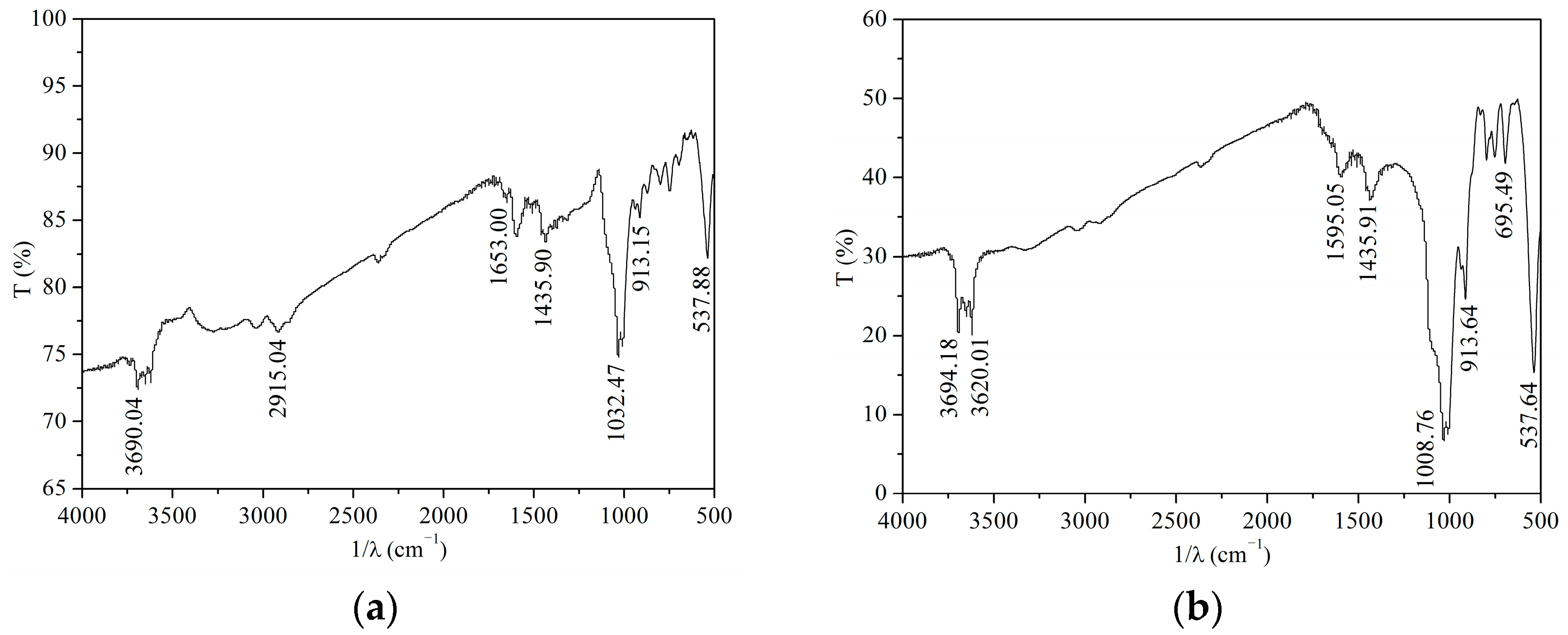
3.2. Characteristics of Particle Surface Functional Groups of Feed and Tailings
3.3. Variation in Flotation Effect
3.3.1. Variation in Clean Coal Yield
3.3.2. Variation in Clean Coal Ash
3.4. Prediction and Optimization of Flotation Effect
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- National Bureau of Statistics of China. Statistical Communique of the People’s Republic of China on the 2023 National Economic and Social Development; China Statistics Press: Beijing, China, 2024; ISBN 978-7-5230-0408-1. [Google Scholar]
- Xie, G.Y. Mineral Beneficiation, 3rd ed.; China University of Mining and Technology Press: Xuzhou, China, 2016; ISBN 978-7-5646-3069-0. [Google Scholar]
- Li, Y.; Li, J.; Chen, P.; Chen, J.; Shen, L.; Zhu, X.; Chen, G. The effect of ultra-fine coal on the flotation behavior of silica in subbituminous coal reverse flotation. Powder Technol. 2019, 342, 457–463. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, Y.; Guo, F.; Luo, J.; Ding, S.; Cao, Y.; Xing, Y.; Gui, X. Effect of surface roughness on floatability of coal slime. Coal Sci. Technol. 2019, 47, 253–258. [Google Scholar]
- Guo, F.; Zhang, Y.; Luo, J.; Xing, Y.; Gui, X. Effect of particle shape on detachment behavior between long flame coal particles and bubble. Coal Sci. Technol. 2020, 48, 217–222. [Google Scholar]
- Hacifazlioglu, H.; Toroglu, I. The recovery of coal from waste coal slurry by cyclojet flotation cell. Energy Source Part A 2012, 34, 1967–1973. [Google Scholar] [CrossRef]
- Hacifazlioglu, H. Recovery of coal from cyclone overflow waste coals by using a combination of Jameson and column flotation. Energy Source Part A 2011, 33, 2044–2057. [Google Scholar] [CrossRef]
- Jena, M.S.; Biswal, S.K.; Das, S.P.; Reddy, P.S.R. Comparative study of the performance of conventional and column flotation when treating coking coal fines. Fuel Process. Technol. 2008, 89, 1409–1415. [Google Scholar] [CrossRef]
- Gui, X.; Cao, Y.; Xing, Y.; Yang, Z.; Wang, D.; Li, C. A two-stage process for fine coal flotation intensification. Powder Technol. 2017, 313, 361–368. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, S.; Chen, F.; Liu, J.; Wang, Y.; Guo, C.; Ni, C. Effect of dry rodmill and ball mill on liberation characteristics of coking middlings and flotation of grinding products. Coal Sci. Technol. 2020, 48, 248–253. [Google Scholar]
- Massinaei, M.; Jahedsaravani, A.; Taheri, E.; Khalilpour, J. Machine vision based monitoring and analysis of a coal column flotation circuit. Powder Technol. 2019, 343, 330–341. [Google Scholar] [CrossRef]
- Ni, C.; Xie, G.; Jin, M.; Peng, Y.; Xia, W. The difference in flotation kinetics of various size fractions of bituminous coal between rougher and cleaner flotation processes. Powder Technol. 2016, 392, 210–216. [Google Scholar] [CrossRef]
- Ren, C.; Li, Z.; Liu, A.; Liu, Y.; Fan, M. Capture performance and quantum chemistry calculation of methyl oleate on long flame coal surface. Coal Sci. Technol. 2020, 48, 197–202. [Google Scholar]
- Ren, C.; Fan, M.; Li, Z.; Qiao, X.; Luo, C.; Yang, H.; Liu, A. Efficiency of compound reagents flotation of low-rank coal slime. Coal Sci. Technol. 2020, 48, 242–247. [Google Scholar]
- Sun, X.; Liu, W.; Wang, W.; Chen, S.; Liu, W. Study on particle size distribution law of air flotation bubble and its influencing factors in coal slime flotation. Coal Sci. Technol. 2019, 47, 205–209. [Google Scholar]
- Arnold, B.J.; Aplan, F.F. The effect of clay slimes on coal flotation, part I: The nature of the clay. Int. J. Miner. Process. 1986, 17, 225–242. [Google Scholar] [CrossRef]
- Ozdemir, O.; Taran, E.; Hampton, M.A.; Karakashev, S.I.; Nguyen, A.V. Surface chemistry aspects of coal flotation in bore water. Int. J. Miner. Process. 2009, 92, 177–183. [Google Scholar] [CrossRef]
- Piñeres, J.; Barraza, J. Energy barrier of aggregates coal particle–bubble through the extended DLVO theory. Int. J. Miner. Process. 2011, 100, 14–20. [Google Scholar] [CrossRef]
- Cheng, G.; Peng, Y.; Lu, Y.; Zhang, M. Adsorption of multi-collector on long-flame coal surface via density functional theory calculation and molecular dynamics simulation. Processes 2023, 11, 2775. [Google Scholar] [CrossRef]
- Xu, M.; Zhou, Y.; Hao, Y.; Cao, Y.; Xing, Y.; Gui, X. Enhancing flotation performance of low-rank coal using environment-friendly vegetable oil. Minerals 2023, 13, 717. [Google Scholar] [CrossRef]
- Jia, X.; Yu, Y.; Liu, J.; Min, C.; Liu, F.; Zhang, N.; Chen, S.; Zhu, Z. Changes in surface hydrophobicity of coal particles and the formation of coarse particle–bubble clusters in the process of high-intensity conditioning. Processes 2023, 11, 1723. [Google Scholar] [CrossRef]
- Sun, Y.; Jiang, N.; Dong, X.; Fan, Y.; Yang, M.; Xiong, P.; Chen, Y. Effect of Na+ on the Adsorption Behavior of Polystyrene Nanoparticles onto Coal and Quartz Surfaces. Separations 2023, 10, 285. [Google Scholar] [CrossRef]
- Zhou, W.; Wang, S.; Wang, L.; Cai, C.; Li, J.; Liu, L.; Zhu, J.; Min, F. Study on dispersion and mixing mechanism of coal slime particles in jet mixing flow field. Minerals 2023, 13, 13. [Google Scholar] [CrossRef]
- GB/T 4757-2001; General Administration of Quality Supervision, Inspection and Quarantine of China. Methods for the batch flotation testing of fine coal; General Administration of Quality Supervision, Inspection and Quarantine of the People Republic of China: Beijing, China, 2001.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Size Range /mm | Weight Fraction /% | Ash /% | Accumulation of Plus Size | Accumulation of Minus Size | ||
|---|---|---|---|---|---|---|
| Weight Fraction/% | Ash/% | Weight Fraction/% | Ash/% | |||
| >0.5 | 0.26 | 25.42 | 0.26 | 25.42 | 100.00 | 24.21 |
| 0.5–0.25 | 2.43 | 27.58 | 2.69 | 27.37 | 99.74 | 24.20 |
| 0.25–0.125 | 22.19 | 17.61 | 24.88 | 18.67 | 97.31 | 24.12 |
| 0.125–0.074 | 14.60 | 17.46 | 39.49 | 18.22 | 75.12 | 26.04 |
| 0.074–0.045 | 41.62 | 24.33 | 81.11 | 21.36 | 60.51 | 28.11 |
| <0.045 | 18.89 | 36.44 | 100.00 | 24.21 | 18.89 | 36.44 |
| Total | 100.00 | 24.21 | ||||
| Gangue Particle | C | O | Mg | Al | Si | Ca | Ti | Fe | Zn | Mo |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 7.12 | 26.71 | / | 1.78 | 0.29 | / | 0.33 | 63.05 | 0.54 | 0.18 |
| 2 | 8.71 | 48.99 | 0.2 | / | / | 41.39 | / | 0.71 | / | / |
| 3 | 9.41 | 51.02 | 0.18 | 0.1 | / | 38.35 | / | 0.95 | / | / |
| 4 | 12.39 | 49.55 | 0.15 | 17.81 | 19.66 | / | / | 0.44 | / | / |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 296.31 | 3 | 98.77 | 7.46 | 0.0012 |
| A—Collector dosage | 82.6 | 1 | 82.6 | 6.24 | 0.0201 |
| B—Frother dosage | 201.54 | 1 | 201.54 | 15.22 | 0.0007 |
| C—Feed concentration | 12.17 | 1 | 12.17 | 0.92 | 0.3477 |
| Residual | 304.51 | 23 | 13.24 | ||
| Cor total | 600.82 | 26 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 10.38 | 3 | 3.46 | 5.68 | 0.0046 |
| A—Collector dosage | 0.039 | 1 | 0.039 | 0.064 | 0.8019 |
| B—Frother dosage | 8 | 1 | 8 | 13.14 | 0.0014 |
| C—Feed concentration | 2.34 | 1 | 2.34 | 3.84 | 0.0621 |
| Residual | 14 | 23 | 0.61 | ||
| Cor total | 24.38 | 26 |
| No. | Dosage of Collector /(g·t−1) | Dosage of Frother /(g·t−1) | Feed Concentration /(g·l−1) | Clean Coal Yield /% | Tailings Yield /% | Ash Content in Clean Coal /% | Ash Content in Tailings /% |
|---|---|---|---|---|---|---|---|
| 1 | 1206 | 119 | 76 | 72.15 | 27.85 | 12.00 | 53.95 |
| 2 | 1220 | 119 | 73 | 72.13 | 27.87 | 11.90 | 53.96 |
| 3 | 1250 | 120 | 60 | 71.94 | 28.06 | 11.70 | 53.88 |
| 4 | 1207 | 112 | 77 | 71.40 | 28.60 | 11.80 | 53.49 |
| 5 | 1157 | 111 | 80 | 70.95 | 29.05 | 11.80 | 53.10 |
| 6 | 1056 | 113 | 77 | 70.24 | 29.76 | 11.90 | 52.43 |
| 7 | 1108 | 107 | 79 | 70.02 | 29.98 | 11.70 | 52.41 |
| 8 | 1174 | 100 | 81 | 69.87 | 30.13 | 11.60 | 52.48 |
| 9 | 1207 | 91 | 97 | 69.85 | 30.15 | 11.70 | 52.58 |
| 10 | 1000 | 120 | 60 | 69.80 | 30.20 | 11.70 | 51.99 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Tang, L.; Yao, L.; Gao, B.; Yuan, X.; Shi, C. Particle Properties and Flotation Characteristics of Difficult-to-Float Lean Coal. Processes 2024, 12, 2004. https://doi.org/10.3390/pr12092004
Li Y, Tang L, Yao L, Gao B, Yuan X, Shi C. Particle Properties and Flotation Characteristics of Difficult-to-Float Lean Coal. Processes. 2024; 12(9):2004. https://doi.org/10.3390/pr12092004
Chicago/Turabian StyleLi, Yihong, Ligang Tang, Lei Yao, Bo Gao, Xue Yuan, and Changsheng Shi. 2024. "Particle Properties and Flotation Characteristics of Difficult-to-Float Lean Coal" Processes 12, no. 9: 2004. https://doi.org/10.3390/pr12092004
APA StyleLi, Y., Tang, L., Yao, L., Gao, B., Yuan, X., & Shi, C. (2024). Particle Properties and Flotation Characteristics of Difficult-to-Float Lean Coal. Processes, 12(9), 2004. https://doi.org/10.3390/pr12092004