Abstract
Supercritical CO2 (scCO2) is utilized in the supercritical fluid extraction of emulsions (SFEE) to swiftly extract the organic phase (O) from an O/W emulsion. The dissolved substances in the organic phase precipitate into small particles and remain suspended in the water (W) with the aid of a surfactant. The process can be continuously conducted using a packed column in a counter-current flow of the emulsion and scCO2, at moderate pressure (8–10 MPa) and temperature (37–40 °C). To ensure the commercial viability of this technique, the organic solvent must be separated from the CO2 to facilitate the recirculation of both streams within the process while minimizing environmental impact. Thus, the aim of this work was to design a plant to produce submicron materials using SFEE, integrating the recovery of both solvents. First, experimental equilibrium data of the ternary system involved (CO2/ethyl acetate/water) were fitted with a proper thermodynamic model. Then, simulations of the whole integrated process at different scales were carried out using Aspen Plus®, along with economical evaluations. This work proposes the organic solvent separation with a distillation column. Thus, the two solvents can be recovered and recycled to the process in almost their entirety. Furthermore, the particles in the aqueous raffinate are produced free of solvents and sterilized for further safe use. The costs showed an important economy scale-up. This work could ease the transfer of the SFEE technology to the industry.
1. Introduction
Supercritical fluids are substances that are heated and pressurized to a temperature and pressure beyond their critical point, where they exist in a state that is neither purely liquid nor purely gas [1]. The higher diffusivity and lower viscosity of these fluids compared to liquid solvents ensure a better mass transfer, which is often a limiting factor in extraction processes [2]. Among all supercritical fluids, supercritical carbon dioxide (scCO2) is the most utilized in the formation of micro- and nanocarriers, owing to their distinct thermodynamic and fluid-dynamic properties [3,4]. Furthermore, scCO2 has proven to be versatile in such technologies thanks to its non-flammability, non-toxicity, low cost, and availability [2,5]. These beneficial properties make supercritical fluids, and particularly scCO2, popular in a wide range of particle formation and design processes [4].
Supercritical fluid extraction of emulsions (SFEE) technology has been proposed and successfully used to micronize particles and encapsulate compounds among all the available supercritical techniques [6,7]. This method capitalizes on the benefits associated with conventional emulsions and the unique properties of supercritical fluids to manufacture personalized micro- and nanoparticles and embed compounds in such carriers. By modifying the initial emulsion composition, SFEE can encapsulate either hydrophilic or lipophilic compounds. Lipophilic compounds can be encapsulated with an oil-in-water (O/W) emulsion, whereas a water-in-oil-in-water (W/O/W) emulsion can be used to enclose hydrophilic materials [8]. SFEE uses CO2 as a solvent mainly because it has a near-ambient critical temperature (TC, 31.1 °C) and a relatively low critical pressure (PC, 7.4 MPa) compared to other fluids; it is innocuous, completely removable from the extract and raffinate via simple decompression, and it has also been given a “Generally Recognized As Safe” (GRAS) status, encouraging its use in the pharmaceutical and food industries [9].
SFEE is founded on the principle of utilizing scCO2 to rapidly extract the organic phase (O) from an emulsion, typically an O/W emulsion, in which a bioactive compound and a coating polymer have already been dissolved. When the solvent is removed, both materials precipitate, generating a suspension of particles in the water (W) [10,11]. Aggregates are usually produced with this technology [10]; however, carriers with a core–shell structure can be also created when the compound is liquid [11]. The particles produced have a controlled size and morphology due to the use of the emulsion and the rapid kinetics of the scCO2 extraction. In addition, particle agglomeration in the water phase is avoided as the particles are stabilized by the surfactant [6].
SFEE has proven to be an effective technique for encapsulating sensitive bioactive compounds without compromising their functionality [10]. This makes it a suitable method for micronizing and encapsulating compounds, such as pharmaceuticals (for protection and/or controlled release), nutraceuticals, bioactive and probiotics (for their incorporation into functional foods), cosmetics, pigments, explosives, and semiconductor precursors, among others [8]. Additionally, SFEE is highly versatile [10,12]: (i) the fast kinetics of the process allow for a controlled particle size and morphology; (ii) non-aggregated spheres are produced, and the particle size can be precisely adjusted by modifying the initial emulsion formulation; (iii) the produced particles remain stable over extended periods of storage; and (iv) the technology can be easily scaled up as a counter-current process of liquid mixtures with supercritical or near-critical fluids.
In a previous work reported by our research group [10], a stainless-steel packed column was used to encapsulate astaxanthin in ethyl cellulose, in which CO2 was fed from the bottom and the emulsion was delivered from the top of the column. By fixing the oil–water ratio at 20/80 (ethyl acetate/water), the process was conducted at 8.0 MPa and 38 °C with a liquid to supercritical gas (L/G) ratio of 0.1 (CO2 flow rate of 1.4 kg h−1). Spherical particles with a mean diameter of 360 nm and a narrow particle size distribution (polydispersity index of 0.16) were obtained. The yielded particles had a high encapsulation efficiency of roughly 85% with an average polymer recovery of around 90%. Accordingly, the loading ratio astaxanthin/polymer was 2.1 mg astaxanthin g powder−1. The aforementioned work claimed that the use of a counter-current packed column during the SFEE process offered the possibility of a high production capacity of micro- and nanoparticles with a small volume plant in only a few minutes, along with greater product homogeneity and recovery.
Although the operation has shown to be of promise, no widely implemented industrial application has been found even though industrial fractionation units do exist, which could be related to the complexity and the significant economic cost of performing basic and engineering studies on an industrial scale [10,11]. Moreover, SFEE is strongly protected by the patents of Ferro Corporation [13,14] and by the group of Professor Ernesto Reverchon from the University of Salerno [15], which could jeopardize its commercialization. Hence, performing a rigorous economic evaluation would be crucial in assessing the viability of utilizing this technology for commercial production.
The promising results of SFEE make its study and extension as a counter-current supercritical fluid fractionation technology interesting while keeping in mind that for nearly all industrial processes, the solvent, i.e., CO2, must be recycled. Additionally, as all other technologies involving high-pressure CO2, the industrial SFEE process does not contribute to the environmental CO2 problem [16].
Complex problems in the industry are often not solved by hand for two reasons: associated costs and equipment availability. Additionally, in response to this, there are several simulation programs used in the chemical engineering field depending on the application and desired simulation products. In this regard, when used to its full potential, Aspen Plus® (Aspen Technology, Bedford, MA, USA) can be a very powerful tool for a chemical engineer in a variety of fields, including high-pressure processes [17]. Moreover, process integration has become increasingly important [18].
The phase equilibrium relevant to the SFEE column involves at least a ternary mixture, not including the solute and carrier, which are typically present in low concentrations [11]. Advanced thermodynamic models, utilizing equations of state with activity coefficients, are necessary to describe these complex and non-ideal mixtures at high pressure [19]. Therefore, the primary objective of this study was to accurately model the experimental equilibrium data of the ternary system involved in particle formation by SFEE. Specifically, the pseudo-ternary mixture of CO2/ethyl acetate/water was investigated. Ultimately, this research aimed to establish a reliable method for the development of an industrial-scale SFEE process capable of producing submicron structures for the inclusion of bioactive compounds in the formulation of cosmetics, para-pharmaceuticals, and hydrophilic foods. In order to carry this out, previous laboratory-scale experimental data obtained with a counter-current packed column [10] were simulated in Aspen Plus®. Afterward, pilot- and semi-industrial scale units were simulated in the same process simulation tool, along with economical evaluations.
2. Materials and Methods
2.1. Block Diagram
Figure 1 shows the block diagram of the SFEE process of this study. The solvent (scCO2) and emulsion (ethyl acetate + water) streams entered the first stage of the process (extraction). A stream exhausted in ethyl acetate, along with the newly formed nanoparticles, exited this extraction stage. In the second stage (solvent recovery), the scCO2 and ethyl acetate were separated and then recycled to extraction otherwise, the process would not be profitable nor environmentally sustainable. If the particles obtained are to be used as solids, they would have to be dried. However, this last step was not considered in this simulation.
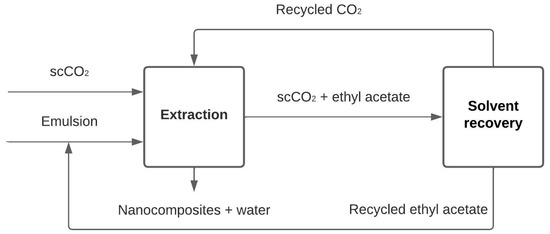
Figure 1.
Block diagram of the supercritical fluid extraction of emulsion (SFEE) process.
2.2. Definition of Purities, Recoveries, and Key Components
The emulsion fed to the extraction had a mass fraction composition of 80% water and 20% ethyl acetate, as in the laboratory-scale experimental work [10]. In order to produce particles suitable for food and pharma applications, the maximum residual ethyl acetate concentration in the water suspension had to be less than 5000 ppm [20]. Additionally, the purity of the recovered organic solvent had to be at least the ethyl acetate concentration in the emulsion (mass fraction ≥ 80%). Finally, the CO2 stream had to be recirculated pure to the process (≥99.9%) to maintain a high solvent capacity.
2.3. Thermodynamic Modelling
To design an SFEE process, a reliable phase equilibrium model had to be established for the main column. The complex system involved was handled as a pseudo-ternary system consisting of the three major components of the system: CO2, ethyl acetate, and water. The bioactive compound and the coating polymer were not considered since their concentration in the emulsion was very low (<1%) [10,11]. The property method selection assistant in Aspen Plus® V11 was used to select the most appropriate one. We also built on our research group’s previous experience simulating high-pressure processes involving CO2, water, and organic solvents [19,21]. Thus, the Schwartzentruber–Renon (SR-Polar), Predictive Soave–Redlich–Kwong (PSRK), and electrolyte non-random two-liquid (eNRTL) thermodynamics model were tested to describe the ternary equilibrium. The available experimental equilibrium data [22] were compared with the simulation software results, and the most accurate model was chosen to represent the experimental phase equilibrium data for simulating the SFEE column. Additionally, the best thermodynamic model predicting equilibrium data of the CO2-ethyl acetate mixture under typical separator conditions were investigated.
2.4. High-Pressure Column Simulation
SFEE can be managed as a multistage counter-current separation. In such a case, the components distribute between the solvent (extract phase) and the liquid (raffinate phase), which counter-currently flow through the separation column. Thus, the SFEE unit was simulated in the Aspen Plus® environment using the Extract block available in the equipment model library. Extract is a rigorous model to simulate liquid–liquid extractors [23]. It was used in counter-current flow without reflux (since no high-purity extract was sought, but an exhausted raffinate) where the upper inlet stream was the emulsion, and the solvent stream was the continuous phase entering at the bottom of the column. The liquid phase exhausted in ethyl acetate was obtained as the bottom product. Meanwhile, the phase containing the CO2 and the ethyl acetate left the column as the top product stream. To simulate, it was mandatory to specify before components, mass flow and mass fraction composition of the emulsion and CO2, the thermodynamic model, inlet streams, and the extract column itself.
3. Results and Discussion
This study aimed to design a plant to produce submicron materials using SFEE, integrating the downstream processing with the same solvent (CO2). Since the continuous particle production by SFEE was previously studied by our research group [10], this work was focused on the design and simulation of the process using a counter-current packed column. First, a prior selection of the thermodynamic model that better described the CO2–ethyl acetate–water equilibrium data was carried out. Then, a proposal for the flowsheet of the plant was provided. Additionally, simulation results from different scales (lab, pilot, and semi-industrial) were performed. Finally, an economical evaluation of the process was presented.
3.1. Selection of the Thermodynamic Model
To the best of our knowledge, only the study performed by Luther et al. [22] has reported enough CO2–ethyl acetate–water phase equilibrium data at the operating conditions used in this study. A comparison was performed between equilibrium data from those authors [22] and data retrieved from simulations employing the thermodynamic models mentioned in Section 2.3.
As a result of the comparison, PSRK was the model that best predicted the CO2–ethyl acetate–water behavior at the condition explored. Figure 2 shows a comparison between the experimental high-pressure vapor–liquid equilibrium data at 8.5 MPa and 37 °C of the ternary system CO2–ethyl acetate–water [22] and the fit generated by Aspen Plus® with the PSRK thermodynamic model. As can be seen in Figure 2, PSRK correctly predicted the type II behavior [24] of the mixture with less than 5% error between predicted and experimental compositions of the light (CO2-rich) phase, over the entire ethyl acetate concentration range. Additionally, at the lowest molar fractions of ethyl acetate, the fitting in the water-rich phase was found to be even better, which further improves the predictions, as low fractions of ethyl acetate were found when the column was operated.

Figure 2.
Ternary phase diagram (mol basis) of the system CO2–ethyl acetate–water at 8.5 MPa and 37 °C provided by Aspen Plus® using the PSRK model (●) and compared with experimental phase equilibrium data (♦) [22].
Equilibrium data of the CO2-ethyl acetate mixture were also needed at the typical conditions of flash separators (~22 °C and 6 MPa) as these are the room conditions of the CO2 make-up from the storage (i.e., at its vapor pressure). Experimental data under these conditions were found in the literature [25] and in the Aspen Plus® V11 database as BVLE010.
As can be seen in Figure 3, the Peng–Robinson equation of state with Wong–Sandler mixing rules correctly predicted the CO2–ethyl acetate behavior at the separator. The load of gaseous CO2 in ethyl acetate was relatively high in all ranges of pressures. Unfortunately, large amounts of CO2 will dissolve in the ethyl acetate-rich phase at the same time. Therefore, the separation of ethyl acetate and CO2 is difficult.
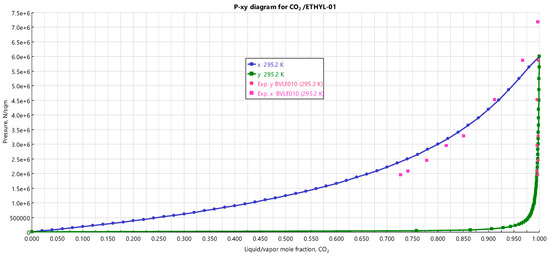
Figure 3.
Experimental [25] and correlated data with Peng–Robinson equation of state with Wong–Sandler mixing rules for the system CO2/ethyl acetate, at 22 °C (295 K).
3.2. Operating Conditions of the Fractionation Column
Optimal operating conditions should be employed to facilitate the organic solvent extraction from the emulsion while preventing the dissolution of the bioactive compound and the polymer in sc-CO2, as well as avoiding the loss of the emulsion through washout in the scCO2 stream.
The simulation proposed in this work was conducted under the same conditions as the previous experimental work [10], i.e., at 8.0 MPa and 38 °C. At these conditions, the mixture of ethyl acetate/scCO2 is supercritical [26] and water is only slightly soluble in scCO2 [27], thus enhancing the ethyl acetate extraction from the emulsion. Additionally, 38 °C was below the glass transition temperature (Tg) of ethyl cellulose, which is roughly 133 °C [28]. Using a higher pressure was not considered since microspheres coalescence was observed in previous work [29]. Low pressure also helps reduce energy costs, which improves the viability of the process on a commercial scale.
The decision to operate at the lowest possible pressure was also influenced by the larger density difference between the scCO2 (304 kg m−3) and the emulsion (965 kg m−3) at the column inlet [30], which promoted the formation of two separate phases in the column, which was critical for the efficient operation of the system as it prevented flooding.
3.3. Aspen Plus® Process Simulation
The proposed flowsheet for the continuous SFEE integrated process with the organic solvent recovery and the recirculation of scCO2 to the process is shown in Figure 4. This same flowsheet was used to simulate the SFEE process at pilot and industrial scales.

Figure 4.
Proposed flowsheet of the SFEE plant.
In Figure 4, the emulsion (stream 1; mass fraction composition of 80% water and 20% ethyl acetate) entered the extract column (C-101) at the first stage (top of the column) and the scCO2 (stream 2) came recirculated from the distillation column and introduced at the bottom of the column. The extract phase containing scCO2 and ethyl acetate left the column as the top product stream (stream 4) and the liquid phase exhausted in the organic solvent was obtained as the bottom product (stream 3).
3.3.1. Number of Theoretical Stages of Extract Unit
It was necessary to employ only three equilibrium stages adiabatic columns using a solvent-to-feed ratio of 10 (kg kg−1), to reduce the amount of ethyl acetate in the water-rich raffinate (stream 6) below 5000 ppm, as recommended [20], operating at 38 °C and 8.0 MPa.
In fact, from the simulation in Aspen Plus, the residual concentration of ethyl acetate in the obtained particles (stream 6) was roughly 37 ppm. In this regard, particles with a residual ethyl acetate concentration of 40 ppm were obtained with the laboratory-scale experiments [10], which meant that the experimental conditions were reproduced by the simulation. In the aforementioned investigation [10], the column was formed by three AISI 316 stainless steel cylindrical sections of 30 cm height connected by four cross-unions and was packed with 0.16-inch Pro-Pak® [31]. This means that the height equivalent to a theoretical stage (HETS value) would be 30 cm.
3.3.2. Design of the Integrated Process
The economic and environmental viability of this technology on a commercial scale is heavily reliant on successfully separating the organic solvent from the scCO2 for both streams to be recirculated to the process. However, ethyl acetate’s high solubility in CO2, even at low pressures [22], makes complete separation challenging. Traditional methods, such as reducing pressure in a flash tank to 5–6 MPa, which are effective in the recovery of “heavy” extracts in other supercritical extraction processes [16,32], are insufficient for complete separation. In fact, the binary analysis of the ethyl acetate-scCO2 mixture showed that the concentration of ethyl acetate in the gas phase was 0.2–0.4% for all pressures below, as shown in Figure 3. Similar results were reported by Budich and Brunner [32] for the ethanol–scCO2 system.
To obtain ethyl acetate (stream 8) and scCO2 with a purity of over 99.9% (stream 7), an Aspen Plus® simulated distillation column as a RadFrac block (C-102 in Figure 4) with five stages, a reflux ratio of 0.2, and a distillate to feed ratio of 0.85 were used. The extract stream (stream 4) was fed to the distillation column. The resulting scCO2 was compressed (stream 11) using a pump (P-101) up to 10 MPa and heated up to 38 °C (stream 12) in a heat exchanger (E-101). A pure CO2 stream (stream 13) was required to compensate for the lost CO2 from the raffinate and extract. Stream 13 (0.19 kg h−1 at lab scale) was combined with stream 12 in a mixer (M101) to recirculate the resultant stream (stream 2) as feed to the extraction column C-101. Stream 8 obtained from C-102 was split in a flash separator (S-102) at atmospheric pressure and 5 °C. The resulting stream 10 had a purity of approximately 91% ethyl acetate, with the remaining composition being 6.2% water and 2.8% CO2. After the CO2 vaporized, stream 10 was used directly in the formulation of the starting emulsion, resulting in a stream with 94% ethyl acetate and the rest water. Finally, the raffinate (stream 6) obtained from C-101 bottoms contained mainly particles suspended in water and had a remaining ethyl acetate concentration of around 37 ppm, as previously mentioned.
3.4. Scale-Up
The mass flow rate of lab-scale inlet streams 1, 2 and 13 in Figure 4 was increased according to the scaling factors for the pilot and industrial plants of Atelier Fluides Supercritiques from France. The characteristics of such equipment are described in [33]. The pilot plant has two pumps to supply up to 5 L and 20 L of liquid, respectively; and 80 kg of CO2 up to 30 MPa. The industrial plant allows a maximum liquid capacity of 50 L h−1 and a top CO2 capacity of 600 kg h−1. Thus, the production capacity (stream 6 in Figure 4) was increased to 2.2 kg h−1 for the pilot plant (a scale factor of 20), and to 33.1 kg h−1 (a scale factor of 300) for the industrial plant. The dimensions, packings, and capacity of the three installations are compared in Table 1.

Table 1.
Dimensions, packings, capacities, and costs of the scaled SFEE installations.
3.5. Economic Evaluation
We have asked manufacturers of CO2 plants for bids for the lab-scale installation, ranging from EUR 125,000 (with only one separator) to EUR 180,000. Using an intermediate value as a basis, we used Michel Perrut’s equation to estimate the price of the pilot and industrial scale facilities. Based on his experience in SEPAREX, building supercritical fluid extraction, fractionation, impregnation, and particle formation installations at all scales, Professor Perrut concluded that all prices approximate a straight line with a slope of 0.24 versus the logarithm of the product of the total net volume (VT) of the column by the design CO2 flow rate (Q) [34]. This means that there is a huge economy of scale in capital expenditure (CAPEX) in supercritical CO2-based processes. With the resulting column volumes from the simulations of the pilot and industrial scale installations and considering that the CO2 flow rates were ten times higher than the liquid feed in the respective scales, we arrived at the costs shown in Table 1.
Utility costs estimated using the APEA tool of Aspen Plus would drop from EUR 47 kg−1 at lab scale to EUR 0.52 kg−1 product for the largest scale, showing also very important savings with production capacity. If the particles had to be dried/lyophilized, this additional cost would have to be considered apart. Installation costs, assuming a payback period of 10 years, would increase the product price by 30 cents per kg for the laboratory scale, but by less than 5 cents for the industrial scale (operating 300 days per year, 24 h per day).
4. Conclusions
The SFEE column and the solvent recovery separator were designed to achieve a specified amount of residual organic in the leaving streams, according to the tight requirements of the food and pharmaceutical industries [20]. The most difficult part is the organic solvent separation from the CO2 as they are very soluble. However, it is possible with a distillation column. Thus, the two solvents can be recovered and recycled to the process in almost their entirety. Furthermore, the particles in the aqueous raffinate are produced free of solvents. Because of the biocidal and virucidal power of the scCO2, the particle suspension is sterile [21], thus easing the direct further packaging. Based on the utilities and installation costs for increasing production capacities, the importance of economy of scale in supercritical CO2 installations is verified. On the other hand, CO2 fractionation in packed columns is already commercial, e.g., Atelier Fluids Supercritique in France, https://www.atelier-fsc.com/ (accessed on 19 January 2023) or Solutex in Spain, https://solutexcorp.com/technology/platforms/#flutex (accessed on 19 January 2023). The SFEE process could be carried out in similar installations, facilitating the technology transfer of the SFEE procedure for particle production to the industry.
Author Contributions
Conceptualization, D.F.T. and L.C.; Data curation, D.F.T. and L.C.; Formal analysis, D.F.T. and L.C.; Funding acquisition, D.F.T., A.C. and L.C.; Investigation, D.F.T.; Methodology, D.F.T. and L.C.; Project administration, A.C. and L.C.; Resources, A.C. and L.C.; Software, D.F.T. and L.C.; Supervision, L.C.; Validation, D.F.T.; Visualization, D.F.T.; Writing—original draft, D.F.T. and L.C.; Writing—review and editing, D.F.T. and L.C. All authors have read and agreed to the published version of the manuscript.
Funding
This work was financed by the Ministry of Science, Innovation and Universities of Spain (project ref. RTI2018-097230-B-I00); the Universidad Nacional de Colombia (project ref. 56099) and by a REACT-EU grant from the Comunidad de Madrid to the ANTICIPA project of Complutense University of Madrid. The funders had no role in study design, data collection and analysis, preparation of the manuscript or decision to publish.
Data Availability Statement
The data that support the findings of this study are available from the corresponding author, upon reasonable request.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Lukic, I.; Pajnik, J.; Nisavic, J.; Tadic, V.; Vági, E.; Szekely, E.; Zizovic, I. Application of the integrated supercritical fluid extraction–impregnation process (SFE-SSI) for development of materials with antiviral properties. Processes 2022, 10, 680. [Google Scholar] [CrossRef]
- Kyzas, G.Z.; Matis, K.A. Green separation and extraction processes: Part I. Processes 2020, 8, 374. [Google Scholar] [CrossRef]
- Drago, E.; Campardelli, R.; De Marco, I.; Perego, P. Optimization of PCL polymeric films as potential matrices for the loading of alpha-tocopherol by a combination of innovative green processes. Processes 2021, 9, 2244. [Google Scholar] [CrossRef]
- Bagheri, H.; Hashemipour, H.; Rahimpour, E.; Rahimpour, M.R. Particle size design of acetaminophen using supercritical carbon dioxide to improve drug delivery: Experimental and modeling. J. Environ. Chem. Eng. 2021, 9, 106384. [Google Scholar] [CrossRef]
- Marcus, Y. Some advances in supercritical fluid extraction for fuels, bio-materials and purification. Processes 2019, 7, 156. [Google Scholar] [CrossRef]
- Prieto, C.; Calvo, L. The encapsulation of low viscosity omega-3 rich fish oil in polycaprolactone by supercritical fluid extraction of emulsions. J. Supercrit. Fluids 2017, 128, 227–234. [Google Scholar] [CrossRef]
- Prieto, C.; Calvo, L. Supercritical fluid extraction of emulsions to nanoencapsulate vitamin E in polycaprolactone. J. Supercrit. Fluids 2017, 119, 274–282. [Google Scholar] [CrossRef]
- Chattopadhyay, P.; Huff, R.; Shekunov, B.Y. Drug encapsulation using supercritical fluid extraction of emulsions. J. Pharm. Sci. 2006, 95, 667–679. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Rao, L.; Wu, X.; Wang, Y.; Zhao, L.; Liao, X. Supercritical carbon dioxide applications in food processing. Food Eng. Rev. 2021, 13, 570–591. [Google Scholar] [CrossRef]
- Tirado, D.F.; Palazzo, I.; Scognamiglio, M.; Calvo, L.; Della Porta, G.; Reverchon, E. Astaxanthin encapsulation in ethyl cellulose carriers by continuous supercritical emulsions extraction: A study on particle size, encapsulation efficiency, release profile and antioxidant activity. J. Supercrit. Fluids 2019, 150, 128–136. [Google Scholar] [CrossRef]
- Tirado, D.F.; Latini, A.; Calvo, L. The encapsulation of hydroxytyrosol-rich olive oil in Eudraguard® protect via supercritical fluid extraction of emulsions. J. Food Eng. 2021, 290, 110215. [Google Scholar] [CrossRef]
- Prieto, C.; Duarte, C.M.M.; Calvo, L. Performance comparison of different supercritical fluid extraction equipments for the production of vitamin E in polycaprolactone nanocapsules by supercritical fluid extraction of emulsionsc. J. Supercrit. Fluids 2017, 122, 70–78. [Google Scholar] [CrossRef]
- Chattopadhyay, P.; Huff, R.W.; Seitzinger, J.S.; Shekunov, B.Y. Composite Particles and Method for Preparing. US6966990B2, 22 November 2005. [Google Scholar]
- Chattopadhyay, P.; Huff, R.W.; Seitzinger, J.S.; Shekunov, B.Y. Particles from Supercritical Fluid Extraction of Emulsion. US6998051B2, 14 February 2006. [Google Scholar]
- Reverchon, E.; Della Porta, G. Continuous Process for Microspheres Production by Using Expanded Fluids. US20100203145A1, 14 January 2014. [Google Scholar]
- Brunner, G. Counter-current separations. J. Supercrit. Fluids 2009, 47, 574–582. [Google Scholar] [CrossRef]
- Calvo, L.; Prieto, C. The teaching of enhanced distillation processes using a commercial simulator and a project-based learning approach. Educ. Chem. Eng. 2016, 17, 65–74. [Google Scholar] [CrossRef]
- Li, Z.; Tian, S.; Zhang, D.; Chang, C.; Zhang, Q.; Zhang, P. Optimization study on improving energy efficiency of power cycle system of staged coal gasification coupled with supercritical carbon dioxide. Energy 2022, 239, 122168. [Google Scholar] [CrossRef]
- Prieto, C.; Calvo, L.; Duarte, C.M.M. Continuous supercritical fluid extraction of emulsions to produce nanocapsules of vitamin E in polycaprolactone. J. Supercrit. Fluids 2017, 124, 72–79. [Google Scholar] [CrossRef]
- ICH Impurities: Guideline for Residual Solvents Q3C(R6); ICH: London, UK, 2016; Available online: https://database.ich.org/sites/default/files/Q3C-R6_Guideline_ErrorCorrection_2019_0410_0.pdf (accessed on 22 February 2023).
- Martín-Muñoz, D.; Tirado, D.F.; Calvo, L. Inactivation of Legionella in aqueous media by high-pressure carbon dioxide. J. Supercrit. Fluids 2022, 180, 105431. [Google Scholar]
- Luther, S.K.; Schuster, J.J.; Leipertz, A.; Braeuer, A. Non-invasive quantification of phase equilibria of ternary mixtures composed of carbon dioxide, organic solvent and water. J. Supercrit. Fluids 2013, 84, 146–154. [Google Scholar] [CrossRef]
- Aspen-Technology Aspen Plus V 11.0 2020. Available online: https://www.aspentech.com/en/products/engineering/aspen-plus (accessed on 22 February 2023).
- Brunner, G. Gas Extraction; Topics in Physical Chemistry; Steinkopff: Heidelberg, Germany, 1994; Volume 4, ISBN 978-3-662-07382-7. [Google Scholar]
- da Silva, M.V.; Barbosa, D.; Ferreira, P.O.; Mendonça, J. High pressure phase equilibrium data for the systems carbon dioxide/ethyl acetate and carbon dioxide/isoamyl acetate at 295.2, 303.2 and 313.2 K. Fluid Phase Equilib. 2000, 175, 19–33. [Google Scholar] [CrossRef]
- Smith, R.L.; Yamaguchi, T.; Sato, T.; Suzuki, H.; Arai, K. Volumetric behavior of ethyl acetate, ethyl octanoate, ethyl laurate, ethyl linoleate, and fish oil ethyl esters in the presence of supercritical CO2. J. Supercrit. Fluids 1998, 13, 29–36. [Google Scholar] [CrossRef]
- King, M.B.; Mubarak, A.; Kim, J.D.; Bott, T.R. The mutual solubilities of water with supercritical and liquid carbon dioxides. J. Supercrit. Fluids 1992, 5, 296–302. [Google Scholar] [CrossRef]
- Sakellariou, P.; Rowe, R.C.; White, E.F.T. The thermomechanical properties and glass transition temperatures of some cellulose derivatives used in film coating. Int. J. Pharm. 1985, 27, 267–277. [Google Scholar] [CrossRef]
- Della Porta, G.; Falco, N.; Reverchon, E. Continuous supercritical emulsions extraction: A new technology for biopolymer microparticles production. Biotechnol. Bioeng. 2011, 108, 676–686. [Google Scholar] [CrossRef]
- National Institute of Standards and Technology NIST Chemistry webBook. Available online: https://webbook.nist.gov/chemistry/fluid/ (accessed on 6 July 2022).
- Falco, N.; Reverchon, E.; Della Porta, G. Continuous supercritical emulsions extraction: Packed tower characterization and application to poly(lactic- co -glycolic acid) + insulin microspheres production. Ind. Eng. Chem. Res. 2012, 51, 8616–8623. [Google Scholar] [CrossRef]
- Budich, M.; Brunner, G. Supercritical fluid extraction of ethanol from aqueous solutions. J. Supercrit. Fluids 2003, 25, 45–55. [Google Scholar] [CrossRef]
- Atelier Fluides Supercritiques Equipment. Available online: https://www.atelier-fsc.com/Equipment_a23.html (accessed on 6 July 2022).
- Perrut, M. Supercritical fluid applications: Industrial developments and economic issues. Ind. Eng. Chem. Res. 2000, 39, 4531–4535. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).