




An Experimental Investigation of the Effects of Dressing and Grinding Parameters on Sustainable Grinding of Inconel 738 Used for Automated Manufacturing


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
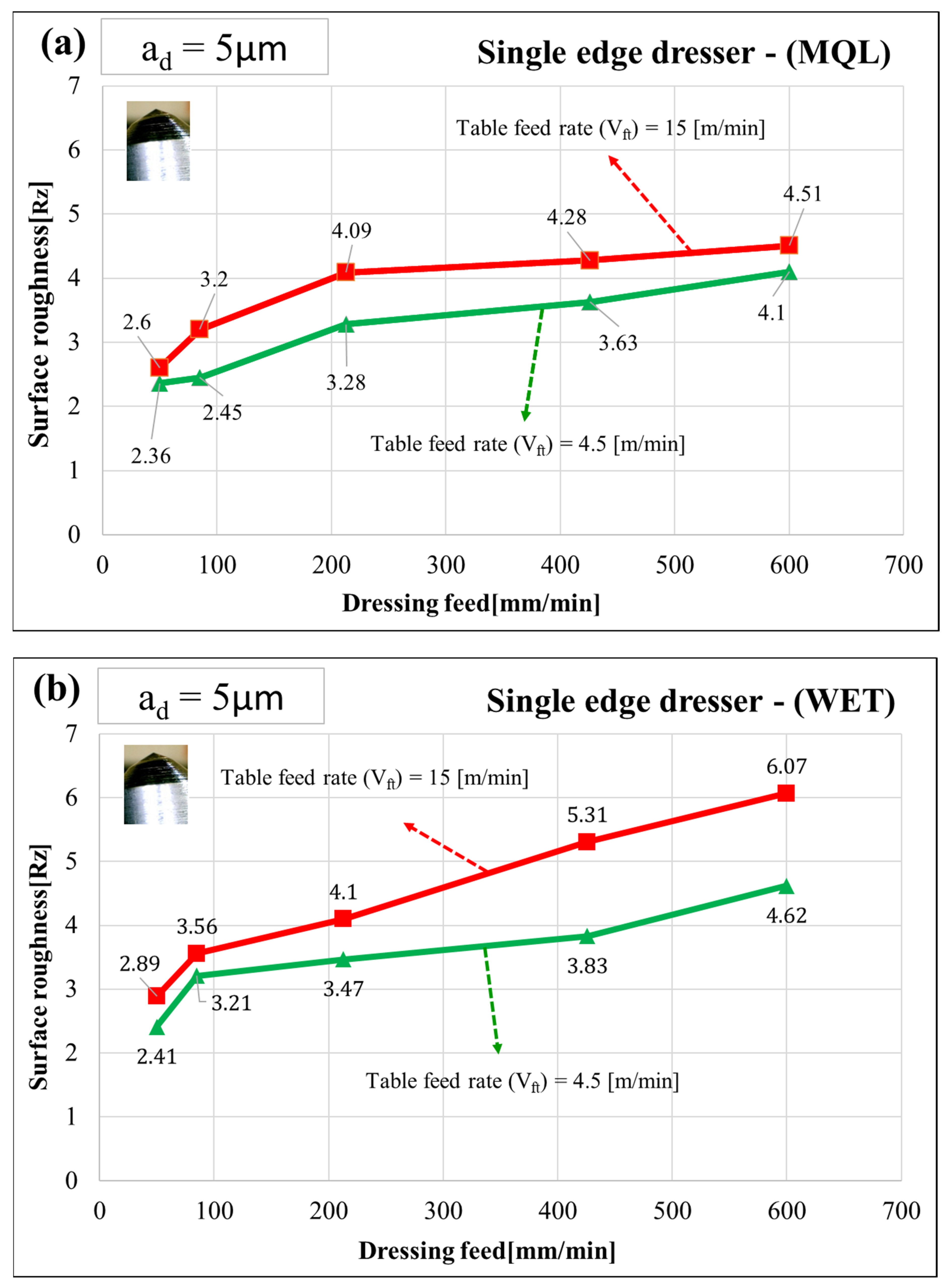
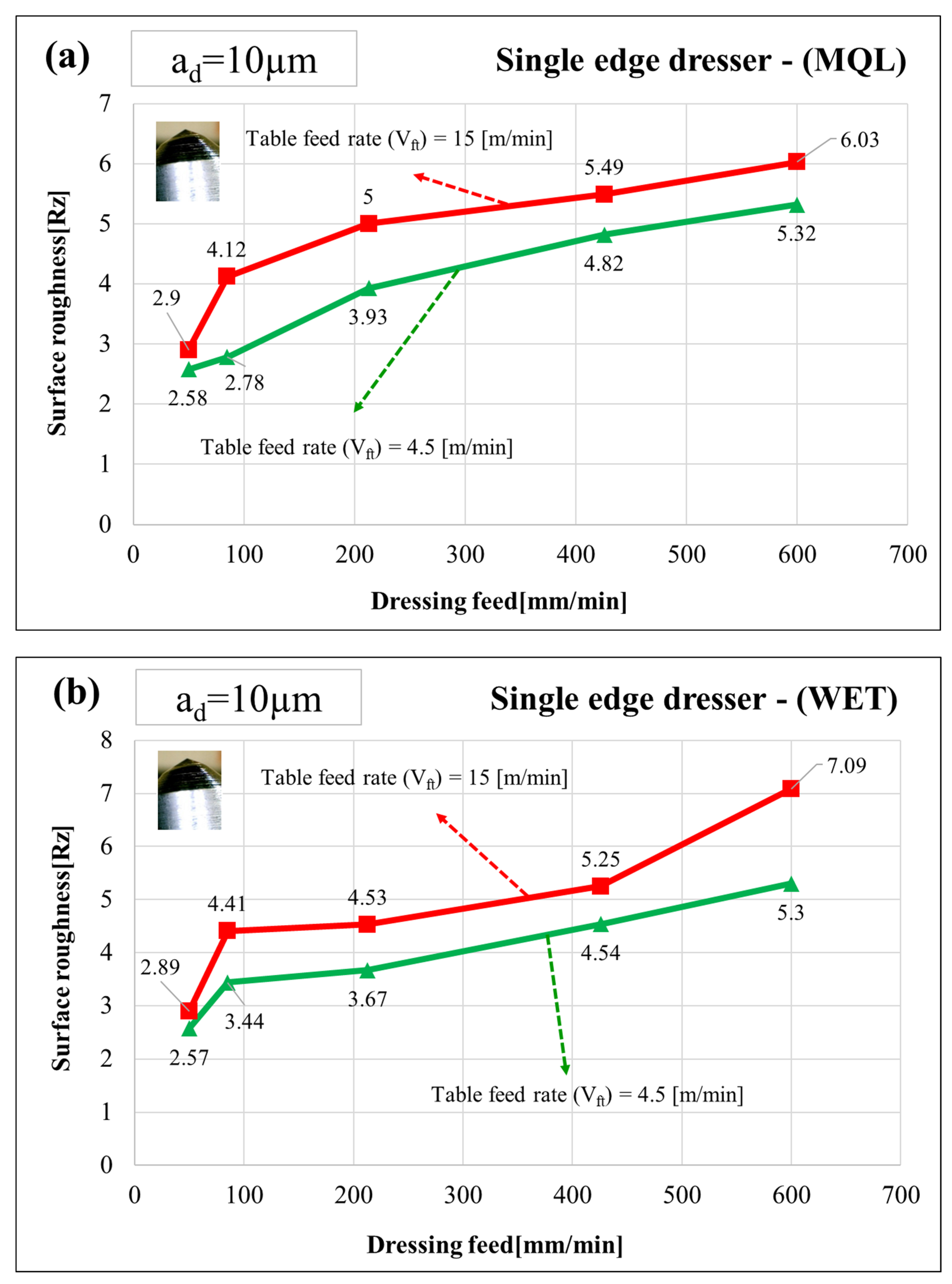
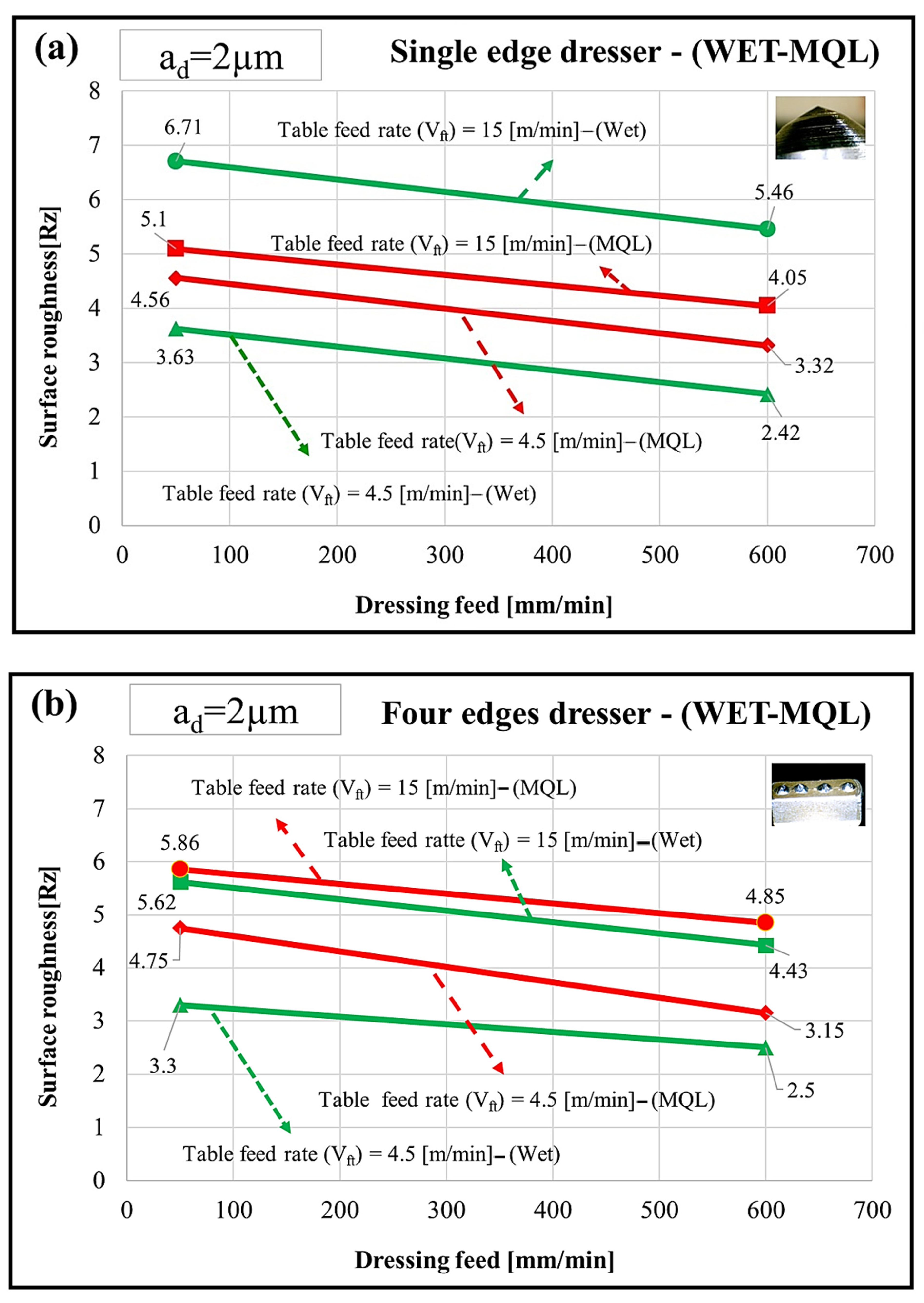
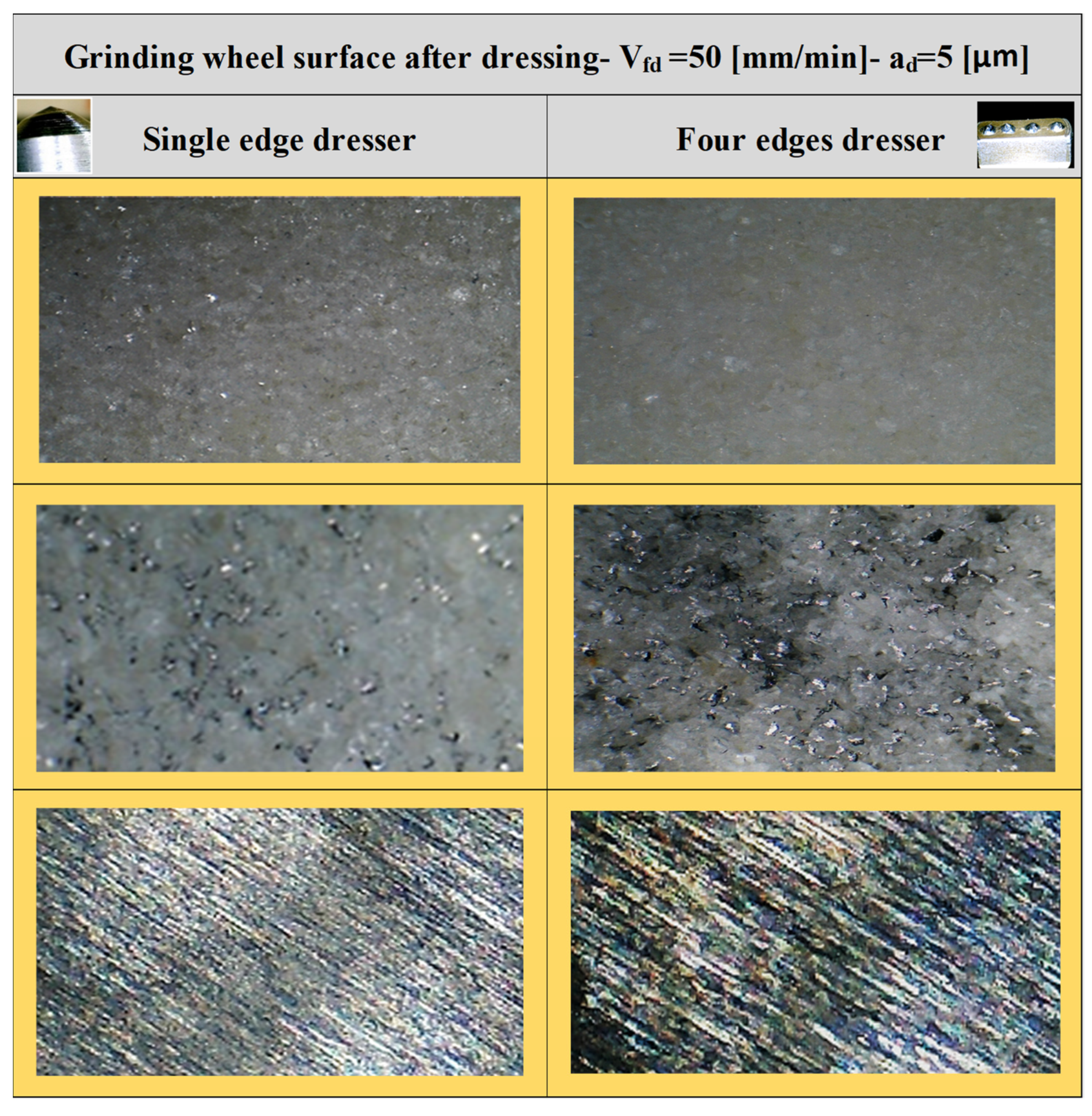
3.1. Grinding of Inconel 738 Using Single-Edge Diamond Dresser
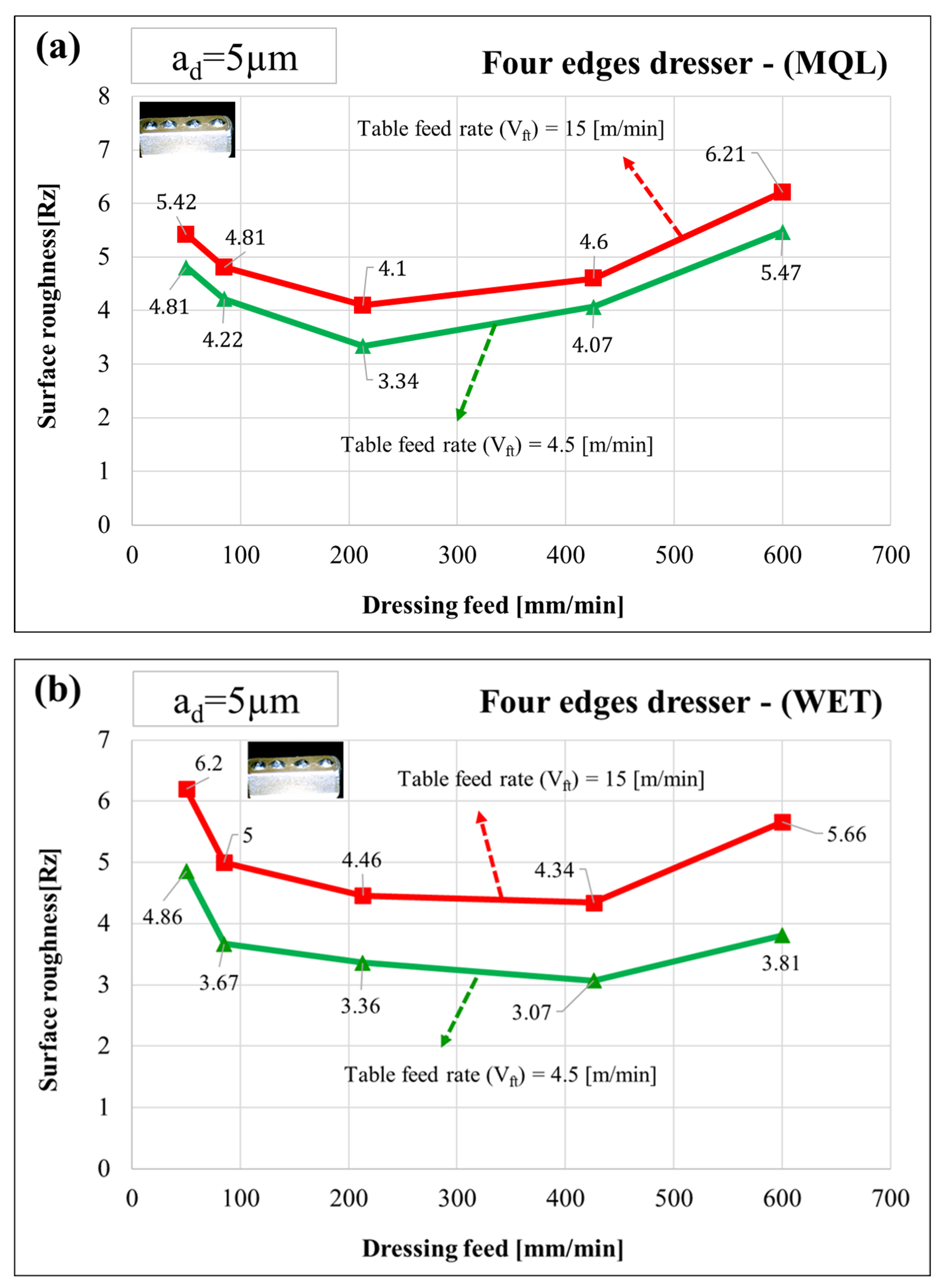
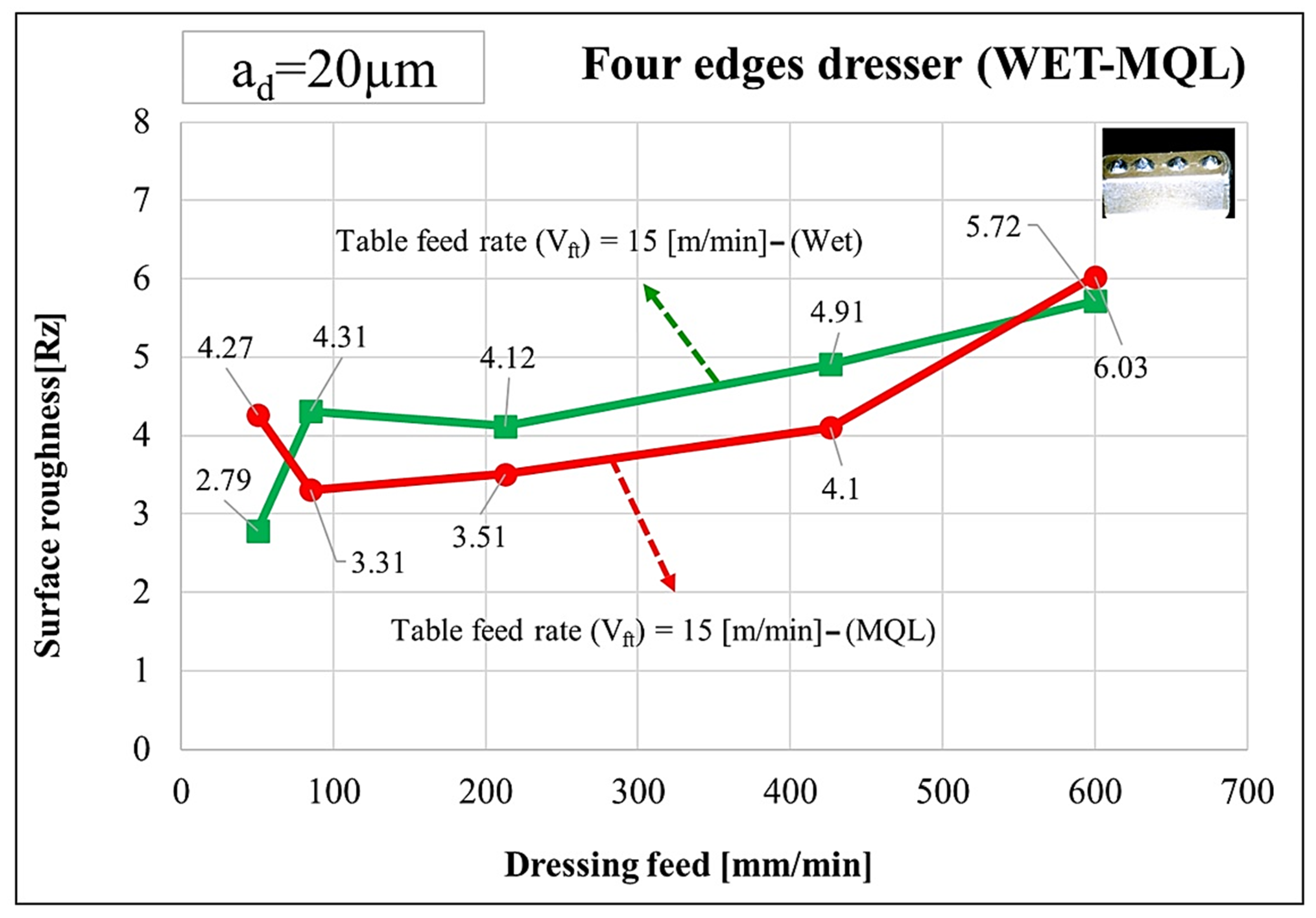
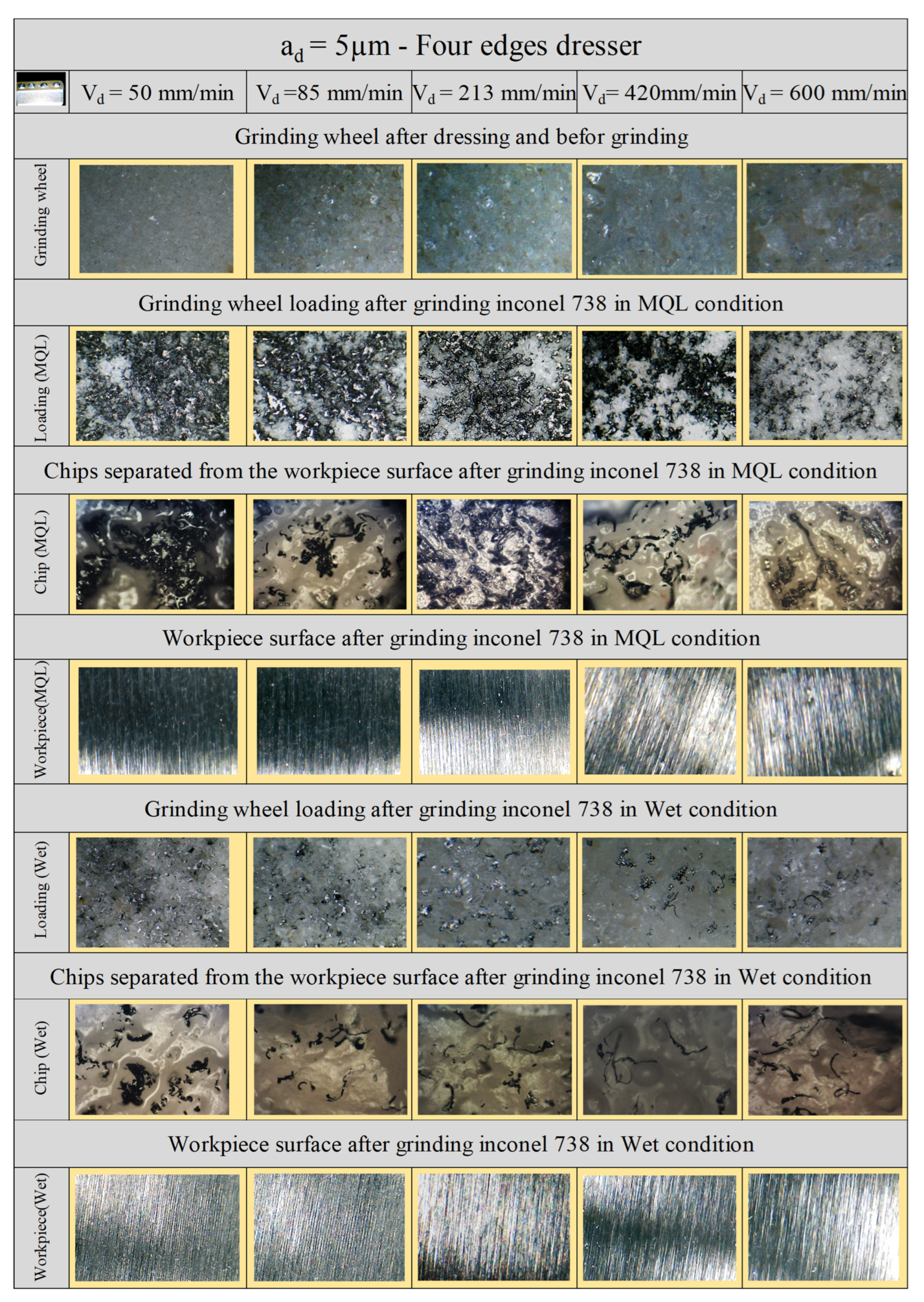
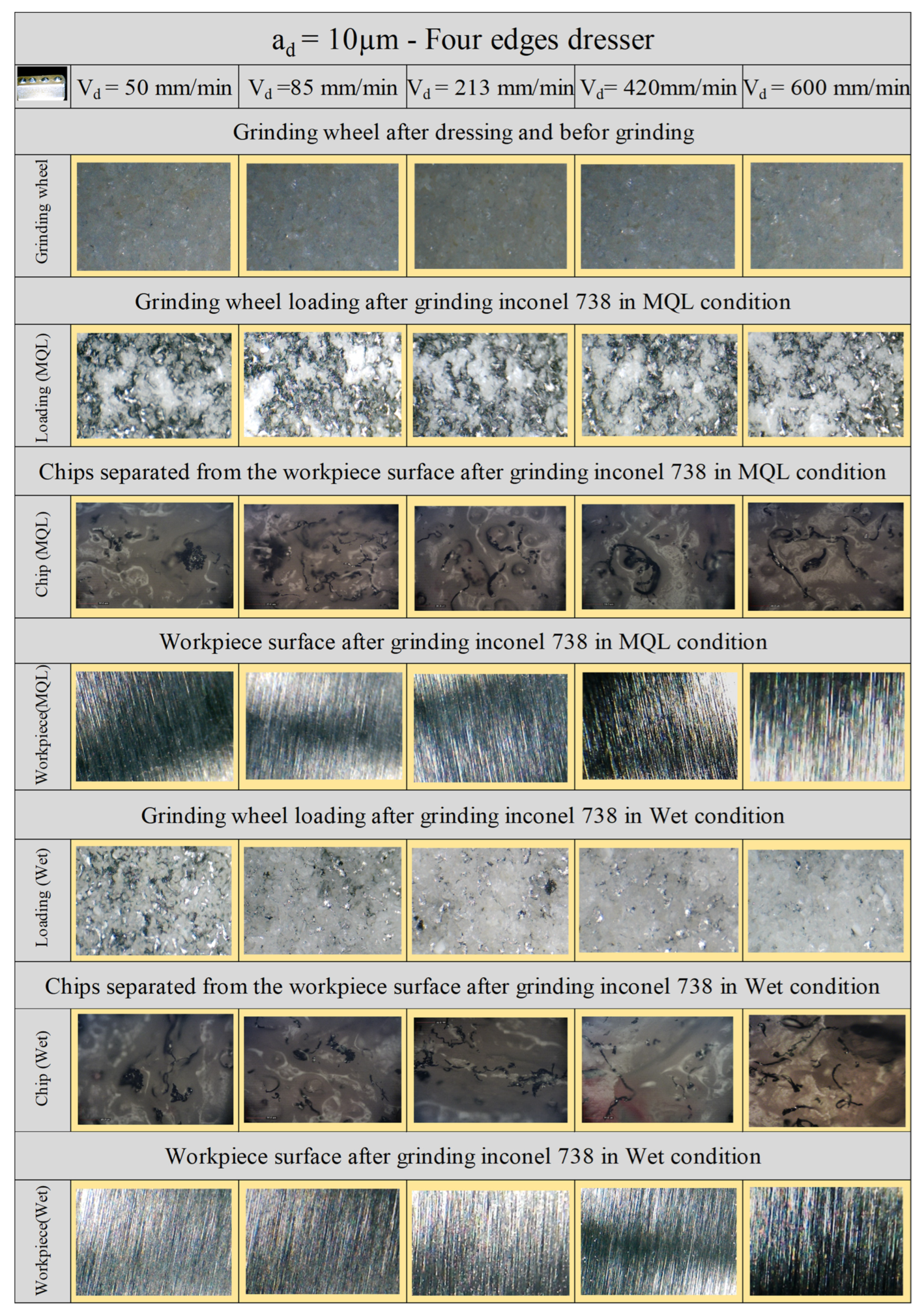
3.2. Grinding of Inconel 738 Using Four-Edge Diamond Dresser
4. Conclusions
- The grinding efficiency in the MQL technique is due to the combined effects of lubrication and the appropriateness of the wheel and workpiece combinations, which are comparable to conventional wet grinding.
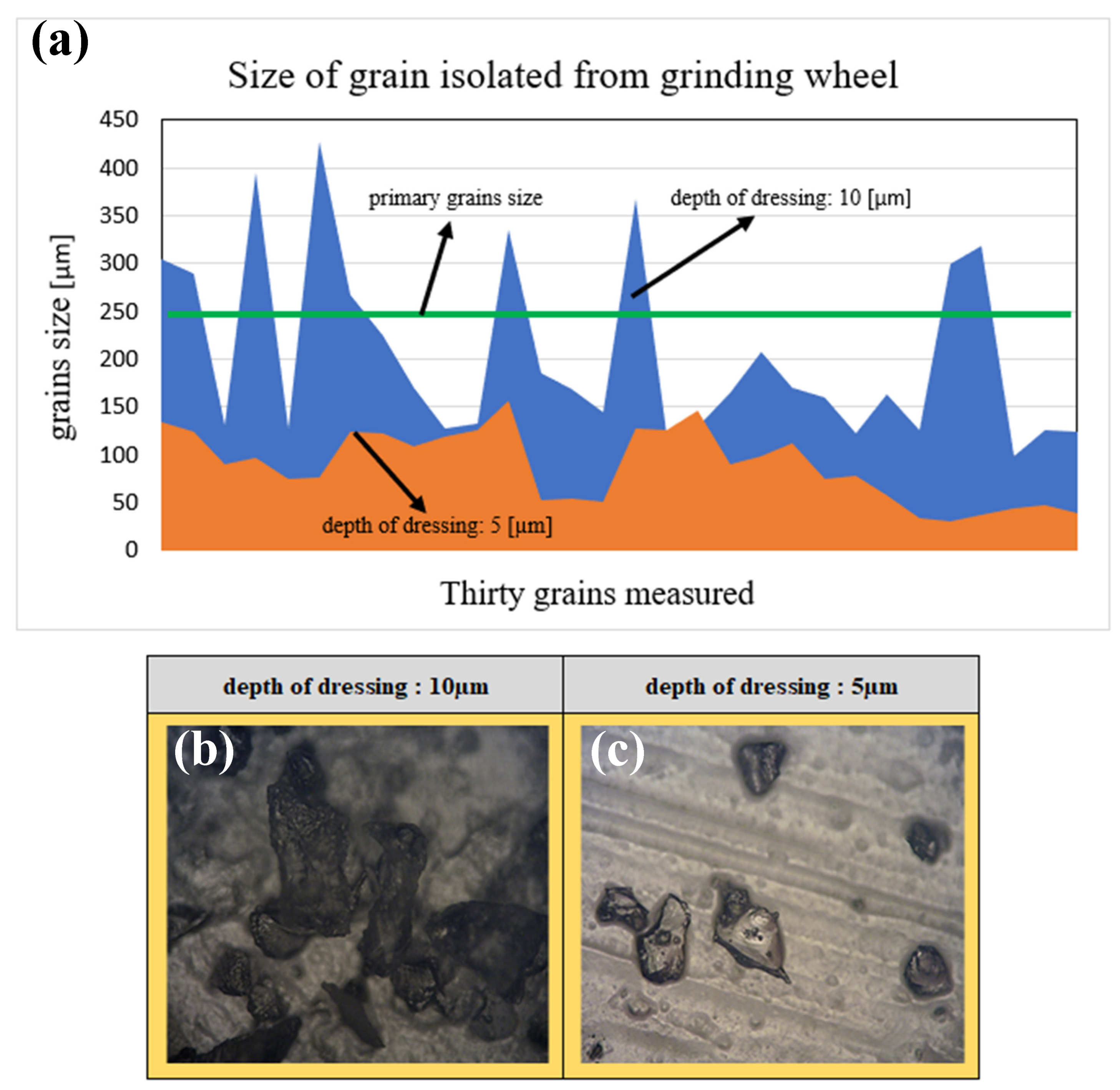
- The grinding wheel surface topography has an important influence on the grinding process and it can be managed by the appropriate selection of depth of dressing and dressing speed. One of the significant results obtained in the present study is that soft dressing by decreasing the dressing material removal rate (reducing dressing depth and feed rate) will not always reduce the workpiece surface roughness. A very fine dressing process with a low material removal rate during dressing generate more grains flattening and reduce the number of active grains on the wheel surface, which increases chip loading on the wheel surface and results in more friction, sliding and plowing of grains on the workpiece surface during the grinding process.
- Chip loading on the grinding wheel surface is one of the most critical parameters in the grinding process. Changes in dressing depth and feed rate, workpiece feed rate, and the coolant–lubricant environment can affect the amount of wheel surface loading. Due to low cutting fluid flow in the MQL technique, chip loading is significant. By rough dressing, due to the increase in depth and feed rate of the dresser, the space between the grains increases and the deposition decreases.
- It is possible to generate surface roughness close to single-edge dressers by increasing the dressing feed rate in a four-edge dresser application while preparing the GW surface before grinding. In this case, increasing the dressing feed rate reduces dressing time and increases production capability. In addition, the lifetime of four-edge dressers is much longer than single-edge dressers.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| dressing feed rate (mm/min) | |
| dressing depth (µm) | |
| depth of grinding (µm) | |
| table speed (m/min) | |
| grinding wheel speed (m/s) | |
| dressing pitch (mm) | |
| theoretical roughness (mm) | |
| Rz | the average maximum peak to valley of five consecutive sampling lengths within the measuring length (µm) |
| dresser radius (mm) | |
| grinding wheel diameter (mm) | |
| GW | the grinding wheel |
| MQL | the minimum quantity lubrication |
| SEM | the scanning electron microscope |
References
- Nnaji, R.N.; Bodude, M.A.; Osoba, L.O.; Fayomi, O.S.I.; Ochulor, F.E. Study on high-temperature oxidation kinetics of Haynes 282 and Inconel 718 nickel-based superalloys. Int. J. Adv. Manuf. Technol. 2020, 106, 1149–1160. [Google Scholar] [CrossRef]
- Hosseini, E.; Popovich, V.A. A review of mechanical properties of additively manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- D’Addona, D.M.; Raykar, S.J. Thermal modeling of tool temperature distribution during high pressure coolant assisted turning of Inconel 718. Materials 2019, 12, 408. [Google Scholar] [CrossRef] [PubMed]
- Qian, N.; Ding, W.; Zhu, Y. Comparative investigation on grindability of K4125 and Inconel718 nickel-based superalloys. Int. J. Adv. Manuf. Technol. 2018, 97, 1649–1661. [Google Scholar] [CrossRef]
- Gu, Y.; Li, H.; Du, B.; Ding, W. Towards the understanding of creep-feed deep grinding of DD6 nickel-based single-crystal superalloy. Int. J. Adv. Manuf. Technol. 2019, 100, 445–455. [Google Scholar] [CrossRef]
- Li, B.; Ding, W.; Yang, C.; Li, C. Grindability of powder metallurgy nickel-base superalloy FGH96 and sensibility analysis of machined surface roughness. Int. J. Adv. Manuf. Technol. 2019, 101, 2259–2273. [Google Scholar] [CrossRef]
- Liu, Z.; Li, X.; Wang, X.; Tian, C.; Wang, L. Comparative investigation on grindability of Inconel 718 made by selective laser melting (SLM) and casting Scanning Mirror CAD Model Layers Powders Coater Laser F-θ Optic Workpiece Build Platform Powder Cartridge Feeding/Collecting System. Int. J. Adv. Manuf. Technol. 2019, 100, 3155–3166. [Google Scholar] [CrossRef]
- Esmaeili, H.; Adibi, H.; Rezaei, S.M. Study on surface integrity and material removal mechanism in eco-friendly grinding of Inconel 718 using numerical and experimental investigations. Int. J. Adv. Manuf. Technol. 2021, 112, 1797–1818. [Google Scholar] [CrossRef]
- De Moraes, D.L.; Garcia, M.V.; Lopes, J.C.; Ribeiro, F.S.F.; de Angelo Sanchez, L.E.; Foschini, C.R.; de Mello, H.J.; Aguiar, P.R.; Bianchi, E.C. Performance of SAE 52100 steel grinding using MQL technique with pure and diluted oil. Int. J. Adv. Manuf. Technol. 2019, 105, 4211–4223. [Google Scholar] [CrossRef]
- Wojtewicz, M.; Nadolny, K.; Kapłonek, W.; Rokosz, K.; Matýsek, D.; Ungureanu, M. Experimental studies using minimum quantity cooling (MQC) with molybdenum disulfide and graphite-based microfluids in grinding of Inconel® alloy 718. Int. J. Adv. Manuf. Technol. 2019, 101, 637–661. [Google Scholar] [CrossRef]
- Ribeiro, F.S.F.; Lopes, J.C.; Garcia, M.V.; Sanchez, L.E.d.A.; de Mello, H.J.; de Aguiar, P.R.; Bianchi, E.C. Grinding performance by applying MQL technique: An approach of the wheel cleaning jet compared with wheel cleaning Teflon and Alumina block. Int. J. Adv. Manuf. Technol. 2020, 107, 4415–4426. [Google Scholar] [CrossRef]
- Ribeiro, F.S.F.; Lopes, J.C.; Garcia, M.V.; de Moraes, D.L.; da Silva, A.E.; Sanchez, L.E.d.A.; de Aguiar, P.R.; Bianchi, E.C. New knowledge about grinding using MQL simultaneous to cooled air and MQL combined to wheel cleaning jet technique. Int. J. Adv. Manuf. Technol. 2020, 109, 905–917. [Google Scholar] [CrossRef]
- Malkin, S.; Guo, C. Grinding Technology: Theory and Application of Machining with Abrasives; Industrial Press Inc.: Norwalk, CT, USA, 2008. [Google Scholar]
- Pande, S.J.; Lal, G.K. Effect of dressing on GW performance. Int. J. Mach. Tool Des. Res. 1979, 19, 171–179. [Google Scholar] [CrossRef]
- Li, W.; Wang, Y.; Fan, S.; Xu, J. Wear of diamond GWs and material removal rate of silicon nitrides under different machining conditions. Mater. Lett. 2007, 61, 54–58. [Google Scholar] [CrossRef]
- Linke, B.; Klocke, F. Temperatures and wear mechanisms in dressing of vitrified bonded GWs. Int. J. Mach. Tools Manuf. 2010, 50, 552–558. [Google Scholar] [CrossRef]
- Daneshi, A.; Jandaghi, N.; Tawakoli, T. Effect of dressing on internal cylindrical grinding. Procedia CIRP 2014, 14, 37–41. [Google Scholar] [CrossRef]
- Klocke, F.; Linke, B. Mechanisms in the generation of GW topography by dressing. Prod. Eng. 2008, 2, 157–163. [Google Scholar] [CrossRef]
- Deng, H.; Xu, Z. Dressing methods of superabrasive GWs: A review. J. Manuf. Process. 2019, 45, 46–69. [Google Scholar] [CrossRef]
- Hadad, M.; Sharbati, A. Analysis of the effects of dressing and wheel topography on grinding process under different coolant-lubricant conditions. Int. J. Adv. Manuf. Technol. 2017, 90, 3727–3738. [Google Scholar] [CrossRef]
- Moreno, M.G.; Ruiz, J.Á.; Azpeitia, D.B.; González, J.I.M.; Fernández, L.G. Friction improvement via GW texturing by dressing. Int. J. Adv. Manuf. Technol. 2020, 107, 4939–4954. [Google Scholar] [CrossRef]
- Zhou, L.; Wei, Q.; Zheng, N.; Chen, X.; Zhang, Q.; Wang, J. Dressing technology of arc diamond wheel by roll abrading in aspheric parallel grinding. Int. J. Adv. Manuf. Technol. 2019, 105, 2699–2706. [Google Scholar] [CrossRef]
- Hacksteiner, M.; Peherstorfer, H.; Bleicher, F. Energy efficiency of state-of-the-art grinding processes. Procedia Manuf. 2018, 21, 717–724. [Google Scholar] [CrossRef]
- Baheti, U.; Guo, C.; Malkin, S. Environmentally conscious cooling and lubrication for grinding. In Proceedings of the 1998 International Seminar on Improving Machine Tool Performance, San Sebastian, Spain, 6–8 July 1998; Volume 2, pp. 643–654. [Google Scholar]
- Tönshoff, H.K.; Wobker, H.-G.; Brunner, G. CBN grinding with small wheels. CIRP Ann. 1995, 44, 311–316. [Google Scholar] [CrossRef]
- Brockhoff, T.; Walter, A. Fluid minimization in cutting and grinding. Abras. J. Abras. Eng. Soc. 1998, 10, 38–42. [Google Scholar] [CrossRef]
- Klocke, F.; Brinksmeier, E.; Evans, C.; Howes, T.; Lnasaki, I.; Minke, E.; Tönshoff, H.K.; Webster, J.A.; Stuff, D. High-speed grinding-fundamentals and state of the art in Europe, Japan, and the USA. CIRP Ann. 1997, 46, 715–724. [Google Scholar] [CrossRef]
- Hafenbraedl, D.; Malkin, S. Environmentally-conscious minimum quantity lubrication (MQL) for internal cylindrical grinding. Trans. Am. Manuf. Res. Inst. SME 2000, 28, 149–154. [Google Scholar]
- Silva, L.R.; Bianchi, E.C.; Catai, R.E.; Fusse, R.Y.; França, T.V.; Aguiar, P.R. Study on the behavior of the minimum quantity lubricant-MQL technique under different lubricating and cooling conditions when grinding ABNT 4340 steel. J. Braz. Soc. Mech. Sci. Eng. 2005, 27, 192–199. [Google Scholar] [CrossRef]
- Lee, P.-H.; Nam, T.S.; Li, C.; Lee, S.W. Environmentally-friendly nano-fluid minimum quantity lubrication (MQL) meso-scale grinding process using nano-diamond particles. In Proceedings of the 2010 International Conference on Manufacturing Automation, Hong Kong, China, 13–15 December 2010; pp. 44–49. [Google Scholar] [CrossRef]
- Hadad, M.J.; Tawakoli, T.; Sadeghi, M.H.; Sadeghi, B. Temperature and energy partition in minimum quantity lubrication-MQL grinding process. Int. J. Mach. Tools Manuf. 2012, 54–55, 10–17. [Google Scholar] [CrossRef]
- Mao, C.; Huang, Y.; Zhou, X.; Gan, H.; Zhang, J.; Zhou, Z. The tribological properties of nanofluid used in minimum quantity lubrication grinding. Int. J. Adv. Manuf. Technol. 2014, 71, 1221–1228. [Google Scholar] [CrossRef]
- Rabiei, F.; Rahimi, A.R.; Hadad, M.J.; Ashrafijou, M. Performance improvement of minimum quantity lubrication (MQL) technique in surface grinding by modeling and optimization. J. Clean. Prod. 2015, 86, 447–460. [Google Scholar] [CrossRef]
- Setti, D.; Sinha, M.K.; Ghosh, S.; Rao, P.V. Performance evaluation of Ti–6Al–4V grinding using chip formation and coefficient of friction under the influence of nanofluids. Int. J. Mach. Tools Manuf. 2015, 88, 237–248. [Google Scholar] [CrossRef]
- Hadad, M.; Beigi, M. A novel approach to improve environmentally friendly machining processes using ultrasonic nozzle–minimum quantity lubrication system. Int. J. Adv. Manuf. Technol. 2021, 114, 741–756. [Google Scholar] [CrossRef]
- DIN EN ISO 3274:1998; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Nominal Characteristics of Contact (Stylus) Instruments. ISO: Geneve, Switzerland, 1998.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Investigator | Year | Research Condition | Results |
|---|---|---|---|
| Pande et al. [14] | 1979 | Effects of dressing parameters on GW performance | Achieve optimal mode for dressing feed and depth |
| Li et al. [15] | 2006 | Wear of diamond GWs in grinding of silicon nitrides | The importance of sharpening in diamonds as well as providing the optimal mode of dressing depth for silicon nitride |
| Linke et al. [16] | 2010 | Temperature and wear mechanism in dressing of vitrified bonded GWs | Diamond dressers’ wear mechanism and factors and their effect on ground surface roughness |
| Daneshi et al. [17] | 2014 | Effects of dressing parameters on internal grinding | Investigation of the effect of GW diameter and dressing method on roughness and geometrical form and quality of holes in the grinding process |
| Klocke et al. [18] | 2008 | Mechanisms in the generation of GW topography by dressing | Investigating of the effect of dressing and GW structure on the formation of workpiece surface defects and roughness |
| Deng et al. [19] | 2019 | A review on dressing strategies of super abrasive GWs | Offering a variety of different methods of GW dressing |
| Hadad et al. [20] | 2016 | Investigation of the effects of dressing and wheel topography on grinding process using different coolant–lubricant conditions | Effect of single point diamond dressing parameters on the roughness of the workpiece and reduction in cutting fluid consumption |
| Moreno et al. [21] | 2020 | Friction improvement by GW texturing using dressing process | Produce different GW surface topography in a controlled dressing process to reduce friction coefficient |
| Zhou et al. [22] | 2019 | Dressing technology of arc diamond wheel by roll abrading in aspheric parallel grinding | Improve dressing and grinding performance of arc diamond wheels |
| Investigator | Year | Research Condition | Results |
|---|---|---|---|
| Hoffmeister et al. [23] | 1998 | 100Cr6 (60HRC) and application of liquid nitrogen with MQL with ester oil and corundum GW with vitrified bond | Reduction of forces, reduction in roughness, reduction in GW wear |
| Baheti et al. [24] | 1998 | AISI 52100 (60HRC) using ester oil and corundum GW with vitrified bond | Reduce specific power and energy, reduce GW wear, increase roughness |
| Tönshoff et al. [25] | 1994 | 16MnCr5 (58HRC) and application of ester oil and corundum GW with vitrified bond and comparison with conventional wet grinding with mineral oil | Reduction of grinding forces, an increase in roughness |
| Brockhoff et al. [26] | 1998 | 16MnCr5 (58HRC) and application of ester oil and corundum GW with vitrified bond | Increased roughness and grinding forces, applicability in Qw < 5 mm3/mm·s |
| Klock et al. [27] | 1997 | 16MnCr5 (58HRC) and application of ester oil and corundum GW with vitrified bond | Reduction of grinding forces, an increase in roughness, and type of coolant/lubricant has effects on performance. |
| Hafenbraedl et al. [28] | 2000 | AISI 52100 (60HRC) and application of ester oil and internal cylindrical grinding and corundum GW with vitrified bond | Reduce specific power and energy, reduce GW wear, increase roughness |
| Silva et al. [29] | 2005 | ABNT4340 (60HRC) and application of vegetable oil and corundum GW with vitrified bond and CBN GW | Reduction of tensile residual stress on the surface, reduction in force and roughness |
| Tawakoli et al. [21] | 2010 | 100Cr6 and SG corundum GWs with vitrified and resin bond | Reduction of roughness, grinding forces, increase in efficiency, effective lubrication by choosing the right type of coolant–lubricant GW |
| Shen et al. [29] | 2008 | Dura-Bar 100-70-02 ductile iron (50HRC) and corundum GW with vitrified bond and CBN GW with vitrified bond and application of Nano-fluids in grinding | Reduction of forces and roughness and GW wear, increase in lubrication property |
| Lee et al. [30] | 2010 | SK-41C (Tool Steel), CBN GW, use of MQL with Nano-fluids (diamond and paraffin nanoparticles) | Reduction of grinding force and roughness of the workpiece compared to MQL and dry, positive effect of nanofluid used on surface quality |
| Hadad et al. [31] | 2012 | Hardened (100Cr6) 2 ± 50 Rockwell C, Al2O3 GW grinders (89A60I6V217, 89A36I8V217), and application of Hacoform20–34 oil | Reduce force and roughness by increasing the oil flow rate and air pressure and the optimal nozzle distance to the grinding area |
| Mao et al. [32] | 2014 | Use vegetable oils (soy, palm, and canola), liquid paraffin | Nanofluid with palm oil and molybdenum disulfide particles has the best lubrication properties, the best choice for proper heat transfer and lubrication performance |
| Rabiei et al. [33] | 2014 | Use of mild steels (CK45, S305) and hard steels (HSS, 100Cr6), Al2O3 GW grinders, MQL, Dry, Wet conditions, | MQL in both types of steel causes a reduction in grinding force and coefficient of friction, better surface quality in hard steels and poor surface quality in soft steels |
| Setti et al. [34] | 2015 | Ti-6Al-4V, GC60K5V GW, use of nanofluids (water with Al2O3 nanoparticles and water with CuO nanoparticles) with different concentrations for MQL | Reduction of friction, tangential force, grinding zone temperature, formation of c-shaped chips |
| Hadad et al. [35] | 2020 | A novel approach to improve environmentally friendly machining processes using ultrasonic nozzle–minimum quantity lubrication system | Improve droplet size and distribution and spray performance, improve surface quality |
| Type of Grinding Process | Flat Grinding |
|---|---|
| Grinding wheel | Al2O3 (WA60K9V), Vitrified band, outer diameter: 450 mm |
| Surface grinding machine | Surface grinding machine MST-300-1000 |
| GW rotational speed | 2000 RPM |
| GW speed (vc) | vc = 47 m/s |
| Table feed rate (vft) | vft = 4.5–15 m/min |
| Grinding depth of cut (ae) | ae = 30 µm |
| Grinding environment | Cutting fluid, MQL (air-oil mixture) |
| Fluid used in grinding with cutting fluid and dressing operation | Water-soluble oil with a concentration of 5% |
| Cutting fluid flow rate in wet grinding | 4 L/min |
| Oil flow rate in MQL grinding | 200 mL/h |
| Air pressure in MQL grinding | 5 bar |
| MQL oil | Vegetable oil |
| MQL oil viscosity (at 20 °C) | 84 cP |
| MQL nozzle horizontal distance to GW | 80 mm |
| Workpiece | Inconel 738 (16 × 40 × 200 mm) |
| Dressing tool | Single-edge, four-edge diamond tools |
| Dressing depth (ad) | ad = 2, 5, 10, 20 µm |
| Dressing feed rate (vd) | vd = 50, 85, 213, 420, 600 mm/min |
| Dresser attack angle (αd) | αd = 10° |
| Number of dressing passes | Ndt = 3 |
| Density (kg/m3) | Young’s Modulus (GPa) | Poisson’s Ratio | Thermal Conductivity (W/(m K)) | Thermal Expansion Coefficient (K−1) | Specific Heat (J/(kg K)) | Shear Modulus (GPa) |
|---|---|---|---|---|---|---|
| 8220 | 208 | 0.3 | 11.4 | 1.3 × 10−5 | 203 | 67.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hadad, M.; Attarsharghi, S.; Makarian, J.; Mahdianikhotbesara, A. An Experimental Investigation of the Effects of Dressing and Grinding Parameters on Sustainable Grinding of Inconel 738 Used for Automated Manufacturing. Processes 2023, 11, 2876. https://doi.org/10.3390/pr11102876
Hadad M, Attarsharghi S, Makarian J, Mahdianikhotbesara A. An Experimental Investigation of the Effects of Dressing and Grinding Parameters on Sustainable Grinding of Inconel 738 Used for Automated Manufacturing. Processes. 2023; 11(10):2876. https://doi.org/10.3390/pr11102876
Chicago/Turabian StyleHadad, Mohammadjafar, Samareh Attarsharghi, Javad Makarian, and Ali Mahdianikhotbesara. 2023. "An Experimental Investigation of the Effects of Dressing and Grinding Parameters on Sustainable Grinding of Inconel 738 Used for Automated Manufacturing" Processes 11, no. 10: 2876. https://doi.org/10.3390/pr11102876
APA StyleHadad, M., Attarsharghi, S., Makarian, J., & Mahdianikhotbesara, A. (2023). An Experimental Investigation of the Effects of Dressing and Grinding Parameters on Sustainable Grinding of Inconel 738 Used for Automated Manufacturing. Processes, 11(10), 2876. https://doi.org/10.3390/pr11102876